Embed Size (px)
Citation preview

631
PROCESSING
Soybean oil hydrogenation via a unique reactor
One of the oldest and most important processes inedible oil modification is the hydrogenation pro- This article on "Pilot Plant Soybean Oil Hydrogenationcess. In this process, hydrogen is directly added to with a Nonconvemionat Reactor" was prepared for
the double bonds of unsaturated fany acid triglycerides to INFORM by 5.s. Koseogtu of the Food Protein R&D Cen-convert liquid oils to semisolid plastic fats. Hydrogenated fer, Texas Engineering Experiment Station, Texas A&Moil is used primarily for cooking oils. margarine. and short- University, College Station, Texas. and M.K. Weise ofening products. Two important parameters for this process Union Carbide Industrial Gases Inc. in Tarrytown. Neware the reaction rate and product selectivity. Both are York. Pilot tests have demonstrated a 50-70% batch timeaffected by (a) type of catalyst, (b) concentration of cara- reduction with a nonconvemional reactor compared with alyst, (c) type of feedstock, (d) quality of feedstock, (e) conventional stirring system for the hydrogenation of soy-hydrogen purity. (f) hydrogen pressure in the reactor, (g) bean oil. Conditions simulating commercial practice weretemperature of hydrogenation, and (h) degree of agitation. used to produce brush hydrogenated liquid oil and mar-
Hydrogenation takes place when a hydrogen molecule garine base stock. The samples were analyzed for iodinemeets an unsaturated oil molecule on an active catalyst sur- values, 10101 trans isomer content. fatty acid profile andface site. Several steps lead up 10 this event. Firstly, the so/idfat coment. The test demonstrated the system's abilityhydrogen dissolves in the oil and attaches itself to a vacant to reduce the batch time without affecting the selectivities .site on the active catalyst surface. Secondly, an unsaturated of the hydrogenated products. This results from increasedoil molecule arrives at the same site. Finally, a reaction hydrogen mass transfer rate coupled with increasedtakes place and the reacted oil molecule leaves the reaction oillcatalyst mixing. These tests have shown that improvedsite so the process can be repeated (I). gaslliquid and liquidlcatalyst miring call increase edible
Each of these steps involves mass transfer, either by oil hydrogenation rate while maintaining selectivity.simple diffusion or augmented by convection and mechani- 1------------------------------cal agitation. Agitation enhances the hydrogen mass trans-fer by fonning many small bubbles, increasing the area formass transfer. Additionally, turbulent mixing acceleratesthe replenishment of the liquid film surrounding the cata-lyst. allowing rapid exchange of the reacted product withunreacted oil.
Previous laboratory edible oil hydrogenations haveshown thai an increase in mixing intensity increases thehydrogenation rate and decreases rrwls·isomer, linolenateand Hnolente selectivities (1.2). This resulted from anincrease in the hydrogen concentration on the catalyst sur-face. The higher unsaturates have a tendency to react atmore than one of the double bonds before lhey leave thecatalyst surface, hence reducing the selectivity. Also thetrans·isomer formation occurs when an unsaturated bondadsorbs and desorbs from the catalyst surface withoutreacting. A greater concentration of hydrogen on the cata-lyst would reduce the frequency of this occurring, and thusreduce lhe trons·isomer content.
In this pilot study, it has been demonstrated thatimproved agitation can increase lhe rate without negativelyinfluencing the selectivity, This is accomplished by an agi-tater that increases the rate of triglyceride transfer 10 thecatalyst while increasing hydrogen concentration on the cat-alyst. This agitator improves both gas/liquid mixing and liq-uid/catalyst mixing as described in the following section.
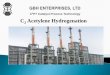
Mixing technologyHasten (3.4) provided excellent reviews of the convention-al and alternative mixing technologies for hydrogenation.The stirred tank reactor with rtar blade or "Rushton" tur-bines is most common, as shown in Figure I, and isdescribed in detail below. Another reactor technology inuse for batch hydrogenation is the Loop Reactor. devel-
WE CONCEIVE, OEVELOP
& BUILO EQUIPMENT
TO PROCESS OILS ANO FATS
FROM lh TON/HOUR TO 1000 TONS/OAY
VISIT UNOER THE SAME ROOF
RUE DE FlEURJOUX, 8B 6220 FlEURU5-BElGIUM
TEL: 32·71-81 3787FAX: 32·71-81 70 24
TELEX: 51338 FRAcn B
INFORM, Vol. 2. no. 7 (July 1991)

632
PROCESSING
rh
FIG. I.Conventional hydrogenation reacror-« Flat bladeurblne,
oped by Buss (5). A venturi nozzle in the top of the reac-lion vessel agitates the oil/catalyst slurry and entrainshydrogen for reaction. An external pump circulates the oiloutside of the vessel through a heat exchanger and backthrough the nozzle. The system increases hydrogen masstransfer rare, although the linoleic. linolenic and trans-iso-mer selectivity characteristics have not been published (0
the authors' knowledge.Continuous hydrogenation of oils and fats with com-
mercial fixed bed catalysts has been reponed in the litera-lure (6.7). Discussions in this area include the effect of pro-cess parameters. such as hydrogen now rate, oil flow rate,and temperature on reaction rate, selectivity and trans-iso-mer formation.
As stated above, most edible oil hydrogenators usebatch reactors with conventional Om-blade-turbine (FBnagitators for mixing. Each vessel has two or three 6-bladeFBTs rotating at about 100 rpm. Hydrogen gas is spargedbeneath the bottom impeller, which disperses the hydrogenin small bubbles toward the vessel wall. As the bubblesrise, some of the gas reacts, some gets recirculated byupper impellers. and some escapes the liquid surface to thereactor headspace. This causes the hydrogen pressure tobuild up in the headspace, limiting the flow of hydrogeninto the oil. Using an axial flow turbine at the top helps torecirculate some of the hydrogen from the headspace intothe surface of the vessel. Some processors vent the systemto increase the gas flowing during the reaction. and othersrecirculate hydrogen via external gas compressors (8).
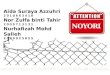
Linde's patented (9.\0) Advanced Gas Reactor (AGR),as shown in Figure 2, works differently than does the con-ventional FBT. A helical screw impeller acts as an internalpump. driving liquid downward through the draft tube. Thepumping action induces gas from above the liquid surfaceinto the impeller as a result of the design of the baffles inthe inlet and cutlet of the draft tube. and the proximity ofthe liquid surface to the draft tube inlet. The AGR easilycan be rermfured into an existing batch reactor.
High turbulence within the draft tube and a small tur-bine on the shaft below the helical pump produce many
"t : ','s;..:.FIG. 2. Linde Advanced GIl5Reactor.
small bubbles, providing a high area for mass transfer.These bubbles are circulated throughout the tank by thehigh volume pumping action of the impeller. Some of thebubbles re-enter the draft tube with the recirculating Liquid.Those which escape the draft lube are drawn back into theliquid with the hydrogen feed gas by the impeller. For thesame power input as a typical commercial FBT system, theAGR runs at 200--300 rpm.
The AGR advantages can be summarized as:• Higher gas-liquid mass transfer which results in higher
reaction rate;• Greater liquid-solid mixing to give higher reaction
rate, and more efficient utilization of the catalyst to main-tain selectivity; and
• Internal recirculation of gas and liquid which elimi-nates the need for venting or external recirculation duringreaction.
This article reports the results on pilot plant scale evalu-ation of the AGR and a conventional stirring system andcompares their reaction rates and selectivities for brushhydrogenated and margarine production.
ExperimentalThe oil used in this study was a refined and bleached soy-bean oil obtained from Kroft Food Ingredients lnc .. Sher-man, Texas. United Catalyst's United G950 containingapproximately 25% nickel was the catalyst used.
Description of conventional stirring systemThe dimensions of the conventional impellers for the 20-gallon reactor at the Food Protein R&D Center werescaled-down based on geometric similarity. i.e .. maintain-ing a rurbtne-diamerer-to-rank ratio similar to that used inthe industry. An 8-inch diameter. e-Ilar-blade paddle tur-bine was placed at the bouom along with a 7.785·jnch. 3-blade propeller near the liquid surface. Only two turbineswere used instead of the typical three because the pilotreactor has a smaller height-to-diameter ratio than the com-mercial-scale units and does not need the middle turbine.
In commercial applications. typical mixing powers
INFORM. Vol. 2. no. 7 (July 1991)

~"OfHI'-
FlG. 3. Flow diagram or hydrogenation system.
range from 5-10 horsepower per 1000 gallons. For thesetests, this "power density" was set at 7.5 horsepower per1000 gallons. The power calculations for each turbine werebased upon the equations given by Oldshue (8). Theimpeller speeds for the pilot agitators, corresponding 10 7.5Hp/IOOOgal.. were found 10 be 290 rpm.
Descriplion or Linde's AGRThe AGR design depends primarily on the power requiredto achieve the desired process results rather than on thegeometry of the system: In this case, the design matchedthe power density delivered by the conventional system.For the 20'gallon pilot reactor, a 6~inch AGR impeller wasappropriate. Empirical power calculations were developedfor the AGR similar to those available for conventional tur-bines to calculate the required operating speed.
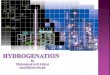
ProceduresThe conventional 20-gallon reactor is suitable for hydro-genation as well as vacuum bleaching and drying of oilsand fats. Figure 3 shows a flow diagram of the systemused. This included (a) steam-jacketed reactor, (b) catalystaddition tank, (e) circulation pump, (d) external heater, (e)plate-and-frame filter press, and (f) other accessories suchas nitrogen and hydrogen injection lines as well as temper-ature and pressure indicators.
The nonconvenuonat mixing system was designed to fitinto the Food Protein R&D Center's hydrogenator. Modifi-cations to the reactor included installation of a variablespeed agitator controller, a high-speed electricaJ motor, anda liquid level measuring system.
In a typical run, 145.5 pounds of soybean oil werecharged into the reactor and heated under vacuum. Thisusually took one hour with steam heating to reach the ini-tial reaction temperature of 325°F. Higher temperatureranges could be obtained by circulating the oil through theexternal electrical oil heater to obtain the desired tempera-ture range. Catalyst was added to the reactor through asr-npling valve by vacuum suction. After pressurizing thesystem with hydrogen. the stirrer was turned on the desired
633

634
PROCESSING
agitation rate. Hydrogenated oil samples were obtainedthrough the sampling valve at regular intervals. These werefiltered to remove catalyst particles from the productbefore they were analyzed. A two-pen recorder monitoredand recorded the temperature and the pressure.
Hydrogenation conditions for the two products were:
8rusllll)'drogtrtaliQlU:Final iodine nlue (IV)
Initial empererueeFinallempemlurePressureCalatysl conccntnnioo
H")2jcF(163°C)
32.S°F(I63°C)10 psig0.005-0.02%nickel by wt of oilUnited 0-95D
Margaritw bog $(od:Final iodine valueiniliailempemlureFinal lcmpennure
7.)2S"F (163°C)3SO-4OO"F(117-204°C)30psigO.QI-O.02%nickel by 'Nt of oilUnited 0-95D
PressureCaUlJysl COI'lCen!nuion
C.lalyst
In order to prevent any inaccuracies due to accumula-tion of catalyst particles on the inside walls of the reactor,refined and bleached soybean oil was charged into thereactor following each batch. stirred for 10 minutes. anddischarged. Sampling after the cleaning process indicatedthere was no residual catalyst in the reactor.
MethodsDetermination of iodine volue.f--Iodine values were deter-mined by the Wijs method ([ I). A calibration curve estab-lished by plotting iodine values versus the refractive indexfor partially hydrogenated soybean oils was used to followthe course of hydrogenation.
Determination of trans fatty acids-The total isolatedtrOlls-isomer content was determined by infrared spec-trophotometry (12), using a Varian Infrared spectropho-tometer. Elaidic acid was used as the calibration standard.
Determination of fllll)' acid profiles-Methyl esters ofthe hydrogenated oi 1 samples were prepared (13). Theywere analyzed by gas chromatography equipped with aflame ionization detector and a 30 m glass capillary col-umn (Carbowax 10) operated at 185°C. Standards wereobtained from Nu-Chek Prep tnc., Elysian, Minnesota, andwere 99+% pure.
Determination of solid fat comem-Solid fat content ofthe samples was determined (14).
Analysis of reSlllts---Oneobjective of these tests was tocompare the hydrogenated samples produced by the twoagitators. Thus. the significance of the differences betweenthe agitators on brush hydrogenation was done by compar-ing the means of the results using the student's t-test. Thiswas done using the computer software package RS/l(Trademark of BBN Software Products Corporation).which performs the r-resrs for comparing two normally dis-
tributed means. The results were tested for a significancewithin a 95% confidence interval.
Since it was difficult to draw a sample at the exact targetiodine value end point, the hydrogenation time reported inthe tables and graphs for each run was determined by inter-polation. The percentages of trans fatty acids and fatly acidprofiles also were graphically interpolated to the targetiodine value.
Results and dtscusstcnBrllsh hydrogenations-The results of the brush hydro-genations are given in Table I. Comparing the mean fattyacid profiles for all the runs produced. there was no signifi-cant difference between the AGR product and the conven-tional system product. Both reduced the linolenic contentto about 2%. thus reducing flavor and color degradation aswell as oxidation. The comparison of fatty acid profiles isgiven in Figure 4. At these conditions. the stearate contentof both products was in the 5% range.
The major difference between the agitators was in thebatch time required to produce brush hydrogenated oil.Batch time versus catalyst concentration is plotted in Fig-ure 5. This figure clearly illustrates the difference betweenthe AGR and the conventional stirring system. On average,30 minutes were required to produce a brush hydrogenatedproduct in the AGR compared to more than 100 minutes inthe conventional system. The difference in batch lime atdifferent catalyst loadings is small because of the highreaction rates of linolenic fatty acids. However. at the lowcatalyst concentration, 0.005% nickel. the AGR took 85minutes, a I5-minule advantage over the conventional agi-tator at 0.0 I% nickel.
Margarine bose slocks-As with the brush hydrogenat-ed product, the margarine base products from the two reac-tors were essentially the same (Table 2). The mean 'rans-
TA.BLE I
Brush Hydrogenation Program Results (JS2°r, 10 psig)
Batch time Pany acid composition
%Ni mino %Irofls 18:0 18: I 18:2 18:3Feed oil:IV=135.8 6.89 3.8 21.7 52.5 6.7
Conventional agitator
0.010 106.6 11.0 4.4 41.7 38.5 2.20.015 117.6 18.3 4.7 42.5 38.0 1.40.015 97.6 14.1 4.3 42.3 37.0 2.20.020 110.4 14.t 4.7 44.2 34.2 1.8
Advanced gas reactor
0.005 84.9 20.8 5.9 41.8 32.7 1.20.010 30.9 14.0 4.9 43.4 35.9 1.70.015 28.7 13.0 5 .o 45.5 32.0 2 .o0.015 28.1 12.0 4.5 48.0 32.5 2.50.020 25.6 8.9 4.7 39.4 40.2 25
INFORM. Vol. 2. no. 7 (July 1991)
Q Balch lime to iodine value of 109.

isomer contents of the oils were close. at 32.8% and 34.6%for AGR and the conventional agitator. respectively. TheSolid Fat Index (SFO curves of these products are illustrat-ed in Figure 6. Both agitators made a similar product. asregards these very important characteristics, thus furthersubstantiating the claim that both systems at the same con-ditions produce the same product. The fatty acid profilesshow that margarine products consisted mainly ofrnonoenes and small amounts of dienes and stearate. Withboth agitators. all the trienes were removed selectively.
Again the major difference between the two systemswas in the time required to achieve the desired iodine value
~ ..-.............. - ....eo
i»Wrm"• '~ ,., ,..
"AnTACID
1-::-1
FIG. 4. Fatty acid profile. Brush hydrogenation.
'~• • •'00
•• 00• 1:::::-1•,00•,• ~
~ ,.-•- •• (1.0" om a•• '..CA.~""''''COIOC(HT1I,O. 110M. ......
FIG. 5. Brush hydrogenation. Balch time to IV '" 109.
•~
i~E)OI~..
• ••• • .. .. ~ ..
Tl! ......... ~c:
1:::::- I
- -FIG. 6. Solid fat conlent (30 PSIG, O.02%Ni).
635
The single mostimportant part of thiswaS oil processingplant cannot bephotographed. It is •••
... experience and customer satisfaction. lt's beenthat way since 1921 when we built our firstprocessing system. Since then we have designedand built over 300 plants. Few competitors canoffer that kind of know-how and•..•expenence
WursterflSanger
A DIVISION OF CROWN IRON WORKS COMPANYP.O.80x t364 Minneapo/i1. MinllC50ta SS440-I364 U.s.A.
Phone: (612) 331-6400. Fax: (612) 331-2469. 1LX: 290204 Crown Mps
Lookto WaS for:• Steam retinio .. prestrippill8• Degumming, lecithin drying• Albli neutralization• Bleaching• Hydroccnation• FractionatKm• Deodoriuuion• Shortening.nd margarine
• Soepstock &plilling• Fat puntication• Fat splitting• Pany acid distill.tion• Fatty acid fractionation• Glycerine evaporation• Glycerine refining

636
PROCESSING
TABLE 2
Margarine Base Hydrogenation Results
Batch time Fatty acid composition
%Ni minD %trans 18:0 18:1 18:2 18:3
Conventional agitator
0.010 213.1 37.3 15.2 67.0 4.3 0.00.020 132.6 31.8 6.' 71.5 '.0 0.0
Advanced gas reactor
0.010 68.3 26.8 15.1 66.' 4.7 0.00.020 48.3 38.8 12.5 69.4 4.3 0.0
Solid ret content
%Ni IV 50gF 68°F 77°F 86°FC 95°F
Conventional agitator
0.010 70.5 53.6 35.8 29.0 18.5 6.20.020 71.3 52.2 33.8 26.5 14.0 5.0
Advanced gas reactor
0.010 73.2 46.3 28.7 21.9 12.1 3.70.020 72.4 54.6 36.2 27.6 14.6 4.0
a Batch time to iodine value of 70.
~- ~- I
•i .~•!!.00• -~ ~--•• - =. o.DII = D,on
CATAL..... COHC~ ....... 11OH ......
FIG. 7. Margarine base production (Balch lime to IV.::70).
of 70 for this product. Figure 7 gives the batch time versuscatalyst concentration for the margarine runs. The AGRproduced margarine base stock in 48 minutes. at 0.02%catalyst; the conventional system took 132 minutes. This isa 64% reduction in the reaction time. With this improve-menr. an edible oil refinery having a four-hour batchrumaround, two hours being hydrogenation time. the AGRwould provide a 32% production increase.
These tests have shown that improved gas/liquid andliquid/catalyst mixing can increase edible oil hydrogens-tion rate while maintaining selectivity. The AGR demon-strated such mixing characteristics in these tests in that itproduced the same products as a conventional system in70% less time for brush and 64-68% less lime for mar-
garine base stock hydrogenation. In brush hydrogenation,the AGR produced selectively hydrogenated linolenic fatswithout a significant increase in stearate, as did the con-ventional agitator. In margarine base stock hydrogenation,the SFI and trans-isomer content of the products obtainedfrom both agitators were essentially the same, withinexperimental error.
The advantages of AGR as demonstrated in this pro-gram compared to the conventional agitator can be summa-rized as follows:
·64-70% shorter batch times in brush hydrogenation orin margarine base stock hydrogenation with the alternativepotential for catalyst savings.
• Comparable product selectivities in brush hydrogena-tion .
• Similar SFI curves and trans-isomer contents in mar-garine base hydrogenation.
The AGR has been shown to increase the productivityand reduce the catalyst requirement of the conventionalreactors in several other pilot hydrogenation programs.Pilot tests have included distilled and undistilled tallowfany acids hydrogenation, fatty amines production, andsorbitol production. A number of commercial-scale AGRsare in operation in oxygenation applications both in theUnited States and Europe. A U.S. specialty chemicals man-ufacturer began successful operation of an AGR in a 2,000-gallon scale hydrogenator in March 1989. The AGR sys-tem retrofits easily into commercial reactors. Therefore. theimproved reaction rates with the same product selectivitiescan allow edible oil producers to increase their productioncapacities or reduce their production costs.
References1. Albright. L.F., J. Am. Oil Chem. Soc. 50:255 (1973).2. Allen. R.R., in Hydrogenation: Proceedings of an
AOCS Colloquium, edited by R.C. Hasten, AmericanOil Chemists' Society, Champaign, Illinois, 1987, p. I.
3. Hasten, R.C., in Proceedings of World Congress onEdible Fats and Oils Processing, Basic Principles andModern Practices, edited by D.R. Erickson. AmericanOil Chemists' Society, Champaign, Illinois. 1990, p.142.
4. Hasten. R.C, J. Am. Oil Chern. Soc. 58: 169 (1981).5. Malone. R.J., Chemical Engineering Progress 76:6
(1980).6. Rosen. B.I .. U.S. Patent 4,510,091 (1985).7. Lee-Poy. F.V., P.V. Sleggs. R.T. Matanic and S.S.
Koseoglu,J. Am. Oil Cnem. Soc. 64:632 (1987).8. Oldshue. J. Y.. Fluid Mixillg Technology. McGraw-Hill,
New York. New York, 1983.9. Litz, L.M .. U.S. Patent 4.454.077 (1984).
10. Roeckct. W.• U.S. Patent 4.32&.175 (1982).II. Official Methods and Recommended Practices of tire
American Oil Chemists' Society. edited by D. Fire-stone. American Oil Chemists' Society, Champaign.Illinois. 1989. Method Cd 1-25.
12. Ibid .. 1989. Method 14-61.13. Ibid .. 1989, Method Ce 2-66.14. Ibid .. 1989, Method Cd 16-81.
INFORM, Vol. 2, no. 7 (July 1991)