Embed Size (px)
Citation preview

THE MINISTRY OF EDUCATION AND SCIENCE OF THE RUSSIAN FEDERATION
FEDERAL STATE BUDGETARY EDUCATIONAL INSTITUTION OF HIGHER EDUCATION
«GUBKIN RUSSIAN STATE UNIVERSITY OF OIL AND GAS (NATIONAL RESEARCH
UNIVERSITY)»
DEPARTMENT OF PHYSICAL METALLURGY AND NON-METAL MATERIALS
S.P. GRIGORIEV, V.P. EROSHKIN, А.P. EFREMOV,
B.M. KAZAKOV, G.А. TROFIMOVA
LABORATORY WORK No 7
HEAT TREATMENT OF CARBON STEEL GRADES:
ANNEALING, NORMALIZING, HARDENING
for students of all disciplines
Edited by prof. A.K. PRYGAEV
English translation assist. I.O. SELEZNEVA
Moscow – 2016

2
Objective
1. To study effects of heating temperature and cooling rate on transformation
of austenite in carbon steel.
2. To familiarize with basic types and heat treatment process of steel.
Task
1. To conduct annealing, normalizing and hardening of samples of carbon
steel.
2. Measure hardness using the standard methods in heat-treated steel
samples.
3. To study effects of cooling rate on the structure and hardness of carbon
steel grades.
4. To study effects of carbon on the structure and hardness in carbon steels
grades under these kinds of heat treatment.
5. Conduct an individual research project assignment.
Basic information
Thermal processing of steel is a set of operations involving heating,
seasoning and cooling carried out to change the steel structure to improve
fabrication characteristics of blanks (during rolling, forging, and casting) and
to ensure obtaining the necessary operational properties of material in finished
products.
Shaping up the steel structure mainly deals with degradation of austenite

3
during its cooling at different rates.
Steady state of austenite in steels occurs at temperatures above A3 (GSE
line, Fig. 1 in practical work No 6.
In the temperature range A3 - A1 (line GSE - PSK) cooling results in
formation of excess phases: ferrite in hypoeutectoid steels and the secondary
cementite in hypereutectoid steels. As a result, the dissolved carbon
concentration reaches 0.8% in residual austenite at a temperature of 727oC.
In equilibrium state at a temperature of 727oC austenite containing 0.8%
carbon degrades forming pearlite - an eutectoid mechanical ferrite and
cementite mixture.
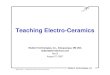
Under continuous slow cooling at a rate of V1 (Fig. 1) the pearlite
transformation can begin and end at temperatures below 727oC. With
increasing the cooling rate (V3> V2> V1) the temperature of austenite
degradation decreases resulting in plates of ferrite-cementite mixture getting
smaller. As a result structures of pearlite, sorbitol and troostite are formed; they
have different sizes of ferrite and cementite structures (different dispersion
degree) and, therefore, they have different mechanical properties.
Large flaky ferrite-cementite mixture of perlite provides for the highest
values of impact hardness, of elongation percentage and contraction ratio
relative to sorbitol and troostite, whereas such properties as hardness, shear
strength tensile strength and yield strength are the lowest.
The disperse fine structure of troostite provides for better hardness
indicators and strength properties; the mechanical properties of sorbitol stay
between those of perlite and troostite.

4
T,oC
800 (A)
A1
727
700
V1 (P)
600
500 V2 (C)
400 V3 (T)
300 M
n
200
(А М)
100
0
100
M
k
200 V5 (М+Аrest) Vcr V4 (Т+М+Аrest)
Lg τ
Fig. 1. Diagram of isothermal degradation of austenite with vectors showing different cooling rates
Under further increase of the cooling rate (V4) only part of austenite can
transit into ferrite-cementite mixture (troostite); and the remaining austenite
undergoes diffusionless transformation into supersaturated solid solution of
carbon in Feα, which is called martensite.

5
The diffusionless martensit transformation is associated with changing
the face-centered cubic lattice of austenite into the body-centered cubic lattice
of α-iron maintaining the carbon concentration the same as in the original
structure.
The lattice of α-iron is capable of accommodating a limited amount of
carbon - no more than 0.02%. Therefore, an excessive amount of carbon from
the source austenite (max 2.14%) distorts the body-centered cubic lattice of α-
iron making it a body-centered tetragonal lattice. The value of ratio of periods
c/a - tetragonal parameter of martensite - increases with increasing the carbon
content (Fig. 2).
Under continuous cooling at a greater rate (V5 > V4) the diffusion
redistribution of carbon completely stops and only martensitic transformation
develops. In this situation part of austenite can remain untransformed.
Mon (the temperature of start of martensite transformation) and Mfin (the
temperature of the end of martensite transformation) are determined by the
content of carbon in steel; the greater the carbon concentration in austenite, the
lower the temperature Mon and Mfin (Fig. 3).
The amount of residual austenite depends on the carbon content in steel.
The amount of residual austenite is increased in high-carbon steel grades.
The rate vector Vk tangent to the step in C-shaped isothermal curve
(Fig. 1) characterizing the minimum rate of continuous cooling at which
diffusion degradation is completely suppressed is called the critical cooling
rate (the critical hardening rate).
Among all possible structures that can be obtained during continuous
austenite cooling martensite has the highest value of hardness and shear
strength.

6
с
с
с/а =1 с/а >1
α-iron martensite
Fig. 2. Models of crystalline cells of α-iron and martensite
- iron; - carbon )
T,oC.
600
500
400
300
-200 A M
-100
20 Mn
0
-100 M + Ares Mk
-200 2.14 C,
0 0.4 0.8 1.2 1.6
Fig. 3. Effect of carbon content on position of
martensite points Mon and Mfin.

7
However, the value of impact hardness, percentage extension relative
elongation, and contraction ratio of martensite are the lowest compared to other
structures.
The high hardness of martensite is determined by amount of dissolved
carbon: when the concentration of carbon increases in the lattice of α-iron the
value of hardness increases.
In machine engineering practice the following types of heat treatment
are used to obtain steel grades having different structures and desired set of
mechanical properties: annealing, normalizing, quenching and tempering.
Annealing is a kind of heat treatment comprising heating the steel above
temperature AC3 or AC1 followed by exposure of steel sample to these
temperatures and the subsequent slow cooling together with the furnace.
Slow cooling the steel during annealing promotes developing the
equilibrium phase transformations and formation of pearlite in eutectoid steel,
pearlite with excess ferrite or cementite in hypoeutectoid and hypereutectoid
steel, respectively.
After annealing the steel is characterized by high ductility at reduced
strength and hardness.
Normalization is the kind of heat treatment comprising heating the
steel some 30-50oC higher than the AC3, holding at this temperature and
subsequent cooling in air.
Phase recrystallization during heating and subsequent cooling in air
results in degradation of austenite at lower temperatures which improves the
dispersion of ferrite-cementite mixture resulting in formation of sorbitol.
In addition to sorbitol the structure of hypoeutectoid and hypereutectoid
steels will have respective excess ferrite and cementite present.
When sorbitol is formed in steel the strength and hardness of steel

8
increase is compared to annealed samples. Therefore, normalization is widely
used to improve steel properties after casting, rolling and/or forging.
The normalization process has better engineering and economic
indicators; therefore it is practiced in low-carbon steel grades instead of
annealing.
In medium-carbon steel grades the normalization can be used instead of
hardening and tempering (combined process involving quenching followed by
a high temperature tempering).
For high carbon steels normalization prevents formation of cementite
fringe at the boundaries of pearlite grains observed in annealing at
temperatures between AC3 and AC1.
Hardening is a kind of heat treatment comprising heating steel some 30-
50oC above the AC1 and AC3 temperature for hypoeutectoid and hypereutectoid
(eutectoid) steels, respectively, holding samples at these temperatures, and
subsequent cooling at a rate equal to or higher than the critical cooling rate
(critical quenching rate). Water, oil, salt solution and alkali are used for
providing of required cooling rate.
As a result of quenching the hypoeutectoid and eutectoid steel grades
will have a martensite structure, and hypereutectoid steel will feature
martensite and excess cementite.
In addition to above structures hardened steel grades can have a certain
amount of residual austenite which is caused by a relative ability of the most of
cooling media to restrict the end of austenite-martensite transformation by
room temperatures.
After quenching steel with an optimum temperature has the highest
possible hardness, it has high strength and low indicators of ductility and
toughness.

9
Methods of Work
Equipment, appliances, and tools
Equipment for different types of heat treatment of steel includes the
following: electric batch furnace having electromechanical temperature control
system; mobile dual quenching tanks with water and oil; claw, gloves, and
goggles.
Emery stone (disk), and sand paper are used for descaling and leveling
the end surfaces of the samples prior to hardness measurement.
Measurement of hardness using Brinell method is made using instrument
TSh-2; Rockwell hardness estimation technique involves instrument TK-2.
Sample Preparation
Cylindrical samples having a height of 12-15 mm, a diameter of 15-20
mm are used for testing. The end surfaces of the samples should be plane-
parallel featuring no cavities, fractures or other visible flaws.
Testing
The studies are conducted using the following grades of carbon steel:
Steel 20, Steel 40, Steel U7, Steel U10, and Steel U12.
As many as four samples are taken for each steel grade to be subject to
annealing, normalizing and quenching.
The temperature of heating samples is selected according to the type of
thermal processing and the carbon content in a steel grade. The holding time at
a given temperature is set within 5-10 minutes.
Cooling samples is made as follows: for annealing cooling is developing

10
jointly with oven; for normalization cooling develops in air, quenching
involves immersion into oil or water.
Cooled samples are processed on both ends using emery stone (disk) to
remove scale and obtain plane-parallel surfaces.
The hardness in heat-treated steels is determined using two methods.
The Brinell method is used for steel after annealing and normalization.
The Rockwell method is used for hardened steels.
The hardness of a steel sample is measured in at least three points: the
distance between the two prints should be less than 1.5 mm for diamond cone
indentation and 4 mm for ball indentation.
Indicators of steel hardness according to Rockwell should be converted
into Brinell hardness values using standard conversion tables.
The test results should be an arithmetic average of three measurements.
The test results and calculations are recorded into Table 1.
The measurement data is used to develop two graphs:
- Graph of the hardness plotted vs. the carbon content for steels cooled at
different rates in coordinates: Brinell hardness (vertical axis) - the contents of
carbon (abscissa);
- Plot of the Brinell hardness as a function of the cooling rate for each steel
grade studied in coordinates: Brinell hardness (vertical axis) - the cooling rate
(x-axis).

11
Table 1
Steel grade Method d Hardness
of cooling of impression HB HRC
Water
20 Oil
Air
Furnace
Water
40 Oil
Air
Furnace
Water
U7 Oil
Air
Furnace
Water
U10 Oil
Air
Furnace
Water
U12 Oil
Air
Furnace
The research project title and report format on assignment is provided by
supervisor.
The order of developing a report
The report should provide for the following:
1. The purpose of the project and assignment to implement it.
2. Modes of process operations during annealing, normalizing and tempering.
3. Obtaining evaluation results on hardness (Table 1).
4. The graphs of the hardness plotted as a function of carbon content and hardness

12
vs. steel cooling rate.
5. Summary of analysis of effect of heat treatments on the structure and
mechanical properties of carbon steels.
6. The results of research project should be compiled as ATTACHMENT
to report on laboratory work.
The laboratory work can be done by students after having a safety
briefing and orientation on effective industrial rules on conducting various
kinds of heat treatment of steel grades.
References
1. Solntsev Yu.P., Pryakhin E.I., Voytkun F. Material Science, Moscow,
MISA, 1999, 477 p. (in Russian)
2. Lakhtin Yu.M. Metallurgy and Heat Treatment of Metals. Metallurgy, 1993,
447 p. (in Russian)






![The tri-harmonic plate bending equation · Pinotsis [14] and Grigoriev and Alexin [15] have recently made progress in this field. Kirchhoff’s four-order equation neglects transverse](https://img.pdfslide.us/doc/110x75/5f610e4a83120f727158558c/the-tri-harmonic-plate-bending-equation-pinotsis-14-and-grigoriev-and-alexin-15.jpg)