Embed Size (px)
Citation preview

Sensors and Diagnostic Systems in Forming Machines
E. Doege ( l ) , K.-H. Schomaker, T. Brendel; Universitat Hannover, lnstitut fur Umformtechnik und Umformmaschinen/Deutschland
Received on January 15,1992
Summary New optical sensors and standard sensors for the measurement of tool accuracy, acceleraticn, forcs and distance get more important for process automation in forming machines. Together with a diagnostic system based on a process control computer it is possible to analyse the production system in regard to workpiece quality, process, macnine and tool. Examples of a diagnostic system for monitoring a high speed blanking press with optoelectronic sensors and a diagnostic system for monitoring the machine process in deep drawing are represented.
Key Words: Forming, blanking, deep-drawing, sensors, process monitoring, optical measurement
1 Ausgangssituatlon Der Einsatz der Mikroelektronik ist auch in der Umformtechnik ein wichti- ges Element zur Realisierung von gberwachungs- und Steuerungsaufga- Den geworden. Das Ziel moderner Produktionsmethoden sind kontinuier- lich erfaBbare Produktionsabllufe, die nur noch wenige regulierende Ein- griffe des Menschen bedlirfen. Voraussetzung daffir sind obewachungs- systeme, die in der Lage sind. auftretende Fehler in der Fertigungsanlage oder im Prozef3 zu lokalisieren und zu beschreiben /l/ .
2 Stand der Technlk Grundlage flir die Realisierung dieser Forderung sind Sensoren, die dem Bediener oder der automatischen Steuerung der Anlage zuverllssige In- formationen uber den Anlagen- bzw. ProzeAzustand vermitteln. Mit stei- gender Komplexitat des Prozesses oder mit zunehmender Fertigungsge- schwindigkeit wird die herkhmliche Sensortechnik an ihre Grenzen ge- fijhrt. so daB nach Alternativen bei der Aufnahme bestimmter MeBgroBen gesucht werden muO.
2.1 Sensortechnik - Optoelektronlsche MeOtechnik Aufgrund der Anforderung von hoher Genauigkeit bei gleichzeitig hoher MeOdynamik wird das Einsatzgebiet von optoelektronischen Sensoren in der dimensionellen MeOtechnik stetig grBOer /3/. Neuere Entwicklungen auf diesem Gebiet, die hier beschrieben werden, sind Meflanordnungen mit positionsempfindlichen Detektoren, 2.6. Triangulationssensoren, das PSD-Meflsystem zur Verlagerungsmessung und MeOanordnungen mit Interferometer.
2.1.1
Ein Grund fOr Produktionsunterbrechungen beim Scherschneiden auf Schnellauferpressen sind dynamische Vorgange, beispielsweise unzulas- sig hohe horizontale Verlagerungen des Oberwerkzeuges relativ zum Un- terwerkzeug. Wahrend heutzutage Maschinen bis zu 18M) HCibe/min ver- fiigbar sind. ist die meOtechnische Erfassung rnit herkdmmlicher Sensor- technik nur bis ca. 600 Hiibe/min m6glich. Die besonderen Anforderun- gen an das MeOsystem sind: hohe Dynamik; funktionstuchtig bei Schwin- gungen a > 500 m/s2; geringe Baugrohe.
PSD - MeRanordnung zur Bestimmung der horizontalen StoBelverlagerung
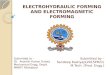
Die Messung der horizontalen StoOelverlagerung erfolgt konventionell rnit einem MeOlineal, zu dem beruhrende oder berOhrungslose Wegaufneh- mer die Distanz bestimmen. Das MeOlineal ist konstruktionsbedingt in- stabii (- > Schwingungen); eine notwendige steife MeBanordnung wird be- schrankt durch einen kompakten Arbeitsraum der Schneidpressen. kW!J zeigt einige gemessene horizontale Verlagerungssignale; das dar- gestellte Zeitintervall wurde rnit zunehmender Hubzahl verklirzt. Die Schwingungen. die sich bedingt durch die Sensoranbringung, dem Nutz- signal uberlagern, nehmen mit zunehmender Hubzahl signifikant zu. Heut- zutage sind Maschinen vemgbar, bei denen Hubzahlen bis zu 1800 Hirbejmin mdglich sind; Verlagerungsmessungen in diesem Hubzahlbe- reich sind rnit der konventionellen MeOmethode nicht moglich.
Die Schockbeschleunigungen am Werkzeug bei der pldtzlichen Blechtren- nung betragen a > 500 ms-'. Die notwendige Meaelektronik mu6 aus Grirnden der Funktionssicherheit vom Werkzeug entkoppelt sein. In der Praxis haben sich zum einen federnd gelagerte Elektronikplatinen und
horizontale Verlagerung horizontale Verlagerung
Konventionell gemessene horizontale Verlagerungssignale
zum anderen die vollstandige raumliche Trennung mischen Sensorele- men! und MeBelektronik bewshrt.
Fur den industriellen Einsatz mu0 das Mensystem bei weitgehender War- tungsfreiheit einfach handhabbar sein . Diese Randbedingungen haben eine besondere Bedeutung. da Vorbehalte in der industriellen Praxis ge- genliber optischen Systemen bestehen /3/.
Beschreibung des MeBprlnzlps Die Messung der horizontalen Werkzeugverlagerung erfolgt mit einer MeBanordnung, bestehend aus einer am Oberwerkzeug befestigten Lichtquelle und einem positionsempfindlichen Detektor am Untewerk- zeug (w). Die Lichtquelle besteht im einfachsten Fall aus einer IRED oder einer LEO. Der Detektor besteht aus einer analogen PSD in der Bau- form eines IC.
horizontale Verlagerung r4-- b I ! -_____
, 5G Werkzeug 1 q---+
- Werkzeug --I
I 7 7 A i ' Vertagerungsmefisystem '
(Lichtquelle und PSD)
Optoelektronsiches System zur Messung der horizontalen Werkzeugverlagerung an Schneidpressen
Lichtquelle und Detektor lassen sich in Wirrfeln rnit 30 mm Kantenlange unterbringen und unmittelbar am Werkzeug befestigen. Dieses firhrt zu einer auOerst steifen Verbindung Werkzeug-Sensor rnit sehr hohen Eigen- frequenzen. Die geringe Masse erlaubt es. das System zur kurdrisrigen Messung an Produktionswerkzeugen durch Klebung zu befestigen. Neue Moglichkeiten zur schnellen Diagnose vor Ort sind somit moglich.
Annals of the CIRP Vol. 41/1/1992 323

Prinzipieller Aufbau einer PSD
Die Detektorflkhe der PSD w) besteht aus lichtempfindlichem Sub- strat. dessen Stromstarke bei angelegter Gieichspannung vorn Frequenz- inhait der Lichtquelle und der LichdleckgroBe abhangt. Durch die Anord- nung der Elektroden und der normierten Schwerpunktberechnung sind die resultierenden Strdme unabhangig von einer Verkleinerung oder Ver- gofierung des projizierten Lichmecks aufgrund einer Abstandsanderung zwischen Lichtquelle und Detektor. Lediglich die seitliche Verlagerung Whrt LU einer Anderung der resultierenden Positionsinformation. Die MeOunsicherheit des ausgefOhrten Systemes betragt < 4 pm bei einer Grenzfreauenz von 30 kHz.
MeBanordnung mit CCD-Elementen Haupteinsatzbereich von CCD-Eiementen in der ProzeRi3berwachung ist die Bilderkennung und -verarbeitung. Ein CCD-Element besteht aus einer groBen Anzahl von lichtempfindlichen Pixeln in einem Feld. die einzeln adressiert und ausgelesen werden kdnnen. Nach der digitalen Signaker- arbeitung kdnnen 2.6. WerkstOckfehler erkannt und evtl. weitere MaR- nahmen eingeleitet werden 141.
lnterferometrlsche Messungen Seit wenigen Jahren werden auf dem Markt Sensoren zur Abstandsmes- sung auf Basis eines Interferometers (Micheison-Prinzip) angeboten. Diese Systeme erfordern eine kohlrente und monochromatische Licht- quelle (Laser) und ein justiertes Reflektorsystem. Zur Abstandsmessung
StoRel Oberwerkzeug
Tripelreflektor am Oberwerkzeug
Pressentisch
Laserlichtquelle He-Ne-Laser
!
I
I Unterwerkzeug \ \ Uml&kspiegel
am Unterwerkzeug
\ Detektor und
Verstarkerelektronik
\ Linearteilstrahler
am Unterwerkzeug
Messaufbau zur interferometrischen StoOelwegmessung
wird ein Reflektor eines "Armes' des Interferometers am zu messenden Objekt befestigt. Durch Anderung des Spiegelabstandes lndert sich die Phasenlage des interferierenden Lichtes und Whrt zu HELL-DUNKEL- Libergangen, die detektien und gezlhlt werden kdnnen. Die Anzahl n der HELL-DUNKEL-ubergange ist abhlngig von der Strecke s des bewegli- chen Spiegels und der Wellenlhge X der Lichtquelle rnit der Beziehung n = 2 s /A.
D3 die Anzahl der Hell-Dunkel-Ubergiinge von der Geschwindigkeit des MeSreflektors abhangt. ist das MeOsystem in der Geschwindigkeit durch die Auswerteelektronik limitiert / 5 / . Bei herkdmmiichen Systemen sind maximale Geschwindigkeiten vor, 1,s m/s mbglich, was fur die StoRel- wegmessmg an Umformmaschinen ausreichend is: (ausgenommen Schnellaufer-Schneidpressen).
Eigene Untersuchungen haben gezeigt. daB StdRelwegmessungen an Umformpressen prinzipiell mittels eines Interferometers mdglich sind u). Die hohen Kosten fOr solch ein MeBsystem behindert jedoch einen vermehrten Einsatz der MeOmethode.
3 Oiagnosesysterne fur die Blechverarbeitung 3.1 Beschreibung der Hardware Die Klasse der transienten bzw. zyklisch-transienten ProzeRdaten ist cha- rakteristisch fOr umformtechnische Prozesse. Irn GegensaQ zu den quasi- statischen Prozessen treten zeitlich begrenzte Datenfolgen auf. Fur die Rea!isierung eines Diagnosesystems fOr einen technischen ProzeB ist ein Realzeitrechner erforderlich.
Die Hardware des ProzeRrechnersystems erfcllt diese Anforderungen und besteht aus folgenden wichtigen Einzelbaugruppen: - VME-Rechnersystem im 19 Zoll-Gehause; 12 Slots Wr VME-Busplati-
nen - VME-CPU-Karte mit 68020 Prozessor. 68881 Coprozessor fCN arithme-
tische Funktionen; Systemtakt 12 MHz; 3 MB RAM ohne Waitzyklen. - VME-ISCAN: 12 Bit A/D-Wandler; 16 differentielle Eingangskanle syn-
chron 26 kHz Abtastfrequenz; Prozessor 68010: programmierbare Ver- starkung fGr jeden Kanal; Abtastrate und Abtastmodus programmier- bar; externe Triggerung mdglich.
- Epromresidentes Betriebssystem RTOS-UH rnit PEARL Programmier- sprache und 680~~-Assembler; Echtzeit-/Multitasking- /Multiuserbetriebssystem.
3.1 Konzept des Diagnosesystems Die Diagnose der Fertigungsanlage "Schnellauferpresse" kann auf Basis der hubzahlabhangigen Kennwerte der Maschinendynamik, wie StdBel- kippung, horizontale/vertikale Veriagerung und der Analyse des Stdssel-
~ _ _ ~
, Interface
Benutzer , I
__ __ - ____ Diagnose- und Signalverarbei- t u ngssoftware I
- Softwareseitige Signalaufbereitungt - - - i
i
- digitale Bandsperre, Filter etc. - reitabh. Signale -> kurbelwinkel- abhlngige Signale
- Merkmalsextraktion
- Diagnose mit iiberwiegend heuristischen Methoden
- Modifikation der Wissensbasis durch Wissenserwerb (Lernen) i
- Statistik ~
- Schwachstellenanalyse - Fehlerstatistik - Dokumentation nach DIN 31053 1 - ~-
Konzept des Diagnosesystems
wegverlaufes vorgenommen werden. Diese Kennwerte sind reprlsenta- tive ZustandsgrdBen Wr die Presse und die eingesetzten Werkzeuge /2/. Beispielsweise wird die Standmenge von Werkzeugen neben der Abhan-
.
324

gigkeit von Werkstiick und Werkzeug entscheidend vom dynamischen Verhalten einer Presse beeinflufit. Die Bestimmung der aktuellen dynami- schen Kennwerte 1st eine Grundlage fur die Maschinenirberwachung und den Betrieb eines Online-Diagnosesystems fur schnellaufende Schneid- pressen.
Schneidpressen mit Hubzahlen > la0 Hirbe/min erfordern eine schnelle Hardware und cptimierte Auswertung der Mendaten, um schnell auf Pro- zefistbrungen reagieren zu kbnnen. Ein Eingreifen in den laufenden SchneidprozeO ist nicht m6glich.Das entwickelte Konzept des Diagnose- systems wird in dargestellt. Hierzu werden die GrbBen StBRelweg, Horizontaier StBRelweg (=Versatz). PreRkraft und Kurbelwinkel einzeln oder korreliert ausgewertet. Folgende aus MeRsignalen abgeieitete GroRen werden als Eingangsdaten &r ein Diagnosesystem fiir Schneidpressen herangezogen: Merkmalaruooe 1 - Eintauchtiefe - Hubhohe - max. vertikale StbOelverlagerung - vertikale Steifigkeit - Maximalkraft beim Schneiden und beim Stempelrirckzug - Kurbelwinkel bei Kraftanstieg, Maximalkraft. BiechabriR, Kippungsmaxi-
mum, Verlagerungsmaximum horizontal - Umformzeit - Umformarbeit - lsthubzahl zur eingestellten Hubzahl
Merkmalaruooe 2 - Signalverlaufe von vertikalerjhorizontaler StBRelverlagerung. Stdssel-
kippung. und Kraft-Weg-Verlauf.
Die erste Gruppe besteht aus Zahlenwerten, die fir jeden Paramter Ma- schine / Werkzeug / Werkstkk gespeichert werden kbnnen. Der Spei- cherbedarf hierfur ist im Unterschied zu den Merkmalen der Gruppe 2 ge- ring. Da die Datenmengen durch die Periodizitat in kurzen lntervallen gron ist. kann in kuner Zeit ein ProzeRmustervektor aus den Merkmalen gebildet werden. In der Praxiserprobung ist angestrebt, die Datenmenge durch Re- duzierung der Merkmale zu verkleinern, um zusatzlich Rechnerleistung zu optimieren.
In der zweiten Gruppe sind Merkmale. die aus einer groReren Anzahl von Werten besteht und folglich fcr eine Langzeitspeicherung wenig geeignet sind. Diese Merkmale eignen sich vor allem fGr die Trenduberwachung, zumal die ProzeRrechnerhardware geschwindigkeitsmlRig nicht in der Lage ist, diese Merkmale fur jeden Arbeitshub zu extrahieren.
Stufe 1 Stufe 2 Stufe 3
Hypothesen
Referenzmerkmal- Merkmalextraktion + Referenzmuster
1 I I I Hypothese-
modul Merkmalextraktor Klassifikator
I I I I I Diagnosemodul 1
I I I Prozess- Prozess- Prozess-
musterfunktionen merkmalvektor zustandvektor
Softwareaufbau des Diagnosemoduls
3.3 Sottwarestruktur des Diagnosesystems In m ! ist das Diagnosemodul eines am lnstitut fiir Umformtechntk und Umformmaschinen ers!ellten Diagnosesystems dargestellt. Die Software zur ProzeRdatenverarbeitung besteht aus drei Moduln. die die Daten des AjD-Wandlers beziehungsweise der vorhergehenden Mo- dule weiterverarbeiten. Jedes dieser Module steht firr eine Verarbeitungs- phase oder -stufe. die aus einem Programmrumpf und einer erlernten bzw. zu erlernenden Struktur bestehen. Die Flexibiiitat der Verarbeitungs- sohare ist im Bereich der Blechumformung besonders wichtig, da in ei- ner Presse unterschiedliche Werkzeuge mit sehr unterschiedlichen Pro- zendaten verwendbar sein miissen. Eine Abstimmung des Programmsy- stems auf eine Einzelkombination Presse-Werkzeug ist in der industriellen Fertigung aus wirtschaftlichen Griinden nicht akzeptierbar.
Die Gewinnung der Regeln und der Aufbau von Vergleichsstrukturen er- folgt bei der gewahlten Systemkonzeption durch interaktiven Austausch von lnformationen zwischen Benutzer und Maschine. Dieser Vorgang stellt die Lernphase des Systems dar. Die Lernphase wird in drei Schrirte unterteilt, wobei die erste Stufe mit dem Lernen von Regeln und Ver- gleichsmustern zur Merkrnalextraktion beginnt.
Die Lernphase der dritten Stufe unterscheidet sich von der der ersten bei- den, da sie im normalen Betrieb des Systems als 'ruhend" angesehen werden kann und nicht beendet ist. Sie wird durch das Auftreten unbe- kannter Zustande oder den Benutzerhinweis auf eine falsche Diagnose aktiviert. Auf diese Weise ist es mdglich, daO nicht alle Systemzustande des zu uberwachenden Systems bei der Aktivierung der uberwachungs- funktion bekannt sein mussen. Sie werden erst bei einem lingeren Ein- satz einer Presse/Werkzeugkombination ermittelt.
3.3.1 Auswertestrategien zur MeRsignalverarbeitung In den Labor- und Praxisversuchen hat sich gezeigt. daR ~r die verschie- denen Mensignale unterschiedliche Auswertestrategien angandt werden mussen, um eine sichere Diagnose zu gewihrleisten. Die 2.6. wahrend zwei verschiedener Tiefziehvorgangen gemessene Niederhaiterkraft kann z.B. den selben Maximalwert erreichen, hat aber unterschiedliche Kraft- anstiegsgradienten, die auf Maschinenstbrungen hinweisen konnen. Fol- gende Bewertungskrierien wurden in das Diagnosesystem als Moduln eingebunden, und stehen firr alle aufgenommenen Signalverlaufe, sowohl einzeln, als auch in ihrer Kombination zur Verfiigung und konnen bei Be- darf zugeschaltet werden: ~ Maximalwer! des MeRsignals - Differenz der Mensignale im Maximum - Abweichung des Maximalwertes des Mensignals von dem vorgegebe-
nen Referenzwert . Berechnung des Fllchenintegrals der MeRkurve ~ Abweichung des lntegralwertes von dem vorberechneten Referenzwert ~ Flankensteigung in einem beliebigen Signalsegment - Berechnung der Umformzeit - Haufigkeitsverteilung der Differenzabweichungen des MeRsignals von
den Referenzdaten.
3.3.2 Klassifizierung der MeRsignale Voraussetzung fur die Klassifizierung einer Maschinenmessung mit Feh- lerbeschreibung ist die Abweichung eines Signalverlaufs aus dem Tole- ranzband, das durch obere und untere Signalreferenzkurve gebildet wird.
zeigt ein MeRsignal. das mit dem Diagnosesystem an einer Zieh- presse analysiert wurde. Dargestellt wird die Abweichung des Krattver- laufes im Druckpunkt eines BlechhalterstbOels vom Toieranrband (stbrungsfreier ProzeO) bei fehlerhafter Produktion. Die Toleranzbander werden in der Lernphase des Systems durch eine de- finierte Anzahl von Messungen ermittelt. Solange sich alle gemessenen Signalverlaufe innerhalb der entsprechenden Toleranzbander befinden. kann von einem storungsfreien Maschinecrzustand ausgegangen werden. Treten Abweichungen auf, ordnet der Rechner auf Basis im bekannter Fehlerklassifizierungen die entsprechende Diagnosemeldung zu oder for- den vom Bediener eine neue Fehlerbeschreibung an.
Bei den Versuchen an der Karosseriepresse wahrend der Produktion hat es sich als nicht sinnvoll erwiesen, dern System wahrend einer "planma- Rigen Lernphase" m i Hilfe von definiert vorgegebenen St6reinflussen 'Fehler Muster" mitzuteilen. Um die iaufende Produktion nicht zu beein-
325

Kraftverlauf wahrend des Ziehvorgangs
Druckpunkt Blechhalter/ZiehstoBel
0.2
Krafwerlauf bei Produktionsstdrung und Toleranzband firr storungsfreie Produktion
trachtigen. wurde der umgekehrte Weg realisiert. Das System lernt zu- nachst wahrend der laufenden Produktion "ideaie Gut Muster". In der an- schlieRenden Diagnosephase stellt das System nun Abweichungen von den 'Gut Mustern" als "Fehler Mustef fest und fragt deren Unache zur Diagnose ab. In dieser Form wird bei jedem Auftreten einer Stdrung von dem Bediener des Gesamtsystems eine Diagnosemeldung abverlangt und abgespeichert, die zukirnftig im Falle einer Wiederholung dieser Std- rung ausgegeben wird. Auf diese Weise konnte das Hypothesemodul des Systems permanent erweitert werden.
5 fusamrnenfassung Die Wirtschaftlichkeit bei der Herstellung von Blechteilen kann durch Pro- zeOOberwachung und Automatisierung von mdglichst vielen Teilbereichen einer Anlage verbessert werden. Dabei ist festzustellen, daB die Au- tomatisierung der eigentlichen Umformung mit der dazugehorigen Werk- stOckhandhabung in vielen Bereichen schon lange Stand der Technik ist. Der heute immer stgrker auftretende Trend zu kleinen LosgrbOen, sei es aus GrOnden einer 'Just-in-time'-Fenigung oder wegen einer grooen Tei- levielfalt, mingt aber dazu. auch fOr kleinste LosgrdOen, wirtschaftliche Problemlosungen zu entwickeln. In Verbindung mit der zunehmenden Automatisierung von hydraulischen und mechanischen Pressen durch EinsaQ von Steuer- und Regeleinrichtungen kommt der ProzeBirberwa-
Zukunft: Verknirpfung von Diagnose
und Maschinensteuerung
ProzeOuberwachung
Zukirnftige intelligente Maschinensysteme
chung und -diagnose eine immer grdBere Bedeutung zu 151. Diagnose- bzw. Oberwachungssysteme. die auf der Basis von Signalauswertung geeigneter Sensoren an Maschine oder Werkzeug arbeiten, sind Hilfsmit-
tel urn sichere Aussagen fiber Werkzeugzustand oder Maschinenzus:and zu geben. Die bisherigen Erfahrungen beim Einsatz von optoelektroni- schen Sensoren in der lndustrie haben gezeigt. daB diesem Sensortyp auf Grund seines berchrungslosen MeOprinzips. seiner hohen Genauigkeit und seiner groOen Dynamik eine bedeutende Rolle zukommt.
Durch den Einsatz von CNC- oder SPS-Steuerungen wird es fercer m o p lich, Oaten aus der ProzeOOberwachung als Eingangsinformationen firr die Steuerung zu verwenden, um eine gute WerkstOckqualitP bei erhdhter Ausbringung zu erreichen. Durch die Integration der Systemkede Pro- zeBuberwachung. Maschinendiagnose und ProzeRsteuerung wrd die mo- derne Urnformmaschine kompletiert m. Literatur:
Doege, E.. Brendel. T., 1991. Verfirgbarkeit von Tiefziehpressen ver- bessern mit Diagnosesystemen, Bander Bleche Rohre. VoI. 32, No. 3: pp. 45 - 50
Doege, E., Silberbach, G., 1990, Influence of Various Machine Tool components on Workpiece Ouality, Annals of the ClRP 39/1/1990. pp. 209 - 212
Hellwig, W., 1986, Sensortechnik an Stanzmaschinen, Schweizer Maschinenmarkt. No. 28, pp. 29 - 33 Takesa, K., Sato, H., Tani. Y., 1984, Measurement of Diameter using Charge Coupled Device (CCD). Annals of the ClRP 11/1/1984, pp 377 - 381
Ulbers, G., 1989, A Sensor for Dimensional Metrology with an Inter- ferometer in lntregrated Optics Technology, Vortragsmanuskript der lnterkama 1989, DOsseldorf
Vdhringer, K.-D., 1990, Anforderungen an die Blechumformung aus der Sicht des Automobilbaus. Seminar "Neuere Entwicklungen in der Blechumformung'. Fellbach, pp. 1 - 16
326



![Target Coverage in Wireless Sensor Networks with ......sensors covering a 3D surface, and in barrier coverage [35], the same model is used to model mobile sensors forming a k-barrier](https://img.pdfslide.us/doc/110x75/5ff90d12348f111009060a5b/target-coverage-in-wireless-sensor-networks-with-sensors-covering-a-3d-surface.jpg)