Embed Size (px)
Citation preview
UDDEHOLM SLEIPNER®

UDDEHOLM SLEIPNER
3
UDDEHOLM SLEIPNER
THE CHANGING TOOLING ENVIRONMENT
The tooling environment is changing to suit the changing market environment.
Lead times are one aspect of this change and they are getting shorter and
shorter. This ultimately means that more emphasis has to be placed on tool
reliability in service and on time to manufacture the tooling.
The production materials used nowadays are placing more demands on the
tools and the tool steels used to manufacture them. For example, advanced
high strength steel sheet materials now being used for automotive parts place
extra demands on resistance to chipping and cracking, compressive strength
and wear resistance.
THE MODERN GENERAL COLD WORK TOOL STEEL
The classical 12 % Cr-steels such as AISI D2 or W.-Nr. 1.2379 are still the
backbone of cold work tooling but their limitations are becoming more and
more apparent in the changing production environment.
Uddeholm Sleipner is a new 8 % Cr-steel from Uddeholm Tooling. Its proper-
ties profile has been carefully balanced and the result is a very versatile tool
steel which overcomes the limitations of the 12% Cr-steels.
A VERSATILE TOOL STEEL
The properties profile of Uddeholm Sleipner is more versatile and superior to
that of 12 % Cr-steels. The machinability, grindability and hardenability are
much better and it is easier to make small repair welds. This means that Udde-
holm Sleipner is the right choice for faster toolmaking, better tool perform-
ance and easier maintenance.
SLEIPNER
2
Ogólne dane SLEIPNER jest chromowo-molibdenowo-wanadową stopową stalą narzędziową charakteryzującą się: • dobrą odpornością na zużycie • dobrą odpornością na wykruszanie • dobrą wytrzymałością na ściskanie • wysoką twardością (>60 HRC) po odpuszczaniu
w wysokich temperaturach • dobrymi właściwościami hartowania skrośnego • dobrą stabilnością wymiarową podczas
hartowania • dobrą odpornością na odpuszczanie • dobrymi właściwościami po obróbce
elektroiskrowej drutem • dobrą obrabialnością i szlifowalnością • dobrymi właściwościami po obróbce
powierzchniowej Skład chemiczny %
C 0,9
Si 0,9
Mn 0,5
Cr 7,8
Mo 2,5
V 0,5
Standardowa specyfikacja
Brak
Stan dostawy Zmiękczona do około 235 HB Kod kolorystyczny
Niebieski/brązowy
Zastosowania SLEIPNER jest uniwersalną stalą narzędziową do pracy na zimno. Charakteryzuje się profilem zużycia ściernego i mieszanego oraz dobrą odpornością na wykruszanie. Ponadto, w wyniku odpuszczania w wysokich temperaturach można uzyskiwać wysokie twardości (>60 HRC). Oznacza to, że obróbka powierzchni, np. azotowanie lub osadzanie fizyczne z fazy gazowej (PVD) może odbywać się na podłożu o dużej wytrzymałości. Oznacza to również, że stosując obróbkę elektroiskrową drutem, można wycinać elementy o skomplikowanym kształcie i twardości powyżej 60 HRC w blokach o stosunkowo grubych przekrojach, przy znacznie mniejszym ryzyku pękania. Stal SLEIPNER zalecana jest do zastosowań, gdzie występują średnie serie produkcyjne, gdzie wymagana jest odporność na zużycie mieszane lub ścierne, oraz dobra odporność na wykruszanie. Przykłady: • Wykrawanie i wykrawanie precyzyjne • Ścinanie • Formowanie • Wybijanie • Kucie na zimno • Wyciskanie na zimno • Walcowanie gwintów
• Tłoczenie i głębokie tłoczenie • Prasowanie proszków
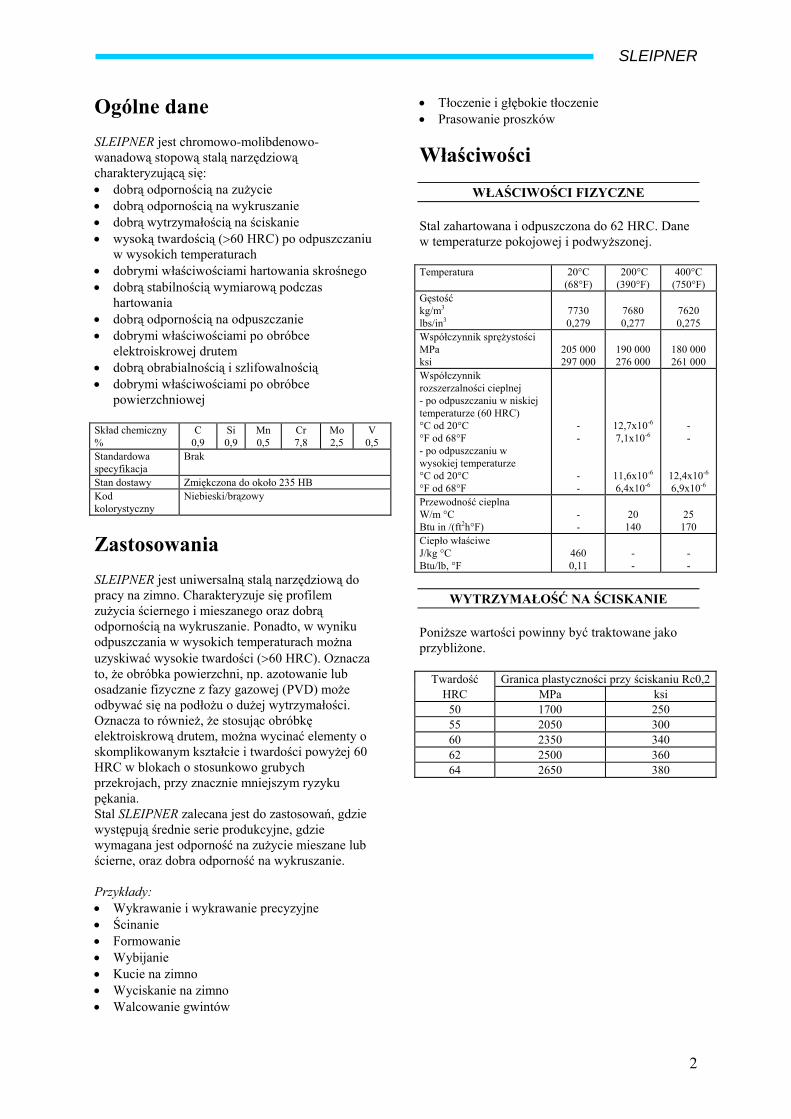
Właściwości
WŁAŚCIWOŚCI FIZYCZNE Stal zahartowana i odpuszczona do 62 HRC. Dane w temperaturze pokojowej i podwyższonej. Temperatura 20°C
(68°F) 200°C (390°F)
400°C (750°F)
Gęstość kg/m3
lbs/in3
7730 0,279
7680 0,277
7620 0,275
Współczynnik sprężystości MPa ksi
205 000 297 000
190 000 276 000
180 000 261 000
Współczynnik rozszerzalności cieplnej - po odpuszczaniu w niskiej temperaturze (60 HRC) °C od 20°C °F od 68°F - po odpuszczaniu w wysokiej temperaturze °C od 20°C °F od 68°F
- - - -
12,7x10-6 7,1x10-6
11,6x10-6 6,4x10-6
- -
12,4x10-6 6,9x10-6
Przewodność cieplna W/m °C Btu in /(ft2h°F)
- -
20
140
25
170 Ciepło właściwe J/kg °C Btu/lb, °F
460 0,11
- -
- -
WYTRZYMAŁOŚĆ NA ŚCISKANIE
Poniższe wartości powinny być traktowane jako przybliżone.
Twardość Granica plastyczności przy ściskaniu Rc0,2HRC MPa ksi
50 1700 250 55 2050 300 60 2350 340 62 2500 360 64 2650 380
SLEIPNER
3
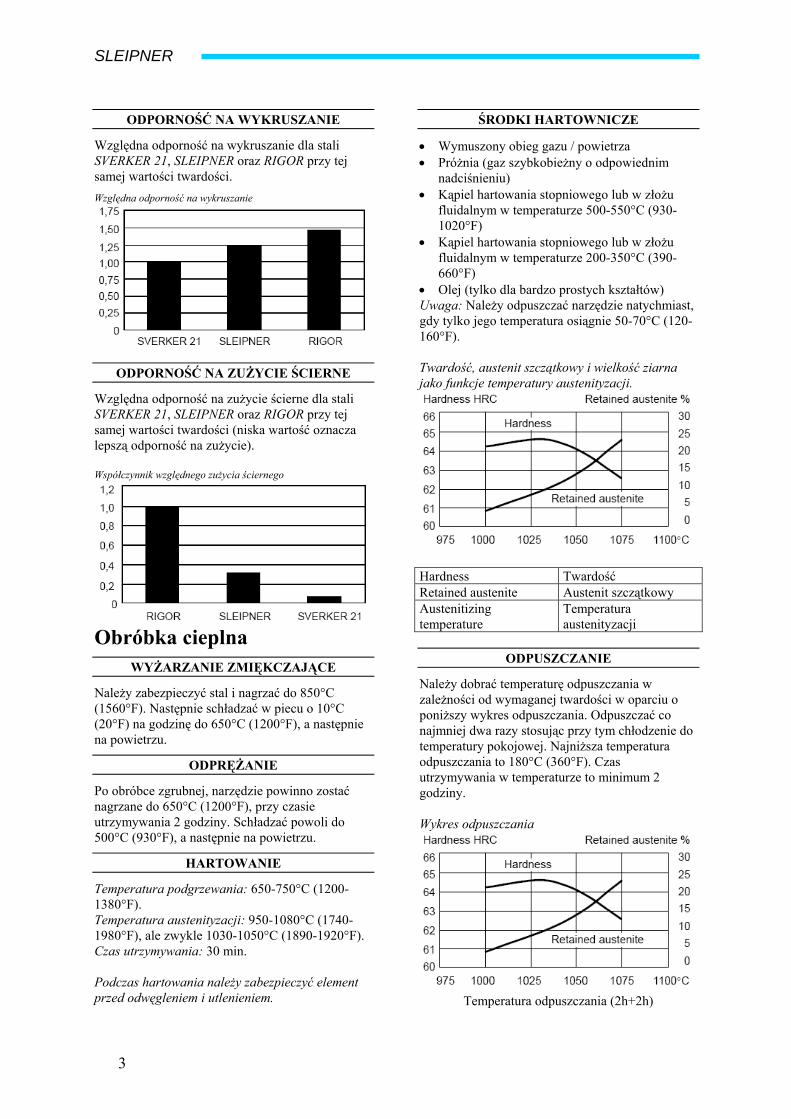
ODPORNOŚĆ NA WYKRUSZANIE
Względna odporność na wykruszanie dla stali SVERKER 21, SLEIPNER oraz RIGOR przy tej samej wartości twardości.
Względna odporność na wykruszanie
ODPORNOŚĆ NA ZUŻYCIE ŚCIERNE
Względna odporność na zużycie ścierne dla stali SVERKER 21, SLEIPNER oraz RIGOR przy tej samej wartości twardości (niska wartość oznacza lepszą odporność na zużycie). Współczynnik względnego zużycia ściernego
Obróbka cieplna
WYŻARZANIE ZMIĘKCZAJĄCE
Należy zabezpieczyć stal i nagrzać do 850°C (1560°F). Następnie schładzać w piecu o 10°C (20°F) na godzinę do 650°C (1200°F), a następnie na powietrzu.
ODPRĘŻANIE
Po obróbce zgrubnej, narzędzie powinno zostać nagrzane do 650°C (1200°F), przy czasie utrzymywania 2 godziny. Schładzać powoli do 500°C (930°F), a następnie na powietrzu.
HARTOWANIE
Temperatura podgrzewania: 650-750°C (1200-1380°F). Temperatura austenityzacji: 950-1080°C (1740-1980°F), ale zwykle 1030-1050°C (1890-1920°F). Czas utrzymywania: 30 min. Podczas hartowania należy zabezpieczyć element przed odwęgleniem i utlenieniem.
ŚRODKI HARTOWNICZE
• Wymuszony obieg gazu / powietrza • Próżnia (gaz szybkobieżny o odpowiednim
nadciśnieniu) • Kąpiel hartowania stopniowego lub w złożu
fluidalnym w temperaturze 500-550°C (930-1020°F)
• Kąpiel hartowania stopniowego lub w złożu fluidalnym w temperaturze 200-350°C (390-660°F)
• Olej (tylko dla bardzo prostych kształtów) Uwaga: Należy odpuszczać narzędzie natychmiast, gdy tylko jego temperatura osiągnie 50-70°C (120-160°F). Twardość, austenit szczątkowy i wielkość ziarna jako funkcje temperatury austenityzacji.
Hardness Twardość Retained austenite Austenit szczątkowy Austenitizing temperature
Temperatura austenityzacji
ODPUSZCZANIE
Należy dobrać temperaturę odpuszczania w zależności od wymaganej twardości w oparciu o poniższy wykres odpuszczania. Odpuszczać co najmniej dwa razy stosując przy tym chłodzenie do temperatury pokojowej. Najniższa temperatura odpuszczania to 180°C (360°F). Czas utrzymywania w temperaturze to minimum 2 godziny. Wykres odpuszczania
Temperatura odpuszczania (2h+2h)
SLEIPNER
4
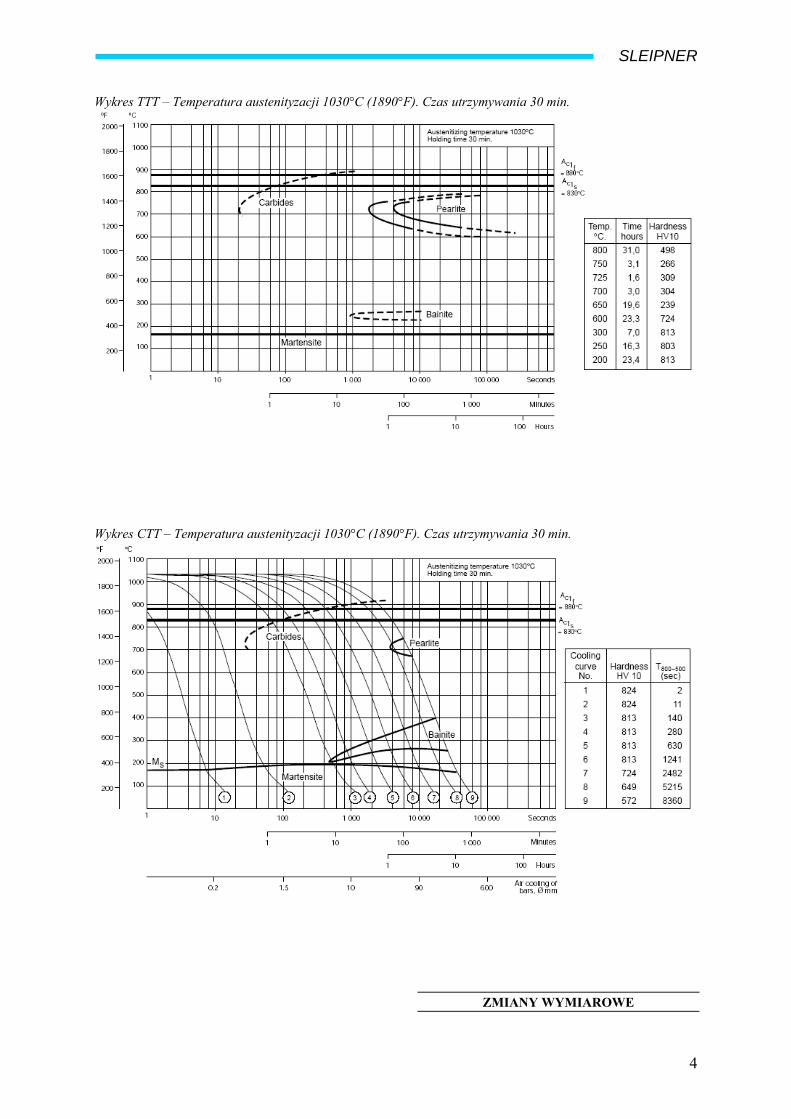
Wykres TTT – Temperatura austenityzacji 1030°C (1890°F). Czas utrzymywania 30 min.
Wykres CTT – Temperatura austenityzacji 1030°C (1890°F). Czas utrzymywania 30 min.
ZMIANY WYMIAROWE
SLEIPNER
5
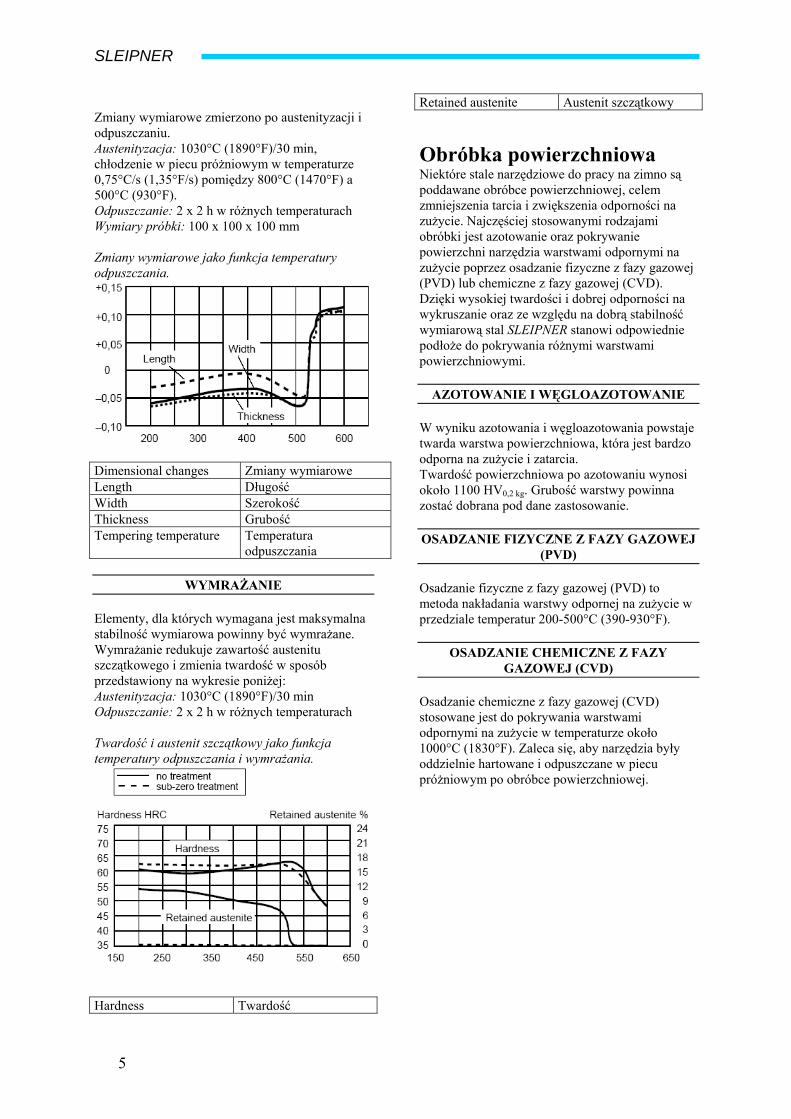
Zmiany wymiarowe zmierzono po austenityzacji i odpuszczaniu. Austenityzacja: 1030°C (1890°F)/30 min, chłodzenie w piecu próżniowym w temperaturze 0,75°C/s (1,35°F/s) pomiędzy 800°C (1470°F) a 500°C (930°F). Odpuszczanie: 2 x 2 h w różnych temperaturach Wymiary próbki: 100 x 100 x 100 mm Zmiany wymiarowe jako funkcja temperatury odpuszczania.
Dimensional changes Zmiany wymiarowe Length Długość Width Szerokość Thickness Grubość Tempering temperature Temperatura
odpuszczania
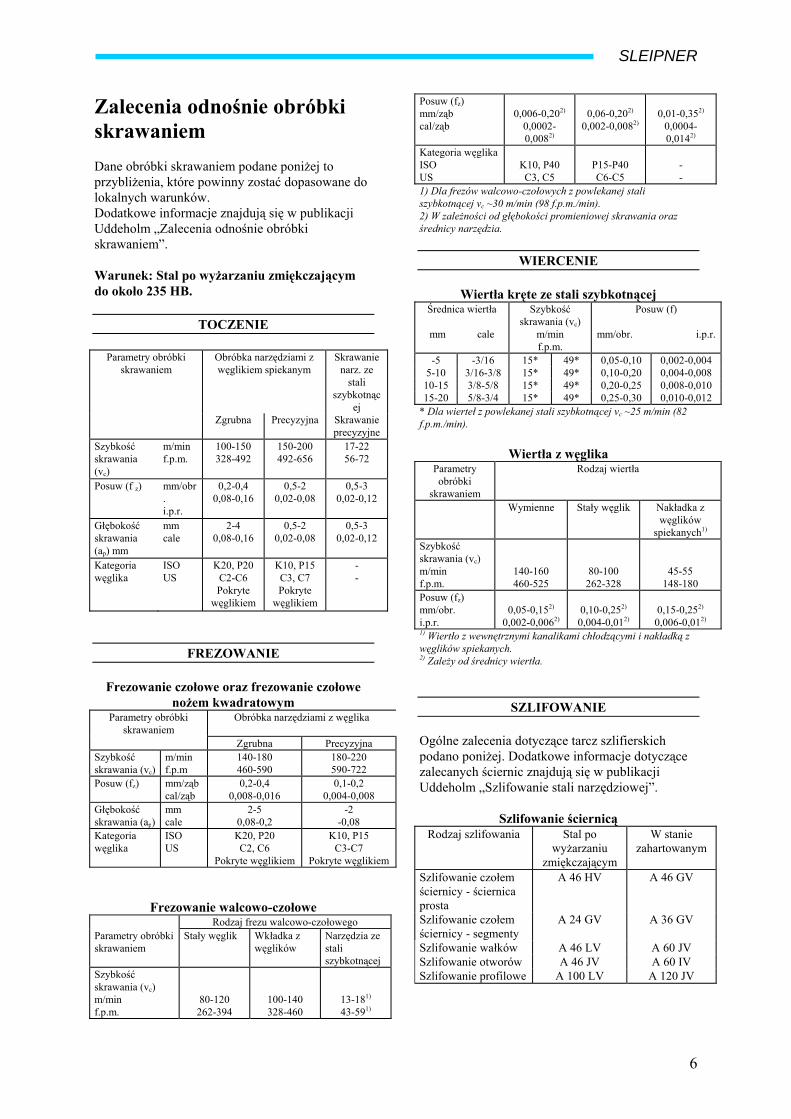
WYMRAŻANIE Elementy, dla których wymagana jest maksymalna stabilność wymiarowa powinny być wymrażane. Wymrażanie redukuje zawartość austenitu szczątkowego i zmienia twardość w sposób przedstawiony na wykresie poniżej: Austenityzacja: 1030°C (1890°F)/30 min Odpuszczanie: 2 x 2 h w różnych temperaturach Twardość i austenit szczątkowy jako funkcja temperatury odpuszczania i wymrażania.
Hardness Twardość
Retained austenite Austenit szczątkowy
Obróbka powierzchniowa Niektóre stale narzędziowe do pracy na zimno są poddawane obróbce powierzchniowej, celem zmniejszenia tarcia i zwiększenia odporności na zużycie. Najczęściej stosowanymi rodzajami obróbki jest azotowanie oraz pokrywanie powierzchni narzędzia warstwami odpornymi na zużycie poprzez osadzanie fizyczne z fazy gazowej (PVD) lub chemiczne z fazy gazowej (CVD). Dzięki wysokiej twardości i dobrej odporności na wykruszanie oraz ze względu na dobrą stabilność wymiarową stal SLEIPNER stanowi odpowiednie podłoże do pokrywania różnymi warstwami powierzchniowymi.
AZOTOWANIE I WĘGLOAZOTOWANIE W wyniku azotowania i węgloazotowania powstaje twarda warstwa powierzchniowa, która jest bardzo odporna na zużycie i zatarcia. Twardość powierzchniowa po azotowaniu wynosi około 1100 HV0,2 kg. Grubość warstwy powinna zostać dobrana pod dane zastosowanie. OSADZANIE FIZYCZNE Z FAZY GAZOWEJ
(PVD) Osadzanie fizyczne z fazy gazowej (PVD) to metoda nakładania warstwy odpornej na zużycie w przedziale temperatur 200-500°C (390-930°F).
OSADZANIE CHEMICZNE Z FAZY GAZOWEJ (CVD)
Osadzanie chemiczne z fazy gazowej (CVD) stosowane jest do pokrywania warstwami odpornymi na zużycie w temperaturze około 1000°C (1830°F). Zaleca się, aby narzędzia były oddzielnie hartowane i odpuszczane w piecu próżniowym po obróbce powierzchniowej.
SLEIPNER
6
Zalecenia odnośnie obróbki skrawaniem Dane obróbki skrawaniem podane poniżej to przybliżenia, które powinny zostać dopasowane do lokalnych warunków. Dodatkowe informacje znajdują się w publikacji Uddeholm „Zalecenia odnośnie obróbki skrawaniem”. Warunek: Stal po wyżarzaniu zmiękczającym do około 235 HB.
TOCZENIE
Parametry obróbki skrawaniem
Obróbka narzędziami z węglikiem spiekanym
Skrawanie narz. ze
stali szybkotnąc
ej Zgrubna Precyzyjna Skrawanie
precyzyjne Szybkość skrawania (vc)
m/min f.p.m.
100-150 328-492
150-200 492-656
17-22 56-72
Posuw (f z) mm/obr. i.p.r.
0,2-0,4 0,08-0,16
0,5-2 0,02-0,08
0,5-3 0,02-0,12
Głębokość skrawania (ap) mm
mm cale
2-4 0,08-0,16
0,5-2 0,02-0,08
0,5-3 0,02-0,12
Kategoria węglika
ISO US
K20, P20 C2-C6 Pokryte
węglikiem
K10, P15 C3, C7 Pokryte
węglikiem
- -
FREZOWANIE
Frezowanie czołowe oraz frezowanie czołowe nożem kwadratowym
Parametry obróbki skrawaniem
Obróbka narzędziami z węglika
Zgrubna Precyzyjna Szybkość skrawania (vc)
m/min f.p.m
140-180 460-590
180-220 590-722
Posuw (fz) mm/ząb cal/ząb
0,2-0,4 0,008-0,016
0,1-0,2 0,004-0,008
Głębokość skrawania (ap)
mm cale
2-5 0,08-0,2
-2 -0,08
Kategoria węglika
ISO US
K20, P20 C2, C6
Pokryte węglikiem
K10, P15 C3-C7
Pokryte węglikiem
Frezowanie walcowo-czołowe
Rodzaj frezu walcowo-czołowego Parametry obróbki skrawaniem
Stały węglik Wkładka z węglików
Narzędzia ze stali szybkotnącej
Szybkość skrawania (vc) m/min f.p.m.
80-120 262-394
100-140 328-460
13-181) 43-591)
Posuw (fz) mm/ząb cal/ząb
0,006-0,202)
0,0002-0,0082)
0,06-0,202)
0,002-0,0082)
0,01-0,352)
0,0004-0,0142)
Kategoria węglika ISO US
K10, P40 C3, C5
P15-P40 C6-C5
- -
1) Dla frezów walcowo-czołowych z powlekanej stali szybkotnącej vc ~30 m/min (98 f.p.m./min). 2) W zależności od głębokości promieniowej skrawania oraz średnicy narzędzia.
WIERCENIE
Wiertła kręte ze stali szybkotnącej
Średnica wiertła
mm cale
Szybkość skrawania (vc)
m/min f.p.m.
Posuw (f)
mm/obr. i.p.r.
-5 -3/16 15* 49* 0,05-0,10 0,002-0,004 5-10 3/16-3/8 15* 49* 0,10-0,20 0,004-0,008 10-15 3/8-5/8 15* 49* 0,20-0,25 0,008-0,010 15-20 5/8-3/4 15* 49* 0,25-0,30 0,010-0,012
* Dla wierteł z powlekanej stali szybkotnącej vc ~25 m/min (82 f.p.m./min).
Wiertła z węglika Parametry obróbki
skrawaniem
Rodzaj wiertła
Wymienne Stały węglik Nakładka z węglików
spiekanych1) Szybkość skrawania (vc) m/min f.p.m.
140-160 460-525
80-100 262-328
45-55 148-180
Posuw (fz) mm/obr. i.p.r.
0,05-0,152)
0,002-0,0062)
0,10-0,252) 0,004-0,012)
0,15-0,252) 0,006-0,012)
1) Wiertło z wewnętrznymi kanalikami chłodzącymi i nakładką z węglików spiekanych. 2) Zależy od średnicy wiertła.
SZLIFOWANIE Ogólne zalecenia dotyczące tarcz szlifierskich podano poniżej. Dodatkowe informacje dotyczące zalecanych ściernic znajdują się w publikacji Uddeholm „Szlifowanie stali narzędziowej”.
Szlifowanie ściernicą Rodzaj szlifowania Stal po
wyżarzaniu zmiękczającym
W stanie zahartowanym
Szlifowanie czołem ściernicy - ściernica prosta
A 46 HV A 46 GV
Szlifowanie czołem ściernicy - segmenty
A 24 GV A 36 GV
Szlifowanie wałków A 46 LV A 60 JV Szlifowanie otworów A 46 JV A 60 IV Szlifowanie profilowe A 100 LV A 120 JV
SLEIPNER
7
Spawanie Można uzyskać dobre wyniki spawania stali narzędziowych, jeśli zostaną odpowiednio zabezpieczone warunki procesu. • Spoiny powinny zostać odpowiednio
przygotowane. • Spoiny naprawcze powinny być wykonywane w
wyższych temperaturach. Pierwsze dwie warstwy powinny być nałożone elektrodą o takiej samej średnicy i/lub przy jednakowym napięciu.
• Należy zawsze utrzymywać możliwie najkrótszą długość łuku. Elektroda powinna być nachylona pod kątem 90° do krawędzi styku spawanych elementów, aby ograniczyć podtopienie. Ponadto, elektroda powinna być trzymana pod kątem 75-80° do kierunku spawania.
• W przypadku dużych napraw, należy spawać pierwsze warstwy za pomocą miękkiego spoiwa (warstwa osłonowa).
SPOIWO
Elektrody do spawania TIG Spoiwo Twardość po spawaniu Typ AWS ER312 UTP A67S UTP A696 CastoTig 5*
300 HB (dla warstw osłonowych) 55-58 HRC 60-64 HRC 60-64 HRC
* Nie powinna być stosowana przy większej ilości warstw niż 4, w związku ze zwiększonym ryzykiem pękania
Elektrody do spawania MMA (SMAW) Spoiwo Twardość po spawaniu Typ AWS E312 CASTOLIN 2 UTP 67S
300 HB (dla warstw osłonowych) 54-60 HRC 55-58 HRC
UTP 69 CASTOLIN 6
60-64 HRC 60-64 HRC
Więcej informacji na temat spawania stali narzędziowej można znaleźć w publikacji Uddeholm „Spawanie stali narzędziowej”.
Hartowanie płomieniowe Stosować palnik tlenowo-acetylenowy o wydajności 800-1250 l/h. Ciśnienie tlenu 2,5 bar, ciśnienie acetylenu 1,5 bar. Należy wyregulować w celu uzyskania normalnego płomienia. Temperatura 980-1020°C. Schładzać na powietrzu. Twardość wynosić będzie 58-62 HRC na powierzchni i 41 HRC (400 HB) na głębokości 3-3,5 mm.
Obróbka elektroiskrowa (EDM) Jeżeli proces obróbki elektroiskrowej (EDM) odbywa się na materiale zahartowanym i odpuszczonym, wtedy należy zakończyć proces „precyzyjną obróbką iskrową”, tj. prądem o niskim napięciu i wysokiej częstotliwości. Optymalne wyniki osiągnie się po przeszlifowaniu / wypolerowaniu powierzchni po obróbce elektroiskrowej oraz poddaniu narzędzia ponownemu odpuszczaniu w temperaturze o około 25°C (80°F) niższej od pierwotnej temperatury odpuszczania. Stosując obróbkę elektroiskrową elementów większych lub o skomplikowanym kształcie, stal SLEIPNER powinna być odpuszczana w temperaturze powyżej 500°C (930°F).
SLEIPNER
8
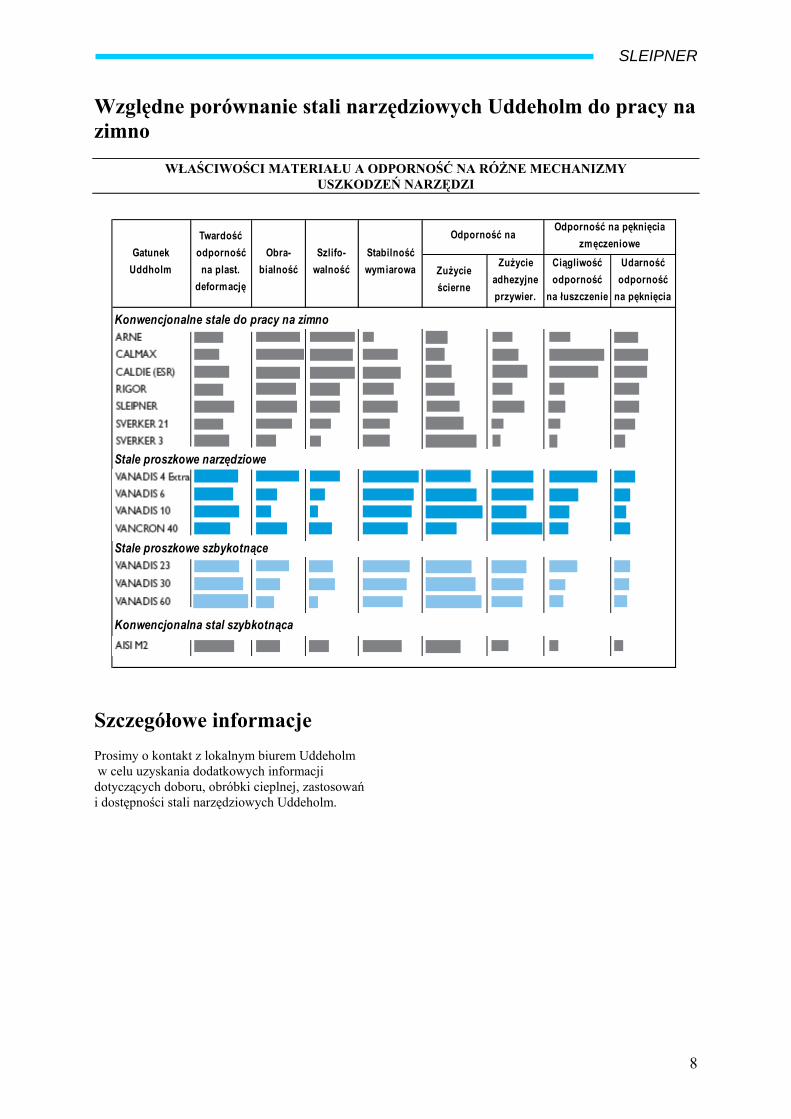
Względne porównanie stali narzędziowych Uddeholm do pracy na zimno
WŁAŚCIWOŚCI MATERIAŁU A ODPORNOŚĆ NA RÓŻNE MECHANIZMY USZKODZEŃ NARZĘDZI
Szczegółowe informacje Prosimy o kontakt z lokalnym biurem Uddeholm w celu uzyskania dodatkowych informacji dotyczących doboru, obróbki cieplnej, zastosowań i dostępności stali narzędziowych Uddeholm.
Zużycie ścierne
Zużycie adhezyjne przywier.
Ciągliwość odporność
na łuszczenie
Udarność odporność
na pęknięcia
Odporność na pęknięcia zmęczeniowe
Stale proszkowe narzędziowe
Stale proszkowe szbykotnące
Konwencjonalna stal szybkotnąca
Twardość odporność
na plast. deformację
Gatunek Uddholm
Obra-bialność
Szlifo- walność
Stabilność wymiarowa
Konwencjonalne stale do pracy na zimno
Odporność na
UDDEHOLM SLEIPNER
11
ROLLING MILL
FORGING
ELECTRIC ARCFURNACE
STOCK
HEATTREATMENT
UPHILL CASTING
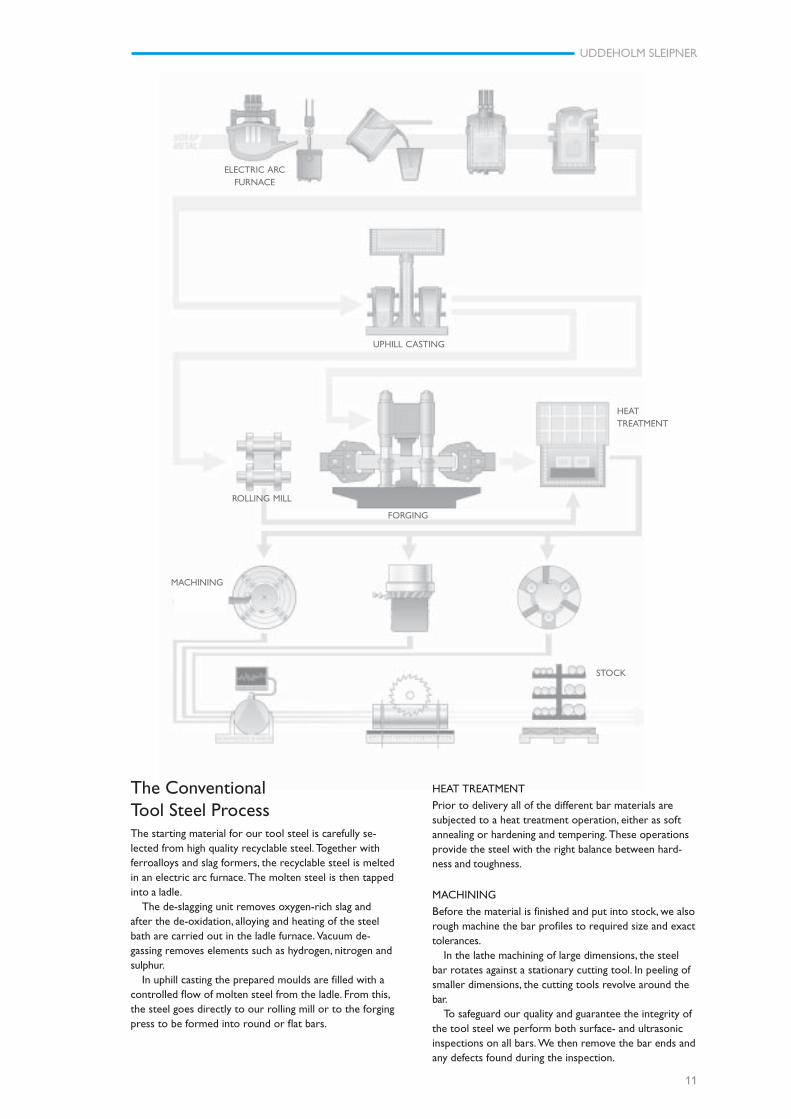
The ConventionalTool Steel ProcessThe starting material for our tool steel is carefully se-lected from high quality recyclable steel. Together withferroalloys and slag formers, the recyclable steel is meltedin an electric arc furnace. The molten steel is then tappedinto a ladle.
The de-slagging unit removes oxygen-rich slag andafter the de-oxidation, alloying and heating of the steelbath are carried out in the ladle furnace. Vacuum de-gassing removes elements such as hydrogen, nitrogen andsulphur.
In uphill casting the prepared moulds are filled with acontrolled flow of molten steel from the ladle. From this,the steel goes directly to our rolling mill or to the forgingpress to be formed into round or flat bars.
HEAT TREATMENT
Prior to delivery all of the different bar materials aresubjected to a heat treatment operation, either as softannealing or hardening and tempering. These operationsprovide the steel with the right balance between hard-ness and toughness.
MACHINING
Before the material is finished and put into stock, we alsorough machine the bar profiles to required size and exacttolerances.
In the lathe machining of large dimensions, the steelbar rotates against a stationary cutting tool. In peeling ofsmaller dimensions, the cutting tools revolve around thebar.
To safeguard our quality and guarantee the integrity ofthe tool steel we perform both surface- and ultrasonicinspections on all bars. We then remove the bar ends andany defects found during the inspection.
MACHINING
UDDEHOLM SLEIPNER
12
EuropeAustriaRepresentative officeUDDEHOLMAlbstraße 10DE-73765 NeuhausenTelephone: +49 7158 9865-0www.uddeholm.de
BelgiumUDDEHOLMEuropark Oost 7B-9100 Sint-NiklaasTelephone: +32 3 780 56 20www.uddeholm.be
CroatiaBÖHLER UDDEHOLM Zagrebd.o.o za trgovinuZitnjak b.b10000 ZagrebTelephone: +385 1 2459 301Telefax: +385 1 2406 790www.bohler-uddeholm.hr
Czech RepublicBÖHLER UDDEHOLM CZ s.r.o.Division UddeholmU Silnice 949161 00 Praha 6, RuzyneTelephone: +420 233 029 850,8www.uddeholm.cz
DenmarkUDDEHOLM A/SKokmose 8, BramdrupdamDK-6000 KoldingTelephone: +45 75 51 70 66www.uddeholm.dk
EstoniaUDDEHOLM TOOLING ABSilikatsiidi 7EE-11216 TallinnTelephone: +372 655 9180www.uddeholm.ee
FinlandOY UDDEHOLM ABRitakuja 1, PL 57FI-01741 VANTAATelephone: +358 9 290 490www.uddeholm.fi
FranceHead officeUDDEHOLMZ.I. de Mitry-Compans, 12 rue Mercier,FR-77297 Mitry Mory CedexTelephone: +33 (0)1 60 93 80 10www.uddeholm.fr
Branch officesUDDEHOLM S.A.77bis, rue de VesoulLa Nef aux MétiersFR-25000 BesançonTelephone: +33 (0)381 53 12 19
LE POINT ACIERSUDDEHOLM - Aciers à outilsZ.I. du Recou, Avenue de ChamplevertFR-69520 GRIGNYTelephone: +33 (0)4 72 49 95 61
LE POINT ACIERSUDDEHOLM - Aciers à outilsZ.I. Nord 27, rue François RochaixFR-01100 OYONNAXTelephone: +33 (0)4 74 73 48 66
GermanyHead officeUDDEHOLMHansaallee 321DE-40549 DüsseldorfTelephone: +49 211 5351-0www.uddeholm.de
Branch officesUDDEHOLMFalkenstraße 21DE-65812 Bad Soden/TSTelephone: +49 6196 6596-0
UDDEHOLMAlbstraße 10DE-73765 NeuhausenTelephone: +49 7158 9865-0
UDDEHOLMFriederikenstraße 14bDE-06493 HarzgerodeTelephone: +49 39484 727 267
Great BritainUDDEHOLM DIVISIONBOHLER-UDDEHOLM (UK) LIMITEDEuropean Business ParkTaylors Lane, OldburyGB-West Midlands B69 2BNTelephone: +44 121 552 5511Telefax: +44 121 544 2911www.uddeholm.co.uk
GreeceSTASSINOPOULOS-UDDEHOLMSTEEL TRADING S.A.20, Athinon StreetGR-Piraeus 18540Telephone: +30 210 4172 109www.uddeholm.gr
SKLERO S.A.Heat Treatment and Trading of SteelUddeholm Tool SteelsIndustrial Area of ThessalonikiP.O. Box 1123GR-57022 Sindos, ThessalonikiTelephone: +30 2310 79 76 46www.sklero.gr
HungaryUDDEHOLM TOOLING/BOKDunaharaszti, Jedlik Ányos út 25HU-2331 Dunaharaszti 1. Pf. 110Telephone/fax:+36 24 492 690www.uddeholm.hu
IrelandHead office:UDDEHOLM DIVISIONBOHLER-UDDEHOLM (UK) LIMITEDEuropean Business ParkTaylors Lane, OldburyUK-West Midlands B69 2BNTelephone: +44 121 552 5511Telefax: +44 121 544 2911www.uddeholm.co.ukDublin:Telephone: +353 1845 1401
ItalyUDDEHOLMDivisione della Bohler UddeholmItalia S.p.A.Via Palizzi, 90IT-20157 MilanoTelephone: +39 02 39 49 211www.uddeholm.it
LatviaUDDEHOLM TOOLING LATVIA SIAPiedrujas Street 7LV-1035 RigaTelephone: +371 7 [email protected]
Branch officeUDDEHOLMBarrio San Martín de Arteaga,132Pol.Ind. TorrelarragoitiES-48170 Zamudio (Bizkaia)Telephone: +34 94 452 13 03
SwedenHead officeUDDEHOLM TOOLING SVENSKA ABAminogatan 25SE-431 53 MölndalTelephone: +46 31 67 98 50www.uddeholm.se
Branch officesUDDEHOLM TOOLING SVENSKA ABBox 45SE-334 21 AnderstorpTelephone: +46 371 160 15
UDDEHOLM TOOLING SVENSKA ABBox 148SE-631 03 EskilstunaTelephone: +46 16 15 79 00
UDDEHOLM TOOLING SVENSKA ABAminogatan 25SE-431 53 MölndalTelephone: +46 31 67 98 70
UDDEHOLM TOOLING SVENSKA ABNya Tanneforsvägen 96SE-582 42 LinköpingTelephone: +46 13 15 19 90
UDDEHOLM TOOLING SVENSKA ABDerbyvägen 22SE-212 35 MalmöTelephone: +46 40 22 32 05
UDDEHOLM TOOLING SVENSKA ABHonnörsgatan 24SE-352 36 VäxjöTelephone: +46 470 457 90
SwitzerlandHERTSCH & CIE AGGeneral Wille Strasse 19CH-8027 ZürichTelephone: +41 44 208 16 66www.hertsch.ch
TurkeyHead officeASSAB Korkmaz Celik A.S.Organize Sanayi Bölgesi2. Cadde No: 26 Y. Dudullu34776 UmraniyeTR-IstanbulTelephone: +90 216 420 1926www.assabkorkmaz.com
LithuaniaUDDEHOLM TOOLING ABBE PLIENAS IR METALAIT. Masiulio 18BLT-52459 KaunasTelephone: +370 37 370613, -669www.besteel.lt
The NetherlandsUDDEHOLMIsolatorweg 30NL-1014 AS AmsterdamTelephone: +31 20 581 71 11www.uddeholm.nl
NorwayUDDEHOLM A/SJernkroken 18Postboks 85, KalbakkenNO-0902 OsloTelephone: +47 22 91 80 00www.uddeholm.no
PolandBOHLER UDDEHOLM POLSKASp. z.o.o./Co. Ltd.ul. Kolejowa 291, Dziekanów Polski,PL-05-092 LomiankiTelephone: +48 22 429 2260, -203, -204www.uddeholm.pl
PortugalF RAMADA Aços e Industrias S.A.P.O. Box 10PT-3881 Ovar CodexTelephone: +351 256 580580www.ramada.pt
RomaniaBÖHLER-UDDEHOLM Romania SRLAtomistilor Str. No 96-102077125 - com. Magurele, Jud. Ilfov.Telephone: +40 214 575007Telefax: +40 214 574212
RussiaUDDEHOLM TOOLING CIS9A, Lipovaya Alleya, Office 509RU-197183 Saint PetersburgTelephone: +7 812 6006194www.uddeholm.ru
SlovakiaBohler-Uddeholm Slovakia s.r.o.divizia UDDEHOLMCsl.Armády 5622/5SK-036 01 MartinTelephone: +421 (0)434 212 030www.uddeholm.sk
SloveniaRepresentative officeUDDEHOLMDivisione della Bohler UddeholmItalia S.p.A.Via Palizzi, 90IT-20157 MilanoTelephone: +39 02 39 49 211www.uddeholm.it
SpainHead officeUDDEHOLMGuifré 690-692ES-08918 Badalona, BarcelonaTelephone: +34 93 460 1227www.acerosuddeholm.com
ˇ
www.assab.com www.uddeholm.com www.uddeholm.com
Network of excellenceUddeholm is present on every continent. This ensures you
high-quality Swedish tool steel and local support wherever you
are. Assab is our wholly-owned subsidiary and exclusive sales
channel, representing Uddeholm in various parts of the world.
Together we secure our position as the world’s leading supplier
of tooling materials.