Embed Size (px)
Citation preview

This article was downloaded by: [University of California, San Francisco]On: 06 September 2014, At: 01:51Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registered office:Mortimer House, 37-41 Mortimer Street, London W1T 3JH, UK
Heat Transfer EngineeringPublication details, including instructions for authors and subscriptioninformation:http://www.tandfonline.com/loi/uhte20
Single-Effect Thermal Vapor-CompressionDesalination Process: Thermal AnalysisHisham El-Dessouky, Hisham EttouneyPublished online: 29 Oct 2010.
To cite this article: Hisham El-Dessouky, Hisham Ettouney (1999) Single-Effect Thermal Vapor-Compression Desalination Process: Thermal Analysis, Heat Transfer Engineering, 20:2, 52-68, DOI:10.1080/014576399271583
To link to this article: http://dx.doi.org/10.1080/014576399271583
PLEASE SCROLL DOWN FOR ARTICLE
Taylor & Francis makes every effort to ensure the accuracy of all the information (the “Content”)contained in the publications on our platform. However, Taylor & Francis, our agents, and ourlicensors make no representations or warranties whatsoever as to the accuracy, completeness, orsuitability for any purpose of the Content. Any opinions and views expressed in this publication arethe opinions and views of the authors, and are not the views of or endorsed by Taylor & Francis.The accuracy of the Content should not be relied upon and should be independently verified withprimary sources of information. Taylor and Francis shall not be liable for any losses, actions,claims, proceedings, demands, costs, expenses, damages, and other liabilities whatsoever orhowsoever caused arising directly or indirectly in connection with, in relation to or arising out ofthe use of the Content.
This article may be used for research, teaching, and private study purposes. Any substantialor systematic reproduction, redistribution, reselling, loan, sub-licensing, systematic supply, ordistribution in any form to anyone is expressly forbidden. Terms & Conditions of access and usecan be found at http://www.tandfonline.com/page/terms-and-conditions

Single-Effect ThermalVapor-CompressionDesalination Process:Thermal Analysis
HISHAM EL-DESSOUKY and HISHAM ETTOUNEY
Chemical Engineering Department, Kuwait University, Kuwait
A mathematical model is developed to analyze a single-effect thermal vapor-compression (TVC)desalination process. The model considers the effect of various thermodynamic losses on the system
preformance ratio, the speci® c heat transfer area, and the speci® c ¯ ow rate of cooling water. Thelosses contemplated are the boiling-point elevation, the nonequilibrium allowance, and the
temperature depression corresponding to the pressure drop in the demister and during the
vapor-condensation process. The model takes into consideration the dependence of the physicalproperties of the seawater on temperature and salt concentration. In addition, the model considers
the effects of the fouling factors and the presence of noncondensable gases on the heat transfer
coef® cients in the evaporator and the condenser. The system performance is analyzed in terms ofparameters controlling the cost of product water, which include the performance ratio, the speci® c
heat transfer area, and the speci® c ¯ ow rate of cooling water. The performance ratio is found to
have values close to 2 at low boiling temperature, low compression ratio, and high pressure for themotive steam. On the other hand, the speci® c heat transfer area and the speci® c cooling-water ¯ ow
rate are found to decrease at higher boiling temperatures, higher compression ratios, and lower
pressures for the motive steam.
Many areas, especially in the Middle East, sufferfrom a gap between the increasing demand for freshwater and the limited available natural water resources.The Arabian Gulf countries are the largest area in theworld without a single river. These countries have beenstruggling over the past four decades to build a con-siderable number of desalination plants to secure theirneeds for fresh water. Nevertheless, many other nationsstill suffer from water shortage and cannot afford therequired high capital and running costs of the desali-nation units. In the search for reductions in the wa-
Address correspondenc e to Dr. Hisham El-Dessouky, Chemical En-
gineering Department, Kuwait University, P.O. Box 5969, Safat 13060,
Kuwait. E-mail: [email protected] v.edu.kw
ter production cost, equipment, and operation, furtherstudies are necessary to pursue analysis, development,and improvement of novel and existing desalinationsystems.
Attempts to reduce water production cost include thefollowing:
1. Minimizing the running cost by
Reducing the speci® c energy consumption rate[1±3].
Increasing the plant factor, i.e., the total number ofproduction hours per year. This is found to incre-ase drastically in multieffect evaporation (MEE)systems and in single-effect vapor-compressionunits [4, 5].
52 heat transfer engineering vol. 20 no.2 1999
Dow
nloa
ded
by [
Uni
vers
ity o
f C
alif
orni
a, S
an F
ranc
isco
] at
01:
51 0
6 Se
ptem
ber
2014

2. Reducing the capital investment by
Reducing the number of separation stages whilekeeping the system performance ratio (PR) con-stant. This is noticeable when comparing MEEsand multistage ¯ ash desalination (MSF) systems,where an MEE system with 10 effects has thesame performance ratio as an MSF system with24 stages [1].
Reducing the evaporator and condenser speci® c heattransfer areas. The reduction occurs at high topbrine temperatures [6].
Use of inexpensive construction materials, i.e., alu-minum.
Development of multieffect vapor-compression sys-tems [5, 7, 8].
Development of simple and effective intake and pre-treatment systems.
The above goals can be achieved in part through de-velopment of physically sound, well-established, andaccurately de® ned process models. Models are veryuseful and ef® cient tools for investigating system per-formance over a wide range of operating conditions,development and design of novel desalination, as wellas assessment of the performance of existing plants.
This study focuses on modeling and analysis of thesingle-effect thermal vapor-compression (TVC) desali-nation process. The single-effect vapor-compressionsystems have simpler and less expensive installationand engineering costs than the multieffect systems. Inaddition, operation of the single-effect units requiresminimum operation, maintenance, and control skills incomparison with the multieffect systems. The single-effect units can be designed to meet the needs of smallto medium-size communities.
Conventional single-effect systems are based on me-chanical vapor compression (MVC) [4, 9±12]. TheMVC system was developed during the past decade withthe focus on providing desalinated water to small com-munities. Originally, the capacity of the MVC systemwas limited toaproduction rateof500m3/d(0.133mgd).However, development in the capacity of the mechan-ical compressor increased the production rate for theMVC system to a value close to 3,000 m3/d (0.8 mgd)[9].
Regardless of the rapid development achieved in theproduction capacity of MVC systems, their operationfaces two main drawbacks. These are the limitation onthe compressor capacity and the mechanical wear ofmoving parts of the compressor. This is eliminated inother vapor-compression con® gurations, which includethermal [13], absorption, and adsorption vapor com-pression systems [8].
The thermal vapor-compression process is used onan industrial scale in the MEE system. The combinedsystem is particularly attractive due to its high perfor-mance ratio, low number of effects, good ¯ exibility toload variation, simple geometry, and absence of movingparts. The last feature makes the process robust and con-siderably minimizes the required skill in maintenanceand spare parts stocking. The process can be driven bysuperheated or saturated steam at low or intermediatepressures without formation of hot spots, which aug-ment scale formation. A distinct merit offered by theprocess is that tube leaks, if they occur, do not causecontamination of the product water. This is becausethe fresh-water side is always at higher pressure thanthe salt-water side. The above facts make the process apotential condidate for future application in large-scaleinstallations.
Literature studies of the MEE-TVC desalination sys-tem are found in a limited number. Most of the studiesfocus on description of process characteristics and com-parison of features with other desalination processes.Examples of recent publications are presented byTemstet et al. [5], Temstet and Laborie [7], and Michels[14]. Temstet et al. [5] described four MEE-TVC unitsinstalled in Sicily. Each of the four units includes 12 ef-fects, operates in the parallel feed mode, and has a lowtop brine temperature. The steam ejector for each unitis fed with 45-bar steam, which is raised by a dedicatedboiler. Each unit has a production rate of 9,000 m3/dayof distillate water and a design performance ratio of16.7. Temstet and Laborie [7] outlined the main char-acteristics of three MEE-TVC units installed in Korsou.Each unit includes 12 effects, operates in parallel feedmode, has a high performance ratio of 17, and a produc-tion capacity of 12,000 m3/day. Michels [14] describedthree low-capacity units of multiple effect with thermalvapor compression built in the remote western areasof the Emirate of Abu Dhabi, UAE. The plants super-seded the MSF process in the range of unit productionsup to about 10 £ 103 tons/day. Successful operation ofthe above industrial-scale units con® rms the merits ofthe MEE-TVC system, which were mentioned previ-ously. As is shown in the three studies, the number ofeffects used is much lower than in conventional multi-stage ¯ ash desalination systems, i.e., 12 effects in com-parison with more than 20 stages found in the MSF sys-tems [1, 2, 18, 34]. In addition, the system performanceratio of the MEE systems, which is 17, exceeds that ofthe MSF systems, which may vary between 8 and 12.
Modeling, simulation, and analysis of the single-effect evaporation units forms the basis for studying theMEE system and the MEE combined with vapor com-pression. Studies of MEE systems are limited to a smallnumber, which adopt many simplifying assumptions.
heat transfer engineering vol. 20 no.2 1999 53
Dow
nloa
ded
by [
Uni
vers
ity o
f C
alif
orni
a, S
an F
ranc
isco
] at
01:
51 0
6 Se
ptem
ber
2014

This reduces the models’ capability for accurate pre-diction of system design and operating parameters aswell as other system characteristics that affect waterproduction cost [15±17]. These shortcomings were ad-dressed recently by El-Dessouky et al. [6], upon de-velopment of a complete mathematical model for theMEE process. The model features negate the shortcom-ings found in previous literature models. These featuresinclude adopting constant heat transfer area in all evap-orators and preheaters, considering vapor leaks in theventing system, calculating thermodynamic losses inthe formed vapor, detailed calculations of the heat trans-fer coef® cient and heat transfer areas, and consideringeffects of temperature and water salinity on physicalproperties.
This study focuses on development of a steady-statemathematical model for the single-effect TVC desali-nation process. The model considers the variation of thephysical properties of water with temperature and saltconcentration, boiling-point elevation, pressure drop inthe demister, and during the condensation process in-side the tubes. The model also takes into considerationthe effects of the presence of noncondensabl e gases andthe vapor escape in the venting system. Relationshipsare established between parameters controlling the costof product water and operating conditions. The cost ofproduct water is de® ned in terms of the performanceratio, the speci® c heat transfer surface area, and thespeci® c cooling-water ¯ ow rate. The design and oper-ating variables include the motive steam pressure, theboiling temperature, and the vapor-compression ratio.
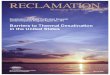
Figure 1 Single-effect thermal vapor-compression desalination unit.
PROCESS DESCRIPTION
The single-effect thermal vapor-compression (TVC)seawater desalination process in its simplest form isillustrated schematically in Figure 1. The main compo-nents of the unit are the evaporator, the steam jet ejec-tor, and the feed heater or the condenser. The evapora-tor consists of an evaporator/condenser heat exchanger,a vapor space, a water distribution system, and a misteliminator. The steam jet ejector is composed of a steamnozzle, a suction chamber, a mixing nozzle, and a dif-fuser. The feed heater or heat sink unit is usually acountercurrent surface condenser in which the noncon-densable gases leave at a temperature approaching thetemperature of the feed water. This permits cooling ofthenoncondensabl e gases to theminimumpossible tem-perature, thereby minimizing the amount of vapor thatmay escape with the gases and decreasing the volume ofpumped gases. In addition, it is possible to operate thecountercurrent condenser so that the exit water is within3±5 K of the condensation temperature of the saturatedvapor. This improves the thermal performance of theunit and minimizes the mass ¯ ow rate of cooling water.
A known mass of seawater (Mcw + M f ) at temper-ature Tcw and salt concentration X f is introduced intothe tube side of the condenser, where its temperature in-creases to T f . The cooling water Mcw is dumped backto the sea. The function of circulating the cooling waterin the condenser is the removal of the excess heat addedto the system in the form of motive steam necessary todrive the steam jet ejector. It is important to emphasize
54 heat transfer engineering vol. 20 no.2 1999
Dow
nloa
ded
by [
Uni
vers
ity o
f C
alif
orni
a, S
an F
ranc
isco
] at
01:
51 0
6 Se
ptem
ber
2014

that the evaporator does not consume the supplied heat;instead, it simply degrades its quality. The heating of thefeed seawater M f in the condenser from Tcw to T f isessential to increase the thermal performanceof the pro-cess. The heat needed to warm the seawater inside thecondenser is supplied by condensing a controlled por-tion of vapor formed by boiling in the evaporator Mh .The vapor condensation temperature and consequentlythe pressure in the vapor space for both the evaporatorand the condenser are controlled by
The cooling-water ¯ ow rate (Mcw )The feed water temperature (Ts)The available heat transfer area in the condenser (Ac)The overall heat transfer coef® cient between the con-
densing vapor and the circulating seawater (Uc)
Accordingly, the condenser has three functions: (1) re-move excess heat from the system, (2) improve the pro-cess performance ratio (PR), and (3) adjust the boilingtemperature inside the evaporator.
The feed seawater M f is chemically treated and dea-erated before being pumped to the evaporator. Thechemical treatment is needed to prevent foaming andthe tendency for scale formation in the evaporator. Bothfactors may seriously impair unit operation.
Within, the evaporator the feed water at T f is sprayedat the top, where it falls in the form of a thin ® lm downthe succeeding rows of tubes arranged horizontally. Thefeed water temperature is raised from T f to the boilingtemperature T1. The magnitude of T1 is dictated by thenature of the chemicals used to control scale formationand the state of the heating steam. This temperatureis mastered through settling the pressure in the vaporspace of the evaporator. The vapor formed by boilingwith a rate of Md is free of salts. The temperature ofthe generated vapor Tv1
is less than the boiling tempera-ture T1 by the boiling-point elevation (BPE). The vaporgenerated therein ¯ ows through a knitted wire mist sep-arator known as a wire mesh demister to remove the en-trained brine droplets. The vapor should be completelyfree from brine droplets to prevent contamination ofboth the product water and the heat transfer surfaceson which it condenses. Also, the presence of entrainedwater droplets with the vapor ¯ owing into the steam jetejector will erode the ejector nozzle and diffuser. Thesaturation temperatureof the vapor departing the demis-ter is lower than Tv1
due to the temperature depressionbecause of the frictional pressure loss in the demister.The vapor ¯ ows from the demister to the condenser,where it splits into two portions: the ® rst part, Mh , con-denses outside the tubes of the condenser, while the restis entrained by the steam jet ejector. Although the twostreams are drawn separately in the ¯ ow diagram, to
show the process, they ¯ ow from the evaporator to thecondenser in the same pipeline. The noncondensabl egases accumulated in the vapor space of the condensermust be vented to avoid downgrading the heat transfercapacity of the condenser. The blanket of nonconden-sibles masks some of the heat transfer area from thecondensing operation. If the condenser operates at apressure less than atmospheric pressure, a pumping de-vice such as an ejector or a vacuum pump is needed todraw off the vent gases from the system.
The schematic diagram for the steam jet thermocom-pressor or steam booster with its corresponding statepoints, the variation in both the velocity and the pressurefor the motive and entrained vapor through the ejector,and the presentation of the process on the enthalpy±entropy (H±S) diagram are shown in Figure 2. Theejector is used to increase the pressure of the entrainedvapor, Mev , from pressure Pc to a relatively higher pres-sure P2. This process takes place through converting thepressure energy of motive steam Ms to generate vacuumand compress the entrained vapor to the required pres-sure. As the motive steam at ¯ ow rate of Ms expandsin the nozzle from state 1 to state 3, its static pres-sure energy is converted to kinetic energy. The nozzleis a converging/diverging shape to expand the steamto velocities greater than the speed of sound (super-sonic). The suction chamber is used to keep the nozzleproperly positioned with respect to the diffuser and todirect the entrained vapor. The entrained vapor Mev en-ters the suction chamber at pressure P3, where it mixeswith the motive steam at point 4. The mixing processis violent and rapid. The two streams mix together asthey pass through the converging section of the venturidiffuser (from point 4 to point 5). The mixture entersthe throat section of the diffuser, completely mixed, atthe sonic velocity of the mixture. The combined mixedstream is self-compressed through the diverging sectionof the venturi diffuser, where the cross-sectional areaincreases and the velocity decreases, converting the ki-netic energy of the mixture to static pressure energy.The mixture leaves the ejector at a pressure P2 that isintermediate between the motive (Ps) and suction (Pc)pressures.
The steam jet ejector must be designed and oper-ated at critical conditions to allow normal and stableoperation. This condition is associated with absence ofviolent ¯ uctuations in the suction pressure. If the ejec-tor is designed to operate with a full stable range, it willhave a constant mass ¯ ow rate of entrained vapor fordifferent discharge pressures when the upstream condi-tions remain constant. The ejector is critical when thecompression ratio is greater than or equal to the criticalpressure ratio of the suction vapor. For water vapor thisratio is 1.81. That is, the suction pressure must be less
heat transfer engineering vol. 20 no.2 1999 55
Dow
nloa
ded
by [
Uni
vers
ity o
f C
alif
orni
a, S
an F
ranc
isco
] at
01:
51 0
6 Se
ptem
ber
2014

Figure 2 Different processes in a steam jet ejector.
than 0.55 times the discharge pressure to obtain criticalor stable conditions in the steam jet ejector.
PROCESS MODELING
Analysis of the thermal vapor-compression (TVC)desalination system focuses on evaluation of the system
variables that have a pronounced effect on the cost ofproduct water. These variables are:
The amount of product fresh water per unit mass ofmotive steam or the performance ratio, PR
The speci® c heat transfer surface area, sAThe speci® c cooling water ¯ ow rate, sMcw
56 heat transfer engineering vol. 20 no.2 1999
Dow
nloa
ded
by [
Uni
vers
ity o
f C
alif
orni
a, S
an F
ranc
isco
] at
01:
51 0
6 Se
ptem
ber
2014

The above system parameters are de® ned by the fol-lowing relations:
PR =Mh + Mev
Ms(1)
sA =Ae + Ac
Mh + Mev
(2)
and
sMcw =Mcw
Mh + Mev
(3)
where M is the mass ¯ ow rate and the subscripts cw , ev ,h, and s denote the cooling water, the entrained vapor,the condensed vapor, and the steam, respectively. Thevariables Ae and Ac are the heat transfer area in theevaporator and condenser, respectively.
The distillate and rejected brine ¯ ow rates are ob-tained by solution of the overall mass and salt balances.The two balance equations assume that the distillatewater is salt free. The two balance equations are givenby
M f = Md + Mb (4)
Md
M f=
Xb ¡ X f
Xb(5)
The dry saturated steam ¯ owing from the steam jetejector and admitted into the evaporator (Ms + Mev)is used in raising the temperature of the feed seawa-ter M f from the inlet temperature T f to the boilingtemperature T1. In addition, it supplies the latent heatrequired to evaporate the speci® ed mass of vapor, Md ,or
Qe = (Ms + Mev) k 2 = M f C p(T1 ¡ T f ) + Md k v1
(6)
where Qe is the thermal load of the evaporator, C p isthe speci® c heat at constant pressure of the brine, and
k v is the latent heat of evaporation. The speci® c heatdepends on the water temperature and salinity, whilethe latent heat depends on the boiling temperature only.The following relationships are used to calculate C p
and k [13]. The speci® c heat is given by
C p = (A + BT + CT 2+ DT 3) £ 10 ¡ 3 (7)
Thevariables A, B, C , and D are evaluated as a functionof the water salinity as follows:
A = 4206.8 ¡ 6.6197 S + 1.2288 £ 10 ¡ 2S2
B = ¡ 1.1262 + 5.4178 £ 10 ¡ 2 S ¡ 2.2719 £ 10 ¡ 4S2
C = 1.2026 £ 10 ¡ 2 ¡ 5.3566 £ 10 ¡ 4 S
+ 1.8906 £ 10 ¡ 6S2
D = 6.8777 £ 10 ¡ 7+ 1.517 £ 10 ¡ 6 S
¡ 4.4268 £ 10 ¡ 9S2
The latent heat is given by
k v = 2589.583 + 0.9156 T ¡ 4.8343 £ 10 ¡ 2T 2 (8)
In the above equations, T is the saturation temperature(±C) and S is the water salinity (g/kg).
The generated vapor is at the saturation temperatureTv1
, which corresponds to the pressure in the evapora-tor vapor space. This temperature is less than the boil-ing temperature T1 by the boiling-point elevation BPE.Thus:
T1 = Tv1 + BPE (9)
The boiling-point elevation at a given pressure is theincrease in the boiling temperature due to the salts dis-solved in the water. Boiling-point elevation of seawatercannot be evaluated from any known law. It is usu-ally calculated from the following empirical formulafor the following ranges: 20,000 · X · 160,000 ppm,20 · T · 180±C.
BPE = X (B + CX) £ 10 ¡ 3 (10)
with
B = (6.71 + 6.34 £ 10 ¡ 2T + 9.74 £ 10 ¡ 5T 2)10¡ 3
C = (22.238 + 9.59 £ 10 ¡ 3T + 9.42 £ 10 ¡ 5T 2)10 ¡ 8
The dimensions of the required heat transfer surfacearea in the evaporator Ae are obtained from:
The amount of heat to be transferred Qe
The overall heat transfer coef® cient Ue
The difference between the condensation temperatureof the steam, T2, and the boiling temperature of theseawater, T1
heat transfer engineering vol. 20 no.2 1999 57
Dow
nloa
ded
by [
Uni
vers
ity o
f C
alif
orni
a, S
an F
ranc
isco
] at
01:
51 0
6 Se
ptem
ber
2014

This relation is given by
Ae =Qe
Ue(T2 ¡ T1)(11)
The heating surface area of the evaporators Ae isusually, but not always, taken as that in contact withthe boiling liquid, whether on the inside or outside ofthe tubes. The most critical step is the settlement of theoverall heat transfer coef® cient Ue. The overall heattransfer coef® cient based on the outside surface areaUe is related to the individual thermal resistance by thefollowing well-known expression:
1
Ue=
1
hi
ro
ri+ R fi
ro
ri+
ro ln(ro/ ri )
kw+ R fo +
1
ho(12)
where h is the heat transfer coef® cient, R f is the foulingresistance, kw is the thermal conductivity of tube mate-rial, and r is the radius. The subscripts i and o refer tothe inner and outer tube surfaces, respectively.
Han and Fletcher [19]developed the following exper-imental correlation to calculate the boiling heat transfercoef® cient ho for thin water ® lm ¯ owing over the out-side of smooth horizontal tubes:
ho( l 2
q 2gk3)1/ 3
= 0.0004 Re0.2 Pr0.65(q)0.4 (13)
The relationship is valid over the following param-eter range: 770 · Re · 7,000, 1.3 · Pr · 3.6, 30 · q ·80 kW/m2, and 49 · T1 · 127±C. The maximum devi-ation in this equation is § 10%. In the above equation,Re and Pr are Reynolds and Prandtl number, respec-tively, q is the heat ¯ ux, l is the viscosity, q is thedensity, and k is the thermal conductivity of the ¯ uid.
A wealth of correlations in the literature can be usedto calculate the heat transfer coef® cient of condensa-tion inside a horizontal tube for a particular ¯ ow pat-tern. However, the correlations that can be used for all¯ ow patterns are limited. Perhaps the most veri® ed pre-dictive general technique available for all ¯ ow regimesin horizontal tubes is the following correlation of Shah[20]:
hi / hlo = 1 +3.8
z 0.95(14)
The parameter z is de® ned as
z = (1
v¡ 1)
0.8
ÅP0.4 (15)
where ÅP is the reduced pressure and v is the vapor massfraction. The local super ® cial heat transfer coef® cienth lo is calculated using the following relation:
h lo = h (̀1 ¡ v )0.8 (16)
where h` is the heat transfer coef® cient, assuming all¯ owing mass as liquid, calculated by the well-knownDittus-Bolter equation:
h` = 0.023(Re)0.8(Pr)0.4(k`
di ) (17)
The ranges of data over which Shah’ s equation canbe used are
2.8 · di · 40 mm, 21 · Tv · 355±C, 0.01 · v · 0.990.158 · q · 16,000 kW/m2, 11 · G · 4,000 kg/m2s0.07 · P · 180 bar, 0.0019 · Pr · 0.82, 350 ·
Re · 100,000
The average heat transfer coef® cient is obtained bylinear interpolation between the values of local heattransfer coef® cient hi at v = 0.01 and 0.99.
Proper venting of the evaporator minimizes effectsof noncondensabl e gases on the heat transfer coef® cientduring condensation. The presence of small amountsof noncondensable gases reduces signi® cantly the rateof heat transfer during condensation. The noncondens-able gases carried with the steam toward the tube in-creases in concentration upon steam condensation. Ifthe steam velocity is not high enough, the concentra-tion of the noncondensabl e gases will build up aroundthe tube surface. The thermal resistance will increasearound the tube surface, since the steam has to diffusethrough the gas layer. Standiford [21] reported a 5%decrease in the inside heat transfer coef® cient, hi , at agas concentration of 10% in the vented stream. Effectsof noncondensabl e gases on the heat transfer coef® cientare modeled as a fouling factor by Standiford [21], whoused a value equal to 6.5 £ 10 ¡ 5 m2 K/W multipliedby the volume percentage of noncondensabl e gases. Inwater desalination plants, the volumetric concentrationof noncondensabl e gases is about 4% [22].
The condensation temperature of vapor outside thetube bundle of the condenser, Tc, is less than the boilingtemperature in the evaporator T1 by the boiling-pointelevation (BPE) and the saturation temperature depres-sion associated with pressure losses in the demister( D Tp) and inside the condenser horizontal tubes ( D Tc).Thus:
Tc = T1 ¡ (BPE + D Tp + D Tc) (18)
58 heat transfer engineering vol. 20 no.2 1999
Dow
nloa
ded
by [
Uni
vers
ity o
f C
alif
orni
a, S
an F
ranc
isco
] at
01:
51 0
6 Se
ptem
ber
2014

The pressure loss in the wire mesh pad, which iswidely used as the mist eliminator in the water desalina-tion industry, is small because of the high void fractionof these pads. Losses in mist separators are about 10 cmof water for 0.15-m-thick knit mesh. El-Dessouky et al.[23] developed an empirical correlation to predict thepressure drop in a wire mesh mist eliminator. The ex-periments used to develop the correlation are conductedover the following parameter range: 1 · Vp · 9 m/s,310 · q p · 470 kg/m3, 100 · L p · 200 mm. Thediameter of wire used in the experiments is 0.28 mm.The correlation developed by El-Dessouky et al. [23] isgiven by
D Pp = 9.583 £ 10 ¡ 5( q p)1.597(Vp)0.7107 (L p)1.388 (19)
where q p is the demister pad density, L p is the padthickness, and Vp is the vapor velocity in the demisterpad. The pressure drop of the vapor ¯ owing over thecondenser tubes is roughly approximated because ofthe changes in velocity and ¯ ow pattern during the con-densation process [24]. The pressure drop over the con-denser tubes is caused by frictional losses and changein momentum. Other losses caused by the static headand internal baf¯ es are insigni® cant. The momentumchange or ¯ ow deceleration during condensation resultsin pressure recovery [25]. The magnitude of pressurerecovery is high in vacuum operation, which may ap-proach or exceed the friction loss [26]. Since the con-denser operates at vacuum, it is reasonable to assumethat the pressure recovery due to ¯ ow deceleration com-pensates the friction pressure drop component; there-fore, the net pressure fall and consequently the satura-tion temperature depression in the condensation processcan be neglected.
The pressure drop inside the evaporator tubes is thesum of the friction, D Pr , gravity, D Pg , and acceleration,
D Pa , components. That is,
D Pc = D Pr ¡ ( D Pg + D Pa) (20)
The ® rst term in Eq. 20 gives the pressure drop due tointerphase and wall friction, while the second and thirdterms correspond to the increase in vapor pressure dueto gravity force and ¯ ow deceleration. For condensationinside horizontal tubes, the gravitational component ofthe pressure drop, D Pg , is equal to zero. However, it iscommon to design the evaporator tubes with a small an-gle of inclination to facilitate condensate removal. Useof inclined evaporator tubes results in stable operationand improves the ef® ciency of the venting system [27].This component of pressure drop is estimated from this
expression:
D Pg = [ q v a + (1 ¡ a ) q ]̀gZ sin q (21)
where a is the vapor-phase void fraction, Z is the pipelength, and q is the inclination angle. The vapor-phasevoid fraction is calculated using the correlation devel-oped by Zivi [28]:
a =1
1 + [(1 ¡ v )/ v ](q v / q )̀0.5(22)
The acceleration pressure drop is calculated from thisformula:
D Pa = ( Çms + Çmev)2[ v 21
a 1 q v+
(1 ¡ v 1)2
(1 ¡ a 1) q `
¡v 2
2
a 2 q v
¡(1 ¡ v 2)
2
(1 ¡ a 2) q `] (23)
Subscripts 1 and 2 refer to the inlet and outlet conditions,respectively.
The frictional pressure drop, D Pr , is expressed lin-early in terms of the frictional losses in a single-phase¯ ow, D P`
r . Both losses are de® ned at the same mass¯ ow rate. This relation is given by
D Pr = } 2` D P`
r (24)
Friedel [29] developed the following correlation for cal-culating } 2:̀
} 2` = E +
3.24 FH
Fr0.045 We0.035(25)
The variables in Eq. (25) are de® ned as
E = (1 ¡ v )2+ v 2(q ` fv
q v f`) (26)
F = v 0.78(1 ¡ v )0.24 (27)
H = (q `
q v)
0.91
(m v
m `)0.19
(1 ¡m v
m `)0.7
(28)
Fr =( Çms + Çmev )2
gd q 2TP
(29)
We =( Çms + Çmev )2d
r q TP
(30)
where fv and f` are the Fanning friction coef® cientfor the total mass ¯ ux ¯ owing with vapor and liquid
heat transfer engineering vol. 20 no.2 1999 59
Dow
nloa
ded
by [
Uni
vers
ity o
f C
alif
orni
a, S
an F
ranc
isco
] at
01:
51 0
6 Se
ptem
ber
2014

properties, respectively, Çm is the mass ¯ ux, l is thedynamic viscosity, and r is the surface tension. Thedensity of the two-phase mixture, q TP, is de® ned as
q TP = [v
q v+
(1 ¡ v )
q `]
¡ 1
(31)
Hewitt [30] recommended the use of Friedel equationwhen the value of ( l /̀ l v ) is less than 1,000. In theTVC desalination process this ratio ranges from 65.12at T1 = 315 K to 19.856 at T1 = 385 K.
The frictional pressure drop term is usually calcu-lated in a stepwise manner. The tube is divided into anumber of short lengths, D Z , over which the conditionschange only moderately.
Assuming that the condensation process takes placeonly inside the tubes or v 1 = 0 and v 2 = 1 yields
D Pg = ( q ` ¡ q v )gZ sin q (32)
and
D Pa = ( Çms + Çmev)2(q ` ¡ q v
q q̀ v ) (33)
The heat transfer between the condensing vapor andthe feed water in the condenser can be written in termsof an overall heat transfer coef® cient (Uc), condenserheat transfer area (Ac), and the logarithmic mean tem-perature difference (LMTD)c, thus:
Qc = (M f + Mcw )C p(T f ¡ Tcw ) = g Mh k c
= UcAc (LMTD)c (34)
The (LMTD)c is de® ned as
(LMTD)c =T f ¡ Tcw
ln(Tc ¡ Tcw )/ (Tc ¡ T f )(35)
Combining Eqs. (34) and (35) produces
Tc ¡ Tcw
Tc ¡ T f= exp( Uc Ac
C p(M f + Mcw ))= exp(NTU)c (36)
where NTUc is the number of transfer units. The aboveequation can be solved for the outlet temperature of feedwater to give
T f = Tc ¡ (Tc ¡ Tcw ) exp( ¡ NTU)c (37)
The term (Tc ¡ T f ) is the condenser terminal tem-perature difference, and its value has a strong impact onthe condenser heat transfer surface area.
Equation (12) can be used to relate the overall heattransfer coef® cient in the condenser Uc to the indi-vidual coef® cients. Wangnick [31] developed the fol-lowing empirical formula, especially for desalinationplants, to calculate the inside tube heat transfer coef® -cient hi :
hi = [(3293.5 + Tm(84.24 ¡ 0.1714Tm)
¡ X f (8.471 + 0.1161X f + 0.2716Tm)]/
[(di / 0.17272)0.2)(0.656V )0.8(di / do)] (38)
where X f is the salt concentration in ppm, Tm is the® lm temperature, and di and do are the inside and theoutside tube diameters, respectively.
Additionally, Henning and Wangnick [32] obtainedthis equation to calculate the heat transfer coef® cientduring vapor condensation outside the tubes:
ho = 0.725(k3 q̀ (̀ q ` ¡ q v)g k / (do l D T )0.25)C1C2
(39)
The correction factors C1 and C2 consider the in¯ u-ence of dripping down of the condensate and the pres-ence of noncondensable gases, respectively, when theyconstitute less than 4% by weight, on the condensationheat transfer coef® cient. The coef® cients C1 and C2 aregiven by the following equations [33]:
C1 = 1.23795 + 0.353808N1 ¡ 0.0017035 N 21 (40)
C2 = 1 ¡ 34.313Xnc + 1226.8X2nc ¡ 14923X 3
nc (41)
where Xnc is the percent weight of the noncondensabl egases and N1 is the number of tube rows in the ver-tical direction inside the condenser. The value of N1
depends on the total number of tubes, the tube arrange-ment, tube pitch, number of tube passes, and nozzlediameter. It is customary practice to arrange the tubesin the condensers with a square pitch pattern to provideadequate mechanical cleaning for the outer surface ofthe tubes. In this arrangement each four tubes occupyan area of 4P2
t and the number of tubes in the verticaldirection is 2. Thus, the total number of tubes that canbe installed in a shell of diameter Ds and with a pitchof Pt is approximated by the following equation [34]:
Nt =p D2
s
4Pt
(42)
60 heat transfer engineering vol. 20 no.2 1999
Dow
nloa
ded
by [
Uni
vers
ity o
f C
alif
orni
a, S
an F
ranc
isco
] at
01:
51 0
6 Se
ptem
ber
2014

The following equation relates the number of tubesin the vertical direction to the shell diameter and pitch:
N1 =Dsp2Pt
= 0.564 Ï Nt (43)
For tubes arranged in an equilateral triangular pitch,the following equation can be used:
N1 = 0.481(Nt )0.505 (44)
The total number of tubes in the feed heater is calcu-lated using the following relationship:
Nt =(M f + Mcw )(T f ¡ Tcw )
Uc p do Z (LMTD)c=
4(M f + Mcw )
p d2i q `V
(45)
where Z is the tube length, do and di are the tube out-side and inside diameters, respectively, and V is the feedwater velocity. The value of V is limited at the top endby erosion damage to the tube materials and excessivepumping costs, and at the bottom end by higher foulingrates and the need to maintain high side heat transfercoef® cients. In thermal desalination units, it ranges, be-tween 1.3 and 2.2 m/s.
The most important and critical step in modeling theTVC desalination system is the evaluation of the perfor-mance of the steam jet ejector. The main data requiredfromanalyzing the steam jet ejector is the determinationof the mass of motive steam required per unit mass of theentrained vapor (Ra), given the pressure of the motivesteam (Ps), discharge pressure (P2), and suction pres-sure (Pc). A limited number of methods are availablein the literature to analyze the steam jet ejector. How-ever, these methods require tedious and lengthy calcu-lation procedures. Additionally, most of these methodsare based on using many correction factors that dependheavily on the detailed design of the ejector. The tech-nique developed in this article is established on the dataand method presented by Power [35]. Power found thatnone of procurable ways was superior to his simplemethod. The method is most accurate for motive steampressures above 5.1 bar and low compression ratios as-sociated with (Ra) values less than 4. The curves usedin the calculations represent smoothed data from sev-eral sources and agree with manufacturers’ data withinabout 10% over the best-® t range. El-Dessouky [13]developed the following relationships to evaluate theperformance of the steam jet ejector. The entrainmentratio is de® ned by
Ra = 0.296(P2)1.19
(Pc)1.04 (Ps
Pc)0.015
(PCF
TCF) (46)
where Ra is the entrainment ratio de® ned as the mass ofmotive steam per unit mass of entrained vapor; Ps , P2,and Pc are the pressures of the motive steam, dischargemixture, and entrained vapor, respectively; PCF is themotive steam pressure correction factor; and TCF isthe entrained vapor temperature correction factor. Thefollowing two equations are developed to calculate bothPCF and TCF:
PCF = 3 £ 10 ¡ 7(Ps)2 ¡ 0.0009(Ps) + 1.6101 (47)
TCF = 2 £ 10 ¡ 8(Tc)2 ¡ 0.0006(Tc) + 1.0047 (48)
where Ps is in kPa and Tc is in ±C. The previous equa-tions are valid only for an ejector operating with steamas the motive ¯ uid and water vapor as the entrainedgas. These equations are valid in the following ranges:Ra · 4,500 ¸ Tc > 10±C, 3,500 ¸ Ps ¸ 100 kPa, andCr = P2/ Pc ¸ 1.81. These spectrums cover the mostwidely used ranges in TVC desalination systems.
It is interesting to realize that the consideration ofthe thermodynamic losses such as BPE and temperaturedepression corresponding to the pressure drops in thedemister increases the energy demand for the jet ejec-tor. This is because the vapor must be compressed, notsimply through the working temperature drop (T2 ¡ T1),but through the working temperature drop plus the ther-modynamic losses, that is, T2 ¡ [T1 ¡ (BPE + D Tp)],or(T2 ¡ Tc).
SOLUTION PROCEDURE
The following set of speci® cations is used in solutionof the TVC system:
Seawater temperature Tcw = 25±CFeed water temperature T f = T1 ¡ 5Seawater salinity X f = 42,000 ppmSalinity of rejected brine Xb = 70,000 ppmSum of fouling factors (R fi + R fo
) = 0.00035m2 ±C/WThickness of demister pad L p = 100 mmVapor velocity in demister pad Vp = 6 m/sDensity of demister pad q p = 375 kg/m3
Outside tube diameter do = 19.75 mmTube wall thickness (do ¡ di ) = 6 mmTube material 70/30 Cu/Ni alloyTube length (in evaporator and condenser) Z = 2 mTube inclination angle q = 5±
Seawater velocity (inside condenser tube) V = 1.8 m/sThermal ef® ciency of condenser g = 90%
Other speci® cations include de® nition of the ranges forthe boiling temperature, T1, the compression ratio, Cr,and the motive steam pressure, Ps . These ranges are
heat transfer engineering vol. 20 no.2 1999 61
Dow
nloa
ded
by [
Uni
vers
ity o
f C
alif
orni
a, S
an F
ranc
isco
] at
01:
51 0
6 Se
ptem
ber
2014

55±100±C for T1, 1.5±4 for Cr, and 250±1,750 kPa forPs .
Figure 3 shows a schematic diagram for the solu-tion algorithm. As is shown, the algorithm starts withthe de® nition of the design parameters as well as thesystem temperatures, pressures, ¯ ow rates, and salin-ity. The ® rst step in the solution scheme is to evaluatesaturation pressures and temperatures of the formed,entrained, and compressed vapors. This step involvescalculation of the boiling-point elevation and the pres-sure losses in the demister. Completion of this step isnecessary to determine the overall heat transfer coef® -cient in the down condenser. This is followed by eval-uation of the condensation temperature of the heatingsteam inside the evaporator tubes. This involves evalu-ation of the pressure drop due to friction and the pres-
Figure 3 Schematic of solution procedure.
sure gain by ¯ ow deceleration and gravity. Calculationof the condensation temperature is necessary to deter-mine the overall heat transfer coef® cient in the evapora-tor. The next two steps involve evaluation of the insideand outside heat transfer coef® cients in the condenserand evaporator. The ® nal step in the solution schemeinvolves evaluation of the system performance param-eters. This includes solution of the steam jet ejectormodel equations as well as the energy balance equa-tions for the condenser and the evaporator. This resultsin evaluation of the ¯ ow rates of cooling seawater, en-trained vapor, motive steam, and heat transfer areas forthe condenser and evaporator. This allows for calcu-lations of the thermal performance ratio, speci® c heattransfer area, and speci® c cooling-water ¯ ow rate. Thefollowing is a summary of the solution procedure:
62 heat transfer engineering vol. 20 no.2 1999
Dow
nloa
ded
by [
Uni
vers
ity o
f C
alif
orni
a, S
an F
ranc
isco
] at
01:
51 0
6 Se
ptem
ber
2014

Themass ¯ ow rates of the reject brine and feed seawater,Mb and M f , for a speci® ed ¯ ow rate of product water,Eqs. (4) and (5)
The condensate temperature in the condenser, Tc, Eqs.(9), (10), (18), and (19)
The condensate temperature in the evaporator, Tc2, Eqs.
(20)±(33)The overall heat transfer coef® cient in the evaporator,
Ue, Eqs. (12)±(17)The overall heat transfer coef® cient in the condenser,
Uc, Eqs. (12) and (38)±(45)The entrainment ratio, Ra, Eqs. (46)±(48)The mass ¯ ow rates of the motive steam, entrained va-
por, and cooling water, Ms , Mev , and Mcw , Eq. (34)The evaporator area, Ae, Eq. (11)The condenser heat transfer area, Ac, Eq. (34)
Completion of the above procedure results in com-plete de® nition of the system parameters. These val-ues are used to calculate the system performance ratio,PR, the speci® c heat transfer area, sA, and the speci® ccooling-water ¯ ow rate, sMcw .
RESULTS AND DISCUSSION
Results are presented in terms of variations in thesystem design parameters as a function of the boilingtemperature, T1, the compression ratio, Cr, and the pres-sure of the motive steam, Ps . The system parameters in-clude variations in the overall heat transfer coef® cientin the evaporator (Ue) and the condenser (Uc), the per-formance ratio, PR, the speci® c heat transfer area, sA,and the speci® c cooling-water ¯ ow rate, sMcw .
Figure 4 shows variations in the overall heat trans-fer coef® cient in the evaporator and the condenser asa function of the boiling temperature. As is shown, theheat transfer coef® cient in the evaporator is higher thanthat in the condenser by more than 25%. This result isfound to hold over the whole range of boiling tempera-tures. The higher values for the heat transfer coef® cientin the evaporator are caused by the presence of con-densing steam inside the tubes as well as brine boilingon the outside surface of the tube. As mentioned before,the brine ® lm is generated by the spray nozzles, whichdistribute the brine in a thin ® lm over the outside surfaceof the tubes. On the other hand, the heat transfer con® g-uration in the condenser includes the condensing vaporand the feed seawater, which ¯ ow inside the condensertubes. The value for the single-phase heat transfer co-ef® cient of the feed seawater inside the tubes is lowerthan that for the brine thin ® lm. This results in a higheroverall heat transfer coef® cient in the evaporator.
Figure 4 Overall heat transfer coef® cients in the evaporator and
condenser.
Increase of theoverall heat transfer coef® cient inbothcon® gurations with the increase in the boiling tempera-ture is caused by improvement in the thermal character-istics of the operating ¯ uid and the metal wall at highertemperatures. For example, at higher temperatures theliquid viscosity and density are lower. This improvesmobility of the liquid particles and allows for rapid heat-ing across the liquid layers. Similar behavior isobservedin the condensing liquid ® lm of steam and vapor in theevaporator and condenser, respectively. As discussedbefore, the condensing liquid ® lm has lower thermal re-sistance at higher temperatures. Also, at higher boilingtemperatures the thermal resistance of the metal wall islower because of the increase in its thermal conductiv-ity. All of the above factors contribute to the increasein the overall heat transfer coef® cient in the evaporatorand condenser.
Variations in the system performance ratio as a func-tion of the boiling temperature, motive steam pressure,and compression ratio are shown in Figures 5±7. Asis shown, the system performance ratio varies over arange of 1±2. The higher performance-ratio values areobtained at low boiling temperatures, low compressionratios, and high motive steam pressures. At low boilingtemperatures, the amount of motive steam consumed tocompress the entrained vapor is low. This is because ofthe small increase in the vapor pressure at low tempera-tures. For example, the vapor pressure between 55 and60±C increases from 15.8 to 19.9 kPa or 26.5%. On theother hand, the vapor pressure increases from 70.14 to84.55 kPa as the temperature increases from 90 to 95±C.
At low compression ratios, the amount of motivesteam consumed to compress the entrained vapor is
heat transfer engineering vol. 20 no.2 1999 63
Dow
nloa
ded
by [
Uni
vers
ity o
f C
alif
orni
a, S
an F
ranc
isco
] at
01:
51 0
6 Se
ptem
ber
2014

Figure 5 Effect of boiling temperature on plant thermal perfor-
mance ratio.
small. Therefore, the system performance ratio ishigher.The same result applies at high motive steam pres-sures. Regardless, the sensitivity of the performanceratio to variations in the motive steam pressure is lesspronounced than those found as a function of the boil-ing temperature and the compression ratio. This resultis shown in Figure 7, with limited variations in the sys-tem performance ratio as the motive steam pressure isincreased over a range of 250±1,750 kPa. For each setof data in Figure 7, the boiling temperature and com-pression ratio are kept constant. At such conditions the
Figure 6 Effect of compression ratio on plant thermal perfor-
mance.
Figure 7 Effect of motive steam pressure on plant thermal per-
formance ratio.
amount of latent heat consumed by the boiling brine isconstant, which implies a constant temperature for thecompressed vapor. As the pressure of the motive steamis increased, its latent heat becomes lower. Therefore, tomaintain constant latent heat in the compressed vapor, itis necessary to entrain larger amounts of the vapor leav-ing the evaporator. This reduces the amount of motivesteam consumed.
Variations in the speci® c heat transfer area are shownin Figures 8±10. The results are shown as functions ofthe boiling temperature, the motive steam pressure, and
Figure 8 Effect of boiling temperature on speci® c heat transfer
area.
64 heat transfer engineering vol. 20 no.2 1999
Dow
nloa
ded
by [
Uni
vers
ity o
f C
alif
orni
a, S
an F
ranc
isco
] at
01:
51 0
6 Se
ptem
ber
2014

Figure 9 Effect of compression ratio on speci® c heat transfer
area.
the compression ratio. As shown in Figure 8, the spe-ci® c heat transfer area decreases drastically as the boil-ing temperature is increased. This result is caused bythe increase in the overall heat transfer coef® cient inthe evaporator and the condenser at high boiling tem-peratures, Figure 4. As the overall heat transfer coef® -cient increases, because of the decrease in the resistanceto heat transfer, the area for heat transfer is decreased.The speci® c heat transfer area is also decreased at higherboiling temperatures. This is because the amount of dis-
Figure 10 Effect of pressure of motive steam on speci® c heat
transfer area.
tillate formed depends only on the salinity of the feedseawater and the rejected brine.
Similar results are shown in Figure 9 for variationsin the speci® c heat transfer area as a function of thecompression ratio. At constant boiling temperatures andhigher compression ratios, the pressure of the com-pressed vapor is greater. This is because the pressure ofthe entrained vapor does not change at constant boilingtemperatures. Simultaneously, the temperature of thecompressed vapor is also increased as the compressionratio is elevated. The increase in the temperature of thecompressed vapor enhances the rates of heat transfer.This is caused by the increase of the driving force forheat transfer across the evaporator, which is measuredby the difference of T2 ¡ T1. As a result, the evapora-tor heat transfer area is reduced at higher compressionratios. Regardless, the heat transfer area increases inthe condenser. This is because of the increase in thecondenser load, which is caused by the reduction in theamount of entrained vapor at higher compression ratios.However, the decrease in the evaporator area is morepronounced than the increase in the condenser area. Thenet result of the above is the decrease in the speci® c heattransfer area upon the increase of the compression ratio.
Effect of the motive steam pressure on the speci® cheat transfer area is shown in Figure 10. The results areobtained at a compression ratio of 1.895 and boilingtemperature range of 55±82±C. These results are sim-ilar to those obtained for the variations in the systemperformance ratio, Figure 5. As shown in Figure 10,the speci® c heat transfer area is insensitive to variationsin the motive steam pressure. This is because of lim-ited variations in the overall heat transfer coef® cient inthe evaporator and condenser as well as the amount ofentrained vapor.
Variations in the speci® c cooling water ¯ ow rateare shown in Figures 11±13. The results are obtainedover the same parameter range as discussed before. Asshown, the speci® c cooling-water ¯ ow rate is highlysensitive to variations in the boiling temperature andthe compression ratio, Figures 11 and 12. However, itis insensitive to variations in the motive steam pressure,Figure 13. This result is consistent with the discussiongiven for variations in other design parameters, i.e., per-formance ratio and speci® c heat transfer area. Sensitiv-ity of the speci® c cooling-water ¯ ow rate with respectto the boiling temperature and the compression ratiois caused by large increase in the overall heat transfercoef® cient in the evaporator and condenser. Oppositebehavior is observed upon increase in the motive steampressure. In this regard, limited sensitivity in the spe-ci® c cooling-water ¯ ow rate is found upon increase inthe motive steam pressure.
heat transfer engineering vol. 20 no.2 1999 65
Dow
nloa
ded
by [
Uni
vers
ity o
f C
alif
orni
a, S
an F
ranc
isco
] at
01:
51 0
6 Se
ptem
ber
2014

Figure 11 Effect of boiling temperature on speci® c cooling water
¯ ow rate.
CONCLUSIONS
The present study introduces an ef® cient theoreticalmodel to analyze a single-effect vapor-compression de-salination unit. Detailed results are presented to showthe dependence of the factors controlling the cost offresh water, which are thermal performance ratio, spe-ci® c heat transfer area, and speci® c cooling-water ¯ owrate, on most design and operating variables. These vari-ables are the brine boiling temperature, the vapor com-pression ratio, and the pressure of the motive steam.
Figure 12 Effect of vapor-compression ratio on speci® c cooling
water ¯ ow rate.
Figure 13 Effect of pressure of motive steam on speci® c cooling-
water ¯ ow rate.
The following conclusions are made in the light ofthe results and discussion given in the previous section.
The performance ratio diminishes with increase ofthe boiling temperature and compression ratio. This isbecause of the increase in motive steam consumption.This increase is necessary in order to achieve the re-quired level of vapor compression.
The performance ratio increases, but with limitedsensitivity, upon increase in the motive steam pres-sure. This result is caused by a small increase in theamount of entrained vapor at higher motive steam pres-sures. In turn, this reduces the amount of motive steamconsumed.
The speci® c heat transfer area and the speci® c cool-ing water ¯ ow rate are sensitive to variations in the boil-ing temperature and compression ratio. Both design pa-rameters decrease with increase of boiling temperatureand compression ratio. This is because of the increasein the overall heat transfer coef® cient in the evaporatorand condenser, which causes large enhancement in theheat transfer rate.
The speci® c heat transfer area and the speci® ccooling-water ¯ ow rate have limited sensitivity to vari-ations in the motive steam pressure.
In summary, it is recommended that the single-effectvapor-compression desalination unit be operated at in-termediate values of boiling temperature, i.e., 70±80±C,and low compression ratios, i.e., values close to 2. Thisisnecessary tohave performance ratiosclose toor higherthen 1.5. In addition, at such conditions a large reductionis observed in the speci® c heat transfer area and the spe-ci® c cooling-water ¯ ow rate. This reduction will lowerthe ® rst cost, i.e., construction cost of the evaporator,
66 heat transfer engineering vol. 20 no.2 1999
Dow
nloa
ded
by [
Uni
vers
ity o
f C
alif
orni
a, S
an F
ranc
isco
] at
01:
51 0
6 Se
ptem
ber
2014

condenser, and seawater pump. In addition, operatingcost will be lower as a result of reduction in the energyrequired to operate the seawater pumping unit.
NOMENCLATURE
A heat transfer surface area, m2
BPE boiling-point elevation, ±CC p speci® c heat at constant pressure of seawater,
kJ/kg ±CCr steam ejector compression ratio, outlet pres-
sure (P2)/entrainedpressure (Pc), dimension-less
d tube diameter, mDs shell inside diameter, mf Fanning friction coef® cient [= 64/ ( q Vd / l )],
dimensionlessFr Froude number, see Eq. (29), dimensionlessh heat transfer coef® cient, W/m2 ±Ck thermal conductivity, W/m ±CL p thickness of the demister, mLMTD logarithmic mean temperature difference, ±CM mass ¯ ow rate, kg/sÇm mass ¯ ux, kg/m2 sN1 number of rows of horizontal tubesNt total number of tubesNTU number of transfer units, see Eq. (36), dimen-
sionlessNu Nusselt number, hd/k ,̀ dimensionlessP pressure, kPaÅP reduced pressure, ¯ uid pressure/critical pres-
sure, dimensionlessPCF pressure correction factor, see Eq. (47), di-
mensionlessPt tube pitchPr Prandtl number (= C p l /k), dimensionlessPR thermal performance ratio, see Eq. (1), dimen-
sionless
D P pressure drop, kPaq heat ¯ ux, W/m2
Q heat transfer rate, Wr tube radius, mR f thermal resistance of the fouling, m2 ±C/WRa entrainment ratio, see Eq. (46), dimensionlessRe Reynolds number, q V d/ l , dimensionlesssA speci® c heat transfer surface area, m2/(kg/s)sMcw speci® c cooling-water ¯ ow rate, see Eq. (3),
dimensionlessS water salinity, g/kgT temperature, ±CTCF temperature correction factor, see Eq. (48),
dimensionless
D T temperaturedecrease caused by pressure drop,
±CU overall heat transfer coef® cient, W/m2 ±CV velocity, m/sWe Weber number, see Eq. (30), dimensionlessX salt concentration, ppmXnc percent weight of noncondensabl e gasesZ tube length, m
a vapor-phase void fraction, see Eq. (22), di-mensionless
g thermal ef® ciency [= (actual heat gained bycold stream)/(maximumpossible heat exchan-ged)], dimensionless
q angle of inclination, rad
k latent heat of vaporization, kJ/kg
l dynamic viscosity, kg/s m
m kinematic viscosity, m2/sq mass density, kg/m3
r surface tension, N/mv mass fraction of vapor, kg vapor/kg (vapor±
liquid mixture), dimensionless
Subscripts
1 vapor and liquid streams leaving evaporator2 heating steam entering the evaporatora accelerational componentb rejected brinec condenser or condensatecw cooling waterd product fresh watere evaporatorev vapor fraction entrained by the steam ejectorf feed waterg gravitational componenth vapor fraction condensed in the feed preheateri inside the tubes` liquid phaselo local valuem liquid ® lm inside the tubeso outside the tubesp demisterr frictional components motive steamTP two-phase statev vapor statew tube wall
REFERENCES
[1] Wade, N. M., Technical and Economic Evaluation of Distilla-
tion and Reverse Osmosis Desalination Processes, Desalina-tion, vol. 93, pp. 343±363, 1993.
[2] Morin, O. J., Design and Operating Comparison of MSF and
MED Systems, Desalination, vol. 93, pp. 69±109, 1993.
heat transfer engineering vol. 20 no.2 1999 67
Dow
nloa
ded
by [
Uni
vers
ity o
f C
alif
orni
a, S
an F
ranc
isco
] at
01:
51 0
6 Se
ptem
ber
2014

[3] Darwish, M. A., and El-Dessouky, H., Desalination by Dis-
tillation Process: A Technical Comparison, Proc. IDA World
Congress on Desalination and Water Sciences, Abu Dhabi,
vol. 2, pp. 219±232, 1995.
[4] Veza, J. M., Mechanical Vapour Compression Desalination
PlantsÐ A Case Study, Desalination, vol. 101, pp. 1±10, 1995.
[5] Temstet, C., Canton, G., Laborie, J., and Durante, A., A Large
High-Performance MED Plant in Sicily, Desalination, vol.
105, pp. 109±114, 1996.
[6] El-Dessouky, H. T., Alatiqi, I. M., and Bingulac, S., and
Ettouney, H. M., Steady State Analysis of the Multiple Effect
Evaporation Desalination Process, Chem. Eng. Tech., vol. 21,
pp. 15±29, 1998.
[7] Temstet, C., and Laborie, J., Dual Purpose Desalination
PlantÐ High Ef® ciency Multiple-Effect Evaporator Operat-
ing with a Turbine for Power Production, Proc. IDA World
Congress on Desalination and Water Science, Abu Dhabi,
vol. 3, pp. 297±308, 1995.
[8] El-Dessouky, H. T., and Ettouney, H. M., Hybrid Multiple
Effect Evaporation/Heat Pump Water Desalination Systems,
Ist IDA Int. Desalination Conference in Egypt, Cairo, Egypt,
September 1997.
[9] Zimerman, Z., Development of Large Capacity High Ef® -
ciency Mechanical Vapor Compression (MVC) Units, Desali-
nation, vol. 96, pp. 51±59, 1994.
[10] Matz, R., and Zimerman, Z., Low-Temperature Vapour Com-
pression and Multi-Effect Distillation of Seawater: Effects of
Design on Operation and Economics, Desalination, vol. 52,
pp. 201±216.
[11] Lucas, M., and Tabourier, B., The Mechanical Vapour Com-
pression Process Applied to Seawater Desalination: A 1500
ton/day Unit Installed in the Nuclear Power Plant of Fla-
manville, France, Desalination, vol. 52, pp. 123±133, 1985.
[12] Matz, R., and Fisher, U., A Comparison of the Relative Eco-
nomics of Sea Water Desalination by Vapor Compression and
Reverse Osmosis for Small to Medium Capacity Plants, De-
salination, vol. 36, pp. 137±151, 1981.
[13] El-Dessouky, H., Modeling and Simulation of Thermal Vapor
Compression Desalination Plant, Symposium on Desalination
of Seawater with Nuclear Energy, Taejon, Republic of Korea,
26±30 May 1997.
[14] Michels, T., Recent Achievements of Low Temperature Mul-
tiple Effect Desalination in the Western Areas of Abu Dhabi,
UAE, Desalination, vol. 93, pp. 111±118, 1993.
[15] El-Dessouky, H. T., and Assassa, G. R., Computer Simulation
of the Horizontal Falling Film Desalination Plants, Desalina-
tion, vol. 55, pp. 145±168, 1985.
[16] Hanbury, W. T., An Analytical Simulation of Multiple Effect
Distillation Plant, Proc. IDA World Congress on Desalination
and Water Sciences, Abu Dhabi, vol. 4, pp. 375±382, 1995.
[17] Minnich, K., Tonner, J., and Neu, D., A Comparison of Heat
Transfer Requirement and Evaporator Cost for MED-TC and
MSF, Proc. IDA World Congress on Desalination and WaterSciences, Abu Dhabi, vol. 3, pp. 233±257, 1995.
[18] El-Dessouky, H., Shaban, H., and Al-Ramdan, H., Steady State
Analysis of Multi-Stage Flash Desalination Process, Desalina-tion, vol. 103, pp. 271±287, 1995.
[19] Han, J., and Fletcher, L., Falling Film Evaporation and Boiling
in Circumferential and Axial Grooves on Horizontal Tubes,
Ind. Eng. Chem. Process Des. Dev., vol. 24, pp. 570±597, 1985.
[20] Shah, M. M., A General Correlation for Heat Transfer during
Film Condensation inside Pipes, Int. J. Heat Mass Transfer,vol. 22, pp. 547±556, 1979.
[21] Standiford, F. C., Evaporators and Evaporation, in J. J. Meketta
(ed.), Encyclopedia of Chemical Processing and Design,
vol. 20, Marcel Dekker, New York, 1984.
[22] Of® ce of Saline Water (OSW), U.S. Department of the Interior,
Distillation Digest, Research and Development, Rep. No. 538,
March 1970.
[23] El-Dessouky, H., Alatiqi, I., and A-Thafari, N., Performance of
Wire Mesh Mist Eliminators, Chem. Eng. and Proc., in print,
1999.
[24] Sinnott, R. K., Coulson & Richardson’s Chemical Engineer-
ing, 2d ed., vol. 6, Butterworth Heinemann, Oxford, U.K.,
1996.
[25] Marto, P. J., Heat Transfer in Condensers, in S. Kakac (ed.),
Boilers, Evaporators and Condensers, Wiley, New York, 1991.
[26] Muller, A. C., Condensers, in G. F. Hewitt (ed.), Handbook ofHeat Exchanger Design, Hemisphere, New York, 1991.
[27] Whalley, P. B., Boiling-Condensation and Gas-Liquid Flow,
Oxford Science Publications, 1987.
[28] Zivi, S. M., Estimation of Steady-State Steam Void Fraction
by Means of the Principle of Minimum Entropy Production,
Trans. ASME, J. Heat Transfer, vol. 86, pp. 247±252, 1964.
[29] Friedel, L., New Friction Pressure Drop Correlations for
Upward, Horizontal and Downward Two-Phase Pipe Flow,
Proc. HTFS Symposium, Oxford, U.K., 1979.
[30] Hewitt, G. F., Gas-Liquid, in G. Hetsroni (ed.), Handbook of
Multiphase Systems, Hemisphere, New York, 1982.
[31] Wangnick, K., How Incorrectly Determined Physical and
Constructional Properties in the Seawater and Brine Regimes
In¯ uence the Design and Size of an MSF Desalination
PlantÐ Stimulus for Further Thoughts, Proc. IDA WorldCongress on Desalination and Water Science, Abu Dhabi,
vol. 2, pp. 201±218, 1995.
[32] Henning, S., and Wangnick, K., Comparison of Different
Equations for the Calculation of Heat Transfer Coef® cients
in MSF Multi-Stage Flash Evaporators, Proc. IDA World
Congress on Desalination and Water Science, Abu-Dhabi,
vol. 3, pp. 515±524, 1995.
[33] Oak Ridge National Laboratory (ORNL), U.S. Department of
the Interior, Research and Development Progress, Rep. 315,
December 1967.
[34] El-Dessouky, H., and Bingulac, S., Solving Equations Simu-
lating the Steady-State Behaviour of the Multi-Stage Flash De-
salination Process, Desalination, vol. 107, pp. 171±193, 1996.
[35] Power, B. R., Steam Jet Ejectors for Process Industries,
McGraw-Hill, New York, 1994.
Hisham T. El-Dessouky is a Professor of Chemi-
cal Engineering at Kuwait University. He received
hisB.Sc. andM.Sc. inChemical Engineering from
Cairo University, Egypt, and his Ph.D. in Ver-
fahrens Technic from Hannover University (West
Germany) in 1981. He is world known in the
area of thermal desalination of seawater. His re-
search interests also include heat transfer with
phase change, thermal energy storage, membrane
separation processes, and cooling tower and evap-
orative cooler design and analysis.
Hisham M. Ettouney is a Professor of Chemical
Engineering at Kuwait University. He received his
B.Sc. in Chemical Engineering from Cairo Uni-
versity, Egypt, and his Ph.D. in Chemical Engi-
neering from Massachusetts Institute of Technol-
ogy (U.S.) in 1983. His research interests include
gas separation by membranes, catalytic membrane
reactors, evaporative cooling, and seawater de-
salination.
68 heat transfer engineering vol. 20 no.2 1999
Dow
nloa
ded
by [
Uni
vers
ity o
f C
alif
orni
a, S
an F
ranc
isco
] at
01:
51 0
6 Se
ptem
ber
2014