Embed Size (px)
DESCRIPTION
Six Sigma Simulation Data Definitions and Worksheet Descriptions. Overview. The purpose of this presentation is to: Define the purpose and data contained on each Excel SixSigma-2 worksheets Define the inter-relationships between the worksheets - PowerPoint PPT Presentation
Citation preview

Six Sigma SimulationData Definitions
andWorksheet Descriptions

Six Sigma Data Definitions 28/6/2004
Overview The purpose of this presentation is to:
Define the purpose and data contained on each Excel SixSigma-2 worksheets
Define the inter-relationships between the worksheets
Briefly describe the simulation output for a Design of Experiments (DOE)

Six Sigma Data Definitions 38/6/2004
WorksheetsThe simulation output is contained on the following 8 worksheets:
Data - cycle time and quality (defect and defective) data for each of the three operations
Automatic Component Insertion (ACI) Manual Assembly (MA) Solder
Analysis – aggregate data and basic cost statistics Hidden Cost – various yield measurements and hidden cost information Defect – summarized data for type & frequency of defects and number
of defective units Chart1, Chart2, Chart3 – I-MR & P-charts for each operation CumData – similar information to the Data worksheet plus subgroup
totals

Six Sigma Data Definitions 48/6/2004
Six Sigma Simulation Screenshot

Six Sigma Data Definitions 58/6/2004
Defect DefinitionsAutomatic Component
Insertion
Y1: Epoxy ContaminationY2: Tuner MisalignmentY3: Missing/Wrong PartsY4: Lead LengthY5: Bad AssemblyY6: Chip Skew
Manual Assembly
Y1: Reversed PartsY2: Wrong PartsY3: Leg-OutsY4: Shortened LeadsY5: Incorrect ReworkY6: Missing Parts
Solder
Y1: Missing SolderY2: Glue ContaminationY3: Solder BridgeY4: Insufficient SolderY5: Solder CompositionY6: Others

Six Sigma Data Definitions 68/6/2004
Data Worksheet Overview This worksheet presents quality results for each
processed unit (PCB) at each of the three operations
Start and End Time Total Index – The overall quality rating for the PCB Component Measure – The number of defects for each of
the six defect types Component Index – A quality rating for each of the defect
types. The PCB design allows for a predetermined number of defects before a board is either reworked or scrapped
The data on this worksheet is volatile – i.e., it is cleared prior to the subsequent simulation run.

Six Sigma Data Definitions 78/6/2004
Data Worksheet Screenshot
The Data worksheet contains similar sections for the remaining two operations – Manual Assembly (MA) and Solder.

Six Sigma Data Definitions 88/6/2004
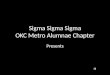
Material Flow Process
Parts at mfgstation
(new or rework)?Manufacture
next PCBPCB
acceptable?
Scrap part
YesSend PCB to
next operationor ship
finished product
Yes Yes
NoNo
PCBscrap?
Parts atqueue?
No
Pull materialfrom queue
Send PCB backto mfg process
for rework
Yes
No
Pull partsfrom raw material
Start

Six Sigma Data Definitions 98/6/2004
Raw Material Shipment Example• A RM kit is shipped at time = 0 to start
the process. The first unit processed requires rework (Total Index = 2).
• Since there is no material in the queue prior to the next process operation, a RM kit is pulled into the queue to await processing (shipped at t = 4.22).
• The second RM kit shipped sits in the queue until the unit being reworked is either completed or scrapped.
• The first unit completes rework and is accepted at t = 8.41.
• The RM in the queue (second RM shipped) moves into the ACI process att = 8.41.
• At t = 12.61 the second unit is completed and the third RM kit is shipped directly to the queue and into the ACI process.
Data Worksheet

Six Sigma Data Definitions 108/6/2004
Cycle Time
Cycle Time for each processed unit can be determined from the start and end times on the Data worksheet for each operation by subtracting the start time from the end time for each RM unit (there may be some rounding discrepancies).
Data Worksheet CumData Worksheet

Six Sigma Data Definitions 118/6/2004
Data Worksheet - Quality Index
1. Total Index – The “final” inspection result for the processed PCB. A good PCB is denoted by “1”, a PCB requiring rework is denoted by “2”, and a scrapped PCB is denoted by “3”.
2. Component Measure – Quantitative results for process quality broken down by defect type (Y1 – Y6). These columns, with the exception of ACI defect type Y2, contain the count for the number of defects introduced for each unit processed. (ACI defect type Y2 data is the distance the tuner is off its target).
3. Component Index – A qualitative quality measurement. The six columns provide the results for each of the defect types.
There are three main, identical sections for each operation containing information on process quality:

Six Sigma Data Definitions 128/6/2004
Data Worksheet - Interpretation
Total Index Results:
The PCB must be reworked (Index = 2).
Component Measure Results:
The Tuner Misalignment (Y2) was 8.98 mm (acceptable at ≤ 20) and there was one Missing / Wrong Part (Y3) which required the PCB to be reworked.
Component Index Results:
The quality was “Good” (index = 1) for all defect types except Y3 (index = 2).

Six Sigma Data Definitions 138/6/2004
Data Worksheet - Interpretation
Material Flow Example:
1. On its first pass, the highlighted board fails quality inspection due to a Y4 (length of leads) defect type and is sent back for rework.
2. On the second pass through the process, it fails a second time due to a Y4 defect, but also due to a newly introduced Y3 (missing / wrong parts) defect type.
3. On the third pass through the process, these defects are corrected, however, a Y5 (bad assembly) defect type is caught at inspection.
4. Finally, on the fourth pass through the system, the PCB passed quality inspection.

Six Sigma Data Definitions 148/6/2004
Data Worksheet - Interpretation
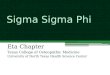
ACI
Y1 Y2 Y3 Y4 Y5 Y6Good 10 9 10 9 10 0
Rework 0 1 0 1 0 10Scrap 0 0 0 0 0 0
0 1 0 1 0 200 Y1: Epoxy Contamination Y2: Tuner Misalignment Y3: Missing/Wrong Parts Y4: Length of Leads Y5: Bad Assembly Y6: Chip Skew
Defectives
Defects
Quality
In this case the system was set up to produce (a lot of) bad parts.
• The system did not produce a single non-defective PCB (all Total Index results are “2”)
• There were a total of 200 “Y6” defect types. This total is captured in the Defect worksheet, but can be calculated from the Data worksheet as shown.
• The number of reworked PCB’s, also captured on the Defect worksheet, can be calculated from the Data worksheet as shown.
• The Tuner Misalignment (Y2) distance ranged from 14.82 to 20.11. A PCB requires rework if this distance exceeds 20. This fact is captured in the Component Index section for the 9th PCB processed.
=SUM(entire Y6 column)
=COUNTIF(entire Y6 column,2)
Data Worksheet
Defect Worksheet

Six Sigma Data Definitions 158/6/2004
Analysis WorksheetThis worksheet is divided into two sections, Input and Results
Input Collects totals from the Data worksheet for number of units processed,
plus scrap and rework Details amount and location of WIP in the system at the end of the
production run
Results Calculates yields, process costs, and cycle times for each operation Determines overall raw material, process, and scrap costs per good unit Presents the cycle time per good unit and its standard deviation

Six Sigma Data Definitions 168/6/2004
Analysis Worksheet – Input SectionRM shipped prior to completing
order (in this case 200)
Total number of PCB’s processed by ACI, including good PCB’s, and those reworked (possibly more than once), and scrapped. This is the final entry in the “Process Unit” column on the “Data” worksheet.
PCB’s requiring no rework
Input Algebra (Solder):
289 PCB’s processed
- 200 Total good PCB’s
89 # of PCB’s needing rework
- 60 Recycled PCB’s
29 PCB’s reworked more than once
The Solder operation was able to process all 200 units produced by the MA process, even while reworking 89 units, due to its shorter CT.

Six Sigma Data Definitions 178/6/2004
The cost parameters are fixed
Data pulled from simulation
Analysis Worksheet – Input Section
Time required to complete entire
order
Interpreting the Output: Why are the capacity utilizations at 100% for ACI and MA and not Solder?
• ACI: With its shorter CT (relative to the MA operation) the ACI process continues to push all of its completed units to the buffer/queue in front of the MA operation.
• MA: In this instance the MA operation is the bottleneck.
• Solder: Must wait for units from the MA operation due to MA’s greater CT

Six Sigma Data Definitions 188/6/2004
Analysis Worksheet – Results Section
54.05%
ACI MA Solder RTY
68.46% 71.94% 69.20% 34.08%
$65.73 $75.06 $59.25
6.15 11.31 7.34
Raw Materials Process Scrap* Total
$240.50 $255.58 $2.55 $498.63
11.35
6.75
* WIP's in the end are considered as Scrap.
** Std Dev of End Time Differences between Two Consecutive Good Units.
Standard Deviation**
Material Yield
By Process
Yield
CycleTime/Good Unit
ProcessCost/Good Unit
Overall
CycleTime/Good Unit
Cost/Good Unit
RESULTS
Calculations for each of the above metrics are covered on following slides

Six Sigma Data Definitions 198/6/2004
Results Calculations - Yields
%5.68539
369
ACIby processed units total
ACIby produced units good totalYield ACI
34.1% 69.2% * 71.9%* 68.5%
YieldSolder *YieldMA *Yield ACI (RTY) Yield Throughput Rolled
Similar calculations will determine MA and Solder yields
%05.54370
200
used (RM) Material Raw
produced units total Yield Material

Six Sigma Data Definitions 208/6/2004
Results Calculations - Process
73.65$369
00.45$*539
units good total
cost/unit*processed unitstot
UnitGood
Cost Process
15.6369
%100*4.2270
units good total
nutilizatio cap.*CT total
UnitGood
Time Cycle
ForACIProcess
35.11200
4.2270
goods) (fin.Solder in units Good
CT Total UnitGood / CT

Six Sigma Data Definitions 218/6/2004
Results Calculations - Overall Costs
50.240$200
00.130$*370
goods) (fin.solder in units Good
cost/unit RM * UsedRMunit goodcost / RM
58.255$200
)41$*28954$*27845$*539(
solderin units good total
proceach
1cost process * processed units
unit Cost/good Process
i
55.2$
200
3$*)00(3$*)1690(3$*)10(
solderin units good total
proceach
1cost scrap* WIP scrap. units
unit Cost/good Scrap
i
63.498$55.2$58.255$50.240$ UnitGoodCost / Total

Six Sigma Data Definitions 228/6/2004
Hidden Cost Worksheet - Yields
ACI MA Solder
100% 54% 100%
69% 38% 70%
68% 72% 69%
47% 51% 48%1st Quality 1st Time/Thruput
1st Quality 1st Time/Input
1st Quality/Thruput
1st Quality/Input
VARIOUS YIELDS
Yield Definitions:
1. 1st Quality / Input: How many good units were made by the process given the amount of raw
material or good units supplied by the prior process?
2. 1st Quality – 1st Time / Input: How many good units were processed on their first pass through the
operation?
3. 1st Quality / Throughput: Accounts for the impact of reworked units by looking at the total number of
units processed by the operation – versus the quantity of raw material or units delivered to the
process.
4. 1st Quality – 1st Time / Throughput: Of the total number of units processed by the operation, what
percentage were produced defect-free on their first pass through the operation?

Six Sigma Data Definitions 238/6/2004
Hidden Costs – Yield Calculations
370
ACI
539
Total 369
First 256
Recycled 113
170
0
1
100%
ACI
RM $130.00
Process $45.00
Scrap $3.00
2270.40
Cost/Unit
Good Units
Work In Process (WIP)
Units Recycled
Units Scrapped
Capacity Utilization
Total Cycle Time
Raw Materials (RM) Used
Production Records
Units Processed
Cost Parameters
INPUT
ACI MA Solder
100% 54% 100%
69% 38% 70%
68% 72% 69%
47% 51% 48%1st Quality 1st Time/Thruput
1st Quality 1st Time/Input
1st Quality/Thruput
1st Quality/Input
VARIOUS YIELDS
100%) to(rounded %73.99370
369
process)last from units (goodor used) (RM
processby made units good total
Input
quality1st
For the MA and Solder operations, the denominator
is the total good units processed from the prior step – in this case, MA would use “369” from the ACI column.
Analysis Worksheet
Hidden Cost Worksheet

Six Sigma Data Definitions 248/6/2004
%2.69370
256
process)last from units (goodor used) (RM
operationby made units goodrun 1st
Input
1st time -quality 1st
Hidden Costs – Yield Calculations
370
ACI
539
Total 369
First 256
Recycled 113
170
0
1
100%
ACI
RM $130.00
Process $45.00
Scrap $3.00
2270.40
Cost/Unit
Good Units
Work In Process (WIP)
Units Recycled
Units Scrapped
Capacity Utilization
Total Cycle Time
Raw Materials (RM) Used
Production Records
Units Processed
Cost Parameters
INPUT
ACI MA Solder
100% 54% 100%
69% 38% 70%
68% 72% 69%
47% 51% 48%1st Quality 1st Time/Thruput
1st Quality 1st Time/Input
1st Quality/Thruput
1st Quality/Input
VARIOUS YIELDS

Six Sigma Data Definitions 258/6/2004
%4.68539
369
processed units total
operationby made units good total
Throughput
quality1st
Hidden Costs – Yield Calculations
370
ACI
539
Total 369
First 256
Recycled 113
170
0
1
100%
ACI
RM $130.00
Process $45.00
Scrap $3.00
2270.40
Cost/Unit
Good Units
Work In Process (WIP)
Units Recycled
Units Scrapped
Capacity Utilization
Total Cycle Time
Raw Materials (RM) Used
Production Records
Units Processed
Cost Parameters
INPUT
ACI MA Solder
100% 54% 100%
69% 38% 70%
68% 72% 69%
47% 51% 48%1st Quality 1st Time/Thruput
1st Quality 1st Time/Input
1st Quality/Thruput
1st Quality/Input
VARIOUS YIELDS

Six Sigma Data Definitions 268/6/2004
%5.47539
256
processed units total
operationby made units goodrun 1st
Throughput
1st time -quality 1st
Hidden Costs – Yield Calculations
370
ACI
539
Total 369
First 256
Recycled 113
170
0
1
100%
ACI
RM $130.00
Process $45.00
Scrap $3.00
2270.40
Cost/Unit
Good Units
Work In Process (WIP)
Units Recycled
Units Scrapped
Capacity Utilization
Total Cycle Time
Raw Materials (RM) Used
Production Records
Units Processed
Cost Parameters
INPUT
ACI MA Solder
100% 54% 100%
69% 38% 70%
68% 72% 69%
47% 51% 48%1st Quality 1st Time/Thruput
1st Quality 1st Time/Input
1st Quality/Thruput
1st Quality/Input
VARIOUS YIELDS

Six Sigma Data Definitions 278/6/2004
Hidden Costs – Factory Calculations
With defects Without defectsDifference
(Hidden factory cost)% Reduction
1.66 1 0.66 0.40
498.63 300.53 198.10 0.40
11.35 6.84 4.51 0.40
Units
In order to produce 1 unit that has no defect
Cycle time
Cost
HIDDEN FACTORY COSTS
1.6592 0.3408)-(11
RTY)-(11
ratedefect 1 units
From earlier calculations
52.300$1.66
$498.63
unitdefect no produce tounits of #
defectscost w/
defect cost w/out
84.61.66
11.35
unitdefect no produce tounits of #
defects w/ CT
defects w/out CT

Six Sigma Data Definitions 288/6/2004
Defect WorksheetThe Defect worksheet presents the final results by defect-type for the latest simulation run.
NOTE: A defective PCB may have more than one type of defect. Furthermore, a defective PCB may also have more than one occurrence of the same defect type.
In this case:
ACI
Y1 Y2 Y3 Y4 Y5 Y6Good 511 539 486 484 491 539
Rework 28 0 53 55 48 0Scrap 0 0 0 0 0 0
29 0 53 57 52 0 Y1: Epoxy Contamination Y2: Tuner Misalignment Y3: Missing/Wrong Parts Y4: Length of Leads Y5: Bad Assembly Y6: Chip Skew
MA
Y1 Y2 Y3 Y4 Y5 Y6Good 251 278 251 278 263 261
Rework 27 0 27 0 15 17Scrap 0 0 0 0 0 0
31 0 28 0 15 17 Y1: Reversed Parts Y2: Wrong Parts Y3: Leg-Outs Y4: Shortened Leads Y5: Incorrect Rework Y6: Missing Parts
Solder
Y1 Y2 Y3 Y4 Y5 Y6Good 261 275 257 289 283 262
Rework 28 14 32 0 6 27Scrap 0 0 0 0 0 0
29 14 32 0 6 29 Y1: Missing Solder Y2: Glue Contamination Y3: Solder Bridge Y4: Insufficient Solder Y5: Solder Composition Y6: Others
Defectives
Defects
Quality
Defectives
Defects
Quality
Defectives
Defects
Quality
TYPE of DEFECTS and FREQUENCIES
• The ACI operation processed 539 PCB’s. (This total will agree with the “Units Processed” field on the Analysis worksheet)
• For the ACI operation, 511 units were “good” or non-defective with respect to defect type “Y1”. The remaining 28 units had a total of 29 Y1 defects (i.e., one PCB had two Y1 defects).
• Similarly, of the 278 units processed by the MA operation, there were 27 defective PCB’s that required rework due to defect type Y1 (note there were 31 total type Y1 defects)

Six Sigma Data Definitions 298/6/2004
Chart Worksheets
The following control charts are presented for completeness in covering the Excel simulation data file.
Discussion on the use and application of control charts is beyond the scope of this presentation. There are many excellent sources of information on this subject; “Statistical Quality Control, Strategies and Tools for Continual Improvement” by Johannes Ledolter and Claude W. Burrill is recommended, as is “Statistical Quality Control” by Eugene L. Grant and Richard S. Leavenworth.
ACI Control Charts
Individual Chart: Cycle Time
4.00
4.20
4.40
4.60
4.80
5.00
5.20
0 10 20 30 40 50 60 70 80 90
Process Unit
Ho
urs

Six Sigma Data Definitions 308/6/2004
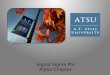
Chart Worksheets
Moving Range Chart: Cycle Time
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0 10 20 30 40 50 60 70 80 90
Process Unit
Ho
urs

Six Sigma Data Definitions 318/6/2004
Chart Worksheets
Defective Rate(P)
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0 1 2 3 4 5 6 7 8
P

Six Sigma Data Definitions 328/6/2004
CumData Worksheet This worksheet presents the same basic information as the Data
worksheet, but with a few significant differences:
The data on this worksheet is maintained, unless otherwise intentionally cleared, during multiple simulation runs. This allows data to be captured and saved during a series of DOE simulation runs.
This worksheet contains subgroup data. The subgroup size defaults to 10 units and can be manually changed in the Extend simulation.
The cycle time for each processed unit is reported – versus the start and stop times in the Data worksheet
The data contained in the component measure(ACI-CM-Y#) and component index (ACI-CI-Y#) columns are identical to the Data worksheet.

Six Sigma Data Definitions 338/6/2004
CumData Worksheet SectionsThe data on this worksheet is presented in a similar format to that on the Data worksheet…
… A section containing the number of defects by defect type for each operation…
… A section indicating the quality index (need for rework or scrap) by each defect type…
… And a section containing the number of defective units per defined subgroup size due to each defect type .

Six Sigma Data Definitions 348/6/2004
CumData Worksheet - Subgroups An inspection of columns “B” through “O” will show
the data is identical to that on the Data worksheet. The subgroup size, which is defined in the Extend
simulation, was left at the default size of 10. The subgroup data (columns “Q” through “W”) for the
final subgroup will not be completed any time the simulation run is either:
a) Stopped prior to producing a complete subgroup or,
b) The defined number of units are some fraction of the subgroup (e.g., a run size of 78 with a subgroup size of 10)

Six Sigma Data Definitions 358/6/2004
CumData Worksheet - Subgroups
• NOD = Number of Defectives
• The sum of the number of defective units for the subgroup (column “C”) is shown in column “Q” (ACI-TQ-NOD)
• Likewise, the totals for the number of defective units per defect type are shown in columns “R” through “W”
• As on the Data worksheet, multiple defect types on a single unit may contribute to the unit being identified as defective (e.g., second unit in the subgroup, Row 13)

Six Sigma Data Definitions 368/6/2004
Design of Experiments (DOE) The CumData worksheet contains all of the
data needed to analyze the results of a DOE To conduct a DOE you will need to set the
“Number of Units to Produce” button to “1”
Do not click the “Send Command” button – this will erase all CumData worksheet information for the prior runs

Six Sigma Data Definitions 378/6/2004
DOE – ACI Output
This screenshot shows the results of ten consecutive runs. Each simulation run is set to terminate after processing one unit, regardless of whether the unit was good, required reworked, or was scrapped. Each simulation run, as in a DOE, had different factor settings.
• The “run number” is captured in column “A” – this number will correspond with the run order assigned to the DOE in Minitab.
• In performing a DOE, each simulation run processes a “new” unit. Thus, one cannot deduce how many process cycles it took to produce a good unit by examining the ACI-TQI data.
• Columns A through W should be copied into Minitab to analyze the DOE results (Similar steps will be taken to analyze the Manual Assembly and Solder processes).