Embed Size (px)
Citation preview

A l l D r i l l i n g • A l l C o m p l e t i o n s • A l l t h e t i m e
SubSea Well InterventIon
light-duty intervention risers, riserless light well interventions may be next game-changers for deepwater production
regIonal FocuS:auStralIa
Industry players Down under step up infrastructure, technologies to tap coal seam, shale gas potential
Rigs EquipmentDual-BOP systems emerge on deepwater rigs as ultra-mobile rigs carve niches in land, offshore applications
&
official magazine of the international association of drilling contractors
s e p t e m b e r / o c t o b e r 2 0 1 1 w w w. d r i l l i n g c o n t r a c t o r . o r g

Rigs, Equipment & Technology
r e p r i n t e d f r o m t h e s e p t e m b e r / o c t o b e r 2 0 1 1 e d i t i o n o f D r i l l i n g contractor m a g a z i n e
I ncreasing the rate of penetration with-out detrimentally affecting hole quality or well placement can help to reduce
drilling costs, especially on rigs with a high spread rate. This article discusses a rate-of-penetration (ROP) optimization algorithm for polycrystalline diamond compact (PDC) bits. The algorithm does not support roller-cone bits or under-reamers, but the method could apply to them.
While on bottom, the driller can con-trol only three parameters: weight on bit (WOB), rotary speed and mud flow rate. Without a mud motor in the drill string, flow rate has a limited effect on ROP, so the optimization is two dimensional in WOB and revolutions/min (RPM).
pDC Bit moDelThe drilling response of a PDC bit
is modeled as three distinct operating phases, each with a linear relationship among WOB, bit torque, and depth of cut per revolution.
Phase I: At low WOB, most interac-tion between the bit and rock occurs at the cutters’ wear flats. Neither the rock surface nor the wear flat will be perfectly smooth. As depth of cut increases, the rock beneath the contact area will fail, and the contact area will enlarge. This continues until a critical depth of cut is reached. At that depth, the failed rock fully conforms to the geometry of the wear flats, and the contact area no longer grows.
Phase II: Beyond the critical depth of cut, any WOB increase translates into cutting. The bit incrementally behaves as a sharp bit until the founder point is reached, when cuttings are produced at a rate that can’t be efficiently cleaned by mud flow; they get trapped between the bit matrix and the uncut rock and begin to support some of the WOB.
Phase III: The response past the founder point depends on how quickly the excess WOB is applied. When rap-idly applied, the trapped cuttings will
Algorithm interprets
drilling mechanics
data to automatically
control drilling
parameters
By Jonathan Dunlop, Rustam Isangulov, Walt alDReD, hectoR aRIsmenDI sanchez, Jose luIs sanchez FloRes, Jose alaRcon heRDoIza, JIm BelaskIe, J.c. luppens, schlumBeRgeR
Figure 1 shows the three operating
phases of the PDC bit model, each
with a linear relationship among
weight on bit, bit torque, and
depth of cut per revolution. The
red and green points represent
measurements from different
lithologies.
Optimizing ROP through automation
Depth of cut revolution = Rate of penetration/rotary speed
Weight-on-bit
Bit torque

Rigs, Equipment & Technology
r e p r i n t e d f r o m t h e s e p t e m b e r / o c t o b e r 2 0 1 1 e d i t i o n o f D r i l l i n g contractor m a g a z i n e
undergo further plastic deformation, and the bit incrementally behaves similarly to Phase I. Depth of cut will slightly increase with increasing WOB, generating more cuttings. This is unsustainable and will quickly converge to the same response as if the WOB had been slowly applied. The mud flow path will be smaller than it was at the founder point because of the trapped cuttings, so the steady-state cut-tings production rate must be lower than what it was at the founder point.
Cuttings production rate is proportion-al to depth of cut; therefore, the depth of cut must decrease after the founder point is reached.
Depth of cut per revolution can be estimated by dividing ROP by RPM. Real-time drilling data can be plotted in the 3D WOB, bit torque and depth of cut space. As the bit drills into a new formation, the response will abruptly change and the points will fall on a new line (Figure 1).
A straight line in three dimensions has four unknown parameters: two slopes and the intersection with the x–y plane (in this case, the WOB–torque plane). These parameters could be estimated with a least-squares fit to a temporal or spatial sliding window (e.g., last five min-utes or last 10 ft of data), but this would provide poor fits in the vicinity of forma-tion boundaries.
For example, in Figure 1, plotting a straight line through both the red and green points would yield bizarre model parameters. These models have been successfully applied in the field by manual inspection of the data and separating the points into homogeneous segments. In Figure 1, a straight line would fit the red data points, and a second straight line would fit the green points, thereby avoiding the cross-class polluted estimates produced by a moving window.
This is a labor-intensive process that has prevented the field from routinely applying these models in the 25 years since their development.
ChAngepoint DeteCtionChangepoint detectors are algorithms
that divide a heterogeneous data series into a sequence of homogeneous seg-ments to automate the previously described process. A Bayesian change-point detector that processes streaming data provides the segmentation, and the parameters of the most recent segment
are used to predict the bit response to possible changes in the values of WOB and RPM. Projecting the three-dimensional fit onto the WOB–depth-of-cut plane gives a linear equation linking WOB, RPM and ROP. This can be rear-
ranged to give ROP as a function of WOB and RPM (Figure 2).
The coefficients of the bit/rock model allow various constraints to the drilling process to be expressed as a function of WOB and RPM:
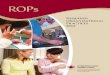
Figure 2 shows contours of the ROP plotted in the RPM/WOB plane. Constraints to the system are shown with red dashed lines. The safe operating envelope is shown in green. Regions where drill string vibration may occur are shown in red.
50
45
40
35
30
25
20
15
10
5
0 20 40 60 80 100 120 140 160 180 2000
1001
0110
120
130
140
15050
2002002
10
20
30
40
50 60 7080 90
1000110110
12020 13030140140 150150
160
170701801
1900190
10100
20202020
3030
404050
1010
20
30
40
5060 7070
808 9090100
10
500 6060
7070
8080 990
4040
3030
1010
20200
50
808
Stick-SlipBit design
Holecleaning
Top drivepower
Forward Whirl
BackwardWhirl
Surfacevibration
WOB
, klb
f
RPM
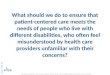
Figure 3: Mean and standard deviation of surface torque are observed in each stand of pipe as a function of the driller’s activity (red = off-bottom, pumping and rotating; black = reaming out; blue = reaming in). A Kalman filter estimating the off-bottom torque is shown in magenta.
Surfa
ce to
rque
, kftl
b
Stand number
35
30
25
20
15
0 10 20 40 5030 60
10
5 Ream out Ream in Rotating Off bottom torque estimate

Rigs, Equipment & Technology
r e p r i n t e d f r o m t h e s e p t e m b e r / o c t o b e r 2 0 1 1 e d i t i o n o f D r i l l i n g contractor m a g a z i n e
• ROP at which cuttings are being generated too fast to be cleaned from the annulus;
• WOB that will generate excessive torque for the top drive;
• WOB that will generate excessive
torque for the drill pipe; and• RPM that causes excessive vibration
of the derrick. The region below these constraints is
the safe operating envelope. The WOB and RPM that generate the maximum ROP within the safe operating envelope may be sought and communicated to the driller. Alternatively, the WOB and RPM may automatically pass to an autodriller. This approach may push the system into regions where drill string vibra-tion will occur. These may be identified by signatures in surface measurements or by downhole shock measurements, if available. The user may then pull back to a region of stable drilling and use the display to optimize the ROP in a more supervised mode of operation.
If a suitably robust vibration model were developed, it could be incorporated as another constraint, but these models are very sensitive to unknown boundary conditions of the borehole. Their use for prediction is, so far, limited.
DAtA preproCessingTorque is measured on the surface,
but bit torque may be significantly lower because of the drill string touching the borehole wall. When the bit is off bot-tom and rotating, the bit torque should be zero, so the observed surface torque should all be due to the frictional losses. These observations are plotted in red in Figure 3.
At the end of drilling a stand, drillers often work the pipe to help flush cuttings up the hole; the surface torque during these upward and downward movements are shown in black and blue, respectively, in Figure 3. The red points are generally much closer to the blue points than the black. For some stands when the driller does not rotate off bottom, the reaming-in point is substituted as an observation of off-bottom torque.
A Kalman filter estimating the off-bot-tom torque is shown in magenta in Figure 3. Bit torque is then estimated as surface torque minus off-bottom torque.
Using the same approach, another Kalman filter estimates off-bottom hook-load; WOB is then estimated by off-bot-tom hookload minus hookload.
While on bottom, drillers apply WOB by moving the pipe downward a few inches, holding it steady while the WOB “drills off” as the pipe stretches, then apply WOB again. Conventional estimates of
Figure 4 shows calculation of compliance-corrected ROP. In the top graph, hole depth is shown in blue and bit depth is in magenta. In the middle, the blue curve shows an unsmoothed estimate of surface ROP by subtracting consecutive samples of hole depth. The red curve shows the estimated downhole ROP from the compliance-corrected ROP model. A long drill-off occurs at 188.8 hrs. In the bottom graph, surface WOB is in blue, and the predicted WOB from the compliance-corrected ROP model is in red.
100
DRILL OFF187
16.20
200
0
40
20
0
16.15
16.10
16.05
187.5 188 188.5 189 189.5 190
187 187.5 188 188.5 189 189.5 190
187 187.5 188 188.5
Time, hours
Dep
th, k
ftRO
P, ft
/hr
SWO
B (b
)D
WO
B (g
)ST
OR
(c)
DTO
R (m
)
189 189.5 190
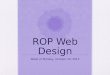
Figure 5: During a field test of the algorithm at the Cameron Test Facility in Texas in November 2008, downhole WOB, downhole torque, azimuthal ultrasound caliper log and various shock and vibration measurements were taken.
Dril
ler
30 ft
/hr
ROP
Opt
imiz
er
71 ft
/hr
Data notfound
(SPL_PATT)
Open hole
Depth,(ft)
PorosityDensity
Gamma Ray
Ax S&VLat S&VTor S&V
Stick-slip
0.1-
in o
verg
auge
2,520
2,700
2,880
3,060
3,240
Rate ofPenetration
(ROP)
ft/h0 200
UCAL 3(UCAL3)
in8.5 9.5
UCAL 1(UCAL1)
in8.5 9.5
DCAV(DCAV)
in0 12
0.25
-in o
verg
auge

Rigs, Equipment & Technology
r e p r i n t e d f r o m t h e s e p t e m b e r / o c t o b e r 2 0 1 1 e d i t i o n o f D r i l l i n g contractor m a g a z i n e
ROP compute the average more than a 1 ft- or 5 ft-spatial window and give a con-stant value during each drill-off, whereas in reality the ROP downhole reduces as the WOB reduces. This error would cor-rupt the depth-of-cut estimate and inject noise into the bit/rock model. A compli-ance-corrected ROP model is employed to model the elastic response of the drill string and produce a much more realistic ROP during each drill off (Figure 4).
ConstrAint moDelsA top drive generally produces less
torque at higher RPM; the optimizer must be aware of this to model the top drive with piecewise linear and cubic splines.
Rig contractors generally operate at around 80% of the output, so a derating coefficient is included in the setup. The upper envelope of the bit torque versus WOB relationship is obtained by taking the regression in Figure 1 and adding three times the estimate of the stan-dard deviation of the torque noise. Also adding the off-bottom torque estimate gives the relationship between the upper envelope of surface torque and WOB. This can be used to remap the surface torque axis of the top-drive output curve into WOB to give a constraint in the RPM–WOB plane that is valid for that particular instant.
Given the dimensions of the drill string and borehole, the trajectory and mud rheological properties, a hydraulics module outputs a graph of ROP versus the mud flow rate that would clean the hole at that steady-state ROP. The driller picks a flow rate that allows the annular pressure to be kept inside safe limits.
This gives the maximum ROP at which the hole can be efficiently cleaned. If this ROP were used directly as a constraint, there would not be a unique solution to the optimization, so a tapered 1 ft/hr advantage is applied at 120 RPM in an ad hoc manner.
FielD test exAmplesFigure 5 shows an early field experi-
ment of the algorithm where downhole WOB, downhole torque, azimuthal ultra-sound caliper log and various shock and vibration measurements were taken.
The driller made a hole as fast as possible for two stands, then took recom-mendations from the algorithm for the next seven stands. Figure 5 shows that the lithologies were comparable and that
similar levels of shocks were seen in both cases. ROP increased by a factor of 2.4, from 30 ft/hr to 71 ft/hr. Hole overgauge decreased by a similar factor of 2.5, from an elliptical 0.25 in. to a circular 0.1 in. overgauge. Minimizing overgauge is advantageous for tripping the pipe and running casing without getting stuck, cementing the casing and steering a directional well.
The algorithm has drilled in excess of 35,000 ft of hole across all field tests. It has been tested in hole sizes rang-ing from 6 ¾ in. to 16 in. and at all inclinations from vertical to horizontal. The resulting ROP from each test was compared with either the driller’s per-formance in the same hole section with comparable lithology or the field average with a comparable bottomhole assembly. The average ROP gain was 32%.
During the experiment in November 2008 (Figure 5), the driller was account-able for not letting the algorithm damage the rig, whereas the other drillers had the extra accountability for delivering a well that could be successfully cased; this led to the reluctance of some drillers to fully apply the recommendations.
The driller was applying considerably lower RPM than the algorithm recom-mended, and because of the 50% step size, the optimal RPM that the algorithm wanted the driller to eventually reach was higher still. The field-test coordina-tor eventually increased the step size to 90% to lure the driller further out of his comfort zone.
Complex social issues such as these can be modified or avoided by feeding the recommended WOB and RPM directly to the controls of the drilling rig.
ConClusionsAutomated interpretation of drilling
mechanics data can be used to control drilling parameters and to improve per-formance, consistency and hole quality. Automation will not replace drillers but should help them deal with the more mundane and repetitive tasks so drillers can concentrate on the safety of the rig crew and wellbore. The algorithm does not currently use any offset well data so set-up time is minimal. Future versions of the algorithm may include offset well analysis, as this would allow inclusion of:
• An estimate of the abrasivity of upcoming formations and a bit-wear model to project the expected bit wear to the next casing point;
• An algorithm to drill off the WOB before encountering a known stringer or other formation that may damage cut-ters; and
• An algorithm to suggest an alterna-tive bit or rig equipment upgrade.
Additional graphics and article references can be found at www.DrillingContractor.org. This article is based on IADC/SPE 139897, “Increased Rate of Penetration Through Automation,” presented at the 2011 SPE/IADC Drilling Conference & Exhibition, Amsterdam, 1-3 March 2011.
Figure 6: During a field test with full closed-loop control, the driller noticed the ROP was dropping. The driller took manual control for stand 32 and drilled it slower, indicating the algorithm was likely functioning correctly but the rock strength was increasing. Control was returned to the algorithm, and the ROP immediately increased 57%.
15
14
13
12
11
10
9
8
7
6
5
4
3
2
1
022:00 23:00 01 Sep 2010
TimeBl
ock P
ositi
on, m
01:00 02:00 03:00 04:00 05:00
BPOS
.591 h12.75 m
.637 h13.52 m
.850 h12.79 m
.924 h12.78 m
.588 h12.86 m
.693 h12.84 m
.699 h13.12 m
.433 h12.79 m
.429 h12.85 m
.527 h12.77 m
DrillerClosed-loop Closed-loop
Stand29
Stand30
Stand31
Stand 32
Stand33
Stand34
Stand35
Stand36
Stand37
Stand38