Embed Size (px)
Citation preview

SOCIETY OF PETROLEUM ENGINEERS 6200 North Central Expressway Dallas, Texas 75206
PAPER S E NUMBER P 5353
THIS IS A PREPRINT - SUBJECT TO CORRECTION
Kick Detection and Well Control Traininq
By
S. C. Letbetter, Shell Oil Co.
©Copyright 1975 American Institute of Mining, Metallurgical, and Petroleum Engineers, Inc.
This paper was prepared for the 45th Annual California Regional Meeting of the Society of Petroleum Engineers of AIME, to be held in Ventura, Calif., April 2-4, 1975. Permi ssion to copy is restricted to an abstract of not more than 300 words. Illustrations ~ay not be copied. The abstract should contain conspicuous acknowledgment of where and by whom the paper is presented. Publication elsewhere after publication in the JOURNAL OF PETROLEUM TECHNOLOGY or the SOCIETY OF PETROLEUM ENGINEERS JOURNAL is usually granted upon request to the Editor of the appropriate journal provided agreement to give proper credit is made.
Discussion of thi.s paper is invited. Three copies of any discussion should be sent to the Society of Petroleum Engineers office. Such discussion may be presented at the above meeting and, with the paper, may be considered for publication in one of the two SPE magazines.
ABSTRACT
As we are all aware, drilling activity is on the upswing, with a current average of over 1,600 rigs in operation in the United States, compared with 975 in 1971. A National Petroleum Council study projects 33,000 well completions and the drilling of 172 million ft of hole in 1975, despite shortages of tubular goods, pumps and other equipment. As a result of the continued increase in drilling activity, especially in foreign operations, th~ drilling industry is experiencing acute shortages of experienced, qualified personnel and is having to face the resultant problem of training new personnel.
INTRODUCTION
Traditionally, technical instruction, such as that needed in well control training, has been conducted by several methods: study of printed material, classroom activities, and actual on-the-job training. Even in situations where on-the-job training is feasible, as on a drilling rig, the trainee receives only limited instruction, since making hole and reaching contract depth quickly is the ultimate goal of drillers. The trainee learns normal, routine operations and seldom, if ever, experiences the abnormal condition of a kicking well and the control problems associate~ with it.
References and illustrations at end of paper.
Even with the best of planning, the drilling of wells will always carry a potential blowout hazard, and some will probably occur. However, a carefully planned, continuing program to make crew members aware of the potential hazards of blowouts arur-exactly what is expected of them in an emergency situation should prevent most blowouts.
Recognizing this fact, Shell management began searching for a way to reduce the length of on-the-job training through simulations of control problems without waiting for training during actual control situations. The result of the search for an experience accelerator is training on an actual test well and an electrical well control simulator.
TEST WELLS AND SIMULATORS
Acknowledging the success other companies had had with test wells, plans were initiated to the building of such a well at White Castle, La. Test wells provide the most realistic training, since an actual gas slug, usually nitrogen, is injected into the wellbore and circulated out, using chokes currently available and in use on most drilling rigs. However, since we are dealing with the hydraulics of an actual well and the time required to circulate the well, the number of personnel that can be trained each day is limited. Due to maintenance factors

2 KICK DETECTION AND WELL CONTROL TRAINING SPE 5353
and the costs involved, most test wells currently in use by operators and industrial schools do not employ a weight-up system, but merely circulate out a gas bubble without changing the wellbore hydrostatics. Most everyone will agree that the biggest problem in well killing is not circulating out the contamination, but in weighting up the mud and properly balancing the hydrostatic changes in the wellbore. Thus, on most test wells, the critical part of the kill operation is not practiced.
An answer to this problem is the use of an electronic well control simulator. Such a simulator utilizes electrical energy to simulate the flow of gases and liquids through the circulating system. Thus, the simulation of circulating the well can be accelerated as desired, and simulations of weight-up can be easily accomplished. Also, during a training session, should a question arise, the instructor can freeze the program and provide trainees an explanation.
Joint development between the Simtran Corp. of Medway, Mass., and Shell Oil Co. resulted in the present portable well control simulator. The unit was developed from ideas and experience gained from a nonportable simulator then in use at the Royal Dutch/Shell Training Center, Wassenaar, The Netherlands. 1,2 Field training with the portable unit began in Oct. 1971 in Gaylord, Mich.
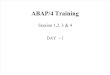
Through Dec. 1974, the simulator equipment had traveled over 100tOOO miles, from Florida to Alaska (see Fig. 1). Although most of the training activity shown in Fig. 1 seems to be in the Texas-Louisiana area, the majority of it has taken place in the Uinta Basin area, Utah, and in the northern part of Michigan. Each of these areas has been visited eight times since 1971, resulting in over 2,500 people being exposed to hands-on training on the simulator. The fact that all rig personnel can be exposed to and trained to react to potential well control problems has proved to be the simulator's greatest asset.
Needless to say, field training of contract crew personnel is a never-ending process due to rig crew attrition. Therefore, a yearly forecast of the training requirements in the areas where we are drilling wells is necessary. After a training request has been made, contact is made with the drilling superintendent for typical well data in that area. With the well data, computer programs are run, and the results are used to program the simulator. This tailors the training for the particular area in which the work is being done.
The simulator, ready to ship, has a total weight of approximately 650 lb (see Fig. 2).
The packaged equipment consists of five aluminum boxes. After air freighting the equipment to the nearest location to where the training will take place, trucks or trailers are used to transport the equipment to its final destination. When working offshore, helicopters are used to ferry the equipment to the rig or platform. The training sessions themselves have been held in conference rooms, motels, and trailer houses at the rig location. Generally, the trailer houses located at the rig have proved to be unsatisfactory for training, because they are generally too congested; and since it is a work area, there are continuous interruptions in the training.
One answer to this problem, although expensive, is shown in Fig. 3. This trailer was built and is used exclusively for the training of drilling crews at the rig location. Having approximately 280 sq ft of area, there is room for equipment displays and for the comfortable seating of drilling crews. The trailer, presently being used in the Michigan area, is equipped with its own power and heating supply and contains all audio-visual requirements. Of the several methods used to train field personnel, the trailer has had the best reception.
Needless to say, one of the biggest problems with field training is time. Crew members must be brought in either before they go on tour or after coming off tour. This being the case, there is only a limited amount of time that can be spent for training purposes. One of the first decisions that had to be made was just how we could properly utilize this time, which is generally a maximum of 4 hours.
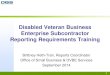
A tJ~ical training format for contract drilling crews is shown in Fig. 4. Four hours are spent, preferably, with one crew. Approximately it hours are devoted to lecture, based on a home-study course, entitled Unit III, Lesson 3 - Blowout Prevention, available from the IADC and the Petroleum Extension Service, The U. of Texas, Austin, Texas. The lecture consists of the basics of what primary well control consists of and the importance of primary well control. The lecture stresses early kick detection and covers the surface indications that individual rig crew members can recognize as trouble signals. Also covered is the proper crew reaction to these signals, including closing-in procedures.
Since it is extremely important for early kick detection, it is important that drillers be trained on and fully understand their mud monitoring equipment. Early training sessions encountered innumerable complaints from drillers that their equipment never worked. Further investigation proved, in most cases, that it was
'---.------------------------~---------------

SPE 5353 S. C. LETBETTER 3
not the equipment but the lack of understanding in how to operate it. As a result, companies furnishing the mud monitoring equipment are requested to be part of the training program ane furnish actual working models of their equipment. The operation and troubleshooting of the equipment is covered in detail, allowing drilling personnel to get hands-on experience in a classroom atmosphere with plenty of time for asking questions. An example of this display is shown in Fig. 5.
After the hour spent on monitoring, approximately 1 to it hours are spent on the simulator simulating drilling, taking a kick, and the proper closing in of the well. A discussion then follows on what is required by supervisory personnel to control the well once crew members have prop.erly shut in the well. After making mud weight calculations and a decision on how to control the well, a simulation of that control procedure is run on the simulator.
One of the most important additions to the simulator has been a lighted display panel that shows a cross-section of the wellbore. During a kill procedure simulation, crew members can see the various fluids being circulated in the wellbore and how gas kicks react as they are circulated out of the wellbore. This equipment gives a more meaningful relationship between pit gains and pressure increases through pictorial displays and sound effects. Again, the crew member training emphasizes the importance of primary control, early kick detection, how to properly close in the well, and individual crew member responsibility during secondary control procedures.
The training format for Shell drilling foremen and contract supervisors requires that they attend all training sessions with the crew members of their rig, with an active participation in the training sessions themselves. In addition to this, the foremen in small groups attend a i-day session devoted to 4 hours of lecture covering various well control procedures and problems and then 4 hours of working problems on the well control simulator. Besides making decisions on the kill method to use, some of the problems they are faced with are the failure of the annular preventer and pipe rams, lost circulation, second kicks, plugged chokes, washed out chokes, a hole in the drillpipe, pump swabs cutting out, bit plugging, accumulator leaks, off-bottom kills, and other situations that might develop during secondary control procedures. The drilling foremen's training program also consists of a ~day course at our test facility at White Castle, La. These sessions consist of Phase I training, which is the basic well control training, and Phase II, which is the advanced course. In addition,
various drilling technology courses are held yearly.
After 3 years, our training program costs us approximately $35 per man per session on the simulator. This includes travel expenses and handout material. The test well itself is costing approximately $600 per man. These costs do not include the instructor's or trainees' salaries or initial equipment investments.
Admittedly, ours has been one of a rather intensive and expensive training program, but it is a program on which monetary values really cannot be placed. We have no idea how many possible blowouts may have been averted, but we do reap the benefits of knowing that we have the best available crew members trained in reacting to emergency situations. We do see tangible results, such as alarm systems on detection equipment being set just a little closer than before and the fact that individuals are asking questions that were not asked or thought of before.
If individual companies desire to set up their own training programs, there are programs and handout material available. This may consist simply of the purchase of handout material and holding lecture seminars on it through complete blowout prevention courses. In setting up the training program, it should be remembered that well control involves everyone from managers to roughnecks. It is important that supervisors be trained in pressure control, but alert crews well trained in kick detection are the first and best line of defense in preventing blowouts. A catalog listing industry schools and training material is available from the International Association of Drilling Contractors, 7400 Harwin, Suite 305, Houston, Texas 77036. In addition, various well control programs and materials are available from the following.
IMCO SERVICES - A DIV. OF HALLIBURTON CO.
A digital simulator is available, with instructor. For information, contact Mr. Mario Zamora, Imco Services, P. O. Box 22605, Houston, Texas 77027, (713) 622-5555.
LOUISIANA STATE U.
Two sessions on blowout control training are held weekly during the academic year. Each session is a 3-day term. For information, contact Louisiana State U., Petroleum Engineering Department, Baton Rouge, Louisiana 70803 attention Bill R. Hise, (504) 388-5215.
MILCHEM, INC.
A simulator with lighted panel and instructor is available. For more information, contact

4 KICK DETECTION AND WELL CONTROL TRAINING SPE 5353 :::...----------------------.--inf-· -o-r-ma-t-ion, call A. N. Griffith, (405) 325- I
Milchem, Inc., P. O. Box 22111, Houston, Texas 2921, or write The University of Oklahoma, 77027, attention Bill Holman, (713) 621-1100. Petroleum Engineering Department, Room 219, 865
PETEX.
One simulator without lighted display panel is available. For more information, contact Petroleum Extension Service, The U. of Texas at Austin, Box S, University Station, Austin, Texas 78712, (512) 471-7447.
SIMTRAN TRAINING SERVICE
Simulators with lighted panels are available for rental. Quotations on costs can be obtained by contacting Simtran Training Service, P. O. Box 174, Medway, Mass. 02053.
U. OF OKLAHOMA
A program patterned after the L.S.U. school is available, ~tarting April 1, 1975. For more
Asp Avenue, Norman, Oklahoma 73069.
U. OF SOUTHWESTERN LOUISIANA
A 5-day control school is offered. For information, contact The University of Southwestern Louisiana, Petroleum Engineering Department, Box 4690, Lafayette, La. 70501, (318) 233-3850.
REFERENCES
1. Butler, W. R. and Coppes, Johan: "Shell Uses Simulators to Train Drillers in Pressure Control, Oil and Gas International" (1969) •
2. "Drilling Well Simulator Teaches Blowout Control," World Oil (March 1972).
Fig. I - Simulator training locations.
Fig. 2 - Simulator equipment packaged for shipment.

Fig . 3 - Training trailer on location in Michigan.
-DRLLING CREWS
4 HOURS (PREFERABLY 1 CREW)
• 1\ HOURS LECTURE • 1 HOUR MUD MONITORING
EQUIPMENT • 1\ HOURS ON PROBLEMS
Fig. 4 - Typical training format.
Fig . 5 - Mud monitoring equipment display.