Embed Size (px)
Citation preview

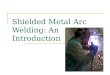
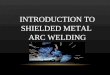
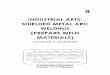
Shielded Metal Arc Equipment,Setup, and Operation

Look at:◦SMAW Process◦Basic Electricity (and I mean basic)◦Welding Polarity◦Open Circuit Voltage (OCV)◦Arc Blow◦Duty Cycle◦ Types of Welding Equipment
Chapter #8 – SMAW Equipment Setup and Operation

S = Shielded
M = Metal
A = Arc
W = Welding
Chapter #8 – SMAW Equipment Setup and Operation

FIGURE 8-1 Shielded metal arc welding.American Welding Society
Chapter #8 – SMAW Equipment Setup and Operation

1. ARC LENGTH
2. ELECTRODE ANGLE
3. SPEED OF TRAVEL
4. AMPERAGE
Chapter #8 – SMAW Equipment Setup and Operation

THE DISTANCE BETWEEN THE TIP OF THE ELECTRODE AND THE BASE METAL BEING WELDED
Chapter #8 – SMAW Equipment Setup and Operation

a) THE ANGLE FROM THE VERTICAL PLANE IN THE DIRECTION OF WELDING: 20 – 30 DEGREES
b) THE ANGLE AS SEEN FROM THE END VIEW : 90 DEGREES
Chapter #8 – SMAW Equipment Setup and Operation

Welding current◦Electricity that jumps across the arc gap
Between electrode end and metal being welded
Electric current ◦ Flow of electrons◦Resistance to electron flow produces heat
Greater resistance: greater heat Air has high resistance
Chapter #8 – SMAW Equipment Setup and Operation

Basic Electricity:
1.Voltage
2.Amperage
3.Watts
4.Resistance
Chapter #8 – SMAW Equipment Setup and Operation

Units to describe electrical current
◦Voltage or volts (V): measurement of electrical pressure
◦Amperage or amps (A): measurement of the total number of electrons flowing
◦Wattage or watts (W): measurement of electrical energy or power in the arc
◦Resistance (R): opposes the flow of electrons
Chapter #8 – SMAW Equipment Setup and Operation

Welding arc temperature◦Dependent on voltage,
arc length, and atmosphere
Heat produced by the arc ◦Determined by amperage
FIGURE 8-5 Energy is lost from the weld in the forms of radiation and convection. © Cengage Learning 2012
Chapter #8 – SMAW Equipment Setup and Operation

Types of currents used for welding
◦Direct-current electrode negative (DCEN) Electrode is negative and work is positive
◦Direct-current electrode positive (DCEP) Electrode is positive and work is negative
◦Alternating current (AC) Electrons change direction every 1/120 of a second Electrode and work alternate from anode to cathode
Chapter #8 – SMAW Equipment Setup and Operation

DCEP = DC Electrode PositiveDCRP = DC Reverse PolarityDC +
Chapter #8 – SMAW Equipment Setup and Operation

Electrode -
Work +
DCEN = DC Electrode NegativeDCSP = DC Straight PolarityDC -
Chapter #8 – SMAW Equipment Setup and Operation

FIGURE 8-9 In an alternating current, electrons flow back and forth. © Cengage Learning 2012
Sketch of a AC arc welding circuit for SMAW
Chapter #8 – SMAW Equipment Setup and Operation

The coating on the SMAW electrode Larger selection of electrodes for DC current
Chapter #8 – SMAW Equipment Setup and Operation

SMAW process◦Requires a constant current arc voltage characteristic◦SMA welding machine
Voltage output decreases as current increases
FIGURE 8-10 Constant voltage (CV) and constant current (CC). © Cengage Learning 2012
Chapter #8 – SMAW Equipment Setup and Operation

CC – Amperage Adjustment only
- See next slide for photo
Chapter #8 – SMAW Equipment Setup and Operation

Chapter #8 – SMAW Equipment Setup and Operation

CV – Voltage Adjustment
- WFS (wire feed speed) Adjustment
- see next slide for photo
Chapter #8 – SMAW Equipment Setup and Operation

Voltage WFS
Chapter #8 – SMAW Equipment Setup and Operation

1. AC Machines
2. Portable Engine Driven Power Source (AC/DC)
3. AC/DC Rectifier
4. Multi-Process Inverter (AC/DC).
Chapter #8 – SMAW Equipment Setup and Operation

1) AC MACHINES
Chapter #8 – SMAW Equipment Setup and Operation

2) Portable Engine Driven Power Source (AC/DC)
Chapter #8 – SMAW Equipment Setup and Operation

3) AC/DC Rectifier
Chapter #8 – SMAW Equipment Setup and Operation

1. AC/DC Rectifier
Half Wave Rectification
Full Wave Rectification
Chapter #8 – SMAW Equipment Setup and Operation

4) Multi-Process Inverter (AC/DC)
Chapter #8 – SMAW Equipment Setup and Operation

Voltage at electrode before striking an arc
Maximum Voltage – 80V
The higher the OCV the easierit is to strike an arc
The higher the OCV the increase inchance of electric shock
Newer technology drops OCV below30V once arc is established
FIGURE 8-11 Electricity can have an initial surge muchlike the surge of water when a garden hose nozzle is firstopened. © Cengage Learning 2012
Chapter #8 – SMAW Equipment Setup and Operation

When welding with DC current the arc flares uncontrollably to the side of the electrode instead of straight down
Caused by a constriction of magnetic flux lines
Possible Solutions Switch to AC Move work lead clamp Short arc length and different electrode angle Change welding direction Lower current setting
Chapter #8 – SMAW Equipment Setup and Operation

Percentage of time a welding machine can be used continuously at a specified amperage◦ Increases as amperage is
reduced◦Decreases as amperage is
raised
FIGURE 8-31 Duty cycle of a typical shielded metal arc welding machine. © Cengage Learning 2012
Chapter #8 – SMAW Equipment Setup and Operation

Characteristics◦Should be of proper amperage rating and in good
repair◦Used at maximum amperage rating or less
FIGURE 8-33 The amperage capacity of an electrode holder is often marked on its side.Thermadyne Industries, Inc.
Chapter #8 – SMAW Equipment Setup and Operation

Characteristics◦Must be correct size for current used◦Must clamp tightly to material◦Must be in good repair
FIGURE 8-35 A work clamp may be attached to the workpiece. © Cengage Learning 2012
Chapter #8 – SMAW Equipment Setup and Operation

Loose connections at the power source Loose connection at the work connector or electrode
holder Splices in the cable Too small of cable for amperage being used Broken strands in cable not properly repaired Enlarge hole in cable lug to fit larger stud size Use of excessively long cables
Chapter #8 – SMAW Equipment Setup and Operation

When some or all of the welding current does not return to the power source through the work lead
Usually results from poor cable connections or work piece connection (cable damage, loose fittings, painted surfaces, etc.)
Chapter #8 – SMAW Equipment Setup and Operation

PADDING TECHNIQUE:
THE PLACING OF BEADS OR WEAVES SIDE BY SIDE SO THAT EACH NEW WELD OVERLAPS THE ONE PRECEDING IT
Chapter #8 – SMAW Equipment Setup and Operation

Practicing Padding in The Shop
Chapter #8 – SMAW Equipment Setup and Operation

PADDING IS USED:
1. SHAFTS
2. SHOVELS
3. GRADER BLADES
Chapter #8 – SMAW Equipment Setup and Operation