Embed Size (px)
Citation preview

© 2004 – 2010 9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 |
www.dfrsolutions.com
Simulation Aided Testing
Simulation Guided Testing
DfR Solutions Webinar
James McLeish - 12/15/2016

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com
o There are many guideline documents/standards on potential environmental conditions and the
static or dynamic stresses they apply that Electrical/Electronic (E/E) equipment need to endure.
These document also provide recommendations on how to apply functional performance and
reliability-durability life qualification test, examples: o MIL-STD-810 “Environmental Engineering Considerations and Laboratory Tests”
o SAE-J1455 “Environment Practices for Electronic Equipment in Heavy Duty Vehicles”
o IPC-SM-785 “Accelerated Reliability Testing of Surface Mount Solder Attachments”
o ISO-16750 “Road Vehicles – Environmental Conditions for E/E Equipment”
o IEC 60068 Series of Environmental Testing Method.
o Each of these documents provide valuable information on:
o Types of environmental conditions that can be encountered in various applications.
o How environmental stresses can disrupt the E/E performance & reliability.
o Recommendations on how to simulate these conditions in performance tests
o Accelerated Life Testing (ALT) i.e. Reliability-Durability Demonstration test guidelines
o However each of these documents advise that a significate degree of
tailoring is required to adapt the stress levels information to a specific application
and to correlate the duration of the test to the intended in service durability life.
INTRODUCTION
1

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com
o These documents are good starting points for developing a reliability-durability
qualification test plan for E/E components and systems.
o BUT THEY ARE NOT COMPLETE TEST REQUIREMENTS
o Each of these documents advise that a significate degree of tailoring is required: o To adapt the stress levels information to a specific application and
o To correlate the duration of the test to the intended in service durability life.
o Organization interested in developing a test plan based still need to determine:o Test Duration in either time or number of test cycles.
o Pass/Fail Criteria.
o Sample Size – how many samples are necessary to demonstrate the reliability requirement or
to at least provide reasonable assurance on how the product will behave so that:
o Suppliers can provide the needed number of prototype parts for the test
o Lab personnel can determine the amount of test equipment that will be needed.
INTRODUCTION
2

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com
o One of the most challenging aspects of developing an Accelerated Life Reliability-
Durability Qualification test is how long to run the test to simulate the expected usage
life of your product or system once the application appropriate test conditions are
determined.
o Electronic product are used in a wide range of environment conditions and service life
duration such as:
o For defense or aviation systems, 20-25 years
in a dynamic mobile environment are typical.
o For Industrial, power or telecom infrastructure equipment,
the usage life is typically 15-25 years in a fixed environment.
o The usage life for passenger cars and light trucks
is typically 10-15 year of environment exposure
and 100,000 to 200,000 usage miles.
o For heavy duty commercial trucks, the usage life is
typically at least 10 years of environmental exposure
and at least 1,000,000 miles of usage.
The Challenge of Test to Field Correlation
3

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com
o The classical way to determine the duration of a life test for a product is a long and
expensive process of physical test to field correlation that involves:
1. Harvesting similar types of field aged electronics products from
equipment either still in service or from junk yards and documenting
what is known about where and how often the device was used
in order to determine an estimate of climatic stresses, exposure times
and operating time or cycles.
2. Performing first non-destructive, then destructive lab evaluations of
the field aged devices to characterize the types and degree of aging
degradation such as corrosion, wear & fatigue the device experience.
3. Run accelerate test experiments on material or sample test coupons
with periodic repeats of the degradation characterization evaluations
until finding where the test produces equivalent aging degradation.
This physical approach to test to field correlation projects typically
require at least 2-3 years of expensive effort.
An example of this approach is documented in the paper:
“Lab-Field Correlation For Automotive Electrical Connections” by F.W. O'Malia, et al, Delphi Automotive
Published in: Electrical Contacts - 2000. The Proceedings of the 46th IEEE Holm Conference on Electrical Contacts
(Cat. No.00CB37081). Ref: http://ieeexplore.ieee.org/document/889930/?reload=true
Classical Life Test Correlation
4

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com
o Physics of Failure (PoF), also known as Reliability Physics,
o Is a scientific approach to failure research that identifies the failure mechanisms
of how and why failure occurs in various devices and products.
o This research has produced math models of aging-wear out failure mechanisms of
components and materials based on the Material Science principles of Stress Driven
Damage Accumulation in Materials.
o Provides a scientific basis for evaluating usage life and hazard risks of new materials,
structures, technologies and products under actual operating conditions.
o These failure mechanism models have been incorporated
into Computer Aided Engineering (CAE) software programs
that can preform durability simulations of new designs
in a virtual environment.
o To determine the rate of damage accumulation of materials
under stress that can identify when the failure point of an item
is reached and the reliability of products as they age under
either field or test usage and environmental conditions.
Physics of Failure Research Has Made Faster and More Accurate Accelerated Test to Field Correlation Possible
5
CA
E

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com
1. Loads Elect. Chem.
Thermal, Mech... Individual or
combined, from environment &
usage act on materials & structure.
2. StressThe distribution/ transmission of loading forces
throughout the device.
6. Time to Mean Failure:(Damage Accumulation verses Yield Strength
A Function of: Stress Intensity, Material Properties, & Stress Exposure Cycles/Duration].
7. Project the Distribution About the Mean i.e. Rate of Failure (Fall out)
A function of variation in; Usage, Device Strength& Process Quality Control (i.e. latent defects).
3. StrainInstantaneous changes
(materials\structural) due to loading, different loads interact to contribute to a
single type of strain.
Knowledge of how/ which “Key Loads” act & interact is essential for “efficiently”developing good products,
processes & evaluations.
4. Damage Accumulation
(or Stress Aging)Permanent change
degradation retained after loads are removed. From small incremental damage, accumulated during periods/cycles
of stress exposure.
5. Failure Site & TypeTypically due to a designed in: stress concentrator , design weakness, material/process variation or defect.
Physics of Failure Wear Out: i.e. How Things Age & Wear out - The Material Science Principle of Stress Driven Damage Accumulation in Materials
6

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com
o Modified Engelmaiero Semi-empirical analytical approacho Energy based fatigue
o Determine the strain range (Dg)o Where: C is a function of activation energy, temperature and dwell time,
LD is diagonal distance, a is CTE, DT of temperature cycle & h is solder joint height
o Determine the shear force applied at the solder jointo Where: F is shear force, LD is length, E is elastic modulus, A is the area, h is thickness,
G is shear modulus, and a is edge length of bond pad. o Subscripts: 1 is component, 2 is board, s is solder joint, c is bond pad, and b is boardo Takes into consideration foundation stiffness and both shear and axial loads
(Models of Leaded Components factor in lead stiffness / compliancy)
o Determine the strain energy dissipated in the solder joint
o Calculate N50 cycles-to-failure using:o An Energy Based model for SnPbo The Syed-Amkor model for SAC
Thermal Cycling Solder Fatigue Model (Modified Engelmaier – Leadless Device)
7
Th
LC
s
D DDD ag
D
aGGA
h
GA
h
AE
L
AE
LFLT
bcc
c
ss
sDDD
9
2
2211
12
aa
sA
FW DD g5.0
10019.0
D WN f
10006061.0
D WN f

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com
o Determine applied stress applied (σ)
o Determine strain range (∆ε)
o Apply calibration constants
o Strain distribution factor, Kd(2.5 –5.0)
o PTH & Cu quality factor KQ(0 –10)
o Iteratively calculate cycles-to-failure (Nf50)
Plated Through Hole Via Barrel Cracking Thermal Cycling Fatigue Life Based On IPC TR-579
8

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com
Sherlock ADA
PoF Predictions Just
Got Practical &
Accurate
An Award Winning
CAE App for
Physics of Failure
Durability Simulations &
Reliability Assessments

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com10
o A Revolutionary Physics of Failure based CAE APP analysis tool
o First commercially available CAE program for performing Physics of Failure
Durability Simulations & Reliability Assessments on Electronic Products
o Predicts reliability-durability and identifies product failure risks
early in design process, quickly and accurately
o A tool for achieving ISO-26262 Functional Safety Requirements
o Develops highly reliable, E/E products faster and more efficiently
o Created in a highly automated CAE APP format
The Sherlock ADA (Automated Design Analysis) CAE APP

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com
Steps of a Sherlock PoF CAE App Analysis
1) Design Capture – Circuit board CAD files provides the inputs to
the modeling software & calculation tools.
11
2) Life-Cycle Definition – define the reliability/durability
objectives and expected environmental & usage conditions
(Field or Test) that the device is needs to endure
3) Load Transformation – auto creates a Finite Element Analysis
to calculate and distribute the environmental and operational
loads across a PCBA to the individual parts & features.
5) Review Results/Risk Assessments - Multiple views, plots and
report formats to evaluate/share results & prioritizes risks which
allows product teams to revise the design to eliminate failure risk,
resulting in the creation of highly reliability products
4) PoF Durability Simulation/Reliability Analysis - Failure
Mechanisms algorithms applied to the model & stress conditions
to performs a design & application specific durability simulation
calculates life expectations, reliability distributions.
11

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com
o In Addition to Producing Highly Reliable Product Designs,
The Sherlock ADA Durability Simulation CAE App can also be used to
design application specific optimize accelerated life tests.
o If the design has already been optimized for Reliability-Durability,
why is testing still needed?
o Traditionally Life Testing was the only way to achieve reliability-durability via
rounds of Physical of Design - Build - Test - Fix Reliability Growth Testing.
o While Sherlock can now be used to virtually optimize designs for reliability-durability,
it is still necessary to verify that suppliers and the assembly process are producing
to the designer expectations.
o However as designs are virtually optimized, testing no longer needs to be as extensive.
“Application Specific” test optimization can be used to design faster and more effect
durability-reliability test in conjunction with the design optimization.
Sherlock Based Reliability-Durability Qualification Test Optimization
12

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com13
Why are Application Specific Evaluations Needed?
- Because there is no Universal Acceleration Factor for Electronic Modules
E/E Module are Complex Assemblies of Hundred of Parts,
where each has their own life characteristics& Dozens of Different Components Types
is Challenging Accelerated Test Profiles that REALLY DO
Accelerate Time to Failure Testing For Actual
Failure Mechanism Have Been Demonstrated on
Test Coupons for Individual Component Types.
Excessive Accelerated Test Profiles that Produce
“Foolish Failures” (Not Application Relevant)
Have Also Been Demonstrated.
Practical REPEATABLE “Optimized” application
for Validation of REAL LIFE COMPLEX E/E
Assemblies of MANY DIFFERENT TYPE OF
COMPONENTS is A CHALLENGE.

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com
o Because of Component Design Unique Factors that
Influence Thermal Cycling Solder Fatigue Life.
o Size & CTE of the PCBAs E/E Components
o Component Attachment System (Leaded, BGA, Bottom Terminate, Flip Chip . . . ).
o Size of Component Solder Joint and Pads.
o Fatigue characteristics of the Solder Material.
o Soldering Quality
o Relative to the CTE of the PCB determined by:
o The Material Properties of the Base Laminate Material (CTE & Tg).
o The Fiber Glass Fabric Weave that Constrains the CTE of the Base Laminae Epoxy
o The Copper Layout on Each Conductive Layer.
o The Thickness of Each Insulating and Conductive Layer in the PCB Stack Up
Why is Application Specific Testing Needed?
14

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com15
Single Sided Then Thru-hole
DIP Integrated Circuits
1970 ‘s- Today
~4 up to 68 I/O, 1” x 3.5”
Up to 10 Meg Hz Speeds.
1st Generation Quad Surface Mount
J Lead PLCC, 1982 - Today
~6 Up to 160 I/O, 1.5 in sq.,
Up to 100 Meg Hz Speeds
Source of Many Reliability Problems.
2nd Generation Quad Surface Mount
Fine Pitch Gull Wing I.C, 1993 - Today
~54 Up to 450 I/O, 1.75 in sq
Up to 250 Meg Hz Speeds
>10 Time the Life of J Lead in Auto ECMs.
Bump & Ball Grid Arrays ;Leadless Attachments
1996 - Today
~24 - 1000 I/O 1.2 in. sq
500+ 1000 Meg Hz Speeds.
Life Varies w/Size & Conf.
No Lead Chip Scale Packaging (NLCSP)
(LCCC, QFN, DFN, SON, LGA)
2002 - Today
~8 - 480 I/O, .75 in SQ, Gigi Hz Speeds
Can have significantly reduces life

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com16
o Newer Bottom Terminated QFN ICs are designed to have thin packages & low profile solder joints which make them less durable than previous IC packages
o A design that make thin & light portable consumer electronics possible o But such low profile solder joints have high CTE Mismatch Expansion-Contraction
shearing angle stresses which Reduces Durability Capabilities
• The IC Industry is prioritizing development of new ICs in QFN packages
o The High Reliability/ Harsh Environment industry needs to be able to able to accurately Evaluate & Validate which EE component package types are suitable for their application
Each EE Component Type and Size has its own Life Characteristics
Example: Comparing Thermal Cycling Durability of IC Packages
Laminated BGAs:
TTCL: 3,000 to 8,000FNL CSP:
TTCL: 1,000 to 3,000
*TTCL = Typical Thermal Cycle Life
During -40° to +125°C Testing
Package
Type
Typical Thermal Cycles to Failure
(-40C to 125C)
QFP >10,000
BGA 3,000 – 8,000
QFN 1,000-3,000
Gull Wing Leaded QFPs
TTCL: >10,000

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com17
o Because Thermal Cycling Detects More Defects &
Triggers Thermal Expansion/Contraction Mismatch Stress Driven
Failure Mechanisms that many E/E Components are Susceptible to.
Why is Thermal Mechanical Cycling a Fundamental Aspect
or E/E Durability Testing
IEST – Survey of Stress Screen Results
Source: http://www.istgroup.com/english/3_service/03_01_detail.php?MID
=2&SID=55&ID=156
JPL 83-76 NASA Flight Electronic Environmental
Stress Screening Survey –Source: https://ntrs.nasa.gov/archive/nasa/casi.ntrs.nasa.gov/198
40013934.pdf

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com
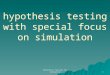
o The Simulation Guided Testing analysis is based on the Material Science Principles of
Stress Driven Damage Accumulation in Materials (a.k.a Stress Aging).
o Physics of Failure mechanism models used these principles to determine the rate of damage
accumulation & when the failure point of an item is reached. o Explained on the following slides
o The process involved creating a CAE models of a module’s PCBA(s) in the
Sherlock ADA durability simulation program.
o A durability simulation is run using the module’s expected in service operating stress
conditions to determine the amount of accumulated damage life consumption the
module would experience over its expected usage life.
o A 2nd durability simulation is then run using the stress conditions the module will experience
under the stress profile of the Accelerated Life Test (ALT). o The results of the 2nd durability simulation are evaluated to determine how long it takes for the test to
accumulate an amount of stress aging (damage accumulation) that is equivalent to the life time of in
service usage produced in the first durability simulation.
o This define how long the Higher Stress Levels/Faster Stress Cycles in the Accelerate Life Test need to run
to correlate the life test to the expected in field service conditions.
SIMULATION GUIDED TESTING EVALUATION PROCEDURE to Correlate Test Duration to Expected Field Durability Life
18

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com19
2) CAE Durability Simulation Determines Stress Failure Level & Time to Failure
Relative to Design Life Requirements.
SGT - Simulated Guided Testing For Designing
an Accurate, Optimized Accelerated Life Test from Knowledge Field Conditions.
Time or # of Usage Cycles
AccumulatedStrain
Damage
Accelerated Test Time to Failure
1) CAE Durability Simulation of Field Conditions Determine Stress/Strain
Driven Damage Accumulation Rate Under Expected Field Conditions
XX
Design Life Goal
3) Rerun the Durability Simulation Under the Accelerated Test Conditions to Determine the Accelerated Time to
Reach the Equivalent Level of Damage Accumulation that Correlates to Field Failures
Determination of Worst - Best Variation
Range Is Also Possible

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com20
5) PoF Computer Simulation Calculates Time to Reach Failure Pt. Relative to Design Life Requirements.
SAT - Simulation Aided Test to Field Correlation
– For Interpreting Field Reliability From Accelerated Durability Test Results
Time or # of Usage Cycles
AccumulatedStrain or Damage
Accelerated Test Time to Failure
1) Overstress Testing Identifies 1st Part(s) to Fail & Accelerated Test Time To Failure.
4) PoF Computer Simulation of Rate of Strain/Damage Accumulated
During Expected Field Conditions &Range Over Build Variation
XX
Required Design
Life 2) Rate of Damage Accumulated,
Failure Point During Test
3) Worst - Best Variation Range

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com
o An OEM requires a reliability of at least 97% (<3% Failure risks) over a 10 year
durability period for an electronic module and defined a thermal cycling reliability-
durability demonstrated to demonstrate compliance to this requirement.
o This test was more severe than the E/E module supplier had previously received from the
OEM for similar E/E modules.
o The supplier experienced failures on this test that appeared to prevented compliance
to the OEM’s 97R requirement.
o The supplier requested DfR to use the Sherlock program and the Simulated Aided Testing
process to determine the field reliability demonstrated on the Test.
o A 3D model of the electronic module was created in the Sherlock CAE environment
o The OEM’s definition of annual thermal cycling events was used to model the 10 year thermal
cycling field profile.
o The Sherlock SAT analysis determined that the OEM’s 10 year life test actually correlated to
20.2 year of field life and
o The 10 years field life was actually achieved at 49% of the test time
o At this point the demonstrated failure risk was 1.8% (a reliability of 98.2%).
o From this analysis the OEM accepted that the reliability requirement was achieved and
adjusted the test requirement for future programs.
Simulated Aided Test to Field Correlation – Case Study
21

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com22
Test to Field Correlation – Case Study Results.
The Sherlock SAT analysis found
Test to Field Correlation is 2.02
The 13.9% failure risked demonstrated
over the duration of the test was correlated
to ~20.2 years in the field.
Test to Field Correlation is 2.017
The 3% Failure Point was found to occurs at 59%
of the test time which correlated to ~11.9 years
under field conditions .
Field
Test
The Equivalence of 10 Years of
Field Usage was calculated to
occurs at ~49% of the Thermal
Cycle Testing

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com23
Defining the Mission Profile in Terms of Stresses Experienced by the Product
- Is an Essential Challenge in Developing an Accelerated Life Test
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
11000
20-
30
30-
40
40-
50
50-
40
60-
70
70-
80
80-
90
90-
100
100-
110
110-
120
120-
130
130-
140
140-
150
150-
160
160-
170
170-
180
180-
190
190-
200
210-
220
220-
230Temperature bands (Deg. F)
Tim
e (
Hrs
)
Time At Temperature Hours Over 10 Years
Number of Thermal Cycles Over 10 Years
20-
4040-
6060-
8080-
100100-
120120-
140140-
160160-
180
60-8080-
100
100-
120
120-
140
140-
160
160-
180
180-
200
200-
220
0
100
200
300
400
500
600
700
800
900
1000
Valley Temp. Band
(Deg F)
Peak Temp. Band
(Deg F)
Examples of Life Time Field Environmental Thermal Profiles

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com24
Test Acceleration Correlates to a Material’s Elastic, Plastic and Yield/Fracture Point Properties
o Material N-S Curve (Number of Life Cycle at a Stress Level) (Transposed S-N) .
Excessive Plastic Deformation
Elastic Region
Plastic Region
Fracture Point
Low Stress~ Near “Infinite”
Life Region
Plastic Region Provides Useful
Acceleration Factors
Foolish Failure Region INVALID TEST REGION
High (log)
Numberof
Cycles
Low
Low Stress (log) High
o Can be Correlated to
the Stress - Strain
Yield Curve.
Low STRAIN in/in High
High
STRESS(psi)
Low

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com25
Additional Guidelines for Optimizing Electronic Module Accelerated Testing
While Avoiding Foolish Failures Risks
o Requirements Developed from:o IPC-SM-785 - Guidelines for Accelerated Reliability Testing &
o Solder Joint Reliability (SJR) Theory & Application - John Lau.
oThermal Cycling Key Parameters:
o Thermo-mechanical expansion/contraction is the force
that drives solder fatigue damage accumulation (i.e. stress aging).
o Primary Aging Factors are:
High End Temp., High to Low Temp. Difference & # of Cycles.
o Secondary Aging Factors are:
Hot Dwell Time & Change Rate.
o Limit Factors (to Avoid Foolish Failures) are:
High End Temp., Change Rate & Min. Hot Dwell Time.
Note: PROFILES MUST BE BASED ON Temperatures as measured on the PCB
(Not Chamber Settings) and must include Self heating and Thermal Lag Effects

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com26
Guidelines for Electronic Module AST to Avoid Foolish Failures
Part I - Without Simulation Guidance.
Product Ruggedization Development
o From IPC-SM-785 - Guidelines for Accelerated Reliability Testing &
Solder Joint Reliability (SJR) Theory & Application - John Lau.
o Temperature Cycling Continued:o Max Temp. MUST NOT EXCEED:
o The (Tg - Glass Transition Temp.) of the substrate. Material properties dramatically change above the Tg
invalidation the tests. (Tg for FR4 PCB 125-135’C).
o The Lowest Re-Crystalization Temperature of the Plastics used in the Device.
o Temp. Dwell Time (MEASURED on the PCB/COMPONENTS IS VERY IMPORTANT.
o Hot Dwell is more important than Cold Dwell - needed to realize creep damage.
o Hot Dwell under a TENSILE LOAD causes faster attachment aging rates then Compressive Load.
o For FR4 PCB Tensile Loading occurs at Hot Temperatures.)
o Practical Min. Temp. - Cooling Parts below 50% of the Absolute Temp. melting point
of a metal is not value added (wasted time and expensive cooling energy
o Because Metal becomes a structures (do not creep) < 50% absolute (K) Melting temperature
o Eutectic Solder Melts at 183ºC +> 456ºK,
o 50% = 228ºK => - 44ºC

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com27
ALT Profile of BCM Run # 4 (Final)w/ shroud -50 to +120 @ Low Power
(added resistors to reduce currents on FETs)
22.9
33.3
51.6
87.5
57.4
33.6
-11.7
-24
4.3
38
65.6
85.8
95.1101.2 101.3
85.5
101.9
105.3
-37.3
-36.6
-38.8
-30-33.3
-60
-50
-40
-30
-20
-10
0
10
20
30
40
50
60
70
80
90
100
110
120
130
140
150
0 5 10 15 20 25 30 35 40 45 50 55
Time (min)
Tem
p (
C)
Temp profile near FET Tg (PWB) min. operational temp (Pl. Hs)
Tg (PWB) & Pl. Hs recrystallization temp =120'C12 min. dwell
operational temp
strain gage: -75C to 175C
Accelerometer: -51C to 121C
data collected on
11-19-99
Chamber Setting
-50 to +120 @ 36 min/cyc
Ramp @ 28.33 'C/min
(170'c in 6 min.)
Hot Dwell = 12 min
Cold Dwell = 12 min
5 @ 12.5 'C/Min
5 @ 3.3 'C/Min
~=> 3 @ 103
6 @ -19.5 'C/Min
5 @ -5 'C/Min
Avg 10 @ ~8 'C/Min
Avg 15 @ 9.33 'C/Min
8 @ 14.66 'C/Min
4 @ 5.75
'C/Min
7 @ -37'C
Avg 11 @ -12.5 'C/Min
Need to Understand the Dynamics of the Parts Temperature Relative to Chamber Temperature,
The Temperature that Penetrates into the Parts & PCB
is More Important Than the Chamber Temperature

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com28
Difference Between Powered Temperature Cycling & Thermal Shock
Accumulated strain energy density in one cycle
period for thermal shock & thermal cycling.Ref: Effects of Dwell Time and Ramp Rate
on Lead-Free Solder Joints
Fan, Raiser & Vasudevan - Intel Corporation
o Thermal Shock Occurs when the PCBA Experiences
Thermal Ramp Rates of 20-30°C per minute o (Ref. IPC-SM-785) Guidelines for Accelerated Reliability Testing of SM
Solder Attachments.
o Powered Thermal Cycles (PTC) produces a more even
heating/cooling response across a PCBA than Thermal Shock. o Plus the sampled can be monitored for proper operation.
o But PTC cycles are slower which increases time & cost.
o TS is a cheaper test to run that has a much faster ramp rate that
imposes more damage (faster aging) per cycle than PTC.o In many E/E Devices TS cycles can be faster than PTC cycles
o But parts can not be activated and monitored when cycling
between hot and cold chambers.
o Depending on the component type & profile TS with PbFree Solder is
1.5-1.8 times more damaging per cycle than PTC .
o Running ~1/2-2/3 of life under Thermal Shock speeds up the testo Any failures that occur this early in life consumption are treated as
Early Life/Infant Mortality Quality Defects not wear out issues.
o Running the last ~1/2-1/3 of life active under PTC o Enables detection of when wear out failures occur which allows the
time or cycle to failure info to be used in reliability calculations.

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com29
Considerations for the Effects of Combined Environments
Dealing with Combined Environment conditions o In reality the environmental conditions occur simultaneously however correlating a combined Environment
test is very difficult.
o Sequence of Testing - In general, both specs recommends placing the most severe environmental testing
last (i.e. … shock & vibration).
o Temperature cycling is often performed first to condition the test article to function mechanically.
In Reality, Traditionally Product Validation Testing is Typically:
o Optimized for scheduling & efficiency of test personnel & equipment.o Separate prototypes groups are tested in the Mechanical Lab, the Thermal Lab, Environmental lab . .
. etc., by separate test specialists.
o This duplicates pieces of the product operating experience.
o But misses the interaction or key stresses that product field failure.
o An answer to the management question of:
“Our products passed the test plan, So why do they it fail in the field?
o Typically encourages specialization of test personnel. o Instead of total product durability specialists.
o Potential for over specialization.
o Success test format.o Emphasizes passing the “Good Enough to Start Production” test.
o Instead of finding potential product weaknesses.
o Impossible to demonstrate a field reliability.

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com30
Physics of Failure Basics – Field Failure Often Occur because of Stress Interactions
that are Not Replicated Under Traditional Single Stress Test Formats o Different Environmental & Usage Load Conditions Work in Combination
to Produce Failure Mechanisms.
o Solder Cracks: Range & Number of Thermal Cycles, with
Wire bond/ with Shock/Vibration @ Temperature .
Lead Fatigue STRAIN the SOLDER JOINTS, BOND WIRES& LEADS.
o Diffusion: Usage & Storage time with Chip Die Temperature &
Material Interactions.
o Organic Growths: Time @ Humidity level & Temp., Organic Contaminates.
o Electromigration: Time @ Humidity., Voltage/Current & Ionic Contaminates,
(Dendrite Growths) Geometry layout, Sometimes Temp. & Material Interaction
o CFF (Conductive Time @ PCB Humidity Penetration & Temp., Voltage Diff.,
Filament Formation) PCB Material & Layout, Freq. of Hollow Fiber Defects.
o Corrosion: Time @ Humidity & Temperature, Material Interactions &
Sometimes Voltage, and Salt Contamination .
o This Test Grouping Organization Results in an Enhanced
“Failure Mechanism Susceptibility Detection” Testing Capability

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com31
COMBINED THERMAL AND VIBRATION STRAIN- IMPACT TO PRINTED CIRCUIT BOARD LIFE
0.00.1
0.20.3
0.40.5
0.60.7
0.80.9
1.06.0
3.0
1.5
0
250
500
750
1000
1250
1500
1750
2000
2250
LIF
E in
# o
f T
he
rma
l C
yc
les
(2
4 H
rs/C
yc
.)
VIBRATION STRAIN TRANSMITTED TO FAILURE SITE
THERMAL STRAIN
TRANSMITTED
TO FAILURE
SITE
THERMAL AND VIBRATION STRAIN TRANSMITTED ON TO PWA
& IMPACT TO SOLDER DURABILITY LIFE
VIBRATION STRAIN
TRANSMITTED TO FAILURE SITE
THERMAL STRAIN
(Elastic & Inelastic)
TRANSMITTED
TO FAILURE SITE

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com
o In reality environmental conditions occur simultaneously
o However correlating a combined Environment test is very difficult.
o Sequence of Testing - In general environmental testing specs recommends
placing the most severe environmental testing last in a test sequence
(i.e. …shock & vibration).
o Temperature cycling is often performed first to condition the test article to function
mechanically.
o i.e. “Shake after Bake” approach that assures that after a lifetime of
thermo-mechanical life consumption an E/E module still has adequate
strength to endure the stresses of mechanical vibration
Considerations for the Effects of Combined Environment
32

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com
o In this presentation we had discussed how Physics of Failure knowledge
and the Failure Mechanism Models in the CAE Durability Simulations
of the Sherlock ADA CAE APP in addition to being used to optimize the
Reliability – Durability capabilities of an E/E Product.
o (i.e. Design for Reliability).
o Can also be used to optimize Accelerated Life Qualification Testing of
E/E product resulting in faster test with greater accuracy for detect failure
susceptibilities.
In Conclusion
33

9000 Virginia Manor Rd Suite 290, Beltsville MD 20705 | 301-474-0607 | www.dfrsolutions.com34
Questions & Discussion
Thank you for your attention.
Any questions?
For More Information or
Assistance in Developing an Optimize Test Plan
Contact:
301-640-5819