Embed Size (px)
Citation preview

HAROLD H. BIEBER', PAUL F. BRUINS, and HARRY P. GREGOR I Debartments of Chemical Engineering and Chemistry, Polytechnic Institute of Brooklyn, I Brooklyn, N. Y.
Silver Peroxide-Zinc AI kaline Cells
Polymeric Membrane Separators
Selected membrane separators double cycle life in the silver peroxide-zinc alkaline cell, com- pared to cellulosic materials, and in many cases they outlive the battery elements
PREVIOUS work ( 7 , 9, 77, 22) included studies on the preparation of semiperme- able membranes for osmotic pressure measurements, their electrochemical properties, and dialysis. These mem- branes usually had electrical resistances greater than that allowed for separators in the silver peroxide-zinc alkaline cell. Cellulosic separator materials are satis- factory initially, but degrade on pro- longed exposure to alkaline electrolytes, particularly from the oxidizing positive electrode of the silver peroxide-zinc cell. Battery failure occurs when the sepa- rator loses its insulating properties.
The silver peroxide-zinc alkaline secondary battery has been extensively investigated (2-8) because of its high energy and power output per unit weight arid volume, good temperature charac- teristics, and flat discharge curve. The positive plate is porous silver peroxide in a grid; the negative is a porous zinc plate. The cell reaction is
AgzO2 + 2Zn -+ 2Ag + 2Zn0
The service life of an activated cell is limited by several factors (79). Zinc or zinc oxide is partially soluble in the electrolyte, and on recharge may deposit irregularly, causing sludging and even- tually a short circuit within the cell. Silver peroxide is slightly soluble in 31% potassium hydroxide; it migrates to the zinc electrode, is reduced, and precipi- tates as "trees," which can cause a direct metallic short.
Experimental
Preparation of Ion-Selective Mem- branes. Heterogeneous membranes were prepared by dispersing finely ground resin particles in a solution of a film- forming polymer, casting a film and
1 Present address, Hoffmann-La Roche, Inc., Nutley, N. J.
evaporating the solvent. Because good chemical stability in concentrated alka- line solutions was required, vinyl resins with desirable solubility and viscosity in a number of low boiling solvents were selected. These included : poly(viny1 butyrals) (PVB) such as Bakelite XYSG and Celanese PX-2 and PX-5; a 50-50 copolymer of poly(viny1 chloride) and acrylonitrile, Bakelite NYGL; a Fire- stone poly(viny1 chloride) copolymer, Exon 470.
The resins included the sulfonated polystyrene resin Dowex 50-X4 (SOaH), a phosphonic acid resin from the Na- tional Aluminate Corp. (P03H2), the carboxylic acid resin Amberlite IRC-50 or XE-64, its finely ground form (COOH), and a weak base resin of the polyamine type, Amberlite XE-114 ("2). Quaternary ammonium resins were not used ; they decompose slowly but steadily in strongly alkaline solutions, particularly at elevated temperatures. The resins were dried at 50' to 60' C. for 24 hours, then screened to remove par- ticles greater than 200 mesh. The amine resin was first ball-milled for 24 to 36 hours to obtain a good yield of the -200 mesh fraction. The cation exchange resins were used in the hydrogen form; the amine resin in the chloride state.
Solvents included Cellosolve for PVB and dimethylformamide (DMF) for NYGL. These were sufficiently vola- tile, gave 10 to 15% polymer solutions of good casting viscosity, and were water
miscible. Membranes were cast on a flat plate using a doctor blade, a round stainless steel bar that could be drawn across the plate with a gate opening of 2 to 30 mils; the round blade was used because it did not "catch" the resin par- ticles during the casting process. The membrane was formed by pouring the casting solution onto a glass plate coated with a thin layer of methyl- cellulose as parting agent, and drawing the blade slowly across it. Desirable membranes have a high ratio of resin to binder to obtain maximum ion-selective capacity per unit area with lowest ohmic resistance. At too high resin-binder ra- tios tensile strength decreased and the membrane cracked more easily when folded. Best ratios were 2.5 and 3 to 1.
Because solvent removal solely by evaporation left the film brittle and weak with a high resistance, the membrane was coagulated by immersion in water while some casting solvent remained. Variations in drying temperature and time did not significantly alter film re- sistance when coagulation was used. Leaching was more effective when the solvent was at least partially miscible with water.
The procedure for forming a "2-
NYGL membrane illustrates the tech- niques developed.
The resin was dried for 12 hours a t 50" to 70" C., then dry ball-milled for 24 to 48 hours, and the -200-mesh frac- tion was used. The casting slurry was
,
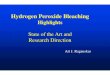
Lucite cells containing stainless steel electrodes were used for measuring the electrical resistance of membrane materials
VOL. 50, NO. 9 SEPTEMBER 1958 1273

The apparatus used for determining the average pore diameter of mem- branes by the rate of flow under a given hydrostatic head is a modified osmometer
19.4 parts of resin, 9.68 parts of NYGL, and 70.9 parts of DMF. A 10-mil cast- ing (gage set a t 10 mils) of this slurry was made, and the film was dried for about 10 minutes at 40" to 45" C. until its surface became dull, then placed in water a t 30" C. to remove remaining solvent.
The films, 7 to 8 mils thick, had an electrical resistance (product of specific resistance and thickness) of 24 to 40 milliohms per square inch in 31y0 potas- sium hydroxide (Table I). The mem- branes were stored wet. They could be dried completely but rewetted slowly; a sample having an initial resistance of 38.2 milliohms per square inch was dried completely and then resoaked in 31y0 pctassium hydroxide. Its resistance, 156.4 after 2 days, dropped to its original value after 7 days.
Varying the ion exchange resin type generally necessitated minor adjust- ments, probably because of different swelling properties and particle size distribution. With carboxylic and phos- phonic acid resins, a resin-binder ratio of 2.5 to 1 was optimum. Film-forming polymers other than NYGL could be used-eg., an 8% solution of PVB in Cellosolve.
Nonselective-Type Membranes. Two types of low resistance non-ion-selective membranes were prepared.
The first was made by incorporating a finely ground hydrophilic polymer into an inert film-forming matrix. Poly-
(vinyl alcohol) (PVA) (Du Pont Elvanol 51-05) was dried and ball-milled and the -200-mesh fraction used; the maximum usable PVA-NYGL ratio was 3 to 1. A typical casting solution was 30 parts of 15% NYGL in DMF, 13.5 of PVA, 56.5 of DMF. The slurry was cast at 10 mils, then coagulated almost immedi- ately; prolonged air drying or drying at elevated temperatures prior to coagula- tion resulted in visible pinholes. These films, 3 to 5 mils thick, had an electrical resistance of 5 to 15 milliohms per square inch in 31% potassium hydroxide, and could be air-dried and stored as such. On immersion in solution they attained their original resistances rapidly.
Membranes were also prepared by casting a homogeneous solution of the stable hydrophilic and nonionic PVA with various film-forming polymers (73- 75, 21). As PVA had poor solubility in organic solvents which dissolved in film- forming polymers, readily soluble poly- mers which contained groups convertible to hydrophilic polyols were used. Poly- (vinyl acetate) ( PVAc) and NYGL gave best results in a 1 to 1 acetone-DMF mixture with a PVAc-NYGL solids ratio of 2 to 1 and a solids content of 9%. The cast film (20-mil casting thickness), dried for 12 hours a t 45" C. in a forced air oven, was uniform and free of visible pinholes. All PVAc-NYGL ratios could not be used; films cast from acetone- DMF mixtures of 1 to 1 and 3 to 1 ratios showed visible incipient phase separation.
These dried membranes were hydro- lyzed in aqueous potassium hydroxide and hydrochloric acid solutions a t 50" C. and the averages of four to six samples were tabulated (Table 11). The rate of hydrolysis increased sharply with tem- perature and a t 70" C. visible degrada- tion began. Only hydrolysis in 3oy0 potassium hydroxide produced usable films. Comparable results were ob- tained using Exon as the film-forming component.
Characterization of Membranes. The rates of transport of urea, sucrose,
protamine (Eli Lilly salmine sulfate), and hemoglobin (Bios Laboratories Special Grade No. 602) were studied by placing 325 ml. of a 0.470 solution of each in one compartment of a two-compartment cell and an equal volume of water in the other. The exposed membrane area was 35.4 sq. cm. Each cell was stirred vigorously, so that the rate of even the most rapidly diffusing molecule (urea) was controlled by diffusion in the mem- brane phase and not across the adja- cent, unstirred liquid film. The cell was maintained at 25' =k 0.1' C.
Aliquots from the dilute solution side (totaling less than 5% of the total vol- ume) were analyzed by colorimetric procedures; urea by conversion to am- monia using urease, then nesslerized (20) ; sucrose by Folin's ferricyanide method (70); protamine for arginine using Sakaguchi's test (76); hemoglobin by direct measurement at 540 mp, These procedures were accurate to +2%. Data were taken until the dilute side was approximately 5% that of the con- centrated. Water transport due to os- motic pressure differences was negligible.
Permeability coefficients were calcu- lated, assuming that the concentration gradient was linear in the membrane phase. Where C1 and Cz are molar concentrations in the concentrated and dilute solutions, respectively, CI' is ini- tial concentration, V is volume in liters, A is area in square centimeters, D is dif- fusion coefficient, and L is thickness of the film, Fick's diffusion law gives
The permeability coefficient, p , is the fraction of membrane area available for direct diffusion, and includes all devia- tions from the simple geometric model.
On the left is an assembled 2-amp.-hr. test cell and on the right a cutaway view of a similar cell showing the U construction of the silver electrodes and the three zinc electrode assemblies
1 274 INDUSTRIAL AND ENGINEERING CHEMISTRY

SILVER PEROXIDE-ZINC CELLS
1 I I
I I I 0 0
-0.1
1
$- -0.2 9 _I 0 -03
9 -0.3 t -0+
I e 1
I I I I I I
-0.03-
-0.04, 100 200 330 400 500 I
TIME IN MINUTES b u r e 1 . Diffusion through a coagulated PVA-NYGL membrane
Figure 2. Diffusion of protamine through a COOH/NYGL membrane showed an induction period prior to linear dif-
0 Urea 0 Sucrose A Protamine 0 Hemoglobin fusion period
Where the right side of this equation is linear with t , the diffusion process is as described and the slope gives values of p (Figure 1).
This treatment neglects such possible interactions as adsorption on the surface or interior of the membrane.
An induction period was sometimes observed, particularly with ion-selec- tive membranes and solutes of opposite charge. With the negatively charged COOH-NYGL membrane, positively charged protamine showed this deviation (Figure 2); it was observed also with negatively charged hemoglobin (above its isoelectric point) and the positively charged NH2-NYGL membrane.
Permeability coefficients were calcu- lated using these free diffusion coef- ficients: urea, 1.06 X 10-6 sq. cm. per second; sucrose, 0.45 X 10-6; prota- mine, 15.3 x 10-7; hemoglobin, 7.5 x 10-7. Permeability coefficients for various membranes are given in Table 111.
The rate of diffusion of urea through cellophane and some experimental mem- branes in 31% potassium hydroxide was also measured. To calculate the permeability coefficients, it was assumed that the free diffusion coefficients were inversely proportional to solvent viscos- ity, that of water being 1.06 cps. and of potassium hydroxide solution 2.50. Per- meability coefficients for urea in water and 31 yo potassium hydroxide, respec- tively, were : 450PT cellophane, 0.24 and 0.23; coagulated PVA-NYGL, 0.57 and 0.46; COOH-NYGL, 0.22 and 0.20; NH2-NYGL, 0.22 and 0.15. The coefficient for hydrolyzed PVAc-NYGL was 0.05 in base; this film disintegrated in water.
The permeability of cellophane and carboxyl films was relatively unaffected by addition of base; that of the amine and polyalcohol films was significantly lower. The high osmotic concentration of 31% potassium hydroxide shrinks neu-
tral and basic films, but increased disso- ciation of carboxyl groups with increased swelling compensates for this effect in weak acid films.
Diffusion of dissolved silver in 31% PO-
tassium hydroxide through these mem- branes was als? measured. The solu- tion was obtained by equilibrating 31% potassium hydroxide with an excess of silver oxide (Baker and Adamson Co.) for
Table 1. Properties and Reproducibility of "2-NYGL Membranes Resistance Water
in 31% KOH, Film Thickness, Mils Uptake, Mechanical Resin/ Mohms/Sq. In 31% Water/G. Propertiesa Binder Inchb XOH Dry Film Tensile Crease
1 :I 87.0 9.8 8.3 2.37 G G 70.0 8.5 6.7 2.19 G G 89.0 9.1 7.1 2.31 G G
2:1 23.2 10.0 7.2 2.48 F G 22.2 8.5 7.3 2.53 F G 15.8 8.5 7.2 2.51 F G 24.4 9.0
3 :I 33.0 8.5 7.5 2.49 P P 36.0 8.4 7.8 2.47 P P 29.8 8.4 7.7 2.43 P P
a G = good; F = fair; P = poor. Milliohms per square inch.
Table II. Hydrolysis of Poly(viny1 Acetate)-NYGL Membranes (Ratio, 2: l ; temp. 50' C.; resistance, milliohms per sq. inch, measured in 31% potassium
hydroxide) Time, Days
KOH 10% 30%
HCl 10% 30 %
0 28,600 28,600 28,600 28,600 1 5,450 19,400 712 a 2 2,440 2,260 a a 3 675 24 a a 4 21 7 19
a a a a b
Entire film disintegrated. Poly(viny1 alcohol) dissolved out, leaving extremely porous film.
Table 111. Permeability Coefficients of Membrane Materials Thick- ness, Pro- Hemo-
Membrane ,Microns Urea Sucrose tamine globin Cellophane (450PT) 83.8 0.24 0.16 0.04 0.0 Coagulated PVA-NYGL 239 0.57 0.72 0.57 0.11
NHpNYGL 213 0.23 0.20 0.12 0.002" COOH-NYGL 213 0.22 0.20 0.17a 0.03
a Induction period.
VOL. 50, NO. 9 SEPTEMBER 1958 1275

The manual cycle test panel is shown on the left; the d.c. source and the automatic panel are on the right
PVA/NYGL 1000 2000 moo -007-
I I
TIME IN MINUTES
0 200 400 600 800 I O 0 0
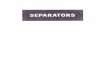
Figure 3. Migration of dissolved silver in 31% potassium hydroxide through various membranes indicated that “2-NYGL and cellophane membranes hindered the migration of silver
at least 24 hours prior to use; this was considerably more than the time required for saturation. The silver concentra- tion was 5.3 X 10 -“M, determined using a modified dithizone procedure ( 78).
As shown in Figure 3, silver migrated slowly across cellophane until the film apparently became saturated (about 30 hours); then a normal rate was ob- served. A previous study showed that dissolved silver was reduced to the metal- lic state by cellophane in alkaline media (79). The same induction effect was observed with the “2-KYGL mem- brane, presumably due to formation of a polyelectrolyte-metal chelate ( I 7). The TU”,-NYGL membrane absorbed more silver than cellophane-at t = 1920 min- utes, CZ = 0.74 X 104M with cello- phane, CZ = 0.1 X lOV4M with the “2-NYGL membrane. Carboxyl and nonionic membranes showed no appre- ciable retardation of the silver.
These rate data were used to estimate the molecular size of the silver complex in battery electrolyte. Assuming that solutes of equal diffusivity have equal molecular weights, the complex would be about the same size as sucrose. This is consistent with other data that the com- plex is largely negatively charged (72), probably a polynuclear anionic complex.
Average pore diameters were esti- mated by measuring the rate of flow of water through the membranes, employ- ing a hydrostatic pressure, assuming that the membrane consisted of a number of parallel cylindrical pores of uniform cross section and length, and employing Poiseuille’s law. The apparatus used was a modified osmometer. The total pore volume of the membrane was de- termined from water-absorption measure- ments. Calculated effective pore diam- eters were: Du Pont 450PT cellophane, 30 A.; coagulated PVA-KYGL, 2080;
hydrolyzed PVAc-NYGL, 83. NHzNYGL, 702; COOH-NYGL, 900;
Table V. Shelf-Life Characteristics of Separator Materials at Room Temperature Synthetic membranes gave better performance
Stand, of OCVO, Discharge, Capacity, Amp. Minutes, after Given Number of Cycles to 1.0 Volt End of Days Volts Amp. Min. 10 20 30 50 70 90 110 130 150 Run
Cellophane 7 -0.14 48.0 93 84 84 94 92 79 63 60 54 168
Activated Loss Initial
14 \-0.21 37.6 72 66 76 96 92 80 64 68 36 b 31 -1.29 0.0 88 84 84 64 78 92 75 .. * . b
“2-NYGL 0 ... 96.0 84 92 80 80 81 68 72 56 62 > 160 0 ... 92.0 77 92 84 70 88 84 52 . . .. 121 7 -0.04 32.0 80 82 67 80 92 82 80 72 72 > 180
15 -0.02 80.0 85 .. 102 88 88 72 88 92 84 > 147 30 -0.60 Failed
CO OH-NYGL 0 ... 100.0 82 76 90 76 80 82 86 74 50 159 0 ... 102.7 120 96 96 .. 86 99 96 96 96 231
10 -0.02 48.0 60 84 77 64 60 86 84 75 76 > 258 17 -0.05 40.0 98 100 80 96 97 88 88 80 87 > 331 25 - 1.04 0.0 84 96 91 98 74 94 85 79 72 210
Open circuit voltage, 100 ampere-minute cells. Cells considered as having failed at this point. Average voltage < 1.30 on 45th cycle.
1 276 INDUSTRIAL AND ENGINEERING CHEMISTRY

SILVER P E RO X I D E-ZI N C CELLS
The distribution of silver was deter- mined between a membrane and a bat- tery electrolyte saturated with silver ox- ide, and containing approximately 10% of the silver capacity of the resin (deter- mined from rate experiments). After at least 48 hours of gentle agitation, the solution phase was analyzed for silver, and silver chelate formation constants for the membranes were calculated (74) (Table IV). The polyamine film was a better chelating agent than the carboxylic one, in turn better than the phosphonic film, in accord with published data.
L Evaluation as Separators 0
I I I
Table VI. Summary of Average Properties of Membranes Ion-selective and nonion-selective membranes gave better results than cellophane
Thick- MO- Pore Urea in Capacity, ness, Sq. '% Dim., Urea in 31% Pro- Hemo- Meq./Sq.
-4% a/,. Permeability Coefficient
Membrane Mils Inch HzO A. HzO KOH Sucrose tamine globin Inch Cellophane (450PT) 1.5 dry 7 86 30 0.24 0.23 0.16 0.04 0.00 0.042
COOH-NY GL 7.9 dry 15 66 900 0.22 0.20 0.20 0.17b 0.03 0 .23 3 . 3 wet
8.4 wet
8.0 wet
8 .4 wet
POaHz-NYGL 7.8 dry 25 65 ... ... ... ... *.. ... 0.18
NHz-NYGL 8 .0 dry 20 71 702 0.23 0.15 0.20 0.12 O.OOZb 0.23
Coag. PVA-NYGL 9.0 dry 5 88 2080 0.57 0.46 0.72 0.57 0.11 0.0 Coag. PVA-EXON 3.3 dry 30 .. ... ... ... ... ... Hydrolyzed PVAc- 1.4dry 20 54 83 0.05 ... ... ... 0 . 0
C 0 . 0 e
NYGL Resistance in 31% potassium hydroxide in milliohms sq. inch. Corrected for induction period. Disintegrates in water.
Av. Cyrle Life, Days 125
260
235
225
235 200 215
VOL. 50, NO. 9 SEPTEMBER 1958 1277

I I 1 I I I 1
$j 40- z 0 LL 20- 0 ap
0
\ \ \ -
4 I
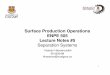
REPLACED ZINC ASSEMBLY - REPLACED ZINC ,’
I I I ASSEMBLY I I
NUMBER OF CYCLES Figure 5. Performance of test cells rebuilt with new zinc assemblies indicated that initial failure after 200 cycles was due to limitations of zinc electrodes and not to separator
Cycle data indicated that the hetero- geneous ion-selective membranes gave batteries superior to those using cellu- losic separators, and that cycle life was at least doubled. The nonactive mem- branes, with the possible exception of the coagulated PVA-NYGL membrane, did not perform as well as heterogeneous ion- selective membranes, but were better than cellophane. Many test cells showed a sharp decline in capacity from the level they had maintained for about 200 cycles. Within 20 to 40 cycles after reaching this breakpoint, the test cell failed. Examination showed the silver electrodes and membrane to be intact; more than 50% of the active material had sludged off the zinc plate, the re- mainder being extremely dense. When these cells were rebuilt with new zinc electrodes and wrappings, and the same silver electrodes and separator, cells re- covered and cycled at better than 70% of the original initial discharge capacity. Data for two rebuilt cells are given in Figure 5. I t was concluded that failures after 200 cycles were due to limitations of the zinc electrodes and not shortcom- ings of the separator.
Silver peroxide-zinc alkaline cells often show short life on activated stand. Membrane performance was evaluated by activating test cells and allowing them to stand at room temperature before cy- cle testing. Retention of initial charge was also determined (Table V). There was no improvement on activated stand for the ion-selective membranes as com- pared to cellophane, and long periods of activated stand had a more deleterious effect on cycling performance of cello- phane separators, probably attributable to the superior chemical stability of the synthetic membranes.
Discussion
Characteristics of membranes which were superior separator materials are
summarized in Table VI. Both ion- selective and non-ion-selective separa- tors performed better than cellulosic materials when in contact with the posi- tive plate. Average pore diameter for cellophane is 30 A,, for ion-selective membranes, 500 to 1000 A,, and for por- ous non-ion-selective membranes, 2100 A. ; Synpor [microporous poly(viny1 chloride)] has pores of about 50,000 to 100,000 A. Synpor in combination with cellophane did not improve cell perform- ance. Both ionic and nonionic mem- branes performed better than cellophane as a wrapping for the positive electrode.
Membranes which are chemically in- ert and are colloidal filters are successful separator materials in the silver peroxide- zinc cell. The principal shortcoming of cellophane is its instability in the strongly alkaline, oxidizing environment of the battery. The fact that both ion-selec- tive and non-ion-selective membranes produced cells of superior performance indicated that average pore diameters of 1000 to 2000 A. can be tolerated.
Cycle test data indicated that per- formance of ion-selective membranes was more consistent and in most cases better than that of non-ion-selective mem- branes; no clear-cut explanation can be offered. However, certain types of ion exchange materials removed silver from the potassium hydroxide solution. Fur- ther evidence of the ability of the ion-se- lective membranes to restrict the move- ment of colloidal and soluble silver away from the positive plate was the observa- tion that, a t the end of the cycling, no membranes of this type showed discolor- ation of the surface away from the silver peroxide electrode. Cellophane was blackened by the passage of silver through all the layers. This restriction of silver migration may be a factor in extending cell life.
The reason for the better performance of the coagulated PVAc-NYGL mem- branes as compared to hydrolyzed PVAc-
NYGL membranes is not clear. The coagulated membrane was more porous, having an average effective pore diam- eter of 2080 A., compared to 83 A. for the hydrolyzed material. However, the co- agulated membrane was 10 mils thick and the hydrolyzed membrane was only 1 to 1.5 mils thick.
The essential properties of a good sep- arator for the silver peroxide-zinc alka- line cell, in addition to basic low resist- ance, are good chemical stability in the alkaline, oxidizing environment, a pore structure capable of restricting the migra- tion of soluble or colloidal silver, and minimum membrane thickness.
Acknowledgment
The authors wish to thank the U. S. Army Signal Corps for support given this investigation.
literature Cited
(1) Bechold, H., 2.physik. Chem. A60, 257
(2) Dennison, I. -4., Trans. Electrochem. (1907); A64, 328 (1908).
, , Sac. 90,‘ 387 (1946).
(3) Dennison, I. A., Howard, P., U. S. Patent 2,513,292 (July 4, 1950).
(4) Dirkse, T. P., Naval Research Labora- tory, NRL Rept. P-2431 (1945).
(5) Dirkse, T. P., Office of Naval Re- search, ONR Contract N7onr-496, T.O.l (Oct. 31, 1950).
(6) Dirkse, T. P., others, Trans. Electro- chem. Soc., 90, 467 (1946); NRL Rept. P-2580 (1945).
(7) Eagle-Picher Co., Reports to Dept. of Armv on Services, Facilities, and Materials.
252C (1952).
505 (1931).
(1933).
(8) Eidensohn, S., J . Electlochem. SOC. 99,
(9) Elford, W. J., J . Pathol. Bacteriol. 34,
(10) Folin, O., Am. J . Clin. Pathol. 3, 299 \----I
(11) Gregor, H. P., Trans. N . Y. Acad. Sei. 18, 667 (1956).
(12) Gregor, H. P., unpublished results. (13) Gregor, H. P., Jacobson, H., Shair,
R. C.. Wetstone. D. M.. J . Phvs. Chem.’61, 141 (1957). ’
(14) Gregor, H. P., Luttinger, L. B., Loebl, E. M., Ibid., 59, 34, 366, 559, 990 (1955 j.
(15) Gregor, H. P., Wetstone, D. M., Ibid.. 61. 147 11957).
(1 6) MacPhersdn, H. ‘ T., biochern. .I. 36,
(17) Pfeffer, W., “Osmotische Untersuch-
118’1 Sandell. E. B.. “Colorimetric Deter-
59 (1942).
ungen,” Leipzig, 1877. > ,
minakon of Traces of Metals,” Interscience, New York, 1950.
(19) Shair, R. C., dissertation, Polytechnic Institute of Brooklyn, June 1954.
(20) Snell, F. D., Snell, C. T., “Colori- metric Methods of Analysis,” Van Nostrand, New York, 1954.
(21) Wetstone, D. M., Gregor, H. P., J. Phys. Chem. 61, 151 (1957).
(22) Zsigmondy, R., Bochman, W., Z. org. Chem. 103, 119 (1918).
RECEIVED for review May 9, 1957 ACCEPTED MARCH 21, 1958
Division of Industrial and Engineering Chemistry, Chemical Processes Symposium, 132nd Meeting, ACS, New York, N. Y., September 1957.
1 278 INDUSTRIAL AND ENGINEERING CHEMISTRY