-
Ni
O: Cgy, P
Article history:Received 4 January 2013
Accepted 6 March 2013Available online 9 April 2013
Keywords:WC-Ni claddingLaser claddingErosion wear
We investigated the solid particle erosion behaviour of
WC-reinforced Ni-matrix based laser clad layersto improve the
performance of engineering components for potential power plant
applications.
erosion because it is the consequence of a series of
essentially
contact the component surface for a very short duration [2].
ayerss aref thesition
with a dened distribution of ingredients within the material
can
properties [5]. These useful engineering properties (such as
hard-
Contents lists available at SciVerse ScienceDirect
lse
Optics & Laser
Optics & Laser Technology 50 (2013) 155162strength of these
materials can be tuned by adding an adequateE-mail address:
[email protected] (C.P. Paul).Recently, metal matrix composites
(MMCs), which consist of hard ness, specic modulus, strength,
thermal stability and wearresistance) are extending the list of
engineering applications forMMCs. In these materials, the bulk
hardness is governed by thehard particles (such as WC, TiC or
Cr3C2) while the toughness and
0030-3992/$ - see front matter & 2013 Elsevier Ltd. All
rights
reserved.http://dx.doi.org/10.1016/j.optlastec.2013.03.002
n Corresponding author. Tel.: 91 731 248 8384; fax: 91 731 248
8380.independent but similar impact events in which hard particles
be used to make MMCs with a tailored set of useful
engineeringengineering systems, including steam and jet turbines,
pipelines,valves used in slurry transportation of materials and
uidised bedcombustion systems [1]. SPE is different from other
forms oferosion such as liquid impact erosion, slurry erosion and
cavitation
been widely investigated in an effort to obtain protective
lagainst erosive wear [4]. In principle, an innite range of
MMCpossible with variations in the types and compositions ometal
and ceramic. A suitable process of controlled compoSolid particles
entrained in a uid stream can strike a surfacewith high-velocity,
which results in material loss known as solidparticle erosion
(SPE). The phenomenon is useful in sand-blasting,high-speed
abrasive water jet cutting, shot peening of rotatingcomponents and
cutting of hard and brittle materials such as rockby abrasive jets.
However, SPE is considered undesirable in many
of wear [3]. The erosion resistance of the surfaces is not
onlyinuenced by the impact angle, particle velocity and
environ-mental temperature but also depends strongly on the
depositiontechnique. Many deposition techniques such as thermal
spraying,sputtering, cladding, physical vapour deposition, chemical
vapourdeposition, detonation spraying and electro-spark detonation
have1. IntroductionWC-reinforced Ni-matrix based laser clad layers
having various compositions of WC (5, 10 and 15 wt%)were deposited
on austenitic stainless steel substrates. The laser clad layers
were characterised usingoptical and scanning electron microscopy,
microhardness testing and air-jet erosion testing. In solidparticle
erosion studies using the air-jet erosion tester, the set of
testing parameters, including air-erodent compositions, erodent
particle velocities and impact angles, was selected by using the
Taguchitechnique. The morphologies of the worn surfaces were used
to predict the wear mechanisms. Theresults of a microstructural
examination of the cross-sections of laser clad revealed a good
metallurgicalbond between the WC-reinforced Ni matrix and the
austenitic stainless steel substrate. Dissociation/partial
melting/full melting of WC particles was not observed in the laser
clad layers. The microhardnessvalue in the laser cladding zone was
between 9002400 VHN, while it was 230270 VHN on thesubstrate. The
results of erosion wear studies of the WC-Ni laser clad surface
revealed that the erosionbehaviour of the WC-Ni laser clad is
primarily governed by erodent jet velocity followed by impact
angle.The erosion does not much depend on the Ni-concentration in
the MMC or the erodent feed rate. Thewear signature at the erosion
wear surface indicated that the erosion was primarily governed by a
ductileerosion mechanism followed by the removal of WC particles
from the matrix. The erosion resistance ofthe Ni-clad layer with WC
was found to be at least four times higher than that without WC
particles. Thequantied contribution of various erosion parameters
is useful for function-based design of componentswith extended
service life.
& 2013 Elsevier Ltd. All rights reserved.
and brittle particles or bres embedded in a tough metal
binder,are nding increasing attention for the control and
minimisationReceived in revised form16 February 2013Solid-Particle
Erosion Behaviour of WC/Different Contents of WC Particles
C.P. Paul a,n, S.K. Mishra a, P. Tiwari b, L.M. Kukreja a
a Laser Materials Processing Division, Raja Ramanna Centre for
Advanced Technology, Pb Indus Synchrotrons Utilisation Division,
Raja Ramanna Centre for Advanced Technolo
a r t i c l e i n f o a b s t r a c t
journal homepage: www.eComposite Clad layers with
AT, Indore (M.P.) 452 013 INDIAO: CAT, Indore (M.P.) 452 013
INDIA
vier.com/locate/optlastec
Technology
-
identify the zone of optimal processing parameters, a number
of
C.P. Paul et al. / Optics & Laser Technology 50 (2013)
155162156amount of metallic matrix/binder (such as Co, Ni, Fe,
Ni-Fe orNi-Fe-Co). For a WC reinforced metal matrix, Co is
preferred as abinder due to its excellent wettability, and the
WC-Co combinationis known for high hardness and outstanding
toughness [6]. Nickelis employed as a binder for specialised
applications where highhardness and resistance against thermal
cracking or corrosion/oxidation resistance are required along with
wear resistance[711]. To date, many researchers have reported the
laser claddingof Ni-based alloys with WC to produce a metal matrix
composite(MMC) [1215]. Hidouci et al. [16] tried to pre-heat the
substrateduring laser cladding of 50 wt% Ni50 wt% WC to avoid
cracking.Zhong et al. [17] studied the formation of a WC-Ni
hard-alloy lasercladding using a W-C-Ni powder blend, and they
observed step,twist and cross growth morphologies of the WC. The
abrasionwear of cemented carbide laser-clad surfaces is widely
repre-sented in the literature [18,19]. Acker et al. [20]
investigated theinuence of the concentration and size of WC/W2C on
the abrasionwear resistance of a laser-clad MMC. They found that an
increasein concentration of the carbides and/or a decrease in their
sizewere favourable trends for the two-body abrasive wear
resistance.A small concentration of ne carbides was sufcient to
reducewear considerably, and the wear coefcient decreased
logarith-mically with the concentration of carbides. Investigations
byBonny et al. [21] indicated that WCNi cemented carbide
hadpromising friction and wear properties under dry sliding
contact.They found that cemented carbide with a reduced binder
phaseenhanced the abrasion wear resistance considerably. Huang et
al.[22] studied the abrasion wear behaviour of WC-Ni clad
layersproduced with a pulsed Nd:YAG laser and found that the
abrasionwear of the laser clad layers was 23 times higher than that
of anunclad H13 substrate. In general, measurements of abrasion
wearare relatively straightforward in terms of experimental
procedure,material response to testing and test rig congurations.
Moreover,abrasion wear behaviour can be understood in terms of
mechan-ical properties of the materials [23]. However, the erosion
wearbehaviour requires a deeper understanding beyond the
mechan-ical properties of the materials. Desale et al. [24]
investigated theslurry erosion behaviour of various laser
hard-faced materials onlow-carbon austenitic stainless steel. Kleis
and Kulu [5] studiedvarious material properties such as hardness,
Young's modulus,porosity, phase composition and microstructure of a
hard metalcoating and could not establish a detailed interpretation
of theerosion wear resistance of each composition. Classical
brittlematerials (such as glasses and ceramics) have been
investigatedfor lateral, cone and median cracks created by the
impact of asingle particle, and it was found that erosion was due
to theformation of lateral cracks on the target surface leading to
removalof the material [25]. Recently, Jana and Stack investigated
thethreshold velocity criteria in the modelling of the solid
particleerosion of WC/Co MMCs [26]. In ductile materials, erosion
initiateswith a localised deformation near the surface region that
leads tolip formation, and when the inertial stress exceeds the
ultimatestrength of the material, the lip is removed from the
material [27].In contrast, cemented carbides did not behave in a
classical brittlemanner when subjected to an erosive uid jet at
least on themicroscopic scale. At this scale, they could sometimes
behave in aductile manner or display some attributes of both
ductile andbrittle behaviour. The combination of test conditions
and materialproperties/microstructure determined the response of a
particularcemented carbide to a uid jet in terms of severity and
the nature(brittle or ductile) of the erosion [26]. The erosion
behaviour ofWC-reinforced Ni-matrix laser-clad layers has not been
widelyreported. Hence, we have undertaken the deposition of a
WC-reinforced Ni-matrix using laser cladding and a systematic
inves-tigation of the erosion behaviour of these layers. In the
present
study, multi-layer overlapped laser cladding of WC-Ni was
carriedsingle tracks with different processing parameters were
deposited.The deposited tracks were rst examined visually. Uniform
trackswithout visual defects (such as pores, an irregular surface
or carbondeposition adjacent to the tracks) on and near the track
surface wereselected, and their cross sections were examined more
fully. Processparameters that led to laser cladding with a track
aspect ratio (i.e.,the ratio between clad width and clad height)
greater than ve werechosen because it is well-established that use
of laser cladding withan aspect ratio less than ve leads to
inter-run porosity [32]. Thechosen process parameters have the
following ranges: laser powerout for three different Ni
compositions (5, 10 and 15 wt%) on anaustenitic stainless steel
substrate using a 3.5 kW continuous-wave CO2 laser-based rapid
manufacturing system. The micro-structure of the clad layers was
investigated using optical micro-scopy. The microhardness of the
clad layers was measured using aVickers microhardness tester. The
solid particle erosion behaviourof the laser clad specimens was
examined using an air-jet erosionsetup at various air-erodent
compositions, erodent particle velo-cities and impact angles.
2. Experimental Procedure
The present study was carried out using a CO2 laser
basedcladding system consisting of an indigenously developed 3.5
kWcontinuous-wave CO2 laser system [28], a co-axial
powder-feedingnozzle with a volumetrically controlled powder feeder
[29] and a5-axis CNC laser workstation. The CO2 laser beam was
transferredto the 5-axis CNC laser workstation by steering the beam
withwater-cooled gold-coated plane copper mirrors. A concave
mirror(radius of curvature600 mm) at an inclination angle of
approxi-mately 221 was used to focus the laser beam at the laser
work-station, and a defocused beam with a diameter of
approximately1.2 mm was delivered at the substrate. The beam
intensity proleof the CO2 laser used was nearly a at-top due to the
multi-modelasing [30]. The at-top beam intensity prole is preferred
becauseit leads to nearly uniform heat input at the irradiated
surfaceacross the beams cross-section. Argon gas was used as a
shieldingand carrier gas. The particle size range of the powder
used in thepresent study was 45106 mm and 2575 mm for WC and
Ni,respectively. WC particles were agglomerated and had
nearlyspheroidal morphology. This particular range of particle size
wasselected as smaller sized particles tended to y due to the
highsurface-area-to-weight ratio while larger sized particles
sufferedpoor absorption of the laser energy and subsequent poor
wettingduring laser cladding. WC and Ni powders were pre-mixed
inthree different ratios (5, 10 and 15 weight % of Ni). In the
followingsection, the ratios of WC and Ni are designated as WC-5Ni,
WC-10Ni and WC-15Ni for 5, 10 and 15 wt% of Ni-concentration inMMC,
respectively. The present investigation was limited to WC-15Ni
because there was a dip in the erosion loss for the MMC with10%
matrix phase [6]. The laser cladding process was carried outon
austenitic stainless steel AISI 316 L substrates of diameter75 mm
and thickness 12 mm. Prior to the experiments, thesubstrates were
sand-blasted to roughen the machined surfacein order to increase
the laser absorption [31].
To optimise the process, a number of tracks were deposited
atdifferent process parameters. This choice was critical as
excessiveheating or partial melting of the WC resulted in a
carbondeciency in the MMC due to precipitation of carbon as
graphite.
2WCW2CC 1This graphite reacted with atmospheric oxygen and
formed CO
and CO2, which often appeared as gas porosity in the MMC. Tofrom
1.01.5 kW; scan speed from 0.20.5 m/min; and powder feed
-
rate from 58 g/min with an argon gas ow rate at 10
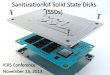
lpm.Subsequently, multi-layer overlapped tracks were deposited
withthe chosen process parameters. The scheme of the overlap
isdescribed in Fig. 1. Generally, the overlap between two
adjacentclads is kept between 50% and 60% to reduce post-cladding
machin-ing work [33]. A 60% overlap was used in our present
experiment.The deposited multi-layer overlapped tracks were cut,
polished andprepared for various material characterisations. The
microstructureof the clad layer was assessed using optical
microscopes (NisshoOptical TZ-240 and Olympus PME3). Vickers
microhardness mea-surements were performed on the cross-sections of
the laser cladsamples using a Leitz Mini load-2 microhardness
tester with a load of200 g as per ASTM standard [34].
The erosion behaviour of the laser clad samples was
evaluated
Erosion resistance, Re 1E: 4
The Taguchi method is a proven and reliable method to
evaluateseveral design parameters simultaneously with a lower
number ofexperiments [35]. In the present study, comprehensive
experimentswere designed as per the orthogonal L9 array of the
Taguchi methodto understand the effects of Ni-concentration in the
MMC, erodent jetvelocity, erodent feed rate and impact angle on the
erosion wearvalue. Table 1 presents the control factors and their
values as used in
per unit amount of powder fed. The laser energy per unit amount
of
C.P. Paul et al. / Optics & Laser Technology 50 (2013)
155162 157under simulated test conditions using an air-jet erosion
tester. Thetester consisted of an erodent hopper with vibrator, a
volumetricallycontrolled feeding device for the erodent, a tungsten
carbide nozzleand the target mount. Alumina (Al2O3) particles with
an averageparticle size of 50 mmwere used as the erodent powder.
The erodentpowder was lled into the hopper and fed to the air line
through avolumetrically controlled feeding device, i.e., a vertical
rotatinggrooved disk. At the end of the air line, there was a
tungsten carbidenozzle with a hole of 1.5 mm diameter to force out
the air-erodentmixture at high velocity. The mass ow of the erodent
powder wassimply controlled by manipulating the rotational speed of
the feedingdevice while the airline pressure was varied to achieve
the desirederodent velocity on the target. The target mount had a
rotationmount that allowed the option of setting the jet impact
angle () atthe target in the range of 01 - 901. The jet impact
angle () is theangle between the direction of jet ow and the
target. The distance(h) between the nozzle exit and target was kept
to 10 mm.
The erodent jet velocity was measured using a rotating
doubledisc setup where the upper disc had a slit and the lower disc
hadno slit. In the double disc setup, the gap between the upper
andlower disc was l. The set up was rotated at N rpm, and there was
anangular offset of in erodent impact impression on the lower
discwith respect to the slit. The erodent jet velocity was
computedusing the following relation:
v 2Nl60
m=s 2
The erosion experiments were carried out on laser clad samplesat
different erodent feed rates, erodent jet velocities and
impactangles for a 2 minute duration using this air jet erosion
setup. Foran erosion experiment of t minutes with a mass loss of
the laserclad samples W at an F g/min erodent feed rate, the
erosion valueand resistance can be calculated by the following
equations:
Erosion value, E WFt
3Fig. 1. The scheme of overlapping (W - Track width, x
Transverse traverse).powder fed (Ep/m) is the ratio of laser power
(PL) to the powder feedrate (mp). Mathematically,
EP=m PLmp
kJ=g 6
The compilation of data illustrates that a laser energy per
unitamount of powder fed in the range of 1015 kJ/g was a
primaryrequirement for successful track deposition in the range of
proces-sing parameters under investigation. When the laser energy
per unitamount of powder fed was lower than the specied range,
discon-tinuous tracks with non-uniform cross sections were
observed.The value of this parameter was more critical for laser
cladding of
Table 1Control factors & their levels, as per Taguchi L9
experiment.
Control Factors Levels
1 2 3
A Ni-concentration in MMC ( wt% ) 5 10 15B Erodent jet velocity
(m/s) 30 50 70C Erodent feed rate (g/min) 2 3 4D Impact angle (1)
90 60 30the experiments. After conducting the experiments as per
the L9orthogonal array, the results were converted into
signal-to-noise(S/N) ratio data by applying the criterion that the
smaller the values,the better. The the-smaller-the-better criterion
is chosen becausethe quality characteristic is erosion wear value.
This criterion is givenby the following:
SN 10log10
1nn
i 1yi
" #5
where n represents the total number of tests in an experi-mental
trail (n3) and yi represents the erosion wear value of thespecimen
corresponding to the ith test (i1, 2 or 3).
3. Results and discussion
3.1. Effect of processing parameters
As discussed in the previous section, the process window
isidentied by experimental trials. First, a number of single tracks
withdifferent processing parameters were deposited, and the
depositedtracks were examined visually. It was observed that for a
constantlaser power and powder feed rate, a lower scan speed caused
themelt-pool liquid state to exist for a longer time before being
bondedand solidied; this in turn resulted in the formation of a
good WC-Nimetal matrix. At very low scan speeds, there was
deposition of acarbon powder, which was mainly generated due to
decompositionof WC particles, adjacent to the deposited track. An
increase in thescan speed resulted in lower energy per unit length
and higheramounts of powder fed per unit length, which led to a
reduction inmelting of the binder and a narrower track width.
Considering thisobservation, the effects of the processing
parameters on lasercladding of WC-Ni were compiled as a function of
the laser energy
-
WC-5Ni. When the laser power energy per unit amount of powderfed
was more than the specied value, a dissociation of WC particlesand
black deposits adjacent to the tracks were observed, and this
wasundesirable. The observations were the same for multi-layer
singletrack and multi-layer overlapped track depositions.
3.2. Microstructural examinations
The laser clad was continuous and free from any visible
defectsfor all the samples under investigation. Fig. 2 (a) and (b)
showtypical cross-sections of laser clad for WC-10Ni and
WC-15Ni,respectively. A few cracks at isolated locations were
observed forWC-5Ni and WC-10Ni samples. These cracks were mostly
betweenthe adjacent tracks and one end of the crack was at the top
of cladtrack while the other was at a WC particle in the Ni matrix.
WCparticles were observed on the path of cracks. These are
primarilydue to thermal mismatch in the MMC and specically in the
regionof overlapped tracks. The top surface of the deposits was
unevenand had some porosity in all samples. The clad-substrate
interfacewas free from defects for all samples except for WC-5Ni
samples.The defects for WC-5Ni samples were primarily due to
theunavailability of the Ni matrix at the interface during
lasercladding. No measurable dilution was observed in any
samples.The bulk of the laser clad was mostly free from volume
defects,like- porosity and lateral cracks.
A uniform dispersion of WC particles in Ni matrix was
observedacross the clad cross-section in all of the samples under
investiga-tion. Few WC particles could reach deep down to the
substrate dueto the high density. A similar trend was observed in
our earlier workon laser cladding of WC-12Co [36]. As expected,
there was a visible
C.P. Paul et al. / Optics & Laser Technology 50 (2013)
155162158Fig. 2. Typical cross section of laser clad layer for (a)
WC-10Ni and (b) WC-15Ni.
Fig. 3. Typical distribution of WC particles in Ni matrix for
(a) WC-5Ni, (b) WC-
10Ni and (c) WC-15Ni.
-
difference in the distribution of WC particles in a Ni matrix
for thesamples of different compositions. Fig. 3 (a), (b) and (c)
present thetypical distribution of WC particles in the Ni matrix
for WC-5Ni,WC-10Ni and WC-15Ni, respectively. The densities of WC
particlesin Ni matrix lined up in descending order for WC-5Ni,
WC-10Ni andWC-15Ni. A dendritic microstructure was observed in the
Ni matrix.The orientation of the dendrites was perpendicular to the
clad-substrate interface (as shown in Fig. 4 (a)), and this is
primarily dueto a larger cooling contribution from the substrate.
It is interestingto observe that the orientation of dendrites was
almost radiallyoutward around the WC particles (refer to Fig. 4
(b)); this occursbecause the superior thermal properties of WC
particles acted as aheat sink in the Ni matrix and gave rise to a
radial solidicationfront around the WC particles. The
dissociation/partial melting/fullmelting of WC particles was not
observed in the laser clad layers asthe sharp corners of the WC
particles were found intact in the laserclad layers.
3.3. Microhardness Measurement
Microhardness measurements across the transverse cross-section
of the laser clad WC-Ni samples were carried out using
amicrohardness tester. Fig. 5 shows the results of the
microhardnessmeasurements. The substrate side and the top side are
shown on
the left and right hand sides, respectively. The value of
microhard-ness in the laser cladding zone was between 9002400
VHN1.961 Nwhile it was 230270 VHN1.961 N on the substrate. There
were somepeaks in microhardness where the measurement was directly
on ahard WC particle. A distinct gradient in the microhardness
isobserved as the distance approaches near the interface. There
wasnot much variation in the microhardness betweenWC-5Ni andWC-10Ni
while the microhardness for W-15Ni was relatively low. Thisvalue is
attributed to the higher concentration of the softer Nimatrix.
3.4. Solid Particle Erosion Studies
The Taguchi method is a statistical method that
involvesinvestigating the effect of process control parameters
throughthe robust design of experiments. Unlike conventional full
factorialdesign of experiments, the Taguchi method uses
predenedcombinations of parameters (as per an orthogonal array)
togenerate the necessary data. The data from the arrays can be
C.P. Paul et al. / Optics & Laser Technology 50 (2013)
155162 159Fig. 4. Optical micrograph presenting microstructure (a)
at the bulk clad layer, and
(b) at substrate-clad interface for WC-Ni deposits.analysed by
plotting and performing a visual analysis, an analysisof variance
(ANOVA), a bin yield with Fisher's exact test or a Chi-squared
test. These analyses or tests are used to determine theeffect and
contribution of various individuals/combinations ofindividual
parameters on the process with a minimal amount ofexperimentation,
which saves time and resources. In the presentstudy, the results of
comprehensive experiments that were carriedout as per an L9
orthogonal array of the Taguchi method arepresented in Table 2.
Fig. 6 presents the effect of variation of one offour parameters at
a time (Ni-concentration, erodent jet velocity,erodent feed rate
and impact angle) in terms of S/N ratio. It wasobserved that the
width of the eroded pit (presented in column 8,Table 2) was
increased with an increase in the velocity, and thesmallest width
was obtained at 30 m/s. This effect occurs becausethe erodent jet
diameter at the impact plane increases withincreased erodent
particle velocity. The length of the eroded pit(presented in column
9, table 2) increased with a decrease in theimpact angle, and the
longest length was obtained at an impactangle of 301. The effect of
individual parameters was evaluatedusing the Taguchi method. The
analysis of means (ANOM) test wasperformed by averaging the
resulting S/N ratios for each of theparameter levels. Table 3
presents the effect of parameters on theerosion wear from one level
to another as computed from theresults of the ANOM test. The
analysis revealed that the contribu-tions of Ni-concentration in
the MMC, erodent jet velocity, erodentfeed rate and impact angle to
the erosion are 4%, 63%, 6% and 28%,Fig. 5. Value of microhardness
measurement of various WC-Ni laser clad samples.
-
M(g/
2.94.83.31.2
C.P. Paul et al. / Optics & Laser Technology 50 (2013)
155162160Table 2Data summary of the erosion wear experiments.
Expt.No.
Ni-concentration inMMC (wt %)
Erodent jetvelocity (m/s)
Erodent feed rate(g/min)
Impactangle (1)
1 5 30 2 902 5 50 3 603 5 70 4 304 10 30 3 30respectively. Thus,
the erosion behaviour of the WC-Ni laser clad isprimarily governed
by erodent jet velocity followed by impactangle. It does not much
depend on the Ni-concentration in theMMC or the erodent feed rate.
The curve in Fig. 6 for Ni-concentration in the MMC showed that
there was not muchvariation in the erosion wear value for WC-5Ni
and WC-10Ni,but the value increased for WC-15Ni. As the erodent
feed rate wasincreased, the result was an increase in the number of
particlesimpacting on the laser clad surface, and the erosion wear
value
5 10 50 4 90 4.36 10 70 2 60 9.27 15 30 4 60 1.58 15 50 2 30
2.39 15 70 3 90 6.1
Fig. 6. Effect of Ni-concentration, erodent jet velocity,
erodent feed rate and impactangle on erosion wear in terms of S/N
ratio.
Table 3Analysis of erosion value data.
Average n by Factor Level (dB) DegreeofFreedom
SumMeanSquares
MainEffectSquare
%Contribu-tion
F
Factor 1 2 3
A Ni-Conc.(wt%)
53.62 53.55 55.76 2 9 5 4
B Erodentjetvelocity(m/s)
59.87 53.44 49.63 2 161 80 63 17
C Erodentfeed rate(g/min)
52.72 54.44 55.78 2 14 7 6 1
D Impactangle (1)
52.17 52.49 58.27 2 71 35 28 7was increased. The trend conrms
the general behaviour oferosion wear resistance [37]. The curve for
erodent jet velocityshowed that the erosion value decreased with an
increase in theerodent jet velocity. This may be attributed to the
combinedeffects from the formation of a blanket by ricocheting
erodentparticles and the fracture of erodent particles during
collisionswith the MMC. When erodent particles with reasonably
highvelocity strike the surface, they ricochet and interrupt the
incom-ing path of the erodent jet by forming a blanket. Though
theexplanation of the results is logical and closely associated
withrealistic conditions, there is some apprehension about the
resultsof the air jet erosion testing for very high velocities due
to theblanket effect. As relevant testing and simulation is a
tricky topicthat needs special attention, it is proposed that an
alternative testis needed to evaluate the material performance at
such highervelocities. Fracturing of the erodent particles results
in a reductionof the impact pressure on the target and subsequently
lowers theerosion value. The relationship between critical erodent
particlesize (dF) and erodent particle velocity (V) was given by
[37] as
dFKcpHp
2 Hp1=2Ht
1=6 1=3V2=3 7
where Kcp, Hp and are the fracture toughness, hardness
anddensity of the erodent particles (Al2O3), respectively, and Ht
is thehardness of the target material (WC). Eq. 7 indicates that
smallerparticles also become fractured at higher erodent particle
velocity.The size distributions of the erodent particles before and
after theerosion test were also evaluated. A lesser number of
fracturederodent particles was found at lower erodent velocity, and
thenumber found increased for higher values of erodent velocity.
Thecurve for impact angle showed an increase in the erosion value
asthe impact angle was changed from 901 to 301. Change in the
ean erosion valueg x 103)
S/N(dB)
Maximum width oferoded pit (mm)
Maximum length oferoded pit (mm)
3 55.45 1.08 3.105 51.06 3.20 4.801 54.37 2.25 2.900 63.19 2.65
8.055 52.00 3.25 4.175 45.45 3.50 4.735 60.96 3.03 3.208 57.26 3.20
6.300 49.06 4.00 4.30impact angle from 901 to 601 did not inuence
the erosion wearvalue much, but a similar variation from 601 to 301
resulted in alarger difference in erosion wear value. This
difference occursbecause of a change in the mechanism of erosion
wear from thebrittle mode to the ductile mode. A similar trend was
observed forHVOF-sprayed WC-Ni coatings by Berger et al. [38].
Figs. 7(a)(c) present micrographs of the eroded pits. The depth
ofthe eroded pit was reduced as the impact angle changed from 901
to301. These micrographs clearly indicate that the ow of the
matrixmetal and total erosion were primarily governed by a ductile
erosionmechanism. Fig. 8 presents a typical eroded pit. The
presence ofmicro-pores on the eroded pit surface shows that WC
particulateswere removed after the removal of the softer Ni-metal
matrix. Theerosion value of the Ni-clad layer with WC was found to
be at leastfour times higher than that without WC particles. This
ndingreconrmed that the introduction of WC particles with a Ni
matrixincreased the erosion resistance properties.
-
C.P. Paul et al. / Optics & Laser Technology 50 (2013)
155162 1614. Conclusions
In the present study, the laser cladding of WC reinforced
Nimatrix on austenitic stainless steel was carried out for
threedifferent WC-Ni ratios (5, 10 and 15 wt % of Ni). The
successfuldeposition of fully dense and crack free WC-Ni clad
layers for WC-15Ni with a defect-free interface and low dilution
was demon-strated. During the microscopic study,
dissociation/partial melting/full melting of the WC particles was
not observed in the laser cladlayers as the sharp corners of WC
particles were found intact in
and WC-15Ni. A dendritic microstructure was observed in the
Ni
Fig. 7. Macrograph showing the eroded surface signature for
solid particle erosionat various impact angles (a) 901, (b) 601 and
(c) 301.matrix. The orientation of dendrites was perpendicular at
the clad-substrate interface due to larger cooling from the
substrate. Theorientation of dendrites was almost radially outward
around theWC particles because these particles acted like heat
sinks due totheir superior thermal properties. The value of
microhardness inthe laser cladding zone was between 9002400
VHN1.961 N while itwas 230270 VHN1.961N on the substrate. The
result of the erosionwear studies of the WC-Ni laser clad surface
revealed that theerosion behaviour of WC-Ni laser clad is primarily
governed byerodent jet velocity followed by impact angle. The
erosion doesnot much depend on the Ni-concentration in MMC or the
erodentfeed rate. The decrease in erosion wear value with
increasingerodent jet velocity was observed due to the combined
effect ofblanket formation by the ricocheting erodent particles and
thefracture of erodent particles during impact. The signature
wearseen at the erosion wear surface indicated that the erosion
wasprimarily governed by ductile erosion mechanisms followed by
theremoval of WC particulates from the matrix.
Acknowledgement
The authors thankfully acknowledge the technical support ofthe
laser clad layers. The microscopic studies also showed that theWC
particles were uniformly distributed in the Ni matrix, andtheir
densities were in a descending order for WC-5Ni, WC-10Ni
Fig. 8. Macrograph showing sites of removed WC particulates from
laser clad layer.Dr. Atul Kumar, Mr. P Bhargava, Mr. C H Premsingh,
Mr. S K Perkar,Mr. N K Mourya and other members of the Laser
Material Process-ing Division during the course of the presented
study.
References
[1] Finnie I. Erosion of Surfaces by solid particles. Wear
1960;3:87103.[2] Stachowiak GW, Batchelor AW. Engineering
Tribology. Burlington: Elsevier
Butterworth-Heinemann; 2005.[3] Chawla N, Chawla KK. Metal
matrix composites. New York, NY: Springer
ScienceBusiness Media Inc; 2006.[4] Klies I, Kulu P. Solid
Particle Erosion: Occurrence, Prediction and Control.
London: Springer-Verlag London Limited; 2007.[5] Rohatgi PK.
Metal matrix composites. Def. Sci. J 1993;43:32349.[6] Upadhyaya
GS. Cemented Tungsten Carbides Production, Properties and
Testing. New Jersey: Noyes Publications; 1998.[7] Wittmann B,
Schubert W -D, Lux B. WC grain growth and grain growth
inhibition in nickel and iron binder hardmetals. Int. J.
Refract. Met. Hard Mater2002;20:5160.
[8] Engqvist H, Axen N, Hogmark S. Tribological properties of a
binderlesscarbide. Wear 1999;232:15762.
[9] Engqvist H, Beste U. and N. Axen, The inuence of pH on
sliding wear ofWC-based materials. Int. J. Refract. Met. Hard Mater
2000;18:1039.
-
[10] Human AM, Exner HE. Electrochemical behaviour of
tungsten-carbide hard-metals. Mater. Sci. Eng., A
1996;209:18091.
[11] Human AM, Exner HE. The relationship between
electrochemical behaviourand in-service corrosion of WC based
cemented carbides. Int. J. Refract. Met.Hard Mater
1997;15:6571.
[12] Cerri W, Martinella R, Mor GP. Laser deposition of
carbide-reinforced coatings.Surf. Coat. Technol 1991;49:405.
[13] Techel A, Luft A, Muller A, Nowotny S. Production of Hard
Metal-like WearProtection Coatings by CO2 Laser Cladding. Opt.
Quantum Electron 1995;27:13138.
[14] Cadnas M, Vijande R, Montes HJ, Sierra JM. Wear behaviour
of laser claddedand plasma sprayed WC-Co coatings. Wear
1997;212:24453.
[15] McCay MH, Dahotre NB, Hopkins JA, McCay TD, Riley MA. The
inuence ofmetals and carbides during laser surface modication of
low alloy steel. J.Mater. Sci. 1999;34:5789802.
[16] Hidouci A, Pelltier JM, Ducoin F, Dezert D, Guerjouma REI.
Microstructural andmechanical characteristics of laser coatings.
Surf. Coat. Technol 2000;123:1723.
[17] Zhong M, Liu W, Zhang Y, Zhu X. Formation of WC/Ni hard
alloy coating bylaser. Int. J. Refract. Met. Hard Mater.
2006;24:45360.
[18] Gant AJ, Gee MG, Roebuck B. Rotating wheel abrasion of
WC/Co hard metals.Wear 2005;258:17888.
[19] Guo C, Zhou J, Chen J, Zhao J, Yu Y, Zhou H. High
temperature wear resistanceof laser cladding NiCrBSi and
NiCrBSi/WC-Ni composite coatings. Wear2011;270:4928.
[20] Acker KV, Vanhoyweghen D, Persoons R, Vangrunderbeek J.
Inuence oftungsten carbide particle size and distribution on the
wear resistance of laserclad WC/Ni coatings. Wear
2005;258:194202.
[21] Bonny K, De Baets P, Vleugels J, Huang S, Lauwers B.
Inuence of electricaldischarge machining on sliding friction and
wear of WCNi cemented carbide.Tribol.Lett 2008;31:199209.
[22] Huang SW, Nolan D, Brandt M. Abrasive wear performance and
microstruc-ture of laser clad WC/Ni layers. Surf. Coat. Technol
2003;165:2634.
[23] Hutching IM. Ductile-brittle transitions and wear maps for
the erosion andabrasion ofbrittle materials. J. Phys. D: Appl. Phys
1992;25:A21221.
[24] Desale GR, Paul CP, Gandhi BK, Jain SC. Erosion wear
behavior of laser cladsurfaces of low carbon austenitic steel. Wear
2009;266:97587.
[25] Hutchings IM. Tribology: friction and wear of engineering
materials. London:CRC Press; 1992.
[26] Jana BD, Stack MM. A note on threshold velocity criteria
for modelling thesolid particle erosion of WC/Co MMCs. Wear
2011;270:43945.
[27] Sundarajan G. An analysis of the localization of
deformation and weight lossduring single-particle normal impact.
Wear 1983;84:21735.
[28] Nath AK, Reghu T, Paul CP, Ittoop MO, Bhargava P.
High-Power TransverseFlow CW CO2 Laser For Material Processing
Applications. Opt. Laser Technol.2005;37:32933.
[29] Paul CP, Mishra SK, Premsingh CH, Bhargava P, Tiwari P,
Kukreja LM. Studieson laser rapid manufacturing of
cross-thin-walled porous structures of Inconel625. Int. J. Adv.
Manuf. Technol. 2012;61:75770.
[30] Khare Jai, Sreedhar R, Paul CP, Raghu T, Nath AK.
Operational characteristicsand power scaling of a transverse ow
transversely excited CW CO 2 laser.Pramana 2003;60:99107.
[31] Toyserkani E, Khajepour A, Corbin S. Laser Cladding.
Florida: CRC Press; 2005.[32] Paul CP, Bhargava P, Kumar Atul,
Pathak AK, Kukreja LM. Laser Rapid
Manufacturing: Technology, Applications, Modeling and Future
Prospects.In: Paulo Davim J, editor. Lasers in Manufacturing.
Wiley-ISTE London; 2012.
[33] Bruck GJ. Fundamentals and industrial application of high
power laser beamcladding. SPIE Proc. Laser Beam Surface Treatment
and Coating 1988;957:1428.
[34] Standard test methods for microindentation hardness of
materials ASTMStandard E384, ASTM International, West Conshohocken,
PA, 2003.
[35] Ross PJ. Taguchi Techniques for Quality Engineering.
NewYork.McGraw Hill;1996.
[36] Paul CP, Alemohammad H, Toyserkani E, Khajepour A, Corbin
S. Cladding ofWC-12Co on low carbon steel using a pulsed Nd:YAG
laser. Mater. Sci. Eng., A2007;464:1706.
[37] Evans AG, Gulden ME, Rosenblatt ME. Impact Damage in
Brittle Materials inthe Elastic-Plastic Response Regime. Proc.
Royal Soc. A, Math. Phys. Eng. Sci.1978;361(1978):34365.
[38] Berger L-M, Saaro S, Naumann T, Wiener M, Weihnacht V,
Thiele S. Suchnek,Inuence of feedstock powder characteristics and
spray processes on micro-structure and properties of WC(W,Cr)2CNi
hardmetal coatings. Surf. Coat.Technol 2008;202:441721.
C.P. Paul et al. / Optics & Laser Technology 50 (2013)
155162162
Solid-Particle Erosion Behaviour of WC/Ni Composite Clad layers
with Different Contents of WC ParticlesIntroductionExperimental
ProcedureResults and discussionEffect of processing
parametersMicrostructural examinationsMicrohardness
MeasurementSolid Particle Erosion Studies
ConclusionsAcknowledgementReferences