Embed Size (px)
Citation preview

PA 9000/8000PLC-CNC Interface
Setup manual

Original document
© 2015 Power Automation GmbH
Power Automation GmbH
CNC-Automatisierungstechnik
Gottlieb-Daimler-Str. 17/2
74385 Pleidelsheim
Germany
Telephone: +49-7144-899-0
Fax: +49-7144-899-299
E-mail: [email protected]
Internet: www.powerautomation.com
Version 01
2 12.01.2017

Table of contents1 General information........................................................... 11
1.1 Information on this manual......................................... 11
1.2 Explanation of symbols.............................................. 11
1.3 Limitation of liability.................................................... 13
1.4 Copyright................................................................... 13
1.5 Warranty terms.......................................................... 13
1.6 Customer service....................................................... 14
1.7 Glossary..................................................................... 14
2 Safety.................................................................................. 152.1 Customer's responsibility........................................... 15
2.2 Personnel requirements............................................. 15
2.2.1 Qualifications........................................................... 15
2.2.2 Unauthorized persons............................................. 16
2.3 Intended use.............................................................. 16
2.4 Unintended use.......................................................... 17
2.5 Personal protective gear............................................ 17
2.6 Specific dangers........................................................ 17
2.7 Safety devices........................................................... 19
2.8 Conduct in a dangerous situation and in case ofaccidents.................................................................... 19
2.9 Environmental protection........................................... 20
3 PLC / CNC Interface........................................................... 213.1 Introduction................................................................ 21
3.2 Notes......................................................................... 22
3.3 Terminology............................................................... 23
4 PLC / CNC - Signal Interface............................................. 254.1 Single signals from PLC to CNC................................ 27
4.1.1 CNC Input DWORD: INGENERAL1........................ 30
4.1.1.1 INEMERGENCn................................................... 32
4.1.1.2 IN_START............................................................. 34
4.1.1.3 IN_STOPn (Inverted)............................................ 37
4.1.1.4 IN_TRANSF.......................................................... 39
4.1.1.5 IN_ENABLE.......................................................... 41
4.1.1.6 IN_NO_HDW_RESET.......................................... 42
4.1.1.7 IN_PLAYBACK..................................................... 42
4.1.1.8 IN_AFC_EN.......................................................... 42
PA 9000/8000 PLC-CNC Interface
Table of contents
12.01.2017 | 3

4.1.1.9 IN_BLOCK_DEL / IN_BLOCK_DELn................... 43
4.1.1.10 IN_G01_OVER / IN_G01_OVERn....................... 44
4.1.1.11 IN_FORWARD / IN_BACKWARD........................ 45
4.1.1.12 IN_M1STOP / IN_M1STOPn................................ 46
4.1.1.13 IN_WITH_MOVE / IN_WITH_MOVEn.................. 47
4.1.1.14 IN_PITCHERR / IN_PITCHERRn......................... 48
4.1.1.15 IN_IGNRMSERR.................................................. 48
4.1.2 CNC Input DWORD: INGENERAL2........................ 49
4.1.2.1 IN_REPEAT.......................................................... 50
4.1.2.2 IN_INTERVA......................................................... 50
4.1.2.3 IN_INSPECT........................................................ 50
4.1.2.4 IN_BCDSTRB2_FWD........................................... 51
4.1.2.5 IN_BCDSTRB2_BW............................................. 51
4.1.2.6 IN_PLC_NO_RETREAT....................................... 52
4.1.2.7 IN_ALARM_STOP................................................ 53
4.1.2.8 IN_PLC_MOV_NO_OVR...................................... 54
4.1.2.9 IN_DIS_ENABLE.................................................. 55
4.1.3 CNC Input DWORD: IN_DRIVEON........................ 56
4.1.3.1 IN_DRONxx.......................................................... 58
4.1.4 CNC Input DWORD: IN_DRIVEEN......................... 60
4.1.4.1 IN_DRENxx.......................................................... 61
4.1.5 CNC Input DWORD: IN_HOMING.......................... 62
4.1.5.1 IN_HOMExx.......................................................... 63
4.1.6 CNC Input DWORD: IN_SWLIMIT.......................... 64
4.1.6.1 IN_LIMITxx........................................................... 65
4.1.7 CNC Input DWORD: IN_STRTPOS........................ 66
4.1.8 CNC Input DWORD: IN_CYCLEB.......................... 66
4.1.8.1 IN_CYCB_xx........................................................ 67
4.1.9 CNC Input DWORD: IN_EXTMODE....................... 68
4.1.9.1 External Mode Selection....................................... 69
4.1.9.2 Manual Mode Selection........................................ 71
4.1.9.3 Extended Mode Selection..................................... 74
4.1.9.4 External Program Selection.................................. 78
4.1.10 CNC Input DWORD: IN_DISABLE.......................... 78
4.1.11 CNC Input DWORD: IN_SW_AXES....................... 79
4.1.11.1 IN_SWAXxx.......................................................... 80
4.1.12 CNC Input DWORD: IN_SPINDLE......................... 82
PA 9000/8000 PLC-CNC Interface
Table of contents
12.01.2017 | 4

4.1.12.1 IN_NULLVxx......................................................... 83
4.1.12.2 IN_REV_xx........................................................... 84
4.1.13 CNC Input DWORD: IN_PARKING......................... 85
4.1.13.1 IN_PARKxx........................................................... 86
4.1.14 CNC Input DWORD: IN_MIRROR.......................... 87
4.1.14.1 IN_MIRR_STROBE.............................................. 88
4.1.15 CNC Input DWORD: IN_OVERRIDE...................... 89
4.1.16 CNC Input DWORD: IN_IPOMVMT........................ 91
4.1.16.1 IN_IPOMTxx......................................................... 93
4.1.17 CNC Input DWORD: IN_HDWHEEL....................... 94
4.1.18 CNC Input DWORD: IN_FAST_IO.......................... 95
4.1.19 CNC Input DWORD: INFASTSELECT.................... 97
4.1.20 CNC Input DWORD: IN_JPLS................................ 99
4.1.20.1 IN_JPLS_xx........................................................ 100
4.1.21 CNC Input DWORD: IN_JMNS............................. 101
4.1.21.1 IN_JMNS_xx....................................................... 102
4.1.22 CNC Input DWORD: IN_022................................. 103
4.1.23 CNC Input DWORD: IN_023................................. 104
4.1.24 CNC Input DWORD: IN_024................................. 105
4.1.25 CNC Input DWORD: IN_025................................. 106
4.1.26 CNC Input DWORD: IN_026................................. 107
4.1.27 CNC Input DWORD: IN_IPR................................. 108
4.1.27.1 IN_CANCELBLK................................................. 110
4.1.27.2 IN_SINGLE STEP............................................... 111
4.1.27.3 IN_IPR_DO_STEP............................................. 112
4.1.27.4 IN_PLC_SET_AXPOS........................................ 113
4.1.27.5 IN_HIDE_IMBLK / IN_HIDE_IMBLKn................. 114
4.1.27.6 IN_HIDE_CYBLK / IN_HIDE_CYBLKn............... 115
4.1.27.7 IN_FINISH_ACT_BLK........................................ 116
4.1.27.8 IN_DEL_MAN_OFFS.......................................... 117
4.1.27.9 IN_MP_CHANGE_ACK...................................... 117
4.1.28 CNC Input DWORD: IN_028................................. 118
4.1.29 CNC Input DWORD: IN_FASTM_MASK............... 119
4.1.29.1 IN_FASTM_BITx................................................. 120
4.1.30 CNC Input DWORD: INTOOL............................... 121
4.1.31 CNC Input DWORD: IN_TOOLPLACE................. 122
4.1.32 CNC Input DWORD: IN_TOOLREQ..................... 123
PA 9000/8000 PLC-CNC Interface
Table of contents
12.01.2017 | 5

4.1.33 CNC Input DWORD: IN_033................................. 124
4.1.34 CNC Input DWORD: IN_034................................. 125
4.1.35 CNC Input DWORD: IN_035................................. 126
4.1.36 CNC Input DWORD: IN_036................................. 127
4.1.37 CNC Input DWORD: IN_FIVEAXES..................... 128
4.1.38 CNC Input DWORD: IN_TORQUE_LIMIT............ 129
4.1.38.1 IN_TORQUE_LIMIT_xx...................................... 130
4.1.39 CNC Input DWORD: IN_IR_RDIO........................ 131
4.1.40 CNC Input DWORD: IN_IR_EN............................ 132
4.1.41 CNC Input DWORD: IN_IR_ACT.......................... 133
4.1.42 CNC Input DWORD: IN_OEM1............................. 134
4.1.43 CNC Input DWORD: IN_OEM2............................. 135
4.1.44 CNC Input DWORD: IN_OEM3............................. 136
4.1.45 CNC Input DWORD: IN_CPC2............................. 137
4.1.46 CNC Input DWORD: IN_CPC1............................. 138
4.2 Single signals from CNC to PLC.............................. 139
4.2.1 CNC Output DWORD: ONGENERAL1................. 141
4.2.1.1 ON_CYCLEON................................................... 143
4.2.1.2 ON_STOPNCn (Inverted)................................... 144
4.2.1.3 ON_STARTNC.................................................... 145
4.2.1.4 CNC Operating Modes....................................... 146
4.2.1.5 ON_CNC_CHAN_ACT....................................... 147
4.2.1.6 ON_EMERG....................................................... 147
4.2.1.7 ON_PRG_STP................................................... 148
4.2.1.8 ON_PRG_END................................................... 149
4.2.1.9 ON_RESET........................................................ 150
4.2.1.10 ON_NO_CNTR................................................... 151
4.2.1.11 ON_HOME_OK.................................................. 152
4.2.1.12 ON_NCERROR.................................................. 153
4.2.1.13 CNC Status......................................................... 155
4.2.2 CNC Output DWORD: ONGENERAL2................. 157
4.2.2.1 CNC Status......................................................... 159
4.2.2.2 EDM functions (option)....................................... 162
4.2.2.3 Electronic gear box (option)................................ 162
4.2.2.4 CNC error: handwheel tick lost........................... 163
4.2.2.5 ON_PLC_MOV_NO_OVR.................................. 164
4.2.2.6 Distance Control (option).................................... 164
PA 9000/8000 PLC-CNC Interface
Table of contents
12.01.2017 | 6

4.2.3 BCD Processing.................................................... 165
4.2.3.1 BCD Strobes....................................................... 167
4.2.3.2 CNC Output DWORD: ONBCDWORD1............. 169
4.2.3.3 CNC Output DWORD: ONBCDWORD2............. 170
4.2.4 CNC Output DWORD: ONINPOS......................... 173
4.2.4.1 ON_INPxx........................................................... 174
4.2.5 CNC Output DWORD: ONHOMINGOK................ 175
4.2.5.1 ON_HOMExx...................................................... 176
4.2.6 CNC Output DWORD: ONPOSAXES................... 176
4.2.7 CNC Output DWORD: ONCYCBYTE................... 177
4.2.7.1 ON_CYCBxx....................................................... 178
4.2.8 CNC Output DWORD: ONEXTMODE.................. 179
4.2.9 CNC Output DWORD: ONREADY........................ 181
4.2.9.1 ON_READYxx.................................................... 182
4.2.10 CNC Output DWORD: ON_PLCMDONE.............. 182
4.2.11 CNC Output DWORD: ONSPINDLE..................... 183
4.2.11.1 ON_STANDxx..................................................... 184
4.2.11.2 ON_MOVExx...................................................... 184
4.2.12 CNC Output DWORD: ONCONTROL................... 185
4.2.12.1 ON_CONTRxx.................................................... 186
4.2.13 CNC Output DWORD: ONMIRROR...................... 187
4.2.13.1 ON_MIRRxx....................................................... 188
4.2.14 CNC Output DWORD: ONCMND_P..................... 189
4.2.14.1 ON_CMNDPxx................................................... 190
4.2.15 CNC Output DWORD: ONCMND_M.................... 191
4.2.15.1 ON_CMNDMxx................................................... 192
4.2.16 CNC Output DWORD: ONHANDWH.................... 193
4.2.17 Function ON_CAM................................................ 194
4.2.17.1 ON_CAMy_xx..................................................... 203
4.2.18 CNC Output DWORD: ONPANEL......................... 203
4.2.19 CNC Input DWORD: ON_IPR............................... 204
4.2.19.1 ON_CANCELBLK............................................... 205
4.2.19.2 ON_MEMORY_MODE....................................... 206
4.2.19.3 ON_MEMORY_OPERATION_ACTIVE.............. 206
4.2.19.4 ON_SINGLE_STEP............................................ 207
4.2.19.5 ON_IPR_DO_STEP........................................... 207
4.2.19.6 ON_PLC_SET_AXPOS...................................... 208
PA 9000/8000 PLC-CNC Interface
Table of contents
12.01.2017 | 7

4.2.19.7 ON_HIDE_IMBLK............................................... 208
4.2.19.8 ON_HIDE_CYBLK.............................................. 209
4.2.19.9 ON_DEL_MAN_OFFS........................................ 209
4.2.19.10
ON_MP_CHANGE............................................. 210
4.2.19.11
ON_MAN_RELEASE.......................................... 210
4.2.20 CNC Output DWORD: ON_SWAX........................ 211
4.2.21 CNC Output DWORD: ON_FASTM...................... 212
4.2.21.1 ON_FASTM_BITx............................................... 213
4.2.22 CNC Output DWORD: ON_30.............................. 213
4.2.23 CNC Output DWORD: ONTOOL.......................... 214
4.2.24 CNC Output DWORD: ON_TOOLPLACE............. 216
4.2.25 CNC Output DWORD: ON_TOOLTABLE.............. 217
4.2.26 CNC Output DWORD: ON_34.............................. 218
4.2.27 CNC Output DWORD: ON_PROBE_INPUT......... 219
4.2.27.1 ON_PROBE_INxx.............................................. 220
4.2.28 CNC Output DWORD: ON_ACTCORR................ 220
4.2.29 CNC Output DWORD: ON_ZERO_OFFSET........ 221
4.2.30 CNC Output DWORD: ON_EGBMOTION............ 222
4.2.31 CNC Output DWORD: ON_EGBCONTROL......... 223
4.2.32 CNC Output DWORD: ON_FIVEAXES................. 224
4.2.33 CNC Output DWORD: ON_IR_RD_IO.................. 225
4.2.34 CNC Output DWORD: ON_IR_EN........................ 226
4.2.35 CNC Output DWORD: ON_IR_ACT..................... 227
4.2.36 CNC Output DWORD: ON_IR_PROG_ACT......... 228
4.2.37 CNC Output DWORD: ON_PLC_IPO_ACT.......... 229
4.2.37.1 ON_PLC_IPO_ACT_xx...................................... 230
4.2.38 CNC Output DWORD: ON_PLC_IPO_ENDP....... 231
4.2.38.1 ON_PLC_IPO_ENDP_xx................................... 232
4.2.39 CNC Output DWORD: ON_PLC_POS_ACT........ 233
4.2.39.1 ON_PLC_POS_ACT_xx..................................... 234
4.2.40 CNC Output DWORD: ON_PLC_POS_ENDP...... 235
4.2.40.1 ON_PLC_POS_ENDPxx.................................... 236
4.2.41 CNC Output DWORD: ON_OEM1........................ 237
4.2.42 CNC Output DWORD: ON_OEM2........................ 238
4.2.43 CNC Output DWORD: ON_OEM3........................ 239
4.2.44 CNC Output DWORD: ON_CPC2......................... 240
PA 9000/8000 PLC-CNC Interface
Table of contents
12.01.2017 | 8

4.2.45 CNC Output DWORD: ON_CPC1......................... 241
5 PLC / CNC - Data Interface.............................................. 2435.1 General data values................................................. 243
5.1.1 Shut-down control and commands........................ 243
5.1.2 General variables.................................................. 246
5.1.3 HMI information..................................................... 248
5.1.3.1 MMI_LEVEL....................................................... 248
5.1.3.2 MMI_LASTKEY.................................................. 250
5.1.3.3 Additional HMI information................................. 251
5.1.4 CNC errors............................................................ 252
5.1.5 Program execution information............................. 253
5.1.6 Override values..................................................... 253
5.1.6.1 Read programmed and real feed........................ 253
5.1.6.2 Influence override values.................................... 254
5.1.7 Set axis position.................................................... 255
5.1.8 Program break points............................................ 256
5.2 Data Exchanges...................................................... 257
5.2.1 Axes positions....................................................... 257
5.2.2 Cycle parameters.................................................. 258
5.2.3 Axes offsets........................................................... 258
5.2.4 Tool length compensations.................................... 260
5.2.4.1 Tool with one dimension..................................... 260
5.2.4.2 Tool with two dimensions.................................... 261
5.2.5 Tool radius compensation..................................... 262
6 List of variables reserved for PA's internal use............ 2637 PA HMI Interface Display................................................. 2658 Service and return process............................................. 267
8.1 Service..................................................................... 267
8.1.1 Service addresses................................................. 268
8.2 Spare parts.............................................................. 269
8.3 Return policy and procedure.................................... 270
8.4 Training.................................................................... 272
9 Proof of Change............................................................... 27310 Index.................................................................................. 275
PA 9000/8000 PLC-CNC Interface
Table of contents
12.01.2017 | 9

PA 9000/8000 PLC-CNC Interface
Table of contents
12.01.2017 | 10

1 General information1.1 Information on this manualThis setup manual provides important information on how to workwith the control unit safely and efficiently.
The setup manual is part of the control unit, must always be kept inthe control unit's direct proximity and should be available for thepersonnel at any time. All personnel working with the Power Auto-mation software components are obliged to have read and under-stood this setup manual before starting any work. Strict compliancewith all specified safety notes and instructions is a basic require-ment for safety at work.
Moreover, the accident prevention guidelines and general safetyregulations applicable at the place of use of the control unit mustalso be complied with.
Illustrations in this setup manual are intended to facilitate basicunderstanding, and may differ from the actual design of the PowerAutomation software.
The enclosed manuals for the installed components apply togetherwith this isetup manual.
1.2 Explanation of symbolsWarnings are identified by pictures. These warnings are introducedby signal words, which express the severity of a danger.
Pay attention to these warnings and act cautiously in order to avoidaccidents, personal injuries and damage to property.
DANGER!… indicates an imminently hazardous situationwhich, if unavoidable, will result in death or seriousinjury.
WARNING!… indicates a potentially hazardous situationwhich, if unavoidable, could result in death orserious injury.
CAUTION!… indicates a potentially hazardous situationwhich, if unavoidable, may result in minor or mod-erate injury.
General Information
Warnings
PA 9000/8000 PLC-CNC Interface
General information
12.01.2017 | 11

NOTICE!… indicates a potentially hazardous situationwhich, if unavoidable, may result in propertydamage.
… emphasizes useful hints and recommendationsas well as information for efficient and trouble-freeoperation.
The following symbols are used in connection with the safety notesto highlight particular dangers:
DANGER!… highlights hazards caused by electric current.There is a danger of serious injury or death if thesafety notes are not complied with.
The following symbols and highlights are used to distinguishinstructions, descriptions of results, cross-references and other ele-ments inside this manual.
.. Highlights a step as part of a procedure of instructions.
ð .. Highlights a state or an automatic process as a result ofan instruction.
n .. Highlights single or unordered instructions and lists.
Ä “Additional symbols and highlighting” on page 12.. Highlightscross-references to chapters or sections of this manual.
[Key].. Highlights captions of buttons, fields and other elements ofthe software's graphical user interface.
“Menu è Submenu è ”.. Highlights a path to access a menu orsubmenu in the software's graphical user interface.
Example/Extract.. Highlights verbatim examples and extractsfrom configuration files.
Special Safety Notes
Additional symbols and high-lighting
PA 9000/8000 PLC-CNC Interface
General information
12.01.2017 | 12

1.3 Limitation of liabilityAll information and notes in this setup manual were compiled underdue consideration of valid standards and regulations, the presentstatus of technology and our years of knowledge and experience.
Power Automation can not be held liable for damage resultingfrom:
n disregarding this setup manualn unintended usen employment of untrained personneln unauthorized conversionsn unauthorized modifications to the softwaren technical modificationsn use of unapproved spare partsn use in conjunction with machines not deemed compatible by
Power Automation
In case of customized versions the actual scope of delivery canvary from the explanations and representations in this setupmanual, because of the utilization of additional options or due tothe latest technical changes.
Apart from this, the obligations agreed upon in the delivery con-tract, the general terms and conditions, and the delivery conditionsof Power Automation and the legal regulations valid at the time ofcontract apply.
We reserve the right to make technical modifications in order toimprove usability.
1.4 CopyrightThis setup manual is protected by copyright law.
Passing this setup manual on to third parties, duplication of anykind – even in form of excerpts – as well as the use and/or disclo-sure of the contents without the written consent of Power Automa-tion is not permitted.
Violations oblige to compensation. The right for further claimsremains reserved.
1.5 Warranty termsThe material warranty terms are provided in Power Automation'sterms and conditions as well as inside the sales documents.
Liability
Copyright
Material Warranty
PA 9000/8000 PLC-CNC Interface
General information
12.01.2017 | 13

1.6 Customer serviceOur Customer Service is always available for technical information.
For information on whom to contact by phone, fax, e-mail or via theinternet, see Power Automation's address on page 2.
Additionally, Power Automation staff is always interested inreceiving new information and experiences resulting from the useof our products, which could be of great value for future improve-ments.
1.7 GlossaryCMOS - Complementary metal-oxide-semiconductor
CNC - Computerized Numerical Control
DDU - Delivered Duty Unpaid
HMI - Human Machine Interface
The graphical user interface provided by the PA soft-ware.
IPC - Insulating Piercing Connector
MDI - Manual Data Input
MTBP - Machine Tool Builder's Panel
Panel including the basic requirements for a machinetool operator: emergency stop push button, cycle startand stop push buttons, jog plus and minus push but-tons, feed rate and spindle speed override pots and anumber of auxiliary push buttons.
NC-Start - Numerical Control Start Button
NC-Stop - Numerical Control Stop Button
PA - Power Automation
PAMIO - Power Automation Modular Input Output
Extendable Superbus based interface allowingconnection of additional I/O modules.
PASIO - Power Automation Slot Input Output
Extendable EtherCATâ based interface allowingconnection of additional I/O modules.
PC - Personal Computer
PCI - Peripheral Component Interconnect
Personal computer extension for periphery devicesconnected to the motherboard.
PLC - Programmable Logic Controller
POU - Program Organization Unit PLC functions, functionblocks and programs are POUs
RMS - Rotating Measuring Systems (Encoder)
Service
PA 9000/8000 PLC-CNC Interface
General information
12.01.2017 | 14

2 Safety2.1 Customer's responsibilityThe Power Automation software components are used for com-mercial purposes. The operating company is thus subject to thelegal obligations concerning industrial safety.
The safety, accident prevention and environmental protection regu-lations applicable for the area of application of the machine mustbe complied with, along with the safety notes specified in this setupmanual. The following applies in particular:
n The customer must become familiar with the industrial safetyregulations and identify additional dangers which may arisedue to the specific working conditions at the place of use of thePower Automation software components, by means of a riskanalysis.
n Throughout the time of use of the Power Automation softwarecomponents the customer must check whether the operatinginstructions created by him correspond to the current status ofregulations and standards. Whenever changes in regulationsand standards occur, instructions must be adapted accordingly.
n The customer must clearly specify the responsibilities forinstallation, operation, maintenance, and cleaning.
n The customer must make sure that all employees who have towork with the Power Automation software components haveread and understood these operating instructions.In addition, the customer must train and inform his personnelabout potential dangers at regular intervals.
2.2 Personnel requirements2.2.1 Qualifications
WARNING!Danger of injury in case of insufficient qualifi-cation!Improper operation can lead to severe personalinjuries and/or material damage.
– Only those persons who have been specified inthe corresponding chapters of this setupmanual should be entrusted with the listedtypes of work.
– Employ certified experts, if in doubt.
The following qualifications are specified for different areas ofactivity listed in the setup manual.
PA 9000/8000 PLC-CNC Interface
Safety
12.01.2017 | 15

2.2.2 Unauthorized persons
WARNING!Danger for unauthorized persons!Unauthorized persons, who do not meet therequirements described in this setup manual, arenot aware of the dangers in the working area.
– Keep unauthorized persons away from theworking area.
– If in doubt, address such persons and askthem to leave the working area.
– Interrupt your work as long as unauthorizedpersons are in the working area.
Only persons who are expected to perform their tasks reliably arepermitted as personnel. Persons whose reaction capability isimpaired, e.g. through drugs, alcohol or medication are not per-mitted.
n When selecting personnel, ensure that the stipulationsregarding age and occupation applying at the location are con-sidered.
2.3 Intended useThe Power Automation software components are exclusivelyintended and built for the use described in this setup manual.
The software components are to be used exclusively together withcontrol units from Power Automation.
WARNING!Beware of unintended use!Any use exceeding the scope of intended useand/or different application of the software compo-nents can result in hazardous situations.
– Operate the software components as intendedonly.
– Observe all instructions in this setup manual.– Observe the permissible ambient conditions
and electromagnetic compatibility mentioned inthe technical data.
Claims of any kind for damage resulting from unintended use arevoid.
The operator is solely responsible for all damage resulting fromunintended use.
Intended Use
Dangers
PA 9000/8000 PLC-CNC Interface
Safety
12.01.2017 | 16

2.4 Unintended use
WARNING!Beware of unintended use!– In particular, avoid using the software compo-
nents for the following purposes as these areregarded as not intended:– Operation using software not approved by
Power Automation.– Operation connected to machines/drives
not deemed compatible byPower Automation.
– Operation by uninstructed personnel
2.5 Personal protective gearWearing of personal protective gear is required to minimize healthhazards and damage when working with the control unit.
n Always wear the protective equipment that is necessary for therespective task when working.
n Follow the instructions on personal protective equipment thatare listed in this setup manual and other installation manualsprovided by Power Automation.
n The environment in which the control unit is installed mayrequire users to wear additional personal protective gear.Observe the instructions on personal protective gear providedby the operating company.
2.6 Specific dangersThe following section lists the residual risks.
n Observe the safety instructions listed here, and the warnings insubsequent chapters of this setup manual, to reduce healthhazards and to avoid dangerous situations.
DANGER!Danger to life caused by electric current!Touching conductive parts causes a direct dangerto life. Damage to insulations or individual compo-nents can cause danger to life.
Unintended Use
PA 9000/8000 PLC-CNC Interface
Safety
12.01.2017 | 17

n In the event of damage to insulation, switch off the powersupply immediately and have the defective parts repaired.
n Work on the electric system must be carried out only by skilledelectricians.
n Before maintenance, cleaning or repair work, switch off thepower supply and secure it against being switched on again.
n Do not bridge fuses or make them ineffective. When changingfuses make sure you use the correct amperage.
n Keep moisture away from conductive parts. This can causeshort-circuits.
n De-energize the machine for all work on the electrical system.
DANGER!Uncontrolled operation due to improper instal-lation and configuration!The control unit's safety relay must be properlyintegrated into the CNC machine emergency stopchain. Improper wiring and configuration of thesafety relay may result in uncontrolled operation ofthe CNC machine and in consequence may lead toirreversible personal injuries or death.
n Only operate the CNC machine when the safety relay has beenproperly integrated into the machine emergency stop chain.
n Only let qualified personnel (Ä Chapter 2.2.1 “Qualifications”on page 15) set up the emergency stop chain.
n For information on safety devices integrated into the machinesee the manual supplied by the machine's manufacturer.
n If in doubt regarding the configuration, contact the manufac-turers of the CNC machine and the control unit.
WARNING!Risk of injury due to improper handling of bat-teries!Batteries must be handled with special care.
n Do not throw batteries into fire or expose to high temperature.Explosion hazard!
n Do not charge batteries. Explosion hazard!n Battery fluid leaking due to wrong usage may cause skin irrita-
tion. Avoid contact with the battery fluid. In case of contact,flush the battery fluid with large amounts of water. If the batteryfluid enters the eyes, flush immediately with water for 10 min.and consult a physician without delay.
PA 9000/8000 PLC-CNC Interface
Safety
12.01.2017 | 18

CAUTION!Malfunction due to discharged buffer battery!The control unit's CMOS settings are buffered by abattery. If this battery is discharged completely theCMOS settings are lost. Malfunctions of the controlunit may result.
2.7 Safety devices
DANGER!Malfunctioning safety devices may pose a fatalrisk!Safety devices must be intact and properly inte-grated into the control unit's configuration and soft-ware in order to guarantee safety.
n Before initial commissioning of the machine, ensure that allsafety devices are fully functional and correctly installed.
n Ensure that safety related inputs/outputs of the PAMIO compo-nents are fully functional and perform as intended.
n Never disable safety devices.n Heed regulations concerning hardwiring of safety circuits.
Superior CNC Control unit or PLCFor information on required connections betweenthe Power Automation components and safetydevices integrated into the CNC machine see thedocumentation provided by the machine's manu-facturer.
2.8 Conduct in a dangerous situation and incase of accidentsn Stay informed about locations of first aid equipment (first aid
kit, covers, etc.) and fire extinguishers at the site of installation.n Instruct personnel about accident reporting, first aid and rescue
facilities at the site of installation.
n Disconnect power supply immediately.n Initiate first aid measures.n Inform responsible persons at the site.n Call for rescue service if applicable.
Safety
Superior Control Units
Preventive Measures
In Case Of Accidents
PA 9000/8000 PLC-CNC Interface
Safety
12.01.2017 | 19

2.9 Environmental protection
CAUTION!Environmental hazard caused by incorrect han-dling!Incorrect handling of environmentally hazardoussubstances, especially incorrect waste disposal,can cause considerable damage to the environ-ment.
n Do not release environmentally hazardous substances or com-ponents into the environment.
n Always properly dispose of environmentally hazardous compo-nents/substances in accordance with local law and regulations.
The following environmentally hazardous components or sub-stances are contained in the control unit:
Batteries contain toxic heavy metals. They are considered haz-ardous waste and must be disposed of by approved specializedwaste disposal companies.
Electronic components are considered special waste. They mustbe properly disposed of.
Power Automation will accept the control unit to properly dispose ofits components upon decommissioning.
n Follow the standard return procedure, as described inÄ Chapter 8.3 “Return policy and procedure” on page 270.
Batteries
Electronic Components
PA 9000/8000 PLC-CNC Interface
Safety
12.01.2017 | 20

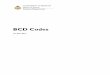
3 PLC / CNC Interface3.1 IntroductionThe main function of the integrated software task PLC is to estab-lish communication between the CNC kernel and the machine.
The PLC is the master of the equipment and is responsible for theadjustment of the machine logic to the CNC and for the observ-ance of functional sequences and operation sequence.
For this purpose the PLC uses interfaces to the machine and to theCNC. Via these interfaces it can recognize the current state of themachine and can initiate the necessary action to the CNC and viceversa.
The interface to the machine is realized usually via digital I/O com-ponents, over which digital or analog signals are read (inputs) orset (outputs).
The interface to the PLC is a virtual interface. It is a software built-in communication that requires no I/O components. This manualdescribes the standard PLC-CNC interface.
This internal interface can be addressed from the PLC programoutwards and of course in the same manner in which I/O boardsare addressed for communication with the machine.
Over this interface, the PLC program communicates with the CNCkernel. The CNC kernel ensures that information about currentCNC states is provided and that action initiated by the PLC is exe-cuted.
Fig. 1: PLC / CNC Overview
Main Function
PA 9000/8000 PLC-CNC Interface
PLC / CNC Interface
12.01.2017 | 21

3.2 Notes
CAUTION!Names Definition
– All the names used in the following descriptionare defined by the files– systemvars.cfglocated under:– C:\Program Files\Power Automation\
IEC1131\IEC1131 EnglThis file may change according to your actualPA software versions.
– In case of doubt, this file has always to bechecked for correct signal names!
CAUTION!Notes for the further signal description– Some of the interface signals are inverted and
called "low-active" signals. Their name endswith the character "n" (lower case), like INE-MERGENCn. They have the meaning "real" iftheir value is 0 (false). The description willrefer to a NOT function.
– The other signals, like IN_START, are "high-active" signals. They have the meaning "real"if their value is 1 (true).
CAUTION!Individual signal description may refer to the"Control Reset" stateThe "Control Reset" state is generated:
– when the CNC is switched on– after loading of new machine parameter values– with a program end code (M2 or M30)
with a manual command via HMI (refer to thePA Operating Manual)
– with the simultaneous action of the keyboard'skeys: [Ctrl] and [R]
– by a PLC command (see " Ä “Mode AdditionalSelection” on page 76")
Any time a Control Reset is active, the CNC givesthis information to the PLC with an interface signal:ON_RESET (see"Ä Chapter 4.2.1.9 “ON_RESET”on page 150" for information about CNC actions incase of "Control Reset".
PA 9000/8000 PLC-CNC Interface
PLC / CNC Interface
12.01.2017 | 22

3.3 TerminologyThe signal interface has a fixed layout, and therefore it has beenexpanded to 128 DWORDs to make all CNC functions available atthe same time.
All the individual signals (BITs) as well as all the signal groups(DWORDs) have predefined symbolic names. All of them are auto-matically defined as Global Variables for the PLC developmenttool, and do not require any further definition in the PLC program.
CAUTION!– The symbolic names for the CNC input signals
and those of their corresponding DWORDsbegin with the letters IN.
– The symbolic names for the CNC output sig-nals and those of their correspondingDWORDs begin with the letters ON.
To ensure an easy reading of the PLC program, itis recommended not to use your own mnemonicnames starting with IN or with ON.
The standard PLC-CNC signal interface is fully predefined for twoCNC stations. This means all interface BITs and all interfaceDWORDs are defined for station 1 and for station 2.
CAUTION!– The input symbolic names for the second CNC
station begin with the letters I2.– The output symbolic names for the second
CNC station begin with the letters O2.
For further stations, station 3 up to station 8, the PLC-CNC signalinterface defines only symbolic names for DWORDs (group of32 bits).
CAUTION!– The input symbolic names of DWORDs for
station 3 to 8 begin resp. with the letters I3 toI8.
– The output symbolic names of DWORDs forstation 3 to 8 begin resp. with the letters O3 toO8.
Signal Interface
Standard PLC-CNC Signal Interface
More Than 2 CNC Stations
PA 9000/8000 PLC-CNC Interface
PLC / CNC Interface
12.01.2017 | 23

PA 9000/8000 PLC-CNC Interface
PLC / CNC Interface
12.01.2017 | 24

4 PLC / CNC - Signal InterfaceThe PLC / CNC signal interface corresponds to a parallel, digitalinterface. Here, mainly single signals are transferred with a directstate or function assignment.
CAUTION!Signal Interface Addressing– Single signals can be individually addressed as
BIT– Single signals are put together in groups of 32,
these groups can be addressed as DWORD
Typical applications are:
n Start and stop of a NC-program processingn Closing and opening of the CNC control loopsn Recognizing of the auxiliary functions („BCD’s“) programmed in
the NC program
CAUTION!The signal interface is made up of two parts:
– CNC inputs: These signals the PLC can onlyspecify and the CNC can only read.
– CNC outputs: These signals the CNC can onlyspecify and the PLC can only read.
CAUTION!Individual signals / grouped signals:
– Many interface signals have individual actionand can be treated individually.
– Other interface signals have meaning that isdependent on other signals; still others must betreated jointly.
An individual note gives explanations each time itis necessary.
General Information
Typical Applications
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 25

CAUTION!Static signals / Dynamic signals:
– By static signals, only the respective currentvalue makes sense.
– By dynamic signals mainly the change of theirvalue is interesting.
An individual note gives explanations each time itis necessary.
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 26

4.1 Single signals from PLC to CNCIn between the existing signals that the PLC can send to the CNC,it is not necessary to take care of all of them.
Only a few of them must be carefully set from the PLC programaccording to the machine situation.
The minimal requirements for signals to be set properly by everyPLC program are listed in Ä Table 1 “Minimal Requirement”on page 27.
Table 1: Minimal RequirementSignal Description See
INEMERGENCn NOT in Emergency Stop Ä Chapter 4.1.1.1 “INEMER-GENCn” on page 32
IN_START Cycle Start Ä Chapter 4.1.1.2 “IN_START”on page 34
IN_STOPn NOT in Cycle Stop Ä Chapter 4.1.1.3 “IN_STOPn(Inverted)” on page 37
IN_TRANSF Allow Execution of Next Block Ä Chapter 4.1.1.4 “IN_TRANSF”on page 39
IN_ENABLE Allow Interpolation Movements Ä Chapter 4.1.1.5 “IN_ENABLE”on page 41
IN_DRIVEON (DWORD) Position Loop Control Ä Chapter 4.1.3 “CNC InputDWORD: IN_DRIVEON”on page 56
IN_DRIVEEN (DWORD) Axes Enable Ä Chapter 4.1.4 “CNC InputDWORD: IN_DRIVEEN”on page 60
IN_HOMING (DWORD) Home Position Cam Switches Ä Chapter 4.1.5 “CNC InputDWORD: IN_HOMING”on page 62
CAUTION!By DWORDS consider only the bits correspondingto the existing number of axes!
Other PLC to CNC signals not listed inÄ Table 1 “Minimal Requirement” on page 27 haveto be used only if the machine functions make itnecessary!
Most of them correspond either to optional PowerAutomation functions or to features that do notexist on every kind of machines, like spindle(s),hand wheels or special machine configuration (5axes, polar, etc.).
Necessary Settings
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 27

The following existing signals (DWORDs) which are sent from thePLC to the CNC are existing in the PLC/CNC-Signal Interface (seeÄ Table 2 “DWORDs” on page 28).
Table 2: DWORDsDWORD See
INGENERAL1 Ä Chapter 4.1.1 “CNC Input DWORD: INGENERAL1” on page 30
INGENERAL2 Ä Chapter 4.1.2 “CNC Input DWORD: INGENERAL2” on page 49
IN_DRIVEON Ä Chapter 4.1.3 “CNC Input DWORD: IN_DRIVEON” on page 56
IN_DRIVEEN Ä Chapter 4.1.4 “CNC Input DWORD: IN_DRIVEEN” on page 60
IN_HOMING Ä Chapter 4.1.5 “CNC Input DWORD: IN_HOMING” on page 62
IN_SWLIMIT Ä Chapter 4.1.6 “CNC Input DWORD: IN_SWLIMIT” on page 64
IN_STRTPOS Ä Chapter 4.1.7 “CNC Input DWORD: IN_STRTPOS” on page 66
IN_CYCLEB Ä Chapter 4.1.8 “CNC Input DWORD: IN_CYCLEB” on page 66
IN_EXTMODE Ä Chapter 4.1.9 “CNC Input DWORD: IN_EXTMODE” on page 68
IN_DISABLE Ä Chapter 4.1.10 “CNC Input DWORD: IN_DISABLE” on page 78
IN_SW_AXES Ä Chapter 4.1.11 “CNC Input DWORD: IN_SW_AXES” on page 79
IN_SPINDLE Ä Chapter 4.1.12 “CNC Input DWORD: IN_SPINDLE” on page 82
IN_PARKING Ä Chapter 4.1.13 “CNC Input DWORD: IN_PARKING” on page 85
IN_MIRROR Ä Chapter 4.1.14 “CNC Input DWORD: IN_MIRROR” on page 87
IN_OVERRIDE Ä Chapter 4.1.15 “CNC Input DWORD: IN_OVERRIDE” on page 89
IN_IPOMVMT Ä Chapter 4.1.16 “CNC Input DWORD: IN_IPOMVMT” on page 91
IN_HDWHEEL Ä Chapter 4.1.17 “CNC Input DWORD: IN_HDWHEEL” on page 94
IN_FAST_IO Ä Chapter 4.1.18 “CNC Input DWORD: IN_FAST_IO” on page 95
INFASTSELECT Ä Chapter 4.1.19 “CNC Input DWORD: INFASTSELECT” on page 97
IN_JPLS Ä Chapter 4.1.20 “CNC Input DWORD: IN_JPLS” on page 99
IN_JMNS Ä Chapter 4.1.21 “CNC Input DWORD: IN_JMNS” on page 101
IN_022 Ä Chapter 4.1.22 “CNC Input DWORD: IN_022” on page 103
IN_023 Ä Chapter 4.1.23 “CNC Input DWORD: IN_023” on page 104
IN_024 Ä Chapter 4.1.24 “CNC Input DWORD: IN_024” on page 105
IN_025 Ä Chapter 4.1.25 “CNC Input DWORD: IN_025” on page 106
IN_026 Ä Chapter 4.1.26 “CNC Input DWORD: IN_026” on page 107
IN_IPR Ä Chapter 4.1.27 “CNC Input DWORD: IN_IPR” on page 108
IN_028 Ä Chapter 4.1.28 “CNC Input DWORD: IN_028” on page 118
IN_FASTM_MASK Ä Chapter 4.1.29 “CNC Input DWORD: IN_FASTM_MASK” on page 119
DWORDs - PLC To CNC
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 28

DWORD See
INTOOL Ä Chapter 4.1.30 “CNC Input DWORD: INTOOL” on page 121
IN_TOOLPLACE Ä Chapter 4.1.31 “CNC Input DWORD: IN_TOOLPLACE” on page 122
IN_TOOLREQ Ä Chapter 4.1.32 “CNC Input DWORD: IN_TOOLREQ” on page 123
IN_033 Ä Chapter 4.1.33 “CNC Input DWORD: IN_033” on page 124
IN_034 Ä Chapter 4.1.34 “CNC Input DWORD: IN_034” on page 125
IN_035 Ä Chapter 4.1.35 “CNC Input DWORD: IN_035” on page 126
IN_036 Ä Chapter 4.1.36 “CNC Input DWORD: IN_036” on page 127
IN_FIVEAXES Ä Chapter 4.1.37 “CNC Input DWORD: IN_FIVEAXES” on page 128
IN_TORQUE_LIMIT Ä Chapter 4.1.38 “CNC Input DWORD: IN_TORQUE_LIMIT” on page 129
IN_IR_RDIO Ä Chapter 4.1.39 “CNC Input DWORD: IN_IR_RDIO” on page 131
IN_IR_EN Ä Chapter 4.1.40 “CNC Input DWORD: IN_IR_EN” on page 132
IN_IR_ACT Ä Chapter 4.1.41 “CNC Input DWORD: IN_IR_ACT” on page 133
IN_OEM1 Ä Chapter 4.1.42 “CNC Input DWORD: IN_OEM1” on page 134
IN_OEM2 Ä Chapter 4.1.43 “CNC Input DWORD: IN_OEM2” on page 135
IN_OEM3 Ä Chapter 4.1.44 “CNC Input DWORD: IN_OEM3” on page 136
IN_CPC2 Ä Chapter 4.1.45 “CNC Input DWORD: IN_CPC2” on page 137
IN_CPC1 Ä Chapter 4.1.46 “CNC Input DWORD: IN_CPC1” on page 138
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 29

4.1.1 CNC Input DWORD: INGENERAL1The following signals belong to the content ofDWORD: INGENERAL1 (see Ä Table 3 “INGENERAL1”on page 30).
Table 3: INGENERAL1Signal Description See
INEMERGENCn NOT in Emergency Stop Ä Chapter 4.1.1.1 “INEMER-GENCn” on page 32
IN_START Cycle Start Ä Chapter 4.1.1.2 “IN_START”on page 34
IN_STOPn NOT in Cycle Stop Ä Chapter 4.1.1.3 “IN_STOPn(Inverted)” on page 37
IN_TRANSF Allow Execution of Next Block Ä Chapter 4.1.1.4 “IN_TRANSF”on page 39
IN_ENABLE Allow Interpolation Movements Ä Chapter 4.1.1.5 “IN_ENABLE”on page 41
IN_NO_HDW_RESET Handwheel active Ä Chapter 4.1.1.6“IN_NO_HDW_RESET”on page 42
IN_001_07 Not used
INPLAYBACK Validation of a point in PlaybackMode
Ä Chapter 4.1.1.7 “IN_PLAY-BACK” on page 42
IN_AFC_EN Activation of Adaptive Feed Con-trol
Ä Chapter 4.1.1.8 “IN_AFC_EN”on page 42
IN_001_10 Not used
IN_001_11 Not used
IN_001_12 Not used
IN_001_13 Not used
IN_001_14 Not used
IN_001_15 Not used
IN_001_16 Not used
IN_001_17 Not used
IN_001_18 Not used
IN_001_19 Not used
IN_BLOCK_DEL Block Delete Function Selection(/)
Ä Chapter 4.1.1.9“IN_BLOCK_DEL /IN_BLOCK_DELn” on page 43IN_BLOCK_DELn
IN_G01_OVERG01 Override Test Mode Selection
Ä Chapter 4.1.1.10“IN_G01_OVER /IN_G01_OVERn” on page 44
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 30

Signal Description See
IN_G01_OVERn
IN_FORWARD Forward / Backward ExecutionSelection
Ä Chapter 4.1.1.11 “IN_FOR-WARD / IN_BACKWARD”on page 45IN_BACKWARD
IN_M1STOPM01 - Optional Stop - Selection
Ä Chapter 4.1.1.12“IN_M1STOP / IN_M1STOPn”on page 46IN_M1STOPn
IN_WITH_MOVE Test With / Without MovementSelection
Ä Chapter 4.1.1.13“IN_WITH_MOVE /IN_WITH_MOVEn” on page 47IN_WITH_MOVEn
IN_PITCHERR Pitch Error Compensation Activa-tion
Ä Chapter 4.1.1.14“IN_PITCHERR / IN_PITCH-ERRn” on page 48IN_PITCHERRn
IN_IGNRMSERR Ignore Measuring System Errors Ä Chapter 4.1.1.15“IN_IGNRMSERR” on page 48
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 31

4.1.1.1 INEMERGENCnThis input signals to the CNC the Emergency Stop state of themachine, usually generated by actuation of Emergency Stop push-buttons or by any safety relay.
Value Description
0 Emergency Stop state is active
1 Emergency Stop state is not active
Value Action in the CNC
0 n Output zero on all axes / spin-dles or D/A outputs
n Lock the CNC emergency staten Stop and lock of any program
executionn Stop of any manual operationn Position loop control is openn Set signals ON_NO_CNTR and
ON_EMERGn Display the status "Emergency
stop" in the standard HMIstatus windows
n Display of machine positions,instead of set positions
0 ® 1 No direct effect
1 No direct effect, emergency stopstate remains locked!
1 ® 0 No direct effect
– The PLC must always send the real currentmachine emergency state to the CNC via thissignal to ensure proper safety functions in theCNC
– The Emergency Stop locking inside the CNCcan only be removed by "Control Reset", oncethe input signal INEMERGENCn has got avalue "1" again.
– During Emergency Stop, the axes position arestill measured. Possible movements occurringduring this state (e.g. manual shifting of axes)will be displayed. Thus a new homing of axesis not necessary after the CNC leaves theEmergency Stop state.
» Continued on the next page
NOT In Emergency Stop
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 32

– The INEMERGENCn signal is not interlockedin the CNC and works always immediately andunconditionally!
– The INEMERGENCn signal does not influencethe CNC safety relay "CNC-Ready".
CAUTION!Starting with PA software version # 3.4.11.1, itbecomes possible to affect the state of the "CNCReady" contact (connector X19 - refer to the PACNC hardware installation manual) according tothe status of the INEMERGENCn input!
– Setting the machine parameter InEStopRea-dyOff to a value different from "0", makes the"CNC Ready" relay drop when the input INE-MERGENCn is set to "FALSE".
– Keeping the default value of the machineparameter InEStopReadyOff ("0"), keeps thestandard behavior of the "CNC Ready" relay,which then depends only on the conditions aslisted in the PA CNC hardware installationmanual.
CNC Ready conditions– The "Power On" relay is switched on.– The watchdog is retriggered, that means the
software is monitored as working properly.– All axes measurement signals are correct.– All axes position loops are under control.– The RMS power supply voltage is within opera-
tion range.– The operating temperature is below +55°C
(+131°F).
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 33

4.1.1.2 IN_STARTWith this CNC input, the PLC instructs the CNC to execute a"start". Such "starts" are unconditionally necessary for automaticcycles execution (NC program, homing cycle, etc.) The CNC is notable to start such cycles on its own.
Value Description
0 Cycle Start not required
1 The PLC requires a Cycle Start
Value Action in the CNC
0 No direct effect
0 ® 1 n Removes the locking of theCycle Stop
n If one of the conditions listed inthe following table is fulfilled,then:– Internal START is executed.– Set signal ON_CYCLEON.– Display the status "CYCLE
ON" in the standard HMIstatus windows.
1 No direct effect
1 ® 0 No direct effect
– Before the PLC sends an IN_START, it mustbe ensured that:– all safety conditions according to valid
standards are fulfilled– the machine is ready for the action that will
be executed after the start– The CNC will not execute an incoming
IN_START, if:– the Emergency Stop locking state is active– the signal IN_STOPn has a value "0"– the test operation mode "Without Move-
ments" is active (the signal ON_NO_CNTRis set)
– the CNC is in the operating mode"Memory"
» Continued on the next page
Cycle Start
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 34

– It is recommended to monitor in the PLC pro-gram that the IN_START request has beenexecuted (e.g. ON_CYCLEON has been set to"1"), and herewith to set the signal IN_STARTback to "0".It is as well possible to generate in the PLCprogram only IN_START pulses, at least aslong as two PLC cycle times.
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 35

START requirements¯
Conditions Effect
CNC in MANUAL mode, INCREMENTAL JOG, andthe movement was interrupted by IN_STOPn (FeedHold)
The interrupted incremental jog is continued
CNC in HOMING mode, in basic conditions, and atleast one axis is homing duty
The homing cycle is started
CNC in HOMING mode, the homing cycle wasstarted, and the movement was interrupted byIN_STOPn (Feed Hold)
The interrupted homing cycle is continued
CNC in AUTO mode, SEQ. BLOCK, in basic condi-tions, and an executable NC program is selected
The program execution is started, as long as NCblock changes are allowed (See Ä Chapter 4.1.1.4“IN_TRANSF” on page 39) and NC block move-ments are allowed (See Ä Chapter 4.1.1.5“IN_ENABLE” on page 41)
CNC in AUTO mode, SINGLE BLOCK, in basicconditions, and an executable NC program isselected
The program execution is started; one block is trans-ferred (if IN_TRANSF =1). The execution of the firstblock will require two IN_START rising edges!
CNC in AUTO mode, MANUAL DATA INPUT, inbasic conditions, and no NC block is active
One block is transferred (if IN_TRANSF =1), even ifthe block is empty. The execution of one singleinstruction will require two IN_START rising edges!Thus it is possible to prepare two MDI instructionsbeing executed with three IN_START rising edges
CNC in AUTO mode, SEQ. BLOCK or SINGLEBLOCK or MANUAL DATA INPUT, and a NC blockwas active and interrupted by IN_STOPn (FeedHold)
The execution of the interrupted block is continued(if IN_ENABLE =1). If in fact the block was alreadydone, a new block is transferred (if IN_TRANSF =1)
CNC in AUTO mode, SEQ. BLOCK or SINGLEBLOCK or MANUAL DATA INPUT, and the execu-tion of NC blocks was interrupted by the codes M0or M1 (program stop; ON_PRG_STP is set)
The execution of the following block is continued (ifIN_TRANSF =1)
CNC in AUTO mode, SEQ. BLOCK and a posi-tioning axis was in movement and interrupted byIN_STOPn (Feed Hold)
The movement of the positioning axis is continued,possibly together to other effects (as mentionedabove)
Start Conditions Table
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 36

4.1.1.3 IN_STOPn (Inverted)With this CNC input, the PLC instructs the CNC to interrupt anymovements (feed hold). This generates a cycle stop locking thatcan be only cancelled by a following IN_START signal rising edge.
Value Description
0 The PLC requires a Cycle Stop(Feed Hold)
1 Cycle Stop (Feed Hold) is notrequired
Value Action in the CNC
0 No signal IN_START can be pro-cessed.
The cycle stop state remainslocked.
0 ® 1 No direct effect.
1 No direct effect.
The cycle stop state remainslocked!
1 ® 0 n Stop of all axes (with themachine pre-defined decelera-tion value), possibly on the pro-grammed path
n Lock the CNC cycle stop staten Set the active federate to 0n Stop of pure NC block transfern Set signals ON_CYCLE_STOPn After deceleration, when all
axes are at a stillstand, resetsignal ON_CYCLEON and setsignal ON_STAND
n Display the status "CYCLESTOP" in the standard HMIstatus windows
NOT In Cycle Stop
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 37

– By active thread cutting (G33, G34) the actionof IN_STOPn is delayed until the active threadcutting is done. It could possibly be delayed onseveral thread cutting consecutive blocks, ifthere is a direct G33/G34 sequence. Thus thesingle way to stop immediately a thread cuttingsequence is to stop the spindle rotation usingtherefore the signal(s) IN_NULLV01 to 06 (seeÄ Chapter 4.1.12.1 “IN_NULLVxx” on page 83)
– IN_STOPn works as well when the test opera-tion mode "Without Movements" is active (thesignal ON_NO_CNTR is set)
– Spindle rotations are not stopped byIN_STOPn. Thus the single way to stop imme-diately a spindle is to stop the spindle rotationusing therefore the signal(s) IN_NULLV01 to06 (see Ä Chapter 4.1.12.1 “IN_NULLVxx”on page 83)Important: The PLC logic should take care ofwaiting for the real standstill of the axes to stopthe spindles (wait for ON_CYCLEON = 0 or forON_STAND = 1)!
– In cycle stop state, the axes position loops arestill closed
– The cycle stop state can be released:– by Control Reset– by IN_START if the test operation mode
"Without Movements" is not active– by the softkey "Start Test" in test operation
mode "Without Movements"
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 38

4.1.1.4 IN_TRANSFWith this CNC input, the PLC allows the CNC to transfer blocksfrom the preparation level to the execution one. If the PLC gives tothis signal a value = 0 the possibly active block will be executed tillits end, but the processing of the following blocks is interrupted.This signal is mainly used for NC program interruption when it isnecessary to wait for an external machine event.
Value Description
0 Transfer of NC blocks is not allowed
1 Transfer of NC blocks is allowed
Value Action in the CNC
0 n A possibly active NC block willbe executed till its end
n Further block execution isstopped
n Stop of all axes (with themachine pre-defined decelera-tion value), at the end of theactive NC block
n Set signals ON_TRANSFn After deceleration, when all
axes are at a stillstand, setsignal ON_STAND(ON_CYCLEON remains = 1)
0 ® 1 If the CNC is in AUTO mode, SEQ.BLOCK, SINGLE BLOCK orMANUAL DATA INPUT, the pos-sible interpolation in the active blockis continued
1 No direct effect
1 ® 0 No direct effect
– The block transfer might not work immediately:– by active Look Ahead (G9), and if the path
speed is too high to allow a proper axesdeceleration before the end position of theactive block; further blocks will be pro-cessed until the zero speed can bereached at the end of a block
– by active thread cutting (G33/G34) directsequence; the sequence will continue untilthe end of the thread cutting sequence
» Continued on the next page
Allow Execution Of Next Block
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 39

– IN_TRANSF is ignored in MANUAL Jogmodes and in HOMING mode
– IN_TRANSF works as well in the test operationmode "Without Movements"
– Movements of positioning axes are not influ-enced by IN_TRANSF
– The signal ON_CYCLEON remains = 1 bymissing IN_TRANSF
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 40

4.1.1.5 IN_ENABLEWith this CNC input, the PLC instructs the CNC to stop the axesmovements during a program execution.
Value Description
0 Interpolation speed is set to zero
1 Interpolation is allowed
Value Action in the CNC
0 n Path interpolation cannot beexecuted
n Stop of all axes (with themachine pre-defined decelera-tion value)
n After deceleration, when allaxes are at a stillstand, setsignal ON_STAND(ON_CYCLEON remains =1)
0 ® 1 If the CNC is in AUTO mode, SEQ.BLOCK, SINGLE BLOCK orMANUAL DATA INPUT the transferof the next block is done and theprogram execution continues.
1 No direct effect
1 ® 0 No direct effect
– With activated thread cutting (G33, G34) theaction of IN_ENABLE is delayed until theactive thread cutting is done. It could possiblybe delayed on several thread cutting consecu-tive blocks, if there is a direct G33/G34sequence. Thus the single way to stop immedi-ately a thread cutting sequence is to stop thespindle rotation using therefore the signalsIN_NULLV01 to IN_NULLV06 (see"IN_SPINDLE", page 52)
– IN_ENABLE is ignored in MANUAL Jogmodes and in HOMING mode
– IN_ENABLE works as well in the test operationmode "Without Movements"
– Movements of positioning axes are not influ-enced by IN_ENABLE
– The signal ON_CYCLEON remains "=1" bymissing IN_ENABLE
Allow Interpolation Movements
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 41

4.1.1.6 IN_NO_HDW_RESETWith this CNC input, the PLC ensures that the handwheel pres-ently selected by this station (e.g. station 1) remains active evenwhen the operator selects another station in display.
Value Description
0 By station deselecting, the hand-wheel will be reset and not activeanymore
1 By station deselecting, the hand-wheel will be kept active with itsactual selection values (axis, factor)
4.1.1.7 IN_PLAYBACKOn the rising edge of this CNC input, when the playback mode isactive, a new NC block, with actual axes positions will be added inthe program being edited.
Value Description
0 No direct effect
0 ® 1 The actual axes positions arefetched and written in a new NCblock.
1 No direct effect
1 ® 0 No direct effect
4.1.1.8 IN_AFC_ENThis input is needed for the option:
n Feed rate override via external analog signal (code 400501)n Refer to the PA Software Function Manual for detailed infor-
mation.
Value Description
0 The feed rate override via analoginterface is not active
1 The feed rate override via analoginterface is active
Handwheel Active
Handwheel Active
Feed Rate Override
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 42

4.1.1.9 IN_BLOCK_DEL / IN_BLOCK_DELnEach of these input pairs allows the PLC to give specific instruc-tions to the CNC, usually done by the operator in the standardHMI. By the same means, it is possible for the PLC to allow or todisable the operator to do the corresponding action in the standardHMI. For each of these pairs there is a positive signal and aninverted signal (mnemonic name ending with the character "n").
Pos. signal Inv. signal Description
0 0 The function can beselected from theHMI
0 1 The function isforced inactive bythe PLC, and cannotbe activated fromthe HMI
1 0 The function isforced active by thePLC, and cannot bedeactivated from theHMI
1 1 The function is notactive, and cannotbe selected in theHMI
Name HMI softkey Function
IN_BLOCK_DEL AUTO
S3 Prog. Process 2
S1 Block delete (/)
Select / Deselectthe "optional block"function. (blockswith a "/" before theblock number)Feedback via "ON_BLOCK_DEL"
Block Delete Function Selection
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 43

4.1.1.10 IN_G01_OVER / IN_G01_OVERnEach of these input pairs allows the PLC to give specific instruc-tions to the CNC, usually done by the operator in the standardHMI. By the same means, it is possible for the PLC to allow or todisable the operator to do the corresponding action in the standardHMI. For each of these pairs there is a positive signal and aninverted signal (mnemonic name ending with the character "n").
Pos. signal Inv. signal Description
0 0 The function can beselected from theHMI
0 1 The function isforced inactive bythe PLC, and cannotbe activated fromthe HMI
1 0 The function isforced active by thePLC, and cannot bedeactivated from theHMI
1 1 The function is notactive, and cannotbe selected in theHMI
Name HMI softkey Function
IN_G01_OVER AUTO
S5 Program test
S5 G01 Override
Activate / Deactivatethe test mode "G01Override" (programtest is done in rapid)Feedback via "ON_G1_OVER"
G01 Override Test Mode Selection
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 44

4.1.1.11 IN_FORWARD / IN_BACKWARDEach of these input pairs allows the PLC to give specific instruc-tions to the CNC, usually done by the operator in the standardHMI. By the same means, it is possible for the PLC to allow or todisable the operator to do the corresponding action in the standardHMI. For each of these pairs there is a positive signal and aninverted signal (mnemonic name ending with the character "n").
Pos. signal Inv. signal Description
0 0 The function can beselected from theHMI
0 1 The function isforced inactive bythe PLC, and cannotbe activated fromthe HMI
1 0 The function isforced active by thePLC, and cannot bedeactivated from theHMI
1 1 The function is notactive, and cannotbe selected in theHMI
Name HMI softkey Function
IN_FORWARD AUTO
S4 Backward
Select the forwardor the backwardexecution of NCprogram Feedbackvia "ON_ BACKW"
Forward / Backward ExecutionSelection
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 45

4.1.1.12 IN_M1STOP / IN_M1STOPnEach of these input pairs allows the PLC to give specific instruc-tions to the CNC, usually done by the operator in the standardHMI. By the same means, it is possible for the PLC to allow or todisable the operator to do the corresponding action in the standardHMI. For each of these pairs there is a positive signal and aninverted signal (mnemonic name ending with the character "n").
Pos. signal Inv. signal Description
0 0 The function can beselected from theHMI
0 1 The function isforced inactive bythe PLC, and cannotbe activated fromthe HMI
1 0 The function isforced active by thePLC, and cannot bedeactivated from theHMI
1 1 The function is notactive, and cannotbe selected in theHMI
Name HMI softkey Function
IN_M1STOP AUTO
S3 Prog. Process 2
S2 Opt. halt (M1)
Select / Deselectthe optional stopfunction (blocks witha M1 code) Feed-back via "ON_M1STOP"
M01 - Optional Stop - Selection
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 46

4.1.1.13 IN_WITH_MOVE / IN_WITH_MOVEnEach of these input pairs allows the PLC to give specific instruc-tions to the CNC, usually done by the operator in the standardHMI. By the same means, it is possible for the PLC to allow or todisable the operator to do the corresponding action in the standardHMI. For each of these pairs there is a positive signal and aninverted signal (mnemonic name ending with the character "n").
Pos. signal Inv. signal Description
0 0 The function can beselected from theHMI
0 1 The function isforced inactive bythe PLC, and cannotbe activated fromthe HMI
1 0 The function isforced active by thePLC, and cannot bedeactivated from theHMI
1 1 The function is notactive, and cannotbe selected in theHMI
Name HMI softkey Function
IN_WITH_MOVE AUTO
S5 Program test
S4/S3 with / withoutmovement
Activate / Deactivatethe axes move-ments during pro-gram execution.Feedback via"ON_WITH_MOVE"
Test With / Without MovementSelection
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 47

4.1.1.14 IN_PITCHERR / IN_PITCHERRnEach of these input pairs allows the PLC to give specific instruc-tions to the CNC, usually done by the operator in the standardHMI. By the same means, it is possible for the PLC to allow or todisable the operator to do the corresponding action in the standardHMI. For each of these pairs there is a positive signal and aninverted signal (mnemonic name ending with the character "n").
Pos. signal Inv. signal Description
0 0 The function can beselected from theHMI
0 1 The function isforced inactive bythe PLC, and cannotbe activated fromthe HMI
1 0 The function isforced active by thePLC, and cannot bedeactivated from theHMI
1 1 The function is notactive, and cannotbe selected in theHMI
Name HMI softkey Function
IN_PITCHERR SETUP
S2 Machine Setup
S7 Pitch error comp.
Activate / Deactivatethe pitch error com-pensation Feedbackvia "ON_PITCHERR"
4.1.1.15 IN_IGNRMSERRWith this CNC input, the PLC prevents of axes measuring errors.As long as this signal is set, axes measuring errors generated bythe hardware supervisor will be ignored by the software.
Value Description
0 Axes measuring error detection isactive
1 Axes measuring error detection isnot active
Pitch Error Compensation Activa-tion
Axes Measuring Errors
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 48

4.1.2 CNC Input DWORD: INGENERAL2The following signals belong to the content ofDWORD: INGENERAL2 (see Ä Table 4 “INGENERAL2”on page 49).
Table 4: INGENERAL2Signal Description See
IN_REPEAT
Reserved for EDM Function(option - Discharge machines)
Ä Chapter 4.1.2.1 “IN_REPEAT”on page 50
IN_INTERVA Ä Chapter 4.1.2.2 “IN_INTERVA”on page 50
IN_INSPECT Ä Chapter 4.1.2.3 “IN_INSPECT”on page 50
IN_BCDSTRB2_FWD BCD code output in Forward Ä Chapter 4.1.2.4“IN_BCDSTRB2_FWD”on page 51
IN_BCDSTRB2_BW BCD code output in Backward Ä Chapter 4.1.2.5“IN_BCDSTRB2_BW” on page 51
IN_002_06 Not used
IN_002_07 Not used
IN_002_08 Not used
IN_MIRR_STROBE Valid Strobe for Axes Mirroringfrom PLC
Ä Chapter 4.1.14 “CNC InputDWORD: IN_MIRROR”on page 87
IN_PLC_NO_RETREAT Move_Interpolating_Axis endingstrategy
Ä Chapter 4.1.2.6“IN_PLC_NO_RETREAT”on page 52
IN_ALARM_STOP Activate the "alarm stop" mode Ä Chapter 4.1.2.7“IN_ALARM_STOP” on page 53
IN_002_12 Not used
IN_002_13 Not used
IN_002_14 Not used
IN_002_15 Not used
IN_PLC_MOV_NO_OVR Move_Interpolating_Axis overridestrategy
Ä Chapter 4.1.2.8“IN_PLC_MOV_NO_OVR”on page 54
IN_DIS_ENABLE Activate Distance Control Func-tion
Ä Chapter 4.1.2.9“IN_DIS_ENABLE” on page 55
IN_002_18 Not used
IN_002_19 Not used
IN_002_20 Not used
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 49

Signal Description See
IN_002_21 Not used
IN_002_22 Not used
IN_002_23 Not used
IN_002_24 Not used
IN_002_25 Not used
IN_002_26 Not used
IN_002_27 Not used
IN_002_28 Not used
IN_002_29 Not used
IN_002_30 Not used
IN_002_31 Not used
IN_002_32 Not used
4.1.2.1 IN_REPEATThis input is needed for the optional function:n EDM – Discharge Machinen Refer to the PA Software Function Manual for detailed infor-
mation.
4.1.2.2 IN_INTERVAThis input is needed for the optional function:n EDM – Discharge Machinen Refer to the PA Software Function Manual for detailed infor-
mation.
4.1.2.3 IN_INSPECTThis input is needed for the optional function:n EDM – Discharge Machinen Refer to the PA Software Function Manual for detailed infor-
mation.
EDM Function
EDM Function
EDM Function
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 50

4.1.2.4 IN_BCDSTRB2_FWDBy default the CNC does output programmed BCD-code to thePLC only by the first NC-block processing. While executing theNC-blocks in backward direction and after return to forward direc-tion, the BCD-codes will not be output again.
When it is useful to get the BCD-codes again during backward orforward execution of NC-blocks, the PLC can request it with thesetwo signals.
Value Description
0 BCD-codes will be output to thePLC only during the first NC-blockprocessing
1 BCD-codes will be given to the PLCagain, after a backward movement,when forward execution isrestarted.
For detailed information about how BCD-codes areoutput to the PLC: See Ä Chapter 4.2.3 “BCD Pro-cessing” on page 165.
4.1.2.5 IN_BCDSTRB2_BWBy default the CNC does output programmed BCD-code to thePLC only by the first NC-block processing. While executing theNC-blocks in backward direction and after return to forward direc-tion, the BCD-codes will not be output again.
When it is useful to get the BCD-codes again during backward orforward execution of NC-blocks, the PLC can request it with thesetwo signals.
Value Description
0 BCD-codes will not be output to thePLC during backward NC-block pro-cessing
1 BCD-codes will be output to thePLC during backward NC-block pro-cessing
For detailed information about how BCD-codes areoutput to the PLC: See Ä Chapter 4.2.3 “BCD Pro-cessing” on page 165.
BCD Code Output In Forward
BCD code output in Backward
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 51

4.1.2.6 IN_PLC_NO_RETREATThis input allows the PLC to select an ending strategy for the PLCfunction Move_Interpolating_Axis (see Ä Chapter 4.1.16 “CNCInput DWORD: IN_IPOMVMT” on page 91).
Value Description
0 By end of the Move_Interpo-lating_Axis, the axis will retreat toits last position before the call of thefunction.
1 By end of the Move_Interpo-lating_Axis, the axis will stay in theposition reached with the call of thefunction, and the program will bereinterpreted.
When ending the function without moving back tothe path, the part program is interpreted again fromthe current active block. In the HMI this block ismoved to passive level and CYCLE OFF is set. Tocontinue the part program, the PLC must sendIN_START signal to CNC.
Move_Interpolating_Axis endingstrategy
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 52

4.1.2.7 IN_ALARM_STOPFor safety reasons, the machine might have to stop under control(not in emergency stop) with higher acceleration values than thenominal ones. This signal works basically like the IN_STOP signal,but it is not inverted.
Value Action in the CNC
0 No direct effect.
The cycle stop state remainslocked!
0 ® 1 n Stop of all axes with themachine pre-defined alarm stopdeceleration value.
n Lock the CNC cycle stop state.n Set the active federate to 0.n Stop of pure NC block transfer.n Set signals ON_CYCLE_STOP.n After deceleration, when all
axes are at a stillstand, resetsignal ON_CYCLEON and setsignal ON_STAND.
n Display the status "CYCLESTOP" in the standard HMIstatus windows.
1 No signal IN_START can be pro-cessed. The cycle stop stateremains locked.
1 ® 0 No direct effect
– By active thread cutting (G33, G34) the actionof IN_ALARM_STOP is delayed until theactive thread cutting is done. It could possiblybe delayed on several thread cutting consecu-tive blocks if there is a direct G33/G34sequence. Thus the single way to stop immedi-ately a thread cutting sequence is to stop thespindle rotation using therefore the signal(s)IN_NULLV01 to IN_NULLV06 (See Ä Chapter4.1.12 “CNC Input DWORD: IN_SPINDLE”on page 82).
– IN_ALARM_STOP works as well when the testoperation mode "Without Movements" is active(the signal ON_NO_CNTR is set).
» Continued on the next page
Activate The "Alarm Stop" Mode
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 53

– Spindle rotations are not stopped byIN_ALARM_STOP. Thus the single way tostop immediately a spindle is to stop thespindle rotation using therefore the signal(s)IN_NULLV01 to IN-NULLV06 (See Ä Chapter4.1.12 “CNC Input DWORD: IN_SPINDLE”on page 82).Important: The PLC logic should take care ofwaiting for the real standstill of the axes to stopthe spindles (wait for ON_CYCLEON = 0 or forON_STAND = 1)!
– In cycle stop state, the axes position loops arestill closed.
– The cycle stop state can be released:– by Control Reset– by IN_START if the test operation mode
"Without Movements" is not active– by the softkey "Start Test" in test operation
mode "Without Movements"
– The deceleration values in case of an alarmstop are defined by the machine parameters:– AlarmStopAccelFactor– AlarmStopGainFactor
4.1.2.8 IN_PLC_MOV_NO_OVRThis input allows the PLC to determine if feed override should beactive or not during a movement done with the PLC functionMove_Interpolating_Axis (See Ä Chapter 4.1.16 “CNC InputDWORD: IN_IPOMVMT” on page 91).
Value Description
0 During a Move_Interpolating_Axismovement, the feed override isactive. The movement speeddepends on the programmed speedand on the feed override value.
1 During a Move_Interpolating_Axismovement, the feed cannot beoverridden. It is executed at the pro-grammed speed.
Move_Interpolating_Axis overridestrategy
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 54

4.1.2.9 IN_DIS_ENABLEThis input is needed for the optional function:n Distance Regulation (code 400409 or 400410)n Refer to the PA Software Function Manual for detailed infor-
mation.
Value Description
0 Distance regulation is frozen:
n It keeps the compensation valuebuilt up till then.
1 Distance regulation is performed (ifalready enabled by the proper BCDcode in the part program)
Activate Distance Control Function
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 55

4.1.3 CNC Input DWORD: IN_DRIVEONWith this CNC input, the PLC instructs the CNC to close the posi-tion control loop of each axis.
CAUTION!In case of digital interface toward the axes drivesPA SDITM drives or SERCOSTM drives, the CNCsystem will send an "enable" command to thedrives when these inputs are set "1" (true).
See Ä Chapter 4.2.9 “CNC Output DWORD:ONREADY” on page 181.
The following signals belong to the content ofDWORD: IN_DRIVEON (see Ä Table 5 “IN_DRIVEON”on page 56).
All meanings and actions listed below are done for the axis corre-sponding to the corresponding bit. Depending on the machine'srequirements, several bits might be changed at the same time.
Table 5: IN_DRIVEONSignal Description Signal Description
IN_DRON01 Close position loop axis#1
IN_DRON17 Close position loop axis#17
IN_DRON02 Close position loop axis#2
IN_DRON18 Close position loop axis#18
IN_DRON03 Close position loop axis#3
IN_DRON19 Close position loop axis#19
IN_DRON04 Close position loop axis#4
IN_DRON20 Close position loop axis#20
IN_DRON05 Close position loop axis#5
IN_DRON21 Close position loop axis#21
IN_DRON06 Close position loop axis#6
IN_DRON22 Close position loop axis#22
IN_DRON07 Close position loop axis#7
IN_DRON23 Close position loop axis#23
IN_DRON08 Close position loop axis#8
IN_DRON24 Close position loop axis#24
IN_DRON09 Close position loop axis#9
IN_DRON25 Close position loop axis#25
IN_DRON10 Close position loop axis#10
IN_DRON26 Close position loop axis#26
IN_DRON11 Close position loop axis#11
IN_DRON27 Close position loop axis#27
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 56

Signal Description Signal Description
IN_DRON12 Close position loop axis#12
IN_DRON28 Close position loop axis#28
IN_DRON13 Close position loop axis#13
IN_DRON29 Close position loop axis#29
IN_DRON14 Close position loop axis#14
IN_DRON30 Close position loop axis#30
IN_DRON15 Close position loop axis#15
IN_DRON31 Close position loop axis#31
IN_DRON16 Close position loop axis#16
IN_DRON32 Close position loop axis#32
See Ä Chapter 4.1.3.1 “IN_DRONxx” on page 58.
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 57

4.1.3.1 IN_DRONxx
Value Description
0 Open the position control loop
1 Close the position control loop
Value Action in the CNC
0 n Open the position control loop,and thus set the analog axisoutput to 0V
n Display the status "Drive Onmissing" in the standard HMIstatus windows (If there is noEmergency Stop condition)
n Display of machine positions,instead of set positions
n Set signal ON_POS_xx of theaxis (excepted if the test mode"Without Movements" is active)
0 ® 1 n When not in Emergency Stop,the geometric preparation issynchronized with the actualmachine position of all axes
n When not in test mode "WithoutMovements", close the positionloop of the axis on the effectiveactual machine position
n By digital drive interface only:send "enable" command to thedrives
1 When Homing mode is active,same effects as for the transition0®1
1 ® 0 No direct effect
– If the CNC is in AUTO mode, SEQ. BLOCK,SINGLE BLOCK or MANUAL DATA INPUT atransition 0®1 of one of these bits should onlybe done– OR if yet no NC blocks have been pro-
cessed– OR if this occurs as a NC block is active in
which a specified M-code is programmed.The value of this M-code is predefined bymachine parameter (DriveOnAppl).
» Continued on the next page
Close The Position Control Loop
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 58

Refer to the PA Programming Manual formore explanation.Otherwise the transition 0®1 of one ofthese bits, due to the synchronization ofthe geometry preparation and possible nonexecution of already prepared blocks, itmay occur CNC error messages as well asaxes movements and/or PLC actions, all ofthem not expected by the NC programmer
– By Gantry axes, the position loop control bit ofany of the two gantry axes has the describedeffects on both axes!
– The signal ON_NO_CNTR is not set when one(or more) of the position loop control bit(s)is/are missing.
– An axis with missing position loop control bitwill cause no error if this axis is programmed inthe active NC program. It will only result in anon executed movement.
– A spindle, even when an axis output interfaceis used, is not influenced by the control loopcontrol bit.
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 59

4.1.4 CNC Input DWORD: IN_DRIVEENWith this CNC input, the PLC allows individual axis movements inthe MANUAL operation mode (as well in continuous jog, incre-mental jog or handwheel jog, as during the homing cycle).
The following signals belong to the content ofDWORD: IN_DRIVEEN (see Ä Table 6 “IN_DRIVEEN”on page 60).
All meanings and actions listed below are done for the axis corre-sponding to the corresponding bit. Depending on the machine'srequirements, several bits might be changed at the same time.
Table 6: IN_DRIVEENSignal Description Signal Description
IN_DREN01 Feed enable of axis #1 IN_DREN17 Feed enable of axis #17
IN_DREN02 Feed enable of axis #2 IN_DREN18 Feed enable of axis #18
IN_DREN03 Feed enable of axis #3 IN_DREN19 Feed enable of axis #19
IN_DREN04 Feed enable of axis #4 IN_DREN20 Feed enable of axis #20
IN_DREN05 Feed enable of axis #5 IN_DREN21 Feed enable of axis #21
IN_DREN06 Feed enable of axis #6 IN_DREN22 Feed enable of axis #22
IN_DREN07 Feed enable of axis #7 IN_DREN23 Feed enable of axis #23
IN_DREN08 Feed enable of axis #8 IN_DREN24 Feed enable of axis #24
IN_DREN09 Feed enable of axis #9 IN_DREN25 Feed enable of axis #25
IN_DREN10 Feed enable of axis #10 IN_DREN26 Feed enable of axis #26
IN_DREN11 Feed enable of axis #11 IN_DREN27 Feed enable of axis #27
IN_DREN12 Feed enable of axis #12 IN_DREN28 Feed enable of axis #28
IN_DREN13 Feed enable of axis #13 IN_DREN29 Feed enable of axis #29
IN_DREN14 Feed enable of axis #14 IN_DREN30 Feed enable of axis #30
IN_DREN15 Feed enable of axis #15 IN_DREN31 Feed enable of axis #31
IN_DREN16 Feed enable of axis #16 IN_DREN32 Feed enable of axis #32
See Ä Chapter 4.1.4.1 “IN_DRENxx” on page 61.
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 60

4.1.4.1 IN_DRENxx
Value Description
0 Axis movement is not allowed
1 Axis movement is allowed
Value Action in the CNC
0 Any manual or homing movementof the axis is not allowed
0 ® 1 If any manual movement is pres-ently requested, as well during thehoming cycle, as if a manual jog iscommanded (by the operator), themovement is started and the signalON_CYCLEON is set.
1 No direct effect
1 ® 0 If any manual movement is pres-ently executed, as well during thehoming cycle, as if a manual jog iscommanded (by the operator), themovement is stopped (with themachine pre-defined decelerationvalue).
– In the AUTO operation modes, the feed enablecontrol bits have influence only:– on positioning axes– on the programmed homing cycle (G74)
– The feed enable control bits are valid even inthe test operation mode "Without Movements"
– A spindle, even when an axis output interfaceis used, is not influenced by the feed enablecontrol bit.
For given PA software functions, like "TangentialTracking" (code 400407), or "Distance Regulation(code 400409 or 400410), because these functionsare generating movements of axes that are notlisted in the program, the IN_DRENxx signal ofindividual axes is necessary even in AUTO mode.
Individual Axis Movements
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 61

4.1.5 CNC Input DWORD: IN_HOMINGOn these inputs the PLC must only copy the status of the switch onthe cam for homing cycle.
The following signals belong to the content ofDWORD: IN_HOMING (see Ä Table 7 “IN_HOMING” on page 62).
All meanings and actions listed below are done for the axis corre-sponding to the corresponding bit. Depending on the machine'srequirements, several bits might be changed at the same time.
Table 7: IN_HOMINGSignal Description Signal Description
IN_HOME01n Axis #1 is out of thehoming cam
IN_HOME17n Axis #17 is out of thehoming cam
IN_HOME02n Axis #2 is out of thehoming cam
IN_HOME18n Axis #18 is out of thehoming cam
IN_HOME03n Axis #3 is out of thehoming cam
IN_HOME19n Axis #19 is out of thehoming cam
IN_HOME04n Axis #4 is out of thehoming cam
IN_HOME20n Axis #20 is out of thehoming cam
IN_HOME05n Axis #5 is out of thehoming cam
IN_HOME21n Axis #21 is out of thehoming cam
IN_HOME06n Axis #6 is out of thehoming cam
IN_HOME22n Axis #22 is out of thehoming cam
IN_HOME07n Axis #7 is out of thehoming cam
IN_HOME23n Axis #23 is out of thehoming cam
IN_HOME08n Axis #8 is out of thehoming cam
IN_HOME24n Axis #24 is out of thehoming cam
IN_HOME09n Axis #9 is out of thehoming cam
IN_HOME25n Axis #25 is out of thehoming cam
IN_HOME10n Axis #10 is out of thehoming cam
IN_HOME26n Axis #26 is out of thehoming cam
IN_HOME11n Axis #11 is out of thehoming cam
IN_HOME27n Axis #27 is out of thehoming cam
IN_HOME12n Axis #12 is out of thehoming cam
IN_HOME28n Axis #28 is out of thehoming cam
IN_HOME13n Axis #13 is out of thehoming cam
IN_HOME29n Axis #29 is out of thehoming cam
IN_HOME14n Axis #14 is out of thehoming cam
IN_HOME30n Axis #30 is out of thehoming cam
IN_HOME15n Axis #15 is out of thehoming cam
IN_HOME31n Axis #31 is out of thehoming cam
IN_HOME16n Axis #16 is out of thehoming cam
IN_HOME32n Axis #32 is out of thehoming cam
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 62

See Ä Chapter 4.1.5.1 “IN_HOMExx” on page 63.
4.1.5.1 IN_HOMExx
Value Description
0 The axis is on the cam
1 The axis is out of the cam
– This signal is used only during the homingcycle
– The internal logic requires a contact normallyclosed that opens when the machine runs overthe cam
Home Position Cam Switches
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 63

4.1.6 CNC Input DWORD: IN_SWLIMITWith these inputs the PLC can select for each axis a second set ofsoftware limits.
The following signals belong to the content ofDWORD: IN_SWLIMIT (see Ä Table 8 “IN_SWLIMIT”on page 64).
All meanings and actions listed below are done for the axis corre-sponding to the corresponding bit. Depending on the machine'srequirements, several bits might be changed at the same time.
Table 8: IN_SWLIMITSignal Description Signal Description
IN_LIMIT01 The second set of soft-ware limits is valid foraxis #1
IN_LIMIT17 The second set of soft-ware limits is valid foraxis #17
IN_LIMIT02 The second set of soft-ware limits is valid foraxis #2
IN_LIMIT18 The second set of soft-ware limits is valid foraxis #18
IN_LIMIT03 The second set of soft-ware limits is valid foraxis #3
IN_LIMIT19 The second set of soft-ware limits is valid foraxis #19
IN_LIMIT04 The second set of soft-ware limits is valid foraxis #4
IN_LIMIT20 The second set of soft-ware limits is valid foraxis #20
IN_LIMIT05 The second set of soft-ware limits is valid foraxis #5
IN_LIMIT21 The second set of soft-ware limits is valid foraxis #21
IN_LIMIT06 The second set of soft-ware limits is valid foraxis #6
IN_LIMIT22 The second set of soft-ware limits is valid foraxis #22
IN_LIMIT07 The second set of soft-ware limits is valid foraxis #7
IN_LIMIT23 The second set of soft-ware limits is valid foraxis #23
IN_LIMIT08 The second set of soft-ware limits is valid foraxis #8
IN_LIMIT24 The second set of soft-ware limits is valid foraxis #24
IN_LIMIT09 The second set of soft-ware limits is valid foraxis #9
IN_LIMIT25 The second set of soft-ware limits is valid foraxis #25
IN_LIMIT10 The second set of soft-ware limits is valid foraxis #10
IN_LIMIT26 The second set of soft-ware limits is valid foraxis #26
IN_LIMIT11 The second set of soft-ware limits is valid foraxis #11
IN_LIMIT27 The second set of soft-ware limits is valid foraxis #27
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 64

Signal Description Signal Description
IN_LIMIT12 The second set of soft-ware limits is valid foraxis #12
IN_LIMIT28 The second set of soft-ware limits is valid foraxis #28
IN_LIMIT13 The second set of soft-ware limits is valid foraxis #13
IN_LIMIT29 The second set of soft-ware limits is valid foraxis #29
IN_LIMIT14 The second set of soft-ware limits is valid foraxis #14
IN_LIMIT30 The second set of soft-ware limits is valid foraxis #30
IN_LIMIT15 The second set of soft-ware limits is valid foraxis #15
IN_LIMIT31 The second set of soft-ware limits is valid foraxis #31
IN_LIMIT16 The second set of soft-ware limits is valid foraxis #16
IN_LIMIT32 The second set of soft-ware limits is valid foraxis #32
See Ä Chapter 4.1.6.1 “IN_LIMITxx” on page 65.
4.1.6.1 IN_LIMITxx
Value Description
0 The first set of axis software limits isvalid
1 The second set of axis softwarelimits is valid
– The first set of software limits is defined by themachine parameters:– SoftwareLimitPlus– SoftwareLimitMinus
– The second set of software limits is defined bythe machine parameters:– SoftwareLimitPlus2– SoftwareLimitMinus2
Second Set Of Software Limits
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 65

4.1.7 CNC Input DWORD: IN_STRTPOS
CAUTION!This feature and this DWORD are not supportedanymore, and therefore have no meaning.
– For axis movement commanded by thePLC, use the PLC functions:– Move_Interpolating_Axis– Move_Positioning_Axis
4.1.8 CNC Input DWORD: IN_CYCLEBThese 8 single bits to be set or reset by the PLC allows it to influ-ence the behavior of NC programs using "cycle parameters pro-gramming".
The following signals belong to the content ofDWORD: IN_CYCLEB (see Ä Table 9 “IN_CYCLEB” on page 66).
Table 9: IN_CYCLEBSignal Description Signal Description
IN_CYCB_01
Bits for direct dialogbetween Cycle programand PLC
Only the first 8 bits areavailable
Refer to the PA program-ming manual, section"cycle programming"
IN_CYCB_17 Not used
IN_CYCB_02 IN_CYCB_18 Not used
IN_CYCB_03 IN_CYCB_19 Not used
IN_CYCB_04 IN_CYCB_20 Not used
IN_CYCB_05 IN_CYCB_21 Not used
IN_CYCB_06 IN_CYCB_22 Not used
IN_CYCB_07 IN_CYCB_23 Not used
IN_CYCB_08 IN_CYCB_24 Not used
IN_CYCB_09 Not used IN_CYCB_25 Not used
IN_CYCB_10 Not used IN_CYCB_26 Not used
IN_CYCB_11 Not used IN_CYCB_27 Not used
IN_CYCB_12 Not used IN_CYCB_28 Not used
IN_CYCB_13 Not used IN_CYCB_29 Not used
IN_CYCB_14 Not used IN_CYCB_30 Not used
IN_CYCB_15 Not used IN_CYCB_31 Not used
IN_CYCB_16 Not used IN_CYCB_32 Not used
See Ä Chapter 4.1.8.1 “IN_CYCB_xx” on page 67.
Contents
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 66

4.1.8.1 IN_CYCB_xx
Value Description
0 The effect of each of these bitsdepends only of the currently activeNC program itself1
– These bits can only be set or reset by the PLC.The NC program cannot change their status.
– Each PLC signal corresponds to a cycle pro-gram symbolic name:– IN_CYCB_01 ® IB1– IN_CYCB_02 ® IB2– IN_CYCB_03 ® IB3– IN_CYCB_04 ® IB4– IN_CYCB_05 ® IB5– IN_CYCB_06 ® IB6– IN_CYCB_07 ® IB7– IN_CYCB_08 ® IB8
– See Ä Chapter 4.2.7 “CNC Output DWORD:ONCYCBYTE” on page 177.
Behavior Of NC Programs
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 67

4.1.9 CNC Input DWORD: IN_EXTMODEThis DWORD is divided in two different 16 bit WORDs. The first ofthem (bit 1 to 16) allows the PLC to select NC operating modes(e.g. MANUAL or AUTO), the second one (bit 17 to 32) allows thePLC to select some NC programs.
The following signals belong to the content ofDWORD: IN_EXTMODE (see Ä Table 10 “IN_EXTMODE”on page 68).
Table 10: IN_EXTMODESignal Description Signal Description
IN_EXT_01 NC Mode selection IN_EXT_17 NC Program Selection
IN_EXT_02 NC Mode selection IN_EXT_18 NC Program Selection
IN_EXT_03 NC Mode selection IN_EXT_19 NC Program Selection
IN_EXT_04 NC Mode selection IN_EXT_20 NC Program Selection
IN_EXT_05 NC Mode selection IN_EXT_21 NC Program Selection
IN_EXT_06 NC Mode selection IN_EXT_22 NC Program Selection
IN_EXT_07 NC Mode selection IN_EXT_23 NC Program Selection
IN_EXT_08 NC Mode selection IN_EXT_24 NC Program Selection
IN_EXT_09 NC Mode selection IN_EXT_25 NC Program Selection
IN_EXT_10 NC Mode selection IN_EXT_26 NC Program Selection
IN_EXT_11 Not used IN_EXT_27 NC Program Selection
IN_EXT_12 Not used IN_EXT_28 NC Program Selection
IN_EXT_13 Not used IN_EXT_29 NC Program Selection
IN_EXT_14 Not used IN_EXT_30 NC Program Selection
IN_EXT_15 Not used IN_EXT_31 NC Program Selection
IN_EXT_16 Not used IN_EXT_32 NC Program Selection
See Ä Chapter 4.1.9.1 “External Mode Selection” on page 69,Ä Chapter 4.1.9.2 “Manual Mode Selection” on page 71,Ä Chapter 4.1.9.3 “Extended Mode Selection” on page 74 andÄ Chapter 4.1.9.4 “External Program Selection” on page 78.
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 68

CAUTION!Depending on the situation, some bits might haveno operational meaning.
Therefore in the functional tables, the following ter-minology will apply:
– 0: the bit has the value 0– 1: the bit has the value 1– x: the bit's value is not relevant
4.1.9.1 External Mode SelectionThe function "External Mode Selection" has three basic states:
n Inactiven Selection in the CNC MANUAL moden Extended mode selection
These states are defined with the three first bits of the "ExternalMode Selection" word (see Ä Table 11 “States” on page 69).
Table 11: States10 9 8 7 6 5 4 3 2 1 Result
x x x x x x x
0 0 0 Inactive
x x 1 MANUAL mode
1 1 0 Extended selection
External Mode Selection
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 69

Basically every time the PLC requires an external mode selection,the CNC will give feedback for effective mode selection or will indi-cate an error situation if the present machine and NC situationdoes not allow the requested selection.
CAUTION!For some of the selected modes, there are directoutput bits of the NC confirming the selection:
– e.g. ON_AUTO, ON_JOG_CONTFor description see Ä Chapter 4.2 “Single signalsfrom CNC to PLC” on page 139.
CAUTION!Additionally there is an output DWORD calledONEXTMODE that mirrors exactly the PLC requestas long as the request can be executed. Thus,using this NC output, the PLC can check if therequested command is executed or not:
– if ONEXTMODE ¹ IN_EXTMODE: selectionnot yet done or not possible
– if ONEXTMODE = IN_EXTMODE: selectiondone
See Ä Chapter 4.2.8 “CNC Output DWORD:ONEXTMODE” on page 179.
Feedback
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 70

4.1.9.2 Manual Mode SelectionThe WORD for external mode selection allows selection inMANUAL mode:
n Activate the MANUAL mode (bit 1)n Select the direction of move (bit 2 + 3)n Select the speed of the move or the handwheel factor (bit 4
+ 5)n Select one axis (bit 6 to 10)
CAUTION!This selection does only allow selecting either ajog movement, or a handwheel movement.
In case of a jog movement, it is possible to deter-mine first if this movement has to be done in con-tinuous jog mode, or in incremental jog mode.
This choice can be done using the functionality ofIN_EXTMODE under "Extended selection" condi-tions. Description in the next steps.
Table 12: Single Bit Meaning Table10 9 8 7 6 5 4 3 2 1 Result
1 MANUAL mode
0 0 No movement
0 1 Movement in plus direction
1 0 Movement in minus direction
1 1 Handwheel selection
0 0 Jog speed #1 or Jog increment #1
0 1 Jog speed #2 or Jog increment #2
1 0 Jog speed #3 or Jog increment #3
1 1 Jog speed #4 or Jog increment #4
0 0 Handwheel factor #1
0 1 Handwheel factor #2
1 0 Handwheel factor #3
1 1 Handwheel factor #4
0 0 0 0 0 Axis #1
0 0 0 0 1 Axis #2
0 0 0 1 0 Axis #3
Manual Mode Selection
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 71

10 9 8 7 6 5 4 3 2 1 Result
... ... ... ... ... ...
1 1 1 1 1 Axis #32
Move axis #4 in minus with feed #2 => IN_EXTMODE = 2#0001101101 or = 109 (dec)
Move axis #1 in plus with feed #1 => IN_EXTMODE = 2#0000000011 or = 3 (dec)
Select axis #2 with feed #2 but don’t move => IN_EXTMODE = 2#0000110001 or = 49 (dec)
Select axis #3 hand wheel mode with factor #3 => IN_EXTMODE = 2#0001010111 or = 87 (dec)
– The values for Jog Speed #1 to #4 are definedby the machine parameter ExtModeManFeed,index 1 to 4.
– The values for Jog Increment #1 to #4 aredefined by the machine parameter ExtMode-JogInkr, index 1 to 4.
– The values for Handwheel Factor #1 to #4 aredefined by the machine parameter ExtMode-HandwheelFeed, index 1 to 4.
CAUTION!This selection does only allow selecting either ajog movement or a handwheel movement.
In case of a jog movement, it is possible to deter-mine first if this movement has to be done in con-tinuous jog mode, or in incremental jog mode.
This choice can be done using the functionality ofIN_EXTMODE under "Extended selection" condi-tions. SeeÄ “Mode Additional Selection”on page 76.
Examples
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 72

When using only the selection of IN_EXTMODE = 2#0000000001= 1 (dec) that’s meaning MANUAL mode is selected, but withoutmovement activation, then JOG movements, as well continuous asincremental can be started with the DWORD's IN_JPLS andIN_JMNS (See Ä Chapter 4.1.20 “CNC Input DWORD: IN_JPLS”on page 99 and Ä Chapter 4.1.21 “CNC Input DWORD: IN_JMNS”on page 101).
CAUTION!The use of IN_EXTMODE = 1 together withIN_JPLS and IN_JMNS allows:
– simultaneous jog command for several axes– handling (and not only 1 out of 4 preset
speeds)
Manual jog or handwheel selection will lead to errors or impossibili-ties in following cases:
n A cycle is presently active (signal ON_CYCLEON =1):– Changing NC modes is then not possible. The active cycle
must be first either ended, or interrupted.n The NC is in Emergency Stop state:
– Neither axis selection, nor jog movements can be done.n The CNC is in Cycle Stop state:
– No jog movements can be executed.n The PLC tries to jog an axis as the homing cycle has still not
been done:– Homing cycle of all mandatory axes must be done before.
n The PLC tries to select a non-existing axis.
More Jog Possibilities
Possible Reasons For Errors
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 73

4.1.9.3 Extended Mode SelectionThe WORD for external mode selection allows four basic selec-tions:
n Activate the AUTO- Continuous moden Activate the AUTO- Single Step moden Activate homing mode (single axis)n Additional selection
The three first bits allows selection of the "Extended Mode Selec-tion", and the following bits 4 and 5 allow the selection of themodes listed above.
Table 13: Single Bit Meaning Table10 9 8 7 6 5 4 3 2 1 Result
x x x x x x x
1 1 0 Extended selection
0 0 Additional selection
0 1 Mode MANUAL Homing
1 0 Mode AUTO Single Block
1 1 Mode AUTO Sequential Block
CAUTION!The selection of both AUTO modes is done by useof only bits 1 to 5; the other bits are irrelevant.
Select AUTO - Sequential Block mode => IN_EXTMODE = 2#0000011110 or = 30 (dec)
Select AUTO - Single Block mode => IN_EXTMODE = 2#0000010110 or = 22 (dec)
Extended Mode Selection
Examples
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 74

CAUTION!The selection of the MANUAL Homing requires theselection of the axis that has to execute a homingcycle.
Table 14: Single Bit Meaning Table10 9 8 7 6 5 4 3 2 1 Result
0 1 1 1 0 Mode MANUAL Homing
0 0 0 0 0 Execute homing cycle of axis #1
0 0 0 0 1 Execute homing cycle of axis #2
0 0 0 1 0 Execute homing cycle of axis #3
... ... ... ... ... ...
1 1 1 1 1 Execute homing cycle of axis #32
Mode Manual Homing
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 75

CAUTION!Additional selection possibilities are defined by thebits 6 to 8.
Table 15: Single Bit Meaning Table10 9 8 7 6 5 4 3 2 1 Result
0 0 1 1 0 Additional selection
0 0 0 0 0 Execute a Control Reset
0 0 0 0 1 Select the "Hand Release" mode
0 0 0 1 0 Select the "JOG Continuous" mode
0 0 0 1 1 Select the "JOG Incremental" mode
0 0 1 0 0 Activate the "Retreat" mode
0 0 1 0 1 Deactivate the "Retreat" mode
0 0 1 1 0 Activate "Manual Move in AUTO" mode
0 0 1 1 1 Deactivate "Manual Move in AUTO" mode
0 1 0 0 0
Other combinations are not used
0 1 0 0 1
0 1 0 1 0
0 1 0 1 1
0 1 1 0 0
0 1 1 0 1
0 1 1 1 0
0 1 1 1 1
Mode Additional Selection
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 76

Select homing cycle for axis #1 => IN_EXTMODE = 2#0000001110 or = 14 (dec)
Select homing cycle for axis #5 => IN_EXTMODE = 2#0010001110 or = 142 (dec)
Execute a Control Reset => IN_EXTMODE = 2#0000000110 or = 6 (dec)
Select homing cycle for axis #5 => IN_EXTMODE = 2#0010001110 or = 142 (dec)
Select Incremental Jog mode and then move axis#2 in plus direction with the step #3
=> Step 1:
n IN_EXTMODE = 2#0001100110 or = 102(dec)
Step 2:
n Wait until ONEXTMODE = IN_EXTMODEStep 3:
n IN_EXTMODE = 2#0000110011 or = 51 (dec)
CAUTION!The PLC logic must especially take care of a "Con-trol Reset" command!
Continuing command with IN_EXTMODE = 6would require many operator actions (SeeÄ Chapter 4.2.1.9 “ON_RESET” on page 150).
It is there really necessary to be sure to reset thePLC IN_EXTMODE as soon as its feedback hasbeen given by the PLC.
External mode selection will lead to errors or impossibilities in fol-lowing cases:
n The PLC tries to select the Homing mode for a non-existingaxis, or for an axis that has not been defined as homing man-datory.
n The PLC tries to select an AUTO mode as the homing cyclehas still not been done:– Homing cycle must be done before.
n A cycle is presently active (signal ON_CYCLEON =1):– Changing NC modes is then not possible.
The active cycle must be first either ended, or interrupted.n The PLC tries to select the Manual Release mode as the
homing cycle has already been done:– This is nonsense: Manual Release mode makes sense only
to move axes in a safe position under the responsibility ofthe operator when starting the homing cycle is presentlynot safe.
Examples
Possible Reasons For Errors
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 77

4.1.9.4 External Program SelectionThe second part of the DWORD IN_EXTMODE allows the PLC toselect NC programs for AUTO execution, as long as these pro-grams are located in the NC memory.
CAUTION!This way of selecting program is an older function,still supported by the PA CNC software.
There is a new PLC Function that allows a pro-gram selection in a much more convenient way,and furthermore selection of programs located notonly in the NC memory, but as well on the harddisk.
CAUTION!Instead it is strongly suggested to use the PLCfunction block "SELECT_NC_PROGRAM" everytime the PLC has to select a NC program for exe-cution.
This PLC function allows a program selection in amuch more convenient way, and makes possiblethe selection of programs located not only in theNC memory, but as well on the hard disk.
4.1.10 CNC Input DWORD: IN_DISABLE
CAUTION!This feature (Deactivate SERCOS (digital) Axes)and this DWORD are not supported anymore, andtherefore have no meaning.
External Program Selection
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 78

4.1.11 CNC Input DWORD: IN_SW_AXESThis DWORD is relevant to the optional functions:
n Spindle / Rotary Axis Switch (code 400304)n Automatic Gear Stage Selection (code 400803)n Refer to the PA Software Function Manual for detailed infor-
mation.
This DWORD is divided in two different 16 bit WORD's. In the firstof them, bits 1 to 6 allow the PLC to command a rotary axis toswitch to spindle mode (and back), and in the second WORD bits17 to 22 allow the PLC to inform the CNC above witch spindle gearstage is presently engaged.
The following signals belong to the content ofDWORD: IN_SW_AXES (see Ä Table 16 “IN_SW_AXES”on page 79).
Table 16: IN_SW_AXESSignal Description Signal Description
IN_SWAX01 Flags for spindle / axischangeover
IN_GEAR01 Gear Box Stage #1 isengaged
IN_SWAX02 (6 spindles available) IN_GEAR02 Gear Box Stage #2 isengaged
IN_SWAX03 Option: Spindle /Rotary Axis Switch
IN_GEAR03 6 Gears available
IN_SWAX04 Option: Spindle /Rotary Axis Switch
IN_GEAR04 Option: AutomaticGear Step Selection
IN_SWAX05 Option: Spindle /Rotary Axis Switch
IN_GEAR05 Option: AutomaticGear Step Selection
IN_SWAX06 Option: Spindle /Rotary Axis Switch
IN_GEAR06 Gear Box Stage #6 isengaged
IN_SWAX07 Not used IN_GEAR07 Not used
IN_SWAX08 Not used IN_GEAR08 Not used
IN_SWAX09 Not used IN_GEAR09 Not used
IN_SWAX10 Not used IN_GEAR10 Not used
IN_SWAX11 Not used IN_GEAR11 Not used
IN_SWAX12 Not used IN_GEAR12 Not used
IN_SWAX13 Not used IN_GEAR13 Not used
IN_SWAX14 Not used IN_GEAR14 Not used
IN_SWAX15 Not used IN_GEAR15 Not used
IN_SWAX16 Not used IN_GEAR16 Not used
See Ä Chapter 4.1.11.1 “IN_SWAXxx” on page 80.
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 79

4.1.11.1 IN_SWAXxxWith the six first bits of DWORD IN_SW_AXES, the PLC mayrequire, when the option "spindle / rotary axes switch" is activated,to switch a rotary axis to switch in spindle mode and back to axismode.
Value Description
0 The axis number xx is set in axismode
1 The axis number xx is set in spindlemode
– Switching axis from axis mode to spindle mode(or back) via PLC command is only possible inMANUAL mode.
– Such a switch is not allowed in HOMING modeor in AUTO mode.
– Switching axis from axis mode to spindle mode(or back) can be done in AUTO mode via pro-gram commands (M-Codes). Refer to the PAsoftware function manual of this option (code400304) for detailed information.
– The limitation for the switching over 6 axesonly is due to the ability of PA CNCs to controlup to 6 spindles.
– The proper execution of a switch commandshould be monitored by the CNC acknowledge-ment ON_SWAX. See also "ON_SW_AXES",Ä Chapter 4.2.20 “CNC Output DWORD:ON_SWAX” on page 211.
Switch An Axis To Spindle Mode(And Back)
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 80

With bits 17 to 22 of DWORD IN_SW_AXES, the PLC has toinform the CNC, when the option "Automatic Gear Stage Selection"is activated, above which spindle gear stage is presently engaged.
Table 17: Gear Box Stage SelectedIN_GEAR01 The stage 1 of the spindle gear
box is engaged.
IN_GEAR02 The stage 2 of the spindle gearbox is engaged.
IN_GEAR03 The stage 3 of the spindle gearbox is engaged.
IN_GEAR04 The stage 4 of the spindle gearbox is engaged.
IN_GEAR05 The stage 5 of the spindle gearbox is engaged.
IN_GEAR06 The stage 6 of the spindle gearbox is engaged.
– The function "Automatic Gear Stage Selection"is available only for the first of the six possiblespindles.
– Refer to the PA software function manual ofthis option (code 400803) for detailed informa-tion.
Select Spindle Gear Box Stage
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 81

4.1.12 CNC Input DWORD: IN_SPINDLEThis DWORD is divided in two different 16 bit WORDs. In the firstof them, bits 1 to 6 allow the PLC to command a spindle speedzero (Null Volt), and in the second WORD bits 17 to 22 allow thePLC to command a spindle speed change of direction (Reverse).
The following signals belong to the content ofDWORD: IN_SPINDLE (see Ä Table 18 “IN_SPINDLE”on page 82).
Table 18: IN_SPINDLESignal Description Signal Description
IN_NULLV01 Spindle Stop Command IN_REV_01 Spindle Reverse Com-mand
IN_NULLV02 Spindle Stop Command IN_REV_02 Spindle Reverse Com-mand
IN_NULLV03 Spindle Stop Command IN_REV_03 Spindle Reverse Com-mand
IN_NULLV04 Spindle Stop Command IN_REV_04 Spindle Reverse Com-mand
IN_NULLV05 Spindle Stop Command IN_REV_05 Spindle Reverse Com-mand
IN_NULLV06 Spindle Stop Command IN_REV_06 Spindle Reverse Com-mand
IN_NULLV07 Not used IN_REV_07 Not used
IN_NULLV08 Not used IN_REV_08 Not used
IN_NULLV09 Not used IN_REV_09 Not used
IN_NULLV10 Not used IN_REV_10 Not used
IN_NULLV11 Not used IN_REV_11 Not used
IN_NULLV12 Not used IN_REV_12 Not used
IN_NULLV13 Not used IN_REV_13 Not used
IN_NULLV14 Not used IN_REV_14 Not used
IN_NULLV15 Not used IN_REV_15 Not used
IN_NULLV16 Not used IN_REV_16 Not used
See Ä Chapter 4.1.12.1 “IN_NULLVxx” on page 83 and Ä Chapter4.1.12.2 “IN_REV_xx” on page 84.
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 82

4.1.12.1 IN_NULLVxx
Value Description
0 Spindle speed is set to programmedvalue
1 Spindle speed is commanded zero
Value Action in the CNC
0 No direct effect.
0 ® 1 n The analog command towardthe spindle driver is set immedi-ately to 0 Volt without ramp
n If a thread cutting is active(G33/G34) or if feed rate perrevolution (G95) is selected, theaxes involved in the thread cutare stopped as well:– Without ramp when the
spindle has no feedback– Proportional to the spindle
run out, when the spindlehas feedback
1 No direct effect.
1 ® 0 n The analog command towardthe spindle driver is set immedi-ately to the actual programmedspeed without ramp
n If a thread cutting is active(G33/G34) or if feed rate perrevolution (G95) is selected, theaxes involved in the thread cutare started as well:– Without ramp when the
spindle has no feedback– Proportional to the spindle
speed up, when the spindlehas feedback
CAUTION!Spindle Stop Commands are not interlocked in theCNC and work unconditionally!
Spindle Stop Command
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 83

4.1.12.2 IN_REV_xx
Value Description
0 Spindle rotation direction is like pro-grammed (M3/M4)
1 Spindle rotation direction isreversed
Value Action in the CNC
0 No direct effect
0 ® 1 The analog command towards thespindle driver is inverted immedi-ately without ramp
1 No direct effect.
1 ® 0 The analog command towards thespindle driver is inverted immedi-ately without ramp
CAUTION!Spindle Reverse Commands are not interlocked inthe CNC and work unconditionally!
– As the spindle reverse command works uncon-ditionally, one must be aware that the effectivespindle direction of rotation does depend onthe program (usually M3 / M4) and on thevalue of the IN_REV_xx bit.
– With a spindle without feedback, and by activeselection of feed rate per revolution (G95), aspindle reverse command will have no influ-ence on the direction of the interpolation.
– With a spindle with feedback, and by activeselection of feed rate per revolution (G95), orby active thread cutting (G33/G34), a spindlereverse command will have no influence on thedirection of the interpolation, but the interpola-tion will be sloped down and up againaccording to the spindle speed behavior duringreversion.
Spindle Reverse Command
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 84

4.1.13 CNC Input DWORD: IN_PARKINGWith this CNC input, the PLC instructs the CNC to set the corre-sponding axis in PARKING mode.
In PARKING mode it is possible to disconnect the feedback of anaxis without an error statement from the CNC, which would other-wise detect a measuring system error that will result in a falling ofthe CNC-Ready safety relay.
The following signals belong to the content ofDWORD: IN_PARKING (see Ä Table 19 “IN_PARKING”on page 85).
All meanings and actions listed below are done for the axis corre-sponding to the corresponding bit. Depending on the machine'srequirements, several bits might be changed at the same time.
Table 19: IN_PARKINGSignal Description Signal Description
IN_PARK01 Select Parking Mode foraxis #1
IN_PARK17 Select Parking Mode foraxis #17
IN_PARK02 Select Parking Mode foraxis #2
IN_PARK18 Select Parking Mode foraxis #18
IN_PARK03 Select Parking Mode foraxis #3
IN_PARK19 Select Parking Mode foraxis #19
IN_PARK04 Select Parking Mode foraxis #4
IN_PARK20 Select Parking Mode foraxis #20
IN_PARK05 Select Parking Mode foraxis #5
IN_PARK21 Select Parking Mode foraxis #21
IN_PARK06 Select Parking Mode foraxis #6
IN_PARK22 Select Parking Mode foraxis #22
IN_PARK07 Select Parking Mode foraxis #7
IN_PARK23 Select Parking Mode foraxis #23
IN_PARK08 Select Parking Mode foraxis #8
IN_PARK24 Select Parking Mode foraxis #24
IN_PARK09 Select Parking Mode foraxis #9
IN_PARK25 Select Parking Mode foraxis #25
IN_PARK10 Select Parking Mode foraxis #10
IN_PARK26 Select Parking Mode foraxis #26
IN_PARK11 Select Parking Mode foraxis #11
IN_PARK27 Select Parking Mode foraxis #27
IN_PARK12 Select Parking Mode foraxis #12
IN_PARK28 Select Parking Mode foraxis #28
IN_PARK13 Select Parking Mode foraxis #13
IN_PARK29 Select Parking Mode foraxis #29
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 85

Signal Description Signal Description
IN_PARK14 Select Parking Mode foraxis #14
IN_PARK30 Select Parking Mode foraxis #30
IN_PARK15 Select Parking Mode foraxis #15
IN_PARK31 Select Parking Mode foraxis #31
IN_PARK16 Select Parking Mode foraxis #16
IN_PARK32 Select Parking Mode foraxis #32
See Ä Chapter 4.1.13.1 “IN_PARKxx” on page 86.
4.1.13.1 IN_PARKxx
Value Description
0 Axis normal mode is requested
1 Axis parking mode is requested
Value Action in the CNC
0 No direct effect
0 ® 1 The analog command toward thespindle driver is inverted immedi-ately without ramp
1 No direct effect
1 ® 0 The analog command toward thespindle driver is inverted immedi-ately without ramp
CAUTION!Spindle Reverse Commands are not interlocked inthe CNC and work unconditionally!
– In case analog axes, and when encoder meas-uring signals are delivered by the drive, it maymake sense to set these bits TRUE until thedrive units are able to deliver a proper and faultfree measuring system output. The CNCsupervising hardware might be faster than thedrives and would then detect wrong measure-ment input status (like cable cut or wrongchanges). As long the input bits IN_PARKxxare set this supervisor information will have noeffect.
Set The Corresponding Axis InPARKING Mode
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 86

4.1.14 CNC Input DWORD: IN_MIRRORThis input allows the PLC to prepare axis mirroring. The single bitsallow selecting the axes to be mirrored.
The activation of mirror is done with a validation signalIN_MIRR_STROBE (See Ä Chapter 4.1.2 “CNC Input DWORD:INGENERAL2” on page 49).
The following signals belong to the content ofDWORD: IN_MIRROR (see Ä Table 20 “IN_MIRROR”on page 87).
All meanings and actions listed below are done for the axis corre-sponding to the corresponding bit. Depending on the machine'srequirements, several bits might be changed at the same time.
Table 20: IN_MIRRORSignal Description Signal Description
IN_MIRR01 Set Mirror on Axis #1 IN_MIRR17 Set Mirror on Axis #17
IN_MIRR02 Set Mirror on Axis #2 IN_MIRR18 Set Mirror on Axis #18
IN_MIRR03 Set Mirror on Axis #3 IN_MIRR19 Set Mirror on Axis #19
IN_MIRR04 Set Mirror on Axis #4 IN_MIRR20 Set Mirror on Axis #20
IN_MIRR05 Set Mirror on Axis #5 IN_MIRR21 Set Mirror on Axis #21
IN_MIRR06 Set Mirror on Axis #6 IN_MIRR22 Set Mirror on Axis #22
IN_MIRR07 Set Mirror on Axis #7 IN_MIRR23 Set Mirror on Axis #23
IN_MIRR08 Set Mirror on Axis #8 IN_MIRR24 Set Mirror on Axis #24
IN_MIRR09 Set Mirror on Axis #9 IN_MIRR25 Set Mirror on Axis #25
IN_MIRR10 Set Mirror on Axis #10 IN_MIRR26 Set Mirror on Axis #26
IN_MIRR11 Set Mirror on Axis #11 IN_MIRR27 Set Mirror on Axis #27
IN_MIRR12 Set Mirror on Axis #12 IN_MIRR28 Set Mirror on Axis #28
IN_MIRR13 Set Mirror on Axis #13 IN_MIRR29 Set Mirror on Axis #29
IN_MIRR14 Set Mirror on Axis #14 IN_MIRR30 Set Mirror on Axis #30
IN_MIRR15 Set Mirror on Axis #15 IN_MIRR31 Set Mirror on Axis #31
IN_MIRR16 Set Mirror on Axis #16 IN_MIRR32 Set Mirror on Axis #32
See Ä Chapter 4.1.14.1 “IN_MIRR_STROBE” on page 88.
CAUTION!These input bits are to be activated via themachine parameter PLCMirrorReset.
» Continued on the next page
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 87

If PLCMirrorReset = 0, then the mirroring inputswill not be executed by the CNC.
As consequence, axes mirrored by PLC remainmirrored after a Control Reset! Cancelling axis mir-roring can be done only by the PLC!
– The CNC will mirror axes only in AUTO mode,and only when no cycle is active(ON_CYCLEON =0)
– Mirrored axes remain mirrored after a ControlReset. They will only be reset on normal opera-tion (non mirrored) by changeover to MANUALmode or to Homing cycle
– Mirroring status can as well be changed by NCprogram
4.1.14.1 IN_MIRR_STROBE
Value Action in the CNC
0 No direct effect
0 ® 1 The selection done withIN_MIRROR becomes active
1 No direct effect
1 ® 0 No direct effect
Prepare Axis Mirroring
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 88

4.1.15 CNC Input DWORD: IN_OVERRIDEWith these inputs the PLC is able to select one value of feed over-ride and/or spindle speed override out of 23 predefined values.
The following signals belong to the content ofDWORD: IN_OVERRIDE (see Ä Table 21 “IN_OVERRIDE”on page 89).
Table 21: IN_OVERRIDESignal Description Signal Description
IN_OVERR01 Activate Feed Overrideover PLC
IN_OVERR17 Not used
IN_OVERR02
Selection in the feedoverride tables
IN_OVERR18 Not used
IN_OVERR03 IN_OVERR19 Not used
IN_OVERR04 IN_OVERR20 Not used
IN_OVERR05 IN_OVERR21 Not used
IN_OVERR06 IN_OVERR22 Not used
IN_OVERR07 Not used IN_OVERR23 Not used
IN_OVERR08 Not used IN_OVERR24 Not used
IN_OVERR09 Activate Spindle Over-ride over PLC
IN_OVERR25 Not used
IN_OVERR10
Selection in the spindleoverride table
IN_OVERR26 Not used
IN_OVERR11 IN_OVERR27 Not used
IN_OVERR12 IN_OVERR28 Not used
IN_OVERR13 IN_OVERR29 Not used
IN_OVERR14 IN_OVERR30 Not used
IN_OVERR15 Not used IN_OVERR31 Not used
IN_OVERR16 Not used IN_OVERR32 Not used
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 89

CAUTION!These input bits are valid only as long as they areactivated via machine parameter PLCOverride-ByteNo (= 0F0F (hex) default).
– In MANUAL mode the feed override value isread in the machine parameter table ManO-verride. The five input bits IN_OVERR02 to 06are giving the table position where the overridevalue is read.
– In AUTO mode the feed override value is readin the machine parameter table AutoFeedO-verride. The five input bits IN_OVERR02 to 06give the table position where the override valueis read.
– The spindle speed override value is read in themachine parameter table SpindleOverride.The five input bits IN_OVERR09 to 14 aregiving the table position where the overridevalue is read.
– The override value set by the PLC takes pri-ority over the previous active override, howeverthe means used to set the previous value(feed / spindle override switch orIN_EXTMODE selection).
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 90

4.1.16 CNC Input DWORD: IN_IPOMVMTWith these inputs the PLC can start and stop axis movements pre-pared with the function "Move_Interpolating_Axes".
The following signals belong to the content ofDWORD: IN_IPOMVMT (see Ä Table 22 “IN_IPOMVMT”on page 91).
All meanings and actions listed below are done for the axis corre-sponding to the corresponding bit. Depending on the machine'srequirements, several bits might be changed at the same time.
Table 22: IN_IPOMVMTSignal Description Signal Description
IN_IPOMT01 Execute "Move_Interpo-lating_Axes" for axis #1
IN_IPOMT17 Execute "Move_Interpo-lating_Axes" for axis #17
IN_IPOMT02 Execute "Move_Interpo-lating_Axes" for axis #2
IN_IPOMT18 Execute "Move_Interpo-lating_Axes" for axis #18
IN_IPOMT03 Execute "Move_Interpo-lating_Axes" for axis #3
IN_IPOMT19 Execute "Move_Interpo-lating_Axes" for axis #19
IN_IPOMT04 Execute "Move_Interpo-lating_Axes" for axis #4
IN_IPOMT20 Execute "Move_Interpo-lating_Axes" for axis #20
IN_IPOMT05 Execute "Move_Interpo-lating_Axes" for axis #5
IN_IPOMT21 Execute "Move_Interpo-lating_Axes" for axis #21
IN_IPOMT06 Execute "Move_Interpo-lating_Axes" for axis #6
IN_IPOMT22 Execute "Move_Interpo-lating_Axes" for axis #22
IN_IPOMT07 Execute "Move_Interpo-lating_Axes" for axis #7
IN_IPOMT23 Execute "Move_Interpo-lating_Axes" for axis #23
IN_IPOMT08 Execute "Move_Interpo-lating_Axes" for axis #8
IN_IPOMT24 Execute "Move_Interpo-lating_Axes" for axis #24
IN_IPOMT09 Execute "Move_Interpo-lating_Axes" for axis #9
IN_IPOMT25 Execute "Move_Interpo-lating_Axes" for axis #25
IN_IPOMT10 Execute "Move_Interpo-lating_Axes" for axis #10
IN_IPOMT26 Execute "Move_Interpo-lating_Axes" for axis #26
IN_IPOMT11 Execute "Move_Interpo-lating_Axes" for axis #11
IN_IPOMT27 Execute "Move_Interpo-lating_Axes" for axis #27
IN_IPOMT12 Execute "Move_Interpo-lating_Axes" for axis #12
IN_IPOMT28 Execute "Move_Interpo-lating_Axes" for axis #28
IN_IPOMT13 Execute "Move_Interpo-lating_Axes" for axis #13
IN_IPOMT29 Execute "Move_Interpo-lating_Axes" for axis #29
IN_IPOMT14 Execute "Move_Interpo-lating_Axes" for axis #14
IN_IPOMT30 Execute "Move_Interpo-lating_Axes" for axis #30
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 91

Signal Description Signal Description
IN_IPOMT15 Execute "Move_Interpo-lating_Axes" for axis #15
IN_IPOMT31 Execute "Move_Interpo-lating_Axes" for axis #31
IN_IPOMT16 Execute "Move_Interpo-lating_Axes" for axis #16
IN_IPOMT32 Execute "Move_Interpo-lating_Axes" for axis #32
See Ä Chapter 4.1.16.1 “IN_IPOMTxx” on page 93.
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 92

4.1.16.1 IN_IPOMTxx
Value Description
0 Axis is in CNC interpolation mode
1 Axis is controlled by the PLC
– The CNC can only control an axis in interpola-tion as long as the corresponding bitIN_IPOMTxx is zero
– Once its IN_IPOMTxx bit is set, any interpola-tion movement is blocked:– If there is no PLC command pending, the
axis is just stopped– If a "Move_Interpolating_Axes" command
as already been activated, the commandedmovement will start
– When the IN_IPOMTxx bit is reset to "0", and ifthe PLC command is not yet finished, themovement is stopped. When the control bitbecomes "1" again, the PLC movement is con-tinued
– When the IN_IPOMTxx bit is reset to "0", and ifthe PLC command is finished(ON_PLC_IPO_ENDP_xx is True), the axis willeither retreat to its starting position, or stay inplace: this depends on the control bitIN_PLC_NO_RETREAT (see Ä Chapter4.1.2.6 “IN_PLC_NO_RETREAT” on page 52):– If IN_PLC_NO_RETREAT = "0":
And if there is no NC program active, theaxis stops and keeps its new positionAnd if there is a NC program active, andthere is no movement (CYCLE STOPorCYCLE OFF is active) then the moved axisretreats to its last NC position and the pro-gram execution is released again.
– If IN_PLC_NO_RETREAT = "1":The moved axis stays in its PLC positionA possible running NC program will be exe-cuted with positions shifted by the PLCmovement
Start And Stop Axis Movements
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 93

4.1.17 CNC Input DWORD: IN_HDWHEELThis DWORD is relevant to the optional function:
n Hand Wheel in AUTO mode (code 400211)n Refer to the PA Software Function Manual for detailed infor-
mation.
The following signals belong to the content ofDWORD: IN_HDWHEEL (see Ä Table 23 “IN_HDWHEEL”on page 94).
Table 23: IN_HDWHEELSignal Description Signal Description
IN_HDAX01 Hand Wheel in AUTOMode Allowed / Blocked
IN_HDAX17 Not used
IN_HDAX02 Validation for HandwheelAxis Selection
IN_HDAX18 Not used
IN_HDAX03 Validation for HandwheelFactor Selection
IN_HDAX19 Not used
IN_HDAX04 Handwheel FactorSelection
IN_HDAX20 Not used
IN_HDAX05 IN_HDAX21 Not used
IN_HDAX06
Handwheel Axis Selec-tion
IN_HDAX22 Not used
IN_HDAX07 IN_HDAX23 Not used
IN_HDAX08 IN_HDAX24 Not used
IN_HDAX09 IN_HDAX25 Not used
IN_HDAX10 IN_HDAX26 Not used
IN_HDAX11 Not used IN_HDAX27 Not used
IN_HDAX12 Not used IN_HDAX28 Not used
IN_HDAX13 Not used IN_HDAX29 Not used
IN_HDAX14 Not used IN_HDW1_DISABLE Deactivation of Hand-wheel #1
IN_HDAX15 Not used IN_HDW2_DISABLE Deactivation of Hand-wheel #2
IN_HDAX16 Not used IN_HDW3_DISABLE Deactivation of Hand-wheel #3
Handwheel
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 94

4.1.18 CNC Input DWORD: IN_FAST_IOThis DWORD and the DWORD INFASTSELECT (see Ä Chapter4.1.19 “CNC Input DWORD: INFASTSELECT” on page 97) are rel-evant to the optional function:
n Sequencing override via digital signal (code 400502)n Refer to the PA Software Function Manual for detailed infor-
mation.
The following signals belong to the content ofDWORD: IN_FAST_IO (see Ä Table 24 “IN_FAST_IO”on page 95).
Table 24: IN_FAST_IOSignal Description Signal Description
INFSIGNAL01 PLC signals forsequencing override viadigital signal
INFMASK01 PLC masks forsequencing override viadigital signal
INFSIGNAL02 PLC signals forsequencing override viadigital signal
INFMASK02 PLC masks forsequencing override viadigital signal
INFSIGNAL03 PLC signals forsequencing override viadigital signal
INFMASK03 PLC masks forsequencing override viadigital signal
INFSIGNAL04 PLC signals forsequencing override viadigital signal
INFMASK04 PLC masks forsequencing override viadigital signal
INFSIGNAL05 PLC signals forsequencing override viadigital signal
INFMASK05 PLC masks forsequencing override viadigital signal
INFSIGNAL06 PLC signals forsequencing override viadigital signal
INFMASK06 PLC masks forsequencing override viadigital signal
INFSIGNAL07 PLC signals forsequencing override viadigital signal
INFMASK07 PLC masks forsequencing override viadigital signal
INFSIGNAL08 PLC signals forsequencing override viadigital signal
INFMASK08 PLC masks forsequencing override viadigital signal
INFSIGNAL09 PLC signals forsequencing override viadigital signal
INFMASK09 PLC masks forsequencing override viadigital signal
INFSIGNAL10 PLC signals forsequencing override viadigital signal
INFMASK10 PLC masks forsequencing override viadigital signal
INFSIGNAL11 PLC signals forsequencing override viadigital signal
INFMASK11 PLC masks forsequencing override viadigital signal
Sequencing Override
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 95

Signal Description Signal Description
INFSIGNAL12 PLC signals forsequencing override viadigital signal
INFMASK12 PLC masks forsequencing override viadigital signal
INFSIGNAL13 PLC signals forsequencing override viadigital signal
INFMASK13 PLC masks forsequencing override viadigital signal
INFSIGNAL14 PLC signals forsequencing override viadigital signal
INFMASK14 PLC masks forsequencing override viadigital signal
INFSIGNAL15 PLC signals forsequencing override viadigital signal
INFMASK15 PLC masks forsequencing override viadigital signal
INFSIGNAL16 PLC signals forsequencing override viadigital signal
INFMASK16 PLC masks forsequencing override viadigital signal
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 96

4.1.19 CNC Input DWORD: INFASTSELECTThis DWORD and the DWORD IN_FAST_IO (see Ä Chapter4.1.18 “CNC Input DWORD: IN_FAST_IO” on page 95) are rele-vant to the optional function:
n Sequencing override via digital signal (code 400502)n Refer to the PA Software Function Manual for detailed infor-
mation.
The following signals belong to the content ofDWORD: INFASTSELECT (see Ä Table 25 “INFASTSELECT”on page 97).
Table 25: INFASTSELECTSignal Description Signal Description
INFSELECT01 PLC selection bits forsequencing override viadigital signal
IN_019_17 Not used
INFSELECT02 PLC selection bits forsequencing override viadigital signal
IN_019_18 Not used
INFSELECT03 PLC selection bits forsequencing override viadigital signal
IN_019_19 Not used
INFSELECT04 PLC selection bits forsequencing override viadigital signal
IN_019_20 Not used
INFSELECT05 PLC selection bits forsequencing override viadigital signal
IN_019_21 Not used
INFSELECT06 PLC selection bits forsequencing override viadigital signal
IN_019_22 Not used
INFSELECT07 PLC selection bits forsequencing override viadigital signal
IN_019_23 Not used
INFSELECT08 PLC selection bits forsequencing override viadigital signal
IN_019_24 Not used
INFSELECT09 PLC selection bits forsequencing override viadigital signal
IN_019_25 Not used
INFSELECT10 PLC selection bits forsequencing override viadigital signal
IN_019_26 Not used
INFSELECT11 PLC selection bits forsequencing override viadigital signal
IN_019_27 Not used
Handwheel
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 97

Signal Description Signal Description
INFSELECT12 PLC selection bits forsequencing override viadigital signal
IN_019_28 Not used
INFSELECT13 PLC selection bits forsequencing override viadigital signal
IN_019_29 Not used
INFSELECT14 PLC selection bits forsequencing override viadigital signal
IN_019_30 Not used
INFSELECT15 PLC selection bits forsequencing override viadigital signal
IN_019_31 Not used
INFSELECT16 PLC selection bits forsequencing override viadigital signal
IN_019_32 Not used
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 98

4.1.20 CNC Input DWORD: IN_JPLSWith this input, the PLC is able to command single or combinedmanual axis movements in positive direction, provided the externalmanual mode has been selected.
The following signals belong to the content of DWORD: IN_JPLS(see Ä Table 26 “IN_JPLS” on page 99).
All meanings and actions listed below are done for the axis corre-sponding to the corresponding bit. Depending on the machine'srequirements, several bits might be changed at the same time.
Table 26: IN_JPLSSignal Description Signal Description
IN_JPLS_01 Jog Command in Posi-tive Direction for Axis #1
IN_JPLS_17 Jog Command in Posi-tive Direction for Axis#17
IN_JPLS_02 Jog Command in Posi-tive Direction for Axis #2
IN_JPLS_18 Jog Command in Posi-tive Direction for Axis#18
IN_JPLS_03 Jog Command in Posi-tive Direction for Axis #3
IN_JPLS_19 Jog Command in Posi-tive Direction for Axis#19
IN_JPLS_04 Jog Command in Posi-tive Direction for Axis #4
IN_JPLS_20 Jog Command in Posi-tive Direction for Axis#20
IN_JPLS_05 Jog Command in Posi-tive Direction for Axis #5
IN_JPLS_21 Jog Command in Posi-tive Direction for Axis#21
IN_JPLS_06 Jog Command in Posi-tive Direction for Axis #6
IN_JPLS_22 Jog Command in Posi-tive Direction for Axis#22
IN_JPLS_07 Jog Command in Posi-tive Direction for Axis #7
IN_JPLS_23 Jog Command in Posi-tive Direction for Axis#23
IN_JPLS_08 Jog Command in Posi-tive Direction for Axis #8
IN_JPLS_24 Jog Command in Posi-tive Direction for Axis#24
IN_JPLS_09 Jog Command in Posi-tive Direction for Axis #9
IN_JPLS_25 Jog Command in Posi-tive Direction for Axis#25
IN_JPLS_10 Jog Command in Posi-tive Direction for Axis#10
IN_JPLS_26 Jog Command in Posi-tive Direction for Axis#26
IN_JPLS_11 Jog Command in Posi-tive Direction for Axis#11
IN_JPLS_27 Jog Command in Posi-tive Direction for Axis#27
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 99

Signal Description Signal Description
IN_JPLS_12 Jog Command in Posi-tive Direction for Axis#12
IN_JPLS_28 Jog Command in Posi-tive Direction for Axis#28
IN_JPLS_13 Jog Command in Posi-tive Direction for Axis#13
IN_JPLS_29 Jog Command in Posi-tive Direction for Axis#29
IN_JPLS_14 Jog Command in Posi-tive Direction for Axis#14
IN_JPLS_30 Jog Command in Posi-tive Direction for Axis#30
IN_JPLS_15 Jog Command in Posi-tive Direction for Axis#15
IN_JPLS_31 Jog Command in Posi-tive Direction for Axis#31
IN_JPLS_16 Jog Command in Posi-tive Direction for Axis#16
IN_JPLS_32 Jog Command in Posi-tive Direction for Axis#32
See Ä Chapter 4.1.20.1 “IN_JPLS_xx” on page 100.
4.1.20.1 IN_JPLS_xx
Value Description
0 No jog movement
1 Axis jogs in positive direction
– These commands will only work whenIN_EXTMODE = 1 (See Ä Chapter 4.1.9 “CNCInput DWORD: IN_EXTMODE” on page 68)
– With simple IN_EXTMODE jog selection, onlyone axis can be moved. With the combinationof IN_EXTMODE = 1 and of several IN_JPLSand/or IN_JMNS it is possible to move severalaxes simultaneously
– The commanded jog movements will be exe-cuted either in continuous or in incremental,depending on the present active mode
Axis Movements In Positive Direc-tion
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 100

4.1.21 CNC Input DWORD: IN_JMNSWith this input, the PLC is able to command single or combinedmanual axis movements in negative direction, provided theexternal manual mode has been selected.
The following signals belong to the content of DWORD: IN_JMNS(see Ä Table 27 “IN_JMNS” on page 101).
All meanings and actions listed below are done for the axis corre-sponding to the corresponding bit. Depending on the machine'srequirements, several bits might be changed at the same time.
Table 27: IN_JMNSSignal Description Signal Description
IN_JMNS_01 Jog Command in Nega-tive Direction for Axis #1
IN_JMNS_17 Jog Command in Nega-tive Direction for Axis#17
IN_JMNS_02 Jog Command in Nega-tive Direction for Axis #2
IN_JMNS_18 Jog Command in Nega-tive Direction for Axis#18
IN_JMNS_03 Jog Command in Nega-tive Direction for Axis #3
IN_JMNS_19 Jog Command in Nega-tive Direction for Axis#19
IN_JMNS_04 Jog Command in Nega-tive Direction for Axis #4
IN_JMNS_20 Jog Command in Nega-tive Direction for Axis#20
IN_JMNS_05 Jog Command in Nega-tive Direction for Axis #5
IN_JMNS_21 Jog Command in Nega-tive Direction for Axis#21
IN_JMNS_06 Jog Command in Nega-tive Direction for Axis #6
IN_JMNS_22 Jog Command in Nega-tive Direction for Axis#22
IN_JMNS_07 Jog Command in Nega-tive Direction for Axis #7
IN_JMNS_23 Jog Command in Nega-tive Direction for Axis#23
IN_JMNS_08 Jog Command in Nega-tive Direction for Axis #8
IN_JMNS_24 Jog Command in Nega-tive Direction for Axis#24
IN_JMNS_09 Jog Command in Nega-tive Direction for Axis #9
IN_JMNS_25 Jog Command in Nega-tive Direction for Axis#25
IN_JMNS_10 Jog Command in Nega-tive Direction for Axis#10
IN_JMNS_26 Jog Command in Nega-tive Direction for Axis#26
IN_JMNS_11 Jog Command in Nega-tive Direction for Axis#11
IN_JMNS_27 Jog Command in Nega-tive Direction for Axis#27
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 101

Signal Description Signal Description
IN_JMNS_12 Jog Command in Nega-tive Direction for Axis#12
IN_JMNS_28 Jog Command in Nega-tive Direction for Axis#28
IN_JMNS_13 Jog Command in Nega-tive Direction for Axis#13
IN_JMNS_29 Jog Command in Nega-tive Direction for Axis#29
IN_JMNS_14 Jog Command in Nega-tive Direction for Axis#14
IN_JMNS_30 Jog Command in Nega-tive Direction for Axis#30
IN_JMNS_15 Jog Command in Nega-tive Direction for Axis#15
IN_JMNS_31 Jog Command in Nega-tive Direction for Axis#31
IN_JMNS_16 Jog Command in Nega-tive Direction for Axis#16
IN_JMNS_32 Jog Command in Nega-tive Direction for Axis#32
See Ä Chapter 4.1.21.1 “IN_JMNS_xx” on page 102.
4.1.21.1 IN_JMNS_xx
Value Description
0 No jog movement
1 Axis jogs in negative direction
– These commands will only work whenIN_EXTMODE = 1 (See Ä Chapter 4.1.9 “CNCInput DWORD: IN_EXTMODE” on page 68)
– With simple IN_EXTMODE jog selection, onlyone axis can be moved. With the combinationof IN_EXTMODE = 1 and of several IN_JPLSand/or IN_JMNS it is possible to move severalaxes simultaneously
– The commanded jog movements will be exe-cuted either in continuous or in incremental,depending on the present active mode
Axis Movements In Negative Direc-tion
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 102

4.1.22 CNC Input DWORD: IN_022The following signals belong to the content of DWORD: IN_022(see Ä Table 28 “IN_022” on page 103).
Table 28: IN_022Signal Description Signal Description
IN_022_01 Not used IN_022_17 Not used
IN_022_02 Not used IN_022_18 Not used
IN_022_03 Not used IN_022_19 Not used
IN_022_04 Not used IN_022_20 Not used
IN_022_05 Not used IN_022_21 Not used
IN_022_06 Not used IN_022_22 Not used
IN_022_07 Not used IN_022_23 Not used
IN_022_08 Not used IN_022_24 Not used
IN_022_09 Not used IN_022_25 Not used
IN_022_10 Not used IN_022_26 Not used
IN_022_11 Not used IN_022_27 Not used
IN_022_12 Not used IN_022_28 Not used
IN_022_13 Not used IN_022_29 Not used
IN_022_14 Not used IN_022_30 Not used
IN_022_15 Not used IN_022_31 Not used
IN_022_16 Not used IN_022_32 Not used
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 103

4.1.23 CNC Input DWORD: IN_023The following signals belong to the content of DWORD: IN_023(see Ä Table 29 “IN_023” on page 104).
Table 29: IN_023Signal Description Signal Description
IN_023_01 Not used IN_023_17 Not used
IN_023_02 Not used IN_023_18 Not used
IN_023_03 Not used IN_023_19 Not used
IN_023_04 Not used IN_023_20 Not used
IN_023_05 Not used IN_023_21 Not used
IN_023_06 Not used IN_023_22 Not used
IN_023_07 Not used IN_023_23 Not used
IN_023_08 Not used IN_023_24 Not used
IN_023_09 Not used IN_023_25 Not used
IN_023_10 Not used IN_023_26 Not used
IN_023_11 Not used IN_023_27 Not used
IN_023_12 Not used IN_023_28 Not used
IN_023_13 Not used IN_023_29 Not used
IN_023_14 Not used IN_023_30 Not used
IN_023_15 Not used IN_023_31 Not used
IN_023_16 Not used IN_023_32 Not used
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 104

4.1.24 CNC Input DWORD: IN_024The following signals belong to the content of DWORD: IN_024(see Ä Table 30 “IN_024” on page 105).
Table 30: IN_024Signal Description Signal Description
IN_024_01 Not used IN_024_17 Not used
IN_024_02 Not used IN_024_18 Not used
IN_024_03 Not used IN_024_19 Not used
IN_024_04 Not used IN_024_20 Not used
IN_024_05 Not used IN_024_21 Not used
IN_024_06 Not used IN_024_22 Not used
IN_024_07 Not used IN_024_23 Not used
IN_024_08 Not used IN_024_24 Not used
IN_024_09 Not used IN_024_25 Not used
IN_024_10 Not used IN_024_26 Not used
IN_024_11 Not used IN_024_27 Not used
IN_024_12 Not used IN_024_28 Not used
IN_024_13 Not used IN_024_29 Not used
IN_024_14 Not used IN_024_30 Not used
IN_024_15 Not used IN_024_31 Not used
IN_024_16 Not used IN_024_32 Not used
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 105

4.1.25 CNC Input DWORD: IN_025The following signals belong to the content of DWORD: IN_025(see Ä Table 31 “IN_025” on page 106).
Table 31: IN_025Signal Description Signal Description
IN_025_01 Not used IN_025_17 Not used
IN_025_02 Not used IN_025_18 Not used
IN_025_03 Not used IN_025_19 Not used
IN_025_04 Not used IN_025_20 Not used
IN_025_05 Not used IN_025_21 Not used
IN_025_06 Not used IN_025_22 Not used
IN_025_07 Not used IN_025_23 Not used
IN_025_08 Not used IN_025_24 Not used
IN_025_09 Not used IN_025_25 Not used
IN_025_10 Not used IN_025_26 Not used
IN_025_11 Not used IN_025_27 Not used
IN_025_12 Not used IN_025_28 Not used
IN_025_13 Not used IN_025_29 Not used
IN_025_14 Not used IN_025_30 Not used
IN_025_15 Not used IN_025_31 Not used
IN_025_16 Not used IN_025_32 Not used
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 106

4.1.26 CNC Input DWORD: IN_026The following signals belong to the content of DWORD: IN_026(see Ä Table 32 “IN_026” on page 107).
Table 32: IN_026Signal Description Signal Description
IN_026_01 Not used IN_026_17 Not used
IN_026_02 Not used IN_026_18 Not used
IN_026_03 Not used IN_026_19 Not used
IN_026_04 Not used IN_026_20 Not used
IN_026_05 Not used IN_026_21 Not used
IN_026_06 Not used IN_026_22 Not used
IN_026_07 Not used IN_026_23 Not used
IN_026_08 Not used IN_026_24 Not used
IN_026_09 Not used IN_026_25 Not used
IN_026_10 Not used IN_026_26 Not used
IN_026_11 Not used IN_026_27 Not used
IN_026_12 Not used IN_026_28 Not used
IN_026_13 Not used IN_026_29 Not used
IN_026_14 Not used IN_026_30 Not used
IN_026_15 Not used IN_026_31 Not used
IN_026_16 Not used IN_026_32 Not used
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 107

4.1.27 CNC Input DWORD: IN_IPRThe following signals belong to the content of DWORD: IN_IPR(see Ä Table 33 “IN_IPR” on page 108).
Table 33: IN_IPRSignal Description See
IN_CANCELBLK Cancel Active Block Ä Chapter 4.1.27.1 “IN_CAN-CELBLK” on page 110
IN_SINGLE_STEP Selection of Interpreter SingleStep mode
Ä Chapter 4.1.27.2 “IN_SINGLESTEP” on page 111
IN_IPR_DO_STEP By active Interpreter Single Step,execute next block
Ä Chapter 4.1.27.3“IN_IPR_DO_STEP” on page 112
IN_PLC_SET_AXPOS Activation of axis position set fromthe PLC
Ä Chapter 4.1.27.4“IN_PLC_SET_AXPOS”on page 113
IN_HIDE_INBLK Hide / Display Intermediate Blocks Ä Chapter 4.1.27.5“IN_HIDE_IMBLK /IN_HIDE_IMBLKn” on page 114IN_HIDE_IMBLKn
IN_HIDE_CYBLK Hide / Display Cycle Blocks Ä Chapter 4.1.27.6“IN_HIDE_CYBLK /IN_HIDE_CYBLKn” on page 115IN_HIDE_CYBLKn
IN_FINISH_ACT_BLK Finish Active Block Ä Chapter 4.1.27.7“IN_FINISH_ACT_BLK”on page 116
IN_DEL_MAN_OFFS Delete Manual Offsets Ä Chapter 4.1.27.8“IN_DEL_MAN_OFFS”on page 117
IN_MP_CHANGE_ACK Check Machine ParameterChange
Ä Chapter 4.1.27.9“IN_MP_CHANGE_ACK”on page 117
IN_027_12 Not used
IN_027_13 Not used
IN_027_14 Not used
IN_027_15 Not used
IN_027_16 Not used
IN_027_17 Not used
IN_027_18 Not used
IN_027_19 Not used
IN_027_20 Not used
IN_027_21 Not used
IN_027_22 Not used
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 108

Signal Description See
IN_027_23 Not used
IN_027_24 Not used
IN_027_25 Not used
IN_027_26 Not used
IN_027_27 Not used
IN_027_28 Not used
IN_027_29 Not used
IN_027_30 Not used
IN_027_31 Not used
IN_027_32 Not used
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 109

4.1.27.1 IN_CANCELBLKWith this input, the PLC is able to abort an active block in execu-tion. This means that from the rising edge of the signals the rest ofthe block will be ignored. The signal generates an internal cyclestop, and further block execution will only be possible with anincoming IN_START.
Value Action in the CNC
0 No direct effect
0 ® 1 The presently active block is imme-diately interrupted and a blocktransfer is done ® the followingblock becomes herewith active.
1 Internal Cycle Stop is active.
1 ® 0 No direct effect
– These commands will only work in automaticmodes (automatic sequential or single blockand manual data input)
– The PLC gets feedback of its request in bothcases with the signal "ON_CANCELBLK" (seeÄ Chapter 4.2.19.1 “ON_CANCELBLK”on page 205). The PLC should always wait forthis feedback before repeated cancel blockrequest!
– A repeated rising of IN_CANCELBLK whenstill ON_CANCELBLK is not TRUE, will causean error:– 863: “Cancel block is active. No new
requests possible”– A repeated (and allowed) rising of IN_CAN-
CELBLK will result in repeated block cancel-ling: it is thus possible to cancel several blockswith this input
– Repeated rising of IN_FINISH_ACT_BLK willresult in the cancellation of only one block. Thenext block should be started before being can-celled if necessary
Cancel Block
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 110

4.1.27.2 IN_SINGLE STEPWith this input, the PLC can request a switch in Interpreter SingleStep mode. This mode differs from the single block mode select-able from the HMI in the way that cycle blocks are then executedas well in single block mode.
Thus this Interpreter Single Step mode makes sense especiallyfor cycle program debugging.
When in Interpreter Single Step mode, the execution of the nextblock cannot be started with IN_START. Standard blocks (ISOblocks) execution is submitted to the usual PLC control signals(like IN_TRANSF and IN_ENABLE).
Value Action in the CNC
0 No direct effect
0 ® 1 The Interpreter Single Step mode isto be activated.
1 No direct effect
1 ® 0 The Interpreter Single Step mode isto be deactivated
The PLC gets feedback of the Interpreter SingleStep mode request with the signal"ON_SINGLE_STEP" (see Ä Chapter 4.2.19.4“ON_SINGLE_STEP” on page 207). The PLCshould always wait for this feedback before singlestep operation!
Single Step
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 111

4.1.27.3 IN_IPR_DO_STEPWith this input, the PLC can request a switch in Interpreter SingleStep mode. This mode differs from the single block mode select-able from the HMI in the way that cycle blocks are then executedas well in single block mode.
Thus this Interpreter Single Step mode makes sense especiallyfor cycle program debugging.
When in Interpreter Single Step mode, the execution of the nextblock cannot be started with IN_START. Standard blocks (ISOblocks) execution is submitted to the usual PLC control signals(like IN_TRANSF and IN_ENABLE).
Value Action in the CNC
0 No direct effect
0 ® 1 The Interpreter Single Step mode isto be activated
1 No direct effect
1 ® 0 No direct effect
– The PLC gets feedback of the InterpreterSingle Step mode request with the signal"ON_IPR_DO_STEP" (see Ä Chapter 4.2.19.5“ON_IPR_DO_STEP” on page 207). The PLCshould always wait for this feedback before thenext single step operation request!
– This might be interesting when using the Inter-preter Single Step mode to use the PLC to setprogram break points: See Ä Chapter 5.1.8“Program break points” on page 256.
Interpreter Single Step
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 112

4.1.27.4 IN_PLC_SET_AXPOSThis bit allows the PLC to set an absolute machine position of anaxis. The axis to be set and the position to be set are defined resp.by "SET_AXPOS_INDEX" and "SET_AXPOS_VALUE".
Value Description
0 No set position command
1 The PLC requests an axis positionset
– The Set Axis Position command will be exe-cuted by the CNC only if the bit of"IN_DRIVEON" (See Ä Chapter 4.1.3 “CNCInput DWORD: IN_DRIVEON” on page 56)corresponding to the axis whose position hasto be set, is set to 0 (false).
– This signal should be reset by the PLC whenthe feedback "position set done" is given via"ON_PLC_SET_AXPOS" (See Ä Chapter4.2.19.6 “ON_PLC_SET_AXPOS”on page 208).
– This PLC command has the same effect as theoperator command: MANUAL ® S7 Auxiliaryfunctions ® S4 Cancel Manual Offset
– The PLC gets acknowledgment of the functionbeing executed with "ON_DEL_MAN_OFFS"(See Ä Chapter 4.2.19.9“ON_DEL_MAN_OFFS” on page 209), andshould use this feedback to reset the com-mand.
Set Axis Position
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 113

4.1.27.5 IN_HIDE_IMBLK / IN_HIDE_IMBLKn
Intermediate blocks are blocks that are not pro-grammed, but automatically created by the inter-preter for intermediate calculations (e.g. by G92blocks).
Each of these input pairs allows the PLC to give specific instruc-tions to the CNC, usually done by the operator in the standardHMI.
By the same means, it is possible for the PLC to allow or to disablethe operator to do the corresponding action in the standard HMI.
For each of these pairs there is a positive signal and an invertedsignal (mnemonic name ending with the character "n").
CAUTION!The ability for the operator and for the PLC toselect / unselect the display of intermediate- and /or cycle-blocks is determined by the machineparameter HideIntermediateCycleBlocs.
Pos.signal
Inv.signal
Meaning
0 0 The function can be selected from the HMI
0 1 The function is forced inactive by the PLC
1 0 The function is forced active by the PLC
1 1 The function is not active, and cannot beselected in the HMI
Name HMI softkey Function
IN_HIDE_IMBLK AUTO
S5 Program Test
S1 Hide Int. Blocks
Hide / Display inter-mediate blocksFeedback via"ON_HIDE_IMBLK"(See Ä Chapter4.2.19.7“ON_HIDE_IMBLK”on page 208)
Intermediate Blocks
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 114

4.1.27.6 IN_HIDE_CYBLK / IN_HIDE_CYBLKn
Cycle blocks are blocks where only operations onprogram variables are done. These blocks arecharacterized by a "*" in front of their blocknumber.
Each of these input pairs allows the PLC to give specific instruc-tions to the CNC, usually done by the operator in the standardHMI.
By the same means, it is possible for the PLC to allow or to disablethe operator to do the corresponding action in the standard HMI.
For each of these pairs there is a positive signal and an invertedsignal (mnemonic name ending with the character "n").
CAUTION!The ability for the operator and for the PLC toselect / unselect the display of intermediate- and /or cycle-blocks is determined by the machineparameter HideIntermediateCycleBlocs.
Pos.signal
Inv.signal
Meaning
0 0 The function can be selected from the HMI
0 1 The function is forced inactive by the PLC
1 0 The function is forced active by the PLC
1 1 The function is not active, and cannot beselected in the HMI
Name HMI softkey Function
IN_HIDE_CYBLK AUTO
S5 Program test
S2 Hide CycleBlocks
Hide / Display cycleblocks Feedback via"ON_HIDE_CYBLK" (See Ä Chapter4.2.19.8“ON_HIDE_CYBLK”on page 209)
Cycle Blocks
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 115

4.1.27.7 IN_FINISH_ACT_BLKWith this input, the PLC is able to abort an active block in execu-tion. This means that from the rising edge of the signals the rest ofthe block will be ignored. The signal generates an internal cyclestop, and further block execution will only be possible with anincoming IN_START.
Value Action in the CNC
0 No direct effect
0 ® 1 The presently active block is imme-diately interrupted but no blocktransfer follows ® the block is fin-ished. The next block will becomeactive only after the next incomingIN_START
1 Internal Cycle Stop is active
1 ® 0 No direct effect
– These commands will only work in automaticmodes (automatic sequential or single blockand manual data input)
– The PLC gets feedback of its request in bothcases with the signal "ON_CANCELBLK" (seeÄ Chapter 4.2.19.1 “ON_CANCELBLK”on page 205). The PLC should always wait forthis feedback before repeated cancel blockrequest!
– A repeated rising of IN_CANCELBLK whenstill ON_CANCELBLK is not TRUE, will causean error:– 863: “Cancel block is active. No new
requests possible”– A repeated (and allowed) rising of IN_CAN-
CELBLK will result in repeated block cancel-ling: it is thus possible to cancel several blockswith this input
– Repeated rising of IN_FINISH_ACT_BLK willhave as result the cancelling of only one block.The next block should be started before beingcancelled if necessary
Finish Block
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 116

4.1.27.8 IN_DEL_MAN_OFFSThis input allows the PLC to delete axes offset that could be setfrom manual movements during automatic program execution(refer to the PA Operating Manual).
CAUTION!As the operator is able to create program path off-sets by the means of manual movement during aprogram execution, it might be of sense to deletethese offsets after the program end withoutmachine movements (like it occurs when using the"Retreat" mode).
Value Description
0 No direct effect
1 Clear the axes offsets
– This PLC command has the same effect as theoperator command: MANUAL ® S7 Auxiliaryfunctions ® S4 Cancel Manual Offset
– The PLC gets acknowledgment of the functionbeing executed with "ON_DEL_MAN_OFFS"(See Ä Chapter 4.2.19.9“ON_DEL_MAN_OFFS” on page 209), andshould use this feedback to reset the com-mand.
4.1.27.9 IN_MP_CHANGE_ACKThis input allows the PLC to ask if a machine parameter change isjust being done (to avoid e.g. other function block commands to theCNC kernel).
Value Description
0 No direct effect
1 Request information about currentmachine parameter change
The PLC gets feedback with the signal"ON_MP_CHANGE" (See Ä Chapter 4.2.19.10“ON_MP_CHANGE” on page 210) and should usethis feedback to reset the command.
Delete Manual Offsets
Check Machine Parameter Change
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 117

4.1.28 CNC Input DWORD: IN_028The following signals belong to the content of DWORD: IN_028(see Ä Table 34 “IN_028” on page 118).
Table 34: IN_028Signal Description Signal Description
IN_028_01 Not used IN_028_17 Not used
IN_028_02 Not used IN_028_18 Not used
IN_028_03 Not used IN_028_19 Not used
IN_028_04 Not used IN_028_20 Not used
IN_028_05 Not used IN_028_21 Not used
IN_028_06 Not used IN_028_22 Not used
IN_028_07 Not used IN_028_23 Not used
IN_028_08 Not used IN_028_24 Not used
IN_028_09 Not used IN_028_25 Not used
IN_028_10 Not used IN_028_26 Not used
IN_028_11 Not used IN_028_27 Not used
IN_028_12 Not used IN_028_28 Not used
IN_028_13 Not used IN_028_29 Not used
IN_028_14 Not used IN_028_30 Not used
IN_028_15 Not used IN_028_31 Not used
IN_028_16 Not used IN_028_32 Not used
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 118

4.1.29 CNC Input DWORD: IN_FASTM_MASKThis DWORD is relevant to the optional function:
n Exact position related output signals (code 401402)n Refer to the PA Software Function Manual for detailed infor-
mation.
With each of the first 8 bits the PLC can allow the direct output ofone between 8 signals (called fast M-Codes). These outputs areset (M111 – M118) or reset (M101 – M108) directly by the CNC(with no need to be decoded in the PLC program).
The following signals belong to the content ofDWORD: IN_FASTM_MASK (see Ä Table 35 “IN_FASTM_MASK”on page 119).
Table 35: IN_FASTM_MASKSignal Description Signal Description
IN_FASTM_BIT1 Validation Bit for Fast M-Code M111
IN_029_17 Not used
IN_FASTM_BIT2 Validation Bit for Fast M-Code M112
IN_029_18 Not used
IN_FASTM_BIT3 Validation Bit for Fast M-Code M113
IN_029_19 Not used
IN_FASTM_BIT4 Validation Bit for Fast M-Code M114
IN_029_20 Not used
IN_FASTM_BIT5 Validation Bit for Fast M-Code M115
IN_029_21 Not used
IN_FASTM_BIT6 Validation Bit for Fast M-Code M116
IN_029_22 Not used
IN_FASTM_BIT7 Validation Bit for Fast M-Code M117
IN_029_23 Not used
IN_FASTM_BIT8 Validation Bit for Fast M-Code M118
IN_029_24 Not used
IN_029_09 Not used IN_029_25 Not used
IN_029_10 Not used IN_029_26 Not used
IN_029_11 Not used IN_029_27 Not used
IN_029_12 Not used IN_029_28 Not used
IN_029_13 Not used IN_029_29 Not used
IN_029_14 Not used IN_029_30 Not used
IN_029_15 Not used IN_029_31 Not used
IN_029_16 Not used IN_029_32 Not used
See Ä Chapter 4.1.29.1 “IN_FASTM_BITx” on page 120.
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 119

4.1.29.1 IN_FASTM_BITx
Value Description
0 The PLC prevents direct M-Codeoutput
1 The PLC allows direct M-Codeoutput
– The PLC can allow or prevent fast M-codesoutput only if the machine parameter BCDBy-teMaskIndex is not zero!
– If the corresponding bit is reset as the NC pro-gram still requests an output (fast M codeactive), the output is set immediately to zero
– Fast M-codes are output from the NC on aphysical output byte defined by the machineparameter FastOutputByte
– The PLC can get feedback of the status of theNC program commands (M111 - M118) with"ON_FASTM" (See Ä Chapter 4.2.21 “CNCOutput DWORD: ON_FASTM” on page 212)
Direct Output Of One Between 8Signals
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 120

4.1.30 CNC Input DWORD: INTOOLThis DWORD, as well as IN_TOOLPLACE, IN_TOOLREQ,ONTOOL, ON_TOOLPLACE and ON_TOOLTABLE, are relevantto the optional function:
n Tool management (code 401401)n Refer to the PA Software Function Manual for detailed infor-
mation.
The following signals belong to the content of DWORD: INTOOL(see Ä Table 36 “INTOOL” on page 121).
Table 36: INTOOLSignal Description Signal Description
IN_TOOLRELEASE The tool magazine isready (magazine posi-tioning is done), whenthe magazine move-ments are managed bythe PLC
IN_030_17 Not used
IN_TOOLCHANGE The tool change cycle isdone
IN_030_18 Not used
IN_TOOLPOS Start for the positioningof the tool magazine,when the magazinemovements are man-aged by the CNC
IN_030_19 Not used
IN_TOOLACTIVE As long as this signal isset true, the ToolRemaining Life of theactive tool is decre-mented
IN_030_20 Not used
IN_TOOLREMOVE Not used IN_030_21 Not used
IN_030_06 Not used IN_030_22 Not used
IN_030_07 Not used IN_030_23 Not used
IN_030_08 Not used IN_030_24 Not used
IN_030_09 Not used IN_030_25 Not used
IN_030_10 Not used IN_030_26 Not used
IN_030_11 Not used IN_030_27 Not used
IN_030_12 Not used IN_030_28 Not used
IN_030_13 Not used IN_030_29 Not used
IN_030_14 Not used IN_030_30 Not used
IN_030_15 Not used IN_030_31 Not used
IN_030_16 Not used IN_030_32 Not used
Tool Management
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 121

4.1.31 CNC Input DWORD: IN_TOOLPLACEThe following signals belong to the content ofDWORD: IN_TOOLPLACE (see Ä Table 37 “IN_TOOLPLACE”on page 122).
Table 37: IN_TOOLPLACESignal Description Signal Description
IN_031_01
Position of the Tool Mag-azine (when the maga-zine movements aremanaged by the PLC)
IN_031_17
Position of the Tool Mag-azine (when the maga-zine movements aremanaged by the PLC)
IN_031_02 IN_031_18
IN_031_03 IN_031_19
IN_031_04 IN_031_20
IN_031_05 IN_031_21
IN_031_06 IN_031_22
IN_031_07 IN_031_23
IN_031_08 IN_031_24
IN_031_09 IN_031_25
IN_031_10 IN_031_26
IN_031_11 IN_031_27
IN_031_12 IN_031_28
IN_031_13 IN_031_29
IN_031_14 IN_031_30
IN_031_15 IN_031_31
IN_031_16 IN_031_32
Tool Magazine
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 122

4.1.32 CNC Input DWORD: IN_TOOLREQThe following signals belong to the content ofDWORD: IN_TOOLREQ (see Ä Table 38 “IN_TOOLREQ”on page 123).
Table 38: IN_TOOLREQSignal Description Signal Description
IN_032_01
Specifies the table loca-tion to be used for PLCrequests
n Range is 1 to 250n Position 251 indi-
cates the active tooln Position 252 indi-
cates a pending tool
IN_032_17
Specifies the table loca-tion to be used for PLCrequests
n Range is 1 to 250n Position 251 indi-
cates the active tooln Position 252 indi-
cates a pending tool
IN_032_02 IN_032_18
IN_032_03 IN_032_19
IN_032_04 IN_032_20
IN_032_05 IN_032_21
IN_032_06 IN_032_22
IN_032_07 IN_032_23
IN_032_08 IN_032_24
IN_032_09 IN_032_25
IN_032_10 IN_032_26
IN_032_11 IN_032_27
IN_032_12 IN_032_28
IN_032_13 IN_032_29
IN_032_14 IN_032_30
IN_032_15 IN_032_31
IN_032_16 IN_032_32
Tool Magazine
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 123

4.1.33 CNC Input DWORD: IN_033The following signals belong to the content of DWORD: IN_033(see Ä Table 39 “IN_033” on page 124).
Table 39: IN_033Signal Description Signal Description
IN_033_01 Not used IN_033_17 Not used
IN_033_02 Not used IN_033_18 Not used
IN_033_03 Not used IN_033_19 Not used
IN_033_04 Not used IN_033_20 Not used
IN_033_05 Not used IN_033_21 Not used
IN_033_06 Not used IN_033_22 Not used
IN_033_07 Not used IN_033_23 Not used
IN_033_08 Not used IN_033_24 Not used
IN_033_09 Not used IN_033_25 Not used
IN_033_10 Not used IN_033_26 Not used
IN_033_11 Not used IN_033_27 Not used
IN_033_12 Not used IN_033_28 Not used
IN_033_13 Not used IN_033_29 Not used
IN_033_14 Not used IN_033_30 Not used
IN_033_15 Not used IN_033_31 Not used
IN_033_16 Not used IN_033_32 Not used
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 124

4.1.34 CNC Input DWORD: IN_034The following signals belong to the content of DWORD: IN_034(see Ä Table 40 “IN_034” on page 125).
Table 40: IN_034Signal Description Signal Description
IN_034_01 Not used IN_034_17 Not used
IN_034_02 Not used IN_034_18 Not used
IN_034_03 Not used IN_034_19 Not used
IN_034_04 Not used IN_034_20 Not used
IN_034_05 Not used IN_034_21 Not used
IN_034_06 Not used IN_034_22 Not used
IN_034_07 Not used IN_034_23 Not used
IN_034_08 Not used IN_034_24 Not used
IN_034_09 Not used IN_034_25 Not used
IN_034_10 Not used IN_034_26 Not used
IN_034_11 Not used IN_034_27 Not used
IN_034_12 Not used IN_034_28 Not used
IN_034_13 Not used IN_034_29 Not used
IN_034_14 Not used IN_034_30 Not used
IN_034_15 Not used IN_034_31 Not used
IN_034_16 Not used IN_034_32 Not used
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 125

4.1.35 CNC Input DWORD: IN_035The following signals belong to the content of DWORD: IN_035(see Ä Table 41 “IN_035” on page 126).
Table 41: IN_035Signal Description Signal Description
IN_035_01 Not used IN_035_17 Not used
IN_035_02 Not used IN_035_18 Not used
IN_035_03 Not used IN_035_19 Not used
IN_035_04 Not used IN_035_20 Not used
IN_035_05 Not used IN_035_21 Not used
IN_035_06 Not used IN_035_22 Not used
IN_035_07 Not used IN_035_23 Not used
IN_035_08 Not used IN_035_24 Not used
IN_035_09 Not used IN_035_25 Not used
IN_035_10 Not used IN_035_26 Not used
IN_035_11 Not used IN_035_27 Not used
IN_035_12 Not used IN_035_28 Not used
IN_035_13 Not used IN_035_29 Not used
IN_035_14 Not used IN_035_30 Not used
IN_035_15 Not used IN_035_31 Not used
IN_035_16 Not used IN_035_32 Not used
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 126

4.1.36 CNC Input DWORD: IN_036The following signals belong to the content of DWORD: IN_036(see Ä Table 42 “IN_036” on page 127).
Table 42: IN_036Signal Description Signal Description
IN_036_01 Not used IN_036_17 Not used
IN_036_02 Not used IN_036_18 Not used
IN_036_03 Not used IN_036_19 Not used
IN_036_04 Not used IN_036_20 Not used
IN_036_05 Not used IN_036_21 Not used
IN_036_06 Not used IN_036_22 Not used
IN_036_07 Not used IN_036_23 Not used
IN_036_08 Not used IN_036_24 Not used
IN_036_09 Not used IN_036_25 Not used
IN_036_10 Not used IN_036_26 Not used
IN_036_11 Not used IN_036_27 Not used
IN_036_12 Not used IN_036_28 Not used
IN_036_13 Not used IN_036_29 Not used
IN_036_14 Not used IN_036_30 Not used
IN_036_15 Not used IN_036_31 Not used
IN_036_16 Not used IN_036_32 Not used
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 127

4.1.37 CNC Input DWORD: IN_FIVEAXESThis DWORD is relevant to the optional functions:
n 5 axes transformation (code 400401)n 4 axes transformation (code 400402)n 3 axes transformation (code 400403)n Refer to the PA Software Function Manual for detailed infor-
mation.
The following signals belong to the content ofDWORD: IN_FIVEAXES (see Ä Table 43 “IN_FIVEAXES”on page 128).
Table 43: IN_FIVEAXESSignal Description Signal Description
IN_NO_TCP Selection of MachineCoordinate System(G180)
IN_037_17 Not used
IN_TCP_ACTIVE Selection of Tool CenterPoint Mode (G181)
IN_037_18 Not used
IN_TCP_COORD Selection of Tool Coordi-nate System (G182)
IN_037_19 Not used
IN_COORD_DEF Definition of Tool Coordi-nate System (G183)
IN_037_20 Not used
IN_BACK_TRAFO_OFF Deactivate Back Trans-formation Mode
IN_037_21 Not used
IN_BACK_TRAFO_ON Activate Back Transfor-mation Mode
IN_037_22 Not used
IN_037_07 Not used IN_037_23 Not used
IN_037_08 Not used IN_037_24 Not used
IN_037_09 Not used IN_037_25 Not used
IN_037_10 Not used IN_037_26 Not used
IN_037_11 Not used IN_037_27 Not used
IN_037_12 Not used IN_037_28 Not used
IN_037_13 Not used IN_037_29 Not used
IN_037_14 Not used IN_037_30 Not used
IN_037_15 Not used IN_037_31 Not used
IN_037_16 Not used IN_037_32 Not used
Axes Transformation
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 128

4.1.38 CNC Input DWORD: IN_TORQUE_LIMIT
CAUTION!These inputs are significant only in case of PASDITM drives.
On CNC systems with analog or SERCOSTM driveinterface, they will be continuously "0" (false).
With this CNC input, the PLC instructs the CNC to close the posi-tion control loop of each axis.
The following signals belong to the content ofDWORD: IN_TORQUE_LIMIT (seeÄ Table 44 “IN_TORQUE_LIMIT” on page 129).
Table 44: IN_TORQUE_LIMITSignal Description Signal Description
IN_TORQUE_LIMIT_01 Activate torque limitationfor axis #1
IN_TORQUE_LIMIT_17 Activate torque limitationfor axis #17
IN_TORQUE_LIMIT_02 Activate torque limitationfor axis #2
IN_TORQUE_LIMIT_18 Activate torque limitationfor axis #18
IN_TORQUE_LIMIT_03 Activate torque limitationfor axis #3
IN_TORQUE_LIMIT_19 Activate torque limitationfor axis #19
IN_TORQUE_LIMIT_04 Activate torque limitationfor axis #4
IN_TORQUE_LIMIT_20 Activate torque limitationfor axis #20
IN_TORQUE_LIMIT_05 Activate torque limitationfor axis #5
IN_TORQUE_LIMIT_21 Activate torque limitationfor axis #21
IN_TORQUE_LIMIT_06 Activate torque limitationfor axis #6
IN_TORQUE_LIMIT_22 Activate torque limitationfor axis #22
IN_TORQUE_LIMIT_07 Activate torque limitationfor axis #7
IN_TORQUE_LIMIT_23 Activate torque limitationfor axis #23
IN_TORQUE_LIMIT_08 Activate torque limitationfor axis #8
IN_TORQUE_LIMIT_24 Activate torque limitationfor axis #24
IN_TORQUE_LIMIT_09 Activate torque limitationfor axis #9
IN_TORQUE_LIMIT_25 Activate torque limitationfor axis #25
IN_TORQUE_LIMIT_10 Activate torque limitationfor axis #10
IN_TORQUE_LIMIT_26 Activate torque limitationfor axis #26
IN_TORQUE_LIMIT_11 Activate torque limitationfor axis #11
IN_TORQUE_LIMIT_27 Activate torque limitationfor axis #27
IN_TORQUE_LIMIT_12 Activate torque limitationfor axis #12
IN_TORQUE_LIMIT_28 Activate torque limitationfor axis #28
IN_TORQUE_LIMIT_13 Activate torque limitationfor axis #13
IN_TORQUE_LIMIT_29 Activate torque limitationfor axis #29
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 129

Signal Description Signal Description
IN_TORQUE_LIMIT_14 Activate torque limitationfor axis #14
IN_TORQUE_LIMIT_30 Activate torque limitationfor axis #30
IN_TORQUE_LIMIT_15 Activate torque limitationfor axis #15
IN_TORQUE_LIMIT_31 Activate torque limitationfor axis #31
IN_TORQUE_LIMIT_16 Activate torque limitationfor axis #16
IN_TORQUE_LIMIT_32 Activate torque limitationfor axis #32
See Ä Chapter 4.1.38.1 “IN_TORQUE_LIMIT_xx” on page 130.
4.1.38.1 IN_TORQUE_LIMIT_xx
Value Description
0 No torque limitation
1 The torque of this axis motor islimited
The value of the limitation is defined by themachine parameter TorqueLimitPercent.
Activate Torque Limitation
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 130

4.1.39 CNC Input DWORD: IN_IR_RDIOThis DWORD and the DWORDS (IN_IR_EN / IN_IR_ACT) are rel-evant to the optional functions:
n 1 CNC interrupt program (code 401406)n 8 CNC interrupt program (code 420006)n 32 CNC interrupt program (code 420007)n Refer to the PA Software Function Manual for detailed infor-
mation.
The following signals belong to the content ofDWORD: IN_IR_RDIO (see Ä Table 45 “IN_IR_RDIO”on page 131).
Table 45: IN_IR_RDIOSignal Description Signal Description
IN_IR_RDIO_01
Interrupt Programs:allows the read-in of theI/O port
IN_IR_RDIO_17
Interrupt Programs:allows the read-in of theI/O port
IN_IR_RDIO_02 IN_IR_RDIO_18
IN_IR_RDIO_03 IN_IR_RDIO_19
IN_IR_RDIO_04 IN_IR_RDIO_20
IN_IR_RDIO_05 IN_IR_RDIO_21
IN_IR_RDIO_06 IN_IR_RDIO_22
IN_IR_RDIO_07 IN_IR_RDIO_23
IN_IR_RDIO_08 IN_IR_RDIO_24
IN_IR_RDIO_09 IN_IR_RDIO_25
IN_IR_RDIO_10 IN_IR_RDIO_26
IN_IR_RDIO_11 IN_IR_RDIO_27
IN_IR_RDIO_12 IN_IR_RDIO_28
IN_IR_RDIO_13 IN_IR_RDIO_29
IN_IR_RDIO_14 IN_IR_RDIO_30
IN_IR_RDIO_15 IN_IR_RDIO_31
IN_IR_RDIO_16 IN_IR_RDIO_32
Axes Transformation
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 131

4.1.40 CNC Input DWORD: IN_IR_ENThe following signals belong to the content of DWORD: IN_IR_EN(see Ä Table 46 “IN_IR_EN” on page 132).
Table 46: IN_IR_ENSignal Description Signal Description
IN_IR_EN_01
Interrupt Programs:allows the correspondinginterrupt
IN_IR_EN_17
Interrupt Programs:allows the correspondinginterrupt
IN_IR_EN_02 IN_IR_EN_18
IN_IR_EN_03 IN_IR_EN_19
IN_IR_EN_04 IN_IR_EN_20
IN_IR_EN_05 IN_IR_EN_21
IN_IR_EN_06 IN_IR_EN_22
IN_IR_EN_07 IN_IR_EN_23
IN_IR_EN_08 IN_IR_EN_24
IN_IR_EN_09 IN_IR_EN_25
IN_IR_EN_10 IN_IR_EN_26
IN_IR_EN_11 IN_IR_EN_27
IN_IR_EN_12 IN_IR_EN_28
IN_IR_EN_13 IN_IR_EN_29
IN_IR_EN_14 IN_IR_EN_30
IN_IR_EN_15 IN_IR_EN_31
IN_IR_EN_16 IN_IR_EN_32
Interrupt Program
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 132

4.1.41 CNC Input DWORD: IN_IR_ACTThe following signals belong to the content ofDWORD: IN_IR_ACT (see Ä Table 47 “IN_IR_ACT”on page 133).
Table 47: IN_IR_ACTSignal Description Signal Description
IN_IR_ACT_01
Interrupt Programs: acti-vates the correspondinginterrupt
IN_IR_ACT_17
Interrupt Programs: acti-vates the correspondinginterrupt
IN_IR_ACT_02 IN_IR_ACT_18
IN_IR_ACT_03 IN_IR_ACT_19
IN_IR_ACT_04 IN_IR_ACT_20
IN_IR_ACT_05 IN_IR_ACT_21
IN_IR_ACT_06 IN_IR_ACT_22
IN_IR_ACT_07 IN_IR_ACT_23
IN_IR_ACT_08 IN_IR_ACT_24
IN_IR_ACT_09 IN_IR_ACT_25
IN_IR_ACT_10 IN_IR_ACT_26
IN_IR_ACT_11 IN_IR_ACT_27
IN_IR_ACT_12 IN_IR_ACT_28
IN_IR_ACT_13 IN_IR_ACT_29
IN_IR_ACT_14 IN_IR_ACT_30
IN_IR_ACT_15 IN_IR_ACT_31
IN_IR_ACT_16 IN_IR_ACT_32
Interrupt Program
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 133

4.1.42 CNC Input DWORD: IN_OEM1The following signals belong to the content of DWORD: IN_OEM1(see Ä Table 48 “IN_OEM1” on page 134).
Table 48: IN_OEM1Signal Description Signal Description
IN_OEM1_01 Reserved for internaluse
IN_OEM1_17 Reserved for internaluse
IN_OEM1_02 Reserved for internaluse
IN_OEM1_18 Reserved for internaluse
IN_OEM1_03 Reserved for internaluse
IN_OEM1_19 Reserved for internaluse
IN_OEM1_04 Reserved for internaluse
IN_OEM1_20 Reserved for internaluse
IN_OEM1_05 Reserved for internaluse
IN_OEM1_21 Reserved for internaluse
IN_OEM1_06 Reserved for internaluse
IN_OEM1_22 Reserved for internaluse
IN_OEM1_07 Reserved for internaluse
IN_OEM1_23 Reserved for internaluse
IN_OEM1_08 Reserved for internaluse
IN_OEM1_24 Reserved for internaluse
IN_OEM1_09 Reserved for internaluse
IN_OEM1_25 Reserved for internaluse
IN_OEM1_10 Reserved for internaluse
IN_OEM1_26 Reserved for internaluse
IN_OEM1_11 Reserved for internaluse
IN_OEM1_27 Reserved for internaluse
IN_OEM1_12 Reserved for internaluse
IN_OEM1_28 Reserved for internaluse
IN_OEM1_13 Reserved for internaluse
IN_OEM1_29 Reserved for internaluse
IN_OEM1_14 Reserved for internaluse
IN_OEM1_30 Reserved for internaluse
IN_OEM1_15 Reserved for internaluse
IN_OEM1_31 Reserved for internaluse
IN_OEM1_16 Reserved for internaluse
IN_OEM1_32 Reserved for internaluse
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 134

4.1.43 CNC Input DWORD: IN_OEM2The following signals belong to the content of DWORD: IN_OEM2(see Ä Table 49 “IN_OEM2” on page 135).
Table 49: IN_OEM2Signal Description Signal Description
IN_OEM2_01 Reserved for internaluse
IN_OEM2_17 Reserved for internaluse
IN_OEM2_02 Reserved for internaluse
IN_OEM2_18 Reserved for internaluse
IN_OEM2_03 Reserved for internaluse
IN_OEM2_19 Reserved for internaluse
IN_OEM2_04 Reserved for internaluse
IN_OEM2_20 Reserved for internaluse
IN_OEM2_05 Reserved for internaluse
IN_OEM2_21 Reserved for internaluse
IN_OEM2_06 Reserved for internaluse
IN_OEM2_22 Reserved for internaluse
IN_OEM2_07 Reserved for internaluse
IN_OEM2_23 Reserved for internaluse
IN_OEM2_08 Reserved for internaluse
IN_OEM2_24 Reserved for internaluse
IN_OEM2_09 Reserved for internaluse
IN_OEM2_25 Reserved for internaluse
IN_OEM2_10 Reserved for internaluse
IN_OEM2_26 Reserved for internaluse
IN_OEM2_11 Reserved for internaluse
IN_OEM2_27 Reserved for internaluse
IN_OEM2_12 Reserved for internaluse
IN_OEM2_28 Reserved for internaluse
IN_OEM2_13 Reserved for internaluse
IN_OEM2_29 Reserved for internaluse
IN_OEM2_14 Reserved for internaluse
IN_OEM2_30 Reserved for internaluse
IN_OEM2_15 Reserved for internaluse
IN_OEM2_31 Reserved for internaluse
IN_OEM2_16 Reserved for internaluse
IN_OEM2_32 Reserved for internaluse
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 135

4.1.44 CNC Input DWORD: IN_OEM3The following signals belong to the content of DWORD: IN_OEM3(see Ä Table 50 “IN_OEM3” on page 136).
Table 50: IN_OEM3Signal Description Signal Description
IN_OEM3_01 Reserved for internaluse
IN_OEM3_17 Reserved for internaluse
IN_OEM3_02 Reserved for internaluse
IN_OEM3_18 Reserved for internaluse
IN_OEM3_03 Reserved for internaluse
IN_OEM3_19 Reserved for internaluse
IN_OEM3_04 Reserved for internaluse
IN_OEM3_20 Reserved for internaluse
IN_OEM3_05 Reserved for internaluse
IN_OEM3_21 Reserved for internaluse
IN_OEM3_06 Reserved for internaluse
IN_OEM3_22 Reserved for internaluse
IN_OEM3_07 Reserved for internaluse
IN_OEM3_23 Reserved for internaluse
IN_OEM3_08 Reserved for internaluse
IN_OEM3_24 Reserved for internaluse
IN_OEM3_09 Reserved for internaluse
IN_OEM3_25 Reserved for internaluse
IN_OEM3_10 Reserved for internaluse
IN_OEM3_26 Reserved for internaluse
IN_OEM3_11 Reserved for internaluse
IN_OEM3_27 Reserved for internaluse
IN_OEM3_12 Reserved for internaluse
IN_OEM3_28 Reserved for internaluse
IN_OEM3_13 Reserved for internaluse
IN_OEM3_29 Reserved for internaluse
IN_OEM3_14 Reserved for internaluse
IN_OEM3_30 Reserved for internaluse
IN_OEM3_15 Reserved for internaluse
IN_OEM3_31 Reserved for internaluse
IN_OEM3_16 Reserved for internaluse
IN_OEM3_32 Reserved for internaluse
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 136

4.1.45 CNC Input DWORD: IN_CPC2This DWORD and the DWORD (IN_CPC1) are relevant to theoptional functions:
n Compile cycles interface for interpreter (code 420012)n Compile cycles interface for position loop + interpolator +
interpreter (code 420013)n Refer to the PA Software Function Manual for detailed infor-
mation.
The following signals belong to the content of DWORD: IN_CPC2(see Ä Table 51 “IN_CPC2” on page 137).
Table 51: IN_CPC2Signal Description Signal Description
IN_CPC2_01 Compile Cycles (option) IN_CPC2_17 Compile Cycles (option)
IN_CPC2_02 Compile Cycles (option) IN_CPC2_18 Compile Cycles (option)
IN_CPC2_03 Compile Cycles (option) IN_CPC2_19 Compile Cycles (option)
IN_CPC2_04 Compile Cycles (option) IN_CPC2_20 Compile Cycles (option)
IN_CPC2_05 Compile Cycles (option) IN_CPC2_21 Compile Cycles (option)
IN_CPC2_06 Compile Cycles (option) IN_CPC2_22 Compile Cycles (option)
IN_CPC2_07 Compile Cycles (option) IN_CPC2_23 Compile Cycles (option)
IN_CPC2_08 Compile Cycles (option) IN_CPC2_24 Compile Cycles (option)
IN_CPC2_09 Compile Cycles (option) IN_CPC2_25 Compile Cycles (option)
IN_CPC2_10 Compile Cycles (option) IN_CPC2_26 Compile Cycles (option)
IN_CPC2_11 Compile Cycles (option) IN_CPC2_27 Compile Cycles (option)
IN_CPC2_12 Compile Cycles (option) IN_CPC2_28 Compile Cycles (option)
IN_CPC2_13 Compile Cycles (option) IN_CPC2_29 Compile Cycles (option)
IN_CPC2_14 Compile Cycles (option) IN_CPC2_30 Compile Cycles (option)
IN_CPC2_15 Compile Cycles (option) IN_CPC2_31 Compile Cycles (option)
IN_CPC2_16 Compile Cycles (option) IN_CPC2_32 Compile Cycles (option)
Compile Cycles Interface
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 137

4.1.46 CNC Input DWORD: IN_CPC1This DWORD and the DWORD (IN_CPC2) are relevant to theoptional functions:
n Compile cycles interface for interpreter (code 420012)n Compile cycles interface for position loop + interpolator +
interpreter (code 420013)n Refer to the PA Software Function Manual for detailed infor-
mation.
The following signals belong to the content of DWORD: IN_CPC1(see Ä Table 52 “IN_CPC1” on page 138).
Table 52: IN_CPC1Signal Description Signal Description
IN_CPC1_01 Compile Cycles (option) IN_CPC1_17 Compile Cycles (option)
IN_CPC1_02 Compile Cycles (option) IN_CPC1_18 Compile Cycles (option)
IN_CPC1_03 Compile Cycles (option) IN_CPC1_19 Compile Cycles (option)
IN_CPC1_04 Compile Cycles (option) IN_CPC1_20 Compile Cycles (option)
IN_CPC1_05 Compile Cycles (option) IN_CPC1_21 Compile Cycles (option)
IN_CPC1_06 Compile Cycles (option) IN_CPC1_22 Compile Cycles (option)
IN_CPC1_07 Compile Cycles (option) IN_CPC1_23 Compile Cycles (option)
IN_CPC1_08 Compile Cycles (option) IN_CPC1_24 Compile Cycles (option)
IN_CPC1_09 Compile Cycles (option) IN_CPC1_25 Compile Cycles (option)
IN_CPC1_10 Compile Cycles (option) IN_CPC1_26 Compile Cycles (option)
IN_CPC1_11 Compile Cycles (option) IN_CPC1_27 Compile Cycles (option)
IN_CPC1_12 Compile Cycles (option) IN_CPC1_28 Compile Cycles (option)
IN_CPC1_13 Compile Cycles (option) IN_CPC1_29 Compile Cycles (option)
IN_CPC1_14 Compile Cycles (option) IN_CPC1_30 Compile Cycles (option)
IN_CPC1_15 Compile Cycles (option) IN_CPC1_31 Compile Cycles (option)
IN_CPC1_16 Compile Cycles (option) IN_CPC1_32 Compile Cycles (option)
Compile Cycles Interface
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 138

4.2 Single signals from CNC to PLCGenerally the CNC sends information to the PLC about the presentstatus of the CNC as well as handshaking signals allowing the PLCto check the correct realization of its commands.
There is no need to use any of these signals. ThePLC programmer is solely responsible for thechoice of the signals he will consider in his pro-gram.
The level of safety and the accuracy of the infor-mation given via PLC messages to the operator orto the maintenance personnel are very stronglyinfluenced by the number of CNC feedbacks usedin the PLC program
The following existing signals (DWORDs) which are sent from theCNC to the PLC exist in the PLC/CNC-Signal Interface (seeÄ Table 53 “DWORDs” on page 139).
Table 53: DWORDsDWORD See
ONGENERAL1 Ä Chapter 4.2.1 “CNC Output DWORD: ONGENERAL1” on page 141
ONGENERAL2 Ä Chapter 4.2.2 “CNC Output DWORD: ONGENERAL2” on page 157
BCD Processing Ä Chapter 4.2.3 “BCD Processing” on page 165
ONINPOS Ä Chapter 4.2.4 “CNC Output DWORD: ONINPOS” on page 173
ONHOMINGOK Ä Chapter 4.2.5 “CNC Output DWORD: ONHOMINGOK” on page 175
ONPOSAXES Ä Chapter 4.2.6 “CNC Output DWORD: ONPOSAXES” on page 176
ONCYCBYTE Ä Chapter 4.2.7 “CNC Output DWORD: ONCYCBYTE” on page 177
ONEXTMODE Ä Chapter 4.2.8 “CNC Output DWORD: ONEXTMODE” on page 179
ONREADY Ä Chapter 4.2.9 “CNC Output DWORD: ONREADY” on page 181
ON_PLCMDONE Ä Chapter 4.2.10 “CNC Output DWORD: ON_PLCMDONE” on page 182
ONSPINDLE Ä Chapter 4.2.11 “CNC Output DWORD: ONSPINDLE” on page 183
ONCONTROL Ä Chapter 4.2.12 “CNC Output DWORD: ONCONTROL” on page 185
ONMIRROR Ä Chapter 4.2.13 “CNC Output DWORD: ONMIRROR” on page 187
ONCMND_P Ä Chapter 4.2.14 “CNC Output DWORD: ONCMND_P” on page 189
ONCMND_M Ä Chapter 4.2.15 “CNC Output DWORD: ONCMND_M” on page 191
ONHANDWH Ä Chapter 4.2.16 “CNC Output DWORD: ONHANDWH” on page 193
Function ON_CAM Ä Chapter 4.2.17 “Function ON_CAM” on page 194
ONPANEL Ä Chapter 4.2.18 “CNC Output DWORD: ONPANEL” on page 203
Necessary Settings
DWORDs - CNC To PLC
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 139

DWORD See
ON_IPR Ä Chapter 4.2.19 “CNC Input DWORD: ON_IPR” on page 204
ON_SWAX Ä Chapter 4.2.20 “CNC Output DWORD: ON_SWAX” on page 211
OM_FASTM Ä Chapter 4.2.21 “CNC Output DWORD: ON_FASTM” on page 212
OM_30 Ä Chapter 4.2.22 “CNC Output DWORD: ON_30” on page 213
ONTOOL Ä Chapter 4.2.23 “CNC Output DWORD: ONTOOL” on page 214
ON_TOOLPLACE Ä Chapter 4.2.24 “CNC Output DWORD: ON_TOOLPLACE” on page 216
ON_TOOLTABLE Ä Chapter 4.2.25 “CNC Output DWORD: ON_TOOLTABLE” on page 217
ON_34 Ä Chapter 4.2.26 “CNC Output DWORD: ON_34” on page 218
ON_PROBE_INPUT Ä Chapter 4.2.27 “CNC Output DWORD: ON_PROBE_INPUT” on page 219
ON_ACTCORR Ä Chapter 4.2.28 “CNC Output DWORD: ON_ACTCORR” on page 220
ON_ZERO_OFFSET Ä Chapter 4.2.29 “CNC Output DWORD: ON_ZERO_OFFSET” on page 221
ON_EGBMOTION Ä Chapter 4.2.30 “CNC Output DWORD: ON_EGBMOTION” on page 222
ON_EGBCONTROL Ä Chapter 4.2.31 “CNC Output DWORD: ON_EGBCONTROL” on page 223
ON_FIVEAXES Ä Chapter 4.2.32 “CNC Output DWORD: ON_FIVEAXES” on page 224
ON_IR_RD_IO Ä Chapter 4.2.33 “CNC Output DWORD: ON_IR_RD_IO” on page 225
ON_IR_EN Ä Chapter 4.2.34 “CNC Output DWORD: ON_IR_EN” on page 226
ON_IR_ACT Ä Chapter 4.2.35 “CNC Output DWORD: ON_IR_ACT” on page 227
ON_IR_PROG_ACT Ä Chapter 4.2.36 “CNC Output DWORD: ON_IR_PROG_ACT” on page 228
ON_PLC_IPO_ACT Ä Chapter 4.2.37 “CNC Output DWORD: ON_PLC_IPO_ACT” on page 229
ON_PLC_IPO_ENDP Ä Chapter 4.2.38 “CNC Output DWORD: ON_PLC_IPO_ENDP” on page 231
ON_PLC_POS_ACT Ä Chapter 4.2.39 “CNC Output DWORD: ON_PLC_POS_ACT” on page 233
ON_PLC_POS_ENDP Ä Chapter 4.2.40 “CNC Output DWORD: ON_PLC_POS_ENDP” on page 235
ON_OEM1 Ä Chapter 4.2.41 “CNC Output DWORD: ON_OEM1” on page 237
ON_OEM2 Ä Chapter 4.2.42 “CNC Output DWORD: ON_OEM2” on page 238
ON_OEM3 Ä Chapter 4.2.43 “CNC Output DWORD: ON_OEM3” on page 239
ON_CPC2 Ä Chapter 4.2.44 “CNC Output DWORD: ON_CPC2” on page 240
ON_CPC1 Ä Chapter 4.2.45 “CNC Output DWORD: ON_CPC1” on page 241
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 140

4.2.1 CNC Output DWORD: ONGENERAL1The following signals belong to the content ofDWORD: ONGENERAL1 (see Ä Table 54 “ONGENERAL1”on page 141).
Table 54: ONGENERAL1Signal Description See
ON_CYCLEON Cycle is Active Ä Chapter 4.2.1.1“ON_CYCLEON” on page 143
ON_STOPn (Inverted) NO cycle stop command from theNC (Test Mode)
Ä Chapter 4.2.1.2“ON_STOPNCn (Inverted)”on page 144
ON_STARTNC Cycle Start command from the NC(Test Mode)
Ä Chapter 4.2.1.3“ON_STARTNC” on page 145
ON_AUTO CNC operating mode AUTOsequential blocks
Ä Chapter 4.2.1.4 “CNC Oper-ating Modes” on page 146
ON_SINGLE CNC operating mode AUTOsingle block
ON_MDI CNC operating mode AUTOmanual data input
ON_JOGMODE CNC operating mode MANUALjog
ON_HOMING CNC operating mode MANUALhoming
ON_INC_JOG CNC operating mode MANUALjog incremental
ON_CONT_JOG CNC operating mode MANUALjog continuous
ON_CNC_CHAN_ACT In the HMI, the CNC Channel #1is active
Ä Chapter 4.2.1.5“ON_CNC_CHAN_ACT”on page 147
ON_EMERG NC is in Emergency Stop Ä Chapter 4.2.1.6 “ON_EMERG”on page 147
ON_PRG_STP Program Stop is active (M00 orM01)
Ä Chapter 4.2.1.7“ON_PRG_STP” on page 148
ON_PRG_END Program End is active (M02 orM30)
Ä Chapter 4.2.1.8“ON_PRG_END” on page 149
ON_RESET Control Reset is active Ä Chapter 4.2.1.9 “ON_RESET”on page 150
ON_NO_CNTR Position Loops are not closed Ä Chapter 4.2.1.10“ON_NO_CNTR” on page 151
ON_HOME_OK Homing Cycle is done Ä Chapter 4.2.1.11“ON_HOME_OK” on page 152
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 141

Signal Description See
IN_NCERROR NC is in Error Ä Chapter 4.2.1.12“ON_NCERROR” on page 153
ON_ADDKEY1 not used
ON_ADDKEY2 not used
ON_PROGRAM A program is being executed Ä Chapter 4.2.1.13 “CNC Status”on page 155
ON_ADMISSN not used
ON_PANEL not used
ON_RETREAT Retreat Mode is active Ä Chapter 4.2.1.13 “CNC Status”on page 155ON_BACKW Backward Mode is active
ON_TEACHED not used
ON_BLKCHNG CNC status: block transfer
Ä Chapter 4.2.1.13 “CNC Status”on page 155
ON_M1STOP CNC status: optional stop
ON_WITH_MOVE CNC status: test with movementmode
ON_G01_OVER CNC status: G01 override testmode
ON_BLOCK_DEL CNC status: block delete mode
ON_PITCHERR CNC status: pitch error compen-sation mode
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 142

4.2.1.1 ON_CYCLEONThis signal informs whether any activity occurs in the CNC whichhas consequences for the machine.
Value Description
0 There is no functional activity in theCNC
1 The CNC is executing:
n a manual movement (jog contin-uous or incremental)
n a homing cyclen a program sequential or single
block or MDI
– The PLC should use this signal to monitor theexecution of a start requested with IN_START(See Ä Chapter 4.1.1.2 “IN_START”on page 34).
– This signal is valid as well when the test opera-tion mode "Without Movements" is active.
Cycle Is Active
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 143

4.2.1.2 ON_STOPNCn (Inverted)This signal is given by the CNC when the test operation mode"Without Movements" is active.
In this mode, two additional softkeys are displayed in the menu"AUTO" and "Program Process 1":
n the softkey 8 is called "STOP TEST".
Value Description
0 The softkey "Stop Test" isdepressed
1 The softkey "Stop Test" is notdepressed
– The CNC does not execute directly the actionrequested by the operator! The signalON_STOPNCn indicates only this request tothe PLC program!
– The PLC should use this signal to commandthe execution of the stop with IN_STOPn (SeeÄ Chapter 4.1.1.3 “IN_STOPn (Inverted)”on page 37)
Cycle Stop Command
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 144

4.2.1.3 ON_STARTNCThis signal is sent by the CNC when the test operation mode"Without Movements" is active.
In this mode, there are two additional softkeys displayed in themenu "AUTO" and "Program Process 1":
n the softkey 7 is called "START TEST".
Value Description
0 The softkey "START TEST" is notdepressed
1 The softkey "START TEST" isdepressed
– The CNC does not execute directly the actionrequested by the operator! The signalON_STARTNC indicates only this request tothe PLC program!
– The PLC should use this signal to commandthe execution of the start with IN_START (SeeÄ Chapter 4.1.1.2 “IN_START” on page 34).
Cycle Start Command
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 145

4.2.1.4 CNC Operating ModesThe following signals will give information to the PLC about thepresently active operating mode.
Value Description
0 The operating mode is not active
1 The operating mode is active
Values Meaning
10 9 8 7 6 5 4
1 ON_AUTO AUTO and Sequential Block
1 ON_SINGLE AUTO and Single Block
1 ON_MDI AUTO and Manual Data Input
1 ON_JOGMODE MANUAL and Jog mode
1 ON_HOMING MANUAL and Homing
1 ON_INC_JOG MANUAL and Jog Incremental
1 ON_CONT_JOG MANUAL and Jog Continuous
There is usually only one of these signals presentat a time with exception in MANUAL and Jog,where two of these signals are high: eitherON_JOGMODE and ON_CONT_JOG orON_JOGMODE and ON_INC_JOG.
CNC Operating Modes
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 146

4.2.1.5 ON_CNC_CHAN_ACTThis signal indicates whether the station is presently selected forits display by the HMI.
Value Description
0 The station is not displayed on theHMI
1 The station is displayed on the HMI
– By single station configuration, this signal isalways true
– By two station configuration as example, if theHMI displays the data of the second station:– ON_CNC_CHAN_ACT = False– ON_CNC_CHAN_ACT = True
4.2.1.6 ON_EMERGThis signal shows the present Emergency Stop status of the CNC.It reflects the combination of the input signal INEMERGENCn (SeeÄ Chapter 4.1.1.1 “INEMERGENCn” on page 32) and of theinternal emergency stop conditions of the CNC (servo errors ormeasuring system errors).
Value Description
0 The CNC is not in Emergency Stop
1 The CNC is in Emergency Stop
Even if there are no internal emergency stop con-ditions and if the input signal INEMERGENCn istrue, this output signal will remain false until thenext Control Reset (See Ä Chapter 4.1.1.1 “INE-MERGENCn” on page 32)!
CNC Channel
Emergency Stop
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 147

4.2.1.7 ON_PRG_STPThis signal reflects the program's stop status. A program stop isgenerated by an occurrence of either M00 or M01 in the programbeing executed (as long as the optional stop has been activated -See Ä Chapter 4.1.1.12 “IN_M1STOP / IN_M1STOPn”on page 46).
Value Description
0 The CNC is in AUTO (continuous,single or MDI) and the running pro-gram is not stopped
1 The CNC is in AUTO (continuous,single or MDI) and the running pro-gram is stopped
– This output is set only after the block con-taining the code M00 or M01 has been fin-ished.
– An occurrence of M00 or of M01 can as well bedecoded in the PLC program with the BCDcode output signals (See Ä Chapter 4.2.3“BCD Processing” on page 165). In this casethe PLC programmer must be aware that theBCD-strobe is always given at the beginning ofthe block!
– This output will be reset to false as soon as anew cycle start occurs (See Ä Chapter 4.1.1.2“IN_START” on page 34), a Control Reset isexecuted, or the operator selects another oper-ating mode than AUTO.
– This output is valid as well in the operating testmode "Without Movements".
– Further information about the M00 and the M01can be found in the PA Programming manual.
– The PLC should use this signal to monitor theexecution of a start requested with IN_START(See Ä Chapter 4.1.1.2 “IN_START”on page 34).
– This signal is valid as well when the test opera-tion mode "Without Movements" is active.
Program Stop Is Active
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 148

4.2.1.8 ON_PRG_ENDThis signal reflects the program's end status. A program stop isgenerated by an occurrence of either M02 or M30 in the programbeing executed.
Value Description
0 The CNC is in AUTO (continuous,single or MDI) and the running pro-gram is not finished
1 The CNC is in AUTO (continuous,single or MDI) and the running pro-gram is finished
– This output is set only after the block con-taining the code M02 or M30 has been fin-ished.
– An occurrence of M02 or of M30 can as well bedecoded in the PLC program with the BCDcode output signals (See Ä Chapter 4.2.3“BCD Processing” on page 165). In this casethe PLC programmer must be aware that theBCD-strobe is always given at the beginning ofthe block!
– This output will be reset to false as soon as anew cycle start occurs (See Ä Chapter 4.1.1.2“IN_START” on page 34), or a Control Reset isexecuted, or the operator selects another oper-ating mode than AUTO.
– This output will be set only at the end of themain program. Subprograms called inside amain program have as well an M02 or an M30at their end; in this case however these codeshave for single effect a jump back into thecalling program and are not reflected by theprogram end signal!
– This output is valid as well in the operating testmode "Without Movements".
– There is no difference between M02 and M30.The two codes exist only for historical reasonsand upgrade compatibility.
– Further information about the M02 and the M30can be found in the PA Programming manual.
– The PLC should use this signal to monitor theexecution of a start requested with IN_START(See Ä Chapter 4.1.1.2 “IN_START”on page 34).
– This signal is valid as well when the test opera-tion mode "Without Movements" is active.
Program End Is Active
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 149

4.2.1.9 ON_RESETThis signal indicates to the PLC program that a Control Reset isbeing executed.
Value Description
0 No Control Reset
1 Control Reset is being executed
– This output is set as long as the CNC kernelneeds for the corresponding operations.
– However if the execution time of the ControlReset is smaller than the preset interval timebetween two BCD-strobes (See Ä Chapter4.2.3 “BCD Processing” on page 165), thesignal is lengthened to this time to ensure asure recognition by the PLC program. This isone reason not to set the preset interval timebetween two BCD-strobes (machine param-eter: BCDDistanceTime) to a zero!
– This output will be reset to false as soon as anew cycle start occurs (See Ä Chapter 4.1.1.2“IN_START” on page 34), or a Control Reset isexecuted, or the operator selects another oper-ating mode than AUTO.
– If the request for the execution of CONTROLRESET prevails longer than the execution ofthe CONTROL RESET itself lasts, then if nec-essary CONTROL RESET is executed repeat-edly one after another, so that the signalON_RESET (CONTROL RESET) repeatedlychanges its value in such a case.
– This output is valid as well in the operating testmode "Without Movements".
– Further information about the M00 and the M01can be found in the PA Programming manual.
CAUTION!A "Control Reset" has following consequences:
– Active G-codes are reset to pre-defined values.For this definition refer to the machine param-eter GCodeAppl. Current active G-codesvalues can be read in the G-Code window ofthe operating mode "INFO" (refer to the PAOperating Manual).
– Program processing is interrupted and reset– All axes movements are interrupted
Control Reset Is Active
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 150

4.2.1.10 ON_NO_CNTRThis signal tells the PLC if the position control loops are not closedon all axes.
CAUTION!When a position control loop is not closed in theCNC the corresponding axis may be moved awayfrom its last controlled position without any warningor any error detection!
Such movement can result e.g. from manual axisshifting.
By analog axes interface, it is very likely that theaxis will move away very slowly due to drift of thedrive and motor; this means that with a commandof 0V the motor is not really at zero speed!
Value Description
0 The position control loops are sup-posed closed
1 The position control loops are notclosed. The CNC is either in Emer-gency Stop state, or in the testoperation mode "Without Move-ments"
– Even if this signal is false, it is herewith notsure that all axes are in controlled positionloop, as single axis loops can be deactivated:See Ä Chapter 4.1.3 “CNC Input DWORD:IN_DRIVEON” on page 56
– If this signal is true, no servo error detectionwill be done. The axis position display just fol-lows the effective axis position!
– In analog axes interface, it is highly recom-mended to disable all motor drives when thissignal is true!
Position Loops
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 151

4.2.1.11 ON_HOME_OKThis signal tells the PLC that the homing cycle has been done forall axes that have been defined with a mandatory homing.
Value Description
0 The mandatory homing cycle is notdone
1 The mandatory homing cycle isdone for all axes
– The definition whether an axis has to execute ahoming cycle or not is done by the machineparameter RefAxesAppl.
– On machines where no axis has to execute ahoming cycle, this signal will always be true!
– By machine where at least one axis has to exe-cute a homing cycle, as long as this cycle hasnot been executed to its end:– the signal ON_HOME_OK remains false– manual jog movement is forbidden– the selection of AUTO mode is forbidden
– By machine where at least one axis has to exe-cute a homing cycle, manual jog movementscan be requested by the operator by selecting"Hand Release" mode (refer to the PA Oper-ating Manual).
Homing Cycle
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 152

4.2.1.12 ON_NCERRORThis signal tells the PLC that the CNC has recognized a criticalerror. Serious errors are states, which endanger the operationalsafety of the machine or prevent the further execution of activefunctions, or in general the processing of NC programs.
Value Description
0 No serious error state
1 At least one serious error has beenrecognized
The CNC recognizes three different classes of serious errors:
n Safety relevant, non-acknowledgeable errorsn Safety relevant, acknowledgeable errorsn Program execution errors which prevents further execution
Safety relevant, non acknowledgeable errors– These errors include, among others:
– hardware errors in the position measure-ment signals
– hardware errors in peripheral bus systems,including PAMIO components
– By such errors:– the safety relay "NC Ready" is opened– the Emergency Stop locking state is acti-
vated (See Ä Chapter 4.1.1.1 “INEMER-GENCn” on page 32)
– the signal ON_NCERROR becomes true– Error acknowledgment:
– only by close and re-start the PA 8000application
Safety relevant, acknowledgeable errors– These errors include, among others:
– servo-errors, e.g. an axis exceeds its max-imum following error
– By such errors:– the safety relay "NC Ready" is opened– the Emergency Stop locking state is acti-
vated (See Ä Chapter 4.1.1.1 “INEMER-GENCn” on page 32)
– the signal ON_NCERROR becomes true– Error acknowledgment:
– control reset
NC Is In Error
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 153

Program execution errors which prevents fur-ther execution– These errors include, among others:
– syntax or checksum errors in the NC pro-gram
– geometric errors in the NC program– By such errors:
– the execution of the program is interrupted– the signal ON_NCERROR becomes true
– Error acknowledgment:– control reset– program correction
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 154

4.2.1.13 CNC StatusThe following signals give information to the PLC about functionselection done by the operator or by PLC commands.
Value Description
0 The function is not active
1 The function is active
DWORD Meaning
ON_ PROGRAM A program is being executed in AUTO mode
ON_ RETREAT A manual retreat is being executed
ON_ BACKW The program is being executed in the oppositedirection
ON_ BLKCHNG There is presently a block changeover in the exe-cuted NC program
ON_ M1STOP The "optional stop" (M01) mode is active
ON_ WITH_MOVE The test mode "Without Movements" is NOT active
ON_ G1_OVER The test mode "G01 Override" is active
ON_ BLOCK_DEL The optional "block delete" (/N) mode is active
ON_ PITCHERR The pitch error compensation is active
Many of these function selections can be done viaPLC commands:
– Retreat movement by external mode selectionSee Ä Chapter 4.1.9.3 “Extended Mode Selec-tion” on page 74
– Backward program execution by IN_FOR-WARD / IN_BACKWARD See Ä Chapter4.1.1.11 “IN_FORWARD / IN_BACKWARD”on page 45
– Optional stop (M01) mode by IN_M1STOP /IN_M1STOPn See Ä Chapter 4.1.1.12“IN_M1STOP / IN_M1STOPn” on page 46
– Optional block delete (/N) byIN_BLOCK_DEL / IN_BLOCK_DELn SeeÄ Chapter 4.1.1.9 “IN_BLOCK_DEL /IN_BLOCK_DELn” on page 43
– Test mode without movement byIN_WITH_MOVE / IN_WITH_MOVEn SeeÄ Chapter 4.1.1.13 “IN_WITH_MOVE /IN_WITH_MOVEn” on page 47
» Continued on the next page
CNC Status
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 155

– Test mode G01 override by IN_G01_OVER /IN_G01_OVERn See Ä Chapter 4.1.1.10“IN_G01_OVER / IN_G01_OVERn”on page 44
– Pitch error compensation by IN_PITCHERR /IN_PITCHERRn See Ä Chapter 4.1.1.14“IN_PITCHERR / IN_PITCHERRn” on page 48
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 156

4.2.2 CNC Output DWORD: ONGENERAL2The following signals belong to the content ofDWORD: ONGENERAL2 (see Ä Table 55 “ONGENERAL2”on page 157).
Table 55: ONGENERAL2Signal Description See
ON_STAND CNC status: all axes are stopped
Ä Chapter 4.2.2.1 “CNC Status”on page 159
ON_RAPID CNC status: rapid traverse
ON_THREAD CNC status: thread cutting cycle
ON_HOMEOK CNC status: programmedhoming cycle
ON_INTVEND
EDM Function (option) Ä Chapter 4.2.2.2 “EDM functions(option)” on page 162ON_INTRET
ON_INTVHLD
ON_EGB_ACTIVEElectronic Gear Box (option) Ä Chapter 4.2.2.3 “Electronic
gear box (option)” on page 162ON_EGB_SYNC
ON_READ_TO_BLK CNC status: read to block selec-tion
Ä Chapter 4.2.2.1 “CNC Status”on page 159
ON_HDW_TICKS_LOST1CNC error: handwheel pulseslost
Ä Chapter 4.2.2.4 “CNC error:handwheel tick lost” on page 163ON_HDW_TICKS_LOST2
ON_HDW_TICKS_LOST3
ON_TRANSF CNC status: block transferstatus Ä Chapter 4.2.2.1 “CNC Status”
on page 159ON_CYCLE_STOP CNC status: cycle stop status
ON_PLC_MOV_NO_OVR Move interpolating axis overridestatus
Ä Chapter 4.2.2.5“ON_PLC_MOV_NO_OVR”on page 164
ON_AUTOFOCUSDistance Control (option) Ä Chapter 4.2.2.6 “Distance Con-
trol (option)” on page 164ON_DIST_CTRL
ON_G04_ACTIVE Programmed dwell time ispending
Ä Chapter 4.2.2.1 “CNC Status”on page 159
ON_002_20 not used
ON_002_21 not used
ON_002_22 not used
ON_002_23 not used
ON_002_24 not used
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 157

Signal Description See
ON_002_25 not used
ON_002_26 not used
ON_002_27 not used
ON_002_28 not used
ON_STROBE1
Strobes for BCD codes Ä Chapter 4.2.3 “BCD Pro-cessing” on page 165
ON_STROBE2
ON_STROBE3
ON_STROBE4
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 158

4.2.2.1 CNC StatusThe following signals are giving information to the PLC aboutactive CNC statuses.
Value Description
0 The status is not active
1 The status is active
DWORD Meaning
ON_ STAND Presently all axes are at a stillstand. There is nomachine movement.
ON_ RAPID A rapid traverse movement (G00) is being executed.
ON_ THREAD A thread cutting (G33/G34) cycle is being executed.
ON_HOMEOK A programmed homing cycle (G74) is being exe-cuted.
ON_READ_TO_BLK The "Read to Block" function is selected by theoperator.
ON_TRANSF The program is interrupted: no further block can beprocessed.
ON_CYCLE_STOP The CNC is in the cycle stop lock status.
ON_G04_ACTIVE A programmed dwell time (G04) is pending.
ON_STANDPossible cause for ON_STAND = 1 (True)– A block is in execution in any AUTO mode, in
which no interpolation is programmed
OR– The CNC is in AUTO mode and the signal
IN_ENABLE is 0 (False) (See Ä Chapter4.1.1.5 “IN_ENABLE” on page 41)
OR– The CNC is in MAN mode or in the Homing
cycle and the signal IN_DRENxx of the axis tobe moved is 0 (False) (See Ä Chapter 4.1.4.1“IN_DRENxx” on page 61)
OR– The feed override is set to 0
OR» Continued on the next page
CNC Status
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 159

– The CNC is in Feed Hold lock status
OR– The CNC is in Emergency Stop status (SeeÄ Chapter 4.2.1.6 “ON_EMERG” on page 147)
ON_RAPID– Rapid traverse is usually set (unless otherwise
specified) as default value in the first G-codegroup (G00/01/02/03/07/12/13/33/34)
– The ON_RAPID signal will be output onlyduring an active rapid movement!
– A rapid movement is possible only in AUTOmode (sequential, single block or MDI) and thisoutput will only be set if one of these modes isactive
– The rapid traverse signal is set as well by G00blocks when the CNC is in the operating testmode "Without Movements"
– In the operating test mode "G01 Override",even if G01 blocks are then executed in rapidtraverse speed, the signal ON_RAPID will onlybe set by blocks programmed with G00 code
ON_THREAD– If the machine is executing thread cuts, it is
very important to monitor this signal as it will benecessary to use special ways of achievingimmediate movement stops. Refer especiallyto the notes by "IN_STOPn" (see Ä Chapter4.1.1.3 “IN_STOPn (Inverted)” on page 37),"IN_TRANSF" (see Ä Chapter 4.1.1.4“IN_TRANSF” on page 39) and "IN_ENABLE"(see Ä Chapter 4.1.1.5 “IN_ENABLE”on page 41)
– In the operating test mode "Without Move-ments", NC blocks with thread cuts (G33/G34)are skipped, and therefore the ON_THREADoutput will not be set
ON_HOMEOK– Within program code, it is possible using the
G74 instruction to start the homing cycle of oneor several axes (refer to the PA ProgrammingManual). This output is set as soon as at leastone axis has been programmed for a homing
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 160

CAUTION!Even with almost the same name, this output dif-fers from "ON_HOME_OK" (see Ä Chapter4.2.1.11 “ON_HOME_OK” on page 152)! Makesure not to mix them up!
ON_READ_TO_BLK– The "Read to Block" function can be selected
(using the standard PA HMI) with:– AUTO / Program selection / Block selec-
tion / Read to blockWhen a block is selected with this function, theprogram will be processed until this block, allpreparatory functions being executed, all BCDcodes being output, but without axis move-ments
– The PLC should use this signal to determine ifauxiliary (BCD) codes must be executed or notby the machine under these circumstances
ON_TRANSF– The PLC can interrupt program processing
using the signal "IN_TRANSF" (see Ä Chapter4.1.1.4 “IN_TRANSF” on page 39). Howeverwhen this input is set true, the program pro-cessing might not be interrupted immediately:the movement commanded in the active block(even over several blocks by active look-ahead) will continue till end of the block (unless"IN_ENABLE" is set false at the same time as"IN_TRANSF"). The output "ON_TRANSF" willbe set only when all these jobs have been fin-ished
– The ON_TRANSF output will be set 0 (false)when "IN_TRANSF" has been set 1 (true)again and after the next incoming "IN_START"!
– During backward program execution ((SeeÄ Chapter 4.2.1.13 “CNC Status”on page 155), if the backward buffer is reached(machine stop), the output ON_TRANSF willbe set 0 (false). For safety reasons, after"IN_START", ON_TRANSF changes to 1 (true)or 0 (false) depending on "IN_TRANSF" bitvalue
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 161

ON_CYCLE_STOP– The ON_CYCLE_STOP output becomes 1
(true) as soon as "IN_STOPn" (See Ä Chapter4.1.1.3 “IN_STOPn (Inverted)” on page 37)changes from true to false, and stays true aslong as this input is false
– The ON_ CYCLE_STOP output will be set 0(false) when "IN_STOPn" has been set 1 (true)again and after the next incoming "IN_START"!
ON_G04_ACTIVE– The ON_G04_ACTIVE output becomes 1
(true) for the duration of a programmed dwelltime in a part program
– Dwell times are programmed with the nonmodal instruction: G04 Fxxxx where the Fvalues defines the time either in seconds or inmilliseconds depending on the machine param-eter setting. The relative machine parameter isFactorG04inMs, in the group NCAddress-Format
4.2.2.2 EDM functions (option)The DWORDs ON_INTVEND, ON_INTRET and ON_INTVHLD arerelated to the optional function:
n EDM – Discharge Machinen Refer to the PA Software Function Manual for detailed infor-
mation.
4.2.2.3 Electronic gear box (option)The DWORDs ON_EGB_ACTIVE and ON_EGB_SYNC arerelated to the optional function:
n Electronic gear box (code 400509)n Refer to the PA Software Function Manual for detailed infor-
mation.
DWORD Meaning
ON_EGB_ACTIVE The function electronic gearbox is active
ON_EGB_SYNC Electronic gear box sends "syn-chronization error"
Contents
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 162

4.2.2.4 CNC error: handwheel tick lostWith these outputs, the CNC tells to the PLC that ticks read in fromthe handwheel(s) will not be executed because of excessive lag.
If the factor of the handwheel is selected big, it is easy to commandgreat velocities. In handwheel mode the lag of the handwheel islimited to make sure that the axis will be able to stop in a reason-able time when the hand wheel is stopped. The limit is automati-cally set to such a value that the axis will stop not later than thepredefined slope time (machine parameter AxisSlopeTime)+ 100ms.
DWORD Meaning
ON_HDW_TICKS_LOST3 Ticks lost on handwheel input#1
ON_HDW_TICKS_LOST2 Ticks lost on handwheel input#2
ON_HDW_TICKS_LOST3 Ticks lost on handwheel input#3
Value Description
0 All ticks of the handwheel will bedone
1 Handwheel limit has been reached.The exact number of handwheelticks will not be driven.
When a handwheel is in a situation of limit, the cor-responding output is not set true permanently. TheCNC gives this output as a strobe with the sameduration as the one defined by the machine param-eter BCDStrobeTime (see Ä Chapter 4.2.3 “BCDProcessing” on page 165).
Handwheel Tick Lost
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 163

4.2.2.5 ON_PLC_MOV_NO_OVRThis output is a simple acknowledgment of the command"IN_PLC_MOV_NO_OVR". When set, it means the feed overrideis not active during a movement done with the PLC functionMove_Interpolating_Axis (see Ä Chapter 4.1.16 “CNC InputDWORD: IN_IPOMVMT” on page 91).
Value Description
0 Override active by PLC positioningcommands
1 Override not active by PLC posi-tioning commands
4.2.2.6 Distance Control (option)The DWORDs ON_AUTOFOCUS and ON_DIST_CTRL arerelated to the optional function:
n Distance regulation (code 400409 or 400410)n Refer to the PA Software Function Manual for detailed infor-
mation.
DWORD Meaning
ON_AUTOFOCUS Distance control movement isactive
ON_DIST_CTRL Distance control is active
Table 56: ON_AUTOFOCUSValue Description
0 No distance control movement
1 Distance control is activated and amovement of the distance con-trolled axis (axes) toward focuspoint is being executed.
Table 57: ON_DIST_CTRLValue Description
0 Distance control is not active
1 Distance control is active
Feed Override
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 164

4.2.3 BCD ProcessingAuxiliary codes are additional information written in a NC programthat allow the programmer to synchronize machine events (likecoolant on/off, Chip conveyor on/off, etc…) with the program exe-cution. This happens when a defined letter with its decimal value isprogrammed in a NC block. Auxiliary codes are called BCD codesas the CNC kernel transmits this information to the PLC in a codedway: Binary Coded Decimal.
Basically, the PA CNC allows up to 4 different BCD codes. Bymachine settings, the letter(s) used for these BCD codes can bechosen freely. Usually, the most common choice is for M, S, and T,no standard being defined for the fourth BCD code.
It is possible herewith to program up to 4 different auxiliary func-tions in a single block, using the 4 predefined different letters.
In the PLC-CNC signal interface, there are two D-WORDS (64 bits)available to send the value of the programmed code to the PLC.This range allows the programming of BCD codes from up to 16digits! The value of any of the 4 different BCD codes is sent on thesame D-WORDS. In order to determine to which letter the presentvalue corresponds, and to mark whether the value is valid, theCNC gives to the PLC 4 different strobe signals.
When several auxiliary codes are programmed in the same NCblock, the following timing is preset in the CNC for BCD code trans-mission to the PLC.
Fig. 2: Timing values
The timing values shown in Fig. 2 are defined by machine parame-ters (see Ä Table on page 166):
Explanations
BCD Delivery Timings
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 165

T1 / T7 Strobe interval / 2 BCDDistance-Time / 2
T3 / T5 Strobe interval BCDDistance-Time / 2
T2 Strobe time for BCDcode #1
BCDStrobeTime[1]
T4 Strobe time for BCDcode #2
BCDStrobeTime[2]
T6 Strobe time for BCDcode #3
BCDStrobeTime[3]
(T8) (Strobe time forBCD code #4)
BCDStrobeTime[4]
T Total BCD pro-cessing time
CAUTION!BCD Character DefinitionThe (up to) four alphabetic characters necessaryfor BCD codes are defined by the means of themachine parameter of the group NCAddress-Format.Should a character be used to define a BCD code(e.g. M), the index #5 of CharacterApplTabMmust be set to a hex value of 8000, where the 8(MSB =1) selects this letter as a BCD code and thelow byte value (here 0) gives the index of the pri-ority of this BCD code:
– index=0 = highest priority = first BCD code– index=3 = lowest priority = fourth BCD code
The letter M being defined as first BCD code, thePLC will recognize an M-code by checking the firstBCD strobe and the corresponding BCD value.
Machine Parameter Group BCDPro-cessing
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 166

4.2.3.1 BCD StrobesThe CNC sends these signals as pulse (strobe) when the corre-sponding auxiliary code letter is programmed in the active block.The value of the programmed code has to be read from "ONBCD-WORD1" and "ONBCDWORD2" (see Ä Chapter 4.2.3.2 “CNCOutput DWORD: ONBCDWORD1” on page 169 and Ä Chapter4.2.3.3 “CNC Output DWORD: ONBCDWORD2” on page 170).
CAUTION!BCD Code FunctionsThe functions driven by the individual BCD codesdepend on the respective PLC program. Indeedsome BCD codes, mainly M-codes, are alsodirectly processed by the CNC. Further informationabout this can be found in the PA programmingmanual and in the machine manufacturer's docu-mentation.
In a single NC block all 4 BCD letters can be pro-grammed, but each BCD letter however only once.
DWORD Meaning
ON_STROBE1 The BCD value is valid for thefirst BCD code
ON_STROBE2 The BCD value is valid for thesecond BCD code
ON_STROBE3 The BCD value is valid for thethird BCD code
ON_STROBE4 The BCD value is valid for thefourth BCD code
Value Description
0 The BCD value is not valid for thiscode
1 The BCD value is valid for this code
– Only one of these four signals can be 1 (true)at a time, the three others are 0 (false)
» Continued on the next page
ON_STROBEx
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 167

– The strobe duration is defined by four machineparameters: BCDStrobeTime[1-4]. To guar-antee a sure recognition of the BCD-codes bythe PLC, each individual time must be adjustedto be larger than the tact time of the PLC pro-gram!
– For each of the 4 BCD's it can be preset, thatan interpolation programmed in the same NCblock will be executed only after the delivery ofthe BCD's to the PLC: the CNC generates aninternal "Interpolation Stop". (See machineparameter: BCDStrobeTime[1 - 4])In the above example (See Fig. 2), if thisinternal interpolation stop is applied for thesecond BCD code, a movement possibly pro-grammed in the same block would start onlyafter the second BCD value has been deliv-ered, in this case at the half of T5.
– If machine functions are activated via BCD-codes, whose execution times are longer thanthe output time of the BCD's, and if the furtherprocessing of the NC program is to be inter-rupted during the machine function, this can becontrolled with the signal "IN_TRANSF" (SeeÄ Chapter 4.1.1.4 “IN_TRANSF” on page 39)
– If machine functions are activated via BCD-codes, whose execution times are longer thanthe output time of the BCD's, and if an interpo-lation programmed in the same block is to behalted during the machine function, this can becontrolled with the signal "IN_ENABLE" (SeeÄ Chapter 4.1.1.5 “IN_ENABLE” on page 41)
– To ensure that two identical BCD-codes suc-cessively programmed in two consecutiveblocks are also recognized twice by the PLC,the strobe signals must be evaluated on theirrising flange (transition from 0 to 1)
– The BCD strobe signals are output as well inthe test mode "Without Movements"
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 168

4.2.3.2 CNC Output DWORD: ONBCDWORD1The following signals belong to the content ofDWORD: ONBCDWORD1 (see Ä Table 58 “ONBCDWORD1”on page 169).
Table 58: ONBCDWORD1Signal Description Signal Description
ON_BCD01
BCD Code Value (firstDWord)
ON_BCD17
BCD Code Value (firstDWord)
ON_BCD02 ON_BCD18
ON_BCD03 ON_BCD19
ON_BCD04 ON_BCD20
ON_BCD05 ON_BCD21
ON_BCD06 ON_BCD22
ON_BCD07 ON_BCD23
ON_BCD08 ON_BCD24
ON_BCD09 ON_BCD25
ON_BCD10 ON_BCD26
ON_BCD11 ON_BCD27
ON_BCD12 ON_BCD28
ON_BCD13 ON_BCD29
ON_BCD14 ON_BCD30
ON_BCD15 ON_BCD31
ON_BCD16 ON_BCD32
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 169

4.2.3.3 CNC Output DWORD: ONBCDWORD2The following signals belong to the content ofDWORD: ONBCDWORD2 (see Ä Table 59 “ONBCDWORD2”on page 170).
Table 59: ONBCDWORD2Signal Description Signal Description
ON_BCD33
BCD Code Value(second DWord)
ON_BCD49
BCD Code Value(second DWord)
ON_BCD34 ON_BCD50
ON_BCD35 ON_BCD51
ON_BCD36 ON_BCD52
ON_BCD37 ON_BCD53
ON_BCD38 ON_BCD54
ON_BCD39 ON_BCD55
ON_BCD40 ON_BCD56
ON_BCD41 ON_BCD57
ON_BCD42 ON_BCD58
ON_BCD43 ON_BCD59
ON_BCD44 ON_BCD60
ON_BCD45 ON_BCD61
ON_BCD46 ON_BCD62
ON_BCD47 ON_BCD63
ON_BCD48 ON_BCD64
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 170

The "Binary Coded Decimal" code allows representation of dec-imal values from 0 to 9 on 4 binary bits. Each of the aboveDWORDS have to be regarded as 8 groups each of 4 bits:
1st group: ON_BCD1 - ON_BCD4
2nd group: ON_BCD5 - ON_BCD8
3rd group: ON_BCD9 - ON_BCD12
4th group: ON_BCD13 - ON_BCD16
5th group: ON_BCD17 - ON_BCD20
6th group: ON_BCD21 - ON_BCD24
7th group: ON_BCD25 - ON_BCD28
8th group: ON_BCD29 - ON_BCD32
9th group: ON_BCD33 - ON_BCD36
10th group: ON_BCD37 - ON_BCD40
11th group: ON_BCD41 - ON_BCD44
12th group: ON_BCD45 - ON_BCD48
13th group: ON_BCD49 - ON_BCD52
14th group: ON_BCD53 - ON_BCD56
15th group: ON_BCD57 - ON_BCD60
16th group: ON_BCD61 - ON_BCD64
Group value Meaning
0000 Decimal value: 0
0001 Decimal value: 1
0010 Decimal value: 2
0011 Decimal value: 3
0100 Decimal value: 4
0101 Decimal value: 5
0110 Decimal value: 6
0111 Decimal value: 7
1000 Decimal value: 8
1001 Decimal value: 9
Other values Not used
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 171

As example, for a programmed code = 23456789, the PLC mustread "ONBCDWORD1" like this ( Ä Table on page 172):
Group BCDcode
ONBCDWORD1 Decimalvalue
Fullvalue
1 1001 ON_BCD1 – 4 9
23456789
2 1000 ON_BCD5 – 8 8
3 0111 ON_BCD9 – 12 7
4 0110 ON_BCD13 – 16 6
5 0101 ON_BCD17 – 20 5
6 0100 ON_BCD21 – 24 4
7 0011 ON_BCD25 – 28 3
8 0100 ON_BCD29 – 32 2
– The value of ONBCDWORD1 and of ONBCD-WORD2 should be only evaluated if the corre-sponding strobe signal (see Ä Chapter 4.2.3.1“BCD Strobes” on page 167) has a value 1(true)
– Usually a definition of auxiliary codes on 8digits is from far enough! In such a case, theevaluation of ONBCDWORD2 will not be nec-essary. The number of digits applied for eachBCD letter can be found in the machine param-eters of the group NCAddressFormat, withindexes 1 and 2 of the corresponding Charac-terApplTab(x)
– After completion of BCD code transfer, the lastvalue of BCD code will be kept until the nextBCD code
– The BCD value signals are output as well inthe test mode "Without Movements".
Example
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 172

4.2.4 CNC Output DWORD: ONINPOSWith these signals the PLC can recognize if an axis is presently "InPosition". This is the case when the axis is not involved in a run-ning interpolation, and its deviation between commanded positionand real position (lag error) is smaller than an adjustable presetvalue.
The following signals belong to the content of DWORD: ONINPOS(see Ä Table 60 “ONINPOS” on page 173).
Table 60: ONINPOSSignal Description Signal Description
ON_INP01 The axis #1 is inside its"In Position" window
ON_INP17 The axis #17 is inside its"In Position" window
ON_INP02 The axis #2 is inside its"In Position" window
ON_INP18 The axis #18 is inside its"In Position" window
ON_INP03 The axis #3 is inside its"In Position" window
ON_INP19 The axis #19 is inside its"In Position" window
ON_INP04 The axis #4 is inside its"In Position" window
ON_INP20 The axis #20 is inside its"In Position" window
ON_INP05 The axis #5 is inside its"In Position" window
ON_INP21 The axis #21 is inside its"In Position" window
ON_INP06 The axis #6 is inside its"In Position" window
ON_INP22 The axis #22 is inside its"In Position" window
ON_INP07 The axis #7 is inside its"In Position" window
ON_INP23 The axis #23 is inside its"In Position" window
ON_INP08 The axis #8 is inside its"In Position" window
ON_INP24 The axis #24 is inside its"In Position" window
ON_INP09 The axis #9 is inside its"In Position" window
ON_INP25 The axis #25 is inside its"In Position" window
ON_INP10 The axis #10 is inside its"In Position" window
ON_INP26 The axis #26 is inside its"In Position" window
ON_INP11 The axis #11 is inside its"In Position" window
ON_INP27 The axis #27 is inside its"In Position" window
ON_INP12 The axis #12 is inside its"In Position" window
ON_INP28 The axis #28 is inside its"In Position" window
ON_INP13 The axis #13 is inside its"In Position" window
ON_INP29 The axis #29 is inside its"In Position" window
ON_INP14 The axis #14 is inside its"In Position" window
ON_INP30 The axis #30 is inside its"In Position" window
ON_INP15 The axis #15 is inside its"In Position" window
ON_INP31 The axis #31 is inside its"In Position" window
ON_INP16 The axis #16 is inside its"In Position" window
ON_INP32 The axis #32 is inside its"In Position" window
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 173

See Ä Chapter 4.2.4.1 “ON_INPxx” on page 174.
4.2.4.1 ON_INPxx
Value Description
0 The axis is not In Position
1 The axis is In Position
– When an axis position loop is closed (therefore"INEMERGENCn" and the corresponding bit of"IN_DRIVEON" must both be "1 (true)"), it canbe "In Position" only if it is presently not inter-polating and if its lag error is smaller than theadjustable "In position" window.An axis is considered as being interpolated aslong as the programmed movement is not fin-ished, even if there is an active cycle stop("ON_CYCLE_STOP" = 1 (true)) or if themovements are interrupted ("IN_ENABLE" = 0(false)) or if the feed rate override is set to "0"!An axis interpolation will be finished as welleither by Control Reset, or by a change ofoperating mode, or by a rising edge of the cor-responding bit of "IN_DRIVEON".
– In emergency stop locking situation("ON_EMERG" is 0 (false)), an axis will be "InPosition" only if its lag error is smaller than theadjustable "In position" window.
– When an axis position loop is not closed (thecorresponding bit of "IN_DRIVEON" is 0(false)), it will be always "In Position".
– The "In Position" window size is defined bythe machine parameters InpositioningArea.
– The ON_INPxx outputs might be used as anexample for the command of axis clampingwhen such devices are necessary.
Axis Position
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 174

4.2.5 CNC Output DWORD: ONHOMINGOKThese signals are output if an axis declared with mandatoryhoming has executed its homing cycle.
The following signals belong to the content ofDWORD: ONHOMINGOK (see Ä Table 61 “ONHOMINGOK”on page 175).
Table 61: ONHOMINGOKSignal Description Signal Description
ON_HOME01 The axis #1 has finishedits homing cycle
ON_HOME17 The axis #17 has fin-ished its homing cycle
ON_HOME02 The axis #2 has finishedits homing cycle
ON_HOME18 The axis #18 has fin-ished its homing cycle
ON_HOME03 The axis #3 has finishedits homing cycle
ON_HOME19 The axis #19 has fin-ished its homing cycle
ON_HOME04 The axis #4 has finishedits homing cycle
ON_HOME20 The axis #20 has fin-ished its homing cycle
ON_HOME05 The axis #5 has finishedits homing cycle
ON_HOME21 The axis #21 has fin-ished its homing cycle
ON_HOME06 The axis #6 has finishedits homing cycle
ON_HOME22 The axis #22 has fin-ished its homing cycle
ON_HOME07 The axis #7 has finishedits homing cycle
ON_HOME23 The axis #23 has fin-ished its homing cycle
ON_HOME08 The axis #8 has finishedits homing cycle
ON_HOME24 The axis #24 has fin-ished its homing cycle
ON_HOME09 The axis #9 has finishedits homing cycle
ON_HOME25 The axis #25 has fin-ished its homing cycle
ON_HOME10 The axis #10 has fin-ished its homing cycle
ON_HOME26 The axis #26 has fin-ished its homing cycle
ON_HOME11 The axis #11 has fin-ished its homing cycle
ON_HOME27 The axis #27 has fin-ished its homing cycle
ON_HOME12 The axis #12 has fin-ished its homing cycle
ON_HOME28 The axis #28 has fin-ished its homing cycle
ON_HOME13 The axis #13 has fin-ished its homing cycle
ON_HOME29 The axis #29 has fin-ished its homing cycle
ON_HOME14 The axis #14 has fin-ished its homing cycle
ON_HOME30 The axis #30 has fin-ished its homing cycle
ON_HOME15 The axis #15 has fin-ished its homing cycle
ON_HOME31 The axis #31 has fin-ished its homing cycle
ON_HOME16 The axis #16 has fin-ished its homing cycle
ON_HOME32 The axis #32 has fin-ished its homing cycle
See Ä Chapter 4.2.5.1 “ON_HOMExx” on page 176.
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 175

4.2.5.1 ON_HOMExx
Value Description
0 The homing cycle is not done or notfinished
1 The homing cycle is finished
The signal "ON_HOME_OK" (see Ä Chapter4.2.1.11 “ON_HOME_OK” on page 152) results outof the sum of these signals for all the axes definedfor mandatory homing.
4.2.6 CNC Output DWORD: ONPOSAXES
CAUTION!This feature and this DWORD are not supportedanymore, and therefore have no meaning.
For axis movement commanded by the PLC, usethe PLC functions:
– Move_Interpolating_Axis– Move_Positioning_Axis
Homing Cycle
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 176

4.2.7 CNC Output DWORD: ONCYCBYTEThese 8 outputs can be set and reset directly by a NC programusing "cycle parameters programming".
The following signals belong to the content ofDWORD: ONCYCBYTE (see Ä Table 62 “ONCYCBYTE”on page 177).
Table 62: ONCYCBYTESignal Description Signal Description
ON_CYCB01
Bits for direct Dialogbetween Cycle programand PLC.
Only the first 8 bits areavailable.
Refer to the PA program-ming manual, section"cycle programming".
ON_CYCB17 Not used
ON_CYCB02 ON_CYCB18 Not used
ON_CYCB03 ON_CYCB19 Not used
ON_CYCB04 ON_CYCB20 Not used
ON_CYCB05 ON_CYCB21 Not used
ON_CYCB06 ON_CYCB22 Not used
ON_CYCB07 ON_CYCB23 Not used
ON_CYCB08 ON_CYCB24 Not used
ON_CYCB09 Not used ON_CYCB25 Not used
ON_CYCB10 Not used ON_CYCB26 Not used
ON_CYCB11 Not used ON_CYCB27 Not used
ON_CYCB12 Not used ON_CYCB28 Not used
ON_CYCB13 Not used ON_CYCB29 Not used
ON_CYCB14 Not used ON_CYCB30 Not used
ON_CYCB15 Not used ON_CYCB31 Not used
ON_CYCB16 Not used ON_CYCB32 Not used
See Ä Chapter 4.2.7.1 “ON_CYCBxx” on page 178.
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 177

4.2.7.1 ON_CYCBxx
Value Description
0 The meaning of each of these bitsdepends on the currently active NCprogram itself.1
– These bits can only be set or reset by the NCprogram. The PLC program cannot changetheir status
– Each PLC signal corresponds to a cycle pro-gram symbolic name:– ON_CYCB01 ® OB1– ON_CYCB02 ® OB2– ON_CYCB03 ® OB3– ON_CYCB04 ® OB4– ON_CYCB05 ® OB5– ON_CYCB06 ® OB6– ON_CYCB07 ® OB7– ON_CYCB08 ® OB8
– See also the CNC inputs "IN_CYCLEB", SeeÄ Chapter 4.1.8 “CNC Input DWORD:IN_CYCLEB” on page 66.
According to the digital drive's communication pro-tocol, the PLC should not command to enable thedrives if the drives are not ready. The enable com-mand to the drive is given by the CNC system,from the moment where the PLC requests to closethe position loop (See Ä Chapter 4.1.3 “CNC InputDWORD: IN_DRIVEON” on page 56).
Programming Parameters
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 178

4.2.8 CNC Output DWORD: ONEXTMODEThese outputs reflect whether the commands given via"IN_EXTMODE" could be executed or not (See Ä Chapter 4.1.9“CNC Input DWORD: IN_EXTMODE” on page 68).
Table 63: ONEXTMODESignal Description Signal Description
ON_EXT_01
Acknowledgment ofExternal Mode Selection
ON_EXT_17
Acknowledgment ofExternal Program Selec-tion
ON_EXT_02 ON_EXT_18
ON_EXT_03 ON_EXT_19
ON_EXT_04 ON_EXT_20
ON_EXT_05 ON_EXT_21
ON_EXT_06 ON_EXT_22
ON_EXT_07 ON_EXT_23
ON_EXT_08 ON_EXT_24
ON_EXT_09 ON_EXT_25
ON_EXT_10 ON_EXT_26
ON_EXT_11 Not used ON_EXT_27
ON_EXT_12 Not used ON_EXT_28
ON_EXT_13 Not used ON_EXT_29
ON_EXT_14 Not used ON_EXT_30
ON_EXT_15 Not used ON_EXT_31
ON_EXT_16 Not used ON_EXT_32
The PLC can check if the requested command is executed or not:
n if ONEXTMODE ≠ IN_EXTMODE: selection not yet done or notpossible
n if ONEXTMODE = IN_EXTMODE: selection done
CAUTION!For some of the possible mode selections, thereare direct output bits of the NC confirming theselection: e.g. ON_AUTO, ON_JOG_CONT.
Contents
Acknowledgment Of External ModeSelection
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 179

CAUTION!As explained under "IN_EXTMODE", it is sug-gested not to use this way of selecting programanymore.
CAUTION!Instead it is strongly suggested to use the PLCfunction block: "SELECT_NC_PROGRAM" everytime the PLC has to select a NC program for exe-cution.
Acknowledgment Of External Pro-gram Selection
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 180

4.2.9 CNC Output DWORD: ONREADY
CAUTION!These outputs are significant only in case of dig-ital interface toward the axes drives.
On CNC systems with analog drive interface, theywill be continuously 0 (false).The PLC must consider these signals only with PASDITM drives or SERCOSTM drives!
The following signals belong to the content ofDWORD: ONREADY (see Ä Table 64 “ONREADY” on page 181).
Table 64: ONREADYSignal Description Signal Description
ON_READY01 The digital drive of axis#1 is ready
ON_READY17 The digital drive of axis#17 is ready
ON_READY02 The digital drive of axis#2 is ready
ON_READY18 The digital drive of axis#18 is ready
ON_READY03 The digital drive of axis#3 is ready
ON_READY19 The digital drive of axis#19 is ready
ON_READY04 The digital drive of axis#4 is ready
ON_READY20 The digital drive of axis#20 is ready
ON_READY05 The digital drive of axis#5 is ready
ON_READY21 The digital drive of axis#21 is ready
ON_READY06 The digital drive of axis#6 is ready
ON_READY22 The digital drive of axis#22 is ready
ON_READY07 The digital drive of axis#7 is ready
ON_READY23 The digital drive of axis#23 is ready
ON_READY08 The digital drive of axis#8 is ready
ON_READY24 The digital drive of axis#24 is ready
ON_READY09 The digital drive of axis#9 is ready
ON_READY25 The digital drive of axis#25 is ready
ON_READY10 The digital drive of axis#10 is ready
ON_READY26 The digital drive of axis#26 is ready
ON_READY11 The digital drive of axis#11 is ready
ON_READY27 The digital drive of axis#27 is ready
ON_READY12 The digital drive of axis#12 is ready
ON_READY28 The digital drive of axis#28 is ready
ON_READY13 The digital drive of axis#13 is ready
ON_READY29 The digital drive of axis#29 is ready
ON_READY14 The digital drive of axis#14 is ready
ON_READY30 The digital drive of axis#30 is ready
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 181

Signal Description Signal Description
ON_READY15 The digital drive of axis#15 is ready
ON_READY31 The digital drive of axis#31 is ready
ON_READY16 The digital drive of axis#16 is ready
ON_READY32 The digital drive of axis#32 is ready
See Ä Chapter 4.2.9.1 “ON_READYxx” on page 182.
4.2.9.1 ON_READYxx
Value Description
0 The drive is not ready or in error
1 The drive is ready
According to the digital drive's communication pro-tocol, the PLC should not command to enable thedrives if the drives are not ready. The enable com-mand toward the drive is given by the CNCsystem, from the moment where the PLC requeststo close the position loop (See Ä Chapter 4.1.3“CNC Input DWORD: IN_DRIVEON” on page 56).
4.2.10 CNC Output DWORD: ON_PLCMDONE
CAUTION!This feature and this DWORD are not supportedanymore, and therefore have no meaning.
Drive
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 182

4.2.11 CNC Output DWORD: ONSPINDLEThe following outputs are available only by spindles with measure-ment system. Under this condition the CNC can check thespindle(s) for standstill and for exact speed.
This DWORD is divided in two different 16 bit WORD's. In the firstof them, bits 1 to 6 allow the PLC to know that a spindle has speedzero, and in the second WORD bits 17 to 22 allow the PLC to knowwhen the spindle has reached its correct speed.
The following signals belong to the content ofDWORD: ONSPINDLE (see Ä Table 65 “ONSPINDLE”on page 183).
Table 65: ONSPINDLESignal Description Signal Description
ON_STAND01The correspondingspindle is stopped
(only for spindles withmeasurement system)
( 6 spindles are pos-sible )
ON_MOVE01The correspondingspindle has reached theprogrammed speed
(only for spindles withmeasurement system)
( 6 spindles are pos-sible )
ON_STAND02 ON_MOVE02
ON_STAND03 ON_MOVE03
ON_STAND04 ON_MOVE04
ON_STAND05 ON_MOVE05
ON_STAND06 ON_MOVE06
ON_STAND07 Not used ON_MOVE07 Not used
ON_STAND08 Not used ON_MOVE08 Not used
ON_STAND09 Not used ON_MOVE09 Not used
ON_STAND10 Not used ON_MOVE10 Not used
ON_STAND11 Not used ON_MOVE11 Not used
ON_STAND12 Not used ON_MOVE12 Not used
ON_STAND13 Not used ON_MOVE13 Not used
ON_STAND14 Not used ON_MOVE14 Not used
ON_STAND15 Not used ON_MOVE15 Not used
ON_STAND16 Not used ON_MOVE16 Not used
See Ä Chapter 4.2.11.1 “ON_STANDxx” on page 184 andÄ Chapter 4.2.11.2 “ON_MOVExx” on page 184.
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 183

4.2.11.1 ON_STANDxx
Value Description
0 The spindle is in rotation
1 The spindle is at speed zero
The speed tolerance for zero speed detection isgiven by the machine parameters SpindleInposi-tionPerCent[1] to [6].
4.2.11.2 ON_MOVExx
Value Description
0 The spindle has not reached thecommanded speed
1 The spindle has reached the com-manded speed
The speed tolerance for exact speed detection isgiven by the machine parameters SpindleInposi-tionDiff[1] to [6].
Spindle - Rotation
Spindle - Commanded Speed
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 184

4.2.12 CNC Output DWORD: ONCONTROL
CAUTION!These outputs are significant only in case of dig-ital interface toward the axes drives.
On CNC systems with analog an drive interface,they will be continuously 0 (false).The PLC must consider these signals only with PASDITM drives or SERCOSTM drives!
The following signals belong to the content ofDWORD: ONCONTROL (see Ä Table 66 “ONCONTROL”on page 185).
Table 66: ONCONTROLSignal Description Signal Description
ON_CONTR01 The digital drive of axis#1 is enabled
ON_CONTR17 The digital drive of axis#17 is enabled
ON_CONTR02 The digital drive of axis#2 is enabled
ON_CONTR18 The digital drive of axis#18 is enabled
ON_CONTR03 The digital drive of axis#3 is enabled
ON_CONTR19 The digital drive of axis#19 is enabled
ON_CONTR04 The digital drive of axis#4 is enabled
ON_CONTR20 The digital drive of axis#20 is enabled
ON_CONTR05 The digital drive of axis#5 is enabled
ON_CONTR21 The digital drive of axis#21 is enabled
ON_CONTR06 The digital drive of axis#6 is enabled
ON_CONTR22 The digital drive of axis#22 is enabled
ON_CONTR07 The digital drive of axis#7 is enabled
ON_CONTR23 The digital drive of axis#23 is enabled
ON_CONTR08 The digital drive of axis#8 is enabled
ON_CONTR24 The digital drive of axis#24 is enabled
ON_CONTR09 The digital drive of axis#9 is enabled
ON_CONTR25 The digital drive of axis#25 is enabled
ON_CONTR10 The digital drive of axis#10 is enabled
ON_CONTR26 The digital drive of axis#26 is enabled
ON_CONTR11 The digital drive of axis#11 is enabled
ON_CONTR27 The digital drive of axis#27 is enabled
ON_CONTR12 The digital drive of axis#12 is enabled
ON_CONTR28 The digital drive of axis#28 is enabled
ON_CONTR13 The digital drive of axis#13 is enabled
ON_CONTR29 The digital drive of axis#29 is enabled
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 185

Signal Description Signal Description
ON_CONTR14 The digital drive of axis#14 is enabled
ON_CONTR30 The digital drive of axis#30 is enabled
ON_CONTR15 The digital drive of axis#15 is enabled
ON_CONTR31 The digital drive of axis#31 is enabled
ON_CONTR16 The digital drive of axis#16 is enabled
ON_CONTR32 The digital drive of axis#32 is enabled
See Ä Chapter 4.2.12.1 “ON_CONTRxx” on page 186.
4.2.12.1 ON_CONTRxx
Value Description
0 The drive is waiting for the enablecommand
1 The drive is ready and enabled
– According to the digital drive's communicationprotocol, they will answer that they are enabledonly after being commanded to go into activity.The enable command toward the drive is givenby the CNC system, from the moment wherethe PLC requests to close the position loop(See Ä Chapter 4.1.3 “CNC Input DWORD:IN_DRIVEON” on page 56).
– The PLC should set all axes control signals,like "IN_ENABLE" (See Ä Chapter 4.1.1.5“IN_ENABLE” on page 41) / "IN_TRANSF"(See Ä Chapter 4.1.1.4 “IN_TRANSF”on page 39) and "IN_DRIVEEN" (SeeÄ Chapter 4.1.4 “CNC Input DWORD:IN_DRIVEEN” on page 60), only when all inter-polating axes are under control, and if all of themachine conditions are fulfilled.
According to the digital drive's communication pro-tocol, the PLC should not command to enable thedrives if the drives are not ready. The enable com-mand toward the drive is given by the CNCsystem, from the moment where the PLC requeststo close the position loop (See Ä Chapter 4.1.3“CNC Input DWORD: IN_DRIVEON” on page 56).
Control
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 186

4.2.13 CNC Output DWORD: ONMIRRORThese outputs reflect the status of each axis for being mirrored ornot.
The following signals belong to the content ofDWORD: ONMIRROR (see Ä Table 67 “ONMIRROR”on page 187).
Table 67: ONMIRRORSignal Description Signal Description
ON_MIRR01 The axis #1 is mirrored ON_MIRR17 The axis #17 is mirrored
ON_MIRR02 The axis #2 is mirrored ON_MIRR18 The axis #18 is mirrored
ON_MIRR03 The axis #3 is mirrored ON_MIRR19 The axis #19 is mirrored
ON_MIRR04 The axis #4 is mirrored ON_MIRR20 The axis #20 is mirrored
ON_MIRR05 The axis #5 is mirrored ON_MIRR21 The axis #21 is mirrored
ON_MIRR06 The axis #6 is mirrored ON_MIRR22 The axis #22 is mirrored
ON_MIRR07 The axis #7 is mirrored ON_MIRR23 The axis #23 is mirrored
ON_MIRR08 The axis #8 is mirrored ON_MIRR24 The axis #24 is mirrored
ON_MIRR09 The axis #9 is mirrored ON_MIRR25 The axis #25 is mirrored
ON_MIRR10 The axis #10 is mirrored ON_MIRR26 The axis #26 is mirrored
ON_MIRR11 The axis #11 is mirrored ON_MIRR27 The axis #27 is mirrored
ON_MIRR12 The axis #12 is mirrored ON_MIRR28 The axis #28 is mirrored
ON_MIRR13 The axis #13 is mirrored ON_MIRR29 The axis #29 is mirrored
ON_MIRR14 The axis #14 is mirrored ON_MIRR30 The axis #30 is mirrored
ON_MIRR15 The axis #15 is mirrored ON_MIRR31 The axis #31 is mirrored
ON_MIRR16 The axis #16 is mirrored ON_MIRR32 The axis #32 is mirrored
See Ä Chapter 4.2.13.1 “ON_MIRRxx” on page 188.
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 187

4.2.13.1 ON_MIRRxx
Value Description
0 The axis is not mirrored
1 The axis is mirrored
These outputs are valid as well when axes are mir-rored by the NC program (refer to the PA Program-ming Manual) or by the PLC (See Ä Chapter4.1.14 “CNC Input DWORD: IN_MIRROR”on page 87).
Mirror
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 188

4.2.14 CNC Output DWORD: ONCMND_PThe following signals belong to the content ofDWORD: ONCMND_P (see Ä Table 68 “ONCMND_P”on page 189).
Table 68: ONCMND_PSignal Description Signal Description
ON_CMNDP01 A movement is com-manded on axis #1 inpositive direction
ON_CMNDP17 A movement is com-manded on axis #17 inpositive direction
ON_CMNDP02 A movement is com-manded on axis #2 inpositive direction
ON_CMNDP18 A movement is com-manded on axis #18 inpositive direction
ON_CMNDP03 A movement is com-manded on axis #3 inpositive direction
ON_CMNDP19 A movement is com-manded on axis #19 inpositive direction
ON_CMNDP04 A movement is com-manded on axis #4 inpositive direction
ON_CMNDP20 A movement is com-manded on axis #20 inpositive direction
ON_CMNDP05 A movement is com-manded on axis #5 inpositive direction
ON_CMNDP21 A movement is com-manded on axis #21 inpositive direction
ON_CMNDP06 A movement is com-manded on axis #6 inpositive direction
ON_CMNDP22 A movement is com-manded on axis #22 inpositive direction
ON_CMNDP07 A movement is com-manded on axis #7 inpositive direction
ON_CMNDP23 A movement is com-manded on axis #23 inpositive direction
ON_CMNDP08 A movement is com-manded on axis #8 inpositive direction
ON_CMNDP24 A movement is com-manded on axis #24 inpositive direction
ON_CMNDP09 A movement is com-manded on axis #9 inpositive direction
ON_CMNDP25 A movement is com-manded on axis #25 inpositive direction
ON_CMNDP10 A movement is com-manded on axis #10 inpositive direction
ON_CMNDP26 A movement is com-manded on axis #26 inpositive direction
ON_CMNDP11 A movement is com-manded on axis #11 inpositive direction
ON_CMNDP27 A movement is com-manded on axis #27 inpositive direction
ON_CMNDP12 A movement is com-manded on axis #12 inpositive direction
ON_CMNDP28 A movement is com-manded on axis #28 inpositive direction
ON_CMNDP13 A movement is com-manded on axis #13 inpositive direction
ON_CMNDP29 A movement is com-manded on axis #29 inpositive direction
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 189

Signal Description Signal Description
ON_CMNDP14 A movement is com-manded on axis #14 inpositive direction
ON_CMNDP30 A movement is com-manded on axis #30 inpositive direction
ON_CMNDP15 A movement is com-manded on axis #15 inpositive direction
ON_CMNDP31 A movement is com-manded on axis #31 inpositive direction
ON_CMNDP16 A movement is com-manded on axis #16 inpositive direction
ON_CMNDP32 A movement is com-manded on axis #32 inpositive direction
See Ä Chapter 4.2.14.1 “ON_CMNDPxx” on page 190.
4.2.14.1 ON_CMNDPxx
Value Description
0 No command for movement in posi-tive direction
1 There is a command to move inpositive direction
– These signals are set in any jog mode as wellin any automatic block processing
– These signals are set even if at the moment ofthe command the feed override is equal to "0"or if axes allowances are missing (SeeÄ Chapter 4.1.4 “CNC Input DWORD:IN_DRIVEEN” on page 60 and Ä Chapter4.1.1.5 “IN_ENABLE” on page 41)
– The PLC can use as example this signals forcorrect direction command when releasingtravel limit switches
Movement In Positive Direction
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 190

4.2.15 CNC Output DWORD: ONCMND_MThe following signals belong to the content ofDWORD: ONCMND_M (see Ä Table 69 “ONCMND_M”on page 191).
Table 69: ONCMND_MSignal Description Signal Description
ON_CMNDM01 A movement is com-manded on axis #1 innegative direction
ON_CMNDM17 A movement is com-manded on axis #17 innegative direction
ON_CMNDM02 A movement is com-manded on axis #2 innegative direction
ON_CMNDM18 A movement is com-manded on axis #18 innegative direction
ON_CMNDM03 A movement is com-manded on axis #3 innegative direction
ON_CMNDM19 A movement is com-manded on axis #19 innegative direction
ON_CMNDM04 A movement is com-manded on axis #4 innegative direction
ON_CMNDM20 A movement is com-manded on axis #20 innegative direction
ON_CMNDM05 A movement is com-manded on axis #5 innegative direction
ON_CMNDM21 A movement is com-manded on axis #21 innegative direction
ON_CMNDM06 A movement is com-manded on axis #6 innegative direction
ON_CMNDM22 A movement is com-manded on axis #22 innegative direction
ON_CMNDM07 A movement is com-manded on axis #7 innegative direction
ON_CMNDM23 A movement is com-manded on axis #23 innegative direction
ON_CMNDM08 A movement is com-manded on axis #8 innegative direction
ON_CMNDM24 A movement is com-manded on axis #24 innegative direction
ON_CMNDM09 A movement is com-manded on axis #9 innegative direction
ON_CMNDM25 A movement is com-manded on axis #25 innegative direction
ON_CMNDM10 A movement is com-manded on axis #10 innegative direction
ON_CMNDM26 A movement is com-manded on axis #26 innegative direction
ON_CMNDM11 A movement is com-manded on axis #11 innegative direction
ON_CMNDM27 A movement is com-manded on axis #27 innegative direction
ON_CMNDM12 A movement is com-manded on axis #12 innegative direction
ON_CMNDM28 A movement is com-manded on axis #28 innegative direction
ON_CMNDM13 A movement is com-manded on axis #13 innegative direction
ON_CMNDM29 A movement is com-manded on axis #29 innegative direction
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 191

Signal Description Signal Description
ON_CMNDM14 A movement is com-manded on axis #14 innegative direction
ON_CMNDM30 A movement is com-manded on axis #30 innegative direction
ON_CMNDM15 A movement is com-manded on axis #15 innegative direction
ON_CMNDM31 A movement is com-manded on axis #31 innegative direction
ON_CMNDM16 A movement is com-manded on axis #16 innegative direction
ON_CMNDM32 A movement is com-manded on axis #32 innegative direction
See Ä Chapter 4.2.15.1 “ON_CMNDMxx” on page 192.
4.2.15.1 ON_CMNDMxx
Value Description
0 No command for movement in neg-ative direction
1 There is a command to move innegative direction
– These signals are set in any jog mode as wellin any automatic block processing
– These signals are set even if at the moment ofthe command the feed override is equal to "0"or if axes allowances are missing (SeeÄ Chapter 4.1.4 “CNC Input DWORD:IN_DRIVEEN” on page 60 and Ä Chapter4.1.1.5 “IN_ENABLE” on page 41)
– The PLC can use, for example, these signalsfor correct direction command when releasingtravel limit switches
Movement In Negative Direction
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 192

4.2.16 CNC Output DWORD: ONHANDWHThis DWORD is relevant to the optional function:
n Handwheel in AUTO mode (code 400211)n Refer to the PA Software Function Manual for detailed infor-
mation.
See Ä Chapter 4.1.17 “CNC Input DWORD: IN_HDWHEEL”on page 94.
The following signals belong to the content ofDWORD: ONHANDWH (see Ä Table 70 “ONHANDWH”on page 193).
Table 70: ONHANDWHSignal Description Signal Description
ON_HANDW01 Axis #1 is selected forhand wheel move inAUTO mode
ON_HANDW17 Axis #17 is selected forhand wheel move inAUTO mode
ON_HANDW02 Axis #2 is selected forhand wheel move inAUTO mode
ON_HANDW18 Axis #18 is selected forhand wheel move inAUTO mode
ON_HANDW03 Axis #3 is selected forhand wheel move inAUTO mode
ON_HANDW19 Axis #19 is selected forhand wheel move inAUTO mode
ON_HANDW04 Axis #4 is selected forhand wheel move inAUTO mode
ON_HANDW20 Axis #20 is selected forhand wheel move inAUTO mode
ON_HANDW05 Axis #5 is selected forhand wheel move inAUTO mode
ON_HANDW21 Axis #21 is selected forhand wheel move inAUTO mode
ON_HANDW06 Axis #6 is selected forhand wheel move inAUTO mode
ON_HANDW22 Axis #22 is selected forhand wheel move inAUTO mode
ON_HANDW07 Axis #7 is selected forhand wheel move inAUTO mode
ON_HANDW23 Axis #23 is selected forhand wheel move inAUTO mode
ON_HANDW08 Axis #8 is selected forhand wheel move inAUTO mode
ON_HANDW24 Axis #24 is selected forhand wheel move inAUTO mode
ON_HANDW09 Axis #9 is selected forhand wheel move inAUTO mode
ON_HANDW25 Axis #25 is selected forhand wheel move inAUTO mode
ON_HANDW10 Axis #10 is selected forhand wheel move inAUTO mode
ON_HANDW26 Axis #26 is selected forhand wheel move inAUTO mode
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 193

Signal Description Signal Description
ON_HANDW11 Axis #11 is selected forhand wheel move inAUTO mode
ON_HANDW27 Axis #27 is selected forhand wheel move inAUTO mode
ON_HANDW12 Axis #12 is selected forhand wheel move inAUTO mode
ON_HANDW28 Axis #28 is selected forhand wheel move inAUTO mode
ON_HANDW13 Axis #13 is selected forhand wheel move inAUTO mode
ON_HANDW29 Axis #29 is selected forhand wheel move inAUTO mode
ON_HANDW14 Axis #14 is selected forhand wheel move inAUTO mode
ON_HANDW30 Axis #30 is selected forhand wheel move inAUTO mode
ON_HANDW15 Axis #15 is selected forhand wheel move inAUTO mode
ON_HANDW31 Axis #31 is selected forhand wheel move inAUTO mode
ON_HANDW16 Axis #16 is selected forhand wheel move inAUTO mode
ON_HANDW32 Axis #32 is selected forhand wheel move inAUTO mode
4.2.17 Function ON_CAMDepending on the machine parameter setting, it is possible todefine up to 8 axis position values. If the position of the axis isequal to or higher than the specified value, the corresponding inter-face bit will be set from the CNC toward the PLC.
For being able to control up to 8 cams and 32 axes, there are 8DWORDs defined for all these outputs.
The following signals belong to the content of the DWORDS:
n DWORD: ON_CAM1_4 (see Ä Table 71 “ON_CAM1_4”on page 195).
n DWORD: ON_CAM5_8 (see Ä Table 72 “ON_CAM5_8”on page 196).
n DWORD: ON_CAM9_12 (see Ä Table 73 “ON_CAM9_12”on page 197).
n DWORD: ON_CAM13_16 (see Ä Table 74 “ON_CAM13_16”on page 198).
n DWORD: ON_CAM17_20 (see Ä Table 75 “ON_CAM17_20”on page 199).
n DWORD: ON_CAM21_24 (see Ä Table 76 “ON_CAM21_24”on page 200).
n DWORD: ON_CAM25_28 (see Ä Table 77 “ON_CAM25_28”on page 201).
n DWORD: ON_CAM29_32 (see Ä Table 78 “ON_CAM29_32”on page 202).
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 194

Table 71: ON_CAM1_4Signal Description Signal Description
ON_CAM1_01 Axis #1 is on positionover its Cam 1
ON_CAM1_03 Axis #3 is on positionover its Cam 1
ON_CAM2_01 Axis #1 is on positionover its Cam 2
ON_CAM2_03 Axis #3 is on positionover its Cam 2
ON_CAM3_01 Axis #1 is on positionover its Cam 3
ON_CAM3_03 Axis #3 is on positionover its Cam 3
ON_CAM4_01 Axis #1 is on positionover its Cam 4
ON_CAM4_03 Axis #3 is on positionover its Cam 4
ON_CAM5_01 Axis #1 is on positionover its Cam 5
ON_CAM5_03 Axis #3 is on positionover its Cam 5
ON_CAM6_01 Axis #1 is on positionover its Cam 6
ON_CAM6_03 Axis #3 is on positionover its Cam 6
ON_CAM7_01 Axis #1 is on positionover its Cam 7
ON_CAM7_03 Axis #3 is on positionover its Cam 7
ON_CAM8_01 Axis #1 is on positionover its Cam 8
ON_CAM8_03 Axis #3 is on positionover its Cam 8
ON_CAM1_02 Axis #2 is on positionover its Cam 1
ON_CAM1_04 Axis #4 is on positionover its Cam 1
ON_CAM2_02 Axis #2 is on positionover its Cam 2
ON_CAM2_04 Axis #4 is on positionover its Cam 2
ON_CAM3_02 Axis #2 is on positionover its Cam 3
ON_CAM3_04 Axis #4 is on positionover its Cam 3
ON_CAM4_02 Axis #2 is on positionover its Cam 4
ON_CAM4_04 Axis #4 is on positionover its Cam 4
ON_CAM5_02 Axis #2 is on positionover its Cam 5
ON_CAM5_04 Axis #4 is on positionover its Cam 5
ON_CAM6_02 Axis #2 is on positionover its Cam 6
ON_CAM6_04 Axis #4 is on positionover its Cam 6
ON_CAM7_02 Axis #2 is on positionover its Cam 7
ON_CAM7_04 Axis #4 is on positionover its Cam 7
ON_CAM8_02 Axis #2 is on positionover its Cam 8
ON_CAM8_04 Axis #4 is on positionover its Cam 8
See Ä Chapter 4.2.17.1 “ON_CAMy_xx” on page 203.
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 195

Table 72: ON_CAM5_8Signal Description Signal Description
ON_CAM1_05 Axis #1 is on positionover its Cam 1
ON_CAM1_07 Axis #3 is on positionover its Cam 1
ON_CAM2_05 Axis #1 is on positionover its Cam 2
ON_CAM2_07 Axis #3 is on positionover its Cam 2
ON_CAM3_05 Axis #1 is on positionover its Cam 3
ON_CAM3_07 Axis #3 is on positionover its Cam 3
ON_CAM4_05 Axis #1 is on positionover its Cam 4
ON_CAM4_07 Axis #3 is on positionover its Cam 4
ON_CAM5_05 Axis #1 is on positionover its Cam 5
ON_CAM5_07 Axis #3 is on positionover its Cam 5
ON_CAM6_05 Axis #1 is on positionover its Cam 6
ON_CAM6_07 Axis #3 is on positionover its Cam 6
ON_CAM7_05 Axis #1 is on positionover its Cam 7
ON_CAM7_07 Axis #3 is on positionover its Cam 7
ON_CAM8_05 Axis #1 is on positionover its Cam 8
ON_CAM8_07 Axis #3 is on positionover its Cam 8
ON_CAM1_06 Axis #2 is on positionover its Cam 1
ON_CAM1_08 Axis #4 is on positionover its Cam 1
ON_CAM2_06 Axis #2 is on positionover its Cam 2
ON_CAM2_08 Axis #4 is on positionover its Cam 2
ON_CAM3_06 Axis #2 is on positionover its Cam 3
ON_CAM3_08 Axis #4 is on positionover its Cam 3
ON_CAM4_06 Axis #2 is on positionover its Cam 4
ON_CAM4_08 Axis #4 is on positionover its Cam 4
ON_CAM5_06 Axis #2 is on positionover its Cam 5
ON_CAM5_08 Axis #4 is on positionover its Cam 5
ON_CAM6_06 Axis #2 is on positionover its Cam 6
ON_CAM6_08 Axis #4 is on positionover its Cam 6
ON_CAM7_06 Axis #2 is on positionover its Cam 7
ON_CAM7_08 Axis #4 is on positionover its Cam 7
ON_CAM8_06 Axis #2 is on positionover its Cam 8
ON_CAM8_08 Axis #4 is on positionover its Cam 8
See Ä Chapter 4.2.17.1 “ON_CAMy_xx” on page 203.
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 196

Table 73: ON_CAM9_12Signal Description Signal Description
ON_CAM1_09 Axis #1 is on positionover its Cam 1
ON_CAM1_11 Axis #3 is on positionover its Cam 1
ON_CAM2_09 Axis #1 is on positionover its Cam 2
ON_CAM2_11 Axis #3 is on positionover its Cam 2
ON_CAM3_09 Axis #1 is on positionover its Cam 3
ON_CAM3_11 Axis #3 is on positionover its Cam 3
ON_CAM4_09 Axis #1 is on positionover its Cam 4
ON_CAM4_11 Axis #3 is on positionover its Cam 4
ON_CAM5_09 Axis #1 is on positionover its Cam 5
ON_CAM5_11 Axis #3 is on positionover its Cam 5
ON_CAM6_09 Axis #1 is on positionover its Cam 6
ON_CAM6_11 Axis #3 is on positionover its Cam 6
ON_CAM7_09 Axis #1 is on positionover its Cam 7
ON_CAM7_11 Axis #3 is on positionover its Cam 7
ON_CAM8_09 Axis #1 is on positionover its Cam 8
ON_CAM8_11 Axis #3 is on positionover its Cam 8
ON_CAM1_10 Axis #2 is on positionover its Cam 1
ON_CAM1_12 Axis #4 is on positionover its Cam 1
ON_CAM2_10 Axis #2 is on positionover its Cam 2
ON_CAM2_12 Axis #4 is on positionover its Cam 2
ON_CAM3_10 Axis #2 is on positionover its Cam 3
ON_CAM3_12 Axis #4 is on positionover its Cam 3
ON_CAM4_10 Axis #2 is on positionover its Cam 4
ON_CAM4_12 Axis #4 is on positionover its Cam 4
ON_CAM5_10 Axis #2 is on positionover its Cam 5
ON_CAM5_12 Axis #4 is on positionover its Cam 5
ON_CAM6_10 Axis #2 is on positionover its Cam 6
ON_CAM6_12 Axis #4 is on positionover its Cam 6
ON_CAM7_10 Axis #2 is on positionover its Cam 7
ON_CAM7_12 Axis #4 is on positionover its Cam 7
ON_CAM8_10 Axis #2 is on positionover its Cam 8
ON_CAM8_12 Axis #4 is on positionover its Cam 8
See Ä Chapter 4.2.17.1 “ON_CAMy_xx” on page 203.
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 197

Table 74: ON_CAM13_16Signal Description Signal Description
ON_CAM1_13 Axis #1 is on positionover its Cam 1
ON_CAM1_15 Axis #3 is on positionover its Cam 1
ON_CAM2_13 Axis #1 is on positionover its Cam 2
ON_CAM2_15 Axis #3 is on positionover its Cam 2
ON_CAM3_13 Axis #1 is on positionover its Cam 3
ON_CAM3_15 Axis #3 is on positionover its Cam 3
ON_CAM4_13 Axis #1 is on positionover its Cam 4
ON_CAM4_15 Axis #3 is on positionover its Cam 4
ON_CAM5_13 Axis #1 is on positionover its Cam 5
ON_CAM5_15 Axis #3 is on positionover its Cam 5
ON_CAM6_13 Axis #1 is on positionover its Cam 6
ON_CAM6_15 Axis #3 is on positionover its Cam 6
ON_CAM7_13 Axis #1 is on positionover its Cam 7
ON_CAM7_15 Axis #3 is on positionover its Cam 7
ON_CAM8_13 Axis #1 is on positionover its Cam 8
ON_CAM8_15 Axis #3 is on positionover its Cam 8
ON_CAM1_14 Axis #2 is on positionover its Cam 1
ON_CAM1_16 Axis #4 is on positionover its Cam 1
ON_CAM2_14 Axis #2 is on positionover its Cam 2
ON_CAM2_16 Axis #4 is on positionover its Cam 2
ON_CAM3_14 Axis #2 is on positionover its Cam 3
ON_CAM3_16 Axis #4 is on positionover its Cam 3
ON_CAM4_14 Axis #2 is on positionover its Cam 4
ON_CAM4_16 Axis #4 is on positionover its Cam 4
ON_CAM5_14 Axis #2 is on positionover its Cam 5
ON_CAM5_16 Axis #4 is on positionover its Cam 5
ON_CAM6_14 Axis #2 is on positionover its Cam 6
ON_CAM6_16 Axis #4 is on positionover its Cam 6
ON_CAM7_14 Axis #2 is on positionover its Cam 7
ON_CAM7_16 Axis #4 is on positionover its Cam 7
ON_CAM8_14 Axis #2 is on positionover its Cam 8
ON_CAM8_16 Axis #4 is on positionover its Cam 8
See Ä Chapter 4.2.17.1 “ON_CAMy_xx” on page 203.
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 198

Table 75: ON_CAM17_20Signal Description Signal Description
ON_CAM1_17 Axis #1 is on positionover its Cam 1
ON_CAM1_19 Axis #3 is on positionover its Cam 1
ON_CAM2_17 Axis #1 is on positionover its Cam 2
ON_CAM2_19 Axis #3 is on positionover its Cam 2
ON_CAM3_17 Axis #1 is on positionover its Cam 3
ON_CAM3_19 Axis #3 is on positionover its Cam 3
ON_CAM4_17 Axis #1 is on positionover its Cam 4
ON_CAM4_19 Axis #3 is on positionover its Cam 4
ON_CAM5_17 Axis #1 is on positionover its Cam 5
ON_CAM5_19 Axis #3 is on positionover its Cam 5
ON_CAM6_17 Axis #1 is on positionover its Cam 6
ON_CAM6_19 Axis #3 is on positionover its Cam 6
ON_CAM7_17 Axis #1 is on positionover its Cam 7
ON_CAM7_19 Axis #3 is on positionover its Cam 7
ON_CAM8_17 Axis #1 is on positionover its Cam 8
ON_CAM8_19 Axis #3 is on positionover its Cam 8
ON_CAM1_18 Axis #2 is on positionover its Cam 1
ON_CAM1_20 Axis #4 is on positionover its Cam 1
ON_CAM2_18 Axis #2 is on positionover its Cam 2
ON_CAM2_20 Axis #4 is on positionover its Cam 2
ON_CAM3_18 Axis #2 is on positionover its Cam 3
ON_CAM3_20 Axis #4 is on positionover its Cam 3
ON_CAM4_18 Axis #2 is on positionover its Cam 4
ON_CAM4_20 Axis #4 is on positionover its Cam 4
ON_CAM5_18 Axis #2 is on positionover its Cam 5
ON_CAM5_20 Axis #4 is on positionover its Cam 5
ON_CAM6_18 Axis #2 is on positionover its Cam 6
ON_CAM6_20 Axis #4 is on positionover its Cam 6
ON_CAM7_18 Axis #2 is on positionover its Cam 7
ON_CAM7_20 Axis #4 is on positionover its Cam 7
ON_CAM8_18 Axis #2 is on positionover its Cam 8
ON_CAM8_20 Axis #4 is on positionover its Cam 8
See Ä Chapter 4.2.17.1 “ON_CAMy_xx” on page 203.
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 199

Table 76: ON_CAM21_24Signal Description Signal Description
ON_CAM1_21 Axis #1 is on positionover its Cam 1
ON_CAM1_23 Axis #3 is on positionover its Cam 1
ON_CAM2_21 Axis #1 is on positionover its Cam 2
ON_CAM2_23 Axis #3 is on positionover its Cam 2
ON_CAM3_21 Axis #1 is on positionover its Cam 3
ON_CAM3_23 Axis #3 is on positionover its Cam 3
ON_CAM4_21 Axis #1 is on positionover its Cam 4
ON_CAM4_23 Axis #3 is on positionover its Cam 4
ON_CAM5_21 Axis #1 is on positionover its Cam 5
ON_CAM5_23 Axis #3 is on positionover its Cam 5
ON_CAM6_21 Axis #1 is on positionover its Cam 6
ON_CAM6_23 Axis #3 is on positionover its Cam 6
ON_CAM7_21 Axis #1 is on positionover its Cam 7
ON_CAM7_23 Axis #3 is on positionover its Cam 7
ON_CAM8_21 Axis #1 is on positionover its Cam 8
ON_CAM8_23 Axis #3 is on positionover its Cam 8
ON_CAM1_22 Axis #2 is on positionover its Cam 1
ON_CAM1_24 Axis #4 is on positionover its Cam 1
ON_CAM2_22 Axis #2 is on positionover its Cam 2
ON_CAM2_24 Axis #4 is on positionover its Cam 2
ON_CAM3_22 Axis #2 is on positionover its Cam 3
ON_CAM3_24 Axis #4 is on positionover its Cam 3
ON_CAM4_22 Axis #2 is on positionover its Cam 4
ON_CAM4_24 Axis #4 is on positionover its Cam 4
ON_CAM5_22 Axis #2 is on positionover its Cam 5
ON_CAM5_24 Axis #4 is on positionover its Cam 5
ON_CAM6_22 Axis #2 is on positionover its Cam 6
ON_CAM6_24 Axis #4 is on positionover its Cam 6
ON_CAM7_22 Axis #2 is on positionover its Cam 7
ON_CAM7_24 Axis #4 is on positionover its Cam 7
ON_CAM8_22 Axis #2 is on positionover its Cam 8
ON_CAM8_24 Axis #4 is on positionover its Cam 8
See Ä Chapter 4.2.17.1 “ON_CAMy_xx” on page 203.
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 200

Table 77: ON_CAM25_28Signal Description Signal Description
ON_CAM1_25 Axis #1 is on positionover its Cam 1
ON_CAM1_27 Axis #3 is on positionover its Cam 1
ON_CAM2_25 Axis #1 is on positionover its Cam 2
ON_CAM2_27 Axis #3 is on positionover its Cam 2
ON_CAM3_25 Axis #1 is on positionover its Cam 3
ON_CAM3_27 Axis #3 is on positionover its Cam 3
ON_CAM4_25 Axis #1 is on positionover its Cam 4
ON_CAM4_27 Axis #3 is on positionover its Cam 4
ON_CAM5_25 Axis #1 is on positionover its Cam 5
ON_CAM5_27 Axis #3 is on positionover its Cam 5
ON_CAM6_25 Axis #1 is on positionover its Cam 6
ON_CAM6_27 Axis #3 is on positionover its Cam 6
ON_CAM7_25 Axis #1 is on positionover its Cam 7
ON_CAM7_27 Axis #3 is on positionover its Cam 7
ON_CAM8_25 Axis #1 is on positionover its Cam 8
ON_CAM8_27 Axis #3 is on positionover its Cam 8
ON_CAM1_26 Axis #2 is on positionover its Cam 1
ON_CAM1_28 Axis #4 is on positionover its Cam 1
ON_CAM2_26 Axis #2 is on positionover its Cam 2
ON_CAM2_28 Axis #4 is on positionover its Cam 2
ON_CAM3_26 Axis #2 is on positionover its Cam 3
ON_CAM3_28 Axis #4 is on positionover its Cam 3
ON_CAM4_26 Axis #2 is on positionover its Cam 4
ON_CAM4_28 Axis #4 is on positionover its Cam 4
ON_CAM5_26 Axis #2 is on positionover its Cam 5
ON_CAM5_28 Axis #4 is on positionover its Cam 5
ON_CAM6_26 Axis #2 is on positionover its Cam 6
ON_CAM6_28 Axis #4 is on positionover its Cam 6
ON_CAM7_26 Axis #2 is on positionover its Cam 7
ON_CAM7_28 Axis #4 is on positionover its Cam 7
ON_CAM8_26 Axis #2 is on positionover its Cam 8
ON_CAM8_28 Axis #4 is on positionover its Cam 8
See Ä Chapter 4.2.17.1 “ON_CAMy_xx” on page 203.
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 201

Table 78: ON_CAM29_32Signal Description Signal Description
ON_CAM1_29 Axis #1 is on positionover its Cam 1
ON_CAM1_31 Axis #3 is on positionover its Cam 1
ON_CAM2_29 Axis #1 is on positionover its Cam 2
ON_CAM2_31 Axis #3 is on positionover its Cam 2
ON_CAM3_29 Axis #1 is on positionover its Cam 3
ON_CAM3_31 Axis #3 is on positionover its Cam 3
ON_CAM4_29 Axis #1 is on positionover its Cam 4
ON_CAM4_31 Axis #3 is on positionover its Cam 4
ON_CAM5_29 Axis #1 is on positionover its Cam 5
ON_CAM5_31 Axis #3 is on positionover its Cam 5
ON_CAM6_29 Axis #1 is on positionover its Cam 6
ON_CAM6_31 Axis #3 is on positionover its Cam 6
ON_CAM7_29 Axis #1 is on positionover its Cam 7
ON_CAM7_31 Axis #3 is on positionover its Cam 7
ON_CAM8_29 Axis #1 is on positionover its Cam 8
ON_CAM8_31 Axis #3 is on positionover its Cam 8
ON_CAM1_30 Axis #2 is on positionover its Cam 1
ON_CAM1_32 Axis #4 is on positionover its Cam 1
ON_CAM2_30 Axis #2 is on positionover its Cam 2
ON_CAM2_32 Axis #4 is on positionover its Cam 2
ON_CAM3_30 Axis #2 is on positionover its Cam 3
ON_CAM3_32 Axis #4 is on positionover its Cam 3
ON_CAM4_30 Axis #2 is on positionover its Cam 4
ON_CAM4_32 Axis #4 is on positionover its Cam 4
ON_CAM5_30 Axis #2 is on positionover its Cam 5
ON_CAM5_32 Axis #4 is on positionover its Cam 5
ON_CAM6_30 Axis #2 is on positionover its Cam 6
ON_CAM6_32 Axis #4 is on positionover its Cam 6
ON_CAM7_30 Axis #2 is on positionover its Cam 7
ON_CAM7_32 Axis #4 is on positionover its Cam 7
ON_CAM8_30 Axis #2 is on positionover its Cam 8
ON_CAM8_32 Axis #4 is on positionover its Cam 8
See Ä Chapter 4.2.17.1 “ON_CAMy_xx” on page 203.
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 202

4.2.17.1 ON_CAMy_xx
Value Description
0 Position of axis #xx < value of soft-ware cam #y
1 Position of axis #xx ³ value of soft-ware cam #y
– The software cam values are defined with themachine parameters SoftwareCamValue[1] to[256].
– Whether the commanded machine position, orthe actual position or actual machine position isused for this function is determined by themachine parameter SoftwareCamAppl.
4.2.18 CNC Output DWORD: ONPANEL
CAUTION!This byte is defined for historical and compatibilityreasons only. It relates to special hardware compo-nents not supported anymore.
Drive
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 203

4.2.19 CNC Input DWORD: ON_IPRThe following signals belong to the content of DWORD: ON_IPR(see Ä Table 79 “ON_IPR” on page 204).
Table 79: ON_IPRSignal Description See
ON_CANCELBLK Acknowledgement for CancelActive Block function
Ä Chapter 4.2.19.1 “ON_CAN-CELBLK” on page 205
ON_MEMORY_MODE
CNC memory mode
Ä Chapter 4.2.19.2“ON_MEMORY_MODE”on page 206
ON_MEMORY_OPERA-TION_ACTIVE
Ä Chapter 4.2.19.3“ON_MEMORY_OPERA-TION_ACTIVE” on page 206
ON_SINGLE_STEP Interpreter Single Step mode isactive
Ä Chapter 4.2.19.4“ON_SINGLE_STEP”on page 207
ON_IPR_DO_STEP Interpreter Single Step jump isactive
Ä Chapter 4.2.19.5“ON_IPR_DO_STEP”on page 207
ON_PLC_SET_AXPOS Acknowledgment for set axis posi-tion
Ä Chapter 4.2.19.6“ON_PLC_SET_AXPOS”on page 208
ON_HIDE_IMBLK Intermediate blocks are not dis-played
Ä Chapter 4.2.19.7“ON_HIDE_IMBLK” on page 208
ON_HIDE_CYBLK Cycle blocks are not displayed Ä Chapter 4.2.19.8“ON_HIDE_CYBLK” on page 209
ON_27_09 Not used
ON_DEL_MAN_OFFS Acknowledgment for deletemanual offsets
Ä Chapter 4.2.19.9“ON_DEL_MAN_OFFS”on page 209
ON_MP_CHANGE Parameter change active Ä Chapter 4.2.19.10“ON_MP_CHANGE” on page 210
ON_MAN_RELEASE Manual release is active Ä Chapter 4.2.19.11“ON_MAN_RELEASE”on page 210
ON_27_12 Not used
ON_27_13 Not used
ON_27_14 Not used
ON_27_15 Not used
ON_27_16 Not used
ON_27_17 Not used
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 204

Signal Description See
ON_27_18 Not used
ON_27_19 Not used
ON_27_20 Not used
ON_27_21 Not used
ON_27_22 Not used
ON_27_23 Not used
ON_27_24 Not used
ON_27_25 Not used
ON_27_26 Not used
ON_27_27 Not used
ON_27_28 Not used
ON_27_29 Not used
ON_27_30 Not used
ON_27_31 Not used
ON_27_32 Not used
4.2.19.1 ON_CANCELBLKWith this output the CNC sends confirmation of the correct execu-tion of a cancel active block command.
See Ä Chapter 4.1.27.1 “IN_CANCELBLK” on page 110.
Value Description
0 The last "cancel active block" com-mand has been reset
1 The last "cancel active block" com-mand is executed
The PLC should use this output to reset the com-mand "IN_CANCELBLK" or"IN_FINISH_ACT_BLK" (See Ä Chapter 4.1.27.1“IN_CANCELBLK” on page 110 or Ä Chapter4.1.27.7 “IN_FINISH_ACT_BLK” on page 116).
Cancel And Finish Active Block
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 205

4.2.19.2 ON_MEMORY_MODEUnder certain conditions (when NC programs or NC tables areloaded, modified or deleted in the CNC memory), it could beimpossible to switch to CNC modes, like MANUAL or AUTO. Withboth following signals the PLC is informed about such situations.
Value Description
0 The CNC is not in memory mode
1 The CNC is in memory mode
By actual software version, the risk of such a"memory" mode situation is close to zero.
4.2.19.3 ON_MEMORY_OPERATION_ACTIVEUnder certain conditions (when NC programs or NC tables areloaded, modified or deleted in the CNC memory), it could beimpossible to switch to CNC modes, like MANUAL or AUTO. Withboth following signals the PLC is informed about such situations.
Value Description
0 There is no memory mode opera-tion
1 A memory mode operation is beingperformed
By actual software version, the risk of such a"memory" mode situation is close to zero.
CNC Memory Mode
CNC Memory Mode
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 206

4.2.19.4 ON_SINGLE_STEPWhen the interpreter single step mode is selected (See Ä Chapter4.1.27.2 “IN_SINGLE STEP” on page 111), the CNC provides thefollowing acknowledgment signals.
It might be interesting when using the interpretersingle step mode to use the PLC to set programbreak points: See Ä Chapter 5.1.8 “Program breakpoints” on page 256.
Value Description
0 The interpreter single step mode isnot active
1 The interpreter single step mode isactive
The PLC should wait for this output before anysingle step activity "IN_SINGLE_STEP": (SeeÄ Chapter 4.1.27.2 “IN_SINGLE STEP”on page 111).
4.2.19.5 ON_IPR_DO_STEPWhen the interpreter single step mode is selected (See Ä Chapter4.1.27.3 “IN_IPR_DO_STEP” on page 112), the CNC provides thefollowing acknowledgment signals.
Value Description
0 The last "do step" command hasbeen reset
1 The last "do step" command is exe-cuted
The PLC should use this output to reset the com-mand "IN_IPR_DO_STEP" (See Ä Chapter4.1.27.3 “IN_IPR_DO_STEP” on page 112).
Interpreter Single Step Mode
Interpreter Single Step Mode
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 207

4.2.19.6 ON_PLC_SET_AXPOSWith this signal the CNC acknowledges the correct execution of aPLC set position request (See Ä Chapter 4.1.27.4“IN_PLC_SET_AXPOS” on page 113).
Value Description
0 No set position command or setposition command not yet done
1 Set position command is done
The signal will remain TRUE as long as the com-mand "IN_PLC_SET_AXPOS" is not reset.
4.2.19.7 ON_HIDE_IMBLKIntermediate blocks and/or cycle blocks display can be deactivatedas well from the operator as from the PLC (See Ä Chapter4.1.27.5 “IN_HIDE_IMBLK / IN_HIDE_IMBLKn” on page 114).When this (these) mode(s) are active, the CNC provides the fol-lowing acknowledgment signals.
Value Description
0 Intermediate blocks are displayed
1 Intermediate blocks are not dis-played
The output is set as well when the display hasbeen deactivated by the operator as when it hasbeen done by the PLC (See Ä Chapter 4.1.27.5“IN_HIDE_IMBLK / IN_HIDE_IMBLKn”on page 114).
Set Axes Position
Hide Blocks
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 208

4.2.19.8 ON_HIDE_CYBLKIntermediate blocks and/or cycle blocks display can be deactivatedas well from the operator as from the PLC (See Ä Chapter4.1.27.6 “IN_HIDE_CYBLK / IN_HIDE_CYBLKn” on page 115).When this (these) mode(s) are active, the CNC provides the fol-lowing acknowledgment signals.
Value Description
0 Cycle blocks are displayed
1 Cycle blocks are not displayed
The output is set as well when the display hasbeen deactivated by the operator as when it hasbeen done by the PLC (See Ä Chapter 4.1.27.6“IN_HIDE_CYBLK / IN_HIDE_CYBLKn”on page 115).
4.2.19.9 ON_DEL_MAN_OFFSThe PLC is able to order the deletion of axis offsets that could havebeen set by manual movements during automatic program execu-tion (refer to the PA Operating Manual).
Value Description
0 The last "delete manual offset" com-mand has been reset
1 The last "delete manual offset" com-mand is executed
The output is set as acknowledgment of the PLCcommand: "IN_DEL_MAN_OFFS" (See Ä Chapter4.1.27.8 “IN_DEL_MAN_OFFS” on page 117).
Hide Blocks
Delete Manual Offset
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 209

4.2.19.10 ON_MP_CHANGEThe PLC requests information about if a machine parameterchange is just being done (to avoid e.g. other function block com-mands to the CNC kernel).
Value Description
0 No machine parameter changeactive
1 A machine parameter change isbeing executed
The output is set as acknowledgment of the PLCcommand: "IN_MP_CHANGE_ACK" (SeeÄ Chapter 4.1.27.9 “IN_MP_CHANGE_ACK”on page 117).
4.2.19.11 ON_MAN_RELEASEThe "manual release" mode is necessary when manual move-ments are necessary before the execution of a homing cycle of themachine. This mode is selected by the operator (in the standardPA HMI) with: MANUAL / Auxiliary Functions / Hand release.
Value Description
0 The hand release mode is notactive
1 The hand release mode is active
Machine Parameter Change
Manual Release
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 210

4.2.20 CNC Output DWORD: ON_SWAXThis DWORD is relevant to the optional function:
n Spindle / Rotary Axis Switch (code 400304)n Refer to the PA Software Function Manual for detailed infor-
mation.
See Ä Chapter 4.1.11 “CNC Input DWORD: IN_SW_AXES”on page 79.
The following signals belong to the content ofDWORD: ON_SWAX (see Ä Table 80 “ON_SWAX” on page 211).
Table 80: ON_SWAXSignal Description Signal Description
ON_SWAX01
Acknowledgment ofspindle / axis switching
(6 spindles are possible)
Option: Spindle /Rotary Axis Switch
ON_SWAX17 Not used
ON_SWAX02 ON_SWAX18 Not used
ON_SWAX03 ON_SWAX19 Not used
ON_SWAX04 ON_SWAX20 Not used
ON_SWAX05 ON_SWAX21 Not used
ON_SWAX06 ON_SWAX22 Not used
ON_SWAX07 Not used ON_SWAX23 Not used
ON_SWAX08 Not used ON_SWAX24 Not used
ON_SWAX09 Not used ON_SWAX25 Not used
ON_SWAX10 Not used ON_SWAX26 Not used
ON_SWAX11 Not used ON_SWAX27 Not used
ON_SWAX12 Not used ON_SWAX28 Not used
ON_SWAX13 Not used ON_SWAX29 Not used
ON_SWAX14 Not used ON_SWAX30 Not used
ON_SWAX15 Not used ON_SWAX31 Not used
ON_SWAX16 Not used ON_SWAX32 Not used
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 211

4.2.21 CNC Output DWORD: ON_FASTMThis DWORD is relevant to the optional function:
n Exact position related output signals (code 401402)n Refer to the PA Software Function Manual for detailed infor-
mation.
See Ä Chapter 4.1.29 “CNC Input DWORD: IN_FASTM_MASK”on page 119.
With this option, the NC program can direct outputs with reservedM-codes: set with (M111 - M118) or reset with (M101 - M108) (withno need to be decoded in the PLC program).
The following signals belong to the content ofDWORD: ON_FASTM (see Ä Table 81 “ON_FASTM”on page 212).
Table 81: ON_FASTMSignal Description Signal Description
ON_FASTM_BIT1 Fast Output Bit #1 is set(M111)
ON_29_17 Not used
ON_FASTM_BIT2 Fast Output Bit #2 is set(M112)
ON_29_18 Not used
ON_FASTM_BIT3 Fast Output Bit #3 is set(M113)
ON_29_19 Not used
ON_FASTM_BIT4 Fast Output Bit #4 is set(M114)
ON_29_20 Not used
ON_FASTM_BIT5 Fast Output Bit #5 is set(M115)
ON_29_21 Not used
ON_FASTM_BIT6 Fast Output Bit #6 is set(M116)
ON_29_22 Not used
ON_FASTM_BIT7 Fast Output Bit #7 is set(M117)
ON_29_23 Not used
ON_FASTM_BIT8 Fast Output Bit #8 is set(M118)
ON_29_24 Not used
ON_29_09 Not used ON_29_25 Not used
ON_29_10 Not used ON_29_26 Not used
ON_29_11 Not used ON_29_27 Not used
ON_29_12 Not used ON_29_28 Not used
ON_29_13 Not used ON_29_29 Not used
ON_29_14 Not used ON_29_30 Not used
ON_29_15 Not used ON_29_31 Not used
ON_29_16 Not used ON_29_32 Not used
See Ä Chapter 4.2.21.1 “ON_FASTM_BITx” on page 213.
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 212

4.2.21.1 ON_FASTM_BITx
Value Description
0 Fast M-code M10x is last pro-grammed
1 Fast M-code M11x is last pro-grammed
4.2.22 CNC Output DWORD: ON_30The following signals belong to the content of DWORD: ON_30(see Ä Table 82 “ON_30” on page 213).
Table 82: ON_30Signal Description Signal Description
ON_30_01 Not used ON_30_17 Not used
ON_30_02 Not used ON_30_18 Not used
ON_30_03 Not used ON_30_19 Not used
ON_30_04 Not used ON_30_20 Not used
ON_30_05 Not used ON_30_21 Not used
ON_30_06 Not used ON_30_22 Not used
ON_30_07 Not used ON_30_23 Not used
ON_30_08 Not used ON_30_24 Not used
ON_30_09 Not used ON_30_25 Not used
ON_30_10 Not used ON_30_26 Not used
ON_30_11 Not used ON_30_27 Not used
ON_30_12 Not used ON_30_28 Not used
ON_30_13 Not used ON_30_29 Not used
ON_30_14 Not used ON_30_30 Not used
ON_30_15 Not used ON_30_31 Not used
ON_30_16 Not used ON_30_32 Not used
M-Code
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 213

4.2.23 CNC Output DWORD: ONTOOLThis DWORD, as well as ON_TOOLPLACE, is relevant to theoptional function:
n Tool management (code 401401)n Refer to the PA Software Function Manual for detailed infor-
mation.
See Ä Chapter 4.1.30 “CNC Input DWORD: INTOOL”on page 121.
The following signals belong to the content of DWORD: ONTOOL(see Ä Table 83 “ONTOOL” on page 214).
Table 83: ONTOOLSignal Description Signal Description
ON_TOOLPOINT The tool magazine isready (magazine posi-tioning is done), onlywhen the magazinemovements are con-trolled by the CNC
ON_PLACENOTVAL Error: invalid selectedplace
ON_TOOLWARNING The active tool hasreached its Time LifeWarning Limit
ON_TOOL18 Not used
ON_TOOLLIFEEND The active tool hasreached its Time LifeLimit
ON_TOOL19 Not used
ON_TOOLREF Request to move thetool magazine on HomePosition, only when themagazine movementsare controlled by thePLC
ON_TOOL20 Not used
ON_TOOLSTART Start for the positioningof the tool magazine,only when the magazinemovements are con-trolled by the PLC (SeeON_TOOLPLACE -Ä Chapter 4.2.24 “CNCOutput DWORD:ON_TOOLPLACE”on page 216 andON_TOOLDIR (below))
ON_TOOL21 Not used
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 214

Signal Description Signal Description
ON_TOOLDIR Definition of the directionto move the tool maga-zine to the requestedposition (0 = negative,1= positive), only whenthe magazine move-ments are controlled bythe PLC (SeeON_TOOLPLACE -Ä Chapter 4.2.24 “CNCOutput DWORD:ON_TOOLPLACE”on page 216)
ON_TOOL22 Not used
ON_TOOLERROR Wrong tool or wrongposition
ON_TOOL23 Not used
ON_TOOLANSWER Acknowledgment of cor-rect tool change, onlywhen the magazinemovements are con-trolled by the CNC
ON_TOOL24 Not used
ON_TOOLINPOS Acknowledgment of cor-rect magazine posi-tioning, only when themagazine movementsare controlled by theCNC
ON_TOOL25 Not used
ON_TOOL_IS_ACT Programmed tool isalready in spindle
ON_TOOL26 Not used
ON_TOOL_NOTFND Programmed tool is notis the tool table
ON_TOOL27 Not used
ON_SPARENOTFND The replacement tool isnot in the tool table
ON_TOOL28 Not used
ON_SP_NOTEMPTY Error: the spindle is notempty
ON_TOOL29 Not used
ON_GP_NOTEMPTY Error: the tool gripper isnot empty
ON_TOOL30 Not used
ON_NP_NOTEMPTY Error: the new place isnot empty
ON_TOOL31 Not used
ON_OP_NOTEMPTY Error: the old place isnot empty
ON_TOOL32 Not used
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 215

4.2.24 CNC Output DWORD: ON_TOOLPLACEThis DWORD, as well as ONTOOL, is relevant to the optionalfunction:
n Tool management (code 401401)n Refer to the PA Software Function Manual for detailed infor-
mation.
See Ä Chapter 4.1.30 “CNC Input DWORD: INTOOL”on page 121.
The following signals belong to the content ofDWORD: ON_TOOLPLACE (see Ä Table 84 “ON_TOOLPLACE”on page 216).
Table 84: ON_TOOLPLACESignal Description Signal Description
ON_TLOC01
Definition of therequested magazinelocation, only when themagazine movementsare controlled by thePLC (SeeON_TOOLDIR -Ä Table 83 “ONTOOL”on page 214)
ON_TLOC17
Definition of therequested magazinelocation, only when themagazine movementsare controlled by thePLC (SeeON_TOOLDIR -Ä Table 83 “ONTOOL”on page 214)
ON_TLOC02 ON_TLOC18
ON_TLOC03 ON_TLOC19
ON_TLOC04 ON_TLOC20
ON_TLOC05 ON_TLOC21
ON_TLOC06 ON_TLOC22
ON_TLOC07 ON_TLOC23
ON_TLOC08 ON_TLOC24
ON_TLOC09 ON_TLOC25
ON_TLOC10 ON_TLOC26
ON_TLOC11 ON_TLOC27
ON_TLOC12 ON_TLOC28
ON_TLOC13 ON_TLOC29
ON_TLOC14 ON_TLOC30
ON_TLOC15 ON_TLOC31
ON_TLOC16 ON_TLOC32
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 216

4.2.25 CNC Output DWORD: ON_TOOLTABLEThe following signals belong to the content ofDWORD: ON_TOOLTABLE (see Ä Table 85 “ON_TOOLTABLE”on page 217).
Table 85: ON_TOOLTABLESignal Description Signal Description
ON_TACT01 Not used ON_TACT17 Not used
ON_TACT02 Not used ON_TACT18 Not used
ON_TACT03 Not used ON_TACT19 Not used
ON_TACT04 Not used ON_TACT20 Not used
ON_TACT05 Not used ON_TACT21 Not used
ON_TACT06 Not used ON_TACT22 Not used
ON_TACT07 Not used ON_TACT23 Not used
ON_TACT08 Not used ON_TACT24 Not used
ON_TACT09 Not used ON_TACT25 Not used
ON_TACT10 Not used ON_TACT26 Not used
ON_TACT11 Not used ON_TACT27 Not used
ON_TACT12 Not used ON_TACT28 Not used
ON_TACT13 Not used ON_TACT29 Not used
ON_TACT14 Not used ON_TACT30 Not used
ON_TACT15 Not used ON_TACT31 Not used
ON_TACT16 Not used ON_TACT32 Not used
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 217

4.2.26 CNC Output DWORD: ON_34The following signals belong to the content of DWORD: ON_34(see Ä Table 86 “ON_34” on page 218).
Table 86: ON_34Signal Description Signal Description
ON_T1DAT01 Not used ON_T1DAT17 Not used
ON_T1DAT02 Not used ON_T1DAT18 Not used
ON_T1DAT03 Not used ON_T1DAT19 Not used
ON_T1DAT04 Not used ON_T1DAT20 Not used
ON_T1DAT05 Not used ON_T1DAT21 Not used
ON_T1DAT06 Not used ON_T1DAT22 Not used
ON_T1DAT07 Not used ON_T1DAT23 Not used
ON_T1DAT08 Not used ON_T1DAT24 Not used
ON_T1DAT09 Not used ON_T1DAT25 Not used
ON_T1DAT10 Not used ON_T1DAT26 Not used
ON_T1DAT11 Not used ON_T1DAT27 Not used
ON_T1DAT12 Not used ON_T1DAT28 Not used
ON_T1DAT13 Not used ON_T1DAT29 Not used
ON_T1DAT14 Not used ON_T1DAT30 Not used
ON_T1DAT15 Not used ON_T1DAT31 Not used
ON_T1DAT16 Not used ON_T1DAT32 Not used
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 218

4.2.27 CNC Output DWORD: ON_PROBE_INPUT
CAUTION!These outputs are significant only in case of dig-ital interface toward the axes drives.
On CNC systems with analog drive interface, theywill be continuously 0 (false).The PLC must consider these signals only with PASDITM drives or SERCOSTM drives!
When a tool probe or a part probe unit is used in case of PA SDITM
drives, they have to be connected on the corresponding driveinputs (connector X10 - Pin 8 and 10). The status of the probe issent to the PLC via this DWORD.
The following signals belong to the content ofDWORD: ON_PROBE_INPUT (seeÄ Table 87 “ON_PROBE_INPUT” on page 219).
Table 87: ON_PROBE_INPUTSignal Description Signal Description
ON_PROBE_IN01 Probe Input Axis #1 ON_PROBE_IN17 Probe Input Axis #17
ON_PROBE_IN02 Probe Input Axis #2 ON_PROBE_IN18 Probe Input Axis #18
ON_PROBE_IN03 Probe Input Axis #3 ON_PROBE_IN19 Probe Input Axis #19
ON_PROBE_IN04 Probe Input Axis #4 ON_PROBE_IN20 Probe Input Axis #20
ON_PROBE_IN05 Probe Input Axis #5 ON_PROBE_IN21 Probe Input Axis #21
ON_PROBE_IN06 Probe Input Axis #6 ON_PROBE_IN22 Probe Input Axis #22
ON_PROBE_IN07 Probe Input Axis #7 ON_PROBE_IN23 Probe Input Axis #23
ON_PROBE_IN08 Probe Input Axis #8 ON_PROBE_IN24 Probe Input Axis #24
ON_PROBE_IN09 Probe Input Axis #9 ON_PROBE_IN25 Probe Input Axis #25
ON_PROBE_IN10 Probe Input Axis #10 ON_PROBE_IN26 Probe Input Axis #26
ON_PROBE_IN11 Probe Input Axis #11 ON_PROBE_IN27 Probe Input Axis #27
ON_PROBE_IN12 Probe Input Axis #12 ON_PROBE_IN28 Probe Input Axis #28
ON_PROBE_IN13 Probe Input Axis #13 ON_PROBE_IN29 Probe Input Axis #29
ON_PROBE_IN14 Probe Input Axis #14 ON_PROBE_IN30 Probe Input Axis #30
ON_PROBE_IN15 Probe Input Axis #15 ON_PROBE_IN31 Probe Input Axis #31
ON_PROBE_IN16 Probe Input Axis #16 ON_PROBE_IN32 Probe Input Axis #32
See Ä Chapter 4.2.27.1 “ON_PROBE_INxx” on page 220.
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 219

4.2.27.1 ON_PROBE_INxx
Value Description
0 The probe input is not 24V
1 The probe input is 24V
Depending on the models and on settings, theprobe can work with NO or NC contacts. The PLChas to take care of the kind of probe in use.
4.2.28 CNC Output DWORD: ON_ACTCORRWhis this DWORD the CNC informs the PLC about the actualactive length (H) and radius (D) corrections.
The following signals belong to the content ofDWORD: ON_ACTCORR (see Ä Table 88 “ON_ACTCORR”on page 220).
Table 88: ON_ACTCORRSignal Description Signal Description
Bit 1
Bit coded number of theactive length correction(H number)
Bit 17
Bit coded number of theactive radius correction(D number)
Bit 2 Bit 18
Bit 3 Bit 19
Bit 4 Bit 20
Bit 5 Bit 21
Bit 6 Bit 22
Bit 7 Bit 23
Bit 8 Bit 24
Bit 9 Not used Bit 25 Not used
Bit 10 Not used Bit 26 Not used
Bit 11 Not used Bit 27 Not used
Bit 12 Not used Bit 28 Not used
Bit 13 Not used Bit 29 Not used
Bit 14 Not used Bit 30 Not used
Bit 15 Not used Bit 31 Not used
Bit 16 Not used Bit 32 Not used
Probe Input
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 220

4.2.29 CNC Output DWORD: ON_ZERO_OFFSETWhis this DWORD the CNC informs the PLC about the actualactive zero offset (G53 to G59).
The following signals belong to the content ofDWORD: ON_ZERO_OFFSET (seeÄ Table 89 “ON_ZERO_OFFSET” on page 221).
Table 89: ON_ZERO_OFFSETSignal Description Signal Description
Bit 1
Hex value of the activezero offset number (G53- G59)
Bit 17 Not used
Bit 2 Bit 18 Not used
Bit 3 Bit 19 Not used
Bit 4 Bit 20 Not used
Bit 5 Bit 21 Not used
Bit 6 Bit 22 Not used
Bit 7 Not used Bit 23 Not used
Bit 8 Not used Bit 24 Not used
Bit 9 Not used Bit 25 Not used
Bit 10 Not used Bit 26 Not used
Bit 11 Not used Bit 27 Not used
Bit 12 Not used Bit 28 Not used
Bit 13 Not used Bit 29 Not used
Bit 14 Not used Bit 30 Not used
Bit 15 Not used Bit 31 Not used
Bit 16 Not used Bit 32 Not used
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 221

4.2.30 CNC Output DWORD: ON_EGBMOTIONThese outputs, as well as ON_EGBCONTROL, are related to theoptional function:
n Electronic gear box (code 400509)n Refer to the PA Software Function Manual for detailed infor-
mation.
The following signals belong to the content ofDWORD: ON_EGBMOTION (see Ä Table 90 “ON_EGBMOTION”on page 222).
These signals are not used in actual software versions!
Table 90: ON_EGBMOTIONSignal Description Signal Description
ON_EGBM01 Not used ON_EGBM17 Not used
ON_EGBM02 Not used ON_EGBM18 Not used
ON_EGBM03 Not used ON_EGBM19 Not used
ON_EGBM04 Not used ON_EGBM20 Not used
ON_EGBM05 Not used ON_EGBM21 Not used
ON_EGBM06 Not used ON_EGBM22 Not used
ON_EGBM07 Not used ON_EGBM23 Not used
ON_EGBM08 Not used ON_EGBM24 Not used
ON_EGBM09 Not used ON_EGBM25 Not used
ON_EGBM10 Not used ON_EGBM26 Not used
ON_EGBM11 Not used ON_EGBM27 Not used
ON_EGBM12 Not used ON_EGBM28 Not used
ON_EGBM13 Not used ON_EGBM29 Not used
ON_EGBM14 Not used ON_EGBM30 Not used
ON_EGBM15 Not used ON_EGBM31 Not used
ON_EGBM16 Not used ON_EGBM32 Not used
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 222

4.2.31 CNC Output DWORD: ON_EGBCONTROLThese outputs, as well as ON_EGBMOTION, are related to theoptional function:
n Electronic gear box (code 400509)n Refer to the PA Software Function Manual for detailed infor-
mation.
The following signals belong to the content ofDWORD: ON_EGBCONTROL (see Ä Table 91 “ON_EGBCON-TROL” on page 223).
These signals are not used in actual software versions!
Table 91: ON_EGBCONTROLSignal Description Signal Description
ON_EGBC01 Not used ON_EGBC17 Not used
ON_EGBC02 Not used ON_EGBC18 Not used
ON_EGBC03 Not used ON_EGBC19 Not used
ON_EGBC04 Not used ON_EGBC20 Not used
ON_EGBC05 Not used ON_EGBC21 Not used
ON_EGBC06 Not used ON_EGBC22 Not used
ON_EGBC07 Not used ON_EGBC23 Not used
ON_EGBC08 Not used ON_EGBC24 Not used
ON_EGBC09 Not used ON_EGBC25 Not used
ON_EGBC10 Not used ON_EGBC26 Not used
ON_EGBC11 Not used ON_EGBC27 Not used
ON_EGBC12 Not used ON_EGBC28 Not used
ON_EGBC13 Not used ON_EGBC29 Not used
ON_EGBC14 Not used ON_EGBC30 Not used
ON_EGBC15 Not used ON_EGBC31 Not used
ON_EGBC16 Not used ON_EGBC32 Not used
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 223

4.2.32 CNC Output DWORD: ON_FIVEAXESThis DWORD is relevant to the optional functions:
n 5 axes transformation (code 400401)n 4 axes transformation (code 400402)n 3 axes transformation (code 400403)n Refer to the PA Software Function Manual for detailed infor-
mation.
See Ä Chapter 4.1.37 “CNC Input DWORD: IN_FIVEAXES”on page 128.
The following signals belong to the content ofDWORD: ON_FIVEAXES (see Ä Table 92 “ON_FIVEAXES”on page 224).
Table 92: ON_FIVEAXESSignal Description Signal Description
ON_NO_TCP Machine coordinateSystem is active (G180)
ON_5AX_17 Not used
ON_TCP_ACTIVE RTCP Mode is active(G181)
ON_5AX_18 Not used
ON_TCP_COORD Tool Coordinate Systemis active (G182)
ON_5AX_19 Not used
ON_COORD_DEF Tool Coordinate Systemis being selected (G183)
ON_5AX_20 Not used
ON_BACK_TRAFO Back TransformationMode is active
ON_5AX_21 Not used
ON_5AX_06 Not used ON_5AX_22 Not used
ON_5AX_07 Not used ON_5AX_23 Not used
ON_5AX_08 Not used ON_5AX_24 Not used
ON_5AX_09 Not used ON_5AX_25 Not used
ON_5AX_10 Not used ON_5AX_26 Not used
ON_5AX_11 Not used ON_5AX_27 Not used
ON_5AX_12 Not used ON_5AX_28 Not used
ON_5AX_13 Not used ON_5AX_29 Not used
ON_5AX_14 Not used ON_5AX_30 Not used
ON_5AX_15 Not used ON_5AX_31 Not used
ON_5AX_16 Not used ON_5AX_32 Not used
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 224

4.2.33 CNC Output DWORD: ON_IR_RD_IOThis DWORD and the DWORDs (ON_IR_EN / ON_IR_ACT /ON_IR_PROG_ACT) are relevant to the optional functions:
n 1 CNC interrupt program (code 401406)n 8 CNC interrupt program (code 420006)n 32 CNC interrupt program (code 420007)n Refer to the PA Software Function Manual for detailed infor-
mation.
See Ä Chapter 4.1.39 “CNC Input DWORD: IN_IR_RDIO”on page 131, Ä Chapter 4.1.40 “CNC Input DWORD: IN_IR_EN”on page 132 and Ä Chapter 4.1.41 “CNC Input DWORD:IN_IR_ACT” on page 133.
The following signals belong to the content ofDWORD: ON_IR_RD_IO (see Ä Table 93 “ON_IR_RD_IO”on page 225).
Table 93: ON_IR_RD_IOSignal Description Signal Description
ON_IR_RDIO_01
NC Interrupt Programs
The program did allowthe read-in of the inputport
ON_IR_RDIO_17
NC Interrupt Programs
The program did allowthe read-in of the inputport
ON_IR_RDIO_02 ON_IR_RDIO_18
ON_IR_RDIO_03 ON_IR_RDIO_19
ON_IR_RDIO_04 ON_IR_RDIO_20
ON_IR_RDIO_05 ON_IR_RDIO_21
ON_IR_RDIO_06 ON_IR_RDIO_22
ON_IR_RDIO_07 ON_IR_RDIO_23
ON_IR_RDIO_08 ON_IR_RDIO_24
ON_IR_RDIO_09 ON_IR_RDIO_25
ON_IR_RDIO_10 ON_IR_RDIO_26
ON_IR_RDIO_11 ON_IR_RDIO_27
ON_IR_RDIO_12 ON_IR_RDIO_28
ON_IR_RDIO_13 ON_IR_RDIO_29
ON_IR_RDIO_14 ON_IR_RDIO_30
ON_IR_RDIO_15 ON_IR_RDIO_31
ON_IR_RDIO_16 ON_IR_RDIO_32
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 225

4.2.34 CNC Output DWORD: ON_IR_ENThis DWORD and the DWORDs (ON_IR_RD_IO / ON_IR_ACT /ON_IR_PROG_ACT) are relevant to the optional functions:
n 1 CNC interrupt program (code 401406)n 8 CNC interrupt program (code 420006)n 32 CNC interrupt program (code 420007)n Refer to the PA Software Function Manual for detailed infor-
mation.
See Ä Chapter 4.1.39 “CNC Input DWORD: IN_IR_RDIO”on page 131, Ä Chapter 4.1.40 “CNC Input DWORD: IN_IR_EN”on page 132 and Ä Chapter 4.1.41 “CNC Input DWORD:IN_IR_ACT” on page 133.
The following signals belong to the content ofDWORD: ON_IR_EN (see Ä Table 94 “ON_IR_EN” on page 226).
Table 94: ON_IR_ENSignal Description Signal Description
ON_IR_EN_01
NC Interrupt Programs
The program did allowthe corresponding input
ON_IR_EN_17
NC Interrupt Programs
The program did allowthe corresponding input
ON_IR_EN_02 ON_IR_EN_18
ON_IR_EN_03 ON_IR_EN_19
ON_IR_EN_04 ON_IR_EN_20
ON_IR_EN_05 ON_IR_EN_21
ON_IR_EN_06 ON_IR_EN_22
ON_IR_EN_07 ON_IR_EN_23
ON_IR_EN_08 ON_IR_EN_24
ON_IR_EN_09 ON_IR_EN_25
ON_IR_EN_10 ON_IR_EN_26
ON_IR_EN_11 ON_IR_EN_27
ON_IR_EN_12 ON_IR_EN_28
ON_IR_EN_13 ON_IR_EN_29
ON_IR_EN_14 ON_IR_EN_30
ON_IR_EN_15 ON_IR_EN_31
ON_IR_EN_16 ON_IR_EN_32
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 226

4.2.35 CNC Output DWORD: ON_IR_ACTThis DWORD and the DWORDs (ON_IR_RD_IO / ON_IR_EN /ON_IR_PROG_ACT) are relevant to the optional functions:
n 1 CNC interrupt program (code 401406)n 8 CNC interrupt program (code 420006)n 32 CNC interrupt program (code 420007)n Refer to the PA Software Function Manual for detailed infor-
mation.
See Ä Chapter 4.1.39 “CNC Input DWORD: IN_IR_RDIO”on page 131, Ä Chapter 4.1.40 “CNC Input DWORD: IN_IR_EN”on page 132 and Ä Chapter 4.1.41 “CNC Input DWORD:IN_IR_ACT” on page 133.
The following signals belong to the content ofDWORD: ON_IR_ACT (see Ä Table 95 “ON_IR_ACT”on page 227).
Table 95: ON_IR_ACTSignal Description Signal Description
ON_IR_ACT_01
NC Interrupt Programs
The corresponding inter-rupt is active
ON_IR_ACT_17
NC Interrupt Programs
The corresponding inter-rupt is active
ON_IR_ACT_02 ON_IR_ACT_18
ON_IR_ACT_03 ON_IR_ACT_19
ON_IR_ACT_04 ON_IR_ACT_20
ON_IR_ACT_05 ON_IR_ACT_21
ON_IR_ACT_06 ON_IR_ACT_22
ON_IR_ACT_07 ON_IR_ACT_23
ON_IR_ACT_08 ON_IR_ACT_24
ON_IR_ACT_09 ON_IR_ACT_25
ON_IR_ACT_10 ON_IR_ACT_26
ON_IR_ACT_11 ON_IR_ACT_27
ON_IR_ACT_12 ON_IR_ACT_28
ON_IR_ACT_13 ON_IR_ACT_29
ON_IR_ACT_14 ON_IR_ACT_30
ON_IR_ACT_15 ON_IR_ACT_31
ON_IR_ACT_16 ON_IR_ACT_32
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 227

4.2.36 CNC Output DWORD: ON_IR_PROG_ACTThis DWORD and the DWORDs (ON_IR_RD_IO / ON_IR_EN /ON_IR_ACT) are relevant to the optional functions:
n 1 CNC interrupt program (code 401406)n 8 CNC interrupt program (code 420006)n 32 CNC interrupt program (code 420007)n Refer to the PA Software Function Manual for detailed infor-
mation.
See Ä Chapter 4.1.39 “CNC Input DWORD: IN_IR_RDIO”on page 131, Ä Chapter 4.1.40 “CNC Input DWORD: IN_IR_EN”on page 132 and Ä Chapter 4.1.41 “CNC Input DWORD:IN_IR_ACT” on page 133.
The following signals belong to the content ofDWORD: ON_IR_PROG_ACT (seeÄ Table 96 “ON_IR_PROG_ACT” on page 228).
Table 96: ON_IR_PROG_ACTSignal Description Signal Description
ON_IR_PROG_ACT_01
NC Interrupt Programs
Gives the number of theactive interrupt program
ON_IR_PROG_ACT_17
NC Interrupt Programs
Gives the number of theactive interrupt program
ON_IR_PROG_ACT_02 ON_IR_PROG_ACT_18
ON_IR_PROG_ACT_03 ON_IR_PROG_ACT_19
ON_IR_PROG_ACT_04 ON_IR_PROG_ACT_20
ON_IR_PROG_ACT_05 ON_IR_PROG_ACT_21
ON_IR_PROG_ACT_06 ON_IR_PROG_ACT_22
ON_IR_PROG_ACT_07 ON_IR_PROG_ACT_23
ON_IR_PROG_ACT_08 ON_IR_PROG_ACT_24
ON_IR_PROG_ACT_09 ON_IR_PROG_ACT_25
ON_IR_PROG_ACT_10 ON_IR_PROG_ACT_26
ON_IR_PROG_ACT_11 ON_IR_PROG_ACT_27
ON_IR_PROG_ACT_12 ON_IR_PROG_ACT_28
ON_IR_PROG_ACT_13 ON_IR_PROG_ACT_29
ON_IR_PROG_ACT_14 ON_IR_PROG_ACT_30
ON_IR_PROG_ACT_15 ON_IR_PROG_ACT_31
ON_IR_PROG_ACT_16 ON_IR_PROG_ACT_32
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 228

4.2.37 CNC Output DWORD: ON_PLC_IPO_ACTWith the outputs ON_PLC_IPO_ACT and ON_PLC_IPO_ENDP,the PLC can check the status of axis movements prepared with thefunction "Move_Interpolating_Axes".
See Ä Chapter 4.1.16 “CNC Input DWORD: IN_IPOMVMT”on page 91.
The following signals belong to the content ofDWORD: ON_PLC_IPO_ACT (seeÄ Table 97 “ON_PLC_IPO_ACT” on page 229).
Table 97: ON_PLC_IPO_ACTSignal Description Signal Description
ON_PLC_IPO_ACT_01 A "Move_Interpo-lating_Axis" is beingexecuted for axis #1
ON_PLC_IPO_ACT_17 A "Move_Interpo-lating_Axis" is beingexecuted for axis #17
ON_PLC_IPO_ACT_02 A "Move_Interpo-lating_Axis" is beingexecuted for axis #2
ON_PLC_IPO_ACT_18 A "Move_Interpo-lating_Axis" is beingexecuted for axis #18
ON_PLC_IPO_ACT_03 A "Move_Interpo-lating_Axis" is beingexecuted for axis #3
ON_PLC_IPO_ACT_19 A "Move_Interpo-lating_Axis" is beingexecuted for axis #19
ON_PLC_IPO_ACT_04 A "Move_Interpo-lating_Axis" is beingexecuted for axis #4
ON_PLC_IPO_ACT_20 A "Move_Interpo-lating_Axis" is beingexecuted for axis #20
ON_PLC_IPO_ACT_05 A "Move_Interpo-lating_Axis" is beingexecuted for axis #5
ON_PLC_IPO_ACT_21 A "Move_Interpo-lating_Axis" is beingexecuted for axis #21
ON_PLC_IPO_ACT_06 A "Move_Interpo-lating_Axis" is beingexecuted for axis #6
ON_PLC_IPO_ACT_22 A "Move_Interpo-lating_Axis" is beingexecuted for axis #22
ON_PLC_IPO_ACT_07 A "Move_Interpo-lating_Axis" is beingexecuted for axis #7
ON_PLC_IPO_ACT_23 A "Move_Interpo-lating_Axis" is beingexecuted for axis #23
ON_PLC_IPO_ACT_08 A "Move_Interpo-lating_Axis" is beingexecuted for axis #8
ON_PLC_IPO_ACT_24 A "Move_Interpo-lating_Axis" is beingexecuted for axis #24
ON_PLC_IPO_ACT_09 A "Move_Interpo-lating_Axis" is beingexecuted for axis #9
ON_PLC_IPO_ACT_25 A "Move_Interpo-lating_Axis" is beingexecuted for axis #25
ON_PLC_IPO_ACT_10 A "Move_Interpo-lating_Axis" is beingexecuted for axis #10
ON_PLC_IPO_ACT_26 A "Move_Interpo-lating_Axis" is beingexecuted for axis #26
ON_PLC_IPO_ACT_11 A "Move_Interpo-lating_Axis" is beingexecuted for axis #11
ON_PLC_IPO_ACT_27 A "Move_Interpo-lating_Axis" is beingexecuted for axis #27
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 229

Signal Description Signal Description
ON_PLC_IPO_ACT_12 A "Move_Interpo-lating_Axis" is beingexecuted for axis #12
ON_PLC_IPO_ACT_28 A "Move_Interpo-lating_Axis" is beingexecuted for axis #28
ON_PLC_IPO_ACT_13 A "Move_Interpo-lating_Axis" is beingexecuted for axis #13
ON_PLC_IPO_ACT_29 A "Move_Interpo-lating_Axis" is beingexecuted for axis #29
ON_PLC_IPO_ACT_14 A "Move_Interpo-lating_Axis" is beingexecuted for axis #14
ON_PLC_IPO_ACT_30 A "Move_Interpo-lating_Axis" is beingexecuted for axis #30
ON_PLC_IPO_ACT_15 A "Move_Interpo-lating_Axis" is beingexecuted for axis #15
ON_PLC_IPO_ACT_31 A "Move_Interpo-lating_Axis" is beingexecuted for axis #31
ON_PLC_IPO_ACT_16 A "Move_Interpo-lating_Axis" is beingexecuted for axis #16
ON_PLC_IPO_ACT_32 A "Move_Interpo-lating_Axis" is beingexecuted for axis #32
See Ä Chapter 4.2.37.1 “ON_PLC_IPO_ACT_xx” on page 230.
4.2.37.1 ON_PLC_IPO_ACT_xx
Value Description
0 No "Move_Interpolating_Axis" run-ning
1 A "Move_Interpolating_Axis" isbeing performed
These signals are set as long as the command ofthe movement is set by "IN_IPOMVMT".
A value of 0 (false) does not mean that the com-manded movement is executed till its end point(see Ä Chapter 4.2.38 “CNC Output DWORD:ON_PLC_IPO_ENDP” on page 231).
"Move Interpolating Axis"
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 230

4.2.38 CNC Output DWORD: ON_PLC_IPO_ENDPWith the outputs ON_PLC_IPO_ACT and ON_PLC_IPO_ENDP,the PLC can check the status of axis movements prepared with thefunction "Move_Interpolating_Axes".
See Ä Chapter 4.1.16 “CNC Input DWORD: IN_IPOMVMT”on page 91.
The following signals belong to the content ofDWORD: ON_PLC_IPO_ENDP (seeÄ Table 98 “ON_PLC_IPO_ENDP” on page 231).
Table 98: ON_PLC_IPO_ENDPSignal Description Signal Description
ON_PLC_IPO_ENDP_01
The "Move_Interpo-lating_Axis" of axis #1 isdone
ON_PLC_IPO_ENDP_17
The "Move_Interpo-lating_Axis" of axis #17is done
ON_PLC_IPO_ENDP_02
The "Move_Interpo-lating_Axis" of axis #2 isdone
ON_PLC_IPO_ENDP_18
The "Move_Interpo-lating_Axis" of axis #18is done
ON_PLC_IPO_ENDP_03
The "Move_Interpo-lating_Axis" of axis #3 isdone
ON_PLC_IPO_ENDP_19
The "Move_Interpo-lating_Axis" of axis #19is done
ON_PLC_IPO_ENDP_04
The "Move_Interpo-lating_Axis" of axis #4 isdone
ON_PLC_IPO_ENDP_20
The "Move_Interpo-lating_Axis" of axis #20is done
ON_PLC_IPO_ENDP_05
The "Move_Interpo-lating_Axis" of axis #5 isdone
ON_PLC_IPO_ENDP_21
The "Move_Interpo-lating_Axis" of axis #21is done
ON_PLC_IPO_ENDP_06
The "Move_Interpo-lating_Axis" of axis #6 isdone
ON_PLC_IPO_ENDP_22
The "Move_Interpo-lating_Axis" of axis #22is done
ON_PLC_IPO_ENDP_07
The "Move_Interpo-lating_Axis" of axis #7 isdone
ON_PLC_IPO_ENDP_23
The "Move_Interpo-lating_Axis" of axis #23is done
ON_PLC_IPO_ENDP_08
The "Move_Interpo-lating_Axis" of axis #8 isdone
ON_PLC_IPO_ENDP_24
The "Move_Interpo-lating_Axis" of axis #24is done
ON_PLC_IPO_ENDP_09
The "Move_Interpo-lating_Axis" of axis #9 isdone
ON_PLC_IPO_ENDP_25
The "Move_Interpo-lating_Axis" of axis #25is done
ON_PLC_IPO_ENDP_10
The "Move_Interpo-lating_Axis" of axis #10is done
ON_PLC_IPO_ENDP_26
The "Move_Interpo-lating_Axis" of axis #26is done
ON_PLC_IPO_ENDP_11
The "Move_Interpo-lating_Axis" of axis #11is done
ON_PLC_IPO_ENDP_27
The "Move_Interpo-lating_Axis" of axis #27is done
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 231

Signal Description Signal Description
ON_PLC_IPO_ENDP_12
The "Move_Interpo-lating_Axis" of axis #12is done
ON_PLC_IPO_ENDP_28
The "Move_Interpo-lating_Axis" of axis #28is done
ON_PLC_IPO_ENDP_13
The "Move_Interpo-lating_Axis" of axis #13is done
ON_PLC_IPO_ENDP_29
The "Move_Interpo-lating_Axis" of axis #29is done
ON_PLC_IPO_ENDP_14
The "Move_Interpo-lating_Axis" of axis #14is done
ON_PLC_IPO_ENDP_30
The "Move_Interpo-lating_Axis" of axis #30is done
ON_PLC_IPO_ENDP_15
The "Move_Interpo-lating_Axis" of axis #15is done
ON_PLC_IPO_ENDP_31
The "Move_Interpo-lating_Axis" of axis #31is done
ON_PLC_IPO_ENDP_16
The "Move_Interpo-lating_Axis" of axis #16is done
ON_PLC_IPO_ENDP_32
The "Move_Interpo-lating_Axis" of axis #32is done
See Ä Chapter 4.2.38.1 “ON_PLC_IPO_ENDP_xx” on page 232.
4.2.38.1 ON_PLC_IPO_ENDP_xx
Value Description
0 "Move_Interpolating_Axis" inac-tive or running
1 The "Move_Interpolating_Axis" isfinished
The PLC should use this signal to reset the com-mand (See Ä Chapter 4.1.16 “CNC Input DWORD:IN_IPOMVMT” on page 91).
"Move_Interpolating_Axis"
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 232

4.2.39 CNC Output DWORD: ON_PLC_POS_ACTWith the outputs ON_PLC_POS_ACT and ON_PLC_POS_ENDP,the PLC can check the status of axis movements prepared with thefunction "Move_Positioning_Axes".
See Ä Chapter 4.1.16 “CNC Input DWORD: IN_IPOMVMT”on page 91.
The following signals belong to the content ofDWORD: ON_PLC_POS_ACT (seeÄ Table 99 “ON_PLC_POS_ACT” on page 233).
Table 99: ON_PLC_POS_ACTSignal Description Signal Description
ON_PLC_POS_ACT_01 A "Move_Posi-tioning_Axis" is beingexecuted for axis #1
ON_PLC_POS_ACT_17 A "Move_Posi-tioning_Axis" is beingexecuted for axis #17
ON_PLC_POS_ACT_02 A "Move_Posi-tioning_Axis" is beingexecuted for axis #2
ON_PLC_POS_ACT_18 A "Move_Posi-tioning_Axis" is beingexecuted for axis #18
ON_PLC_POS_ACT_03 A "Move_Posi-tioning_Axis" is beingexecuted for axis #3
ON_PLC_POS_ACT_19 A "Move_Posi-tioning_Axis" is beingexecuted for axis #19
ON_PLC_POS_ACT_04 A "Move_Posi-tioning_Axis" is beingexecuted for axis #4
ON_PLC_POS_ACT_20 A "Move_Posi-tioning_Axis" is beingexecuted for axis #20
ON_PLC_POS_ACT_05 A "Move_Posi-tioning_Axis" is beingexecuted for axis #5
ON_PLC_POS_ACT_21 A "Move_Posi-tioning_Axis" is beingexecuted for axis #21
ON_PLC_POS_ACT_06 A "Move_Posi-tioning_Axis" is beingexecuted for axis #6
ON_PLC_POS_ACT_22 A "Move_Posi-tioning_Axis" is beingexecuted for axis #22
ON_PLC_POS_ACT_07 A "Move_Posi-tioning_Axis" is beingexecuted for axis #7
ON_PLC_POS_ACT_23 A "Move_Posi-tioning_Axis" is beingexecuted for axis #23
ON_PLC_POS_ACT_08 A "Move_Posi-tioning_Axis" is beingexecuted for axis #8
ON_PLC_POS_ACT_24 A "Move_Posi-tioning_Axis" is beingexecuted for axis #24
ON_PLC_POS_ACT_09 A "Move_Posi-tioning_Axis" is beingexecuted for axis #9
ON_PLC_POS_ACT_25 A "Move_Posi-tioning_Axis" is beingexecuted for axis #25
ON_PLC_POS_ACT_10 A "Move_Posi-tioning_Axis" is beingexecuted for axis #10
ON_PLC_POS_ACT_26 A "Move_Posi-tioning_Axis" is beingexecuted for axis #26
ON_PLC_POS_ACT_11 A "Move_Posi-tioning_Axis" is beingexecuted for axis #11
ON_PLC_POS_ACT_27 A "Move_Posi-tioning_Axis" is beingexecuted for axis #27
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 233

Signal Description Signal Description
ON_PLC_POS_ACT_12 A "Move_Posi-tioning_Axis" is beingexecuted for axis #12
ON_PLC_POS_ACT_28 A "Move_Posi-tioning_Axis" is beingexecuted for axis #28
ON_PLC_POS_ACT_13 A "Move_Posi-tioning_Axis" is beingexecuted for axis #13
ON_PLC_POS_ACT_29 A "Move_Posi-tioning_Axis" is beingexecuted for axis #29
ON_PLC_POS_ACT_14 A "Move_Posi-tioning_Axis" is beingexecuted for axis #14
ON_PLC_POS_ACT_30 A "Move_Posi-tioning_Axis" is beingexecuted for axis #30
ON_PLC_POS_ACT_15 A "Move_Posi-tioning_Axis" is beingexecuted for axis #15
ON_PLC_POS_ACT_31 A "Move_Posi-tioning_Axis" is beingexecuted for axis #31
ON_PLC_POS_ACT_16 A "Move_Posi-tioning_Axis" is beingexecuted for axis #16
ON_PLC_POS_ACT_32 A "Move_Posi-tioning_Axis" is beingexecuted for axis #32
See Ä Chapter 4.2.39.1 “ON_PLC_POS_ACT_xx” on page 234.
4.2.39.1 ON_PLC_POS_ACT_xx
Value Description
0 No "Move_ Positioning _Axis" isrunning
1 A "Move_ Positioning _Axis" isbeing performed
These signals are set as long as the command ofthe movement is set by "IN_IPOMVMT".
A value of 0 (false) does not mean that the com-manded movement is executed till its end point(SeeÄ Chapter 4.2.40 “CNC Output DWORD:ON_PLC_POS_ENDP” on page 235).
"Move_ Positioning _Axis"
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 234

4.2.40 CNC Output DWORD: ON_PLC_POS_ENDPWith the outputs ON_PLC_POS_ACT and ON_PLC_POS_ENDP,the PLC can check the status of axis movements prepared with thefunction "Move_Positioning_Axes".
See Ä Chapter 4.1.16 “CNC Input DWORD: IN_IPOMVMT”on page 91.
The following signals belong to the content ofDWORD: ON_PLC_POS_ENDP (seeÄ Table 100 “ON_PLC_POS_ENDP” on page 235).
Table 100: ON_PLC_POS_ENDPSignal Description Signal Description
ON_PLC_POS_ENDP_01 The "Move_ Positioning
_Axis" of axis #1 is done ON_PLC_POS_ENDP_
17The "Move_ Positioning_Axis" of axis #17 isdone
ON_PLC_POS_ENDP_02 The "Move_ Positioning
_Axis" of axis #2 is done ON_PLC_POS_ENDP_
18The "Move_ Positioning_Axis" of axis #18 isdone
ON_PLC_POS_ENDP_03 The "Move_ Positioning
_Axis" of axis #3 is done ON_PLC_POS_ENDP_
19The "Move_ Positioning_Axis" of axis #19 isdone
ON_PLC_POS_ENDP_04 The "Move_ Positioning
_Axis" of axis #4 is done ON_PLC_POS_ENDP_
20The "Move_ Positioning_Axis" of axis #20 isdone
ON_PLC_POS_ENDP_05 The "Move_ Positioning
_Axis" of axis #5 is done ON_PLC_POS_ENDP_
21The "Move_ Positioning_Axis" of axis #21 isdone
ON_PLC_POS_ENDP_06 The "Move_ Positioning
_Axis" of axis #6 is done ON_PLC_POS_ENDP_
22The "Move_ Positioning_Axis" of axis #22 isdone
ON_PLC_POS_ENDP_07
The "Move_ Positioning_Axis" of axis #7 is done
ON_PLC_POS_ENDP_23
The "Move_ Positioning_Axis" of axis #23 isdone
ON_PLC_POS_ENDP_08
The "Move_ Positioning_Axis" of axis #8 is done
ON_PLC_POS_ENDP_24
The "Move_ Positioning_Axis" of axis #24 isdone
ON_PLC_POS_ENDP_09
The "Move_ Positioning_Axis" of axis #9 is done
ON_PLC_POS_ENDP_25
The "Move_ Positioning_Axis" of axis #25 isdone
ON_PLC_POS_ENDP_10
The "Move_ Positioning_Axis" of axis #10 isdone
ON_PLC_POS_ENDP_26
The "Move_ Positioning_Axis" of axis #26 isdone
ON_PLC_POS_ENDP_11
The "Move_ Positioning_Axis" of axis #11 isdone
ON_PLC_POS_ENDP_27
The "Move_ Positioning_Axis" of axis #27 isdone
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 235

Signal Description Signal Description
ON_PLC_POS_ENDP_12
The "Move_ Positioning_Axis" of axis #12 isdone
ON_PLC_POS_ENDP_28
The "Move_ Positioning_Axis" of axis #28 isdone
ON_PLC_POS_ENDP_13
The "Move_ Positioning_Axis" of axis #13 isdone
ON_PLC_POS_ENDP_29
The "Move_ Positioning_Axis" of axis #29 isdone
ON_PLC_POS_ENDP_14
The "Move_ Positioning_Axis" of axis #14 isdone
ON_PLC_POS_ENDP_30
The "Move_ Positioning_Axis" of axis #30 isdone
ON_PLC_POS_ENDP_15
The "Move_ Positioning_Axis" of axis #15 isdone
ON_PLC_POS_ENDP_31
The "Move_ Positioning_Axis" of axis #31 isdone
ON_PLC_POS_ENDP_16
The "Move_ Positioning_Axis" of axis #16 isdone
ON_PLC_POS_ENDP_32
The "Move_ Positioning_Axis" of axis #32 isdone
See Ä Chapter 4.2.40.1 “ON_PLC_POS_ENDPxx” on page 236.
4.2.40.1 ON_PLC_POS_ENDPxx
Value Description
0 "Move_ Positioning _Axis" inactiveor running
1 The "Move_ Positioning _Axis" isfinished
The PLC should use this signal to reset the com-mand (See Ä Chapter 4.1.16 “CNC Input DWORD:IN_IPOMVMT” on page 91).
"Move_ Positioning _Axis"
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 236

4.2.41 CNC Output DWORD: ON_OEM1The following signals belong to the content of DWORD: ON_OEM1(see Ä Table 101 “ON_OEM1” on page 237).
Table 101: ON_OEM1Signal Description Signal Description
ON_OEM1_01
Reserved for internaluse
ON_OEM1_17
Reserved for internaluse
ON_OEM1_02 ON_OEM1_18
ON_OEM1_03 ON_OEM1_19
ON_OEM1_04 ON_OEM1_20
ON_OEM1_05 ON_OEM1_21
ON_OEM1_06 ON_OEM1_22
ON_OEM1_07 ON_OEM1_23
ON_OEM1_08 ON_OEM1_24
ON_OEM1_09 ON_OEM1_25
ON_OEM1_10 ON_OEM1_26
ON_OEM1_11 ON_OEM1_27
ON_OEM1_12 ON_OEM1_28
ON_OEM1_13 ON_OEM1_29
ON_OEM1_14 ON_OEM1_30
ON_OEM1_15 ON_OEM1_31
ON_OEM1_16 ON_OEM1_32
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 237

4.2.42 CNC Output DWORD: ON_OEM2The following signals belong to the content of DWORD: ON_OEM2(see Ä Table 102 “ON_OEM2” on page 238).
Table 102: ON_OEM2Signal Description Signal Description
ON_OEM2_01
Reserved for internaluse
ON_OEM2_17
Reserved for internaluse
ON_OEM2_02 ON_OEM2_18
ON_OEM2_03 ON_OEM2_19
ON_OEM2_04 ON_OEM2_20
ON_OEM2_05 ON_OEM2_21
ON_OEM2_06 ON_OEM2_22
ON_OEM2_07 ON_OEM2_23
ON_OEM2_08 ON_OEM2_24
ON_OEM2_09 ON_OEM2_25
ON_OEM2_10 ON_OEM2_26
ON_OEM2_11 ON_OEM2_27
ON_OEM2_12 ON_OEM2_28
ON_OEM2_13 ON_OEM2_29
ON_OEM2_14 ON_OEM2_30
ON_OEM2_15 ON_OEM2_31
ON_OEM2_16 ON_OEM2_32
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 238

4.2.43 CNC Output DWORD: ON_OEM3The following signals belong to the content of DWORD: ON_OEM3(see Ä Table 103 “ON_OEM3” on page 239).
Table 103: ON_OEM3Signal Description Signal Description
ON_OEM3_01
Reserved for internaluse
ON_OEM3_17
Reserved for internaluse
ON_OEM3_02 ON_OEM3_18
ON_OEM3_03 ON_OEM3_19
ON_OEM3_04 ON_OEM3_20
ON_OEM3_05 ON_OEM3_21
ON_OEM3_06 ON_OEM3_22
ON_OEM3_07 ON_OEM3_23
ON_OEM3_08 ON_OEM3_24
ON_OEM3_09 ON_OEM3_25
ON_OEM3_10 ON_OEM3_26
ON_OEM3_11 ON_OEM3_27
ON_OEM3_12 ON_OEM3_28
ON_OEM3_13 ON_OEM3_29
ON_OEM3_14 ON_OEM3_30
ON_OEM3_15 ON_OEM3_31
ON_OEM3_16 ON_OEM3_32
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 239

4.2.44 CNC Output DWORD: ON_CPC2This DWORD and the DWORD (ON_CPC1) are relevant to theoptional functions:
n Compile cycles interface for interpreter (code 420012)n Compile cycles interface for position loop + interpolator +
interpreter (code 420013)n Refer to the PA Software Function Manual for detailed infor-
mation.
The following signals belong to the content of DWORD: ON_CPC2(see Ä Table 104 “ON_CPC2” on page 240).
Table 104: ON_CPC2Signal Description Signal Description
ON_CPC2_01
Compile Cycles (option)
ON_CPC2_17
Compile Cycles (option)
ON_CPC2_02 ON_CPC2_18
ON_CPC2_03 ON_CPC2_19
ON_CPC2_04 ON_CPC2_20
ON_CPC2_05 ON_CPC2_21
ON_CPC2_06 ON_CPC2_22
ON_CPC2_07 ON_CPC2_23
ON_CPC2_08 ON_CPC2_24
ON_CPC2_09 ON_CPC2_25
ON_CPC2_10 ON_CPC2_26
ON_CPC2_11 ON_CPC2_27
ON_CPC2_12 ON_CPC2_28
ON_CPC2_13 ON_CPC2_29
ON_CPC2_14 ON_CPC2_30
ON_CPC2_15 ON_CPC2_31
ON_CPC2_16 ON_CPC2_32
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 240

4.2.45 CNC Output DWORD: ON_CPC1This DWORD and the DWORD (ON_CPC2) are relevant to theoptional functions:
n Compile cycles interface for interpreter (code 420012)n Compile cycles interface for position loop + interpolator +
interpreter (code 420013)n Refer to the PA Software Function Manual for detailed infor-
mation.
The following signals belong to the content of DWORD: ON_CPC1(see Ä Table 105 “ON_CPC1” on page 241).
Table 105: ON_CPC1Signal Description Signal Description
ON_CPC1_01
Compile Cycles (option)
ON_CPC1_17
Compile Cycles (option)
ON_CPC1_02 ON_CPC1_18
ON_CPC1_03 ON_CPC1_19
ON_CPC1_04 ON_CPC1_20
ON_CPC1_05 ON_CPC1_21
ON_CPC1_06 ON_CPC1_22
ON_CPC1_07 ON_CPC1_23
ON_CPC1_08 ON_CPC1_24
ON_CPC1_09 ON_CPC1_25
ON_CPC1_10 ON_CPC1_26
ON_CPC1_11 ON_CPC1_27
ON_CPC1_12 ON_CPC1_28
ON_CPC1_13 ON_CPC1_29
ON_CPC1_14 ON_CPC1_30
ON_CPC1_15 ON_CPC1_31
ON_CPC1_16 ON_CPC1_32
Contents
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 241

PA 9000/8000 PLC-CNC Interface
PLC / CNC - Signal Interface
12.01.2017 | 242

5 PLC / CNC - Data InterfaceThe CNC-PLC data interface is designed for the transmission ofdata values.
There is no data structure organization, and each of the data trans-ferred over this interface has its own data format. When usingvalues out of this data interface, the PLC developer must take spe-cial care of the format of each of these data.
CAUTION!For historical reasons some BOOLEAN values(BOOL) are set up over this data interface.
CAUTION!Some of the data interface values are read-only! and some others are write-only!It will be specially marked therefore. If not men-tioned as read- or write-only, the data can either beread or written from the PLC.
CAUTION!Some of these data interface values arereserved for PA internal use!They must not be used in the PLC program! There-fore, even if this kind of variable can be found asdefined in the "systemvars.cfg" file, they will notappear in the present manual. The list of thesereserved data can be found under chapter "Ä Chapter 6 “List of variables reserved for PA'sinternal use” on page 263".
5.1 General data values5.1.1 Shut-down control and commandsUnder the top menu "System", there are two ways for the operatorto close the Power Automation CNC:
n Softkey 8: "Exit" - This closes the PA CNC software, the PCremaining still active.
n Softkey 7: "Shutdown OS" - This closes as well the PA CNCsoftware but initiates also the Windows Operating System shut-down
The PLC can either delay or deny both shutdowns.
The PLC can initiate himself both shutdowns.
General
Closing The Power AutomationCNC
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Data Interface
12.01.2017 | 243

SHUTDOWN_REQCNC indicates that a shut-down is requested
Read-Only!
Format BOOL
Meaning TRUE means the operatorrequested a CNC shutdown.The signal remains TRUE untilthe shutdown execution.
SHUTDOWN_DISABLEThe PLC delays the shut-down request
Write-Only!
Format BOOL
Meaning If the PLC sets this variableTRUE, a shutdown request willnot be executed as long as thisvariable remains TRUE. In thisway, the PLC, being informedof the shutdown request, isable at first to take any actionrequired by the operator - orthe machine - safety.
When the variable is setFALSE from the PLC, the shut-down will be immediately exe-cuted without further operatordialog!
SHUTDOWN_DENYThe PLC denies the shut-down request
Write-Only!
Format BOOL
Meaning If the PLC sets this variableTRUE, a shutdown request willnot be executed and the soft-ware internal shutdown will beabandoned!
SHUTDOWN_REQ
SHUTDOWN_DISABLE
SHUTDOWN_DENY
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Data Interface
12.01.2017 | 244

SHUTDOWN_CNC_INITThe PLC initiates a CNC shut-down
Write-Only!
Format BOOL
Meaning This command has the sameeffect as the operator's com-mand Softkey 8: "Exit",including SHUTDOWN_REQ,SHUTDOWN_DISABLE andSHUTDOWN_DENY handling.
SHUTDOWN_OS_INITThe PLC initiates an OS shut-down
Write-Only!
Format BOOL
Meaning This command has the sameeffect as the operator's com-mand Softkey 7: "ShutdownOS", including SHUT-DOWN_REQ, SHUT-DOWN_DISABLE and SHUT-DOWN_DENY handling.
SHUTDOWN_CNC_INIT
SHUTDOWN_OS_INIT
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Data Interface
12.01.2017 | 245

5.1.2 General variables
IGNORE24ERRORSDeactivation of output'spower supply monitoring
Write-Only!
Format BOOL
Meaning Each digital output byte ofPAMIO modules has its own24 V DC power supply connec-tion (see PA hardware man-uals).
Basically, these power suppliesare monitored and if notpresent a system error will begenerated!
IO-BUS Error\nVoltage Error at%s Output Module Nr:%sBusAddress:%s Test Pattern:%s
Please check module for out-puts 24V supply or overload!(where % stands here for vari-able values)
To avoid this kind of error, whenit is necessary for safety rea-sons to disconnect a byte'spower supply, it is necessary toset 1 (true) the variableIGNORE24ERRORS.
PLC_TIME [1] – [5]Real execution time of thePLC task
Read-Only!
Format REAL
Meaning These values indicate the realtime necessary to execute thecorresponding PLC task.
Do not confuse with the taskconfiguration time!
Index meaning The index 1 to 5 refers to thetask's priority.
Unit Micro-seconds
IGNORE24ERRORS
PLC_TIME [1] – [5]
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Data Interface
12.01.2017 | 246

IN_LAG_CHECK_AXESBit code to activate the func-tion "Lag Check"
Write-Only!
Format DWORD
Meaning Bit 1 (LSB) corresponds to axis#1, bit 2 to axis ~, and so on.Bit combination allows theselection of the lag check onseveral axes simultaneously.
Note For station #2 to 8, use
n I2_LAG_CHECK_AXESn I3_LAG_CHECK_AXESn I4_LAG_CHECK_AXESn I5_LAG_CHECK_AXESn I6_LAG_CHECK_AXESn I7_LAG_CHECK_AXESn I8_LAG_CHECK_AXES
NCPROGSLOADED Number of programs loadedin the CNC memory
Format DINT
Meaning
IN_LAG_CHECK_AXES
NCPROGSLOADED
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Data Interface
12.01.2017 | 247

5.1.3 HMI information5.1.3.1 MMI_LEVEL
MMI_LEVELCoded value for the present level active in the HMI
Read-Only!
Format DWORD
Code explanation This DWORD must be interpreted as a Hex-Value. Let's take as example 87654321:
n The highest value (here 8) gives the value of the top menun From the MSB downward each value gives the number of the next level softkey
Decimal Hex
Hardkey number Manual 0 0 0
Auto 1 268 435 456 10000000
Data 2 536 870 912 20000000
Info 3 805 306 368 30000000
System 4 1 073 741 824 40000000
Setup 5 1 342 177 280 50000000
First Softkey Level S1 1 16 777 216 1000000
S2 2 33 554 432 2000000
S8 8 134 217 728 8000000
Second SoftkeyLevel
S1 1 1 048 576 100000
S2 2 2 097 152 200000
S8 8 8 388 608 800000
Third Softkey Level S1 1 10000
S8 8 80000
And so on
Table 106: Example 1If MMI_LEVEL = 375390208(dec) = 16600000(hex)
It means:
n The operator has selected: AUTO / Path Graphic (S6) /Screen (S6)
MMI_LEVEL - Examples
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Data Interface
12.01.2017 | 248

Table 107: Example 2If MMI_LEVEL = 285212672(dec) = 11000000(hex)
It means:
n The operator has selected: AUTO / Program Selection (S1)
– The information MMI_LEVEL only indicates theeffective active level of the HMI. When a levelis reached, where the following softkey actionsdo not result in a level change, theMMI_LEVEL value will not change!
– Example 3– MAN ® MMI_LEVEL = 0(hex)– Jog continuous (softkey 1) ® MMI_LEVEL
= 01000000(hex)– Select Z (softkey 3) ® MMI_LEVEL =
01000000(hex)– Example 4
– SYSTEM ® MMI_LEVEL = 50000000(hex)– Display functions (softkey 1) ®
MMI_LEVEL = 51000000(hex)– End point (softkey 4) ® MMI_LEVEL =
51000000(hex)
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Data Interface
12.01.2017 | 249

5.1.3.2 MMI_LASTKEY
MMI_LASTKEYCoded value for the last key selected in the HMI
Read-Only!
Format DWORD
Code explanation This DWORD must be interpreted as a Hex-Value.
n Hardkeys (top menu) = 100(hex) + hardkey numbern Softkeys (right menu) = 200(hex) + softkey number
Decimal Hex
Hardkey number Manual 1 257 101
Auto 2 258 102
Data 3 259 103
Info 4 260 104
System 5 261 105
Setup 6 262 106
Zoom 7 263 107
Softkey number S1 1 513 201
S2 2 514 202
S3 3 515 203
S4 4 516 204
S5 5 517 205
S6 6 518 206
S7 7 519 207
S8 8 520 208
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Data Interface
12.01.2017 | 250

5.1.3.3 Additional HMI information
MMI_LANGCoded value for the presentlanguage active in the HMI
Read-Only!
Format DWORD
Meaning This value represents theMicrosoftTM standard languagecode value.
n 1031 = German (de)n 1033 = English (en)n 1036 = French (fr)n 1049 = Russian (ru)n 2358 = Chinese (ch)
MMI_PSWD_LEVELDecimal value of the presentactive password level
Read-Only!
Format DWORD
Meaning PA Software uses standardpasswords from PA001 toPA009. This value gives thedecimal value of the activepassword (0 to 9, if standardpasswords are unchanged).
The PA CNC software uses 9 different passwordlevels, from level 1 (lowest level) to level 9 (highestlevel). Not all of them are currently used.
– Level 9:SETUPSYSTEM / S3 Operation / S7 Activate Setup
– Level 8:SYSTEM / F7 Shutdown OS
– Level 7:SYSTEM / F8 Exit (or Alt-F4 or Close Box)
– Level 2:DATA / F4 ManageDATA / F5 Modify
The PA CNC software uses default passwordvalues from: PA001 to PA009Password can be changed: they can have a lengthbetween 0 and 9 characters and/or numbers.
MMI_LANG
MMI_PSWD_LEVEL
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Data Interface
12.01.2017 | 251

MMISTATIONNumber of the CNC stationsdisplayed in the HMI
Read-Only!
Format DWORD
Meaning With this value the PLC canknow the station that is dis-played in the HMI (this allowsexternal station selection).
MMI_CTRL_X
This value returns 1 when aControl-X combination isentered to the HMI
Format DWORD
Meaning A Control-X combination can-cels CNC and PLC error mes-sages (with lower priorities).This signal should allow thePLC to take any necessaryaction through error messagecancellation.
The value becomes 1 with thefirst Control-X and stays 1 untilthe PLC sets another value (0).
5.1.4 CNC errorsWith the function "Get_CNC_Err()" the PLC can read in pendingCNC errors in form of text and numbers. There is additional infor-mation telling how many errors are pending on each CNC channel.
CNC_ERR_CNTNumber of pending errors onCNC channel 1
Read-Only!
Format BYTE
Note For station #2 to 8, use
n O2CNC_ERR_CNTn O3CNC_ERR_CNTn O4CNC_ERR_CNTn O5CNC_ERR_CNTn O6CNC_ERR_CNTn O7CNC_ERR_CNTn O8CNC_ERR_CNT
MMISTATION
MMI_CTRL_X
CNC_ERR_CNT
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Data Interface
12.01.2017 | 252

5.1.5 Program execution information
MAINPROGNUMBERValue of the program numberselected for execution
Read-Only!
Format LREAL
Meaning
SUBPROGNUMBERValue of the subprogramnumber in execution
Read-Only!
Format LREAL
Meaning
BLOCKNUMBERValue of the block number inexecution
Read-Only!
Format LREAL
Meaning
5.1.6 Override values5.1.6.1 Read programmed and real feed
FCOMMThis is the value of thepresent programmed feed
Read-Only!
Format LREAL
Meaning The value of FCOMM is thevalue of the presently active F-word defined in the NC-pro-gram.
MAINPROGNUMBER
SUBPROGNUMBER
BLOCKNUMBER
FCOMM
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Data Interface
12.01.2017 | 253

FREALThis is the value of thepresent active feed
Read-Only!
Format LREAL
Meaning The value of FREAL results ofthe value of the presently activeF-word defined in the NC-pro-gram multiplied by the feedoverride factor.
5.1.6.2 Influence override values
IN_FEEDOVRFeed override value defini-tion
Write-Only!
Format WORD
Meaning This value defines the actualfeed override value.
Validity This variable input will be usedin the CNC software only if themachine parameter Overri-deAppl is properly set.
See MP online help: refer to"new feature" description!
Unit Tens of percent
IN_SPINDLEOVRSpindle speed override valuedefinition
Write-Only!
Format WORD
Meaning This value defines the actualspindle speed override value.
Validity This variable input will be usedin the CNC software only if themachine parameter Overri-deAppl is properly set.
See MP online help: refer to"new feature" description!
Unit Tens of percent
FREAL
IN_FEEDOVR
IN_SPINDLEOVR
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Data Interface
12.01.2017 | 254

5.1.7 Set axis position
SET_AXPOS_INDEXSelection of the axis for a setposition command
Write-Only!
Format DWORD
Meaning This value defines the axisnumber for which the set posi-tion command has to be done.
Axes numbering starts herewith 1.
Notes n Only one axis position canbe set at a time. If severalaxes positions have to bechanged, the PLC mustsend successive com-mands.
n By gantry axes, only theposition of the leading axishas to be changed. Theposition of the other axiswill be set automatically.
n The set position commandcan be applied to posi-tioning axes in the sameway as for interpolatingaxes.
n If machine offsets (G99) areactive, they are not can-celled by the set positioncommand. The new posi-tion of the axis is shifted bythe value of the machineoffset.
SET_AXPOS_INDEX
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Data Interface
12.01.2017 | 255

SET_AXPOS_VALUENew position definition for aset position command
Write-Only!
Format LREAL
Unit The value of the position has tobe defined in internal incre-ments!
The Set Axis Position command will be executedby the CNC only if the bit of "IN_DRIVON" (SeeÄ Chapter 4.1.3 “CNC Input DWORD:IN_DRIVEON” on page 56) corresponding to theaxis whose position has to be set, is set to 0(false).
5.1.8 Program break pointsWhen debugging a NC part program, it might be interesting to usestep by step mode. Therefore one can use either the AUTO SingleBlock mode and/or the Interpreter Single Step mode (the last oneespecially by cycle programming - See Ä Chapter 4.1.27.2“IN_SINGLE STEP” on page 111).
Using these test modes from the program beginning might beunnecessary and might take a lot of time. That's why the PLC getsthe possibility to set up to 4 breakpoints.
Each breakpoint has to be set by the definition of its part programnumber and by its block number.
When such a breakpoint is reached, the interpreter single stepmode is turned on, and the NC block with breakpoint remainsactive until the next "IN_IPR_DO_STEP" (See Ä Chapter 4.1.27.3“IN_IPR_DO_STEP” on page 112).
IPR_BREAK_PROGR_1 toIPR_BREAK_PROGR_4
Program number where abreakpoint will be set
Format DWORD
Index 1 between 4 possible break-points
IPR_BREAK_BLOCK_1 toIPR_BREAK_BLOCK_4
Block number where a break-point will be set
Format DWORD
Index 1 between 4 possible break-points
SET_AXPOS_VALUE
IPR_BREAK_PROGR_1 ToIPR_BREAK_PROGR_4
IPR_BREAK_BLOCK_1 ToIPR_BREAK_BLOCK_4
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Data Interface
12.01.2017 | 256

5.2 Data Exchanges5.2.1 Axes positionsFor each of the axes (index x=1 to 32), the PLC can watch for:
n Actual position value in machine coordinate system, includinglag errors:– ACT_POS_x
n Commanded position value in machine coordinate:– CMD_POS_x
n Actual position value in program coordinate system, includingtool corrections (H + D) and zero offsets:– SET_POS_x
These values are Read-Only!
ACT_POS_1 LREAL Actual position value in machine coordinate system – Axis #1
ACT_POS_2 LREAL Actual position value in machine coordinate system – Axis #2
...
ACT_POS_32 LREAL Actual position value in machine coordinate system – Axis #32
CMD_POS_1 LREAL Commanded position value in machine coordinate system – Axis #1
CMD_POS_2 LREAL Commanded position value in machine coordinate system – Axis #2
...
CMD_POS_32 LREAL Commanded position value in machine coordinate system – Axis #32
SET_POS_1 LREAL Actual position value in program coordinate system – Axis #1
SET_POS_2 LREAL Actual position value in program coordinate system – Axis #2
...
SET_POS_32 LREAL Actual position value in program coordinate system – Axis #32
ACT_POS_x
CMD_POS_x
SET_POS_x
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Data Interface
12.01.2017 | 257

5.2.2 Cycle parametersThe PLC gets direct READ and WRITE access to the standard200 cycle parameters included in every PA CNC system.
P001 LREAL Value of cycle parameter P1
P002 LREAL Value of cycle parameter P2
P003 LREAL Value of cycle parameter P3
P004 LREAL Value of cycle parameter P4
P005 LREAL Value of cycle parameter P5
P006 LREAL Value of cycle parameter P6
P007 LREAL Value of cycle parameter P7
P008 LREAL Value of cycle parameter P8
...
P199 LREAL Value of cycle parameter P199
P200 LREAL Value of cycle parameter P200
For further cycle parameters (when more than 200are specified), the PLC must use library functions:
– fGET_PARAMETER– to read actual parameter values
– fSET_PARAMETER– to set new parameter values
The PLC can use as well these functions to read orto set parameters from P1 to P200!
5.2.3 Axes offsetsThe PLC gets direct READ and WRITE access to the standard 7axes offsets groups G53 to G59:
G53_1 LREAL Offset value in direction axis #1 for G53 group
G53_2 LREAL Offset value in direction axis #2 for G53 group
...
G53_32 LREAL Offset value in direction axis #32 for G53 group
G53_x
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Data Interface
12.01.2017 | 258

G54_1 LREAL Offset value in direction axis #1 for G54 group
G54_2 LREAL Offset value in direction axis #2 for G54 group
...
G54_32 LREAL Offset value in direction axis #32 for G54 group
G55_1 LREAL Offset value in direction axis #1 for G55 group
G55_2 LREAL Offset value in direction axis #2 for G55 group
...
G55_32 LREAL Offset value in direction axis #32 for G55 group
G56_1 LREAL Offset value in direction axis #1 for G56 group
G56_2 LREAL Offset value in direction axis #2 for G56 group
...
G56_32 LREAL Offset value in direction axis #32 for G56 group
G57_1 LREAL Offset value in direction axis #1 for G57 group
G57_2 LREAL Offset value in direction axis #2 for G57 group
...
G57_32 LREAL Offset value in direction axis #32 for G57 group
G58_1 LREAL Offset value in direction axis #1 for G58 group
G58_2 LREAL Offset value in direction axis #2 for G58 group
...
G58_32 LREAL Offset value in direction axis #32 for G58 group
G54_x
G55_x
G56_x
G57_x
G58_x
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Data Interface
12.01.2017 | 259

G59_1 LREAL Offset value in direction axis #1 for G59 group
G59_2 LREAL Offset value in direction axis #2 for G59 group
...
G59_32 LREAL Offset value in direction axis #32 for G59 group
5.2.4 Tool length compensationsThe PLC gets direct READ and WRITE access to the standard128 tool length compensations H1 to H128 by cutting/milling appli-cation or to the standard 64 tool length compensations H1 to H64by turning application (the tool has then 2 dimensions). Access isgiven as well to the tool wear compensations.
5.2.4.1 Tool with one dimension
H001 LREAL Tool Length Correction #1
H002 LREAL Tool Length Correction #2
...
H128 LREAL Tool Length Correction #128
HW001 LREAL Tool Length Wear Compensation #1
HW002 LREAL Tool Length Wear Compensation #2
...
HW128 LREAL Tool Length Wear Compensation #128
G59_x
Length Compensations
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Data Interface
12.01.2017 | 260

5.2.4.2 Tool with two dimensions
H001_I LREAL Tool Length Correction #1 Vector I
H001_J LREAL Tool Length Correction #1 Vector J
H002_I LREAL Tool Length Correction #2 Vector I
H002_J LREAL Tool Length Correction #2 Vector J
...
H064_I LREAL Tool Length Correction #64 Vector I
H064_J LREAL Tool Length Correction #64 Vector J
HW001_I LREAL Tool Length Wear Correction #1 Vector I
HW001_J LREAL Tool Length Wear Correction #1 Vector J
HW002_I LREAL Tool Length Wear Correction #2 Vector I
HW002_J LREAL Tool Length Wear Correction #2 Vector J
...
HW064_I LREAL Tool Length Wear Correction #64 Vector I
HW064_J LREAL Tool Length Wear Correction #64 Vector J
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Data Interface
12.01.2017 | 261

5.2.5 Tool radius compensationThe PLC gets direct READ and WRITE access to the standard128 tool radius compensations D1 to D128. Access is given aswell to the tool wear compensations.
For applications such as turning or grinding, the PLC gets also thedirection in which the tool correction will be applied.
D001: LREAL Tool Radius Correction #1
D002: LREAL Tool Radius Correction #2
...
D128: LREAL Tool Radius Correction #128
DW001: LREAL Tool Radius Wear Compensation #1
DW002: LREAL Tool Radius Wear Compensation #2
...
DW128: LREAL Tool Radius Wear Compensation #128
DR001: LREAL Direction for Radius Correction #1
DR002: LREAL Direction for Radius Correction #2
...
DR128: LREAL Direction for Radius Correction #128
PA 9000/8000 PLC-CNC Interface
PLC / CNC - Data Interface
12.01.2017 | 262

6 List of variables reserved for PA'sinternal useThe following content belong to the variables reserved for PA'sinternal use:
n CYCLE_TIMEn PLC_COMMAND_ADRn CNC_COMMAND_ADRn VERSION
PA 9000/8000 PLC-CNC Interface
List of variables reserved for PA's internal use
12.01.2017 | 263

PA 9000/8000 PLC-CNC Interface
List of variables reserved for PA's internal use
12.01.2017 | 264

7 PA HMI Interface DisplayThe PA standard HMI offers direct online display of all interface sig-nals listed under "Single Signals from PLC to CNC" (seeÄ Chapter 4.1 “Single signals from PLC to CNC” on page 27) and"Single Signals from CNC to PLC" (see Ä Chapter 4.2 “Singlesignals from CNC to PLC” on page 139).
"Single Signals from PLC to CNC" are called with:
n INFO– S1 Interface display– S1 CNC Interface– S5 Inputs
Fig. 3: Single signals from PLC to CNC
Direct Online Display
Single Signals From PLC To CNC
PA 9000/8000 PLC-CNC Interface
PA HMI Interface Display
12.01.2017 | 265

"Single Signals from CNC to PLC" are called with:
n INFO– S1 Interface display– S1 CNC Interface– S6 Outputs
Fig. 4: Single signals from CNC to PLC
Single Signals From CNC To PLC
PA 9000/8000 PLC-CNC Interface
PA HMI Interface Display
12.01.2017 | 266

8 Service and return process8.1 ServiceBy PhonePA's well-educated service staff is available to answer your tech-nical questions. Due to the close co-operation with our customers,our engineers can solve problems often immediately by phone.
If on-site support is necessary, our service staff will diagnose theproblem and will prepare our field service engineer beforehand.This is to make on-site service as much effective as possible.
By Remote Control SoftwareEvery PA CNC is equipped with an Ethernet interface. If you havea network on-site, you only have to integrate the CNC system toyour network for world-wide-web access.
Power Automation provides a remote control software which allowsour service staff to log into your CNC. This provides all the informa-tion available on the machine. They can check all the data like thePLC program, machine parameters, or the NC programs directlyon the real system under real conditions. This is the fastest andmost cost-effective way to solve problems.
On-SiteIf necessary our service engineers will visit you to help you solveyour problems on-site. Our engineers are trained continuously tobe always up to date. Thereby you always can expect the bestsupport.
Due to our service centers worldwide, our service staff can be onsite normally within 24 hours at the latest.
Service At Power Automation
PA 9000/8000 PLC-CNC Interface
Service and return process
12.01.2017 | 267

8.1.1 Service addresses
Power Automation GmbH (Headquarters)Gottlieb-Daimler-Strasse 17/2
D-74385 Pleidelsheim
Tel: +49-7144-899-0
Fax: +49-7144-899-299
Power Automation America, Inc.8601 Jameel Road, Suite 140
Houston, Texas 77040 USA
Tel: +1-713-263-9400
Fax: +1-281-715-2500
Power Automation Office TurkeyKustepe Mah. Mecidiyekoy Yolu Cad.
Trump Towers No. 12 Kule: 2 K:18
Daire no: 3211022839 Sisli / Istanbul
Turkey
Tel: +90-212-306-3280
Fax: +90-212-306-3101
Shenzhen Double CNC Tech Co., Ltd8th Floor,WeiXinDa Building
Bao Min Road 2
Xi Xiang Town
Bao'an District, Shenzhen, Guangdong
PR China
Service Addresses
PA 9000/8000 PLC-CNC Interface
Service and return process
12.01.2017 | 268

Power Automation France SARLCité de la Photonique
Bâtiment Pléione
11 avenue Canteranne
33600 Pessac
France
Tel: +33-559-4010-50
Fax: +33-559-4010-59
ACE AutomationA-721, Twinrex B/D
Deokpungdong-ro 111-10, Hanam-si
Gyeonggi-do, 465-831
South Korea
8.2 Spare partsDue to the high quality of our products we can assure you that youwill not need this service often. Spare parts are often urgent soPower Automation provides the relevant spare parts at the localservice centers for immediate dispatch.
Our 3 service centers in Europe, North America and Asia allow usto deliver all needed parts typically within 24 hours.
Only trust PA's original parts - because every part passes our tightquality checks.
We also offer consulting services to identify the most critical partsfor the machines in your production facilities. We suggest what crit-ical stock may be required to ensure a minimum downtime of yourmachines. Our specialists look for common parts to keep yourinventory levels at a minimum.
Spare Parts
PA 9000/8000 PLC-CNC Interface
Service and return process
12.01.2017 | 269

8.3 Return policy and procedure
Power Automation will only accept control unitsand components for replacement or repair, if theyhave been returned in adherence to the provisionsgiven below.
n If material warranty is void or if no error is detected, a testingflat rate will be charged. If an error is determined, the testingflat rate will be charged to the repair costs.
n If material warranty is void you will receive a repair offer.n Before the repair starts we need a repair order from you, if the
material warranty is extinguished.
1. Contact Power Automation to receive an RMA form in Excelformat. Ä “RMA Form” on page 271
2. Open the 'RMA Process' form provided by Power Automa-tion.
Use one form for each single part you want to ship back toPower Automation.
3. Fill in the form.
The fields marked with a red star (*) are mandatory fields.
Only fill in the fields next to the yellow bar on the left side ofthe form.
Do not fill in the fields next to the blue bar on the left side ofthe form. These fields are for internal notes only and blocked.
4. Send the completed form as an Excel file by email [email protected] to your local support (seewebpage).
ð We will check the data and send the form back to you asa PDF file including an RMA number or tell you whatinformation is missing if necessary.
5. Print the RMA form and add it to the accompanying compo-nents and documents.
6. After the check and repair the components will be shipped toyou immediately.
Policy
Acquiring RMA Number
PA 9000/8000 PLC-CNC Interface
Service and return process
12.01.2017 | 270

Fig. 5: RMA Form
RMA Form
PA 9000/8000 PLC-CNC Interface
Service and return process
12.01.2017 | 271

1. Pack the goods properly.
Controls must be packed in original or equivalent packaging.If the packaging is not proper, Power Automation will chargea packaging flat rate.
NOTICE!Damages due to inadequate packagingInadequate packaging may result in dam-ages to the control unit. This will void thematerial warranty. PA does not bear any lia-bilities for damages in transit.
2. Write the RMA number on the cardboard box clearly read-able from outside.
The incoming goods department rejects all deliverieswithout a visible, valid RMA number.
3. Ship the goods FREE DOMICILE / DDU. Other deliveries willbe rejected.
The goods have to arrive within 4 weeks after the date of theapproved RMA form.
8.4 TrainingHaving the best CNCs is one thing, to bring out the best of it is theother.
The PA training program comprises of a number of individuallycombinable training modules which offer you a well-founded knowl-edge for using PA CNCs. At our training centers we bring youremployees - beginners and experts- up to scratch in CNC tech-nology. We also offer individual training courses at your site. Thecontents of the courses will be customized to your requirements.
For more information see Ä Chapter 8.1.1 “Service addresses”on page 268.
Return
Conditions Of Supply
Training Courses
PA 9000/8000 PLC-CNC Interface
Service and return process
12.01.2017 | 272

9 Proof of ChangeVersion Change Date
1 Original Version 03/02/2015
Proof Of Change
PA 9000/8000 PLC-CNC Interface
Proof of Change
12.01.2017 | 273

PA 9000/8000 PLC-CNC Interface
Proof of Change
12.01.2017 | 274

10 Index
AACT_POS_x . . . . . . . . . . . . . . . . . . . . . . . 257, 258Additional HMI information . . . . . . . . . . . . . . . . 251Axes offsets . . . . . . . . . . . . . . . . . . . . . . . . . . . 258Axes positions . . . . . . . . . . . . . . . . . . . . . . . . . . 257
BBatteries . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20BCD Processing . . . . . . . . . . . . . . . . . . . . . . . . 165BCD Strobes . . . . . . . . . . . . . . . . . . . . . . . . . . . 167BLOCKNUMBER . . . . . . . . . . . . . . . . . . . . . . . 253
CCMD_POS_1 . . . . . . . . . . . . . . . . . . . . . . . . . . 257CNC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27, 139CNC errors . . . . . . . . . . . . . . . . . . . . . . . . . . . . 252CNC machine . . . . . . . . . . . . . . . . . . . . . . . . . . . 19CNC_ERR_CNT . . . . . . . . . . . . . . . . . . . . . . . . 252CNC-PLC Data Interface . . . . . . . . . . . . . . . . . . 243Control Reset . . . . . . . . . . . . . . . . . . . . . . . . . . . 22Customer's responsibility . . . . . . . . . . . . . . . . . . 15Cycle parameters . . . . . . . . . . . . . . . . . . . . . . . 258
DData Exchanges . . . . . . . . . . . . . . . . . . . . . . . . 257DWORD: IN_CYCLEB . . . . . . . . . . . . . . . . . . . . 66DWORD: IN_DISABLE . . . . . . . . . . . . . . . . . . . . 78DWORD: IN_DRIVEEN . . . . . . . . . . . . . . . . . . . . 60DWORD: IN_DRIVEON . . . . . . . . . . . . . . . . . . . 56DWORD: IN_EXTMODE . . . . . . . . . . . . . . . . . . . 68DWORD: IN_HOMING . . . . . . . . . . . . . . . . . . . . 62DWORD: IN_IPOMVMT . . . . . . . . . . . . . . . . . . . 91DWORD: IN_IPR . . . . . . . . . . . . . . . . . . . . . . . . 108DWORD: IN_JMNS . . . . . . . . . . . . . . . . . . . . . . 101DWORD: IN_JPLS . . . . . . . . . . . . . . . . . . . . . . . 99DWORD: IN_MIRROR . . . . . . . . . . . . . . . . . . . . 87DWORD: IN_OVERRIDE . . . . . . . . . . . . . . . . . . 89DWORD: IN_PARKING . . . . . . . . . . . . . . . . . . . . 85DWORD: IN_SPINDLE . . . . . . . . . . . . . . . . . . . . 82
DWORD: IN_STRTPOS . . . . . . . . . . . . . . . . . . . 66DWORD: IN_SWLIMIT . . . . . . . . . . . . . . . . . . . . 64DWORD: IN_TORQUE_LIMIT . . . . . . . . . . . . . 129DWORD: INGENERAL1 . . . . . . . . . . . . . . . . . . . 30DWORD: INGENERAL2 . . . . . . . . . . . . . . . . . . . 49DWORD: ON_IPR . . . . . . . . . . . . . . . . . . . . . . . 204DWORD: ON_PLC_IPO_ACT . . . . . . . . . . . . . . 229DWORD: ON_PLC_IPO_ENDP . . . . . . . . . . . . 231DWORD: ON_PLC_POS_ACT . . . . . . . . . . . . . 233DWORD: ON_PLC_POS_ENDP . . . . . . . . . . . . 235DWORD: ON_PROBE_INPUT . . . . . . . . . . . . . 219DWORD: ONCMND_M . . . . . . . . . . . . . . . . . . . 191DWORD: ONCMND_P . . . . . . . . . . . . . . . . . . . 189DWORD: ONCONTROL . . . . . . . . . . . . . . . . . . 185DWORD: ONCYCBYTE . . . . . . . . . . . . . . . . . . 177DWORD: ONEXTMODE . . . . . . . . . . . . . . . . . . 179DWORD: ONGENERAL1 . . . . . . . . . . . . . . . . . 141DWORD: ONGENERAL2 . . . . . . . . . . . . . . . . . 157DWORD: ONHOMINGOK . . . . . . . . . . . . . . . . . 175DWORD: ONINPOS . . . . . . . . . . . . . . . . . . . . . 173DWORD: ONMIRROR . . . . . . . . . . . . . . . . . . . 187DWORD: ONREADY . . . . . . . . . . . . . . . . . . . . . 181DWORD: ONSPINDLE . . . . . . . . . . . . . . . . . . . 183
EElectrician . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15Electronic components . . . . . . . . . . . . . . . . . . . . 20Environmental hazard . . . . . . . . . . . . . . . . . . . . . 20Extended Mode Selection . . . . . . . . . . . . . . . . . . 74External Mode Selection . . . . . . . . . . . . . . . . . . . 69External Program Selection . . . . . . . . . . . . . . . . . 78
FFCOMM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 253FREAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 254Function ON_CAM . . . . . . . . . . . . . . . . . . . . . . 194
GG53_x . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 258
PA 9000/8000 PLC-CNC Interface
Index
12.01.2017 | 275

G54_x . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 259G55_x . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 259G56_x . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 259G57_x . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 259G58_x . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 259G59_x . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 260General variables . . . . . . . . . . . . . . . . . . . . . . . 246
HHMI information . . . . . . . . . . . . . . . . . . . . . . . . . 248
IIGNORE24ERRORS . . . . . . . . . . . . . . . . . . . . . 246IN_022 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103IN_023 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104IN_024 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 105IN_025 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 106IN_026 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107IN_028 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 118IN_033 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124IN_034 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 125IN_035 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 126IN_036 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 127IN_AFC_EN . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42IN_ALARM_STOP . . . . . . . . . . . . . . . . . . . . . . . 53IN_BCDSTRB2_BW . . . . . . . . . . . . . . . . . . . . . . 51IN_BCDSTRB2_FWD . . . . . . . . . . . . . . . . . . . . . 51IN_BLOCK_DEL / IN_BLOCK_DELn . . . . . . . . . 43IN_CANCELBLK . . . . . . . . . . . . . . . . . . . . . . . . 110IN_CPC1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 138IN_CPC2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 137IN_CYCB_xx . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67IN_DEL_MAN_OFFS . . . . . . . . . . . . . . . . . . . . 117IN_DIS_ENABLE . . . . . . . . . . . . . . . . . . . . . . . . 55IN_DRENxx . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61IN_DRONxx . . . . . . . . . . . . . . . . . . . . . . . . 58, 120IN_ENABLE . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41IN_FAST_IO . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95IN_FASTM_MASK . . . . . . . . . . . . . . . . . . . . . . . 119IN_FEEDOVR . . . . . . . . . . . . . . . . . . . . . . . . . . 254
IN_FINISH_ACT_BLK . . . . . . . . . . . . . . . . . . . . 116IN_FIVEAXES . . . . . . . . . . . . . . . . . . . . . . . . . . 128IN_FORWARD / IN_BACKWARD . . . . . . . . . . . . 45IN_G01_OVER / IN_G01_OVERn . . . . . . . . . . . 44IN_HDWHEEL . . . . . . . . . . . . . . . . . . . . . . . . . . 94IN_HIDE_CYBLK . . . . . . . . . . . . . . . . . . . . . . . 115IN_HIDE_CYBLKn . . . . . . . . . . . . . . . . . . . . . . 115IN_HIDE_IMBLK . . . . . . . . . . . . . . . . . . . . . . . . 114IN_HIDE_IMBLKn . . . . . . . . . . . . . . . . . . . . . . . 114IN_HOMExx . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63IN_IGNRMSERR . . . . . . . . . . . . . . . . . . . . . . . . . 48IN_INSPECT . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50IN_INTERVA . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50IN_IPOMTxx . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93IN_IPR_DO_STEP . . . . . . . . . . . . . . . . . . . . . . 112IN_IR_ACT . . . . . . . . . . . . . . . . . . . . . . . . . . . . 133IN_IR_EN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 132IN_IR_RDIO . . . . . . . . . . . . . . . . . . . . . . . . . . . 131IN_JMNS_xx . . . . . . . . . . . . . . . . . . . . . . . . . . . 102IN_JPLS_xx . . . . . . . . . . . . . . . . . . . . . . . . . . . 100IN_LAG_CHECK_AXES . . . . . . . . . . . . . . . . . . 247IN_LIMITxx . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65IN_M1STOP / IN_M1STOPn . . . . . . . . . . . . . . . . 46IN_MIRR_STROBE . . . . . . . . . . . . . . . . . . . . . . . 88IN_MP_CHANGE_ACK . . . . . . . . . . . . . . . . . . . 117IN_NO_HDW_RESET . . . . . . . . . . . . . . . . . . . . . 42IN_NULLVxx . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83IN_OEM1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 134IN_OEM2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 135IN_OEM3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 136IN_PARKxx . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86IN_PITCHERR / IN_PITCHERRn . . . . . . . . . . . . 48IN_PLAYBACK . . . . . . . . . . . . . . . . . . . . . . . . . . 42IN_PLC_MOV_NO_OVR . . . . . . . . . . . . . . . . . . 54IN_PLC_NO_RETREAT . . . . . . . . . . . . . . . . . . . 52IN_PLC_SET_AXPOS . . . . . . . . . . . . . . . . . . . . 113IN_REPEAT . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50IN_REV_xx . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84IN_SINGLE STEP . . . . . . . . . . . . . . . . . . . . . . . 111IN_SPINDLEOVR . . . . . . . . . . . . . . . . . . . . . . . 254
PA 9000/8000 PLC-CNC Interface
Index
12.01.2017 | 276

IN_START . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34IN_STOPn . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37IN_SW_AXES . . . . . . . . . . . . . . . . . . . . . . . . . . . 79IN_SWAXxx . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80IN_TOOLPLACE . . . . . . . . . . . . . . . . . . . . . . . . 122IN_TOOLREQ . . . . . . . . . . . . . . . . . . . . . . . . . . 123IN_TORQUE_LIMIT_xx . . . . . . . . . . . . . . . . . . . 130IN_TRANSF . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39IN_WITH_MOVE / IN_WITH_MOVEn . . . . . . . . . 47INEMERGENCn . . . . . . . . . . . . . . . . . . . . . . . . . 32INFASTSELECT . . . . . . . . . . . . . . . . . . . . . . . . . 97Influence override values . . . . . . . . . . . . . . . . . 254Instructed person . . . . . . . . . . . . . . . . . . . . . . . . 15Intended use . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16INTOOL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 121IPR_BREAK_BLOCKS . . . . . . . . . . . . . . . . . . . 256IPR_BREAK_PROGRAMS . . . . . . . . . . . . . . . . 256
LLimitation of liability . . . . . . . . . . . . . . . . . . . . . . . 13
MMAINPROGNUMBER . . . . . . . . . . . . . . . . . . . . 253Manual Mode Selection . . . . . . . . . . . . . . . . . . . . 71MMI_CTRL_X . . . . . . . . . . . . . . . . . . . . . . . . . . 252MMI_LANG . . . . . . . . . . . . . . . . . . . . . . . . . . . . 251MMI_LASTKEY . . . . . . . . . . . . . . . . . . . . . . . . . 250MMI_LEVEL . . . . . . . . . . . . . . . . . . . . . . . . . . . 248MMI_PSWD_LEVEL . . . . . . . . . . . . . . . . . . . . . 251MMISTATION . . . . . . . . . . . . . . . . . . . . . . . . . . 252
NNames . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22NCPROGSLOADED . . . . . . . . . . . . . . . . . . . . . 247
OON_ RAPID . . . . . . . . . . . . . . . . . . . . . . . . . . . . 159ON_ STAND . . . . . . . . . . . . . . . . . . . . . . . . . . . 159ON_ THREAD . . . . . . . . . . . . . . . . . . . . . . . . . . 159ON_30 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 213ON_34 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 218
ON_ACTCORR . . . . . . . . . . . . . . . . . . . . . . . . . 220ON_AUTO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 146ON_AUTOFOCUS . . . . . . . . . . . . . . . . . . . . . . 164ON_BACKW . . . . . . . . . . . . . . . . . . . . . . . . . . . 155ON_BLKCHNG . . . . . . . . . . . . . . . . . . . . . . . . . 155ON_BLOCK_DEL . . . . . . . . . . . . . . . . . . . 155, 159ON_CAMy_xx . . . . . . . . . . . . . . . . . . . . . . . . . . 203ON_CANCELBLK . . . . . . . . . . . . . . . . . . . . . . . 205ON_CMNDMxx . . . . . . . . . . . . . . . . . . . . . . . . . 192ON_CMNDPxx . . . . . . . . . . . . . . . . . . . . . . . . . 190ON_CNC_CHAN_ACT . . . . . . . . . . . . . . . . . . . 147ON_CONT_JOG . . . . . . . . . . . . . . . . . . . . . . . . 146ON_CONTRxx . . . . . . . . . . . . . . . . . . . . . . . . . 186ON_CPC1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 241ON_CPC2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 240ON_CYCBxx . . . . . . . . . . . . . . . . . . . . . . . . . . . 178ON_CYCLE_STOP . . . . . . . . . . . . . . . . . . . . . . 159ON_CYCLEON . . . . . . . . . . . . . . . . . . . . . 143, 144ON_DEL_MAN_OFFS . . . . . . . . . . . . . . . . . . . 209ON_DIST_CTRL . . . . . . . . . . . . . . . . . . . . . . . . 164ON_EGB_ACTIVE . . . . . . . . . . . . . . . . . . . . . . 162ON_EGB_SYNC . . . . . . . . . . . . . . . . . . . . . . . . 162ON_EGBCONTROL . . . . . . . . . . . . . . . . . . . . . 223ON_EGBMOTION . . . . . . . . . . . . . . . . . . . . . . . 222ON_EMERG . . . . . . . . . . . . . . . . . . . . . . . . . . . 147ON_FASTM . . . . . . . . . . . . . . . . . . . . . . . . . . . . 212ON_FASTM_BITx . . . . . . . . . . . . . . . . . . . . . . . 213ON_FIVEAXES . . . . . . . . . . . . . . . . . . . . . . . . . 224ON_G01_OVER . . . . . . . . . . . . . . . . . . . . . . . . 155ON_G04_ACTIVE . . . . . . . . . . . . . . . . . . . . . . . 159ON_HDW_TICKS_LOST2 . . . . . . . . . . . . . . . . 163ON_HDW_TICKS_LOST3 . . . . . . . . . . . . . . . . 163ON_HIDE_CYBLK . . . . . . . . . . . . . . . . . . . . . . 209ON_HIDE_IMBLK . . . . . . . . . . . . . . . . . . . . . . . 208ON_HOME_OK . . . . . . . . . . . . . . . . . . . . . . . . . 152ON_HOMEOK . . . . . . . . . . . . . . . . . . . . . . . . . . 159ON_HOMExx . . . . . . . . . . . . . . . . . . . . . . . . . . 176ON_HOMING . . . . . . . . . . . . . . . . . . . . . . . . . . 146ON_INC_JOG . . . . . . . . . . . . . . . . . . . . . . . . . . 146ON_INPxx . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 174
PA 9000/8000 PLC-CNC Interface
Index
12.01.2017 | 277

ON_INTRET . . . . . . . . . . . . . . . . . . . . . . . . . . . 162ON_INTVEND . . . . . . . . . . . . . . . . . . . . . . . . . . 162ON_INTVHLD . . . . . . . . . . . . . . . . . . . . . . . . . . 162ON_IPR_DO_STEP . . . . . . . . . . . . . . . . . . . . . 207ON_IR_ACT . . . . . . . . . . . . . . . . . . . . . . . . . . . 227ON_IR_EN . . . . . . . . . . . . . . . . . . . . . . . . . . . . 226ON_IR_PROG_ACT . . . . . . . . . . . . . . . . . . . . . 228ON_IR_RD_IO . . . . . . . . . . . . . . . . . . . . . . . . . 225ON_JOGMODE . . . . . . . . . . . . . . . . . . . . . . . . . 146ON_M1STOP . . . . . . . . . . . . . . . . . . . . . . . . . . 155ON_MAN_RELEASE . . . . . . . . . . . . . . . . . . . . 210ON_MDI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 146ON_MEMORY_MODE . . . . . . . . . . . . . . . . . . . 206ON_MEMORY_OPERATION_ACTIVE . . . . . . . 206ON_MIRRxx . . . . . . . . . . . . . . . . . . . . . . . . . . . 188ON_MOVExx . . . . . . . . . . . . . . . . . . . . . . . . . . 184ON_MP_CHANGE . . . . . . . . . . . . . . . . . . . . . . 210ON_NCERROR . . . . . . . . . . . . . . . . . . . . . . . . . 153ON_NO_CNTR . . . . . . . . . . . . . . . . . . . . . . . . . 151ON_OEM1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 237ON_OEM2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 238ON_OEM3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 239ON_PITCHERR . . . . . . . . . . . . . . . . . . . . . . . . 155ON_PLC_IPO_ACT_xx . . . . . . . . . . . . . . . . . . . 230ON_PLC_IPO_ENDP_xx . . . . . . . . . . . . . . . . . 232ON_PLC_MOV_NO_OVR . . . . . . . . . . . . . . . . . 164ON_PLC_POS_ACT_xx . . . . . . . . . . . . . . . . . . 234ON_PLC_POS_ENDPxx . . . . . . . . . . . . . . . . . . 236ON_PLC_SET_AXPOS . . . . . . . . . . . . . . . . . . . 208ON_PLCMDONE . . . . . . . . . . . . . . . . . . . . . . . 182ON_PRG_END . . . . . . . . . . . . . . . . . . . . . . . . . 149ON_PRG_STP . . . . . . . . . . . . . . . . . . . . . . . . . 148ON_PROBE_INxx . . . . . . . . . . . . . . . . . . . . . . . 220ON_PROGRAM . . . . . . . . . . . . . . . . . . . . . . . . 155ON_READ_TO_BLK . . . . . . . . . . . . . . . . . . . . . 159ON_READYxx . . . . . . . . . . . . . . . . . . . . . . . . . . 182ON_RESET . . . . . . . . . . . . . . . . . . . . . . . . . . . . 150ON_RETREAT . . . . . . . . . . . . . . . . . . . . . . . . . 155ON_SINGLE . . . . . . . . . . . . . . . . . . . . . . . . . . . 146ON_SINGLE_STEP . . . . . . . . . . . . . . . . . . . . . 207
ON_STANDxx . . . . . . . . . . . . . . . . . . . . . . . . . . 184ON_STARTNC . . . . . . . . . . . . . . . . . . . . . . . . . 145ON_SWAX . . . . . . . . . . . . . . . . . . . . . . . . . . . . 211ON_TOOLPLACE . . . . . . . . . . . . . . . . . . . . . . . 216ON_TOOLTABLE . . . . . . . . . . . . . . . . . . . . . . . 217ON_TRANSF . . . . . . . . . . . . . . . . . . . . . . . . . . 159ON_WITH_MOVE . . . . . . . . . . . . . . . . . . . . . . . 155ON_ZERO_OFFSET . . . . . . . . . . . . . . . . . . . . . 221ONBCDWORD1 . . . . . . . . . . . . . . . . . . . . . . . . 169ONBCDWORD2 . . . . . . . . . . . . . . . . . . . . . . . . 170ONHANDWH . . . . . . . . . . . . . . . . . . . . . . . . . . 193ONPANEL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 203ONPOSAXES . . . . . . . . . . . . . . . . . . . . . . . . . . 176ONTOOL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 214Override values . . . . . . . . . . . . . . . . . . . . . 253, 254
PPA HMI Interface Display . . . . . . . . . . . . . . . . . 265Personal protective gear . . . . . . . . . . . . . . . . . . . 17Personnel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15Pictures
in the manual . . . . . . . . . . . . . . . . . . . . . . . . . 11PLC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27, 139PLC / CNC - Interface . . . . . . . . . . . . . . . . . . . . . 21PLC_TIME [1] – [5] . . . . . . . . . . . . . . . . . . . . . . 246Program break points . . . . . . . . . . . . . . . . . . . . 256Program execution information . . . . . . . . . . . . . 253Proof of Change . . . . . . . . . . . . . . . . . . . . . . . . 273
QQualification
electrician . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15requirements . . . . . . . . . . . . . . . . . . . . . . . . . 15technician . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15Unauthorized person . . . . . . . . . . . . . . . . . . . 16
Qualified personnel . . . . . . . . . . . . . . . . . . . . . . . 15
RRead programmed and real feed . . . . . . . . 253, 254RMA form . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 271RMA-number . . . . . . . . . . . . . . . . . . . . . . . . . . . 270
PA 9000/8000 PLC-CNC Interface
Index
12.01.2017 | 278

SSafety devices . . . . . . . . . . . . . . . . . . . . . . . . . . . 19Service . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 267Service Addresses . . . . . . . . . . . . . . . . . . . . . . 268Set axis position . . . . . . . . . . . . . . . . . . . . . . . . 255SET_AXPOS_INDEX . . . . . . . . . . . . . . . . . . . . 255SET_AXPOS_VALUE . . . . . . . . . . . . . . . . . . . . 256SET_POS_x . . . . . . . . . . . . . . . . . . . . . . . . . . . 257Shutdown control and commands . . . . . . . . . . . 243SHUTDOWN_CNC_INIT . . . . . . . . . . . . . . . . . . 245SHUTDOWN_DENY . . . . . . . . . . . . . . . . . . . . . 244SHUTDOWN_DISABLE . . . . . . . . . . . . . . . . . . 244SHUTDOWN_OS_INIT . . . . . . . . . . . . . . . . . . . 245SHUTDOWN_REQ . . . . . . . . . . . . . . . . . . . . . . 244Signal
high-active . . . . . . . . . . . . . . . . . . . . . . . . . . . 22individual . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22low-active . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
Signal Description . . . . . . . . . . . . . . . . . . . . . . . . 22Signal Interface . . . . . . . . . . . . . . . . . . . . . . . 23, 25Single signals . . . . . . . . . . . . . . . . . . . . . . . 27, 139
from CNC to PLC . . . . . . . . . . . . . . . . . . . . . 266from PLC to CNC . . . . . . . . . . . . . . . . . . . . . 265Inputs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 265Outputs . . . . . . . . . . . . . . . . . . . . . . . . . . . . 266
Spare Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . 269SUBPROGNUMBER . . . . . . . . . . . . . . . . . . . . . 253
TTechnician . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15Terminology . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23Tool length compensations . . . . . . . . . . . . . . . . 260Tool radius compensation . . . . . . . . . . . . . . . . . 262Tool with one dimension . . . . . . . . . . . . . . . . . . 260Tool with two dimensions . . . . . . . . . . . . . . . . . . 261Training . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 272
UUnintended use . . . . . . . . . . . . . . . . . . . . . . . . . . 17
VVariables reserved for PA's internal use . . . . . . 263
WWaste disposal . . . . . . . . . . . . . . . . . . . . . . . . . . 20
PA 9000/8000 PLC-CNC Interface
Index
12.01.2017 | 279