Embed Size (px)
Citation preview

Seediscussions,stats,andauthorprofilesforthispublicationat:https://www.researchgate.net/publication/256170770
Simulationandvalidationofsprayquenchingappliedtoheavyforgings
ArticleinJournalofMaterialsProcessingTechnology·December2013
DOI:10.1016/j.jmatprotec.2013.06.019
CITATIONS
5
READS
69
3authors:
AnnalisaPola
UniversitàdegliStudidiBrescia
63PUBLICATIONS141CITATIONS
SEEPROFILE
MarcelloGelfi
UniversitàdegliStudidiBrescia
64PUBLICATIONS402CITATIONS
SEEPROFILE
GiovinaMarinaLaVecchia
UniversitàdegliStudidiBrescia
75PUBLICATIONS311CITATIONS
SEEPROFILE
AllcontentfollowingthispagewasuploadedbyMarcelloGelfion26December2014.
Theuserhasrequestedenhancementofthedownloadedfile.Allin-textreferencesunderlinedinblueareaddedtotheoriginaldocument
andarelinkedtopublicationsonResearchGate,lettingyouaccessandreadthemimmediately.

Sf
AD
a
ARRAA
KSSH
1
fitaspd
cisc
nccravtw
a
Uf
0h
Journal of Materials Processing Technology 213 (2013) 2247– 2253
Contents lists available at ScienceDirect
Journal of Materials Processing Technology
jou rn al hom epage: www.elsev ier .com/ locate / jmatprotec
imulation and validation of spray quenching applied to heavyorgings
. Pola ∗, M. Gelfi, G.M. La Vecchiaepartment of Mechanical Engineering, University of Brescia, Brescia, Italy
r t i c l e i n f o
rticle history:eceived 30 January 2013eceived in revised form 20 June 2013
a b s t r a c t
The effect of water pressure, water flow rate and cycling spray during spray quenching of a heavysteel forged part were modelled by using numerical simulation, experimental tests and metallographicanalyses.
ccepted 22 June 2013vailable online 29 June 2013
eywords:pray quenchingteel forging
Changes in water mass flow produce small variations on cooling rates, while the reduction of waterpressure and especially the use of cycling spray allow to induce a relevant slowdown of cooling rate insmall sections, decreasing the thermal gradients in complex shaped heavy forgings.
The agreement between calculated and experimental results permitted to validate the simulation.© 2013 Elsevier B.V. All rights reserved.
eat treatment simulation
. Introduction
The microstructure that characterizes forged parts depends, atrst, on raw material quality and part geometry and size but also onemperature, strain and reduction rate during forging steps as wells on the heat-treatment parameters. Therefore, static and dynamictrengths are selectively controlled by operating on chemical com-osition and initial microstructure of the steel as well as on plasticeformation steps and heat treatment cycle.
Concomitant to the desired effects, the heat treatment processan induce unwanted consequences such as component distort-ons, excessive hardness or inadequate hardness depth profiles, lowtrength, lack of toughness and high residual stresses, able to causeracks formation and to lead failure in service.
In the manufacturing process, quenching is a crucial step as iteeds a rapid cooling from a temperature, which must be suffi-iently high to fully austenitize the microstructure and to dissolvearbides but not too high to avoid excessive grain coarsening,educing toughness. In order to attain the maximum cooling effectnd obtain the expected hardenability related to the austenites. martensite or bainite transformation, baths with stirring ofhe quenching medium (oil, water, polymer aqueous solutions or
ater-air mixture) or newly developed cooling systems are used.Several studies have been carried out on bath quenchingimed at optimizing the mechanical behaviour of forgings and at
∗ Corresponding author at: Mechanical and Industrial Engineering Department,niversity of Brescia, via Branze 38, 25123 Brescia, Italy. Tel.: +39 0303715576;
ax: +39 0303702448.E-mail address: [email protected] (A. Pola).
924-0136/$ – see front matter © 2013 Elsevier B.V. All rights reserved.ttp://dx.doi.org/10.1016/j.jmatprotec.2013.06.019
controlling the residual stresses distribution during heat treat-ments. Immersion quenching time, stirring speed or injectionpressure have been studied to reach improved quenching condi-tions at high cooling rate. Pyshmintsev et al. (2003) showed thatcontrolled cooling in a water-air mixture provides a high combi-nation of mechanical properties in structural steels with relativelylow hardenability. Better mechanical properties and lower crack-ing tendency for a large-scale AISI 4140 steel shaft were alsoobtained by Zuo et al. (2011) by using as quenching media waterand air instead of oil or polymer aqueous solution. Hou et al. (2012)reviewed quenching effectiveness by comparing the cooling capac-ity of clear water, quench oil, nitrogen and nitrogen-spray water;they found that nitrogen-spray water is faster than the water andalso reduces thermal deformations.
Recently, computer simulation has been successfully applied forthe design and the optimization of new and existing quenchingtechniques applied in the industrial production of forgings. FEManalysis allows to evaluate and predict temperature, microstruc-ture and stress distribution within the part during each heattreatment step. For example, Lacarac et al. (2004) compared theeffect of air and water quenching on residual stresses of forgedS55C steel discs by finite element simulations and experimentalmeasurements. Simir and Hakan Gür (2008) proposed a 3D FEMmodel to predict temperature history, evolution of microstruc-ture and internal stresses during quenching, which was validatedby X-ray diffraction stress measurements on C60 steel cylinders.Liu et al. (2003) showed a numerical model, incorporating stress-
induced transformation, transformation plasticity and creep strainto predict the thermo-mechanical behaviours during quenchingand tempering. Pan et al. (2002) used a modified temperature-phase transformation-stress/strain field coupled 3D non-linear
2 essing
mathmitetVtpt
oastmSwaslzscmorme1bmtf
248 A. Pola et al. / Journal of Materials Proc
athematical model to simulate the heat-treatment processes of large-scale bearing roller. Notwithstanding the large use of FEM,here are only a few works which validate numerical simulations ofeat treatment on heavy forged parts, by experimental measure-ents of time-temperature profiles or by metallographic analyses
n depth. This is due to the high costs needed to instrument withhermocouples a full scale forged part, which at the end of thexperiments is unavoidably scrapped because of holes and cutso extract metallographic samples. One of these works is from Laecchia et al. (2010), who evaluated the critical aspects of an indus-
rial quenching and tempering treatment on a large forged windower shaft by means of numerical simulation and experimentalests.
Among quenching techniques, spray quenching seems to be onef the best choices for large forgings, because it should provide
good control of cooling rates according to the different forgingections. This technology, in fact, allows to supply localized con-rol over cooling rate by changing spray parameters such as water
ass flow, pressure and nozzle-surface distance. In their workchüttenberg et al. (2012) described the advantage of using an air-ater spray cooling to create local cooling conditions. Mascarenhas
nd Mudawar (2012) highlighted several practical advantages ofpray quenching on bath quenching and also derived a new ana-ytical model to determine the shape and size of the spray impactone. There is no room for doubt that numerical simulation repre-ents a fundamental tool in designing the heat treatment of largeomponents in order to avoid costly and time-consuming experi-ents, but the reliability of the model is mandatory and the results
btained on small laboratory samples cannot be considered asepresentative of the behaviour of heavy forgings during heat treat-ent. Starting from these considerations, in the present paper the
ffectiveness of spray quenching of heavy forgings in 26NiCrMoV1–5 steel grade was studied by means of FEM simulation, validated
y experimental tests. This steel is commonly used to produceedium-low pressure wheel discs and rotors for steam turbines ofhermal and nuclear power stations. It is usually characterized byerritic, ferritic-bainitic, or tempered martensitic microstructure,
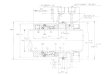
Fig. 1. Forging shape, displacement into the pilo
Technology 213 (2013) 2247– 2253
as well shown by Leyzerovich (2007) or by Reza et al. (2008), whostudied CCT curves for this type of steel. Rotors and shafts dur-ing service can undergo to fatigue, creep and ageing embitterment,which are responsible for forced outages of plants or, even, for com-ponents damage, as well described by Cwiek et al. (2012), whoinvestigated the failure of a steam turbine casting. Since mechanicalproperties of rotors and shafts are usually improved by quench-ing and tempering, the aim of this research was to investigate thespray quenching method; therefore, cooling parameters such waterflow rate, water pressure and cycling spray were analyzed by usingsimulation. In parallel, a pilot plant was purposely set-up by theforge shop involved in the present study (Ofar S.p.A) to allow acomparison between numerical models and experimental data.
2. Experimental conditions and procedure
For spray quenching experiments, a vertical pilot plant was used.It is composed of 96 nozzles placed on 4 columns arranged in anequally spaced out pattern (Fig. 1); each column consists of twoparallel vertical rows of nozzles divided in 4 sectors that can beindependently managed in order to easily change the water pres-sure. The columns can also move in the radial direction in orderto change the distance between nozzles and forging. The plantwas designed with the aim of allowing an easy change of processparameters (water flow rate and pressure, nozzles-forging distance,rotational speed of forged part, etc.) and, therefore, an optimizationof the heat treatment procedure.
The part is inserted in the centre of the columns and set to rotate;the rotational speed can be chosen within a specific range, as shownin Table 1 where all the plant data are summarized.
A steel heavy forging characterized by a non uniform shape wasused for the investigation (Fig. 1). It is made of 26NiCrMoV 11.5
steel, whose chemical composition (wt.%) is given in Table 2. Thedifferent diameters were chosen in order to evaluate the influ-ence of both different forging sizes and nozzle-part distances onquenching severity.t plant and thermocouples positions (Ti).

A. Pola et al. / Journal of Materials Processing Technology 213 (2013) 2247– 2253 2249
Table 1Pilot plant data.
Maximum diameter of treatable forgings [mm] 1100
Maximum height of treatable forgings [mm] 2200Maximum weight of treatable forgings [kg] 15,000Rotational speed of the forged part [rpm] 0–10Nozzles pressure [bar] 3–20
ppadh
dtt
cpt
tta
--
-
lM
3
c
Mw5sti
tpwwdam
Concerning the boundary conditions used during spray quench-
TC
Number of columns (equipped with nozzles) 4Number of independent area in each column 4
The forging was instrumented by means of K-type thermocou-les, with a recording rate of 1 per min, placed in 5 differentositions inside the part as shown in Fig. 1. By using a recorder,ble to rotate jointly with the forged part, the thermal profile atifferent depths from the surface was monitored during the wholeeat treatment.
The component was treated according to the following proce-ure: austenitization up to 860 ◦C, exit in air few minutes to movehe part towards the quenching plant, spray quenching till the cen-re of the part reaches about 200 ◦C and final tempering at 620 ◦C.
Nozzles type and distance nozzle-larger diameter have beenhosen according to previous investigations performed on a sim-ler cylindrical geometry by the authors (Pola et al., 2010a). Theests carried out on the shaped forging are summarized in Table 3.
In order to control the quenching effectiveness, at the end ofhe last heat treatment (test D), some metallurgical samples wereaken from each diameter of the forged part in the middle height,t three different depths:
Close to the surface (10 mm in depth). At about half diameter (i.e. 200 mm, 160 mm and 87 mm in depth,for the 800 mm, 645 mm and 350 mm diameters respectively).
In the centre.
The samples were polished and etched with Nital 2% and metal-ographic investigation was carried out by using a Reichert–Jung
eF3 optical microscope.
. Simulation model
The heat treatment simulation was performed by the commer-ial software Procast® 2011.
A mesh of about 1,400,000 tetrahedral elements was created.The temperature dependent thermal properties of the 26NiCr-
oV 11.5 steel (conductivity, density, specific heat or enthalpy)ere calculated by means of Computherm Database® (Pan Iron
.0) available in Procast, as a function of steel chemical compo-ition and using the “Back Diffusion” model. In Fig. 2 the calculatedhermal conductivity and specific heat as a function of temperatures reported.
To demonstrate the accuracy of these data, some conven-ional quenching tests of an instrumented forged cylinder wereerformed and simulated comparing the results, as reported else-here (Pola et al., 2010b). The heat exchange coefficients duringater immersion quenching are well known in literature, as well
escribed by Liscic et al. (1992), a comparison between simulationnd experimental data allow to reveal the reliability of the imposedaterial properties.able 2hemical composition (wt.%) of 26NiCrMoV11.5 forging.
C [%] Ni [%] Cr [%] Mo [%] V [%]
0.26 3.08 1.61 0.37 0.111
Fig. 2. Steel conductivity and specific heat vs. temperature.
The CCT curve used to assess the microstructure obtainedwith the quenching procedure was calculated by means of theJMatPro® software (Saunders et al., 2004), assuming an austen-itization temperature of 860 ◦C and an ASTM austenitic grainsize number of 6. This value of the grain size is appreciablygood as the analyzed forging derives from large ingots. More-over, an increase in its dimension can be expected during thelong heating phase (2–3 days) as shown by Lee and Lee (2008),who also proposed an empirical equation for predicting theprior austenite grain size of low alloy steels during austenitiza-tion.
The initial temperatures were fixed at 860 ◦C for the componentand 20 ◦C for the water.
Notwithstanding the axial-symmetry of the component, no geo-metrical simplifications were considered; the whole part had tobe modelled because of the time and the position dependency ofinterfaces and boundary conditions, as a consequence of the com-ponent rotation, in addition to the presence of areas of direct andsecondary spray. In direct spray zone, the water directly impacts theforging surface on almost circular areas, as many as the number ofnozzles, whose size depends on the distance between nozzle andforging and on nozzles spray angle (Mascarenhas and Mudawar,2012). Despite the complexity induced by the interaction betweendifferent phenomena, heat extraction by spray impingement fol-lows regimes depending on forging surface temperature, as in theconventional boiling theory.
When the water drops impact onto the forging walls they pro-duce a flow of secondary droplets by the splashing of the impactingdrops and their interactions, as well described by Roisman andTropea (2005). Some of these drops bounce off and go against thosecoming directly from the nozzles and they are driven again to theforging surface. These redirected drops, together with the waterthat falls along the surface, define the area of the secondary spray.
Also the effect of overlapping sprays as well as the presence ofsteps (diameter variations) must be taken into account. All theseconditions were modelled, as shown in Fig. 3.
ing, a value of 15 W/m2K at 20 ◦C was imposed on both the forgingsurface in contact with air and the external surface of waterdomains.
Mn [%] Si [%] P [%] S [%]
0.24 0.07 0.006 0.001

2250 A. Pola et al. / Journal of Materials Processing Technology 213 (2013) 2247– 2253
Table 3Experimental tests conditions.
Test Number of active columns Rotational speed [rpm] Pressure [bar] Total water flow [m3/h]
A 2 0,5 10 36B 2 0,5
C 1 0,5
D 1 0,5
Table 4Impact density as a function of surface position.
Pressure [bar] Diameter [mm] Impact density [kg/m2s]
10 (case A) 800 14.48645 6.83350 2.68
3 (cases B-C) 800 7.93645 3.74350 1.47
6 (case D) 800 11.26645 5.31
feotwtflgaa
sr
Wp
tl
t
model accuracy.Simulations were then used to evaluate the influence of process
parameters on quenching effectiveness (Table 3). The spray water
350 2.09
The interface between direct water spray and forging sur-aces was modelled using the equation proposed by Wendelstorft al. (2008), where an analytic correlation for the dependencef the heat transfer coefficient from water impact density andhe temperature difference is provided. This model, in fact,as developed to determine the heat transfer coefficient due
o spray water cooling when the liquid droplets impact on aat hot surface; considering the large diameter of the investi-ated forged parts, the effect of the curvature was neglectednd the above mentioned model was considered as appropri-te.
The water impact density value, calculated as a function of theurface position and of the different spray parameter settings, iseported in Table 4.
For secondary cooling and steps, a corrective coefficient in theendelstorf equation was used, whose validation has already been
erformed by the authors (Pola et al., 2010a,b).The resulting heat transfer coefficient as a function of tempera-
ure and of the different process settings is shown in Fig. 4 for the
arger diameter for comparison.Finally, a rotational speed of the forging was imposed accordingo the conditions described in Table 3.
Fig. 3. Mesh of the modelled domains.
3 223 116 15+ cycling method
4. Results and discussion
4.1. Simulation and experimental tests
In Fig. 5, the comparison between the temperature profilesrecorded by thermocouples (TR) and those calculated by the simu-lation (TS) during spray quenching of case B is reported. In order topredict also the developed microstructures during quenching, thecooling curves were superimposed to the CCT curve of the 26NiCr-MoV11.5 steel.
It can be noticed the very good correspondence between simu-lation and measurements, with a slight difference only close to thesurface (T3). This good agreement allows to validate the numer-ical model, demonstrating the proper definition of the materialthermodynamic data as well as interfaces and boundary conditions.
The same comparison was done in all tests; the calculated andmeasured temperature profiles fit well, as a further evidence of the
Fig. 4. Resulting heat transfer coefficient vs. temperature for the larger diameter.
Fig. 5. Comparison between simulated (TSi) and real (TRi) temperature, test B.

A. Pola et al. / Journal of Materials Processing Technology 213 (2013) 2247– 2253 2251
Fig. 6. Comparison between test A and B.
pBats6n8eFrm
Tabo
moaAh
wtcoai
Fig. 8. Comparison between test C and D.
Fig. 7. Comparison between test B and C.
ressure, initially fixed at 10 bar (test A), was lowered to 3 bar (test). It was found that the use of a lower pressure does not induceppreciable cooling rate variations in the larger diameter (i.e. closero the nozzles), neither on the surface (T3) or in the core (T1), ashown in Fig. 6. Some differences can be detected in the sections of45 and 350 mm diameters (T4 and T5), as a combination of higherozzle-part distance and lower thermal inertia compared to the00 mm one. However, also in this case, the pressure of 3 bar is highnough to produce almost the same microstructures of the test A.or this reason, the subsequent test C was performed at 3 bar andeducing the number of active columns, i.e. decreasing the waterass flow.The use of a single column reduces the forging cooling rate.
emperature–time curves, reported in Fig. 7, are all slightly shiftedt higher times. Position T3 shows an opposite behaviour at theeginning of quenching, but after few minutes gets the same trendf the other points.
Finally, in the test D, it was evaluated the use of a “cyclic spray”ethod during which the water spray was cyclically switched
n and off every 2–4 min on the 350 mm and 645 mm diametersnd the pressure was increased at the intermediate value of 6 bar.
cycling spray of smaller diameters was performed in order toomogenize the cooling rate of different sections.
Considering the large diameter, where no interruption of sprayas performed, both experimental and simulation data showed
hat the increase of pressure does not significantly improve the
ooling rate respect to the test C, as already observed in the previ-us tests A and B. On the contrary, the use of a cyclic spray stronglyffects the results. In Fig. 8, a comparison between the temperaturesn positions 4 and 5 for test C and D is reported. It can be clearlyFig. 9. Comparison between tests A-B, B-C and C-D, expressed in terms of �t%.
seen that the cyclic spray produces a considerable decrease of cool-ing rate, notwithstanding the increase of water pressure. This effectis more pronounced in position 5.
The effect of process parameters on cooling rate was evaluatedin a more quantitative way by considering for each test conditionthe time tMs needed to cool the steel at the martensite start tem-perature (323 ◦C). The Ms as reference temperature was chosen justas it represents the transformation of interest. The difference of tMs
between two generic test conditions 1 and 2, divided for the initialtime tMs1 and multiplied per 100:
�t(%) = tMS2 − tMS1
tMS21× 100 (1)
can be understood as an index of the relative increase or decreaseof the cooling rate from test conditions 1 to 2.
The �t% values were calculated in the central positions 1, 4 and 5to compare tests A-B, B-C and C-D. The results are shown in Fig. 9. Ingeneral the effects of parameters variations are stronger in position5, because the 350 mm diameter section has a lower thermal inertiarespect to the 645 and 800 mm ones, that makes this position moresensitive to changes in quenching severity.
The reduction of water flow mass to half (tests B-C) producesa slight increase of cooling time of all sections. As a consequence,no effect on the homogenization of temperatures in the forged partshould be expected. The decrease of water pressure from 10 to 3 bar(tests A-B) produces a more relevant increase of cooling time insmall sections and almost null effect on the large diameter sec-tion. This different result is mainly due to the higher nozzle-part
distance of smaller sections and it could be exploited to controlthe temperature gradients between different sized parts. In thissense, the main improvement is played by the use of the cyclingspray (tests C-D). By this method, the time to initiate martensitic
2252 A. Pola et al. / Journal of Materials Processing
Fig. 10. Comparison between case C (left) and case D (right) after 1 h.
ttwoatd
uaot
qcf
4
hafms
Fig. 11. Microstructure prediction vs micrographs.
ransformation is extended more than 70% in the smaller sec-ion, while it is reduced of about 10% in the largest one. In otherords, cyclic spray reduces quenching severity and the percentage
f achievable martensite and bainite in the smaller sections, butt the same time gives the opportunity to decrease the tempera-ure gradients inside the part and the subsequent risk of thermalistortions and cracks.
Fig. 10 compares the temperature distribution predicted by sim-lation inside the forging after 1 h from quenching start for tests Cnd D. Isothermal lines appear to be better distributed in the casef cyclic sprayed test, reducing the temperature gradient betweenhe large and small sections of the forging.
All these results confirm that the main advantage in using sprayuenching method respect to the traditional one is the improvedontrol of cooling rate, that can be adjusted according to the specificorging shape and size.
.2. Metallographic investigations
The microstructural analysis was performed at the end of the lasteat treatment (test D), which was followed by a final tempering
t 620 ◦C. Metallographic samples, taken at three different depthsrom the surface of each diameter, confirmed the presence of theicrostructures expected from simulation results. In Fig. 11, theimulated cooling curves, referred to the positions where samples
Technology 213 (2013) 2247– 2253
were cut, are superimposed to the CCT curve of the 26NiCrMoV11.5steel. Some examples of steel microstructures are also reportedin the same picture. It is easy to observe that a mainly temperedmartensitic microstructure can be only evidenced close to the sur-face of the 800 mm diameter section, where the cooling rate wasthe highest (continuous spray). On the other hand, at the surfaceof 350 mm diameter section (cycling spray), the cooling trajectoryintersects high temperature transformations curves and the result-ing microstructure contains also large amounts of bainite. Finally,in the centre of the forging part, the cooling rate is so low that onlyferrite and perlite can be obtained.
5. Conclusions
In this paper the effectiveness of spray quenching performedon a heavy forging was investigated by using numerical simulationand experimental tests. The following conclusions can be drawn:
- the effect of process parameters change is strongly related to theconsidered section size;
- the reduction of water mass flow induces a small decrease ofcooling rates;
- the decrease of water pressure produces a relevant slowdown ofcooling rate in small sections and almost null effect in the largeones;
- the use of the cyclic spray method allows to strongly reduce thequenching severity in smaller sections and to decrease tempera-ture gradients inside heavy forging;
- the good fitting between simulation and experimental resultspermits the validation of the model.
Acknowledgments
The authors wish to express their thankfulness for the helpfultechnical support to Mr. F. Zola and eng. A. Ferrari of OFAR spa(Visano, Italy) where the tests on the pilot plant were performed.
References
Cwiek, J., Labanowski, J., Topolska, S., Sozanska, M., 2012. Determination of failurecauses of a steam turbine casing. Solid State Phenomena Vol. 183, 37–42.
Hou, L., Chenga, H., Li, J., Li, Z., Shao, B., Hou, J., 2012. Study on the cooling capacityof different quenchant. Procedia Engineering 31, 515–519.
La Vecchia, G.M., Pola, A., Zola, F., 2010. Computer simulation of the heat treatmentprocess applied to a forged shaft. Metallurgia Italiana 5, 5–11.
Lacarac, V., Chang, C.C., Bramley, A.N., Tierney, M.J.M., McMahon, C.A., Smith, D.J.,2004. Predictions and measurements of residual stresses from forging and heattreatment. Proceedings of the Institution of Mechanical Engineers part B. Journalof Engineering Manufacture 218 (3), 301–313.
Lee, S.-J., Lee, Y.-K., 2008. Prediction of austenite grain growth during austenitizationof low alloy steels. Materials and Design 29-9, 1840–1844.
Leyzerovich, A.S., 2007. Steam Turbines for Modern Fossil-Fuel Power Plants. TheFairmont Press, Inc., Lilburn GA, 66 and 338.
Liscic, B., Luty, W., Tensi, H.M., 1992. Theory and Technology of Quenching. Springer-Verlag, Chap. 6.
Liu, C.C., Xu, X.J., Liu, Z., 2003. A FEM modeling of quenching and tempering and itsapplication in industrial engineering. Finite Elements in Analysis and Design 39(11), 1053–1070.
Mascarenhas, N., Mudawar, I., 2012. Analytical and computational methodology formodeling spray quenching of solid alloy cylinders. International Journal of Heatand Mass Transfer 53, 5871–5883.
Pan, J., Li, Y., Li, D., 2002. The application of computer simulation in the heat-treatment process of a large-scale bearing roller. Journal of Materials ProcessingTechnology 122, 241–248.
Pola, A., La Vecchia, G.M., Febbrari, A., Zola, F., 2010a. Tempra a spruzzo per la fabbri-cazione di forgiati in acciaio. In: Proceedings of 33rd AIM National Conference,Brescia, Italy.
Pola, A., Cornacchia, G., La Vecchia, G.M., Zola, F., 2010b. Criticitá nella tempra di
forgiati per applicazioni energetiche. In: Proceedings of 33rd AIM National Con-ference, Brescia, Italy.Pyshmintsev, I.Yu., Éismondt, Yu.G., Yudin, Yu.V., Shaburov, D.V., Zakharov, V.B.,2003. Hardening of large forgings in water-air mixture. Metal Science and HeatTreatment 45 (3–4), 103–108.

essing
R
R
S
S
at high temperatures and liquid mass fluxes. International Journal of Heat andMass Transfer 19-20 (51), 4902–4910.
Zuo, X.-W., Zhou, S., Chen, N., Liao, B., 2011. Timed quenching process for large-
A. Pola et al. / Journal of Materials Proc
eza, T., Abbas, N., Reza, S., 2008. Drawing of CCCT diagrams by static deformationand consideration deformation effect on martensite and bainite transforma-tion in NiCrMoV steel. Journal of Materials Processing Technology 1-3 (196),321–331.
oisman, I.V., Tropea, C., 2005. Fluctuating flow in a liquid layer and secondary spraycreated by an impacting spray. International Journal of Multiphase Flow 312-2,179–200.
aunders, N., Guo, Z., Li, X., Miodownik, A.P., Schillé, J.-P., 2004. The Calculation ofTTT and CCT, Internal report. Sente Software Ltd, UK.
chüttenberg, S., Lütjens, J., Hunkel, M., Fritsching, U., 2012. Adapted spray quench-ing for distortion control. Materialwissenschaft und Werkstofftechnik 1–2 (43),99–104.
Technology 213 (2013) 2247– 2253 2253
Simir, C., Hakan Gür, C., 2008. 3D FEM simulation of steel quenching and investiga-tion of the effect of asymmetric geometry on residual stress distribution. Journalof Materials Processing Technology 1-3 (207), 211–221.
Wendelstorf, J., Spitzer, K.H., Wendelstorf, R., 2008. Spray water cooling heat transfer
scale AISI 4140 steel shaft. Journal of Shanghai Jiaotong University (Science) 16,224–226.