Embed Size (px)
Citation preview

...to the last issue of 2015 of ourMembers’ Bulletin. It has certainly beena year of ups and downs for many of thesectors we serve and in particular thesteel industry which is facing severedifficulties.
Not the place for a 'soap box speech' here,but let us hope that some common sense canprevail before it really is too late for such a keyand core UK industry.
As you will notice, this is a packed issue andthe prevailing theme is undoubtedlypositive. Specialise. Diversify. Innovate. Train
and Retain. Qualities which all the successfulcompanies featured in this issue share.
From Coupe Castings facilitating theproduction of 'urban art sculptures' to CSC'sorder book - full until 2019 for navalrequirements - to Forgemasters unique capabilityto manufacture massive pieces of steel, IAC'sdiversification into new markets - this issue is atribute to the creative thinking and positive spiritof our members.
Looking forward to seeing you all at theAnnual Dinner!
Welcome
Issue 25 | November 2015
p2BMPCA welcome Ross Controls®...
p6
p9
www.bmpca.org.uk
...get the full story on page 8
p11
Metalock expand to meetUK market demand
£2m of orders confirmedfor CSC
Coupe CastingsHydropower!
SpecialiseDiversify

2
Japan shut down its entirefleet of Nuclear Power Plants forsafety checks and upgradesfollowing the accident atFukushima in March 2011.
The mass shut down leftJapan without any Nuclear-produced electrical power forthe first time since 1970. Withvery little fossil fuel reserves andvast expenditure importing fuel,Japan is pushing forward plans tobring their 43 operable Nuclearreactors back on line. Around24 Power Plants are in theprocess of restart approval.
The Japanese Nuclearrenaissance will be seen by some
as a lead that other countriesshould follow. However, whilstsupporters of Nuclear PowerGeneration see it as the naturalchoice and essential to reduceglobal carbon emissions,opponents will continue to raisethe safety issues.
Whatever your view on theNuclear debate, whether theseplants continue to operate orwhether they are closed down,we need to decide how we dealwith the radioactive waste leftbehind.
Do we box it up and store itin our back yard? Do we bury it?Or do we recycle it (reprocess itand use it again)?
Each of the above willrequire engineered solutions soas representatives of engineeringand of manufacturing we shouldview the nuclear industry,including decommissioning as anopportunity. Watch this space...
On a slightly different notebut with some relevance to theabove, members of the BMPCAwere recently given an insightinto the world of automation.Our October Business meetingand AGM was held at the Headoffices of Siemens UK, inManchester.
Brian Holiday, ManagingDirector Siemens Digital Factory,welcomed us to the facility andthen spoke about the role oftechnology within industry. Heexpressed his belief in the toolsthat technology provides andhow they will allow us, inmanufacturing, to continuallydevelop and improve.
Following our meeting weenjoyed an informative tour ofthe facilities where we viewedsome of the technology thatBrian had spoken of, as we wereshown examples of industrialcontrol systems, human/machineinterfaces, and plant visualisation.
Message from the Chairman
Association News
Bob CoombesChairman
Bob Ruddlestone,the Director ofthe BMPCA,welcomes Ross
Controls into membership ofthe BMPCA. This is acompany with a global reachand internationallyrecognised products in thefield of pneumatic valves.These products are essentialcomponents of modernmanufacturing machines andtherefore compliment theofferings of many of ourexisting members.
ROSS UK is a part of theinternational network of ROSSCONTROLS®. Headquartered inthe USA, ROSS CONTROLS® has
been servicing the fluid powerindustry since 1921 and now has alarge selection of representatives andsales offices across the globe. Utilisingthe global operations, distribution andservice network of ROSSCONTROLS®, ROSS UK Limited isideally positioned to provideorganisations with the highest qualitypneumatic valves, components andcontrol units along with ongoingtechnical and application support,wherever you and your customersare located. With experience workingwith the latest machinery andequipment, the ROSS UK team areable to deliver complex devices andservices to the UK-based market andsolve those individual, customer-centric control problems withbespoke solutions.
Their access to a worldwidedistribution network of 145 stockingrepresentatives and distributorsensures the products produced byROSS are not only manufactured tothe highest standards, but accessiblearound the globe. From our UKbranch and under the wider ROSS®
name, they work to pave the way tomodern pneumatics for organisationsof all shapes and sizes.
Thanks to their knowledge ofpneumatic valve technology theyhave experience in assisting a numberof key industries throughout the UKand the rest of the world.
These industries include:
• Aluminium • Hollow glass • Metal forming
• Automotive • Steel • Safety • Food • Pharmaceutical
For further information, pleasevisit www.rossuk.co.uk
BMPCA Welcomes
‘‘
On the 15th of October Kyushu Electric Power Company restartedits Sendai 2 Nuclear reactor, one month after its sister plant Sendai 1became the first Japanese reactor to return to commercial operation.‘‘
Members please keep your newsarticles coming in. Please visit us atwww.bmpca.org.uk
Ross Controlsto Membership

This is achieved by partneringwith key players in that sector. Thesecond of these events took placeon the 20th October at theAdvanced Manufacturing Park inCatcliffe, Rotherham and ourpartner was the Nuclear AdvanceManufacturing Research Centre(NAMRC).
This event was called“Nuclear Now” and, as thename suggests, was focussed onopportunities in the Nuclearsupply chain. Over 100 delegatesattended and feedback wasextremely positive. Amongst thedelegates were 4 members of theBMPCA. A significant amount ofmoney is being spent ondecommissioning aged nuclearpower stations and this willcontinue to be the case for theforeseeable future.
Sufficient information wasprovided by presenters to enableanyone thinking of supplying tothis sector to start preparing theircompany for entry. Overall it wasa huge success. The next event willbe in six months time so checkthe website for details in the New Year.
The Special Metals Forum is a group of associations comprising UK Steel, BSSA,EEF (Yorkshire and Humberside Growth Forum) UKTI and Tata Steel. The objective of the group is to organise supply chain events which highlightopportunities for manufacturers in sectors that they currently do not supply into.
BMPCA Director heads up theSpecial Metals Forum Initiative
3
Association News
A team of riders set off from South Wales for the 3rd IACCycle Challenge, this year from Newport to South Devon.
The 2015 ride took in some amazing sights of the West Country andSouth Wales, including Clifton Suspension Bridge, Cheddar Gorge,Exmoor and Dartmoor.
This years team of Matthew King, John Richards, Peter Lewis, RichardEllis, Andrew O'Brien, Keith Holland, Tony Dobbs & Hazel Dobbsfaced some steep hill climbs and breath-taking descents as they madetheir way to the South Devon Coast.
The 3 day ride between 3rd and 5th September, covered 225 milesand raised over £1500 for the Kids Cancer Charity.
RAISED OVER
£1500
IAC Raise much needed cash for cancer research

Sarclad’s Rolltex EDT is a fastand reliable process of providingsurface textures on cold mill rollsto outstanding accuracy andconsistency, with lower operatingcosts and improvedenvironmental conditionscompared to other texturingprocesses such as shot / gritblasting.
Since developing the RolltexEDT machine, Sarclad hasdiscovered a gap in the market toproduce an affordable yet high-tech solution for smaller capacityrequirements in aluminium andlow volume steel mills.
Sarclad’s Rolltex ECOmachine focuses on high qualitytexturing for low volumerequirements, while maintaininghigh quality repeatable texturingresults as well as simple operationand adjustment.
• No compromise on texturing quality or performance
• No foundations or civil works required
• Fast project turnaround ensures quicker investment realisation
• The preferred industry solution for aluminium and low volume steel mills
Rolltex ECO is configurable tosuit roll shop layout andavailability of space while ensuringSarclad quality texture on yourroll surface ensuring maximumperformance.
Project Description Re-introducing a roll lowering tableand adding new equipment tohandle larger rolls associated with anew product.
Scope An existing relay-based safetysystem was incorporated into anew safety PLC system.
Safety Specification As a pre-requisite to the SafetySystem design, IAC engineersdocumented the Functional SafetyRequirements (FSR) for the SafetyRelated Electrical Control Systemand tabulated the Safety RelatedControl Functions (SRCF) for theRoll lowering table.A risk assessment for the rolllowering table movement wascarried out by the end user. BS EN1034-3 is the ‘C’ standard forthis machine and defines the safetyfunctions and recommendedminimum Performance levels.The project utilizes a programmableelectronic device to control a safetyrelated system and hence theequipment was designed in
accordance with the life cycledefined in IEC 61508 – FunctionalSafety of Electrical/Electronic/Programmable Electronic SafetyRelated Systems.
Safety System Design The safety PLC consists of aSiemens S7-1500F CPU with rackPSU and I/O cards plus therequired number of distributed I/Omodules mounted in a commoncubicle with interface relays.The existing access gates have beenre-equipped with safety gate locksand a new gate introduced for theroll handling area. New access stations are locatedadjacent to the gates.A Safety mat is located betweenthe winder and the roll loweringtable to protect operatorsaccessing these areas. Inside the rewind area is a safetylight beam to detect operatorspresence in this area.A safety laser scanner is locatedbetween the roll lowering table onthe exit side and the roll handlingequipment to prevent table
movement whilst the operator is inthis area.There are two operator jogstations, one enables the tablelowering movement on the exitside The second one is used toraise the table to make contact withthe winder when removing rolls.Each station consists of two PBswhich provide dual inputs to thesafety PLC.The drives are isolated by means ofdrive inhibit and supply contactors.Speed monitoring relays areincorporated for zero speeddetectionand policingof crawlspeed.Cylinderlocks and ablocking andventingmanifold arefitted to theRoll loweringtableprovidingtwo isolationpoints.
Members News
Sarclad is a dynamic UK company supplying technologyproducts for the metals industry since 1977. We are theWorld leading supplier of Rolltex work roll texturingmachines and have a range of sizes to meet specificcapacity requirements.
4
Paper Machine Safety System
Sarclad’s Rolltex EDT ECO Machine
Contact www.sarclad.com
Above: Safety PLC
Below left: Roll Lowering Table & Laser Scanne
Below right: Winder Area Safety Mat

Members News
Metals Industry associated projects have alwayscontributed significantly to IAC’s annual turnover.
The demise of the UK Steel industry over recentyears has meant that like many others we haveneeded to search out other markets.
As a result our customer base has widened and diversified. Not only have the faces of our customers changed, so too have the type of the projects we undertake.
5
Diversifyinto newmarkets

Ross Controls® is aninternational manufacturer ofpneumatic valves, control systemsand safety products for the fluidpower industry.
Ross Controls® was foundedin 1921 and began makingpneumatic valves for use in thesteel industry and still maintains astrong position within this industrysector around the world.
Ross has continued to be aninnovator and is amongst theleaders in pneumatic valvetechnology. Ross’ focus is tocontinue to be a formidable
competitor in key industrieswhere its technology offerscustomers a distinct valueadvantage.
Ross has ISO 9001:2008certified facilities and sales officeslocated in the United States,Germany, France and Japan. Inaddition, Ross has dedicated salesoffices in United Kingdom, Brazil,India and China, which areaugmented by a world widenetwork of distributors for a trulyglobal customer service capability.
For further information, pleasevisit www.rossuk.co.uk
Metalock Engineering UK Ltd,established in 1947 and part ofthe Midroc Europe Group, workswith some of the largest, mostsophisticated and complexequipment and serves a diverserange of highly specialisedindustries includingpetrochemicals, processing, steeland paper making, pressing andforging, power generation andmarine and offshore.
Metalock’s Sales and ServiceManager, Mike Fish, a former ViceChairman of the BMPCA,describes the opening of thesetwo new workshops as excitingand timely. He comments “Thisexpansion demonstrates ourcommitment and dedication notonly to existing customers in themanufacturing and processingindustries by helping them to
maximise equipment efficiency,productivity and profitability butalso, and very importantly, to newcustomers both here in the UKand internationally who may belooking for cost effective, provenexpertise in bespokemodifications or equipmentupgrades as well as maintenanceand 24/7 emergency repairs.”
He adds: “We will be lookingto recruit additional engineers andtechnicians at our Coventry headoffice, as well as in both the newplants in Glasgow and PembrokeDock in South Wales as part ofour ongoing expansionprogramme. With nearly 70 yearsexperience in our sector, we’reproud of our reputation and trackrecord in on-site and off-siteprecision engineering repairs inthe UK and, increasingly, overseas
too where we havesuccessfully undertakenmany challenging projectsthanks to our highly valuedand skilled engineers andour considerableinvestment in the latestequipment.”
6
Members News
Ross UK is a daughter company of Ross Controls® USA,headquartered out of Michigan.
An established UK company specialising in hi-techmechanical equipment services and emergency repairs,has recently opened new machining workshops and officesin Scotland and Wales to meet growing demand.
An introduction to
Ross Controls
MetalockPRECISION ENGINEERS EXPAND TO MEET UK MARKET DEMAND
We will be looking to
recruit additional engineers and technicians…Mike Fish, Sales and Service Manager
‘‘
‘‘
Contact www.metalock.co.uk

SAN DIEGO – (September 22, 2015)
Coal-fired power plantpersonnel and coal producersrequiring consistent coal blendsand fuel quality can now use anext-generation online analyzerthat offers a choice of twoneutron-producing sources.
The Thermo Scientific CQMFLEX coal analyzer canincorporate either an electrically-driven neutron generator orCalifornium (252Cf) as itsneutron source. With the neutrongenerator configuration, the CQMFLEX analyzer can measureelements such as carbon,hydrogen and oxygen in additionto ash constituents. Additionally,the analyzer can be reconfiguredto switch to Californium as aneutron source, offering flexibilitythroughout the lifetime of theanalyzer.
“Managers, quality controlpersonnel and engineers atpower plants and coal mines mustminimize variations in coal quality
to remain efficient and profitable,”said Kevin Gordon, GlobalMarketing Manager for promptgamma neutron activation analysisat Thermo Fisher Scientific. “We designed the CQM FLEX toaccurately measure, and rapidlyreport on, levels of sulfur,moisture, total ash, calorific valueand many other criticalparameters, including ashelemental concentration,improving overall plantproductivity.”
As a sampled stream analyzer,the CQM FLEX controls the flowof coal through the analysis zone,providing minute-by-minuteelemental data on coal quality,enabling plant personnel torespond quickly to processvariations and make correctivedecisions. For power plants andcoal mines in regions withcomplex and variable coal quality,such as China, India and SoutheastAsia, the CQM FLEX is designedto ensure that coal sourced frommultiple suppliers is properly
blended to meet boiler designspecifications.
Additional features/benefitsof the Thermo ScientificCQM FLEX coal analyzerinclude: • Fixed geometry analysis zone,
designed to enable consistencyand repeatability whilenegating adverse effects ofbelt-loading variations;
• Prompt gamma neutronactivation analysis (PGNAA)technology allows for the non-destructive measurement ofmaterial composition bygenerating a subatomicreaction between a neutronand the nucleus of an atom;
• Direct measurement ofcalorific value by analysis ofcarbon, hydrogen and oxygen
7
Members News
New online elemental analyzer offers choice of neutron sources to enable optimization of coal qualityThermo Scientific CQM FLEX coal analyzer provides coal-fired powerplants & coal producers with enhanced online analysis for quality control
Comprehensive, easy-to-use operator interface provides extensive data analysis capabilities. More information on the Thermo Scientific CQM FLEX coal analyzer can be found at www.thermoscientific.com/cqmflex.
Our Aluminium Rolling Technology Course is10 years old this November! The first one tookplace in November 2005. Since then we'vetrained people from 56 different companies in32 different countries. The new web sitecontains information about the course includinga course summary and the registration form.Next year's courses will take place on thefollowing dates: 9-13th May 2016 and 14-18thNovember 2016. Contact our website forcourse detail using the link below:
Rolling Technology Course -10th Anniversary
Thermo Scientific CQM FLEX coal analyzer
Innoval launch new website www.innovaltec.com
http://www.innovaltec.com/aluminium-training-courses/aluminium-rolling-technology-course/

But what helps the companycontinue to live on in the face ofsuch competition is its ability tospecialise and diversify.
The firm, which employs morethan 750 people, is able to focus onproducing complex engineeringcomponents and parts for a varietyof industries from containmentvessels for nuclear power stations,parts for wind turbines and offshorestructures through to rolls for theproduction of sheet steel in theautomotive industry.
Mark Tomlinson, Forgemasters'Group Development Director, saidfew plants worldwide could produceany single piece of steel larger than10 tonnes, while the largestForgemasters had made was morethan 600 tonnes – or the equivalentin weight of a mile-and-a-half trafficjam.
“There is a group of about 6-12companies in the world which canmake the things we can – and it isour knowledge and experience ofthe processes we employ which putsus at the top of those 12companies,” said Mark.
“And the reason we cancontinue to operate in a high-costwestern-European environment isthrough innovation.”
But it is no secret that falling oilprices are having a dire effect on theNorth Sea supply chain andmanufacturing is experiencing atough time.
And so, in order to weathersuch challenging times Forgemastershas learned to vary its marketofferings.
Mark said: “Since ourmanagement buyout in 2005 we havetried to keep a diverse productrange and not tobe dependent onany one sectorand our generallevel of activitywill switch areasdepending onhow busy theyare.
“So, at themoment we have seen more interestfrom customers who are not sobusy taking the opportunity to re-vamp their equipment.”
The company has also set up itsown research and development armnamed Sheffield Forgemasters RD26,which allows it to simulate all of itsprojects through computer-modelling before work is begun.
This allows the company tomake something completely new and
have thescientific know-how to go aheadbased on virtual,rather thanphysicalprototypes.
It alsoworks closelywith theUniversity ofSheffield Advanced ManufacturingResearch Centre to developtechnical capabilities and innovativemanufacturing techniques, whichhelp it stay at the forefront of thecivil nuclear supply chain.
Sheffieldhas one of thehigheststudentretention ratesin the country– which meansthere is aplentiful supplyof graduaterecruits for its
qualified engineers and scientists tohelp keep Forgemasters at the top ofthe advanced manufacturing peckingorder.
Mark said: “One thing we haveto acknowledge is that all thecompanies in the Sheffield region arereasonably specialist – there are notmany people who do what we do.
“It is not always easy to getsomeone and fit them into a hole wehave so we do have to grow our
own – the skills are there but therehas to be a continued commitmentfrom ourselves to keep a healthybalance.”
To this end Forgemasters isfortunate to have an abundance ofmanufacturing training centres on itsdoorstep and places its 16-18 year-old trainees at Waverley’s AdvancedManufacturing Research Centre, Stocksbridge’s Tata Training Centreand Rotherham College.
“Sheffield is one of the bestplaces in the country for the basicskill levels,” said Mark.
“We have around 40 apprenticesat the moment and our scheme hasbeen a real success story – there isno shortage of young people wantingto take up a career in advancedmanufacturing.
“And they see the benefit ofcoming to a company that iscommitted to training young peopleand giving them a career path earlyon.”
8
Members News
Sheffield Forgemasters
Specialise Diversify
Although Sheffield is known as Steel City it is perhaps unsurprising toknow that in terms of output byvolume, it, along with the rest ofthe UK, it is a minor player.
For more information aboutForgemasters visit www.sheffieldforgemasters.com
Sheffield Forgemasters, perhaps the city’s proudestmodern export, can produce around 100,000 tonnes of steelper year, which is really just a fraction of what itscounterparts in India and China can churn out - with someplants producing between 5-10 million tonnes per year.
Since our management buyout in 2005 we have
tried to keep a diverse product range and not to be dependent on any one sector...
Mark Tomlinson‘‘
‘‘
Mark Tomlinson Forgemasters Group Development Director

9
Members News
News that ChesterfieldSpecial Cylinders’ (CSC) hassecured another £2 millionworth of orders fromoverseas navies hasconfirmed CSC’s position asthe leading supplier of highpressure container systemsto friendly navies aroundthe globe.
The orders are highlysignificant as they continue CSC’sdominance of the market thatbegan with its long-standingcontract with various directsuppliers to the Ministry ofDefence.
CSC has been contracted todesign and manufacture bespokehigh pressure gas cylinders forvarious countries’ submarinefleets. It has also been awardedcontracts to provide cylindersystems for specialist fire-fightingoperations in South Korea, withfurther orders for cylinders to beinstalled on naval ships, on top ofcurrent orders from long-standing customers taking thecompany’s naval order bookthrough into 2019.
CSC’s specialist maintenanceand repair department – theworld-renowned IntegrityManagement team – has alsobeen contracted to supportvarious friendly foreign navies’high pressure gas systems and toprovide spare parts and
maintenance services.Key elements of the new
contracts have come fromGermany-based industrial giantssuch as valve and filtrationspecialist SAB SchünemannBremen and special systemscompany Noske-Kaeser fromHamburg.
CSC MD, Mick Pinder, says:“CSC’s reputation amongst theworld’s friendly navies is nowsecond to none and we areconsistently winning ordersacross our range of products andservices. These are the world’smost demanding clients and thecontracts are testament to CSC‘sprecision engineering and the skillof our integrity managementteam.
“These applicationsdemonstrate CSC’s ability tomanufacture to a wide variety ofinternational standards, withspecial products in specialist
applications, with someapplications running up to 400bar in working pressure.”
CSC’s oxygen cleaningservice fulfils hi-specrequests.
CSC has also been asked tomanage the safety-critical oxygencleaning process of keycomponents for aircraft andsubmarines for various countries’air forces and navies. The processinvolves the careful removal ofhydrocarbons from withincylinders intended to carrybreathing oxygen in submarinesand aircraft.
CSC carries out this servicein its bespoke oxygen cleaningfacility, developed with BAESystems and believed to be themost advanced cylinder cleaningfacility in the world.
The most recent projectshave included work on the airbreathing systems for the US AirForce’s Raptor F-22 fleet,following an order from keysupplier Honeywell, and for BAESystems’ Astute submarinebreathing cylinders.
Oxygen cleaning is offered aspart of the new cylinder designand manufacture service and asan element of CSC’s integritymanagement offer whichaddresses the need to inspect,test and maintain cylinders thatare already installed and in use.
Cylinders benefiting from thistechnique include those used onejector seats up to much largercylinders used on submarines’ forbreathing gases.
£2m of orders confirm CSC as leading supplier to global navies
Chesterfield Special Cylinders
...Also secured majorsafety-critical oxygencleaning contracts foroverseas armed forces
Contact www.chesterfieldcylinders.comfor further information
Above: Mick Pinder CSC MD

After hearing about Coupe’sexpertise, earlier this year thecompany was approached by RalfSander, an innovative sculptorwith a novel and excitingsculpture design concept. Overthe subsequent weeks, Ralfworked with the Coupeengineers to create two sculpturepatterns which, when arranged ina certain manner, create achanging viewing experiencedepending on where a personstands.
The pair of castings have acombined weight of 6,000kgs andwere manufactured usingpolystyrene patterns; a processwhich employs a sacrificialpattern similar in principle to thelost wax casting process. Asmolten metal is poured into thepattern the polystyrene is meltedaway, leaving a high qualitysolidified product in its place.
This innovative process waspioneered by Coupe as a costeffective, quick delivery solutionto supply large, complex and/or
heavy castings in cast iron. Theprocess delivers highly accuratepatterns at less than 1/3rd of thecost and in half the time oftraditional wooden patterns.
During the moulding processthe mould assembly of Ralf’ssculptures stood over 4m tall sowas therefore assembled in thefactory’s pit to allow greater easeof access. Once cast and cooled,the sculpture was carefully andaccurately dressed and shotblasted so not to affect the finalaesthetic look.
After inspection, theinnovative cast iron sculpture,named "The Wanderer", wasdispatched to Southern Irelandwhere it was placed in aprominent position adjacent tothe footbridge in the beautifulpark of Drogheda, some 55kmnorth of Dublin.
The unveiling ceremony wasattended by a number of localpeople and dignitaries to thedelight of Ralf, who expressed hisgratitude to everyone at Coupe
for manufacturing thesculptures.
Coupe Castingsis a preferredarchitecturalmanufacturingpartner for manylocal, national andinternational artistsand sculptors,specifically thosewho wish to pushthe envelope of whatcan be achieved withvery large and heavyiron and steelcastings.
Members News
10
Casting the UnusualCoupe Castings
Over the years Coupe Castings has worked withmany local and nationally acclaimed sculptors,developing an expertise in manufacturingarchitectural sculptures in various metalsincluding cast iron.
Contact [email protected] further information

11
Replacement Needle ValvesManufactured for UK Hydropower Stations
Providing a replacement castand machined valve body forsuch an important assemblyshould be entrusted to only themost competent supplier as astructural failure of the valvebody due to poor workmanshipin a high pressure application issomething that every engineerand plant manager wants toavoid.
Earlier this year, after acomprehensive client reviewprocess, Coupe Castings waspleased to receive an order tomanufacture a large replacementneedle valve body for a UKHydro Power station.
The 6 foot (1.8m) diametervalve body casting weighing over5 tonnes, was extracted fromservice and dispatched to theCoupe facility in Preston for itsengineers to take a closer review.The valve body included a seriesof complex chambers andcavities, each with variousmachined surfaces. Duringexamination it was clear that thevalve internal casing had sufferedfrom cavitation and pitting due towater flows.
As the client had a limitedamount of technical informationfor the original Needle Valve,
Coupe Castings offered thevalue-added service of measuringthe valve to ensure the newpatterns and the resultingreplacement casting not onlytechnically conformed to theclient’s expectations but also wasan excellent fit into the existingpipework.
Coupe Castings belong to theEaves family of companies, whichalso include Eaves Machining, theUK leader in large and heavysubcontract CNC machining. Theclient favoured the Coupe-Eavessupply option as it preferred the‘one-stop-shop’ manufacturingsolution as opposed tointeracting with multiplesuppliers, where supplyresponsibility on such a complexproduct can easily be lost.
Once the ductile cast ironneedle valve body had cooledand been finished and inspectedit was sent to the Eaves machineshop for precision CNCmachining.
This order is anotherexample of the Eaves family ofcompanies ability to serve PowerGeneration sector clients withturnkey manufactured solutions,high-integrity, large and heavyCNC machined castings.
Needle valves are typically used as outlet flow controlvalves in hydropower installations. They offer a high degreeof flow control and their robust design means that they canoperate flawlessly for many years. However, like mostmechanical assemblies with moving components, itemssuch as the valve body will eventually wear beyondeconomic repair and therefore will need replacing.
For further information about our turnkey manufacturingsupply service please see www.coupecastings.com andwww.eavesmachining.com or contact us on [email protected]

TECHNICAL PAPER & CASE STUDY ON...
12
Continuous Caster FootRoll Life Improvements
Introduction Continuous casting, be it bloom, billet, or slab, utilises rolls to supportthe cast steel whilst it solidifies after withdrawal from the mould. Wearof these support rolls can impact slab quality and is typically managedthrough a planned maintenance schedule. The cost and performance ofthe support rolls used in the continuous caster is influenced by manyfactors including the operating characteristics of the caster, roll designand bearing performance. However, it is often the surface compositionand hardness of the support rolls that has the dominant effect on thelife of the roll and consequently the cost of the maintenance scheduleadopted.
Despite the many developments in cladding technology such as lasercladding and thermal spraying, the submerged arc welding (SAW) andopen-arc welding (OA) processes remain the de facto standard for thecladding of rolls. This can be attributed to the high deposition rate andcost effectiveness of the processes that are yet to be matched byalternative techniques.
The flux-cored welding wire employed by both the submerged arc andopen arc processes are a proven cost-effective option and provide anopportunity to tailor the composition of the surface cladding to thedemands of the application.
The Role of Alloy Design in the Cladding ofContinuous Caster Rolls.Current understanding suggests that the optimum microstructure forthe weld-clad layer on a caster roll is characterised by a martensiticmicrostructure with <10 volume % delta-ferrite (with no retainedaustenite) uniformly distributed at the prior austenite grain boundaries.Martensitic stainless steels therefore remain the standard for thecladding of caster rolls, with standard grades such as 410, 414 and 420as well as many proprietary grades often used. The high yield strengthand low coefficient of thermal expansion of the martensiticmicrostructure, compared to an austenitic material, reduces thesusceptibility to thermal fatigue, whilst the temper resistance ensuresgood high temperature hardness.
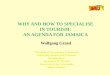
More highly alloyed materials, that would certainly improve absolutecorrosion resistance, often promote the formation of significant delta-ferrite or retained austenite volume fractions within the matrix due toan inappropriate balance of the austenite and ferrite stabilisingelements as summarised by the Schaeffler diagram, Figure 1. Significantsecond phase volume fractions can severely undermine the
performance of the caster roll cladding because of the differences inthe chemical, mechanical and thermal response of the microstructuralconstituents to the service environment.
Furthermore, the necessity to avoid retained austenite and limit delta-ferrite, places a burden of responsibility on the welding consumablemanufacturer. In practice, this means that raw materials, consumablemanufacture and all aspects of quality assurance must be to highstandards to meet the compositional and microstructural requirementof the clad layer.
Often a single grade of martensitic stainless steel is used to clad all therolls throughout a continuous caster. However, the rolls in differentparts of a caster often wear at different rates because they areexposed to different mechanism of degradation. For example, the rateof wear of rolls in those segments associated with slab bending andunbending can be greater than in those segments that do not activelydeform the slab, as described in Figure 2 for an established Europeancaster. Furthermore, the drive rolls within a segment can wear up tothree times faster than the surrounding idle rolls, as demonstrated inFigure 3 for a South American slab caster.
Roll welding, using either the submerged-arc or open-arc welding process, has beenused in the steel industry since the 1970s for the cladding of continuous caster rolls.Despite the relative maturity of the underlying technology, more recent developmentsin both consumable alloy design and welding automation have ensured that thetechnology of weld cladding remains the most cost-effective technique for optimisingthe life-cycle cost of continuous caster rolls and hot strip mill process rolls.
Recent developments in welding consumable alloy design and material selection haveimproved the life of critical components such as the foot rolls in the continuous casteras highlighted subsequently.
Figure 1. Typical microstructure of 414 type weld deposit and potential blocky second phasedue to poor control of welding consumable.

13
The concept of Zoning addresses this variation in roll performance dueto location within the caster by promoting the use of different claddingmaterials and welding strategies to meet local requirements andoptimise the life-cycle cost of each roll, segment and thereby the caster.
As described in the following case study, the flexibility of the flux-coredwelding wire allows specific materials to be developed to address thespecific needs of individual rolls.
CASE STUDY: Foot RollsThe mould foot rolls are probably subject to the most extremeconditions of any roll in the continuous caster. The relatively smalldiameter is essential to minimise roll pitch and maximise slab supportto help prevent bulging and breakouts. However, the rate of rollrotation, and therefore thermal and mechanical cycling, contributes to agreater rate of roll degradation than experienced elsewhere in thecaster.
Moreover, the proximity of the foot rolls to the mould and theincreasing use of fluoride-containing mould powders can expose thefoot rolls to a corrosive environment not experienced by rolls furtherdown the caster. Together with fluctuating thermal loads this can resultin a rapid loss in roll diameter.
In such circumstance the 12wt%Cr martensitic stainless steels are ofteninsufficient, either as centricast rolls or as weld clad rolls. As shown inFigure 4, rolls clad with 12wt%Cr material can suffer significant materialloss, due to a complex combination of various corrosion-erosion andwear mechanisms. Regular scheduled replacement of the foot rolls istherefore necessary which can reduce the productivity of the caster.The development of a flux-cored welding consumable designedspecifically to improve the life of the foot rolls was therefore deemedjustified.
Alloy Design Overview.Design of the flux cored welding consumable for cladding of foot rollsconsidered both the absolute performance of the final cladding and thecost and manufacturing aspects.
With regards to manufacture, both the mass fraction of the powdercore and the sheath material were all considered. The sheath materialof the flux-cored wire can contribute anywhere from approximately55% to over 90% of the alloy content of the wire, with the corecontributing the balance. The sheath can in theory be made from anyformable metal available as thin strip, with mild steel, stainless steels,nickel and cobalt alloys typically being used. Not surprisingly, the sheathmaterial used can have a significant impact on cost.
Unfortunately, no single definitive test is currently available that canaccess the relative performance of a material under conditionscomparable to those experienced by the foot rolls in service. However,customer feedback consistently reported that corrosion was a principleconsideration, which was further supported by inspection of used rolls.
A range of flux-cored welding alloys, as described in Table 1 weretherefore manufactured with increasing alloy content aimed atimproving the corrosion resistance of the clad layer relative to thatachieved using the standard 414 type cladding.
These samples of materials A-F were subject to Electrochemical testingusing the Voltalab Potentiostat from Radiometer Analytical. Testing wasundertaken on all samples using the parameters described in Table 3.
Figure 2. Example of varying rates of roll wear rate throughout a continuous caster
Figure 3. A Comparison of the rate of wear of drive rolls and idle rolls within a given segment
Figure 4. Typical surfacecondition of foot roll cladwith 12wt%Cr material afterlimited service showingextensive degradation.
Table 1. All-Weld metal nominal composition of alloys manufactured.
Table 2. Welding parameters used to produce all weld metal samples.
Table 3. Parameter Ranges used in Poteniodynamic Corrosion Testing

14
A summary of selected results is shown in Figure 5. The relativecorrosion resistance of the alloys is in-line with expectation based onthe alloy content of the wire, with alloys E and F consistentlydemonstrating greater resistance to corrosion than alloys A-D. It ispertinent to note that alloy E was manufactured using a mild steelsheath and alloy F a nickel sheath. The unit cost of alloy F is thereforeup to 4 x more than that of alloy E.
It is recognised that the testing undertaken is, in no way, a directsimulation of the corrosive conditions experienced by foot rolls duringservices. However, the evidence collated was sufficient to justify a seriesof commercial trials, as discussed subsequently.
Commercial trials of Alloys E and F were undertaken at a number ofcontinuous caster facilities around the world. Figure 6 and Figure 7summaries the results of a commercial trial undertaken with Alloy Fand Figure 8 and Figure 9 a separate trial of Alloys E and F. In bothcases the foot rolls were clad with two layers of the flux-cored alloyusing the submerged arc welding process.
It must be acknowledged that due to the nature of the commercialtrials many variables were not controlled or recorded during thecourse of the trial. However, the difference in performance betweenthe original rolls and rolls clad with Alloys E and F are quite clear andcan not be accounted for by anything other than the composition ofthe roll cladding. Moreover, the results demonstrated that corrosioncan dominate foot roll degradation and is therefore a critical materialselection criteria for foot rolls.
The above results also demonstrated that despite the limitation of theearly corrosion testing it did provide evidence, albeit limited, as to likelycladding performance under the conditions of extreme corrosion.
Future Opportunities For Roll Cladding.As the previous case studies have demonstrated, focused alloy designhas enabled the life of individual rolls within the caster to be improved.By continuing this focused approach, in conjunction with the end user, itis proposed that further significant developments in roll life and costscan be made.
Despite the obvious maturity of the arc weld cladding of rolls it is clearthat further development of the technology is still possible throughapplication-specific alloy design. Together with improved weld qualityand productivity improvements through improved machineautomation, it is proposed that the technology of weld cladding cancontinue to add significant value to the management of support rolls inthe continuous caster.
Figure 5. A comparison of the electrochemical polarisation characteristics Alloys A-F
Figure 6. Result from commercial trial with Alloy F showing reduced rate of wear of alloy F compared to 414 type cladding.
Figure 7. (A) Roll clad with 414 type alloy showing >0.6mm of wear after 500 heats and (B)Alloy F showing <0.05mm wear after 500 Heats.
Figure 8. Results of Commercial trial with Alloy E and F.
Figure 9. Photographs of Foot rolls clad with (A) 12Cr material after 200 heats (27,600T)with an estimated >4mm wear and (B) a roll clad with Alloy F after 2500 heats / (345,000T)showing negligible “wear”.
Continuous Caster Foot Roll Life Improvements
For further information contact:E: [email protected] T: +44 1252 517766
www.corwire.com

15

For further details contact:R. Ruddlestone,Director BMPCAC/O EEFAdvantage HousePoplar WayCatcliffeRotherham S60 5TR
Tel: 44(0)1709 782931email: [email protected]
www.bmpca.org.uk Designed & Produced byQuestar Design & Marketing
www.questar.co.uk T: 01709 371100
BMPCA 2016 Meeting & Social Events Calendar
Chesterfield Special CylindersCorewire LtdCoupe CastingsDanieli Davy Distington LtdDavy MarkhamDenholm Global LogisticsG&G Engineering Mechanical Services LtdIndustrial Automation & Control LtdInnoval Technology LtdKCS Herr VossMetalock Engineering UK LtdMIIOldham EngineeringParkegate Engineering LtdPrimetals TechnologyRoss ControlsSarclad LtdSheffield Forgemasters EngineeringThermo Fisher Scientific
BMPCA members
January 21st Business Meeting – MPI Teesside
April 14th Business meeting and Annual Dinner
July 14th Business Meeting
October 6th Business Meeting and AGM
12th November Annual Lunch