Embed Size (px)
Citation preview

Semi-Aqueous Solvent Applications for 193nm EAPSM Resist Strip
Julio Reyes∗, Curt Jackson, Laurent Dieu
DuPont Photomasks, Inc. 100 Texas Avenue, Round Rock, TX 78664
William Bowers, Russell Stevens
ATMI, 617 River Oaks Parkway, San Jose, CA 93134
ABSTRACT
Photomask resist strip processes have traditionally used the sulfuric-peroxide-mix, known as SPM, or Piranha.
This paper details a recent investigation into the utilization of solvent-based resist strip solutions applied to photomask
resist stripping. Studies of two commercially available solvents are documented in this report: one formulated for
positive resist stripping [Chem A, which contains a primary amine, glycol and is semi-aqueous], and another rated for
‘hard-to-remove’ positive resist stripping [Chem B, which contains glycol ethers, organic cyclics – all proprietary].
Resist types, such as IP3600, and most Chemically Amplified Resists (CAR) will strip easily with any of the chemicals
mentioned, however, other adverse effects may deter one from using them. The screening process employed in this
study monitors effects of processing on EAPSM phase and transmission, AR layer reflectivity changes and surface ionic
analytical comparisons. Chem A and B will show similarly low phase and transmission shifts at higher temperature and
longer process times, while reflectivity data shows lower level changes associated with the use of Chem A (favorable).
As for surface ionic contamination: on F and Cl contaminated surfaces, Chem A shows favorable results. Overall Chem
A seems to be the appropriate choice for more thorough investigation in a production mask-making environment.
Keywords: SPM, Solvent Strip, Reflectivity, Mask, Ionic Contamination, Phase Shift Mask (PSM), Resist
Stripping, Phase, Transmission, and Haze.
1. INTRODUCTION
Resist stripping process technology has focused on the use of SPM for quite some time1. The effects of SPM
on silicon wafers have been studied in detail. Recent work on photomask processing using SPM and other chemicals2
provides information which explains some of the drawbacks inherent with the use of SPM; namely, the presence of
ammonium sulfates and their influence on ‘haze formation’, or contaminant growth3 on photomasks. Emphasis on the
reduction of ammonium sulfates provides the motivation for photomask suppliers to explore alternative chemicals for

their resist strip and clean processes. For related reasons, it also becomes necessary to characterize the differences
between oxidation (SPM, DIO3, and UV/O3) and dissolution (NMP-based) methods of resist stripping.
The chemicals studied for purposes of this report were not originally intended for the application of resist
removal from Anti-Reflective Chrome (ARC) and Embedded Phase Shifter Materials (EPSM), however, the observed
data indicates they may be viable alternatives, useful for achieving good strip process results. Differences observed in
our work relative to the available literature allow us to logically propose this conclusion – most preparatory literature
suggests that SPM is incapable of good resist removal efficiency post dry etch - contradicting our observation of high-
efficiency resist stripping performance with semi-aqueous solvents.
2. EXPERIMENT
2.1 Sample Preparation
a) Samples for Phase and Transmission Measurements:
A 248nm EAPSM sample mask was pre-measured (Phase/Transmission) in a Lasertec MPM-248 metrology
tool for initial data collection. A typical EAPSM mask has about 16 so-called ‘phase boxes’ where phase and
transmission measurements are made. The mask was subsequently divided into 8 pairs of these boxes for
processing.
b) Samples for Surface Analysis
There were several groups of samples prepared for surface analysis testing:
i) Five coated (IP3600) chrome blanks (HOYA AR8). These were subjecte d to a chrome dry etch process
to simulate the condition of the resist surface post- chrome dry etch.
ii) Five chrome blanks (HOYA AR8) treated with a fluorinated etch (Quartz etch chemistry, or C2F6-
based)) for F surface contamination on the chrome surface. Process time was 30sec.
iii) Five chrome blanks (HOYA AR8) treated with a Chlorinated etch (Chrome etch chemistry, or Cl2-
based) for Cl surface contamination. Process time was 30sec.
c) Samples for Anti-Reflective (AR) layer reflectivity:
The samples for group (a) were used for reflectivity data collection, as well. Reflectivity measurements were
made within 5mm of the phase-box measurement sites.
∗ [email protected]; phone (512) 310-6317

2.2 Sample processing
a) Group A samples were processed as indicated in Table 1.
SAMPLE# CHEMICAL TEMP [C] DIP TIME [min]
1 CHEM A 30 15 2 CHEM B 30 15 3 CHEM A 60 15 4 CHEM B 60 30 5 CHEM B 60 30 6 CHEM A 30 30 7 CHEM B 30 15 8 CHEM A 60 30
Table 1. Group A sample process.
The lower times were selected based on initial strip processing from three (3) of the coated samples in group (b)
above. The rinse times for all samples were 5min in DiW at room temperature, followed by an N2 dry.
b) Group B Sample Processing
Based on the longest times and highest temperatures processed in Table 1, the Group B samples were processed
as follows, in Table 2:
SAMPLE# CHEMICAL TEMP [C]
DIP TIME [min]
1 CONTROL 2 SPM PROCESS A 3 SPM PROCESS B
(w/172nm UV)
4 CHEM A 60 30 5 CHEM B 60 30
Table 2. Group B Process Matrix.
c) Group C Sample Processing
Same as Group A samples, since the reflectivity data was taken from the same Group A samples.
2.3 Sample Analysis, Results and Discussions.
a) Group A. Phase and Transmission.

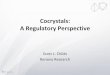
Phase and Transmission data shows some variability; however, the phase data shows more consistent lower
deviations with the higher temperature and time for each chemical (Figure 1). The higher temperatures and
time constantly exposed to the MoSi surface do not seem to cause any major damage to the surface. This is
encouraging in that based on phase and transmission alone, either chemical is acceptable for further testing. See
below for Group B results.
b) Group B. Surface Ionic Analysis.
Anion surface analysis by DiW extraction (70C for 2hrs), and shown in ppb/150ml, shows the effect on Cl, F
and sulfate residues on the chrome surface (Table 3). Note the lower F and Cl levels for Chem A. Note also the
rather poor performance of Chem B on Cl and F removal. However, since both Chem A and B do not contain
sulfates, it is easy to understand the low sulfate levels (in one case it is below the control levels).
Since Chem A is an aqueous-based chemical (approx. 18% water), we can explain the better F removal
performance. It is also reasonable to say the Cl residues may be somewhat soluble in the aqueous solution of
Chem B.
Phase/Transmission Shift Screen
0.400.55
0.03
0.42 0.38
0.71
0.05
-0.12
1.741.65
-0.22
0.85
-0.26
-2.11
0.080.20
0.020.03
-0.02-0.03
0.09
0.04
0.060.05
0.040.05
0.03
-0.03
0.010.00
-0.02
0.01
-2.5
-2
-1.5
-1
-0.5
0
0.5
1
1.5
2
2.5
CH
EM
A_3
0_15
CH
EM
A_3
0_15
CH
EM
A_3
0_30
CH
EM
A_3
0_30
CH
EM
A_6
0_15
CH
EM
A_6
0_15
CH
EM
A_6
0_30
CH
EM
A_6
0_30
CH
EM
B_3
0_15
CH
EM
B_3
0_15
CH
EM
B_3
0_15
CH
EM
B_3
0_15
CH
EM
B_6
0_30
CH
EM
B_6
0_30
CH
EM
B_6
0_30
CH
EM
B_6
0_30
Test Type Interaction
Ph
ase
An
gle
Sh
ift [d
eg
-0.2
-0.15
-0.1
-0.05
0
0.05
0.1
0.15
0.2
Tra
ns
shift
[%]
Delta-Phase Delta-Trans
Figure 1. Effect of Chem A and B on Phase and Transmission.

Anions DL* Control
SPM Process A
SPM Process B Chem A Chem B
Chloride (Cl-) 0.05 61 8.1 18 5.9 28
Fluoride (F-) 0.05 470 140 150 93 410 Sulfate-I (SO4
2-) 0.05 2.0 42 24 1.1 1.5
Sulfate-II (SO42-) 0.05 1.6 37 13 5.9 4.0
Table 3 . Anion surface analysis
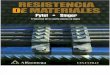
c) Group C. AR Reflectivity.
Figure 2 shows the effect of the Chem A and Chem B process treatments on the chrome AR surface. An N&K
1512 RT was used to collect the data. Reflectivity data for 248nm and 193nm wavelengths were collected for
this report. Hoya NTAR5 and NTAR7 AR types were not studied in this screening. Noting the effect of these
processing conditions on other films would be of great interest. At first glance, there appears to be a slightly
higher reflectivity level for Chem B compared to Chem A. The data shows an increase with more aggressive
processing (higher time and temp). However, the reflectivity seems to drop for the 60C-30min processes. This
may be due to the level of erosion of the AR layer, which can cause the optical effect on reflectivity.
AR Reflectivity vs Process Conditions
0.00
20.00
40.00
60.00
80.00
100.00
120.00
CHEM A
_30_
15
CHEM A
_30_
15
CHEM A
_30_
30
CHEM A
_30_
30
CHEM A
_60_
15
CHEM A
_60_
15
CHEM A
_60_
30
CHEM A
_60_
30
CHEM B
_30_
15
CHEM B
_30_
15
CHEM B
_30_
15
CHEM B
_30_
15
CHEM B
_60_
30
CHEM B
_60_
30
CHEM B
_60_
30
CHEM B
_60_
30
Proces Conditions
Ref
lect
ivity
-Nor
mal
ized
to M
ax-M
in
248nm 193nm
Figure 2. AR Reflectivity normalized as Max-Min=100%

Another important observation noted is the slightly higher levels of reflectivity for Chem B at the 248nm
wavelength, while no higher reflectivity is observed at the 193nm level. Overall, AR reflectivity for both
chemicals at both wavelengths seems to be relatively stable for the 30deg-temperature process condition. This
is an indication that the chemicals are more reactive at the higher temperature, and of course, higher time.
3. CONCLUSIONS
This simple screening test has shown that there is justification for exploring solvent chemicals, particularly
Chem A, which is semi-aqueous (18% Water), for resist strip applications in photomask manufacturing. The
solubility properties for F and Cl residues for Chem A give it an advantage over Chem B. The phase and
transmission can hold up fairly well through a range of process conditions (although much less aggressive
conditions will accomplish the desired photomask resist strip). Reflectivity data shows no major AR
degradation, but some thinning at the 60C/30min-process condition occurs. Further work should be done to
clearly understand the effects of the amines on different mask surface materials (i.e.: MoSi, Quartz, and
Chrome). Particle removal performance will, of course, also be of great interest when an in-house evaluation is
performed.
4. ACKNOWLEDGEMENTS
The authors would like to thank Christian Chovino, Eric Johnstone, K.T. Park and Gary Doyle, all from DuPont
Photomasks, Inc., for their contributions to sample measurement and data analysis contributing to this article.
REFERENCES
1. L. H. Kaplan and B. K. Bergin, “Residue from Wet Processing of Positive Resists”, J. Electrochemical
Society, Vol. 127, No.2, p. 986, 1980
2. Hitoshi Handa, Masumi Takahashi, Hisatgusu Shirai, “Study of Reticle Cleaning Process for 130nm
Lithography and Beyond”, Photomask and Next Generation Lithography Mask Technology VIII,
Proceedings of SPIE Vol. 4409 (2001), p.430
3. Battacharrya, K., Volk, W., Brown, D., Ayala, J. and Grenon, B.J.,”Investigation of Reticle Defect Formation at
DUV Lithography”, 22nd Annual BACUS Symposium on Photomask Technology, Proceedings
of SPIE, Vol. 4889, pp.478-87, October 2002.