Embed Size (px)
Citation preview

98
SOME INVESTIGATIONS INTO THE BATCH PROCESS OF MILK STERILIZATION
bY
H. BURTON, D. N. AKAM, C. C. THIEL, ELISABETH GRINSTED AND L. F. L. CLEGG. (The National Institute f o r Research in Dairying, University of Reading).
CONTENTS
INTRODUCTION . . .. .. .. 98 THE STERILIZING PROCESS 98
Bacteriological Aspects . . .. 99 Experimental procedure . . .. 99 Results .. .. . . 100 Discussion . . .. 9 . .. 102
Physical Aspects . . . . .. 103 Measurements of temperature . . 103 Results . . .. .. . . 105 Air content of the sterilizer atmosphere 105
INTRODUCTION The production of sterilized milk has a long
history, and has come to occupy an important place in the field of milk processing. The sale of sterilized milk appears to be increasing, and is comparable with that of pasteurized milk in some parts of England. In spite of this commercial importance, comparatively little has been written on the fundamentals of the sterilizing process and on the bacteriological, chemical and physical factors involved. It is difficult to derive from published work any scientific basis for the practical operation of a sterilizing plant. The investigations described in this paper are intended to indicate the operational factors which influence the quality of the milk, in particular the incidence of bacterial spoilage, after sterili- zation.
The plant investigations were primarily con- cerned with the sterilizing process, which was considered to include heat-treatment in the sterilizer and subsequent cooling. As the bac- teriological results would be influenced by the temperatures in the milk during the process, and as the operation of the sterilizer influenced the uniformity of temperature distribution and hence of heat-treatment, temperature distribution was investigated.
In addition to the investigation of the sterilizing process, observations were made on the effect of the preliminary processing, i.e., filtering, homogen- ization and filling, on the bacteriological qualities of the milk.
The browning of milk during sterilization is of considerable importance since this may influence its commercial acceptability. There is little published information on this reaction in whole
Discussion of the temperature and air-content results .. .. 106
BACTERIOLOGICAL EXPERIMENTS ON THE PRE- TREATMENT HANDLING 107
Plant sampling . . .. .. 107
THE BROWNING OF MILK DURING STERILIZATION GENERAL DISCUSSION AND CONCLUSIONS 112 SUMMARY . . .. .. .. 113 REFERENCES . . .. * . .. 113
Type of closure . . .. .. 109
milk. In the industry it is believed that the rate of browning is influenced by the composition and age of the milk, and that the colour of the milk changes on storage. It has also been suggested that if browning is initiated at a high temperature, then it will continue a t temperatures lower than would otherwise be effective, i.e. that the reaction is auto-catalytic. In view of these facts, some preliminary laboratory experiments on the brow- ning reaction have been included in this investi- gation.
THE STERILIZING PROCESS The results from the processing experiments
were obtained at only one dairy using the batch- sterilizing process. Nevertheless it is considered that many of the conclusions will be applicable to other dairies and to other processes. The dairy in question, although operating on a large scale, uses methods which are similar in principle to those at many batch-sterilizing plants. Milk is received in tankers and pumped to storage tanks. On withdrawal from these it is preheated to 38°C. (100°F.) in one section of a plate heat- exchanger and filtered, after which another section raises the temperature to 71°C. (160°F.) for homogenization. The milk is then pumped to balance tanks feeding the fillers, and is filled into hot one-pint bottles proceeding from the washers. The bottles are then capped, and crated by hand. The crates are loaded into cradles each containing 60 dozen bottles, which are transported to the sterilizers immediately after loading.
The sterilizers are horizontal, cylindrical pres- sure vessels, 8 ft. in diameter and 18 ft. long with a chequer-plate floor. Each holds six cradles, i.e. 360 dozen bottles or 540 gallons of milk per load. Steam is admitted through pipes

99
beneath the floor which have vertically-directed orifices. The chequer-plates have many .gin. diameter holes.
After heat-treatment, the cradles are removed from the sterilizer and are placed side by side in a cooling bay where they may remain for sev- eral hours or overnight before distribution.
Bacteriological Aspects
Experimental procedure The objects of the bacteriological experiments
were : (i)
(ii)
(iii)
0.1
to determine the heat-resistant spore content of the milk before and after experimental sterilization in small pilot sterilizers under controlled conditions. These results were expected to indicate the spore destruction which would occur under ideal conditions, and to indicate the corresponding spoilage of the milk in unopened bottles. to determine the incidence of spoilage in unopened bottles after treatment by the usual dairy process. to determine whether thermophile spoil- age was likely to occur during cooling after the usual dairy process. to determine whether slow cooling en- couraged the subsequent development of mesophile spoilage. - -
Two types i f bacterial spoilage were recognised: mesophile spoilage occuring when the milk was incubated at about 24°C. (75°F.) and thermophile spoilage occurring when the temperature was about 63°C. (145°F.). No attempts were made to identify any organisms or groups of organisms responsible for the faults within these two main types, the problem being considered purely on the commercial basis of spoilage.
Mesophile spoilage generally first appeared as " bittiness ", in which small coagulated particles were to be seen distributed in the milk. The bittiness proceeded in time to a soft, sweet clot with subsequent digestion.
Bittiness, as a commercial fault, seems to be merely an early stage of the development of this mesophile clot. Its diagnosis is made more diffi- cult by the fact that poor homogenization can cause a similar appearance in the milk after some days. In judging the spoilage of full bottles, it is unsafe to take the bitty stage as a criterion, and the clot should be allowed to develop.
In some cases, digestion preceded and prevent- ed the formation of a clot. In other isolated cases, a bitter taste developed in the milk without there being any visible change.
Thermophile spoilage took the general form of an acid clot with separation of whey. The clott-
ing normally began at the lowest point of the milk and spread upwards and outwards to occupy the whole. In some isolated cases the clot was of a softer, more friable type similar to that obtained with the mesophiles.
The experiments were repeated on six occasions in 1952 at approximately fortnightly intervals during the summer, when it was expected that the incidence of spores and of spoilage would be at its highest. On each occasion the tests were carried out a t the beginning of the morning and again at the beginning of the afternoon to deter- mine whether plant build-up of organisms was influencing the results.
The milk from one incoming tanker, received the afternoon previous to the tests, was pumped to a storage tank and kept apart from the re- mainder of the incoming milk. This milk was sampled from the tanker on arrival and the sample kept in ice. Half the milk from the storage tank was used the following morning and half in the afternoon. It was possible to run the plant for about 30 min. on each occasion on this milk, and during this time filled, crated bottles were taken from the conveyor for treatment in the pilot sterilizers or as controls. At the same time two cradles were loaded for subsequent treatment by the normal dairy process. The plan of the experiments is shown in Fig. 1 . (See page 100).
Four crates each containing 12 bottles were taken from the line, one bottle from each crate being taken as a control and iced. Two crates were placed in one pilot sterilizer and were heated in steam a t atmospheric pressure for 90 min. They were allowed to cool in the vessel for a further 35 min. to simulate the slow cooling which bottles normally receive in practice in this dairy. One further bottle from each crate was then removed and iced for use in the spore counts. The remaining bottles, normally 20, were left for incubation unopened.
Two crates were placed in a second pilot steri- lizer and treated in an air-free atmosphere of steam at 113°C. (235°F.) for 35 min. The treat- ment cycle consisted of 5 min. to establish an air-free atmosphere at lOO"C., 35 min. treatment a t an atmosphere temperature of 113°C. (235°F.) f 0.2"C., 5 min. a t IOO"C., 5 min. in the sterilizer with the door closed and 30 min. in the sterilizer with the door open. Once again, the slow cooling was intended to simulate the normal dairy process. One bottle from each crate was removed and iced for use in the spore counts, while the remaining 20 were kept for incubation.
At the same time as crates were being taken for the controlled treatments, two cradles were loaded with crates from the same filling bay and were placed in the centre positions in the selected sterilizer. When the sterilizer was unloaded after the normal treatment, these cradles were kept

I00
Fig. 1. Plan of bacteriological CRATC FOR SPORC COUNT
CRATE FOR SPORE (1 sorrm) experiments. COUNT
(1 BOTTlEI)
REMAlNlNQ BOTTLES RIMAINJNCI aoirus INCUOAlEO UYOPCWED INCUBATED UNOPlNLO
(20 BOTTLES) (20 aonrEr)
I3 lOlTLE5 INCUIATED 7 BOTTLES INCUBATED I3 BOTTLES INCUBATED 7 BOTTLES INCUBATED AT 24% H)A 10 WCDKS AT 63% FOR 7 DAYS AT 24% FOR 10 WEEKS AT 6 1 C FOR 7 DAYS
apart. One was stripped as soon as possible after removal from the sterilizer and one crate of bottles was taken from the top of the cradle and one from the bottom for incubation unopened. The second was placed in the cooling bay among other cradles and was allowed to cool naturally overnight. I t was then unloaded and one crate was taken from the top of the cradle and one from the bottom for incubation unopened.
Counts of resistant spores were made on the sample of raw milk taken from the tanker, and on the bottles removed from the crates before and after the experimental treatments, using the following technique. Approximately 300 ml. of each pint sample was poured into a sterile flask and sterile litmus solution added. All the control samples were then steamed for 30 min. to destroy vegetative organisms and non-resistant spores. One 50 ml. and five 10 ml. quantities were re- moved and 1 ml. of the dilutions 1, 10-1, 10-3 and 10-4 made up to 10 ml. with sterile litmus milk in quintuplicate. The litmus milk had been sterilized by steaming for 30 min. on 3 successive days. Samples so prepared were incubated at 24°C. (75°F.) for mesophiles. A duplicate set was incubated for thermophiles at 63°C. (145°F.). The samples incubated at the lower temperature were examined for change in appearance at weekly intervals for six weeks, and those incubated at the higher temperature daily for 7 days. The contents of spores of mesophilic and thermophilic organisms were then obtained by reference to McCrady's tables (Min- istry of Health, 1939).
Of the 20 bottles remaining from each experi-
mental controlled treatment, 13 were incubated at a temperature of 24°C. (75°F.) to give meso- phile spoilage and 7 were incubated at 63°C. (145°F.) to give thermophile spoilage. The in- cubation for mesophiles was continued for a maximum period of 10 weeks. Bottles which were unaltered in appearance after this time were tasted before being classed as sterile. The high temperature incubation was continued for 7 days.
The bottles which were taken from the cradles after the normal dairy process were examined for thermophile spoilage on removal from the cradle and were subsequently incubated for mesophiles a t 24°C. (75°F.) for ten weeks.
Results The results of the counts for mesophile spores
and for the mesophile spoilage in bottles after experimental sterilization are given in Tables 1 and 2. The numbers of mesophile spores present in the milk were low, almost always below 5 per 100 ml. and frequently 0 or 1 per 100 ml. Figures of this order were not expected, and they make the counting technique difficult since contam- ination by isolated organisms can influence the results considerably. The figures for one experi- ment have been omitted from Table 1, since they were made unreliable by contamination probably arising in the steamed litmus milk. The process of sterilization by steaming on three successive days'is not satisfactory for work of this order of sensitivity, and should be replaced by autoclaving under pressure, Such treatment did not reduce

101
0 1 0 0
*TABLE 1 @om ot mesophilie organisms per 100 ml.
Temperatun of incubation 24°C. (76°F.)
Controls I Experimental treatment
1 2
1 0 1 13
~-
*
Time of
0-3 4-6 7-12
13- 24 25 - 48
Tanker milk
0 0 8 23
15 44 7 21 1 3
Dab
20.6.62
10.6.62
24.6.62
8.7.62
22.7.62
6.8.62
Above48 I 3 9
1 -
1 1 3 0 1 1 0 0 0 3 3 8 -
113°C. for 36 min.
1 2
a.m. p.m. a.m. p.m. a.m. p.m. a.m. p.m. a.m. p.m. a.m. p.m.
1
0
1
13
0
6
0 2 1 0
0 1 0 0
6 1
0 1 0 6 1 0 1 0
6 0
3 1 3 3 0 0 2 1
0 1 0 1 0 1 1 1 1
Results unreliable and therefore omitted.
tion of the mesophile spores destroyed by either heat treatment, the general indication being that the proportion was low.
The results of incubation of bottles presented in Table 2, show that there was a significant improvement as a consequence of the increased treatment at 113°C. Mesophile spoilage was completely avoided up to 10 weeks incubation. The lower temperature treatment was unable to prevent considerable spoilage. In many cases, however, this spoilage occurred some time after treatment. Table 2(a) shows the , times after treatment a t which bottles first gave clotting, the time groups being arranged in geometrical progression. The majority of bottles failed with- in the first fortnight after treatment, and the greatest incidence of spoilage was in the second week after treatment.
Table 2(a) does not include the ten spoiled bottles from the first experiment, since a t this time " bittiness " was still being taken as the criterion of spoilage so that the times are unreli- able. Subsequent results, based on clotting, are comparable.
The results of the counts for thermophile spores and for the thermophile spoilage of unopened bottles are given in Tables 3 and 4 (See page 102). The number of thermophile spores in the raw milk received at the dairy was low, but the count was very much higher in every case by the time the milk had been filtered, homogenized and bottled.
Both the experimental treatments, of 100°C. (212°F.) for 90 min. and of 113°C. (235°F.) for 35 min., gave a reduction in the number of ther- mophile spores present in the milk.However, significant numbers were still present in most of the samples treated at 100°C. (212"F.), but 75% of the samples treated at 113°C. (235°F.) showed no spores in 100 ml. The figures for the incuba-
TABLE 2 Mesopbile spoilage in unopened bottles after experimental
sterilization Proportion of bottles
spoiling after treatment at Time of day Date
100°C. for 90 min 113' C. for 35 min.
20.6.62
10.6.62
24.6.62
8.7.62
22.7.62
6.8.62
a.m. p.m. a.m. p.m. a.m. p.m. a.m. p.m. a.m. p.m. a.m. p.m.
7/13 3/13 6/13 4/13
1/13 6/13 6/12
8/13
0113
1/12
2/12
2/12
0/13 0/13 0/13 0/13 0113 0/13
0/13 0/13 0/13 0/13 0/13
0112
441162 T:tls I 29%
TABLE 2(a) Time of incidence of mesophile spoilage in bottles Time after Number of Percentage
treatment (days) bottles 1 of total
the growth of spore-formers isolated in these tests. In work of this sensitivity, special precautions also need to be taken against aerial contam- ination. The remaining results in Table 1 prove only the generally low level of mesophile contamination. No conclusions can be reached as to the propor-

I02
Time of day
TABLE 3 Spom of thermophilic organkm par 100 ml.
Temperature of incubation 83°C. (146°F.)
Tanker milk
Controls
____
a.m.
a.m.
a.m.
a.m.
a.m.
a.m.
p.m.
p.m.
p.m.
p.m.
p.m.
p.m.
1
0
0
1
0
0
Experimental treatments - 4 113°C. for 35 min.
Date - 3 -
13 350
1 170
8 1700
1 25
8 13 0 3
1
I 2 2 1
0 0 1 3 0 3 0 0 0 0 0 0
20.5.52
10.6.52
24.0.52
8.7.52
22.7.52
6.8.52
8 600
3 20
3 3 5
13 6 3 0 8 -
5 90 90
350 3
2500 13 26 13 1 0
25
13 1600
1 100
8
30 30 60
170 0
13 170 25 13 0
800 3 5 3 1 0 1
0 1 1 0 0 5 0 0 0 0 0 0
3500
36 25
1
25 5
TABLE 4 Thermophile spoilage in unopened bottles attbr experimental
sterilization
tion of unopened bottles confirm these results. Almost all the bottles treated at the lower temper- ature failed, while 31% of those from the higher- temperature treat men t failed.
No spoilage of bottles treated by the normal dairy sterilization process was found during the cooling period. The subsequent incidence of mesophile spoilage on incubation a t 24°C. (75°F.) is shown in Table 5. It can be seen that there was a marked difference in the rate of spoilage according to whether the bottles were treated at the top or bottom of the sterilizer. Almost complete sterility was achieved a t the top, but the total spoilage at the bottom approached 4%. There was some indication that, although ther- mophile spoilage did not occur during the long cooling period, such slow cooling encouraged the later development of mesophiles.
Discztssion The bacteriological results lead directly to
certain important conclusions. The first is that the incidence of spores both of mesophiles and of thermophiles in the incoming milk was extreme- ly low, and showed no significant variation with atmospheric conditions over the period of the test. There appeared to be no increase in the number of mesophile spores as the milk passed through the plant, but there was a definite in- crease in the number of thermophile spores. This point will be dealt with in more detail later.
The two experimental processes were intended to represent an upper and a lower limit of the probable range of batch processes. The upper limit represented an extremely severe condition, and in fact after this process the milk was so brown that it possibly would not be commercially acceptable.
The lower-temperature process need be only briefly discussed. Almost all bottles contained
Proportion of bottles spoiling after treatment a t Time of
day Date 13°C. for 35 min.
20.5.52
10.6.52
24.6.52
8.7.52
22.7.52
6.8.52
a.m. p.m. a.m. p.m. a.m. p.m. a.m. p.m. a.m. p.m. a.m. p.m.
thermophiles after treatment in sufficient numbers to give spoilage. Twenty nine per cent. of the treated bottles contained mesophiles in sufficient numbers to give eventual mesophile spoilage. Approximately 20% of the milk treated by this process would have failed to keep for 7 days at room temperature. It therefore appears that it is not possible to produce a milk of low potential spoilage from the raw milk received at this dairy at a temperature as low as 100°C. unless the time of treatment is very long. The treatment time of 90 min. used in these tests would appear to be barely adequate.
The higher-temperature experimental process gave much improved results and would be sat- isfactory from the commercial standpoint al- though the milk was often not sterile. The thermophile spore counts and the figures for the spoilage of bottles due to thermophiles were in

I03
reasonable agreement : 75% of the samples showed no spores in 100 ml., while 69% of the bottles remained sterile. I t can be deduced from this that as few as 1 or 2 spores per 100 ml. are sufficient to cause spoilage in the bottles.
The corresponding figures for mesophiles were not in such good agreement, and the spoilage of bottles was considerably lower than would be expected from the spore counts. One likely explanation of this is that the reduced oxygen pressure in treated bottles prevents the germina- tion of the small number of spores present. Germination of mesophile spores isolated from spoiled bottles has been found to be inhibited by strictly anaerobic conditions.
I t appears from these results that the balance between freedom from mesophile spoilage and the maximum brownness in the milk which can be tolerated must always be a delicate one under commercial conditions. I t may well be disturbed by a change in the incidence of spores.
The treatment being given by the dairy process was expected to lie within the two experimental treatments, and this was found to be the case. The situation was complicated, however, by the fact that the spoilage was not uniform throughout the sterilizer. The top of the sterilizer appeared to give a more effective sterilizing treatment than the bottom. It seemed that if the treatment given in the bottom of the autoclave could be improved to correspond to that given in the top, then the total spoilage would be considerably reduced.
TABLE 5
Mwophile spoilage of bottles after normal dairy sterilization - Date
20.5.52
11.6.52
24.6.52
8.7.52
22.7.52
6.8.52
19.8.52
-
%me of ,reatmen1
a.m. p.m. a.m. p.m. a.m. p.m. a.m. p.m. a.m. p.m. a.m. p.m. a.m. p.m.
Totals ~-
Proportion of bottles spoiling after :
slow cooling 7
Top of cradle
0112 0112 0112 Ojl2 0112 0/12 0112 0112 0112 0112 0112 0112 0112 0112
Bottom of cradl
0112 0112
0112 0112 1/12 3/12 Ojl2 1/12 0112 0112 0/12 0112 0112
3/12
rapid
Top of cradle
0112 0112 1/12 0112 0112 0112 0112 0112 0112 0112 0112 0112 0112 0112
01168 I 81168 I 1/168
Doling
Bottom I f cradle
0112 0112 0112 1/12 0112 0112 1/12 0112 0112 0112 0112 2/12 Oil2 0112
81164
Total spoilage after treatment at top of sterilizer 11336 = 0.3%
Total spoilago after treatment a t bottom of sterilizer 121336 = 3.6%
Physical Aspects
Measurements of temperature Temperature measurements were made at diff-
erent points in the sterilizer atmosphere and in a number of bottles in the load during various runs on one sterilizer. The measurements were continued during the cooling period, to determine the variation of rate of cooling with the position of a bottle in a cradle.
Measurements were made at 48 points, 8 points being allotted to each of the six cradles comprising the load. Two atmosphere temperatures were measured, at the top and the bottom of each cradle, and temperatures in the interior of 6 bottles distributed throughout each cradle.
Copper-constantan thermocouples were used. The outputs from the 48 couples were switched by means of a special unit to a magnetic amplifier and a large-scale indicating meter from which the temperature of the couple in circuit could be read directly (Burton & Suffolk, 1952).
The thermocouples were supported in the ex- perimental bottles in an axial position about 3 in. from the bottom. I t was found convenient to use water in place of milk in these experimental bottles. This substitution was shown to be sat- isfactory by measuring temperatures in adjacent bottles, one containing milk and the other water. In no case in several runs did the pairs of ob- served temperatures differ by more than 0.7"C. (1.25"F.) nor were the temperatures of the bottles containing water consistently higher or lower than those of the duplicate bottles containing milk.
During normal loading 6 bottles of milk were replaced by experimental bottles in each of six cradles. These experimental bottles had been previously heated to 74°C. (165°F.) to correspond to the temperature of the normal bottles a t the loading point. They were placed at the outside corner of the bottom layer of bottles, in the exact centre of the stack, in the centre of the top layer and at the outside corner of the top layer. In two of these situations a pair of bottles was placed in adjacent positions to check the operation of the apparatus. A full load of cradles made up in this way was loaded into one sterilizer. The thermocouple leads were brought through a gland in the sterilizer wall and were connected to the measuring apparatus.
After the sterilizing process had been com- pleted, the thermocouple leads were disconnected and the cradles were moved to the cooling bay. The leads were then re-connected and measure- ments were continued.
During the heating cycle, measurements of thermocouple readings were taken at 3 sec. intervals, each thermocouple being read every 150 sec. Two monitoring couples were used in addition to the 48 described above : one, in a

I04
116
I 1 0
I 0 0
70
60
115
110
rEMPfRATURL 90
B f
x
6l
(01 cnEQuen- PLATE FLOOR #*-.
I 1 1 I 1 1 I 14 10 SO 40 so 60 70
(b) OPEN-ORID FLOOR /*
I I I n 1 I I 50 60 ID 10 10 30 40
TIHE (WIN)
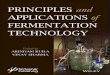
Fig. 2. Tem$eratures at hottest and coolest parts of the sterilizer atmos$here, and of mi lk in bottles at these Points.

I05
constant-temperature water-bath with the refer- ence junction, checked the zero of the amplifier, and the other, in a hypsometer, checked the gain. These checks were applied every cycle. While the bottles were cooling, readings were taken as and when convenient.
Reszllts The temperature conditions in the sterilizer
varied widely from place to place, both in the atmosphere and in the bottles under treatment. The general picture of temperature distribution remained the same for different runs. The high- est atmosphere temperatures were recorded by the thermocouples at the top of the cradles, and the lowest by those a t the bottom. There was comparatively little difference among these two groups, but the maximum temperature was gen- erally obtained at the top of the cradle furthest away from the sterilizer door. The lowest temperature generally occurred at the base of the cradle nearest to the door.
The temperatures inside the bottles followed the atmosphere temperature, the highest temper- atures being reached in bottles a t the centre of the top row of a cradle and the lowest tempera- tures in the bottom corner bottles. Typical figures for the rise of temperature a t the points of maximum and minimum atmosphere temperature and in the bottles giving the max- imum and minimum temperatures are given in Fig. 2(a). These data refer t o a run in which the steam jets in the base of the sterilizer were covered with the chequer-plate floor.
The corresponding figures with the chequer- plate replaced by open grids through which the steam could pass freely are given in Fig. 2(b).
Cooling curves obtained with the cradles in the
I 10 7
n m (noun0 0 1 3 4 5 6
Fig. 3. Cooling of the most-rapidly and most- slowly cooling bottles in a cradle.
,cooling bay are shown in Fig 3. There was a great difference in the rates of cooling for differ- ent bottles in a cradle, the bottles at the bottom corners cooling the most rapidly and those at the
top centre cooling most slowly. Curves are given for both these cases. Various expedients to increase the speed of cooling were tried, such as spacing the cradles apart. These all had the effect of slightly increasing the rate of cooling of bottles which already cooled rapidly, but there was no detectable influence on bottles cooling
When a vertical “ chimney ” was left through the cradle by the ommission of one column of crates there was only a slight improvement in the slowest cooling rates. A two-crate chimney had a greater effect (see Fig. 4) but there was still a large difference between hot and cool bottles.
slowly.
1 I I 1 5 4 6 b 7
10 I m e (nounci
Fig . 4. cooling of the most-slowly cooling bottle.
Effect of I ‘ Chimneys ” in a cradle on the
Air content of the sterilizer atmosphere It is known that the presence of air in steam
will reduce the transfer of heat to milk in bottles (Thiel &Burton, 1951). I t therefore seemed likely that insufficient air-venting was responsible for the variations in atmosphere and milk tempera- tures found experimentally.
Measurements of air content in the sterilizer atmosphere were made at different times during the treatment period. The atmosphere at any point in the sterilizer was sampled by means of a tube passing from the sampling point through a gland in the wall of the vessel. The content of air in the emerging gas was obtained by measuring its saturated temperature a t atmospheric pressure and referring to tables of saturated water vapour pressures at different temperatures. Details of this method will be published elsewhere. Six sampling points were used, a t each end and at the centre of the pressure vessel both at the top and bottom. On several occasions all sampling points were located at various heights in a single cradle.
The air contents measured during normal oper- ation of a sterilizer are given in the first part of Table 6 (see page 106). Air venting was then under the control of a temperature-sensitive valve

TABLE 6 Air concentrations throughout the sterilizer as operated originally and atter improving the air-venting arrangememta
Top front
Time in minutes
from start
16 29* 36
6 8
1 1 14 1 s t
Top Middle
yo residual air in the sterilizer atmosphere at :
Bottom front Bottom middle Bottom rear
0.0 0 .9 I A::
Time in minutes
from
Top rear
yo residual air
Top.. . . . . . . . . . . . . . . . . . . . .Bottom
- 19 18
5 8
11 14 16
86+ 32
86+ 86+ 86+ 86+ 86+ 86 19 16 16 18 25 28 2 .9 2 .9 2 . 6 2 . 3 2 . 9 3 .2 0 .0 0 . 4 .04 0 . 4 0 .9 0 .4 0.0 0.0 0 .0 0.4 0.4 0.0
4.6 1 .2 0 .3
61 35 33
32 16 23
47 30 23
86 + 2 .9 2 .9 3 .2
1 ::+ ~ 24 82 16
O e 3 0 .0 I 0.0 0 . 3 I 0.0 O V 9
* The automatic. air vents closed at this time. t Air vents closed manually at this time.
TABLE 7
in one cradle Air concentrations measured at different vertical positions
r E M PE RATUAE (OC,
Both the rate and completeness of air-removal were improved by providing more outlets under manual control on the top of the vessel, by increasing the steam input-rate to 2,200 lb per hr., and by extending the steam distributors both to the door and the back of the pressure vessel. Air concentrations measured throughout the venting period are given in the lower part of Table 6. More detailed measurements referring to the interior of a single cradle are given in Table 7.
Time-temperature curves relating to bottles and regions of the atmosphere showing the great- est divergence in temperature with the improved venting procedure in operation are given in Fig. 5. This figure should be compared with Fig. 2.
Fig. 5. Temperature at hottest and coolest $arts of the sterilizer atmos$here and of mi lk in bottles at these points , after ---- improved air venting.
- BOTTLE
I # I I I I 0 u) 20 so 40 60 ea 60
TIM& (hlfN)

I07
Discussion of the temperature and air-content results The measurements of temperature in the steri-
lizer taken during normal operation showed that the uniform treatment desirable in sterilizing processes was not being obtained. The tempera- ture variations between bottles a t the top and the bottom of the sterilizer, although small, imply a considerable difference in the effectiveness of the process at the two levels. It is possible to calculate the variation in the effectiveness if an assumption is made on the temperature character- istics of the sterilizing process. Clegg (1950) gives a figure showing the thermal death charac- teristics of a thermophilic spore-forming organism isolated from sterilized milk. Using this data, and a method similar to that described by Burton (1951), i t can be shown that the heat-treatment received by milk at the top of the sterilizer was eight times as severe as that received by milk at the bottom. This figure is necessarily some- what approximate, but it agrees well with the figures for the spoilage of milk subsequent to treatment in different parts of the sterilizer : 3.6% of bottles from the bottom of the sterilizer gave mesophile spoilage and 0.3% of the bottles from the top. The ratio of 12 : 1 is in general agreement with the ratio of treatment effective- ness calculated from the temperature data.
The measurements of air content during normal operation of the sterilizer given in Table 6 indicate clearly the reason for the variations in milk temperature : a true steam atmosphere was never approached. Low atmosphere and milk temper- atures occurred in parts of the sterilizer where the air content was particularly high, e.g. a t the bot- tom front of the sterilizer.
The importance of the elimination of air in sterilizer atmospheres in order to give a uniform temperature distribution and a controlled treat- ment with low spoilage is well recognized in the canning industry. The National Canners Associa- tion (1950) lays great stress on this point, and gives means by which the elimination should be carried out. It was demonstrated (see Tables 6 and 7) that there is no fundamental difficulty in removing air from a large sterilizing vessel of this type and making the treatment temperatures correspond- ingly more uniform, as long as suitable vents are provided and an adequate steam supply is avail- able. These are normally dependent on suitable initial design of the plant.
Other points of technique recommended by the National Canners Association can help to give improved results. For example, it is stated that steam should be injected vertically a t high velocity into the load to displace trapped air. It was possible to approach this condition in the experiments by replacing the chequer-plate floor by an open grid, and the resulting effect on the temperature variation can be seen in Fig 2.
During the heating period there was considerably less difference in the temperatures of hottest and coolest bottles when the open grid was used.
A more uniform distribution of temperature throughout the sterilizer should give many ad- vantages. For example for the same degree of browning of the milk at the top of the sterilizer the spoilage of milk at the bottom should be reduced twelve times. This should result in a reduction in the overall spoilage figures by about six times. However, it has not been possible to put to the test the bacteriological consequences of a uniform temperature distribution.
Wide temperature variations are also shown in the cooling curves (Fig. 3). These variations occur within individual cradles, and are largely due to the size of the block of crates. Bottles a t the upper centre of the cradle are not influenced at all by the external atmosphere conditions, since they are surrounded by a flow of hot air rising from other bottles. The temperature dis- tribution was improved by the removal of vertical columns of crates more by removal of the potent- ially-hottest bottles than by any improvement in the cooling of those which remained.
Although there was little evidence from the bacteriological results that slow cooling had any adverse effect on the milk, it must be considered undesirable on general grounds. In this case, it increased the severity of the treatment of bottles which had already received the maximum treatment in the sterilizer. This might result in an undesirable range of brownness in the treated milk.
The results show that slow cooling is inevitable if large blocks of hot crated bottles are built up. The experiments with two vertical columns of crates removed from the cradle, leaving one crate thickness all round, showed that this one crate thickness was sufficient to retard the cooling very considerably (Fig. 4). For optimum natural cooling conditions it appears that no more than one crate thickness of stacking is desirable.
BACTERIOLOGICAL EXPERIMENTS O N THE PRE- TREATMENT HANDLING
Plant sampling The results summarized in Table 3 showed a
significant increase in the thermophile spore content of the milk during passage through the plant, becoming more pronounced in the latter part of a day’s run. No similar increase was noted with mesophiles (Table l ) , but the numbers of mesophilespores involved were generally so low as to prevent conclusions being reached.
More detailed experiments were carried out to investigate the increase in the thermophile spore count, and to determine whether any single section of the plant was responsible for the con-

I08
C Into sterile bottle
tamination. Similar experiments were carried out to confirm that no increase in the mesophile spore content occurred.
The layout of the plant between the raw milk tanks and the filling point is shown diagrammat- ically in Fig. 6. Four points were available for
U W C l . A U * U TI*.
Into dairy bottle
Fig. 6. Layout of /we-treatment $lant. sampling, at the hopper (A) immediately after the raw milk tank, a t the homogenizer and filler balance tanks (B and C) and after the filler (D).
For the thermophile experiments, samples were taken on four occasions during the day, at the beginning of the run at 9 a.m., a t approximately 11.30 a.m. and 2 p.m., and at the end of the day's run at about 4 p.m. Samples were taken at A, B and C with sterile dippers and were transferred to sterile blood bottles. Approximately 500 ml. of milk was taken from each point. At the filler, one sample consisting of a normally-washed and filled pint bottle was taken, and a second con- sisting of milk filled into a laboratory-sterilized pint bottle.
Date
Date
Sampling point
Time Hopper Balance Balance Filler D I tagnk 1 ta;k 1- A Into sterile bot t l e - / Into dairy bottle
19.8.62
2.9.62
The samples were immediately iced. As des- cribed earlier, dilutions were made with sterile litmus milk after steaming to destroy vegetative cells or non-resistant spores.
Additional samples for mesophile-spore content were taken at the beginning and the end of the day's run. In view of the small number of mesophile spores found previously (Table l ) , larger samples were used in the dilution count technique to give spore counts per 1,000 ml.
The probable spore counts obtained from the results after incubation are given in Tables 8 and 9. There was a general build-up in the numbers of thermophile spores throughout the day. The counts for the raw milk were generally low, as were the figures for tanker milk given in Table 3. The most rapid increase in the'spore content occurred between the balance tank C and the filled bottles, i.e. the filler itself was a source of contamination. There was some slight but inconclusive evidence that the counts were higher with samples filled into bottles washed normally in the dairy than with samples taken into lab- oratory-s terilized bottles.
The mesophile spore counts gave no indication of any increase in spore content of the milk due to passage through the plant a t any time of the day, nor of any contamination from the washed bottles. The very low mesophile spore contents given in Table 1 were confirmed.
TABLE 8 Incidence per 100 ml. milk of thermophile spores in the plant during the day
I Sampling point
Time
9.16 a.m. 11.26 a.m.* 2.00 p.m. 4.16 p.m. 9.16 a.m. 11.26 a.mt 2.00 p.m. 4.00 p.m.
Hopper Balance A 1 tank
B
1 1
1 1 1 1 3
1
. 1 1 7: 1 1
8 1 8
0 1 0 0 13 3
13 -
0 0 1
11 10 13 36 36
0 1 8 17 3 13 17 110
80 80 4.00 p.m. 45 13 70
2.9.62 I 9.15 a.m. I 600

In view of the identification of the filler as the chief source of thermophile contamination, it was decided to carry out further investigations to localise the contamination in the filler. Swabs were taken of the outside of the filling tubes at intervals throughout the day. These showed a variable degree of contamination, which was least after the adhering milk residues had been removed by scraping, as was the normal practice several times a day. Counts on the milk residues ob- tained when the filler was being drained at the end of the run showed a relatively high spore content.
The fillers were of the vacuum type, with excess milk returning after the bottle was full via an interceptor chamber above the milk-tubes and a vertical central channel. In normal oper- ation, the interceptor chamber contained a considerable amount of hot milk foam, and it was considered that this was a possible source of the contamination which appeared when the filler was drained. Swabs were therefore taken of the interior of the interceptor chamber and of the surface of the baffle plate inside the chamber. These showed an extremely high level of con- tamination.
Systematic tests on a filler before and after com- plete stripping and washing showed a much de- creased spore content a t all points in the filler and in the milk handled by that filler.
_ _ seal
Swing stoppers Crowns, natural
cork inserts Crowns, com-
position cork inserts
Swing stoppers Crowns, natural
cork inserts Crowns, com-
position cork inserts
Type of closure To investigate the influence of the type of
bottle cap on spoilage, experiments were made on bottles taken from the normal dairy processing line closed with crown seals using both natural and composition cork inserts. At the same time, milk was filled into swing-stopper bottles with sterilized stoppers and rubber washers, the bottles then being immediately closed. These three groups of experimental bottles were then loaded into adjacent positions in a cradle and were subjected to the normal dairy sterilizing process. The crown-sealed bottles were treated in a horizon- tal position, while the swing-stoppered bottles were stacked vertically. After treatment and cooling, the bottles were incubated to detect any mesophile and thermophile spoilage as in previous tests. The experiment was carried out twice, and the results are given in Table 10.
There were no'appreciable differences between thermophile spoilages in the three cases; the slightly better result for swing-stoppered bottles is probably not significant. Mesophile spoilage was absent in bottles sealed with swing stoppers or with crown seals using natural cork inserts. Surprisingly, composition cork inserts with crown seals showed a comparatively high rate of spoilage. These results were obtained in experiments separated by several weeks. It is not possible
- Test 1
O/lS
0/15
2 /I5
7/18
10/15
8 /13
I09
rest 2
Ojl8
O/lS
5/18
9/18
5 /13
9/18
TABLE 10 Spoilage of milk in bottles with different types of seal
____I
Total -- 0/36
0/33
7/33
16/36
15/28
--
17/31
Incuba- tion
temper- ature
24°C. (75OF.)
63°C. (145'F.)
% Spoilage
0
0
21
44
53
55
to say whether the phenomenon was caused by the inserts or by the act of capping The com- position cork crowns were applied on the normal automatic machine: the natural cork crowns were applied on a small, hand-operated machine. The natural cork might be expected to show the higher spoilage, owing to the possibility of post-treat- ment leakage through the pores of the cork.
THE BROWNING OF MILK DURING STERILIZATION
The experiments described above indicated the importance of the browning reaction in milk sterilization. Since it is impossible to guarantee sterility, the degree of spore destruction which can be obtained in any individual process, and the keeping quality of the resulting processed milk, is directly related to the degree of brownness that can be tolerated. Little has been published on the characteristics of the browning reaction, and in particular there is little information on the temperature coefficient of the reaction velocity.
Brownness is a subjective quality, and is there- fore difficult to judge. No two persons' ideas on degree of brownness will agree, particularly if they are judging different milks in different surroundings. The purpose of these tests was to find some objective measure of milk brownness which could be universally used, to discover whether the reaction follows a normal course, and to obtain a value for the temperature coefficient of the reaction if possible.
Samples of brown milk were obtained by heating an individual bottle of homogenized milk in an atmosphere of steam. At intervals during the process, milk was syphoned off into a test tube and immediately cooled in ice water. By heating bottles in different steam atmospheres, a

I10
HEAT IN^ TlML (WIN)
Fig. 7. Variation of brownness with time and temperature.
18 100 - 105 110 115
TrP"...-"n* /**I
Fig. 8. Variation of rate of browning with temperature.
series of samples was obtained representing various holding times at different temperatures.
The first method of assessing brownness was a visual comparison with a graded series of stan- dards by a panel of three observers. The darkest milk of a series was taken and was diluted with the corresponding unheated, homogenized milk in the ratios 1:4, 2:3, 3:2, 4:1, to give brownness values of 0.2, 0.4, 0.6, and 0.8. The unheated milk corresponded to 0, and the darkest milk to 1.0. All samples were then judged by the panel of observers against this scale, results being given to a brownness value of 0.05. A t the same time, a sample of commercially-sterilized milk con- sidered to be of the maximum permissible brown- ness was tested.
The results of one such series of tests are shown in Fig. 7. The delay in the onset of browning is
caused by the lag in heating of the milk. The curves show that the progress of browning is linear at a constant temperature. Erom a series of such curves it is possible to calcdate a temper- ature coefficient, the Qlo*, for the reaction. Fig. 8 gives the logarithm of the rate of browning as a function of temperature, and since the curve is a straight line the Qlo is constant over the range of temperatures being considered. The actual value for the Qlo calculated from this set of experiments is 2.44, which agrees well with the values of about 2 which apply to most chemical reactions,
The results obtained by this method of sub- jective estimation of brownness were satisfactory, but it was felt that some more objective method by which the degree could be defined numerically should be found. Measurements were made of the variation of the reflectance of homogenized milk, both heated and unheated, using a Hardy automatically-recording spectrophotometert.
Fig. 9 shows the spectral variation of reflectance of unheated homogenized milk and of milk treated in an atmosphere of steam at1 15°C. for 40 min. and cooled in air. It can be seen that the effect of heating is to reduce the reflect- ance at shorter wavelengths.
To adapt this method to the measurement of browning, measurements of the reflectance of
* The Qla value for a readlon is defined as the amount by whioh the speed of the reaction Increases for a 10DC. rim In temperture. t We would like to aoknowledae the kind moperation of the Director and staff of the National Physical Laboratory. who provided tacU1tlm for them teats.

I l l
The percentage drop in reflectance at any wave- length can be used as a measure of the degree of brownness, and gives results which agree with those obtained subjectively. Satisfactory results are obtainable a t any wavelength where there is an appreciable loss of reflectance, i.e. at wave- lengths shorter than about 530011. The most convenient wavelength, however, is 520011, since it lies in a region of the spectrum (the green) a t which measurements can be made accurately, and since there is a characteristic drop in reflect- ance at this wavelength due to some compound formed as a result of heating. This wavelength was found to be the most useful by Nelson (1948 a) in work on evaporated milk.
A family of curves obtained at different temper- atures and times is shown in Fig. 1 1 . The similar- ity to Fig. 7 is immediately apparent. The cor- responding variation of the rate of the reaction with temperature is shown in Fig. 12 (see page 112). The temperature coefficient (Qlo) is again linear over the range of temperatures being considered,, and has a value of 2.68. This result is in close agreement with that obtained for a different sample of milk using subjective tests. Calculations based on the drop in reflectance at other wavelengths give Qlo values of 2.40 at 4200A and 2.75 at 4600A.
Measurement of reflectance loss is therefore a satisfactory method of measuring brownness, giving results which agree well with those ob- tained subjectively.
Nelson (1948 b) found that the brownness of evaporated milk increased semi-logarithmically with time for a constant temperature. These experiments did not confirm this result, the brownness increasing linearly with time. Nelson also found a time lag in the initiation of browning. There was no positive confirmation of this finding in these experiments, although some such effect cannot be excluded. The results up to the pre- sent suggest that the browning of milk on steri- lization is not autocatalytic.
dW0 ,000 0 0 4ooo wAv.ImMG7M (a)
Fig. 9. and unheated milk.
Spectral variation of reflectance of heated
I I
W.".,.*.,* ( A ) sow Moa ?M* +oOO
Fig. 10. Spectral variation of milk heated at 1 l0'T.l relative to unheated milk.
heated milk were made relative to a standard of the corresponding unheated milk instead of to a magnesium oxide standard. A family of curves obtained for milk heated in a atmosphere of steam at 110°C. for different times and cooled immediately in the manner previously described i shown in Fig. 10.
Fig. 11. Variation of rejlectance at 5200 A with time
temperature.
loss and

I12
0 110 115 100 105 TEHPLRATURS ('c)
Fig. 12. Variat ion of rate of rejectance loss with tem$erature.
It has been suggested that the colour of steri- lized milk changes on storage, but in fact the spectral variation of reflectance was found to be identical for milks 2 hours and 2 days after sterilization.
GENERAL DISCUSSION AND CONCLUSIONS It is well recognized in the dairy industry that
sterilized milk is rarely sterile. Assuming that the bacteriological flora involved in milk steri- lization is generally similar, it follows from these experiments that it is not possible to produce with certainty a sterile milk at the temperatures of treatment commonly used. As the time of treatment is increased to reduce the incidence of spoilage, the milk becomes unduly brown before sterility is approached. This conclusion must apply to milk processed in continuous sterilizers as well as to batch-sterilized milk .
The precise heat-treatment to which the milk is subjected, and hence the balance between spoilage and brownness, must be a matter for the dairyman to decide according to the conditions under which the milk is to be distributed. If milk is to be consumed within a few days, then the process need be less severe than if the milk is to be stored for weeks.
The degree of browning accepted, or demanded, by the consumer varies considerably and because the severi.ty of the treatment governs browning the particular process employed must be influen- ced by consumer reaction. As a general prin- ciple, however, it seems desirable to limit the browning as much as possible provided that the keeping quality of the milk is not adversely affected.
In the experiments described above, the Qlo of the browning reaction was found to be about 2.6. The Qlo for the destruction of spores in general (Rahn, 1945) and for thermophile spores
in sterilized milk in particular (Clegg, 1950) is of the order of 8-10. These figures indicate that lower degrees of browning for the same sporicidal effect can be obtained if the treatment tempera- ture is raised and the time correspondingly reduced. However, with in-bottle processes there is comparatively little scope for improve- ment by this means, since the minimum attain- able treatment time is limited by the thermal transfer characteristics of a full bottle of milk. A horizontal bottle of milk in an atmosphere of steam requires approximately 20 min. to reach a temperature 1°C. below that of the atmosphere. This therefore represents the minimum possible treatment time, and the maximum process temperature is correspondingly limited. No far- reaching, fundamental modifications to existing in-bottle sterilization processes, either batch or continuous, can therefore be envisaged. Im- provements must be sought in matters of detail.
In particular, there appears to be scope for improvement in the reproducibility and uniform- ity of the treatment in the batch process. The experiments showed a marked difference in the effectiveness of treatment in different parts of a sterilizer. This was found to be due to non- uniform temperature distribution which was itself traced to the presence of large quantities of air in the sterilizer atmosphere throughout the process. The problem of air venting was certainly aggra- vated in this case by the size of the vessels in- volved, but suitable measures enabled the air to be eliminated. It is our impression that as a general rule too little attention is given to the venting of milk-sterilizing pressure vessels in the industry, and that in fact the whole Operation of such vessels is on an unscientific basis. The canning industry which is closely akin to the sterilized milk industry places great emphasis on the correct operation of sterilizers. Many points of detail, such as the conditions for proper venting, control on temperature rather than on steam pressure, and suitable types of container for the load, are discussed by the National Canners Association (1950) in a bulletin on the operation of cannery sterilizers. We recommend this document to operators of milk sterilizing plants.
It is probable that mesophile spoilage is the more important in sterilized milk owing to the long storage periods a t normal temperatures to which the milk is sometimes subjected. Thermo- phile spoilage was not found in the dairy during these experiments, and it is unlikely that such spoilage would occur elsewhere than in the cradles during cooling because of the high incubation temperatures required. This was in spite of the fact that thermophile spores were present in the milk in some numbers before treatment, and were present in the majority of samples after treatment.
Although no spoilage as a result of slow cooling

I I3
was found, the experiments showed the extreme difficulty of cooling large numbers of hot bottles of milk by loss of heat to the atmosphere. To make the cooling as rapid as possible, it would seem desirable to stack the crates of bottles into blocks not more than one crate in thickness.
The proportion of spoilage is influenced not only by the severity of the heat'treatment, but also by the number of spores present before treatment, The number of spores in the milk as received a t the plant is beyond the direct control of the operator. The number is small, both for mesophiles and thermophiles, but changes in this small number may have a considerable effect on the degree of spoilage, particularly in the case of the mesophiles. With thermophiles there is the danger of contamination from the plant, which makes the final spore content less dependent on the raw milk quality. Although thermophile spoilage was not found to be important, such contamination is undesirable on general grounds. It can be restricted by more frequent cleaning of the olant, and particularly of the filler.
SUMMARY Bacteriological aspects of the batch-sterilizing
process as practised in one dairy, based on meso- phile and thermophile spore counts and an analysis of subsequent spoilage, have been examined. The results from the commercial process have been compared with those from processes on a pilot scale giving treatments of 100°C. for 90 min. and 113°C. for 35 min. The treatment at 100°C. gave unsatisfactory bacteriological results : 20% of the treated bottles showed mesophile spoilage within 7 days, while almost all the bottles gave thermophile spoilage. The 113°C. treatment gave milk which was free from mesophile spoilage after
10 weeks, while the thermophile spoilage was reduced to 29%. The colour of the milk was affected considerably by this treatment.
After treatment by the normal process in one of the dairy sterilizers, no spoilage occurred due to growth of thermophiles during the long cooling period. Slow cooling appeared to encourage subsequent mesophile growth slightly. Meso- phile spoilage was 12 times as great for bottles treated a t the bottom of the sterilizer than for those treated at the top. This was due to tempera- ture variations throughout the sterilizer, caused by large amounts of air in the steam. The effect of efficient air removal on the temperature dis- tribution is shown, and the influence of sterilizer operation on potential spoilage is discussed.
The number of mesophile spores in the milk a s received was normally below 5 per 100 ml. The number of thermophile spores in this milk was of the same order, but increased as the milk passed through the plant, particularly towards the end of the day's run. The filler was found to be the main source of this thermophile contamination.
Preliminary results are given on the browning of whole milk during sterilization. At normal processing temperatures it is difficult to produce effectively sterile milk without undesirable brown- ness.
REFERENCES
Burton, H. Burton, H. and Suffolk, 8. F. Clegg, L. F. L. W t r y of Health
National Canners Asfiociation
1951. Dairy Industries. 18, 9, 823. 1952. J . Sci. Ins:. 28, 11, 350. 1950. 1. Sac. Dairv Tech. 3. 4. 238. 1939. The Bacte;iological Exakinatwtr
of Water Supplies." Rep. Pubi. HUh. Med. Subjs. No.71. H.M.S.O.(London)
1950. Bulletin 26-L. Processes for Low-Acid Canned Foods i n M i f a t Containers." I Washineton. D.C.. U.S.A.b
Nelson, V. 19488. J . Dairy Scz. -31,'6, 409. 1948b. J . Dairy Scz. 31, 6 , 415.
Rahn, 0. 1945. Bacf. Reu. 8 , 1, 1. Thiel, C. C. and Burton, H. 1951. J . Dairy Res. 18, 3, 251.
A N OPEN INVITATION TO ALL MEMBERS
In conjunction with the National Dairyman's Association which will be holding its Annual Conference at the Linden Hall Hotel, Bourne- mouth, on the 25th/29th May, 1953, the Western Section has arranged a Joint Meeting for Friday 29th May, programme as follows :- 11.0 a.m." Pip& by J. W. Egdell on " Milk
Testing. " 2.30p.m. Talk byuA. W. Marsden on some as-
The meeting will terminate a t about 5.0 p.m.
pects of dairying in America. Discussions will follow both papers.
but as it is the last day, the Conference will close with a Cabaret Show and Dance later the same evening.
The N.D.A. have extended a cordial invitation to all Members of the Society to attend through- out the Conference. Members who cannot attend full time will be particularly welcome on the day of the Joint Meeting.
Members requiring accommodation are advised to communicate. with the Conference Secretary, National Dairyman's Association, 37, Queen's Gate, London, S.W.7.


























![[Micro] sterilization](https://img.pdfslide.us/doc/110x75/55d6fc4dbb61eb012b8b47de/micro-sterilization.jpg)

