Embed Size (px)
Citation preview

"ontgomery. R. S. "The Mechanism of Percussive Wear of Tung- size is probably a result of its effect on thickness of the sten Carbide Composites,,, Wear, Val, 12, 1969, p. 309. cobalt between carbide grains. a Hara A. and Yazu, S Unpublished data.
4 ~ r e i h e r : G S., ~iddkin. I. I., and Tishchenkova, E. S., "Th: Fatigue Limit of the Metalloceramic Tungsten-Cobalt Hard Alloys.
References Izvest. Akad. Nauk. SSSR, Otdel. Tekh. Nauk., No. 3, 1958, p. 113. "Gutman. H.. and Hale, T. E., "Compressive Properties of Ce- ' Montgomery. R. S . , "Percussive Wear Properties of Cemented Car- mented Carbides," Paper No. 60-MD-80. 1966, American Society of
bides," T~ans . SME/AIME, VoI. 244, 1969, p. 153. Mechanical Engineers.
Slurry Pumps for the Long Pipelines
by M. L. Rizzone, 1. E. Miller, and T. E. Schrniernan
Both centrifugal and reciprocating-type pumps have been widely used in the trans- port of slurries. Although with some limitations, centrifugal pumps may be used, especially for sh'ort-haul systems, however, for the long pipelines the reciprocating pumps are better suited. A state-of-the-art review is presented in which a discus- sion of applications is made and some of the problems associated with meeting the proper design conditions for satisfactory service are discussed. Several developments underway give considerable promise of better pumps in the future, although the current level of development provides for an economical means to move slurries.
The movement of liquids in pipelines necessarily oc- casions the use of pumps. The petroleum industry is familiar with the transport of solids through mud pumps and cementing and fracturing pumps where the movement of slurries is an everyday matter. In the drilling of an oil well, the circulating fluid utilized to remove drill cuttings is called drilling mud. This sub- stance is usually a fairly sophisticated material designed to develop certain characteristics desirable in the drill- ing process. The cuttings are suspended in a moving column of this fluid and brought to the surface. The separation of the cuttings from the drilling fluids is accomplished by the use of shaker screens and settling pits; however, it is impractical to remove the cuttings completely and as a result they are pumped through the mud pumps back into the circulating stream. Over the years, mud pumps have been improved so that rather long life can be obtained from liquid end parts subject to the attritional effects of the abrasive-laden fluid. It is from this background that reciprocating-type slurry pumps have been developed.
Centrifugal Pumps Centrifugal pumps have also been used to transport
solids, where low heads are required, typically up to 200 ft or so, and for short hauls. The centrifugal pump is a hydrokinetic device wherein the increase in velocity of a fluid stream is converted to head, and to achieve high heads a large change in velocity is necessary. Abrasive laden fluids cause wear on impellers and casings as a result of erosion by the fluid and the suspended particles. Centrifugal pumps, therefore, can only be used where the internal velocity of flow is rela-
M. L. RIZZONE, Member AIME, is Director of Engineering, J. E.
MILLER is Development Engineer, and T. E. SCHMIEMAN is Engi- neer-in-Charge, Reciprocating Pumps, respectively, Wilson-Snyder
Pumps, Oilwell Div., U.S. Steel Corp., Garland, Texas. SME Preprint 69855, AIME Annual Meeting, Washington, D.C., February 1969.
Manuscript, Dec. 17, 1968. Discussion of this paper, submitted in
duplicate prior to Sept. 15, 1970, will appear in SME Transactions, December 1970, and in AIME Transactions, 1970, Vol. 247.
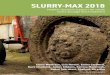
tively low. The advantage of centrifugal pumps is their high capacity at relatively low capital cost and usually relatively small space requirement. One of the dis- advantages of the centrifugal pump when used in slurry pipelining can be seen in its typical pressure-volume performance relationship, which tends to work against the application (see Fig. I ) . If an increase in pressure (head) is occasioned by flow restrictions in the pipeline, say by the dropping out of solids, a desirable charac- teristic of a slurry pump would be that it develop in- creased pressure to overcome the restriction. The cen- trifugal pump provides the increased pressure only at the expense of considerably reduced volume which then results in a lower flow velocity. With the reduced flow rate, adequate velocity to hold the material in suspension and keep it flowing in the line might not be achieved.
If centrifugal pumps are considerd for the movement of solids in a long line, a series of pumps must be staged in order to provide the necessary motivating force. A large number of pumps in the line would be required, since each of the pumps could provide only a small pressure increment. An equal number of standby pumps
Fig. I-Typical head capacity curve, centrifugal pump.
138 -JUNE 1970 Society of Mining Engineers, AlME TRANSACTIONS - VOL. 247

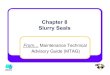
Fig. 3-Cross section of typical single-act- ing plunger-type slurry pump.
I LUITI". "I*.
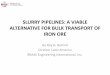
Fig. 2-Cross section of typical duplex piston-type slurry pump.
would be needed, as failure of one of the pumps in the series could cause the whole system to be inoperative.
Reciprocating-Type Pumps Reciprocating-type slurry pumps, on the other hand,
are the extension of rather long experience in the oil industry. Piston-type pumps have been traditionally used in the duplex, double-acting configuration. Triplex, double-acting pumps have also been used. Although drilling pressures upwards of 4000 psi have been met satisfactorily with duplex piston pumps, pressures above 2000 psi usually dictate consideration of single- acting plunger-type pumps. Single-acting pumps have more recently been used in the drilling of oil wells as well and single-acting triplex plunger pumps have been used for a long time in cementing and fracturing ser- vices. Contrary to the widespread notion that recipro- cating pumps went the way of the old steam locomotive or the horse and buggy, such pumps today are highly specialized and they do have their place in slurry pipe- lining.
Reciprocating pumps have the desirable characteristic of maintaining a high volumetric efficiency at any desired flow rate, thus allowing greater flexibility in system design. Because of their positive displacement and high efficiency features, these pumps can be used for metering station throughput. Reciprocating slurry pumps are designed to have easily and quickly replaced liquid end parts which are subject to the deteriorating effects of slurries; other pump designs usually require complete dismantling and overhaul.
Selecting the Reciprocating Pump The question frequently arises: "At what point does
one shift from piston-type, double-acting, positive displacement pumps to plunger-type single-acting pumps?" Referring to Fig. 2, consider the piston rod thrust as delivered to the piston area. For a given rod loading, the area of the piston will be large for a low discharge pressure and small for a high discharge pres- sure. As the piston diameter reduces, the head-end dis- placement volume is also correspondingly reduced, but the crank-end volume is reduced even further, since the piston rod then becomes an appreciable part of the crank-end volume. The design thus begins to approach that of a plunger pump. With the volume variation of head end to crank end and the overlapping phases of pump cylinder displacement, fluctuation of the dis- charge rate may be too great; however, properly de- signed and applied reciprocating pumps using good discharge pulsation dampeners and suction flow stabi- lizers will allow accommodation to varying flow rate.
Another point is the proper selection of the recipro- cating pump configuration for the service intended. Consider the pumping station in terms of the attritional effects of the slurry being handled by the pumps, and the number of expendable liquid-end parts which are
functioning in the slurry. Keep them as few as possible as they represent operating costs. The overall economics of the system are thus directly affected by the choice of pump configuration.
Two basic approaches are utilized in the handling of slurries with reciprocating pumps. In the first case, the direct-acting displacement member in the liquid end is contacted by the abrasive liquid. In the second case, a clean liquid barrier is provided between the abrasive liquid and the sealing element. Plunger pumps employ a liquid seal created by an injection of water, or other appropriate liquid ahead of the plunger packing in such a way that the packing contacts no abrasive liquid (see Fig. 3 ) . Surge-leg pumps have been applied where a considerable space is provided between the valve chest and the face of the plunger. A clean interface is pro- vided by a clean liquid in the surge leg, between the valve chest and plunger. This type of pump has the advantage of requiring considerably less injected clean fluid to provide the necessary separation between the abrasive and the plunger packing, but it has the dis- advantage of requiring very large clearance volumes which decrease volumetric efficiency and increase the possibility of vapor locking.
The diaphragm pump utilizes a membrane to sepa- rate a clean liquid on the piston (or plunger side) from an abrasive slurry. The principal weakness of this de- sign is the possibility of membrane failure, for although the membranes are made of various elastomers, they tend to have limited life. Failure can be minimized if the membrane is not required to flex excessively. Con- trol of volume and temperature of plunger side liquid must be considered also. In addition, the problems with membrane-type pumps can be experienced when the liquid end of the pump is subjected to inadequate suc- tion head. This can be helped if the confining chamber of the membrane is carefully designed.
Developing Improved Liquid-End Parts Since the principal difference between a reciprocating
pump for slurry service and for clean liquid service is the ability of the expendable liquid-end parts to last for a long projected life, our efforts have been con- centrated on the development of these items.
The abrasivity of a slurry is a function of the hard- ness and shape (sharpness) of the particles. There are two effects of abrasivity; first, the action on metal cr elastomer caused by erosion resulting from velocity of flow and, second, that action caused by mechanical abrasion. In the first instance, particle size and density are additional characteristics that must be considered. In the second case, density probably has no affect on wear rate. Experience has shown that mechanical
TRANSACTIONS - VOL. 247 Society of Mining Engineers, AlME JUNE 1970 - 139

abrasion as opposed to erosion is unpredictable and little more definitive knowledge is available. Consider- able work has been done in this area and as a result a standard method of measuring the abrasivity of slurries has been developed; this subject will be treated in a separate paper in the near future. Valves: Even when plunger and piston-fitted recipro- cating pumps are built in surge and diaphragm con- figurations, the valves must operate in the slurry a t all times. One cannot divorce the valves from the slurry in any now known positive displacement pump design. Therefore, the valve is probably the most important liquid-end part to be considered. A slurry valve must have two fundamental characteristics. I t must be of sufficient strength to resist the load imposed by the fluid pressure above it and it must be able to seal against this pressure in the presence of solid particles of various sizes. To provide adequate supporting means for the pressure load, there must be a sufficient metal- to-metal bearing area in the valve seat, but a problem arises as the amount of area is increased to provide more support: the reduction of flow-through area in the valve affects pump performance. In general, the fluid velocity through a valve must be limited because of the erosion that results from higher velocities. When this is properly taken into account in the valve design, the result will be to limit the bearing area between the valve and the seat.
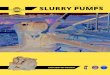
Frequently valve seats are made with cylindrical openings where wing-guided valves are used (see Fig. 4 ) . A valve seat which has provisions for a stem guide on the valve is generally preferred, and this is ac- complished by the provision of ribs, or "crow's feet." (See Fig. 5). The ribs provide a bridging-type support to the valve plate surface. This valve design has func-
tioned quite satisfactorily in the handling of coal slurries. Here note that the elastomer bears on the outer beveled edge and the plate portion of the valve rests on the ribs (see Fig. 6 ) . In the center portion cf the seat, a relief is provided to allow clearance for particles. This clearance is designed to prevent "jamming" of particles between the guide and stem. Such a valve is stem guided, both top and bottom, so the up-and-down movement of the valve progresses in a controlled motion, with the valve centered to the seat. Both the upper and lower stems function within elastomer-lined bushings to resist abrasive wear.
The rib-supported valve lends itself favorably to most slurry pumping applications, since an elastomeric seal is a necessity and is easily provided by this type of valve. To seal properly, the elastomer must be in such a position as to cover particles which might be entrapped on the sealing faces. A t rue rib-supported valve actually requires a flexible seal because it is impossible to obtain a seal a t the metal-to-metal tapered faces and simultaneously seat on the ribs. The wearing rates of the elastomer-to-metal and the metal-to-metal surfaces at the r ib contact are not uniform and thus it is neces- sary that there be some compliance.
Another advantage of the rib-supported valve is the "built-in" filtering action that tends to strain out the larger particles just before the valve closes. In this valve, still referring to Fig. 6 , the piston shape of the valve proper entering a close cylindrical closure just before closing traps out larger particles and the elastomer has a better chance of sealing against a "cleaner" fluid. However, this type of valve can only be used when a low degree of abrasivity is present, or where the particles are fairly friable such as bitumin- ous coal and some phosphates. For extremely abrasive, finely divided material, such as concentrated magnetite,
Fig. &Wing-guided slurry valve.
140 - J U N E 1970 Society of Mining
Fig. 5--Ste1n-~uided rib-type slurry valve.
Engineers, AlME TRANSACTIONS - VOL. 247

gives superior service. The nonadjustable feature eliminates the tightening required with softer lip pack- ing, such as the ordinary V or chevron-type packings. Soft, full section packings are avoided, as they are not at all satisfactory. There is a tendency for abrasives to enter the sealing surface and if the abrasive is imbedded in the packing, a grinding action occurs which greatly accelerates the wear of the metal surfaces on the rod or plunger. Uncut rings of packing are preferable to cut rings because of the leakage problem at the mating joint. However, cut rings are frequently used for rod
Fig. &Cross section packing on piston pumps because of the ease of installa- of stem-guided rib- tion. type slurry valve. In a piston pump the piston which displaces the fluid
runs in a renewable metal cylinder, or liner. The piston rod runs through its packing and presents a second point of sealing and wear. In the case of a single-acting pump, the plunger with its packing presents the only comparable point of wear.
There is a distinct difference in behavior between the rod packing in a piston pump and plunger packing in a single-acting pump. Consider the use of lip-type pack- i n g ~ for both designs. The lips acting on a piston rod
/ are so disposed that they point toward the piston as it moves away during the suction stroke, whereas in a
more metal-to-metal bearing area and less elastomer seal is desirable.
Most slurries can be handled by valves of the rib- supported type, but some instances exist where such valves cannot be used. For example, above temperatures of 250" to 300°F, elastomers become a problem and a metal-to-metal seal must be used. Such valves used in slurry pumping must have an extremely small sealing area; this results in near knife-edge contact. Due to the very high unit loading involved in this design, a spherically shaped valve is better suited since it offers a multiplicity of seating surfaces. Such a valve is shown in Fig. 7. This type of valve will work well with soft, friable or malleable materials such as coal, gilsonite, and aluminum chips. As might be expected there is
plunger pump just the reverse is true (see Fig. 8). The plunger moves toward the lips during the suction stroke. Under suction conditions the lips are relaxed because of the lack of sealing pressure to hold tightly against the metal surface. In the case of the plunger pump, abrasives can enter under the packing lips. When the packing lips are tight under pressure, they serve to scrape as well as seal off abrasive material at the same time. For these reasons it is necessary that a clean liquid interface be created between the packing and the abrasive liquid for satisfactory plunger pump ser- vice as previously described. One advantage of plunger- type construction is that it makes possible easy lubrica- tion of the plunger; the lubricant will carry into the packing assembly on the pressure stroke.
evidence that complete sealing cannot be obtained with such valves. This, of course, results in a sacrifice of pump volumetric efficiency. Ball valves are used also, but only in small pumps, for in large pumps the ball becomes cumbersomely large. In any valve design, guidance is required to enable the valve to seat reason- ably well. It is more difficult generally to design a ball valve using good guidance principles.
A great deal of research has been done on the per- formance of pumps using slurry-type valves under a wide range of suction conditions. It has been found that the weight of the valve is not as critical as one might expect because a valve is not "slammed" shut.
DUPLEX Pl6TMJ PUMP Its motion follows the sinusoidal displacement pattern of the piston (or plunger), thus allowing for a gentle Fig. 8--Comparison opening and closing. However, with inadequate suction of piston rod and
conditions, violent behavior of a suction valve can plunger stuffing
occur with consequent destructive effects. boxes.
Packings: Packings require some rather subtle con- siderations in the design of both piston and plunger-type slurry pumps. A "nonadjustable" type of lip packing
Fig. 7-Spherical- type slurry valve.
MULTI-PLEX PLUNGER PUMP
TRANSACTIONS - VOL. 247 Society of Mining Engineers, AlME JUNE 1970 - 141

Where the abrasivity of the slurry is not especially
Fig 9-Cross section of typlcal slurry PIS-
ton
Pistons: A typical slurry pump piston with a portion cut away to reveal construction details is shown in Fig. 9. The piston elements are separate from the hub member and they are retained by end washers and retaining rings. The piston has three basic elements: the sealing elastomer, the fabric section, and a backup metal plate section. Under hydraulic loading, the "rubber" is pushed back against the fabric section and out against the liner to form a seal. The fabric section provides extrusion clearance control and the metal backup plate provides the structural capacity to hold the piston load. The interrelationship of these elements is a very carefully balanced scheme of design which represents the culmination of many years experimenta- tion and experience.
The liners used are made of abrasion and corrosion- resistant metals which have been found in extensive service to resist wear for specific slurries. Piston rods and plungers are usually coated with similarly suited materials for the same objectives, while their base metal lends i t characteristics to carrying the required mechanical loads in the parts.
great, and for pressures up to 2000 psi and high volumes, piston pumps are suitable. Coal slurries usually fall into this class, and up to 8-mesh phosphate has also been pumped successfully with piston-type pumps. When the particles are very abrasive and the slurry fine, plunger- type pumps are preferred. The surge-leg pump and the diaphragm-type pump are further attempts to separate the abrasive from the plunger or piston. The surge-leg configuration is desirable when the injection fluid must be kept to an absolute minimum. The diaphragm is used when no injection fluid can be tolerated.
Future Improvements Much work is being done to improve the ability of
pumps to handle slurries. With the good elastomers available today, i t is possible to extend the capabilities of centrifugal pumps for solids handling; however, these pumps must still be limited to low heads and thus to short-haul services. For the long pipelines, the best possibilities lie with reciprocating pumps. Continuing development of pistons, plunger packing, and other liquid-end parts has greatly advanced pump service life. This work has continued for many years for oil drilling mud pumps and with the work now being done to handle a wide variety of slurries, basic designs are being modified and their service life extended consider- ably.
Development work is continuing that should result in greatly advanced pumping schemes. Most of these will have specific applications. With current designs now available, reliable performance of long slurry pipelines can be expected and the pipelining of most solids is quite realistic and economical. Thus development work will also serve to reduce further the operating cost of such pumps. This work is already reflected in new parts that can be installed in existing pumps and thus permit their consideration for slurry pipelines.
TECHNICAL NOTE
Temperature and Humidity Affect Strength of Rock Struct~~res at White Pine
by Jack Parker
The White Pine mine site lies five miles south of Lake Superior in Ontonagon County, Mich. Copper sulfide, mixed with some native copper, is mined by a room- and-pillar system from gently dipping Upper Kewee- nawan sediments. Depth of mining now varies from 700 to 1800 f t and the ore body continues to a depth of at least 3400 ft. An area roughly 2% miles square has already been mined. Mining height has varied from 6% to 22 ft.
A rock mechanics program was set up in late 1963 to promote safety and mining efficiency. This note re- ports some of the findings.
J. PARKER, Member A I M E , is Director of Rock Mechanics Research, W h i t e Pine Copper Co., W h i t e Pine, Mich . TN 69AM357, originally SME Preprint, S M E Fal l Meeting-International Computer Symposium, Salt Lake City, Utah, September 1969. Manuscript, Aug. 21, 1969.
Rock Strength Compressive strength of small, dry specimens of
sandstones, siltstones, and shales from the ore zone varies from 20,000 to 30,000 psi. This is intermediate between the softer coal mine sediments and the meta- morphic and igneous rocks of hard rock mines.
Annual Cycle of Rock Failure Since 1963, every roof and pillar failure involving
more than a few tons of rock has been examined and documented. Some 1500 stations have been installed for measuring convergence, -c1/1000 in., with Invar extensometers.
At first it was thought that there was some kind of a cycle of roof failures; perhaps annual, perhaps even related to the moon or to earth tides, but records (see
142 -JUNE 1970 Society of Mining Engineers, AlME TRANSACTIONS - VOL. 247