Embed Size (px)
Citation preview

SLIP RESISTANT FLOOR COATINGSThe Perfect Workplace Flooring

Tab
le o
f C
ont
ents
2

3
Individual Coating Systems4
Reliable Hygiene
15 Hygiene – The Number One Priority16 Strong Systems for Weak Floors
14
Slip Prevention and Job Safety
11 True Job Safety12 Safety – No Detail is too Small
10
Slip-Resistant Floor Coatings6
Case Histories
20 Creating a Base in Just One Day21 Intensive Weekend Shift22 Freshness is What Counts
20
A Good Reason To Choose Remmers - IndividualAnalysis of the Floor Condition
26
Remmers Epoxy FAS 10018
Colour Selection23
Remmers System Guide28
High Quality Services24

4
INDIVIDUAL COATING SYSTEMSThe Definitive Base for Smooth Operations
Floor condition is an operational fac-tor that is often underestimated -especially in commerce and tradeareas such as production halls. Why?Because, when it comes to job safetyand hygiene, the floor must be onehundred percent reliable.
Remmers offers individual systemsand detailed solutions to meet theneeds of a wide variety of workplaces.These floor coating systems have sev-eral things in common:
� The formulation of the slip resistantfloor will always be suitable for thearea in which it is to be laid;
� Places where bacteria can multiplyare minimised;
� The high degree of reliable hygieneeliminates safety hazards;
� Tight schedules can be met – stressfree – with our fast reacting sys-tems.
Curious? If you are, read on...

5
Concrete Cement screed Poured asphalt
Damp concrete Ceramic tiles
Fish and luxury goodproduction
Workshops Corridors
Food markets andsales rooms
Metal working Beverage industry,breweries
Which substrates are best forcoating?
Our floor coating systems can be laidon practically any substrate. Theselection of the ideal floor coatingsystem follows a sound analysis ofthe existing substrate. A detailedsystem overview is found on page28.
Where can our floor coatings beused?
Flooring requirements are varied,and the advantage of Remmers isthat its products are just as varied.We have the right system for everyarea of work and every criteria. WithRemmers, you lay the foundation forsuccessful operations. On the rightare just some of the areas whereapplication of Remmers floor coat-ings has significant benefits.
What is the optimal method ofpreparation?
The finished floor is only as good asits preparation. All loose parts,cement skin, grease, oil, paint andmissing or broken out areas must beremoved and repaired to provide thebest adhesive surface and ensurethat your floor coating will have along service life. Depending on thetype of substrate, total surface areaand damage, there are variousoptions for preparing the substrate.Your Remmers representative will beglad to give you advice.
Cleaning, e.g. toclean non-absorbent substrate
Grinding, e.g. onsoft substrates or tolevel rough sub-strates
Steel ball jetting,e.g. to open thepore structure of thesubstrate
Milling, e.g to removenon-load-bearing lay-ers
Closing missing andbroken out areas
Filling cracks

6
SLIP RESISTANT FLOOR COATINGSTest Method according to DIN 51130
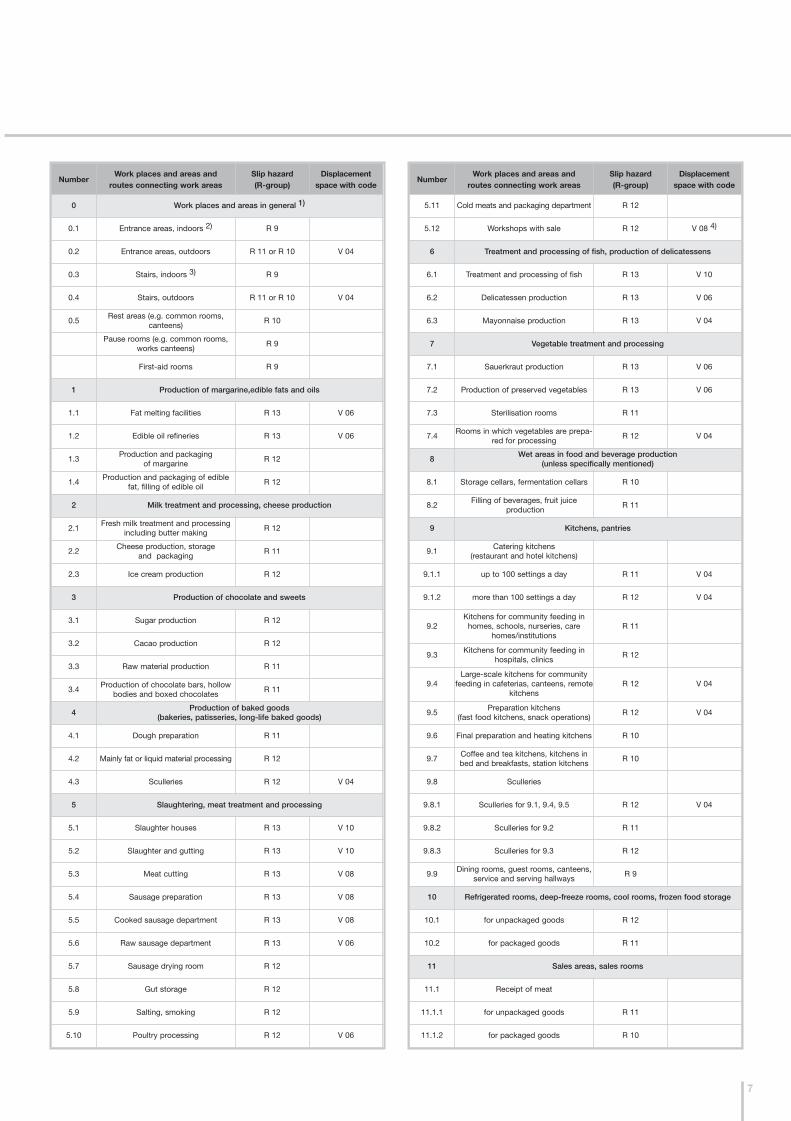
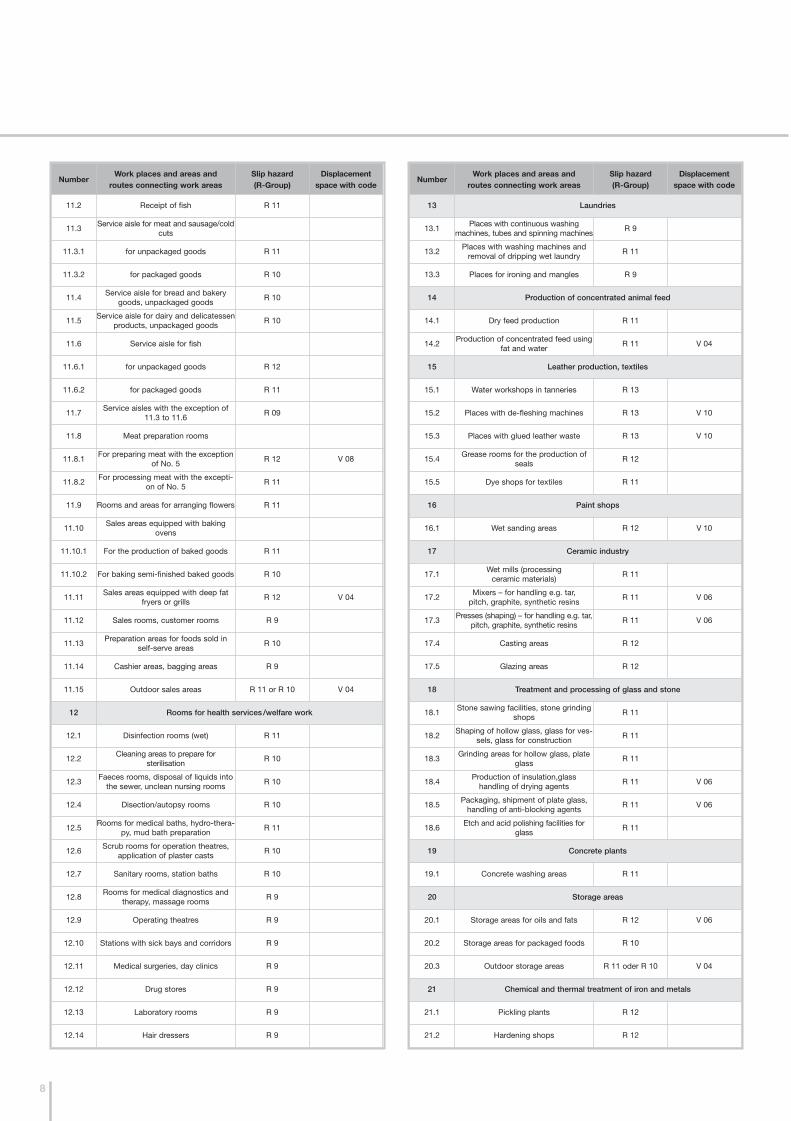
In work places and areas where thereis a risk of slipping, slip-resistant floor-ing is essential. In Germany, themethod for testing slip-resistance isgoverned by DIN 51130 “TestingFlooring; Determination of the Slip-Resistant Property; Work Places andWork Areas with an Increased Risk ofSlipping; Walking Method; InclinedPlane”. The mean angle of inclinationcalculated from a series of measure-ments determines to which of fiveclassification groups a flooring will beassigned. The classification group(Table 1) is used as a standard for thedegree of slip resistance - flooring ingroup R 9 meets the lowest require-ment, and group R 13 meets the high-est requirements.
As a rule, flooring in areas where thepotential for slipping is high, becauseof large quantities of contaminatesthat promote slipping, also requirelarger displacement spaces. Table 2shows the minimum volumes of dis-placement space.
Test persons / test shoes
Test persons wear form B safetyshoes, shoe model S1 according toDIN EN 345 part 1 and 2 with soleson a nitrile rubber base, type“Picasso” with a profile shown in Ill.2. These are made by LuposSchuhfabrik GmbH, Rheinstraße 12,D-41836 Hückelhoven. The test per-sons are secured with a safety har-ness that prevents falling but allowsthem to walk on the floor being test-ed.
Test method
A plane, torsionally rigid platform 600mm wide and 2000 mm long with aninclination that can be adjustedlengthwise from 0° to 45° is used asthe testing device (Ill. 1). The anglespeed of the platform is a maximum1° per second, i.e. at least 45 sec-onds are needed to walk through theentire 45° angle. The movement canbe controlled by the test person, andcan be continuous or in 0.5° steps. Ametre attached to the testing devicemeasures the degree of inclination ofthe platform compared to the horizonwith an accuracy of 0.5° ± 0.2°.Railings are placed along the sides ofthe testing device for the safety ofthe test persons.
Total mean value Class group
from 6° to 10° R 9
more than 10° to 19° R 10
more than 19° to 27° R 11
more than 27° to 35° R 12
more than 35° R 13
Minimum volume of thedisplacement space
Designation of the displa-cement space
4 cm3/dm2 V 04
6 cm3/dm2 V 06
8 cm3/dm2 V 08
10 cm3/dm2 V 10
Table 1: Assignment of the total mean valuefor angles of inclination into classificationgroups of slip resistance
Ill. 1
Ill. 2
Table 2: Assignment of the designation of dis-placement space to minimum volumes
height lock
angle transmitter
drive
drive
walking platform
NumberWork places and areas and
routes connecting work areasSlip hazard (R-group)
Displacementspace with code
0 Work places and areas in general 1)
0.1 Entrance areas, indoors 2) R 9
0.2 Entrance areas, outdoors R 11 or R 10 V 04
0.3 Stairs, indoors 3) R 9
0.4 Stairs, outdoors R 11 or R 10 V 04
0.5Rest areas (e.g. common rooms,
canteens)R 10
Pause rooms (e.g. common rooms,works canteens)
R 9
First-aid rooms R 9
1 Production of margarine,edible fats and oils
1.1 Fat melting facilities R 13 V 06
1.2 Edible oil refineries R 13 V 06
1.3Production and packaging
of margarineR 12
1.4Production and packaging of edible
fat, filling of edible oilR 12
2 Milk treatment and processing, cheese production
2.1Fresh milk treatment and processing
including butter makingR 12
2.2Cheese production, storage
and packagingR 11
2.3 Ice cream production R 12
3 Production of chocolate and sweets
3.1 Sugar production R 12
3.2 Cacao production R 12
3.3 Raw material production R 11
3.4Production of chocolate bars, hollow
bodies and boxed chocolatesR 11
4Production of baked goods
(bakeries, patisseries, long-life baked goods)
4.1 Dough preparation R 11
4.2 Mainly fat or liquid material processing R 12
4.3 Sculleries R 12 V 04
5 Slaughtering, meat treatment and processing
5.1 Slaughter houses R 13 V 10
5.2 Slaughter and gutting R 13 V 10
5.3 Meat cutting R 13 V 08
5.4 Sausage preparation R 13 V 08
5.5 Cooked sausage department R 13 V 08
5.6 Raw sausage department R 13 V 06
5.7 Sausage drying room R 12
5.8 Gut storage R 12
5.9 Salting, smoking R 12
5.10 Poultry processing R 12 V 06
7
NumberWork places and areas and
routes connecting work areasSlip hazard (R-group)
Displacementspace with code
5.11 Cold meats and packaging department R 12
5.12 Workshops with sale R 12 V 08 4)
6 Treatment and processing of fish, production of delicatessens
6.1 Treatment and processing of fish R 13 V 10
6.2 Delicatessen production R 13 V 06
6.3 Mayonnaise production R 13 V 04
7 Vegetable treatment and processing
7.1 Sauerkraut production R 13 V 06
7.2 Production of preserved vegetables R 13 V 06
7.3 Sterilisation rooms R 11
7.4Rooms in which vegetables are prepa-
red for processing R 12 V 04
8Wet areas in food and beverage production
(unless specifically mentioned)
8.1 Storage cellars, fermentation cellars R 10
8.2Filling of beverages, fruit juice
productionR 11
9 Kitchens, pantries
9.1Catering kitchens
(restaurant and hotel kitchens)
9.1.1 up to 100 settings a day R 11 V 04
9.1.2 more than 100 settings a day R 12 V 04
9.2Kitchens for community feeding in
homes, schools, nurseries, carehomes/institutions
R 11
9.3Kitchens for community feeding in
hospitals, clinicsR 12
9.4Large-scale kitchens for community
feeding in cafeterias, canteens, remotekitchens
R 12 V 04
9.5Preparation kitchens
(fast food kitchens, snack operations)R 12 V 04
9.6 Final preparation and heating kitchens R 10
9.7Coffee and tea kitchens, kitchens inbed and breakfasts, station kitchens
R 10
9.8 Sculleries
9.8.1 Sculleries for 9.1, 9.4, 9.5 R 12 V 04
9.8.2 Sculleries for 9.2 R 11
9.8.3 Sculleries for 9.3 R 12
9.9Dining rooms, guest rooms, canteens,
service and serving hallwaysR 9
10 Refrigerated rooms, deep-freeze rooms, cool rooms, frozen food storage
10.1 for unpackaged goods R 12
10.2 for packaged goods R 11
11 Sales areas, sales rooms
11.1 Receipt of meat
11.1.1 for unpackaged goods R 11
11.1.2 for packaged goods R 10
8
NumberWork places and areas and
routes connecting work areasSlip hazard (R-Group)
Displacementspace with code
11.2 Receipt of fish R 11
11.3Service aisle for meat and sausage/cold
cuts
11.3.1 for unpackaged goods R 11
11.3.2 for packaged goods R 10
11.4Service aisle for bread and bakery
goods, unpackaged goodsR 10
11.5Service aisle for dairy and delicatessen
products, unpackaged goodsR 10
11.6 Service aisle for fish
11.6.1 for unpackaged goods R 12
11.6.2 for packaged goods R 11
11.7Service aisles with the exception of
11.3 to 11.6R 09
11.8 Meat preparation rooms
11.8.1For preparing meat with the exception
of No. 5R 12 V 08
11.8.2For processing meat with the excepti-
on of No. 5R 11
11.9 Rooms and areas for arranging flowers R 11
11.10Sales areas equipped with baking
ovens
11.10.1 For the production of baked goods R 11
11.10.2 For baking semi-finished baked goods R 10
11.11Sales areas equipped with deep fat
fryers or grillsR 12 V 04
11.12 Sales rooms, customer rooms R 9
11.13Preparation areas for foods sold in
self-serve areasR 10
11.14 Cashier areas, bagging areas R 9
11.15 Outdoor sales areas R 11 or R 10 V 04
12 Rooms for health services /welfare work
12.1 Disinfection rooms (wet) R 11
12.2Cleaning areas to prepare for
sterilisation R 10
12.3Faeces rooms, disposal of liquids into
the sewer, unclean nursing roomsR 10
12.4 Disection/autopsy rooms R 10
12.5Rooms for medical baths, hydro-thera-
py, mud bath preparationR 11
12.6Scrub rooms for operation theatres,
application of plaster castsR 10
12.7 Sanitary rooms, station baths R 10
12.8Rooms for medical diagnostics and
therapy, massage roomsR 9
12.9 Operating theatres R 9
12.10 Stations with sick bays and corridors R 9
12.11 Medical surgeries, day clinics R 9
12.12 Drug stores R 9
12.13 Laboratory rooms R 9
12.14 Hair dressers R 9
NumberWork places and areas and
routes connecting work areasSlip hazard (R-Group)
Displacementspace with code
13 Laundries
13.1Places with continuous washing
machines, tubes and spinning machinesR 9
13.2Places with washing machines and
removal of dripping wet laundryR 11
13.3 Places for ironing and mangles R 9
14 Production of concentrated animal feed
14.1 Dry feed production R 11
14.2Production of concentrated feed using
fat and waterR 11 V 04
15 Leather production, textiles
15.1 Water workshops in tanneries R 13
15.2 Places with de-fleshing machines R 13 V 10
15.3 Places with glued leather waste R 13 V 10
15.4Grease rooms for the production of
seals R 12
15.5 Dye shops for textiles R 11
16 Paint shops
16.1 Wet sanding areas R 12 V 10
17 Ceramic industry
17.1Wet mills (processing
ceramic materials)R 11
17.2Mixers – for handling e.g. tar,
pitch, graphite, synthetic resinsR 11 V 06
17.3Presses (shaping) – for handling e.g. tar,
pitch, graphite, synthetic resins R 11 V 06
17.4 Casting areas R 12
17.5 Glazing areas R 12
18 Treatment and processing of glass and stone
18.1Stone sawing facilities, stone grinding
shopsR 11
18.2Shaping of hollow glass, glass for ves-
sels, glass for constructionR 11
18.3Grinding areas for hollow glass, plate
glass R 11
18.4Production of insulation,glass
handling of drying agentsR 11 V 06
18.5Packaging, shipment of plate glass,
handling of anti-blocking agentsR 11 V 06
18.6Etch and acid polishing facilities for
glass R 11
19 Concrete plants
19.1 Concrete washing areas R 11
20 Storage areas
20.1 Storage areas for oils and fats R 12 V 06
20.2 Storage areas for packaged foods R 10
20.3 Outdoor storage areas R 11 oder R 10 V 04
21 Chemical and thermal treatment of iron and metals
21.1 Pickling plants R 12
21.2 Hardening shops R 12

9
NumberWork places and areas and
routes connecting work areasSlip hazard (R-Group)
Displacementspace with code
21.3 Laboratories R 11
22 Metal working and processing, metal workshops
22.1 Electroplating rooms R 12
22.2 Grey cast iron casting work R 11 V 04
22.3
Mechanical work areas e.g. turnerys, milling shops, press
rooms, pressing plants, drawing shopsand areas with higher oil-lubricant loads
R 11 V 04
22.4Partial cleaning areas, volatilisation
areasR 12
23 Workshops for repairing vehicles
23.1 Work areas for repair and maintenance R 11
23.2 Work and test pits R 12 V 04
23.3 Wash halls, washing areas R 11 V 04
24 Workshops for repairing aircraft/ships
24.1 Aircraft hangers R 11
24.2 Shipyard halls R 12
24.3 Wash areas R 11 V 04
25 Sewage treatment plants
25.1 Pump rooms R 12
25.2 Slude dehydration plants R 12
25.3 Screening plants R 12
25.4 Standing areas in work places, workingplatforms and maintenance landings R 12
26 Fire departments
26.1 Vehicle parking areas R 12
26.2 Places for maintaining hoses R 12
27 Banks
27.1 Counter service areas R 9
28 Parking areas
28.1Garages, high rise and undergroundgarages protected from weather 5) R 10
28.2Garages, high rise and underground
garages exposed to weatherR 11 or R 10 V 04
28.3 Outdoor parking areas R 11 or R 10 V 04
29 Schools and nurseries
29.1Entrance areas, corridors and rest
areasR 9
29.2 Class rooms, group rooms R 9
29.3 Stairs R 9
29.4 Toilets and wash rooms R 10
29.5Teaching kitchens in schools
(see also No. 9)R 10
29.6Kitchens in nurseries
(see also No. 9)R 10
29.7 Machine rooms for wood working R 10
NumberWork places and areas and
routes connecting work areasSlip hazard (R-Group)
Displacementspace with code
29.8 Special rooms for working R 10
29.9 School yards R 11 or R 10 V 04
30 Company traffic roads in outdoor areas
30.1 Side walks R 11 or R 10 V 04
30.2 Loading ramps
30.2.1 Covered R 11 or R 10 V 04
30.2.2 Not covered R 12 V 04
30.3Inclined ramps
(e.g for wheelchairs, loading bridges)R 12
30.4 Tanking areas
30.4.1 Covered R 11
30.4.2 Not covered R 12
1) For floors in wet barefoot areas, see GUV Information “Flooring forwet barefoot areas” (GUV-I 8527, formerly GUV 26.17)
2) Entrance areas according to number 0.1 are areas that are entereddirectly from the outdoors and in which moisture from outside can betracked in (see also paragraph 4 of section 4, The use of mats to takeup dirt and moisture). For connecting areas or other large areas, sec-tion 3.4 of these professional trade association rules are to beobserved.
3) Stairs according to number 0.3 are those on which moisture fromoutside can be tracked in. For connecting areas, section 3.4 of theseprofessional trade association rules is to be observed.
4) If uniform flooring is laid all over, the displacement space can bereduced to V4 based on a risk analysis (taking the cleaning proce-dure, work sequences and the amount of slip promoting substancesthat fall on the floor into consideration)
5) Pedestrian areas that are not at risk for slipping caused by the influ-ence of weather such as driving rain or tracked in water.

Slip
Pre
vent
ion
and
Jo
b S
afet
y
10

TRUE JOB SAFETYNo Slipping Here!
Remmers can create the right base -with slip resistant floor coating sys-tems, safety can be guaranteed forevery step you take. Thanks to test-ed system quality, not only are thestrict rules of the professional tradeassociations met but so to are allrequired slip resistance classes –from low (R 9) to high (R 13). In addi-tion, the floor coating systems canbe formulated for different displace-ment space classes (V-classes). Thisis required when moisture or otherliquids, such as fat and oil, that pro-mote slipping are a daily hazard. This
guarantees that slipping and acci-dents are prevented. Especially inareas where sharp knives and equip-ment are used, the highest degree ofjob safety is very important. With afloor coating system from Remmers,you will be on a firm footing, not justwith your employees!
11
Other hazards
It’s not just moisture and liquids suchas oils and fats that can keep causeaccidents. Smooth tiles, broken offedges or broken out and missingareas on the floor are also hazardsthat can easily make people losetheir balance. On the right are someexamples where job safety is in jeop-ardy. These typical weak points oftenoccur because of wear and tear orinsufficient adhesion to the sub-strate. These problems are good rea-sons for a new floor coating systemfrom Remmers.
Smooth tiles Worn, smooth coatings
Defective transitions
Smooth stair steps
Broken edges Oil spots
Damaged areas Missing areas

12
SAFETY - NO DETAIL IS TOO SMALLIndividual System Solutions from Specialists
Customised solutions
With a subject as complex andimportant as job safety, every detailcounts. The selection of a suitableflooring and the right binding materi-al (granulation) depends not only onthe intended range of use, but alsoon the work shoes worn by employ-ees.
Ceramix 03 Ceramix 07
Ceramix 12

13
To ensure no-one mis-steps, the dif-ference in the slip resistance of thetwo materials should not be too largebut “acceptable”.
For Transitions withoutCorners and Edges
Remmers offers the ideal solution forfluid transitions – even when differentmaterials meet. By means of cuttingand harmoniously lowering the floorcoating, a way is paved for a trip-freezone.
Before coating, the substrate is cutapprox. 5 mm deep and wide in therespective area.It is then primed with RemmersEpoxy FAS 100 plus 3% RemmersAdd TX.Coloured Epoxy Mörtel, consistingof 1 mixed part Remmers EpoxyBH 100 and 5 mixed partsRemmers Ceramix 03 / 07, is thenapplied.It is then primed twice, e.g. withRemmers Epoxy FAS 100.
1
1
1
2
43
2
3
Detail Solutions for Machine Bases
Even where heavy machines areinvolved, it’s easy for Remmers tooffer the right solution: In the exam-ple illustrated on the right, the solu-tion for the base area is an extreme-ly resistant hollow cove construction.The precise fitting of the crown capin the upper area provides twoimmediate advantages: it is nearlyimpossible to tear off; and moistureis unable to penetrate. This solutioncan withstand the heaviest loads,e.g. through pallets and boxes.
2
3
4
1
2
3
1 The substrate is cut approx. 5 mmdeep and wide.It is then primed with a high qualityprimer, e.g. Remmers Epoxy FAS 100.A slip-resistant coating in theRemmers Ceramix System isapplied.

Rel
iab
le H
ygie
ne
14

HYGIENE – THE NUMBER ONE PRIORITYCleanliness Starts at Ground Level
There is no place for weak areas,especially in the food processingtrade. Even the smallest missingareas, e.g. along gutters, drains or inwall connection areas, can becomebig problems over time. It is smalldetails that differentiate Remmersfloor coatings from other availablecoatings.
Remmers has a number of detailedsolutions that ensure the highest
Anything but liquid tight: porous wall connec-tion and plinth area.
Damage caused by impact (e.g. throughheavy forklift traffic) pose a threat to hygiene.
Not very healthy looking: broken out areasand spalling.
The infiltration of moisture can lead to uglyrust stains.
Good conditions for infiltration: damaged oldcoatings.
Washed out joints provide an optimal attacksurface for germs.
Good conditions for bacteria to grow: brokenoff edges.
Consequence of infiltration: spalling arounddrains that can compromise hygiene.
Poor scores when it comes tohygiene: detailed solutions for gut-ters and drains are needed here.
Poor scores for terminations:detailed solutions are also needed inthe wall connection and plintharea.
degree of hygiene and heavy loadingcapacity. In addition, Remmers floorcoatings are liquid tight, resistant tochemicals, have no joints and arethus very easy to clean. Thereforeright from the start damage and con-ditions for bacterial growth can beavoided. Instead, you have the bestconditions for the highest degree ofhygiene!
15

16
High quality primer, e.g. withRemmers Epoxy FAS 100.Liquid tight epoxy mortar made ofRemmers Epoxy FAS 100 andRemmers Selectmix 05.Epoxy mortar made of RemmersEpoxy FAS 100 and RemmersSelect mix 25.Slip-resistant coating using theRemmers Ceramix System.
Our detail solutions are tested accord-ing to the strict AgBB criteria (Germancommittee for the evaluation of build-ing products in regard to health).Remmers floor coating systems are,of course, physiologically safe aftercuring.
STRONG SYSTEMS FOR WEAK FLOORSDetail Solutions for Comprehensive Safety
Detail solutions for opera-tions without slip-ups
Gutters, drains and profiles are oftentricky areas when it comes to main-taining reliable hygiene. If the systemdoes not adhere to the metal suffi-ciently, moisture can penetrate caus-ing the concrete to soften which inturn destabilises the coating. Thisoften leads to spalling and brokenedges which provide ideal conditionsfor bacteria. Fortunately, this can beeasily remedied with detail solutionsfrom Remmers:
2
3
4
1
2
3
4
1
NO
NY
LP
HE
NO L F R E I · E M I S S I O N
SS
AR
M
G E P R Ü F T
g e m ä ß A g B B - B e w e r t u n g s s c h e m aVOCVOCVOC

17
Detail solutions in wall connection areas
The advantage here is that moisturecannot infiltrate behind the coating.The wedges placed at the ends ofthe hollow cove act like barbs.Nothing can be torn above the seal-ing cove.
Before coating, the substrate iscut approx. 5 mm deep and widein the relevant area.Bonding areas are primed, e.g.with Remmers Epoxy FAS 100plus 3% Remmers Add TXThe wall connection constructionis placed with coloured epoxymortar (consisting of 1 mixedpart, e.g. Epoxy BH 100, and 5mixed parts Remmers Ceramix03 / 07)
The perfect solution: the hollow coveis smooth, liquid tight and resistantand the danger of bacteria growing inan area where cleaning machines can-not reach is minimised..
Detail solutions in plinthareas
Even when things are very busy,there will not be a hygiene riskthanks to the patented wall connec-tion construction: It is practicallyimpossible for moisture to infiltratebehind or for the upper area to tear.
Before coating, the substrate iscut approx. 5 mm deep and widein the relevant area.Bonding areas are primed, e.g.with Remmers Epoxy FAS 100plus 3% Remmers Add TX.The wall connection constructionis placed with coloured epoxymortar (consisting of 1 mixedpart, e.g. Epoxy BH 100 and 5mixed parts Remmers Ceramix03 / 07).
A strong solution: the wall connection construction isextremely resistant to impact loads,e.g. when pallets are shunted.
1
1
1
2
3
1
2
3
2
3
1
2
3
1
18
REMMERS EPOXY FAS 100Reliability Under Extreme Conditions
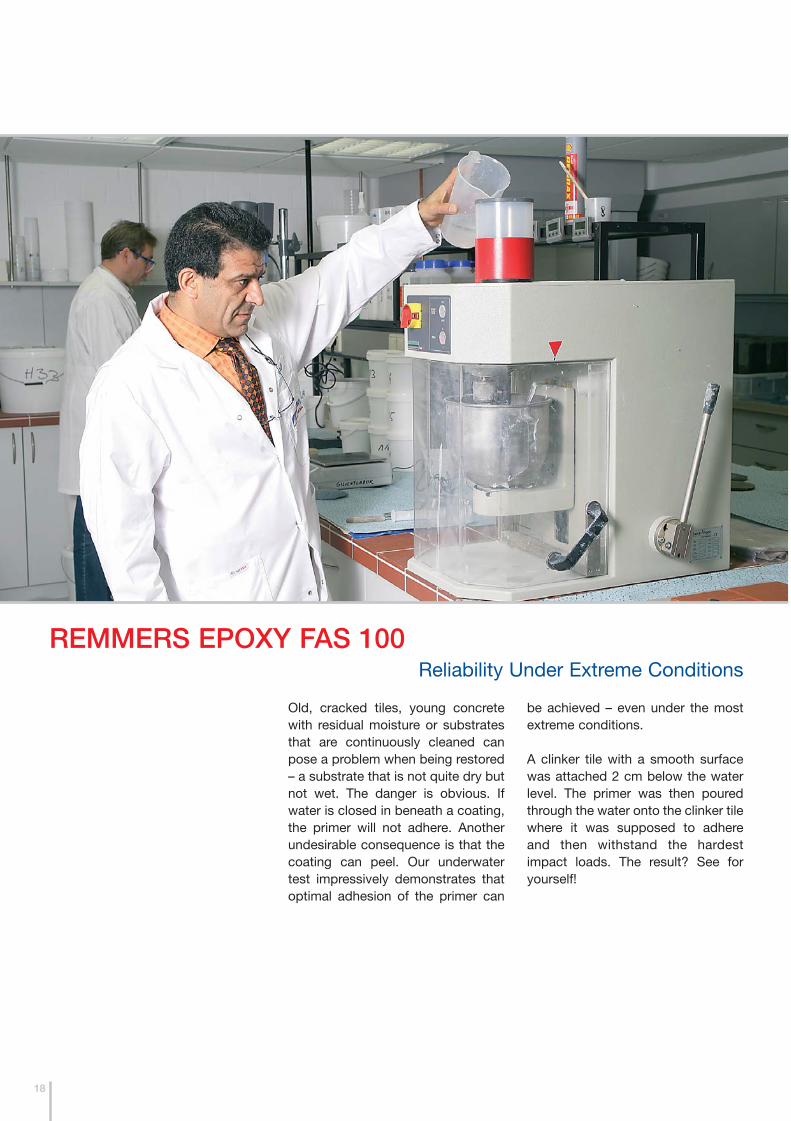
Old, cracked tiles, young concretewith residual moisture or substratesthat are continuously cleaned canpose a problem when being restored– a substrate that is not quite dry butnot wet. The danger is obvious. Ifwater is closed in beneath a coating,the primer will not adhere. Anotherundesirable consequence is that thecoating can peel. Our underwatertest impressively demonstrates thatoptimal adhesion of the primer can
be achieved – even under the mostextreme conditions.
A clinker tile with a smooth surfacewas attached 2 cm below the waterlevel. The primer was then pouredthrough the water onto the clinker tilewhere it was supposed to adhereand then withstand the hardestimpact loads. The result? See foryourself!

Even under water, the substrate is covered bythe primer. The water underneath the primer isdisplaced.
3
19
The reason for the tight bondbetween the primer and the clinker isa chemical reaction and not – as isthe case with conventional coatings– vacuum adhesion. Special sub-stances in the primer anchor likebarbs to constituents in the mineralsubstrate. These prevent the primerfrom detaching from the substrateafter it has cured. The use of brutalforce only leads to a broken clinker.As you can see in the illustration, the
1 2
Everything runs smoothly: The primer distrib-utes itself evenly and forms a tight bond withthe clinker tile.
4
After curing, the primer and substrate havebecome an inseparable unit. The subsequent-ly applied (yellow) coating adheres perfectlyand reliably. Even if force is used, it is not pos-sible to detach: The bond holds…
... and the clinker tile breaks! The quality is inthe detail. Even after breaking off, the primer isstill bonded to the tile. So even if an areabecame damaged, the damage would notspread.
5 6
The mixed primer based on Remmers EpoxyFAS 100 was applied to the clinker tile throughthe water.
The primer and the water do not react witheach other allowing successful application.
primer still adheres tightly to theclinker. This has the great advantagethat even if mechanical damagedoes occur, moisture is not able toinfiltrate behind the coating. The areaof damage will not spread (i.e. thecoating will not peel).

20
CREATING A BASE IN JUST ONE DAY Case 1: School Kitchen
The objectiveFeeding a large number of peoplerequires organisational skill andsmooth working practices. The staffhere did not like their kitchen. Tiles ofvarious shapes and textures present-ed a major trip hazard. A floor coat-ing system was needed that createda uniform and even surface to allowsafe, uninterrupted working. As thekitchen was in constant use, restora-tion had to be completed in 24 hours!
The resultIt was possible to restore the floor inthe kitchen in just one day. TheRemmers floor coating systemreceived straight “A’s” for the highlypresentable results – a uniform,hygienic surface!
1 2
Four hours later: The job is finished with a quality sealant
After just four hours the surfaces can bewalked on. Excess sand is removed and theuniform texture of the surface is inspected.The sealant was used due to the heavy loadsin the kitchen area.
3
Everything flowed in the rightdirection
None of the joints in the old tiles are visible.Clearly demonstrating the excellent flow prop-erties of the coating: As the slope was notchanged, drainage was not affected.
4
Not the best situation
The substrate consists of tiles in variousshapes and textures. A real accident hazard,and an ideal breeding ground for bacteria.
Three continuous steps
After preparing the substrate, priming, appli-cation of the base layer and application of thelevelling layer were carried out in one workingoperation. Within 45 minutes the floor couldbe generously broadcast with quartz sand.

21
The objectiveWhen laying the new floor coating inthis meat processing plant, time wasof the essence. A high quality floorcoating system had to be placedwithout expensive down time. Arestoration system was needed thatcould withstand heavy loads, meethygiene and job safety regulationsand easily be laid over the weekend.Another challenge was that the sub-strate was in a permanently wet area.Complete drying was not possible.
The resultThe system from Remmers proved tobe the best possible for a reliablefloor coating. The floor was laid with-out a hitch and all the strict tradeassociation rules were met.
1 2
Saturday afternoon:The base layers were applied
The Remmers Ceramix System was appliedthe following day in three continuous opera-tions. Once finished, after only 12 hours theRemmers Ceramix System could be subjectedto water loads.
3
Monday morning:Business as usual
After the machines were reassembled, pro-duction continued on Monday morning. Thestaff were able to work safely as gasses fromplasticisers or solvents were not given off bythe freshly laid coating. And that’s the way itwill remain!
4
Friday:Work began at the end of day shift
Production continued until Friday afternoonwhen the staff went home and we got to work.The machines were dismantled. Small dam-aged areas such a broken out areas aroundthe drain can turn into a big problem andpresent a safety hazard, so attention was paidto every minor area during restoration.
Friday night:The old, sloped screed wasremoved
Thorough preparation of the substrate began.The old, sloped screed was completelyremoved with a milling machine. A new,sloped screed on an epoxy resin base wasplaced, creating the optimum conditions foran even surface. As curing only took a fewhours, the schedule ran smoothly..
INTENSIVE WEEKEND SHIFTCase 2: Meat Processing Plant

3
22
The objectiveSalmon must be processed freshfrom the boat. Since the floor was nolonger quite fresh, the task was tocreate a floor that met job safety reg-ulations by the time the next catchwas due - in four days. The problem- a permanently wet area where thetemperature was not allowed toexceed 3°C.
The resultThe floor coating system selectedadhered reliably even to the dampsubstrate. The slip-resistant coatingcould be subjected to heavymechanical loads, and could bequickly and easily cleaned. This ful-filled the hygiene requirements of thefood processing trade.
1 2
Day 3:The end is in sight
The properly prepared floor was generouslybroadcast with Remmers Ceramix.Afterwards, excess material was swept off.After the coating had cured, the surface wassealed with a chemical resistant, fast-reactingepoxy resin.
Day 4:Highly presentable results
Salmon were again delivered and immediatelyprocessed. The floor got very wet in theprocess, but this was not a problem. Even afterlonger wet periods, the coating is still damagefree. Production continues to run smoothly andeveryone is satisfied.
4
Day 1:The base must be just right
The substrate was prepared. Missing areas inthe floor were filled with a fast-reacting, epoxyresin mortar that also adhered to substrateswith residual moisture.
Day 2:Preliminary work for a cleanresult
The floor was cleaned with a stripping agentand plenty of water.
FRESHNESS IS WHAT COUNTSCase 3: Salmon Processing Operation

Looks good after work as well
Practical, functional colours. Even when stain-ing liquids such as blood are a part of the dailyroutine, floor coatings from Remmers lookgood at all times.
Just to your taste
We will work with you to find the colour thatmeets your needs.
Anything but grey!
Functionality doesn’t have to be colourless.The Remmers Ceramix Colour Collectionoffers bright prospects for any substrate.
If the colour’s right...
Even in technicolour our floor coatings fulfilhygiene standards, are easy to clean, areodour free, and are VOC-tested.
23
There is no accounting for taste – butthere is for functionality. In the foodindustry, practical issues determinewhat colour should be selected for afloor. Depending on whether the flooris in a warehouse, sales area or pro-duction room, the psychology ofcolours can have a strong influenceon selection. In large kitchens, forexample, it is important to selectflooring that hides foot prints asmuch as possible. In other areassuch as the meat processing indus-try, the use of the right colour pre-vents strongly staining liquids (e.g.blood) that are red or reddish brown
COLOUR SELECTIONCombining Functionality with Beauty
Complies with the strictcriteria of AgBB (GermanCommittee for theEvaluation of BuildingProducts in Regard toHealth) – free of plasti-cisers and solvents
light grey beige
anthracite green
terracotta blue
red silver grey
red-brown
from becoming the predominatecolour.
By selecting functional colours, youcan even save money. For example,in rooms without windows, light-coloured flooring reflects artificiallight much better than dark flooringand even creates “passive lighting”.Because of this, the intensity of thelight can be reduced which savescosts. Remmers consultants will beglad to show you more examplesand provide advice.
Remmers Ceramix ColourCollection
With so much to choose from, it’shard to decide: Remmers offers allconventional standard colours aswell as special colours on request.Not only that, individual variationsare possible just by mixing standardcolours. With the multitude of colourcombinations that can be created,the selection for every range of usecan simply look great.

HIGH QUALITY SERVICESQuality You Can Rely On
Remmers offers an extensive servicepackage for all areas. We are versa-tile and work in partnership with allthose involved in construction andrefurbishment projects: tile layingtrade; architects and planners; com-mercial customers; private con-sumers; contractors...
Proximity to customers
Our staff will be glad to meet you atthe construction site and make rec-ommendations specific to your needs.In this way, professional advice, trou-ble-free services and uncomplicateddelivery can be guaranteed.
Make the right decision following the bestadvice
24

We have a school for quality
We guarantee our products, therefore users ofour products are regularly trained at theBernhard-Remmers-Akademie.
As ‘practice makes perfect’, theoretical know- ledge gained in class is put directly into prac-tice using sample surfaces.
Ongoing Research BringsSuccessful Development
Only after a full analysis of the floor conditionwill an individual system be recommended.
Through direct contact with people in industry,our product systems are continuously upgrad-ed and developed.
Successful participants in the WHG producttraining programme receive a TÜV certificate.
We have over 100 laboratory staff committedto product innovation.
No question is left unanswered
Our field service staff will be glad to give indi-vidual advice.
On our website at www.remmers.de you willfind links to our subsidiaries and representa-tives worldwide.
25

A GOOD REASON TO CHOOSE REMMERSIndividual Analysis of the Floor Condition
Resistance to chemicals, extremeresistance to heat or freezing temper-atures, slip-resistant or highly loadbearing – the requirements for a floorcoating can vary greatly. And whoknows that better than Remmers?That’s why we are glad to help youselect the right floor coating. We offertailor-made systems to meet yourindividual needs. In order to do that,we need to do the groundwork first: adetailed and sound analysis of the
floor condition on site. Based on thisanalysis, we will draw up a check listwhich records all of the important datasuch as the condition of the substrate,possible existing damage and futurerequirement criteria for the floor coat-ing as well as other decision makingfactors in the work environment suchas the type of shoes that are worn. Inour laboratory we will examine thefloor samples using the most moderntechniques. Taking the results and
requirements of the system intoaccount, Remmers technical salesmanager will recommend the bestsystem for you and the ideal approachfor achieving the right floor coating.
26

Sound analysis of the state of thefloor
All of important benchmark data such as thestate of the substrate and existing damage arerecorded.
Professional advice on site
With the aid of a comprehensive check list,nothing is forgotten.
Determination of the systemrequirements
The loading profile to be expected, dates andbudget are discussed in detail in advance.
Individual system recommendation
The results from the requirement profile andthe analysis of the floor condition are evaluat-ed in our laboratory so that the best floor coat-ing system is recommended.
27
Advantages at a Glance:
� Fast, reliable and easy to lay –even in cases of rising damp
� For universal use on practicallyany substrate
� Tested high mechanical loadingcapacity in accordance with theclass OS 8 testing programme
� Reduces construction timesince they can be laid on con-crete that still has residual mois-ture
� The floor coating system can beadjusted to individual conditionsand the loading profile to beexpected
� Numerous possibilities for colourand design
� Load bearing, a long service life,easy to maintain and hygienic
� UV-resistant surface with a choiceof either matt or gloss finish
� Physiologically safe after curing
� Conforms with the strict VOCDirective
� Individual analysis of the floor con-dition
• Very good flow properties even atlow temperatures
• The system recommended meetsyour specific flooring requirements
• Can be formulated conductive orslip-resistant
• Certified quality and TestCertificates
Our additional Service:
We’d be glad to help you – in coop-eration with qualified floor layingcompanies – throughout the entireprogram. From analysis to planningall the way to finishing your floorcoating. You can see what yourindividual floor coating systemcould look like on the next pages.

Residual moisture (< 6%) concrete / cement screed, steel ball jetted.
28
REMMERS SYSTEM GUIDEThe Ideal Floor Coating for Any Case
We are only satisfied if you are.Therefore, we have developed floorcoating systems a wide range ofuses that will meet the specialrequirements of each. Essentially,there are three criteria that determinecoating selection:
[1] the expected loads;[2] the existing substratre; and[3] depending on the substrate, wewill recommend the ideal primer foroptimal adhesion of the coating.
The final steop is system selection[4], this is dependent on what thefloor is used for – i.e. whether it befor the food industry and needs towithstand heavy mechanical loads,or for an area subject to lesserloads…
What kind of loads will yournew floor have to withstand?1
Which type of substrateexists?2
The following primers areused:3
Epoxy FAS 100
Epoxy FAS 100 as a scratch coat with Selectmix
PUR Indu Color
Epoxy FAS 100 (twice as a scratch coat)
Epoxy BS 2000
Epoxy FAS 100
Breathable-Systems
Epoxy MT 100(twice with scratch coat)
Epoxy FAS 100
Epoxy BS 2000
PUR Indu Color
Epoxy FAS 100
Breathable-Systems
Breathable-Systems
Breathable-Systems
Concrete, steel ball jetted
Concrete, milled andsteel ball jetted
Old PU coating
Wet concrete (water film/ permanently wet area)
Old, tightly adheringepoxy coating
Old tiles (ceramic covers)
Anhydrite screed
Metal (steel, stainless,galvanised steel)
Mineral levelling com-pounds
Poured asphalt (only indoors)
Cement screed,sanded,steel ball jetted
Magnesite screed
Concrete without protectionagainst rising damp
Heavy loadse.g. heavy point loads
Increased loadse.g. dynamic loads through forklift traffic
Moderate loadse.g. hand elevating trucks
Light loadse.g. foot traffic
Cement screed, ground

21
29
5 6
Texturedcoating
Low chemical load, moderate water loadFlexible PUR Systems
[1] Application of the primerstated under item 3
[2] Scratch coat with EpoxyHD Color
[3] Application of the tex-tured coating Epoxy HDColor TX using toothedblade No. 22 and a tex-tured roller
2
3
1
For which area do you need the floor coating system?
1) If the substrate is strong enough it can be primed with Epoxy HD Color.2) No additional priming with Epoxy FAS 100 required.
We
rese
rve
the
right
to
chan
ge s
yste
ms
whe
n te
chno
logi
cal a
dva
nces
are
mad
e.
[1] Application of Epoxy FAS 100
[2] Application of the flowcoating PUR Indu Colorusing a toothed wiper
[3] Application of sealantArtiTop / ArtiColor
[1] Application of primer(Epoxy BS 2000 with Add250) using an epoxy roller
[2] Application of sealant(Epoxy BS 3000 with Add 250 – matt orsilk gloss) using an epoxyroller
Tough elastic, slip-resistantcoating 1.5 –2.0 mm (R11)
Water vapour diffusion open,slip-resistant, colouredsealant (R12)
2
3
1
Slip-resistant coating with aknobbed texture (R10)
4
1)
1)
2)
3
[1] Application of Epoxy FAS 100
[2] Application of flow coat-ing PUR Indu Colorusing a toothed wiper
[3] Application of the baselayer PUR Indu Color
[4] Broadcasting of quartzsand 0.2 –0.7 mm
[5] Application of sealantEpoxy OS Color
Tough elastic, slip-resistant,blinded cover (R11, V04)
2)
4
[1] Application of Epoxy FAS 100
[2] Application of flow coat-ing PUR Indu Colorusing a toothed wiper
[3] Application of the baselayer PUR Indu Color
[4] Broadcasting of quartzsand 0.7 –1.2 mm
[5] Application of sealantEpoxy OS Color
Tough elastic, slip-resistant,blinded cover (R11, V08)
2)
2)
2)
2)
2)
2)
2)
2) 2)
2
1
43
2
1
Water vapour diffusion open,slip-resistant, blinded cover(R12)
2)
2)
2)1)
[1] Application of primer(Epoxy BS 2000 – clear)using an epoxy roller
[2] Application of flow cover(Epoxy BS 3000 SG withSelectMix SBL using arubber wiper. De-air afterwards with aspiked roller
[3] Generously broadcastwith quartz sand 0.2 –0.7mm
[4] Application of sealantEpoxy BS 3000 using arubber wiper and epoxyroller
32
4
1
5
32
4
1
5
For these substrates you will need a water vapour permeable open floor coating system.

1)
2)
8
2
3
1
4
30
REMMERS SYSTEM GUIDEFor Increased Loads through Water and Chemicals
Floor coatings in production areas,e.g. the food industry, are subjectedto heavy mechanical loads. Throughthe different ingredients used, che-mical loads can be variably high andwater is always used – and not justfor cleaning. The systems illustratedhere have been proven to meet theserequirements in practice.
Which special requirements must 2
What type of substrate doyou have?1
7
Blinded cover, coloured
2
3
1
1)
2)
Concrete, steel ball jetted
Concrete, milled andsteel ball jetted
Wet concrete (water film/ permanently wet area)
Old tiles (ceramic covers)
Poured asphalt (only indoors)
Cement screed,ground
Cement screed,steel ball jetted
4
[1] Application of Epoxy MT100 using an epoxy roller
[2] Application of the baselayer, e.g. Epoxy OSColor, using a toothedblade
[3] Broadcasting of quartzsand 0.2 to 0.7 mm
[4] Application of sealant, e.g. Epoxy OS Color
[1] Application of Epoxy MT100 using an epoxy roller
[2] Application of the baselayer, e.g. Epoxy OSColor, using a toothedblade
[3] Broadcasting of quartzsand 0.7 to 1.2 mm
[4] Application of sealant, e.g. Epoxy OS Color
Blinded cover, coloured,according to (R13, V04)
Blinded cover, coloured,according to (R13, V08)
The floor coating can withstand heavymechanical loads (e.g. with heavy point loads).

109
31
11 12 13
Blinded Cover, Multi-Colour Blinded Cover Fast Reacting
3)
3)
3)
3)
3)
3)
3)
3)
3)
3)
3)
1) 3)
3)
2) 3)
3)
3)
3)
3)
1) 3)
3)
2) 3)
3)
3)
3)
3)
1) 3)
3)
2) 3)
3)
3)
3)
3)
1) 3)
3)
2) 3)
2
3
1
4
2
3
1
4
2
3
1
4
2
3
1
4
1) Levelling with a levelling filler made of Epoxy FAS 100 and Selectmix 052) Priming with Epoxy FAS 100
3) Yellowing through UV-rays
be fulfilled by your new floor coating?
2
3
1
4
[1] Application of Epoxy MT100 using an epoxy roller
[2] Application of the baselayer, e.g. Epoxy BH 100plus with SelectMix SBLin a mixing ratio of 1:1.5
[3] Broadcasting withCeramix 03
[4] Application of sealant,e.g. Epoxy BH 100
[1] Application of Epoxy MT100 using an epoxy roller
[2] Application of the baselayer, e.g. Epoxy BH 100plus with SelectMix SBLin a mixing ratio of 1:1.5
[3] Broadcasting withCeramix 07
[4] Application of sealant,e.g. Epoxy BH 100
[1] Application of Epoxy MT100 using an epoxy roller
[2] Application of the baselayer, e.g. Epoxy BH 100plus with SelectMix SBLin a mixing ratio of 1:1.5
[3] Broadcasting withCeramix 12
[4] Application of sealant,e.g. Epoxy BH 100
[1] Application of Epoxy MT100 using an epoxy roller
[2] Application of the baselayer, e.g. Epoxy Quickwith SelectMix SBL in a mixing ratio of1:1
[3] Broadcasting withCeramix 07
[4] Application of sealantEpoxy Quick
[1] Application of Epoxy MT100 using an epoxy roller
[2] Application of the baselayer, e.g. Epoxy Quickwith SelectMix SBL in a mixing ratio of1:1
[3] Broadcasting withCeramix 12
[4] Application of sealantEpoxy Quick
Blinded cover, multi-colour,according to (R12)
Blinded cover, multi-colour,according to (R12, V06)
Blinded cover, multi-colour,according to (R12, V08)
Blinded cover, fast reacting,according to (R12, V06)
Blinded cover, fast reacting,according to (R12, V08)
We
rese
rve
the
right
to
chan
ge s
yste
ms
whe
n te
chno
logi
cal a
dva
nces
are
mad
e.

733
/ 07
.07
GB
Remmers Baustofftechnik · 49624 Löningen · Tel.: +49 (0 )54 32 / 83-0 · Fax: +49 (0 )54 32 / 39 85 www.remmers.de
Remmers (UK) Limited Crawley United KingdomTel.: +44(0) 845 373 0103Fax: +44(0) 845 373 0104 www.remmers.co.uk
Remmers (Far East) Pte. Ltd.SingaporeTel.: +65 6 7410277Fax: +65 6 7417158
Remmers India Pvt. Ltd.GurgaonTel.: +91 124 400 9131Fax: +91 124 400 9134www.remmers.in








![LOUIE’S FINER MEATS Cumberland, WI POTENTIAL KEYWORDS sausage bratwurst cheddarwurst “wisconsin bratwurst” “italian sausage” [cotto salami] “hunter sausage”](https://img.pdfslide.us/doc/110x75/56649cec5503460f949b8cc6/louies-finer-meats-cumberland-wi-potential-keywords-sausage-bratwurst-cheddarwurst.jpg)




















