Embed Size (px)
Citation preview

SPECTROFLASH
L.Ya. Morgovsky, E.A. Peliks
FLASH X-RAY PHOTOGRAPHY ARINA SERIES APPARATUS
Saint-Petersburg
1999

PREFACE
The present work comprises results of a research carried out at a Burevestnik Scientific Production Association and then at the Spectroflash Limited Company for the last 30 years in the field of making of the portable flash X-ray instruments for non-destructive control of materials in non-stationary conditions. The results are given for the first time in a systematic way.
A peculiarity of the brochure is a combination of the exposition of physical principles of the
industrial X-ray photography together with a description of a structure of the flash X-ray apparatus and their separate elements. Such a combined consideration of the matter has allowed to determine those peculiarities of the X-ray photography technique that are the most inherent in the ARINA series apparatus produced in series at the Spectroflash Limited Company. The book consists of 5 chapters.
In the chapter I some points of the X-radiation physics, its passage and absorption in a
substance and also the common conceptions, terms and principles of the industrial X-ray photography are given in a brief way.
In the chapters II and III an operation principle and constructive peculiarities of industrial
flaw detectors of the ARINA series and self-propelled X-ray plants made on their base like SIRENA instruments are given in a detailed way.
In the chapter IV some special features of the X-ray photography technique that follow the
peculiarities of the ARINA apparatus are considered. This chapter is the most important for people dealing with the practical X-ray photography since it comprises concrete recommendations on the most effective use of the described flaw detectors.
And eventually, in the last chapter V some information on the nuclear safety technique of a
staff is given considering also the constructive peculiarities of the ARINA and SIRENA series apparatus.
It should be drawn attention to the fact that this work has no pretensions to a comprehensive
description of the industrial X-ray photography technique. It only makes possible for consumers directly using flash X-ray apparatus to employ their merits in the most effective way and try to avoid negative factors connected with the defects.
The authors consider it their pleasant duty to thank all the employees of the Spectroflash
Limited Company dealing with an engineering and industrial production of the ARINA and SIRENA apparatus.
INTRODUCTION
The flash X-ray photography as an independent trend in the X-ray technique arose in the early 40-es of our century as an instrument for a research into quick-proceeding processes in the opaque medium. It is impossible to fix with a high-speed optical photography a motion of the bullet at a barrel cut, explosion of the detonator, combustion of the electric safety device through an existence of the opaque combustion products. In this case we can change the optical photography for the X-ray one. The problem is that a time allowed to get an X-ray should be at the same time commensurable to a duration of the process under research, the duration that as a rule comes to some microseconds. Naturally, when we have such exposure time a current in the X-ray tube should achieve hundreds and even thousands of amperes to have a necessary film fogging density. But in he traditional X-ray filamentary tubes an anode current quantity physically cannot exceed some amperes.
2

That’s why a problem of making of a tube capable to ensure the enormous current
amplitude, true, for a short period of time was the main problem of the flash X-ray photography. An electrical charge in vapours of mercury under the action of high voltage was in the first
flash X-ray tubes. However, 2-electrode vacuum cold-cathode tubes were subsequently used. The principle of their operation is as follows: an autoelectronic emission develops in the
tube under the action of high-voltage pulse. It leads to the warming up of the cold-cathode micropoints and to the following electrical explosion. As a result a cloud of plasma being an unlimited source of electrons becomes valid in the vacuum volume of the tube. And exactly this electrical plasma ensures a current quantity in the tube to be some hundreds of amperes, the quantity that is necessary to get a sufficient X-radiation dose for a period of some microseconds.
In the 60-es several types of the flash X-ray plants designed for the research into the quick-
proceeding processes in the opaque medium were developed and put into a full-scale production line at the Burevestnik Scientific Production Association. At the same time one of the flash apparatus was tested controlling welded joints of some pipelines in the route and mounting conditions with an assistance of the Pipeline Construction Research Institute (VNIIST). The test revealed that the flash X-radiators could be sufficiently enough used in the flaw detection of industrial objects. Moreover, the task is even simplified since an article under the control is motionless and, subsequently, an exposure to radiation can come to not one pulse but to some dozens.
The advantages of the flash X-radiators in comparison with permanent monoblock apparatus
(light weight and parameters, simplicity in the maintenance, possibility to be accumulator-operated) make them quite attractive for a staff dealing with X-raying of different constructions in the non-stationary conditions.
In 1965 the first Russian flash flaw detector named IRA-1D was developed at the
Burevestnik Scientific Production Association. The apparatus had a resource of only some hours but nevertheless it was broadly used at
many building organizations dealing with an oil pipeline and gas-main laying. Later on a series of the flash instruments with a common name «MIRA» was developed.
The resource of those apparatus came to some dozens of hours. Many mounting organizations operate the above-mentioned flaw detectors also at the present time.
The last series of the flash X-ray flaw detectors of the ARINA type described in this
brochure has a sufficiently greater radiating power in comparison with the MIRA apparatus, better X-ray photography characteristics and sufficiently bigger resource.
The ARINA apparatus and also the self-propelled plants on their base of the SIRENA type
allow for the present time to deal with practically every task in the field of the industrial X-ray photography and particularly in the field of the arterial oil pipeline and gas-main welded joints control. It is necessary only to choose competently a type of the apparatus and all the accessories. These very problems are considered in the present work.
3

Chapter I X-RAY TESTING TECHNIQUE
X-RAY PHOTOGRAPHY PRINCIPLES
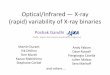
The standard X-ray picture technology includes an availability of an X-radiation source (X-ray unit) on one side of a tested object and a radiation detector on the its other side. A penetrating power of the radiation depending on its energy (or the wave-length) should be such that a sufficient quantity of X-ray quanta would reach the detector and be recorded by the last one. In the industrial X-ray photography a radiographic film enclosed in a light-tight drum container or cover transparent to X-radiation is practically everywhere and exclusively used as such kind of the detector.
The X-ray picture forming on the film obeys the laws of the geometrical optics, that is, the
process goes completely in a similar way as the shadows are formed in the visible light. So a picture sharpness of an object on the film directly depends on the size of the radiation source and the distances from the last one to the film and from the film to the object. The tested object and the film are irradiated or, as the saying goes, exposed for a certain period of the exposure. Afterwards the film is withdrawn and exposed to a photo processing. The photo processing includes the following stages: development, fixation, washing and drying. The treated film (X-ray picture) is placed then on an illuminated screen – so-called negatoscope, for the purpose of viewing. Differences in intensities of the X-ray beam that passed through various sections of the sample may be observed in the X-ray picture in the form of fogging degree difference or, in other words, optical density of various sections of the film.
The optical density of the film fogging is measured in so-called optical density units being
an intensity ratio logarithm of the light falling and passing through the film. That is, for example, an optical density 3 means that the film would attenuate the falling light in 1000 times (log 1000 = 3). By eye this film looks deep black and it is necessary to have a powerful lamp or negatoscope to view it.
Tube focal spot
Defect
Focal distance F
Intensifying screens
Film
Fig.1. Standard X-ray testing diagram
4

Practically, the non-destructive testing unit operator’s task is to get a film with a density from 1,5 up to 3 since an interpretation of such films is the most convenient one (images with higher density may be viewed with a certain difficulty, meanwhile the images with lower density look dull and they are not so informative as it is desired). The main thing is that a contrast range of the most types of the films is a maximum one in this very scope.
The contrast range is one of the most important picture quality characteristics and it presents
itself to be a difference of optical densities of the film sections, the film that in one case contains and in the other case doesn’t contain defects. The greater contrast between parts of the image in the X-ray picture, the better picture quality or, as the saying goes, the contrast sensitivity. The last one completely defines a detectability of the defects in the direction of the exposure to radiation. At the same time a resolving power defines the detectability of the defects in the perpendicular direction.
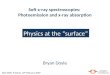
The other most important factor that has an influence on the contrast sensitivity and the
resolving power is the picture unsharpness. Some reasons may be considered as the sources of the unsharpness. The most significant of them is a geometrical unsharpness Ur (Fig.2) being, as a matter of fact, a region of a shadow caused by the defect due to the final size of the X-ray tube focal spot.
Ur = Фd / (F-d), (1)
Where: Ф – size of the tube focal spot, that is, of the region within its anode that X-rays; F – focal distance, that is, the distance from the focal spot up to the film; d – tested thickness.
The other most important component of the unsharpness is its own or internal unsharpness made dependent on a granular structure of bromide silver in the film and a luminescent crystal in the fluorescent screen.
Ф Focal spot
Film
Film fogging density contour
Defect
d
Ur = Фd/(F-d)
F
Fig.2. Geometrical unsharpness formation diagram
5

X-RADIATION PRINCIPAL CHARACTERISTICS
X-radiation presents itself as an electromagnetic radiation consisting of uncharged non-mass particles – photons, and having an ionizing effect on the substance. X-radiation consists of two varieties differing from each other by their origin – the braking and characteristic X-radiations. The first of them comes into being as a result of the deceleration, for example, when free electrons accelerated up to the high energies meet with a target. The second one takes place when the electrons in the atom move from a higher energy level to the most low-laying one. The X-ray tube radiation is a mixture of the both types of radiation. However, for the non-destructive testing only the braking X-radiation is essential since the characteristic one has a comparatively low energy and the object of the testing absorbs it.
X-radiation is characterized by energy E or wave-length λ being the components of its
photons. Radiation, which is generated in the X-ray tube, contains photons of different energies or wave-lengths, beginning from a minimum wave-length that corresponds to an applied voltage:
λ0 = 1,234/V, (2)
where: λ0 – minimum wave-length, nm (10-9 m), V- voltage in the tube, kV.
The braking X-radiation photon distribution in the wave-lengths or, that is the same, in the energies, within the X-ray tube is called a radiation spectrum and it can be represented (not considering the self-absorption) by the following formula:
f (λ) = (λ - λ0) / λ3, (3)
A maximum in the spectrum (3) λM = 3/2 λ0, here it follows that an effective energy (GOST 20426-82)
Eeff = 2/3 eV.
When passing through the substance layers, X-radiation is attenuated due to the absorption
and the scattering of its photons. The attenuation goes according to the exponential law, that is, it finds an expression in the following formula:
I = I0 exp (-μ d), (4)
where: I0 – intensity of the X-radiation falling over on the substance layer with a thickness d; I – intensity of the radiation that has already passed through it;
μ - attenuation factor that depends on both the energy (wave-length) of the photons, and the monatomic composition and density of an absorbing medium.
It should be emphasized that exactly the availability of this dependence makes it possible to
employ X-radiation for the non-destructive testing of materials. The μ dependencies from the energy and the substance of the material are compound enough, but in reality only one thing matters for us, that the attenuation may be decreased (μ - decreases) when the energy of the photons grows, and it may be increased (μ - increases) when the atomic number and the substance density augment. At the same time the X-radiation intensity is reduced also without the absorbing medium due to a geometrical angular spread of the radiation beam. The same thing happens when we have any other
6

non-coherent electromagnetic radiation. So the radiation intensity I at the distance F from the source can be represented by the following formula:
I = I1/F2, (5)
where: I1 – intensity measured at the 1 m distance from the source. An exposure dose rate is a practical measure of the X-radiation intensity. The exposure dose
units are represented in Coulomb per kilogram (C/kg) in the SI System and in an off-system unit – Roentgen (R). 1 C/kg is such a quantity of radiation when a sum of the electrical charges of all ions of one symbol, created in 1 kg of an irradiated air, is equal to 1 C. A relation between these units may be given as follows:
1 R = 2,58 ×10-4 C/kg
At the same time another quantity is also used in the radiation monitoring – an absorbed radiation dose. The units to measure it are represented in Grey (Gr) in the SI System and in another off-system unit – Rad. 1 Gr is such a quantity of radiation that transmits energy of 1 J to an irradiated substance mass of 1 kg.
A relation between these units: 1Gr = 100 rads. The so-called equivalent radiation dose – Zivert (Zv), that defines a biological action of
radiation, is connected the Grey unit. Moreover, the Zivert unit coincides numerically with Grey when the matter concerns X-radiation.
The norms limiting an influence of ionizing radiation directed to the human constitution are established in the Zv units.
X-RAY PHOTOGRAPHY TECHNIQUE AND FACILITIES
X-RAY FILMS
According to the industrial X-ray photography method an image of the tested object is formed on an X-ray film. The last one presents itself as a transparent (as a rule, cellulose) base, the both sides of which are covered with emulsion layers – a gelatine solution with a suspension of silver halogen crystallites (mainly, AgBr).
Under the influence of the X-radiation passing through the film, a part of the silver halogen crystals recovers to become metallic silver that forms a latent, that is, invisible for the time being image. The most important property of the film is a relationship between the fogging density and a radiation dose taken by the film or, in other words, an exposure – that is, the product of the X-radiation intensity into its action time.
The corresponding relationship is compound enough, but however, for all types of films
there is a section called a normal exposure region where the fogging density is approximately proportional to the exposure logarithm. That is,
D1 – D0 = γ log R1/R0, (6) where: R1,R0 – exposures (doses) corresponding with the D1, D0 fogging densities.
The γ coefficient is called a mean gradient of the film. Exactly it determines a contrast range
of the taken image, that’s why its top magnitude is called a contrast range coefficient (or gamma). This coefficient is always indicated on the packages of our home-produced films. Existing X-ray films can be divided into 2 classes:
7

- screenless films designed for the use without intensifying screens or in a combination with metal-backed intensifying screens;
- screen films designed for the use with fluorescent intensifying screens.
The last ones have an increased fluorescent screen optical X-radiation (glow) sensitivity. The most essential distinction between the films is expressed in a size of the silver halogen crystal grain. Thanks to a small size of the grain the screenless films are less sensitive to radiation, that is, it is necessary to use larger radiation doses for them, but however, they form more qualitative image due to the high contrast range coefficient. The sensitivity of our home-produced films is usually characterized by a reciprocal quantity of the radiation dose expressed in roentgens that is necessary for the excess of a film fogging optical density by 0,85 units over a density of the non-exposed film (fog). That is, if the film sensitivity is 10 R-1, it means that it is necessary to have an exposure dose of 0,1 R to meet the excess of its optical density over the fog by the 0,85 units.
Foreign films are usually characterized by a relative exposure factor as regards a specific
one accepted as 1. Among STRUCTURIX brand films by the Agfa-Gevärt Company (Belgium) a film D7 is considered as such “standard” one (Table 1.).
Our home-produced films are distributed in 24 × 30 and 30 × 40-cm format packages. The
STRUCTURIX films apart from the above-mentioned sizes are also delivered in light-tight (6, 10) × (24, 48, 72)-cm format covers. Besides, the STRUCTURIX films are distributed in 60, 70, 100-mm wide and 90-m long roll packages.
Table 1
Screenless X-ray film comparative characteristics
Sensitivity Film type Producer
(Country) R-1 Rel. units Contrast range
coefficient RT-5 Tasma Limited
Company (Russia) 2-3 - 4-4,5
RT-4M - // - 3-4 - 3-3,5 RT-6M - // - 50-70 - 3 RT-1 - // - 20-25 - 2,5-3,0 RT-2 - // - 30-40 - 2,5 Structurix D 2 Agfa-Gevärt
(Belgium) 1,2-1,5 0,10-0,12 5,8-6,0
Structurix D 3 - // - 2-2,5 0,2-0,25 5,0-5,5 Structurix D 4 - // - 3-4 0,3-0,4 5,0-5,4 Structurix D 5 - // - 5-7 0,6-0,7 5,0-5,4 Structurix D 7 - // - 10-12 1 4,9-5,4 Structurix D 8 - // - 15-18 1,5 4,3-4,8 Structurix D 6 R - // - 18-20 1,8-2,0 4,2 100 Fuji (Japan) 10-12 1 - 150 - // - 15 1,5 - Indux R 5 Foma Bohemia (Czech
Republic) 6-7 0,7 -
Indux R 7 - // - 10-12 1 -
8

INTENSIFYING SCREENS
Intensifying screens are broadly used in the industrial X-ray photography to increase a film
sensitivity to X-radiation and, consequently, to an exposure time reduction. The screens are divided into two completely different categories – metal-backed intensifying screens and fluorescent intensifying screens. An intensifying action of the first type screens is based on the film exposure by secondary electrons knocked out of the film foil of the metal-backed screen by X-ray photons. Since a path of these electrons is very insignificant, they are practically completely absorbed by the film magnifying in this way its fogging density. Besides, due to the very insignificant path of the electrons no blurring of the film can be observed, that is, the image magnification isn’t accompanied by the loss of its quality. Practically everywhere lead or lead-tin foils are used. Their magnification coefficient, that is, a relationship between the exposures and the screen or without it, depending on X-radiation energy may come to 2-2,5. Together with the film two screens put on its both sides are used, that is, an effect of the screen practically doubles. The above-mentioned formats of the STRUCTURIX films are furnished beforehand with a pair of 27-mkm thick lead foils applied to the paper base.
An intensifying action of the fluorescent screens is based on the fact that they convert a part
of the X-radiation into an optical one with a screen substance – phosphor. When the film absorbs about 1 % of the X-radiation that has reached it, the screen has a significantly high absorbing capacity (up to 20 %), and a glow on the screen is practically completely absorbed by the film. That’s why magnification coefficients of the fluorescent screens come to some dozens and even more (see the table 3). Most screens utilize phosphor calcium tungstate CaWO4, but over the past years, new screens, effective enough, on the base of the sodium, gadolinium and lanthanum salts have appeared. However, significant losses in the contrast range sensitivity, that is, in a quality of the testing, come out to be a payment for a substantial exposure reduction when using the fluorescent screens. A very big size of the phosphor grain appears to be the reason for that situation. So, if an average size of the screenless X-ray film grain comes to not more than 0,5 mkm, and the screen X-ray film grain – 1-1,5 mkm, then an average size of the screens would come to approximately 10 mkm.
The fluorescent screens are used in a set of two screens (front and rear ones), probably, in
much closer contact with the film. A thickness of the rear screen takes preference over the thickness of the front one, since its
glow directed towards the film is in the least way attenuated by own absorbing capacities of the screen. As a rule, the fluorescent screens are used together with the specially developed types of the films (Table 2).
Over the last yeas a new type of the screens has been produced that presents itself as a singular combination of the two described above. It is the type of fluorometallic screens that combine a lead foil layer with a phosphor one. Such screens provide a significant exposure reduction when testing, and, at the same time, don’t deteriorate or only deteriorate a quality of the image in a slightest way. For the first time such screens were produced in Japan in the 80-es under the name “Kyokko SMP – 308”, and later, also by the Agfa-Gevärt Company under the name “RCF”. The last company produced two types of films specially designed for an operation with such screens – STRUCTURIX –D8 and STRUCTURIX-D6 R (for a high-speed development) (see Table 2). The RCF screen is nowadays produced in the following formats: 10 × 24, 10 × 48 and 30 × 40 cm.
9

Table 2 Screen X-ray film comparative characteristics
Film type Producer
(Country) Sensitivity, R-1 Mean
gradient Annotation
RT-2 Russia 2-2,5 With the VP-1 screen RM-1 - // - 300-450 - // - RM-6 - // - 300-400 2,0 - // - RETINA FRG 500-600 2-2,5 With the VP-1 screen KRONEX-4 Dupont (USA) 400-500 2-2,5 - // - Structurix D8 Agfa-Gevärt
(Belgium) 50-100 5,0 With the RCF screen
Structurix D6R - // - 30-100 6,0 - // -
Table 3
Fluorescent and fluorometallic intensifying screen characteristics
Screen type Phosphor Magnification coefficient
Producer (Country)
EU-V1 CaWO4 30 Russia EU-V2 - // - 40 - // - EU-V3 - // - 50 - // - VP-1 - // - 80-100 - // - VP-2 - // - 130-160 - // - EU-I1 Y2O2S – Tb 50 - // - RCF - 5-30 Agfa-Gevärt
(Belgium) Kyokko SMP-308 - - Dai Nippon Tokyo
(Japan)
The intensifying screens are packed together with films in flexible light-tight drum containers furnished with pockets for marks, standards and other things.
FILM PHOTO PROCESSING
An invisible image taken as a result of the exposure may be transformed into a visible one during the process of the film photo processing. Its first stage is development when the invisible image is repeatedly magnified. A developer consists of:
- one or several developing agents (methol, hydroquinone, phenidon and etc.);
- accelerator – an alkaline reaction substance; protective material – a material that prevents against a rapid oxidization of the developer;
- fog suppressing substance.
All mentioned components are dissolved in a certain amount of water. For the X-ray film
development the industry of our country produces ready powder sets “Roentgen-2” and “Roentgen-2M” on the base of a methol-hydroquinone developer. It is not recommended to dissolve powder chemicals directly in developing tanks. Contents of one package should be dissolved in a small
10

amount of water (temperature – not higher than 500 C) and then, after their complete dissolution, you may add contents of a second package. Further, you add in the prepared mixture an amount of water indicated by the manufacturer. Foreign producers offer developers in the form of a liquid concentrate – “G 128” and “G 135” by the Agfa-Gevärt Company (Belgium), “LX-24” by the Kodak Company, “Kronex MD” by the Dupontt Company (USA). It is enough only to dilute a concentrate by water, as a rule, in the 1:4 relation to have a ready developer.
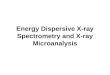
Development time is usually indicated on a film package. It is important only to remember
that it greatly depends on a temperature of the developer (Fig.3). A standard time of development with a temperature of 200 C for the “Roentgen-2” developer comes to 6 minutes, and for the “G 125” developer – 5 minutes.
An extension of the time of development leads to a magnification of an image density. So an
extension of the time of development from 5 minutes to 10 minutes may cause a magnification of the image density up to 50 %. However, you should bear in mind that a fog density would also grow by 50 %, that’s why, an image contrast range magnification can be hardly reached in this way. A temperature of the developer mustn’t be below 180 C. It is not recommended to have a temperature of the developer over 240 C. During a development process it is desirable to stir solutions – especially for the first 30 seconds. It prevents an influence of air bubbles upon a film surface that leads to an appearance of spots on the picture.
As the developing agent consumption grows and products of development pile up, an
activity of the developer is little by little falling. In order to make it good we can add into the developer a reducing agent (solution) prepared from the “G 128” developer, which is diluted in the 1:3 relation. However, such process is not an interminable one. As a result, the developer must be replaced. It is easy to form a correct estimate of the developer consumption from the following relationship – development of 1 m2 of a film requires 1 l of a developer. Besides, a resource of the developer, even if it is not used, allows it actively to stand to attack by oxygen. To prevent oxidization the developer must be isolated, when possible, from a contact with air. It is recommended to pour a ready developer that is not used for a certain period of time into narrow-necked bottles and cork tightly when the bottles are full.
Over the last years quick-processed X-ray films have appeared. The Agfa-Gevärt Company
produces a “STRUCTURIX D 6R” film with a time of development of 1,5-2 minutes when it is processed in a usual developer.
0
1
2
3
4
5
6
7
18 20 22 24 26 28 30
Temperature, degrees C
Tim
e of
dev
elop
men
t, m
in
,,
Fig.3. Development time against development temperature plot
11

When the development process is over, the film must be exposed to an intermediate washing, desirably in flowing water, for 2-3 minutes.
Another method of the forced termination of the development process is when the film is
submerged for 30 seconds into a 3% acetic acid solution (so-called stop-bath). Fixation is a process that secures conservation of the development products. It is ensured by
the fact that remaining bromide silver is removed from the film. In the fixing process the film acquires transparence (it is clarified). Fixation time must be twice as mush as a time necessary for the film clarification. Fixer formulations can be found in the corresponding chemical photography manuals. It is sensible to use ready fixers, for example, our home-produced “BKF-2” or “Roentgen-2M”, or foreign concentrates like “G 328” and “G 335” (Agfa-Gevärt), “KRONEX MF-E” (Dupontt) or “AL-4” (Kodak). For the first 30 seconds of fixation a film must be rinsed in a fixer. If you leave the present process out, it is possible that you would find white spots of precipitation on the film. A fixer is considered to be exhaust, if a time of the film clarification in it doubles in comparison with an original one. The fixer consumption comes approximately to 1 l for 1 m2 of a film. When the development process is over the film must be exposed to a final washing and drying. A temperature in the drying box must not be over 400 C. Perfect results can be achieved when selicagel (dehumidifier) reducing air humidity is placed in the drying box. With a great number of films to be processed, certainly, it is sensible to apply an automatic photo processing. Film processors of a STRUCTURIX NTD series by the Agfa-Gevärt Company make it possible to process up to 200 films an hour with high quality.
TESTING QUALITY
The final quality of an image on an X-ray picture is determined by a great number of
different factors (tube voltage, scattered radiation quantity, film and screen type, photo process conditions and etc.). It is universally accepted to characterize their combined influence upon the image quality by etalons of sensitivity revealed when testing. The last ones appear to be a standardized set of certain elements of different sizes, made from a material that is similar to a tested one. The GOST 7512-82 standard (the former Soviet Union state standard) determines three types of the sensitivity etalons: wire, groove and plate one.
The wire etalons appear to be 4 sets, each having 7 wires, and they are put in a plastic cover.
Diameters of the wires of every etalon are given in the table 4.
Table 4
Wire etalons by the GOST 7512-82 standard Etalon number Wire diameters, mm 1 0,2 0,16 0,125 0,10 0,08 0,063 0,05 2 0,4 0,32 0,25 0,20 0,16 0,125 0,10 3 1,25 1,00 0,80 0,63 0,50 0,40 0,32 4 4,0 3,20 2,50 2,00 1,60 1,25 1,00
The wire diameter spacing is 1,25. Every etalon is marked with 5-mm high and 1-mm thick
lead letters and figures indicating a material of the etalon and its number, for example, Fe-1 or Al 2 and etc. Similar wire etalons of sensitivity (IQI – image quality indicator) are determined also by foreign standards. So the German DIN 54109 standard determines 3 wire etalons consisting of 16 wires from 0,1 mm to 3,2 mm, grouped by 7 in each one (Table 5).
12

Table 5
Wire etalons by the DIN 54109 standard Etalon number Wire diameters, mm 1-7 3.20 2,50 2,00 1,60 1,25 1,00 0,80 6-12 1,00 0,80 0,63 0,50 0,40 0,32 0,25 10-16 0,40 0,32 0,25 0,20 0,16 0,125 0,10
The groove etalons according to the GOST 7512-82 standard appear to be plates with
grooves, cut out in them, of a constant for the etalon width and variable depth. There are 3 etalons with 6 grooves in each one (Table 6).
Table 6
Groove etalons by the GOST 7512-82 standard
Etalon
number Depth of grooves, mm Width of
grooves, mm
Distances between
grooves, mm 1 0,60 0,50 0,40 0,30 0,20 0,10 0,5 2,0 2 1,75 1,50 1,25 1,0 0,75 0,50 1,5 2,5 3 4,00 3,5 3,00 2,50 2,00 1,50 3,0 3,0
The plate etalons according to the GOST 7512-82 standard appear to be plates with a pair
of through holes, one of them having a diameter that is equal to a thickness of the plate, and another one – twice as much. There are 12 etalons with holes from 0,1 mm to 5,0 mm.
A testing sensitivity reached as a result of the X-ray photography is determined by the least
image of an etalon that is yet discernible on the picture. The sensitivity is usually expressed in interests, counting from a tested thickness, and it is determined by the following formula:
δ = d/ l × 100 %, (7)
where: d – diameter of the least, yet discernible wire, hole or depth of a groove; l – thickness of a tested object in a sector where an etalon is going to be installed.
The etalons of sensitivity, as a rule, are installed from the side of an X-ray unit. In a case, when it is impossible to do, it is allowed to install an etalon directly on a film. The wire etalons may be installed directly on a weld, moreover, they must be put across the weld. The groove and plate etalons are installed at a distance of 5 mm from the weld. A testing sensitivity, that is necessary when X-raying, is set, as a rule, in specific forms and records for a tested article or category of articles, or in the testing codes for a concrete branch of the industry. As an example we give you the testing sensitivity requirements placed by the German DIN 54109 standard (Table 7) for two categories of tested articles (more important and less important ones) and the requirements determined by the GOST 7512-8 standard for the testing of welded joints (Table 8).
13

Table 7
Testing sensitivity by the DIN 54109 standard
Thickness, mm Diameter of a revealed wire etalon, mm from to Category 1 Category 2 0 6 0,10 0,16 6 8 0,125 0,20 8 10 0,16 0,25 10 16 0,20 0,32 16 25 0,25 0,40 25 32 0,32 0.50 32 40 0,40 0,63
Table 8
Testing sensitivity by the GOST 7512-82 standard
Etalon sensitivity, mm Sensitivity class
Thickness, mm
1 2 3 up to 5 0,10 0,10 0,20 5-9 0,20 0,20 0,30 9-12 0,20 0,30 0,40 12-20 0,30 0,40 0,50 20-30 0,40 0,50 0,60 30-70 0,50 0,60 0,75 40-50 0,60 0,75 1,00
An X-ray testing should be conducted after the moment when external defects of a tested article are removed and it is cleared from contaminants and outside objects, the images of which may prevent us to interpret the X-ray picture. When somebody conducts a testing of welded joints, the GOST 7512-82 standard requires that images of the marks and etalons of sensitivity should be discernible on the picture. An optical density of the tested section and etalon must be not less than 1,5 units, and the picture optical density reduction mustn’t be over 1,0 unit of the optical density.
Chapter II
PRINCIPLE OF OPERATION, CHARACTERISTICS AND CONSTRUCTIVE SINGULARITIES OF THE “ARINA” SERIES FLASH X-RAY APPARATUS
A principle of energy localization for a comparatively long period of time and its subsequent
realization for much shorter period forms the basis of operations of a flash apparatus, as, however, of any flash device.
14

All apparatus of the “ARINA” series are made in accordance with one schematic diagram (Fig.4).
Fig.4. Equivalent circuit diagram of the apparatus
C1 – reservoir capacitor, K – key (primary commutator) Tr – pulse transformer, C2 – discharge capacitance R – spark-gap, T – X-ray tube
When the key K is closed, a preliminary charged reservoir capacitor C1 runs down through a
primary winding of the pulse transformer Tr. Besides, a high-voltage momentum with a duration of 10-6 seconds, charging the output capacitance C2 up to voltage of 100-200 kV depending on a type of the apparatus, appears in its secondary winding.
The spark-gap R converts energy, localized in the capacitance C2, into a high-voltage momentum with a duration of 10-8 seconds that is applied to electrodes of the X-ray tube T.
In the “ARINA” apparatus one can find not usual filamentary cathode X-ray tube but so-
called explosive electron emission tube. A tungsten foil with a thickness of some microns is used in such tube as a cathode. Under the influence of a high-voltage momentum of a very short duration (that is ensured by
the spark-gap), an edge of the tungsten cathode explodes forming a cloud of plasma that is a source of electrons. Further, a process of the electron acceleration and X-radiation excitation goes on in the same way as in traditional filamentary cathode X-ray tubes.
So, instead of a thermal emission we see a plasma emission, instead of a heated cathode –
cold cathode. Moreover, an essential and main condition for the electron plasma formation is the short
high-voltage momentum. The pulse transformer, spark-gap and X-ray tube are placed in a metal cylinder filled with
transformer oil. The cylinder, hereinafter referred as a high-voltage unit, is a centre of the whole apparatus. It determines a service life of the apparatus, its dimensions and weight, and X-raying characteristics. Proceeding from this point, let’s consider in a more detailed way constructive singularities of every above-mentioned elements.
15

X-RAY TUBE
Nowadays our native industry produces 2 types of the flash X-ray tubes.
Fig.5. Structure of the flash X-ray tube IMA 5-320 D
1 – output window, 2 – anode, 3 – cathode, 4,9 – flanges, 5 – ring, 6 – screen, 7 – lead, 8 – glass, 10 – exhaust tube.
In figure 5 you can see a diagrammatic sectional view of so-called point tube of the IMA 5-
320D type that is installed in the “ARINA-05-2M” and “ARINA-3” apparatus. Its maximum running, that is, working voltage comes to 320 kV. The blade-type cathode 3 in the form of a washer is made from a tungsten foil with a thickness of 20 mkm. An interior edge of the washer is an explosive edge emitting plasma.
The anode 2 is made from a tungsten rod with a diameter of 4 mm sharpened to be cone-
shaped. An end of this rod is a focal spot of the tube. Its diameter is approximately equal to 2 mm. The anode is soldered to a steel rod – the lead 7, connected to the small flange 9. The big
flange 4 is electrically connected to the cathode. The output window 1 having the form of a hemispherical dome is welded together on this flange. The window is made from Kovar with a thickness of 0,2 mm. Thanks to such form of the window, the tube is equally usable for both directed and panoramic exposure to radiation.
The steel screen 6, the cathode is directly fixed to, is stiffly connected to the big flange with
the ring 5. A principal duty of the screen is to prevent precipitation of tungsten vapours at the glass insulators 8. The vapours are formed during a plasma discharge.
The exhaust tube 10 serves for a vacuum pumping-out of the tube volume when producing
it. Fig.6. Structure of the flash X-ray tube IMA 2-150 D
1 – output window, 2 - anode, 3 – cathode, 4 – electrode 5 – body, 6 – insulator, 7 – exhaust tube.
16

A through-target X-ray tube IMA 2-150 D (Figure 6) with a maximum voltage of 150 kV is used in the “ARINA-1” apparatus. Here the cathode 3 is made from a 2-mm diameter tungsten tube with a wall thickness of 0,2 mm that is dropped on the mushroom-shaped electrode 4. The present electrode protects the glass conical insulator 6 from a condensation of metal vapours.
The flat output window 1 made from Kovar with a thickness of 0,2 mm is welded together
on the metal cylindrical body 5. The through-target tungsten anode 2 is directly welded together on the output window. The
exhaust tube 7 is designed for a vacuum pumping-out of the tube. In this very tube, electrons from the plasma, formed at the end of the cylindrical cathode,
bomb the flat earthed anode, and X-ray photons pass through it and the output window. An advantage of such structure is a possibility to place a tested object closely by the output window of the tube. A drawback is less clear focal spot. Moreover, it has bigger dimensions in comparison with the point tube.
Both before-mentioned X-ray tubes have much smaller dimensions in comparison with the
traditional filamentary tubes. It is explained by the fact that with such brief high voltage (10-8 seconds) influences, a length of the glass insulator will be several times shorter in comparison with insulators installed in constant voltage tubes. Exactly the length of an insulator determines geometrical dimensions of any tube.
SPARK-GAP
The spark-gap is a main element of the high-voltage unit, its “Achilles’ heel”, that determines a service life of the apparatus.
Exactly it generates extremely short high voltage pulse that ensures a formation of the
electron plasma in a region close to the cathode of the X-ray tube.
Fig.7. Structure of the spark-gap 1 – body, 2 – insulator, 3 – electrodes.
In figure 7 you can see a sectional view of the spark-gap R-43 that is used in the “ARINA-
1” and “ARINA-05-2M” apparatus. It consists of the steel cylindrical body 1, ceramic insulator 2 in the form of a truncated cone
and two electrodes made from refractory metal 3, one of which is soldered to a lid of the body, another one–to the insulator. A working volume of the spark-gap is filled with industrial hydrogen
17

or nitrogen under a pressure of 30 ÷ 40 atmospheres. Thanks to such heavy pressure, when a gap between the electrodes is broken through, an electrical pulse going out of the pulse transformer becomes approximately 100 times shorter in duration and exactly this fact ensures an explosion of the X-ray tube cathode micropoints.
Operate voltage of the spark-gap is the running voltage of the X-ray tube. That’s why for the
present specific spark-gap it is always the same and it can’t be peaked. The spark-gap has two thread leads with which it is connected on the one hand to the pulse
transformer, and on the other – to the X-ray tube. The metal body of the spark-gap together with the high-voltage unit body form the
constructive output capacitance C2 (see figure 4) that is discharged through the X-ray tube. Exactly parameters of this capacitance determine amplitude of the current pulse in the tube, and, consequently, also an intensity of the X-ray burst.
The current pulse amplitude in the described apparatus comes to 500 ÷1000 A with a
duration of 10 ÷ 20 nanoseconds, and a pulse repetition frequency comes to 5 ÷ 20 Hz depending on a make of the apparatus. It is not difficult to calculate that a mean current through the X-ray tube is within 0,1 ÷ 0,5 mA. A quantity of the mean current depends on the pulse amplitude, its duration and the pulse repetition frequency. Unlike the traditional filamentary tubes, in the explosive cathode tubes the mean current, just as the high voltage, can’t be peaked and it is determined only by radiation pulse repetition frequency.
Operate voltage of the R-43 type spark-gaps is in the interval of 140 ÷ 170 kV.
Choosing an spark-gap of any operate voltage quantity, in every concrete case one can in the most complete way observe the requirements of the GOST 20426-82 standard from the point of view of correspondence of a tested thickness of an article to running voltage of a tube. The running voltage of the X-ray tube, as it was already noted, is precisely equal to the operate voltage quantity of the spark-gap.
In the “ARINA-3” apparatus a spark-gap of the R-49 type is used, a structure of which is
analogous to the structure of the R-43 spark-gap, just its operate voltage range is within 190 ÷ 240 kV. Consequently, also the X-ray tube in the “ARINA” apparatus operates under much higher voltage ranges in comparison with the “ARINA-05-2M” apparatus.
Many consumers are mislead by a tube voltage quantity indicated in its certificate. You
should bear in mind that it is a maximum quantity for the above-mentioned type of the tube. An actual running voltage is always determined by an operate voltage quantity of a spark-gap. So the IMA 5-320 D tube with a maximum voltage of 320 kV is used in the “ARINA-05-2M” and “ARINA-3” apparatus. Its running voltage in the “ARINA-05-2M” apparatus comes to 160 ÷ 170 kV, but in the “ARINA-3” apparatus – 200 - 240 kV.
The IMA 2-150 D tube with a maximum voltage of 150 kV (its operating variables are 140
÷ 150 kV) is used in the “ARINA-1” apparatus. The spark-gap determines not only an operate voltage of the tube, but also, as it was already noted, a service life of the high-voltage unit. Exactly it, but not the tube, in the first place breaks down in 100 ÷ 150 hours of the apparatus operations. That’s why a replacement of the tube without a renewal of the spark-gap, as a rule, won’t give positive results.
18

So we seriously recommend the consumers, when the apparatus is broken down, to replace completely the high-voltage unit. It guarantees a subsequent serviceability of the apparatus in the course of a long period.
PULSE TRANSFORMER
The pulse transformer is a third and the last element of the high-voltage unit. When designing it, the following principal requirements have been taken into consideration: A leading edge duration of the outlet high voltage mustn’t be over 1 ÷ 2 microseconds.
With greater quantity of the edge it is possible that an insulator of the spark-gap may be perforated. The transformer must have a high coupling coefficient to get a necessary output voltage with
a comparatively low input voltage. And, at last, the transformer must have minimum dimensions and weight with a great
electric strength. In the process of a long period of designing of more and more new models of the X-ray
apparatus, the authors succeeded in creating a structure of the transformer completely answering the above-mentioned, contradicting each other requirements.
Fig.8. Structure of the pulse transformer
1 – primary winding, 2 – secondary winding, 3 – indicator, 4 – core, 5 – cylinder.
The transformer is made up in the form of a cylinder (Figure 8), in the centre of which there
is the ferrite core 4 collected from rings with a diameter depending on the pulse power of the apparatus.
The output winding 2 is applied on the metal cylinder 2 by a PEV-2 type wire with a
diameter of 0,4 mm, moreover, its every wrap is isolated from a neighbouring one by the capacitor paper 3 of the KON-22 make.
A total quantity of the output winding wraps and also a quantity of its rows are determined
by the output voltage, that is, by the operate voltage of the spark-gap. As a rule, the output voltage of the transformer exceeds the operate voltage of the spark-gap by 20-25 %.
19

Since the upper wraps of the winding, having much bigger diameter in comparison with the
wraps placed directly on the ferrite core, are exposed to much more voltage, a quantity of the wrap isolation plies gradually grows. So, for example, if the first wraps are isolated from each other by one ply of the paper, then the last ones already have 2-3 plies.
The primary winding 1 of the transformer is made from a lead foil with a thickness of 0,1
mm. A width of the foil laps a length of the output winding wraps. So it looks as if the wraps of the output winding are arranged inside a coaxial formed by the cylinder 5 and primary winding that significantly reduces high voltage gradients at the faces of the transformer. The last wrap of the primary winding is connected to the body of the high-voltage unit. A high-voltage lead of the output winding is placed inside the ferrite core. A thread contact of the spark-gap is screwed in it. The described structure of the pulse transformer has allowed to achieve exceptional results from the point of view of its dimensions. It is enough to say that a transformer with an output voltage of about 200 kV has a diameter of 70 mm and a length of 60 mm.
The pulse transformer 1, spark-gap 2 and X-ray tube 3, successfully joining, form so-called
single interior electrode of the coaxial, an exterior electrode of which is the body of the high-voltage unit 4 (see figure 9).
Fig.9. Structure of the high-voltage unit
1 – pulse transformer, 2 – spark-gap, 3 – X-ray tube, 4 – body.
Such structure ensures minimum dimensions and the high efficiency of the high-voltage unit and the whole apparatus as well.
An interior capacity of the high-voltage unit is evacuated and filled with transformer oil with
the electric strength of about 30 kV/mm. It is not recommended to break its sealing in order to replace the elements in non-stationary
conditions. Let’s look again at the schematic diagram represented in figure 4. Apart from the elements entering into the high-voltage unit (pulse transformer, spark-gap,
X-ray tube), it also contains the key K and primary reservoir capacitor C1.
20

In the “ARINA” apparatus a 2-x electrode spark-gap in the constructive aspect similar to the spark-gap is used as the key, but the one filled with gas under comparatively low pressure (not more than some atmospheres). As a result, its operate voltage comes to 8 ÷10 kV.
The main requirement, making a demand on a structure of the key, is its operate stability. In
the serially produced commutators of the R-90 and R-13 types operate voltage variations don’t exceed 10 %. It is quite enough for a stable work of the whole high-voltage circuit, since the pulse transformer has the voltage capacity of 20 ÷ 25 %.
A service life of the R-13 and R-90 commutators, at any rate, is twice as much as a service
life of the spark-gaps. That’s why the “ARINA” apparatus can again operate long enough with a replaced high-
voltage unit. High-voltage capacitors of the K 75-15 type with a running voltage of 3 ÷ 5 kV and
capacitance from 0,1 mcF up to 1 mcF are used in the “ARINA” apparatus as reservoir capacitors. Depending on a power range of the apparatus and its running voltage, the primary capacitance is collected from several above-mentioned successfully joined capacitors. The K 75-15 type capacitors have a high electric strength and practically unlimited service life.
The high-voltage unit, primary commutator and reservoir capacitor are placed in a single
metal body and they form an X-ray unit of the apparatus. Apart from the X-ray unit the “ARINA-05” and “ARINA-3” apparatus have a control desk,
in which a source of the constant voltage of 10 kV designed for charging the reservoir capacitors, X-radiation pulse counter, monitoring and control circuits are installed.
In the “ARINA-1” apparatus the source of the constant voltage is placed in the bottom of the
X-ray unit. The source of the constant voltage presents itself as a high-frequency generator assembled
on the base of some power transistors KT 945, each one connected to the own primary winding of the single step-up transformer. The secondary winding of the present transformer is a common for all transistor cells.
The output voltage of the step-up transformer is rectified by a high-voltage rectifier and then
it is applied to the reservoir capacitors. The K 945 type transistors successfully join when the apparatus is energized from the
alternating current mains of 220 V, 50 Hz and they are paralleled when the apparatus is energized from an accumulator of 24V.
It ensures equal conditions for their operations in the both cases. The step-up transformer
and high-voltage rectifier are made up in the form of a single monoblock unit filled with epoxy resin. It ensures a high reliability of its operations, especially during fluctuations of the ambient temperature.
As it is seen from the apparatus operational background in the field, the temperature can
fluctuate over a very wide range.
21

Since, as it was already noted above, neither tube voltage, nor current can be peaked in the “ARINA” apparatus, an X-raying exposure is represented only by a quantity of the generated X-ray pulses. It is ensured by a pulse counter. In the first models of apparatus of the “MIRA-2D”, “ARINA-02” and other types, a timer determined the exposure. It didn’t ensure a reproducibility of results of the testing, since the X-ray pulse frequency went varying during oscillations of the supply voltage. As a result, with the same time interval of the X-raying, a quantity of the generated X-ray pulses turned out to be various. And the pulse counter always provides the same quantity of the X-ray pulses irrespective of an input voltage value.
The consumer, once having tried out necessary exposure conditions (selecting a pulse
exposure), may be subsequently sure that it won’t go varying either during supply voltage changes, or discharge of the accumulator. In a more detailed way the control desk operations and its structural special features are considered in an apparatus description applied to every device.
In the constructive aspect the “ARINA-1” apparatus (see figure 10 on the 2-nd page of the
cover) consists of an X-radiator (including a typical high-voltage unit, built-in accumulator of 12V, source of the constant voltage of 10 kV) and portable control desk containing a pulse counter and apparatus control units. It ensures an absolute independence of the “ARINA-1” apparatus. It is especially important when using it for a panoramic X-raying of the pipelines.
In the “ARINA-05-2M” and “ARINA-3” apparatus (see figure 11 on the 3-rd page of the
cover) the X-ray unit is connected to the table control desk by a high-voltage cable being under the voltage of 10 kV. An insulation of the cable has a double capacity of the electric strength, but, nevertheless, the consumer should pay attention to the safety of the cable and high-voltage connectors, especially when working in the field. The connectors must be thoroughly turned of from the both sides, and they must be wiped clean and dried before functioning in the conditions of elevated humidity.
The “ARINA-05-2M” and “ARINA-3” apparatus have much greater radiating power in
comparison with the “ARINA-1” apparatus, and, that’s why, they can be used for the both panoramic and directed X-raying through the two walls of pipelines of any diameter.
Power to the control desk of the “ARINA-05-2M” and “ARINA-3” apparatus is applied
through a connector of the ShR type by power cables – one with a fork at the end designed for connecting to the alternating current mains of 220 V, 50 Hz, another one with two free ends for connecting to the accumulator.
Fig.12. “ARINA” type apparatus radiation directional pattern
22

In figure 12 there is an averaged radiation directional pattern of all three types of the apparatus.
From the pattern you can see that the radiation intensity at an angle of 90 degrees with an
axis of the X-ray tube is approximately one-half of the radiation intensity by its axis. It is necessary to take this circumstance into consideration selecting an exposure during the
panoramic testing method, since a graph of the radiation pulse quantity against a thickness of the X-rayed material is given in an apparatus description, as a rule, only for the directed X-raying. Technical data for the described apparatus are presented in the table 9.
Table 9
“ARINA” series apparatus data
Characteristic ARINA-1 ARINA-05-2M ARINA-3 1. X-ray tube running voltage,
kV 150 160 220
2. X-rayed steel maximum thickness, mm
30 40 50
3. Focal spot diameter, mm 3 2 2 4. Power 12 V = 220 V, 50 Hz
24 V = 220 V, 50 Hz
24 V = 5. Radiation dose for a pulse at a
distance of 0,5 mm, mR 0,4 0,6 0,8
6. X-ray pulse repetition frequency, Hz
10 20 10
7. Wattage - 250 250 8. Radiator weight, kg 6,5 5,5 5,5 9. Control desk weight, kg 0,5 4,5 4,5 10. Radiator dimensions, mm 110 x 180 x 420 110 x 220 x 430 110 x 220 x 460 11. Control desk dimensions, mm 100 x 60 x 60 90 x 240 x 260 90 x 240 x 260
From the table you can see that the “ARINA-3” apparatus has the greatest radiating power. However, you should bear in mind that the X-ray pulse repetition frequency in the “ARINA-05-2M” apparatus is higher than in the “ARINA-3” apparatus, and, consequently, it has greater capacity when dealing with small thickness ranges of about 10 ÷ 15 mm.
It is the most sensible to use the “ARINA-3” apparatus when dealing with maximum
thickness ranges of 30 ÷ 40 mm. The “ARINA-1” apparatus is the most low-powered one among the described devices. It is
necessary to use it to X-ray small thickness articles (up to 10 mm) or pipelines by the panoramic method. In this case its independence and absence of a high-voltage cable ensure the greatest convenience to an operator.
Now some words about specific service conditions of the “ARINA” series apparatus: 1. Despite the fact that the apparatus have much lesser radiating power in comparison with
continuous action apparatus, nevertheless they are the sources of ionizing radiation and they, naturally, fall under the following requirements: OSP – 72/87 and NRB –96.
23

2. If the apparatus are used in non-stationary conditions, where there are no special protective means, the operator must be at a distance equal to a length of the high-voltage cable (not less than 20 m) from the X-ray unit in a direction opposite to the radiation outlet in the 1500 opening of a cone, an axis of which coincides with the axis of the X-ray unit. Moreover, a dose rate mustn’t be over 1,5 mcR/sec. For a staff, not dealing with the apparatus usage, the radiating power-carrying capacity mustn’t be over 0,15 mcR/sec.
3. It is necessary to adhere to the heating mode of operation of the apparatus. Their
maximum running mustn’t be over 10 000 pulses an hour. For the “ARINA-05-2M” apparatus it comes to 15 minutes, and for the “ARINA-1” and “ARINA-3” apparatus – 30 minutes.
4. Frequently the consumers make a grave mistake thinking that if they are in operation of
1 ÷ 2 minutes – the X-raying process and have an interruption of the same duration, then it is enough for the apparatus to cool down. However, the case is different. The apparatus cools down much longer than it heats up. If the heating factor is insignificant during small exposure ranges not exceeding 1 minute, then during great exposure ranges, especially during maximum ones (5 000 pulses), it is necessary to pay close attention to the heating. An overheat of the apparatus may result in its failure.
5. The apparatus must be repaired either at a factory of origin, or specialized organizations
that have a corresponding licence. Repairs on one’s own resources, especially the high-voltage unit refilling, frequently lead to negative results.
6. When assembling the apparatus for operation, it is necessary to pay attention to
thoroughness of connection of the high-voltage cable to the X-ray unit and control desk, and also to correct polarity of connection of the power cable to the accumulator.
7. The selection of an X-raying exposure, focal spot, type of the X-ray film and
intensifying screens is determined by specific conditions of the X-ray testing in conformity with service forms and records.
Here we only draw attention to the fact that the described apparatus can be placed in any
position regarding a tested article at any distance and they can be used together with any known X-ray receivers, films like “Polaroid” ones and electronic devices.
Summing the material up, set forth in the present chapter, it is possible to come to some
general conclusion: 1. The principle of operation of the “ARINA” series flash X-ray apparatus is based on the
explosive electron emission in the X-ray cold cathode tube. 2. The present physical principal brings about significant advantages of the “ARINA”
apparatus in comparison with the traditional continuous action filamentary X-ray tube apparatus.
These advantages include:
- small weight and dimensions; - simplicity in maintenance; - radiation safety;
24

- possibility to be energized from both alternating current mains of 220 V, 50 Hz, and an accumulator;
- possibility to use both directed and panoramic methods of the testing. Together with the advantages the flash apparatus also have a number of disadvantages that
first of all include: - comparatively low power; - impossibility to peak voltage and current ranges of the X-ray tube; - shorter service life in comparison with the continuous action apparatus.
The above-mentioned advantages and disadvantages explain those specific characteristic
properties of the X-ray testing technique with the “ARINA” apparatus that will be considered in a detailed way in the chapter IV.
Chapter III
SELF-PROPELLED FLASH X-RAY APPARATUS OF THE SIRENA MODEL
As it was already noted, the “ARINA” series apparatus together with some advantages in
comparison with the constant action apparatus have also a number of disadvantages, the main of them is comparatively low radiation power, that is, being able to X-ray the same thickness ranges of materials just as apparatus by such companies as ANDREX, BALTEAU, PHILLIPS, SEIFERT and others, they do it for much longer exposure time.
So, for example, monoblock units ERESCO 200 by the SEIFERT Company have the
average power of 1 kW, but the power of the “ARINA-05-2M” apparatus comes approximately to 150 W. It is perfectly obvious that the X-raying exposure of the “ARINA” apparatus, other thing being equal, is 6 ÷ 7 times as much as the one of the “ERESCO” apparatus.
Till quite recently many Russian organizations, concerned with the X-ray testing, have been
using high-speed films of the RT-1 and RT-2 types and fluorescent intensifying screens. Such kind of combination completely compensated the power deficiency of the flash apparatus, since it went reducing the actual exposure by a factor of dozens. Unfortunately, nowadays more and more consumers of the X-ray apparatus go over to high-contrast films on the type like “RT-5”, “STRUCTURIX” and others.
Under these conditions an exposure, when X-raying steel articles with a thickness of 10 ÷ 15
mm using the “ARINA” apparatus, comes to 5 ÷ 10 minutes. The present circumstance affects not only the testing capacity, but also an actual service life of the apparatus. So, if an actual service life of the high-voltage unit of the “ARINA” apparatus comes to 100 ÷ 150 hours, then it means that with its aid you can make 1000 pictures on a film of the STRUCTURIX D7 type, meanwhile using a high-speed film it is possible to make such pictures 10 ÷ 15 times as much.
The most universal method of the exposure reduction when X-raying main pipelines with
the low radiation power is the use of the panoramic method of the testing with self-propelled X-ray apparatus (crawlers).
For the present time there are about 10 foreign companies producing self-propelled X-ray
apparatus, among them we can name X-MAS (USA), JME LTD (UK), SOLUS SCHALL (UK), GAMMAMAT (Germany), GILARDONI (Italy).
25

All crawlers of the enumerated companies are constructed according to one line diagram. As a rule, they consist of X-ray or gamma sources emitting panoramic radiation, self-propelled carriage, designed for moving a radiator inside a pipe, master-controller that is placed outside the pipe and designed for the carriage controlling, and the master-controller radiation detector.
In the described crawlers a radioactive source, for example, iridium-192, is used as a master-
controller. Quanta of the source penetrate the pipe and influence the detector. When a crawler drives up to a gamma-quantum beam emitted by the master-controller, an electronic circuit (radiation detector) starts operating, and the carriage stops in the position when a panoramic radiator is opposite a tested weld. Further, the radiator automatically completes a preset time of the exposure, X-raying the whole circular weld on an X-ray film.
When the exposure is over, the crawler is given a command either to move forward to the
following weld, or backwards, to dive out of the pipe. An operator using the master-controller fulfills this process.
Big dimensions and weight of the panoramic radiators due to the usage of traditional
constant action X-ray apparatus and, of course, due to the usage of isotopes as the master-controllers is a general disadvantage of all serially produced crawlers. Besides, it is practically impossible to use the crawlers for testing pipes with a small diameter (the limitation is connected with the dimensions of the crawler).
As a rule, all above-mentioned companies have at their disposal 3 ÷ 4 models of the
crawlers that are used for testing pipelines with a diameter from 250 mm up to 1420 mm. Their weight is from 100 up to 300 kg. It makes quite difficult to operate them in hard-to-reach places.
It is perfectly obvious that exactly a low-powered pulse radiator, dropped on the self-
propelled carriage, gives a possibility to design a small-sized crawler that has a minimum weight and ability to get in pipes with a small diameter.
In 1998 the Spectroflash Limited Company has developed and started to produce 2 models
of portable self-propelled apparatus, one of them is called as “SIRENA-5”, designed for testing circular welds of pipelines with a diameter from 530 mm up to 1420 mm, and the other one – “SIRENA-6” – for testing pipes with a diameter from 219 up to 530 mm.
The serial flash apparatus “ARINA-05-2M” is used as a panoramic radiator in the
“SIRENA-5” apparatus, and the “ARINA-1” flash apparatus – in SIRENA-6. A peculiarity of the indicated crawlers (apart from the usage of the flash panoramic radiators) is also the fact that they use an X-ray apparatus (“ARINA-1” modification) as a master-controller instead of the isotope.
The master-controller operates at two fixed frequencies of the X-ray pulse generation – one
of them, about 10 Hz, corresponds to a standard command for the crawler to move forward, the other one – for the crawler to move backwards. Moreover, the operator doesn’t need to hold a master-controller in his hands, but he operates it using a remote-control station from an absolutely safe distance. The present crawler control scheme has no analogues abroad and it is patented in Russia.
26

Fig.13. SIRENA apparatus operation principle
1 – self-propelled carriage, 2 – panoramic radiator, 3,4 – detectors, 5 – master-controller, 6 – pipe, 7 – control unit, 8 – film.
In figure 13 you can see a schematic diagram of the “SIRENA” crawler disposition inside a
pipe that explains its principle of operation: two ionization counters 3,4 are used in the crawler as a detector of penetrating radiation emitted by the master-controller. Before a motion of the self-propelled carriage 1, the master-controller 5 is turned on with the remote-control unit 7. Thanks to a special collimator it has a narrow directional radiation pattern turned strictly inside the pipe. As soon as radiation emitted by the master-controller reaches the detector 3, the crawler slows down, but as the detector 4 starts operating, it stops in a position when the radiation focus of the panoramic apparatus 2 is in a line being perpendicular to a tested weld of the pipe 6 and to the X-ray film 8.
Such two-stage deceleration ensures an accurate stopping of the crawler regarding a tested
circular weld that is an indispensable condition of the panoramic method of the X-ray photography. As soon as the crawler comes to a standstill, the master-controller is turned off that is a
signal to start the panoramic radiator and conduct X-raying. Reclosing of the master-controller, when the X-raying process is over, depending on
selected control X-ray pulse repetition frequency (10 or 5 Hz) forms a command for the crawler to move either forward, or backwards.
So an influence of the master-controller upon the moving crawler – it is a signal to stop, but
an influence upon the crawler being at a standstill – it is a signal to move. The motion direction is determined by input pulse repetition frequency. In comparison with the isotope control method, a method developed by the Spectroflash
Limited Company is absolutely safe for the attending personnel and it is simple enough, even though it requires some training for the operator. To prevent the crawler loss in a pipe, in the case of an incorrect control, it is provided in the electronic logic for a stopping of the crawler when there are no commands for 5 minutes and its driving out backwards.
Also the crawler drives out backwards on its own with its accumulators being discharged,
when it runs into any obstacle or water. In figure 14 (see the 2-nd page of the cover) you can see a general view of the “SIRENA-5”
apparatus.
27

The “ARINA-05-2M” flash panoramic radiator is placed in the upper section of the self-
propelled carriage, moreover, the X-ray unit is fixed to a special rod that allows to set it up precisely in the centre of a pipe of any diameter, and the control station is fixed to the lid of the carriage.
The “ARINA-1” master-controller (it is not shown on the figure) is energized from its own
built-in accumulator and it isn’t connected electrically to the carriage. The master-controller radiation detector is placed on the same rod just as the “ARINA-05-
2M” X-ray unit. Both “ARINA-05-2M” and “ARINA-1” apparatus can be used either as a part of the crawler, or independently. In this case the carriage can be used as a self-contained power source for the “ARINA-05-2M” apparatus. Apart from the carriage and two X-ray apparatus, the “SIRENA-5” crawler also contains three accumulator chargers and an X-radiation sound alarm.
Fig.15. Exposure nomograph for the “SIRENA-5” apparatus
In figure 15 you can see a plot of the standard-diameter pipeline X-raying exposure against
different types of the X-ray films and intensifying screens that are the most often found in the X-ray testing practice.
As it is seen from the plot, with films of the PT type with fluorescent screens the “SIRENA-
5” apparatus is able to X-ray pipelines of the biggest diameters. But with a film of the Structurix D7 type, a maximum diameter of tested pipelines is not
over 720 mm. The “SIRENA-6” crawler (see figure 16 on the 3-rd page of the cover) is the smallest one
among the self-propelled X-ray apparatus ever known in the practice. Its dimensions and weight are exceptional indeed. The weight of the crawler when considered as a unit is not over 15 kg. It is able to get in a pipe with a diameter of 219 mm.
Two flash radiators ARINA-1 are used in the apparatus. One of them emits radiation. It is
fixed in the front section of the carriage. The other one offers control services and it is dropped on a
28

tested pipe. The both radiators, just as in the “SIRENA-5” apparatus, can be used also independently to X-ray pipes with a small diameter through the two walls.
Technical data of the “SIRENA-5” and “SIRENA-6” crawlers are given in the table 10.
Conclusions: 1. The self-propelled X-ray apparatus “SIRENA-5” and “SIRENA-6”, thanks to the use of
the flash X-ray apparatus as panoramic radiators, compare favourably with their foreign analogues from the point of view of the weight and dimensions. They can be successfully used in hard-to-reach places requiring no special mechanism to get in a pipe.
2. A new method of the motion control with flash X-radiation is used in the both apparatus
that makes their operation a safe one for the attending personnel.
3. The “SIRENA” self-propelled apparatus significantly extend an actual service life of the “ARINA” type flash radiators, and, consequently, cut down costs of the X-ray testing.
Table 10
Characteristics of the SIRENA crawlers
Characteristics SIRENA-5 SIRENA-6 1. Diameter of tested pipes, mm 530 ÷ 1420 219 ÷ 530 2. Dimensions as a unit, mm 1200 x 360 x 300 1100 x 160 x 170 3. Weight as a unit, kg 50 15 4. Velocity, m/min 12 ÷ 15 12 ÷ 15 5. Stopping accuracy, mm +10 +5 6. Maximum steepness, degrees 20 ÷ 25 20 ÷ 25 7. Peak current consumed by the engine, A
2 1
8. Peak current consumed by the panoramic radiator, A
10 4
9. Mechanical obstacle protection Yes Yes 10. Water obstacle protection Yes Yes
Chapter IV
FLASH APPARATUS X-RAY TESTING
The flash apparatus X-ray testing, on the whole, is analogous to the testing conducted with
other classes of the X-ray sources. At the same time, there are also some typical peculiarities caused by special features of this kind of apparatus.
While radiation emitted by X-ray apparatus with constant or pulsating X-ray tube voltage
presents itself as a continuous flux of X-ray photons, one way and another only slightly modulated
29

radiation in the course of 10 – 20 nsec. (10-8 sec.). Since approximately 1010 X-ray photons are emitted in such a pulse, then a density of the flux comes to about 1018 photons/sec.
Fig.17. Radiation pulse time diagram
At the same time, energy accumulations time for the following pulse is long enough, about
0,1 sec., that’s why a total or integral dose of radiation for some time is little enough. Moreover, it is shorter by a factor of some dozens than a dose emitted by the continuous-wave beam apparatus with the same voltage. So a radiation pattern of the flash X-ray apparatus assumes a form shown in figure 17.
Thanks to the fact that an X-ray film has the property to store changes occurred in it through radiation, a result of its influence doesn’t depend on the fact whether radiation reaches the film in a form of the continuous photon flux or pulses that carry them in a big quantity at once. In the first case a film fogging density linearly grows in time, whereas in the last one the present change takes place by “stages”. In other words, if for the continuous-wave beam apparatus the following formula is correct:
D = Pt, (8) where: D – dose of radiation accumulated for the time t; P – radiation dose power, then for the flash X-ray apparatus we should give a formula:
D = D1N, (9) where: D1 – dose received by the film for a pulse, N – radiation pulse quantity for the time t N = ft, where: f – pulse repetition frequency. Consequently: D = D1ft. (10) So, from a comparison of the (8) and (10) formulae it follows that the D1f value is an average radiation dose power for the flash apparatus.
30

Another significant special feature of the apparatus under examination lies in their radiation
spectrum, that is, in the photon proportion of radiation, the photons being of different energies and wave-lengths.
Owing to the fact that the flash apparatus, as it is indicated in the chapter II, emit radiation
when a high voltage source is discharged through an X-ray tube, the radiation spectrum differs from a “classical” one that corresponds to the constant tube voltage, and it can be expressed in the following form:
f (λ) = (λ - λ0)2/ λ4, (11)
where: λ0 – short-wave boundary determined by the same formula (2). The maximum spectrum, that is, effective radiation wave-length –
λM = 2λ0, (12) or accordingly effective energy:
Eeff = E0/ 2, (13) where: E0 – energy that is numerically equal to a voltage amplitude applied to the tube. As you remember, for the constant-voltage apparatus the effective energy is expressed by the formula:
Eeff = 2/3 E0, (14)
The radiation spectrums of the flash and constant-voltage apparatus are given in figure 18. You can clearly see that the spectrum of the flash apparatus is shifted to the long waves, that is, low energies, in other words, it corresponds to lesser hardness of radiation. It is interesting to note that the relationship (13) can be also applied for betatrons
A dependence of the X-ray characteristics on a form of the radiation spectrum is set in the
formula (4), since an attenuation ratio μ significantly depends on energy of the photons. A practical consequence of a great extent of the spectrum, that is, availability in it of photons with energies either close to an applied voltage or much lower, is a possibility to test a much wider material thickness and density range with the same tube voltage.
Absence of a current and voltage control is a significant peculiarity of the flash X-ray
apparatus. That’s why, solving of the specified thickness and material testing problem one should begin with selection of an apparatus with corresponding operate voltage of a spark-gap (see chapter II).
31

Fig.18. X-radiation spectra The current control absence is compensated by selection of an exposure, that is, a radiation
pulse quantity that serves as the control mA • sec. in the continuous-wave beam apparatus. When determining conditions of the X-raying, that is, choosing films, screens, focal distance
and etc., one should bear in mind that an average power of the flash apparatus is not high and, that’s why, one should try (as far as it is allowed by the requirements to defect detection and picture quality in every specific case) to choose:
1. X-raying with fluorescent or fluorometallic screens; 2. X-raying on a film with the highest possible sensitivity. It is good to use high-contrast
films only when someone is testing insignificant thickness ranges and light materials;
3. X-raying with minimum focal distances, since an exposure grows owing to the formula (5) as a square of a focal distance;
4. Application of X-raying methods allowing to reduce an X-rayed thickness and/or focal
distance. For example, it is preferable to apply the panoramic X-raying than the directed one, since only one wall is X-rayed instead of the two and it is done from a focal distance equal to the radius instead of the diameter.
Following these recommendations not only makes a usage of the apparatus more effective,
but also save its limited service life.
32

It is desirable to use fluorescent screens, since it significantly (by a factor of some dozens)
reduces a necessary exposure. Among all screens produced currently ones of the “ВП” series have the greatest gain (see table 3 in the chapter I).
At the same time, they have the biggest size of the grain, that is, they ensure only
satisfactory contrast sensitivity. In any case it is desirable to use fluorometallic screens, since they ensure rather high quality
of the testing with exposures not exceeding some minutes. The metallic intensifying screens can be used together with corresponding types of films.
However, you should bear in mind that a thickness of the applied lead screens must be within 20 – 25 mkm. In this case their gain, that is, reduction of the exposure, when using them, comes 1,2 – 1,5. It is strongly impermissible to use lead screens with a thickness of 100 mkm and more, since their filtrating (attenuating) action would exceed the gain effect and instead of the exposure reduction it would lead to its increase.
Selection of a focal distance, when X-raying, is determined by the following reasons:
reduction of a focal distance leads to geometrical unsharpness increase (see formula (1) in the chapter I). The unsharpness deteriorates the defect detection and picture quality.
On the other hand, as it was already indicated, an excessive extension of the focal distance
leads to unjustified increase of the exposure and to the loss in efficiency of the testing. That’s why, it is clear that there is an optimal region of focal distances in which the
sensitivity of the testing doesn’t already depend on a focal distance (it is determined by other factors – by a film, for example) and the exposure doesn’t fall outside the limits of the reasonable. Proceeding from the limitations of the geometrical unsharpness and geometrical increase in sizes of defects, we can show the bottom limit of the focal distances:
5d, provided K ≥ Ф/2
F = { d (1+2Ф/K), provided K ≤ Ф/2, (15)
where: K – necessary absolute sensitivity of the testing (in mm), Ф – diameter of the focal spot of the tube, d – thickness of the tested material. The specified criterion corresponds to the requirements of the GOST 7512-82 standard for the welded joint testing. Taking into consideration sizes of the flash X-ray tube focus (chapter II), it is possible from the formula (15) to come to a conclusion that a focal distance should be selected on the strength of the following relationships:
5d, K ≥ 1 mm,
Fmin = { 5d/K, K ≤ 1 mm. (16) For example, a prescribed tested thickness of steel d = 10 mm, and necessary sensitivity of the testing K = 0,25 mm.
33

Substituting these values into the formula (16), we have - Fmin = 200 mm. Selecting an actual
focal distance twice as much as a minimum necessary one, we have - Fmin = 400 mm. Practically, a focal distance range is within 300 – 500 mm. We should only emphasize once
again that selection of the specified focal distance not a bit guarantees a necessary sensitivity of the testing (it also depends on many other factors), but it only guarantees that the geometrical factors will not be limiting ones. But a length of the section tested for one exposure is limited by two factors:
- an angle contained by a direction of the incident radiation beam and the film normal mustn’t be over 450 (that is, a length of the tested section obviously can’t be over 2F);
- reduction of the fogging density to the picture edge mustn’t be over 1,0 unit of the optical density.
Selection of the X-raying diagrams should be done proceeding from specific geometry of a
tested article. Recommended diagrams of the welded joint X-raying are given in the GOST 7512-82 standard. Small sizes and weight of the flash X-ray apparatus as well as their broad directional radiation pattern (see chapter II) allow us to arrange them in different ways, the most convenient ones to solve problems of testing of various objects.
In figure 19 you can see the most typical X-raying diagrams in reference to the most popular
problem of testing of pipeline welded joints. The X-raying can be carried out through 1 wall (diagrams 1-3 and 5) or through the two walls (diagram 4). The testing is performed either by sections (diagrams 1-4), or as a whole one for an exposure (diagram 5). The apparatus can be placed on the pipe (diagram 1), next to it (diagrams 2-4), or inside it (diagram 5). You should only bear in mind that when X-raying with a “lateral” beam (that is, with a section of the directional pattern being at an angle of 900 with a central beam emerging along the longitudinal axis of the apparatus) according to the diagrams 1,3,5, the exposure must be increased twice for the ARINA-05-2M and ARINA-3 apparatus and three times for the ARINA-1 apparatus (see figure 12).
Fig.19. Apparatus disposition standard diagrams
(in the diagrams 1-3 the film is placed inside the tube) The testing through the two walls (diagram 4) should be carried out shifting the apparatus in
regard to a weld plane (in order to prevent superposition of opposite wall images on the picture),
34

and turning it in such a way that the central beam would be directed to the centre of the pipe. An angle of this turn α can be determined from the following relationship:
α = arctg 2l/D, (17) where: l – width of the weld image, heat affected zone and etalons on the picture; D – diameter of the pipe.
Practically, a value of the turn angle comes to 5 – 100. In any case the angle mustn’t be over 450. So, we can recommend to test pipes with a diameter up to 100 mm.
The most desirable thing is geometry of the panoramic X-raying (diagram 5). Its main
advantages are as follows: high efficiency – to X-ray the whole weld it is necessary to have one exposure with half of the X-rayed material thickness and focal distance (in comparison with the testing through the two walls), and better quality – sensitivity is higher with a smaller X-rayed thickness. It is only necessary to select correctly an exposure, taking into account the above-mentioned factor of the exposure increase at the angle of 900. Under the panoramic method of the circular weld testing it is possible to apply a roll film Structurix D7 or D8 as well as our home-produced one – RTSSh. A rope or ribbon fixes such a film. When using a cut-sheet film it is recommended to use cassette strips with pockets for the 10 x 48 cassettes and marks. Sensitivity etalons for the panoramic testing and testing through the two walls are placed directly under the film.
A significant moment of the X-ray testing is selection of an exposure. As well as in the
practice of the testing with the continuous-wave beam apparatus, solving of these problem in the flash apparatus X-raying is facilitated using exposure nomographs. The last ones look much simpler, since they don’t have a variable parameter – tube voltage. Moreover, the exposure is evaluated directly in pulses instead of mA × sec. A physical basis of this situation lies directly in the formula (9). It is certainly possible to evaluate the exposure in the units of time.
However, as you can see from the formula (10), a factor of pulse repetition frequency f
appears in this case, which varies from one apparatus to another within the known bounds, and, besides, it significantly depends on voltage of the mains power supplies. But you can freely indicate the exposure in pulses, since in the present case there are no such disadvantages.
Steel exposure nomographs for the three apparatus of the ARINA series are given in figures
20 – 22. The focal distance of all nomographs is 300 mm. Here you can see the nomographs for the following combinations:
- high-speed film (RT-1) – fluorescent screen (ВП-2); - - medium-speed film Structurix D8 – RCF fluorometallic screen; - - contrast film Structurix D7 – Pb-foil (27 mkm).
35

36 36

Fig.22. ARINA-3 apparatus exposure nomograph
The nomograph plot presents itself as straight lines at a semi-logarithmic scale (instead of
the vertical scale exposure there laid off its decimal logarithm). It is a consequence of the exponential law of the X-radiation attenuation (4). The image fogging density comes to 1,5 – 1,8 units of the optical density. The focal distance is 300 mm.
It is possible to indicate a number of algorithms that allow to extend the nomograph usage
sphere. 1. Usage of a film and/or screen differing from the ones presented in the nomographs. In
this case it is easy to recalculate the exposure knowing sensitivity for the both cases (desired combination and the one presented in the nomograph):
NX = NH × KH / KX, (18)
where: NX and NH – exposures for the desired combination and nomograph combination:
screen-film; KX and KH – sensitivities (absolute in R-1 or relative ones) of the desired and
nomograph combinations accordingly. To determine the sensitivities you should use the tables (1)-(3).
37

Worked example 1:
It is necessary to determine an exposure for testing steel 7,5 mm thick from a focal distance of 300 mm on a Structurix D8 film with Pb-foil. Solution: Using the nomograph we determine an exposure for the indicated thickness and focal distance for the Structurix D7film to be 1000 pulses.
From the table 1 we find out that relative sensitivity of the Structurix D8 film with Pb-foil comes to 1,5. From the formula (18) we find out:
NX = 1000 : 1,5 = 700 pulses
2. If the picture density is to be corrected in any direction, you should apply the formula:
NX = NH × 10ΔD /γ, (19)
where: ΔD – desired change of the picture density,
γ - mean gradient or contrast range coefficient indicated on its package or determined from the tables (1), (2).
Worked example 2:
A necessary film fogging density in the conditions of the previous example D = 2,5.
Solution:
The image density for the nomographs DH = 1,5, that is, ΔD = 1,0. From the table (1) we find out that for the Structurix D7 film the coefficient γ = 5. Hence,
NX = 1000 × 101,0/5 = 1000 × 1,6 = 1600 pulses.
3. If a focal distance, when X-raying, is different from the one applied, when plotting the nomograph, the recalculation can be done with the formula:
NX = NH × (FX / FH)2, (20)
where: FX and FH – new and nomograph focal distances accordingly. Worked example 3:
In the conditions of the example 1 a focal distance, when X-raying, comes to 500 mm. Solution:
From the nomograph we determine that the exposure, when the focal distance was 300 mm, came to 1000 pulses.
Substituting it in the formula (20), we have:
NX = 1000 × (500/300)2 = 3000 pulses.
38

4. If there are changes in the tested steel thickness, the recalculation is done with the formula:
NX = NH exp (μΔd), (21) where: Δd – increase (reduction) in the thickness, cm; μ - attenuation coefficient, cm-1.
When practically applying the present logarithm it is useful to bear in mind that an increase of the steel thickness by 5 mm requires for the exposure to be increased by a factor of 2 – 2,5 (depending on operate voltage of the spark-gap and type of the apparatus), and an increase of the steel thickness by 10 mm requires for the exposure to be increased by a factor of 4-5.
5. When X-raying materials that are different from steel, the exposure can be recalculated
regarding a difference in the attenuation coefficients μ of a tested material and steel. To do that you can use the table 11.
Table 11
Material Exposure factor Thickness, equivalent to 10 mm steel, mm
Aluminium 0,11 – 0,12 80 – 90 Concrete 0,10 – 0,11 90 – 100 Tungsten 20 0,5 Copper 1,3 – 1,5 7 – 8 Molybdenum 2,5 – 3 3 – 4 Lead 15 0,7 Polyethylene 0,04 250 Titanium 0,7 – 0,75 13 – 15
From the table you can determine what exposure you should select for the present material
or what thickness of the material it is possible to X-ray for the same exposure just as the 10-mm steel. Worked example 4:
It is necessary in the conditions of the example 1 to determine an exposure when X-raying the 7,5-mm aluminium. Solution:
According to the nomograph the exposure for the 7,5-mm steel came to 1000 pulses. For the 7,5-mm aluminium we calculate the exposure in the following way:
1000 × 0,12 = 120 pulses.
39

Worked example 5:
What thickness of aluminium is it possible to X-ray for an exposure of 1000 pulses in the conditions of the example 1? Solution:
From the table 11 we find a thickness equivalent to the 10-mm steel – 80 mm. As a result of the proportion we have the following: 7,5/10 × 80 = 60 mm.
For X-raying articles of a complex enough or unknown at all composition an exposure must
be determined by experiment. As a rule, it is quite enough to make one-two “trial” pictures. It is possible to apply the following below technique in order to facilitate the solution of the
exposure determination problem. With any integral dosimeter (that is, a meter of the dose, but not the dose power), for example, of the KID-2, DK-02 types or their analogues, you should measure a dose behind an object (in the location of the film) for a definite number of pulses. A quantity of the pulses necessary for X-raying on a film with the K (R-1) sensitivity is then calculated approximately with the formula:
N = 2000 n/ K I, (22) where: I – measured value of the exposure dose in mR for n-pulses.
The above-mentioned refinement of the exposure dose is also useful from the point of view of the fact that a dose in a pulse differs from one apparatus to another.
Fig.23. Beam structure for the point tube IMA 5-320 D
40

When X-raying with the ARINA-05-2M and ARINA-3 apparatus, the last ones using the point anode X-ray tube IMA 5-320 D (see chapter II), you should bear in mind the following circumstance. The point anode throws some “shadow” on an X-ray picture (see figure 23). It leads to the situation when a central spot with a much higher fogging density appears. In the cases when such a spot isn’t desirable, it is enough to turn the apparatus through an angle of 5-6 degrees from its longitudinal axis to get a uniform exposure of the picture. You should pay attention to the fact that the point anode tubes have a rather peculiar form of the focal spot. With the directed X-raying it has the form of a circle (see figure 23), but with the panoramic one – trapezoid.
Measurements of a scattered radiation effect control have a great significance for getting a
rather high-quality picture. The point is that apart from a tested object material absorption, a part of the X-ray photons is scattered, including at neighbouring objects, as a result, the scattered photons may reach the film. It is clear that they have no information on the interior structure of the tested object, but, since in this case we almost steadily increase the picture density, its contrast range and, consequently, defect detection, meet losses. Concrete contribution of the scattered radiation depends on many factors and, in principle, it can exceed contribution of photons passing through the object. That’s why, we should try to reduce a share of the scattered radiation as greatly as possible. With that end in view we should set a limit on the radiation beam, and, thereby, reduce irradiation of a part of the object outside the testing zone as well as neighbouring things, especially, walls and floor of the room, ground and etc. It is achieved by using stops, masks or collimators (figure 24), as a rule, of lead with a thickness of 1 mm and more.
The stop presents itself as a circular or slotted hole in the lead, through which radiation
beam emerges. The mask is a lead sheet that is used for shielding a non-tested part of an article. The collimator presents itself as a cylindrical or conical tube that limits radiation beam.
Besides, it is very useful to shield the film from backward scattered radiation from a side
that is opposite to the object. To do that we put on the cassette from behind a lead sheet with a thickness of 0,5 – 1,0 mm and more.
Fig.24. Radiation beam limiting measures
41

Sometimes such lead foil is placed directly in the cassette behind the film or back fluorescent screen.
Before analyzing X-ray pictures in order to determine defects in a tested article, we should
make sure that a picture has no its own defects caused by photo processing or X-raying errors. To separate these defects from the true ones contained in the article itself, it is sensible to
compare the two sides of he X-ray picture. An X-ray image is completely identical on its both sides, whereas a series of defects of the
film itself is only on its one side. A series of the defects often found in the X-raying or photo processing is given in the table below.
Table 12
Picture defects 1. Insufficient contrast range a) with normal density
b) with low density 2. Excessive contrast, no-half-tone
condition 3. Insufficient density 4. Excessive density 5. No-sharpness condition
Possible causes
- overexposure, compensated
by underdevelopment. - not well stirred or incorrectly
formulated developer. - prolonged development in a
too cold developer. - insufficient development. - exhausted developer. - not well stirred or incorrectly
formulated developer. - underexposure, compensated
by overdevelopment. - not well stirred or incorrectly
formulated developer.
- underexposure. - underdevelopment. - exhausted developer. - not well stirred developer. - overexposure. - overdevelopment or elevated
temperature of the developer. - incorrectly formulated
developer. - too short focal distance. - radiator or object hasn’t been
motionless.
42

6. Fog 7. Yellow deposit 8. Dichroic fog (yellow-greenish in
reflected light, pink – in transmitted one)
9. Spotted fog
- distance from the object to the
film is too long. - too extensive focus of the
tube. - not good film and screen
contact. - screens with low resolution. - insufficient protection of the
cassette or lighting in the photographic darkroom.
- safelight lamp effect – too long or too close.
- film has been exposed to radiation.
- scattered radiation quantity is great.
- storage life of the film has expired or it has been stored in unsuitable conditions.
- significant underexposure, compensated by overdevelopment.
- exhausted or not well diluted developer.
- developer contamination. - cassette has been exposed to
heat. - exhausted fixative. - insufficient intermediate
washing. - developer is contaminated with
the fixative. - insufficient intermediate
washing. - films stick together in the
fixative. - overdevelopment in the
exhausted developer. - expired or unsatisfactorily
stored film (in a damp room).
43

10. Whitely deposit 11. Light-coloured spots 12. Light-coloured lines or dashes 13. Finger-prints 14. Dark spots 15. Dark lines or dashes
- water used to prepare the developer or fixative, or to wash, is too hard.
- insufficient intermediate washing.
- developing agent has incompletely dissolved in the developer.
- films stick to each other or to
the walls of the bath when developing.
- bad state of the screens. - traces of air bubbles, when
developing, due to bad stirring.
- fixative splashes on the film before development.
- not good intermediate washing.
- traces of the mechanical action of a sharp article or break of the film before the exposure.
- before the exposure, somebody
has touched the film with fingers dirty with grease, fixative, acid and etc.
- drops of the developer or
water have reached the film before development.
- traces of electric discharge in a form of the “crow’s feet” from static electricity arisen from a friction of the sheets.
- traces of mechanical injuries caused to the emulsion after the exposure.
- results of the uneven drying.
- scratches on the emulsion after the exposure.
- Mechanical injuries caused with a sharp article.
44

Summing up the above-mentioned in the present chapter, it is possible to draw some general conclusions:
1. Since the radiation spectrum of the flash apparatus is extended in the long wave region in comparison with the continuous-wave beam apparatus, it gives a possibility to test with one type of the apparatus (with the same X-ray tube voltage) of an extensive X-rayed material thickness range.
So, for example, the ARINA-05-2M apparatus can be used for testing steel articles with a thickness of 2 ÷ 3 mm as well as the articles 30 ÷ 40-mm thick.
2. Low mean power of radiation emitted by the flash apparatus requires for us as far as
possible to apply high-speed X-ray films and intensifying screens. Moreover, a combination of a film of the RT-1, RT-2 types with screens of the VP-2 type looks the most preferable.
In case if it is prohibited by the testing regulations to use such films and screens, you should try to apply a film of the Structurix D8 type and RCF screens. And only in the last resort, when it is impossible to apply the both combinations, it is necessary to use a film of the Structurix D7 type together with lead intensifying screens. It is not sensible at all to use films of the Structurix D4 and D5 types for the ARINA apparatus, since these films, being classified as high-contrast ones, have very low sensitivity. You should bear in mind that high contrast range of the X-ray film – it is always its low sensitivity, and, consequently, prolonged X-raying exposure, and, on the contrary, high sensitivity of the film – it is low contrast range – short exposure, significant X-rayed thickness, but, naturally, a little lower picture quality. Making an optimal compromise it is possible to ensure a long service life of the apparatus and minimum cost of picture. 3. Small sizes of the focal spot of the flash apparatus and their extensive radiation pattern
allow us to work with comparatively short focal distances without picture quality deterioration (as a rule, it is not over 300 ÷ 500 mm).
This circumstance, in combination with highly efficient diagrams of the testing, specifically, with the panoramic method, ensures a long service life of the device.
Chapter V
X-RAY TESTING RADIATION SAFETY
The flash X-ray apparatus of the ARINA series may be dangerous as a source of high voltage and X-radiation synchronous with it. When X-raying the personnel may be exposed to direct or scattered radiation. Dangerous and harmful factors, when operating the apparatus, are as follows: ionising radiation effects as well as ozone and nitrogen oxide effects, formed as a result of the air radiolysis under the influence of radiation.
Operating the apparatus one should be guided by “Principal sanitary regulations for
working with radioactive substances and other sources of ionising radiation” (OSP-72/87),
45

“Radiation safety norms” (NRB-96), «Sanitary regulations for X-ray testing” (SP 2181-80) as well as apparatus operation instructions.
In conformity with the NRB-96 norms the following categories of people exposed to
radiation are defined: - personnel, that is, people contacting with sources of ionising radiation (A group) or
being under working conditions in a region of their action (B group); - whole population.
For the above-mentioned categories dose limits have been determined, an overstepping of
which may be considered as increased or emergency radiation (Table 13).
Table 13
Category Dose limit of the effective dose, m3v/year
Planned Dose power, mR/shift
A group 20 *, but not more than 50 8 B group 5 *, but not more than 12,5 2
People from the population 1 *, but not more than 5 0,03 mR/shift * - on the average for any consecutive 5 years.
It is possible to lower a level of the dose down to the above-mentioned limiting values
applying the following measures: - using a barrier protection made of an absorbing material; - protection by a distance, that is, moving away from the apparatus to a safe distance; - protection by time, that is, limiting the operational time of the apparatus. It is practically possible to apply a combined protection with all three methods or their
combination in pairs. The applied methods of protection are determined by conditions in which the X-ray testing is carried out – stationary (specialized box) or non-stationary (field, office and other analogous conditions).
In the stationary condition the protection, as a rule, is performed as follows: the apparatus is placed into a protective room (box) with the walls attenuating generated radiation as many time as it is necessary to do, and it is called the attenuation ratio.
Attenuation ratios of materials the most frequently used for this purpose – concrete, steel
and lead – are given in the table 14. Table 14
Attenuation ratio, K
Thickness of concrete, cm
Thickness of steel, cm
Thickness of lead, cm
2 5,9 0,9 0,14 5 7,9 1,9 0,3 10 10,9 2,5 0,4 20 11,2 3,1 0,4 50 13,2 3,9 0,6 100 15,9 4,5 0,7 200 17,1 5,4 0,8 500 18,3 5,8 1,0 1000 20,8 6,1 1,1 2000 23,0 6,6 1,2 5000 24,8 7,5 1,3 10000 25,7 8,8 1,5
46

Proceeding from the planned norms and attenuation ratios given in the tables (13), (14), it is possible to calculate necessary thickness ranges of the protective materials. Worked example 1:
The ARINA-05-2M apparatus is to be operated in a protective room made of concrete. A day-loading of the apparatus (that is, a quantity of pictures a day) comes to 30 exposures for 30 seconds each one. So, a total daily operating time is as follows:
30 × 30 = 900 sec. = 0,25 h.
An exposure dose indicated in the apparatus certificate comes to 1000 mR for 1000 pulses at a distance of 0,5 m. Pulse repetition frequency is about 20 Hz. It means that a mean dose power at such a distance:
1000 mR/1000 pulses × 20 Hz = 20 mR/sec. or 20 mR/sec. × 3600 = 72 R/h.
So, the apparatus operates 0,25 h/shift, then we have the following: 72 × 0,25 = 18 R/shift. A wall of the protective room (if the apparatus is placed at the distance of 0,5 m from it), overlooking a room the attending personnel (A group), is to ensure an attenuation ratio (see table13) down to 8 mR/shift. So,
18 : 0,008 = 2250 and the analogous wall, adjoining a room of the B group personnel:
18 : 0,002 = 9000 From the table (14) we find out that in the first case the wall should be made from steel with a thickness of about 23 cm (attenuation ratio – 2000), but in the second one – from concrete with a thickness of 26 cm (attenuation ratio – 10000).
Practically, however, the protection is performed not only by a protective material, but also by a distance. Worked example 2:
In the conditions of the previous example the apparatus is placed at a distance of 3 m from the wall. A necessary attenuation ratio owing to the inverse-square law would be reduced by a factor of (3/0,5)2 = 36.
That is, for the A group a thickness of the protective room must ensure an attenuation
ratio of 2250 : 36 = 62,5, and for the B group – 9000 : 36 = 250. From the table (14) we find out that the thickness of the wall comes to about 15 and 17
cm accordingly. While arranging protective rooms one should bear in mind that according to the sanitary
regulations a distance from the apparatus up to the wall of the room must be not less than 1 m. The floor in the protective room and control desk must be made of electrical insulating materials or
47

covered with dielectrical mats around positions. In case of necessity to install a peephole in the protective room, an exposure dose power on its surface must be reduced down to 3 mR/h. It is desirable to install the peephole outside the direct beam zone. In the cases when the protective room is located on the ground floor of a building without a basement, then there is no necessity to protect the floor against radiation. One should try to dispose the apparatus so that radiation would be directed to the blank walls or walls behind which there are no service rooms.
The apparatus control station must be brought into the door blocking control circuit to
ensure a switching-off (or impossibility to turn on) of the apparatus with the door of the protective room being open. Over the room entrance there must be a light panel with a warning inscription, for example, ROENTGEN, being initiated when the door is being closed.
In case the blocking system is broken, the possibility of the apparatus switching must be
ruled out. All stationary protection devices after their installation before putting them into operation must be tested for correspondence to the requirements of the OSP-72/87 and NRB-96 regulations.
Over the protective room entrance there must be fixed a radiation hazard sign, made in
conformity with the GOST 17925-72 standard. While X-raying in a non-stationary condition, the protection is performed by a distance,
and, if necessary, also by limitation of the operating time determined for one shift. Moreover, the attending personnel must be in the safest zone without the direct beam. For the flash X-ray apparatus a cone with an angle of 1500 at the top is such a zone. An axis of the cone coincides with a longitudinal axis of the apparatus, its direction is opposite to the radiation beam, and the top is in the focus (face) of the X-ray tube. A safe distance in the zone comes to 20 m for the A group personnel and 100 mm for the B group personnel. An exposure dose power is not over 1,5 mcR/sec. (3,87 × 10-10 A/kg) for the first one, and 0,15 mcR/sec. (3,87 × 10-11 A/kg) for the second one. The operating time in this case is limited only by a heat condition of the apparatus itself and it comes to 50 % of the total operating time. If the time necessary for the testing is shorter, then the safe zone may be reduced. If it is necessary for the operator to be at a shorter distance than it is mentioned above, and with the 50-% shift operating time, one should apply additional shields and X-ray screens.
A radiation hazard zone boundary must be marked with radiation hazard signs, made
according to the GOST 17925-72 standard, and warning charts or inscriptions clearly visible at a distance not less than 3 metres.
It is recommended to set a limit on the running radiation beam using tubes, collimators
and etc. In the case when an article absorbs only a little part of the radiation beam, it is recommended to put a lead X-ray screen behind the article (or rather, behind the film). These measures, increasing the radiation safety of the work, at the same time also contribute to picture quality improvement (reducing the scattered radiation).
While operating the apparatus the operator by no means must leave the control station
without attendance. A commission consisting of representatives of a company administration, bodies of the State Sanitary Inspection Board (Sanepidnadzor), Russian Labour Inspection Board (Rostrudinspectsiya), district fire inspection board and permitting department of the Domestic Affairs Service (UVD) must accept rooms destined for the apparatus. The commission draws up an acceptance certificate, in which for every working area (rooms) a type of the apparatus and its characteristics, quantity of the apparatus under operation, form and nature of the work are given. On the strength of the acceptance certificate bodies of the Sanitary Station (SES) execute a sanitary certificate that gives a permit to carry out an X-ray testing. The sanitary certificate is issued for not
48

more than 3 years. When the duration expires, the sanitary certificate must be re-executed for a new duration. It is allowed to operate the apparatus only in the rooms indicated in the sanitary certificate.
Before the work there must be developed, co-ordinated and confirmed radiation safety
instructions – a general instruction and technological ones for positions, defined a list of people who will work in the X-radiation zone, organized their training and briefing, appointed by order people responsible for radiation safety, radiation monitoring, accounting and storage of the apparatus.
Only persons not younger than 18, having no medical objections for working with
ionising radiation, specially trained and briefed on safe methods of operation, acquainted with the acting safety engineering instructions, examined in the radiation safety, having a qualified electric safety group not lower than the group III and classified by order under the A group according to the NRB-96 norms are allowed to use the apparatus.
Women are not allowed to operate the apparatus for the whole period of pregnancy and
infant feeding. A periodical examination in the safety engineering and radiation safety must be held
once a year at minimum. The results must be recorded in a special register (Appendix 1). With the nature of the work being changed, an extraordinary briefing must be held.
A radiation safety service or person responsible for radiation monitoring (depending on
an extent and nature of the work) must check observance of the radiation safety regulations and norms, and personnel irradiation doses. The extent, nature and regularity of the X-ray testing are fixed taking into consideration peculiarities of the work. In the case when the X-raying is carried out in a non-stationary condition, the radiation monitoring, as a rule, consists of:
- checking of non-stationary protection devices (shields, protection units and etc., if
available) – twice a year at minimum or when any damages are detected; - measurement of X-radiation exposure dose power ranges around positions of the non-
destructive testing unit operators, in the adjoining rooms, and fixation of radiation hazard zone boundaries – once a quarter, and also when the X-raying conditions are changed.
When the X-raying is carried out in stationary protective rooms, the radiation monitoring
consists of: - checking of stationary protection devices – once a year at minimum, and also in case of
their reconstruction or repairs. Moreover, the determinations must be done in concrete X-raying conditions (also a tested article being available).
It is recommended to measure at the following points: - around every position at the height of 100, 900, 1500 mm from the floor; - opposite the butt-joints of the protective room (two walls, wall-ceiling and etc.) – not
less than three points; - behind a shield (partition) – not less than three points; - in every adjoining room – not less than four points.
A point-location diagram is attached to a radiation protection checking record.
49

A personal monitoring is optional in this case. A measurement of the exposure dose power can be carried out using scintillation pointer radiac instruments of the ДРГ 3 (-01, -02, -03, -04) series or thermoluminescent dosimeters (ТЛД type). Digital radiac instruments on the base of integrated circuits are not well suited for testing radiation emitted by the flash X-ray apparatus owing to their low error performance. Results of the radiation monitoring must be registered in a special register. Quarterly and yearly irradiation doses of the personnel as well as total irradiation doses for the whole period of the work are registered in individual dose record cards.
Deliveries of the flash X-ray apparatus in conformity with the requirements of the OSP
72/87 regulations are made by order forms drawn up according to a form given in the Appendix 2. A company-consignee must inform the bodies of a local Sanitary Inspection Board
(Sanepidnadzor) about a receipt of the apparatus within 10 days. Summing up the above-mentioned, it is possible to say that: 1. The flash X-ray apparatus owing to their comparatively low radiation power present
themselves as the safest facility for radiation monitoring. 2. In a non-stationary condition these apparatus can be used without applying special
protective means – it is enough to be protected by a distance.
3. In a stationary condition the necessary protection usually doesn’t exceed the one, provided by standard constructions when there are the most often found extents of the testing.
50

Appendix 1
Recommended form of the radiation safety requirement knowledge examination register
Company and subdivision’s name
№ Employee’s
post and name
Normative documents by
which the examination
is done
Examination date
Examination passing note
Signature of the chairman
of the commission
Signature of the
employee
1 2 3 4 5 6 7
51

Appendix 2 registration number of the organization___________
ORDER FORM
for delivery of flash X-ray apparatus 1. Name and address of the supplier: Spectroflash Limited Company,
1 Malaya Zelenina str., 197110 Saint-Petersburg, Russia 2. Name and address of the customer_______________________________________________ 3. Name of the organization for which the order is manufactured________________________ 4. Subject of the order____________________________________________________________
Also by months
App
arat
us n
ame
Uni
t of m
easu
rem
ent
Qua
ntity
of u
nits
a y
ear
I
II
III
IV
V
VI
VII
VIII
IX
X
XI
XII
Yea
r’s t
otal
qua
ntity
Sum
, rub
les
pcs Sum-total:_______________________________________________________________________ Annotations:_____________________________________________________________________ 5. Guarantee of payment___________________________________________________________ «_______»___________________199_. Head of the organization__________________ Chief accountant________________________ 6. Purchase of the ordered sources is permitted by: Chief of the UVD______________________ Chief sanitary doctor_____________________ Seal affixed «_____»________________199_. Seal affixed «_____»________________199_. 7. Record notes of realization of the order (one time deliveries) 8. Apparatus dispatch date Apparatus receipt date To the customer «___»________199_. By the customer «___»________199_. Drawn up in 5 copies copies № 1,2 – to the supplier copy № 3 – UVD copy № 4 – Sanitary station copy № 5 – to the customer
52

LITERARY REFERENCE 1. Non-destructive testing and diagnostics. Reference book / V.V. Kluev, F.R. Sosnin, V.N.
Filinov and others; edited by V.V. Kluev. – M.: Mashinostroeniye, 1995 – 488 pages. 2. K.V. Rumayantsev, A.S. Shtan, V.A. Goltsev. Reference book on radiation methods of non-
destructive testing / edited by S.V. Rumayantsev – M.: Energoizdat, 1982 – 240 pages. 3. Powerful nanosecond pulses of X-radiation / G.A. Mesyats, S.A. Ivanov, N.I. Komyak, E.A.
Peliks. – M.: Energoizdat, 1983 – 168 pages. 4. GOST 7512-82. Non-destructive testing. Welded joints. Radiographic method. 5. Non-destructive testing of metals and articles. Reference book. Edited by G.S. Samoilovich –
M.: Mashinostroeniye, 1976 – 456 pages. 6. Radiation safety norms NRB-96 – M.: 1996 – 127 pages. 7. Principal sanitary regulations for working with radioactive substances and other sources of
ionising articles. OSP-72/87. 8. Sanitary regulations when carrying out an X-ray testing. – M.: 1980.
53

Spectroflash Limited Company 1 Malaya Zelenina str., 197110 Saint-Petersburg, Russia Tel.: +7 (812) 235-61-18, 235-50-97. Fax: +7 (812) 235-35-29 e-mail: [email protected]
Fig. 10. Flash X-ray Apparatus ARINA-1
Fig. 14. Self-propelled flash X-ray apparatus SIRENA-5
54

Fig. 11. Flash X-ray Apparatus ARINA-05-2M
Fig. 16. Self-propelled flash X-ray apparatus SIRENA-6
55