Embed Size (px)
Citation preview
Journal of Computational Methods in Sciences and Engineering 14 (2014) 103–119 103DOI 10.3233/JCM-140488IOS Press
Selective hydrogenation of 1,3-butadiene.Effect of the operating conditions
D.E. Pérez Vilela, C. Olivera Fuentes, S. Curbelo and M.J. Rodríguez∗Thermodynamics and Transport Phenomena Department, Simón Bolívar University, Caracas,Venezuela
Abstract. A three-phase fixed-bed reactor for selective hydrogenation of butadiene in liquid phase with toluene as solventis modeled using published kinetics. Thermodynamic and transport properties are estimated from models and correlationsavailable in the literature. The model incorporates momentum and energy balances and mass transfer resistances. The resultsshow that use of toluene increases the yield of cis-butane and trans-butane isomers by comparison with a previous study byBressa et al. where a solvent was not included. The effects of temperature, pressure, hydrogen/butadiene ratio and toluene/feedratio on the reactor performance are studied. A temperature rise of 37.8 K and a pressure drop of 100 kPa are predicted fora reactor 1 m in length and 0.58 m in diameter using a typical feed composition. Greater reactor lengths result in completevaporization of the reacting mixture. This vaporization effect can be controlled by increasing the inlet pressure and toluene/feedratio, and by decreasing the inlet temperature and hydrogen/butadiene ratio. The effect of inlet hydrogen/butadiene ratio isfound to be negligible, whereas a rise in inlet temperature rise has a significant effect on the conversions and yields for the samereactor length. Finally, it was found that the yield of 1-butene increases with increasing inlet solvent/feed ratio and pressure.
Keywords: Selective hydrogenation, mass transfer, 1,3-butadiene, three-phase reactor
1. Introduction
Selective hydrogenation of 1,3-butadiene (BD) is an industrially important operation, because themain reaction product, 1-butene (1BE), is a feedstock in alkylation processes and polyethylene produc-tion. When carrying out this reaction, it is desired to minimize 1BE losses due to competing reactionssuch as isomerization to cis- and trans-2-butenes (cBE and tBE respectively) or complete hydrogena-tion to n-butane (BA). Reaction in liquid phase, operating at temperatures typically between 313 and333 K [1], has been proposed to reduce the catalyst deactivation problems that occur in gas phase. Theliquid phase acts also as a solvent to avoid the deposition of oligomers on the catalyst surface, whichis another cause of deactivation because of the formation of carbonaceous compounds. In this mode ofoperation there are thus three phases present in the reactor: reactants and products in the liquid and vaporstates, and catalyst as a solid phase.
Several kinetic models have been proposed for selective liquid-phase hydrogenation of 1,3-butadienein the presence of 1BE, cBE, tBE and BA on a commercial Pd/Al2O3 catalyst at 313 K [1–3]. Bressa etal. [4] proposed a kinetic model considering the intra-particle effects and verified that the external masstransfer resistance was negligible. This model is used in our study for reactor calculations.
∗Corresponding author: M.J. Rodríguez, TADiP Group, Thermodynamics and Transport Phenomena Department, SimónBolívar University, AP89000, Caracas 1080, Venezuela. Tel.: +58 0414 2680783; E-mail: [email protected].
1472-7978/14/$27.50 c© 2014 – IOS Press and the authors. All rights reserved

104 D.E. Pérez Vilela et al. / Selective hydrogenation of 1,3-butadiene. Effect of the operating conditions
Bressa et al. [1] evaluated the impact of intraparticle diffusion limitations on the selectivity for hy-drogenation of butyne and BD, using a simple isothermal model of a trickle bed reactor with typicaloperating conditions (313 K, 700 kPa). The results showed between 20 and 30% loss of 1BE because ofhydrogenation and isomerization reactions. The authors found that operating pressure is crucial to avoidlosses of 1BE, and suggested another way to improve selectivity by including an additive in the processstream.
Alves et al. [3] found that adding low amounts of isoprene to the process stream can significantlyreduce 1BE losses on a commercial Pd/Al2O3 catalyst at 313 K. They also concluded that the partialpressure of hydrogen is crucial to process selectivity.
Bressa et al. [4] analyzed the effect of the main operating variables, such as temperature, pressure,hydrogen to carbon ratio and composition of the unsaturated pool on the performance of a three-phasefixed-bed reactor. The authors concluded that a temperature rise turned out to be detrimental for the reac-tor performance, as the increased hydrocarbon volatility prevails over the effect on kinetic coefficients.Increasing the hydrogen feed rate and the operating pressure were shown to be effective alternatives forthis purpose.
Galiasso et al. [5] studied the effect of mass transfer on selective hydrogenation in the presence of1BE and benzene added as a solvent. The authors developed a kinetic model for a PdNiCe/SiAl-SS-316catalyst at 370 K where hydrogenation of benzene can also take place. The liquid-phase concentrationswere computed from an empirical non-linear fit of vapor-liquid equilibrium ratios (K-values) generatedwith the Peng-Robinson (PR) equation of state as implemented in commercial process simulation soft-ware. Their results showed that diffusional control of the reaction was important only at the reactor inlet,because the rate of reaction for hydrogenation of BD is 10 times faster than that of 1-butene or ben-zene. They concluded that temperature and benzene/olefin ratio were the main parameters governing theselectivity.
An important consideration is the amount of hydrogen dissolved in the liquid phase. The low hydro-gen solubility is another reason for the use of a solvent, even if this introduces the need for a separationstage downstream of the reactor. Rodriguez [6] performed a comparative study of selectivity achievedwith three different solvents: benzene, toluene and hexane. To this end, a simple isothermal reactor wasmodeled at 313 K and 1000 kPa using the kinetic model of Ardiaca et al. [2]. The equilibrium concen-trations were determined using the PR equation of state [7] as modified by Stryjek and Vera (SV) [8]with binary interaction parameters taken from Valderrama et al. [9], which were shown to reproduce theexperimental data of binary hydrogen-solvent equilibria better than other available correlations. It wasfound that the selectivity toward 1BE using the aromatics, toluene and benzene, is greater than that usinghexane as solvent.
Perez et al. [10] modified the Rodriguez model by including the energy and momentum balances toaccount for temperature and pressure changes along the reactor, which are shown to have a significantimpact on conversion and selectivity. The effects of temperature, pressure and toluene/feed ratio on se-lectivity toward 1-butene were studied. The results showed that the selectivity increases with increasinginlet temperature and toluene/feed ratio.
The present work represents a further step in the development of a complete reactor model for theselective hydrogenation of BD, as part of an ongoing project supported by the Venezuelan NationalFoundation for Science, Technology and Innovation (FONACIT). Here, we extend and improve the Perezet al. model by incorporating the intra-particle mass transfer resistance using a three-phase fixed-bedreactor with the kinetic model of Bressa et al. [4]. The effect of operating conditions on the performanceof reactor is analyzed.

D.E. Pérez Vilela et al. / Selective hydrogenation of 1,3-butadiene. Effect of the operating conditions 105
2. Reactor model
A three-phase fixed-bed reactor 2.3 m in length and 0.58 m in diameter is assumed to operate at 313 Kand 1,2 MPa with catalyst geometry [10] shown in Table 1. Two initial compositions of the hydrocarbonfeed are used in the study (Table 2). The reactor was modeled with the following assumptions [4]:
– Uniform flow distribution of liquid and vapor phases, with negligible axial dispersion in eitherphase;
– Negligible film mass transfer resistances in the vapor phase; the phase is well mixed, i.e. there areno bulk-to interface composition gradients;
– Negligible film mass transfer resistances in the liquid phase except for hydrogen, which diffusesacross a stagnant hydrocarbon film;
– Complete wetting of the external catalyst surface, with steady-state reaction inside the catalyticparticles;
– Phase equilibrium at the catalytic bed inlet. Consistent with the above assumptions, also phaseequilibrium between bulk vapor and bulk liquid for hydrocarbons, and between bulk vapor andinterfacial liquid for hydrogen throughout the reactor.
Table 1Baseline conditions of reactor operation
Condition ValueTemperature (K) 313.16Pressure (kPa) 1,200Diameter of reactor (m) 0.58Diameter of particle (m) 2.25 × 10−3
Porosity of bed 0.45
Table 2Feed conditions of reactor operation
Condition Galiasso et al. [5] Bressa et al. [4]Molar flow (hydrocarbon) 126.6 mol/s 26.60 mol/sH2/BD (molar) 3 ≈ 15Solvent/Feed (molar) 1 0Composition (%)BD 6 0.16971BE 36 0.7869PE (propene) 0 0.4304BA 58 14.30iBA (i-butane) 0 58.11Others compounds 0 26.203
2.1. Kinetic model
Several authors have developed kinetic models for the selective hydrogenation of BD [1–5,13] ob-tained from experimental data for different catalysts and operating conditions. As in our previous reports,we adopt here for definiteness the kinetics proposed by Bressa et al. [4], although we must emphasizethat the reactor model is not limited exclusively to this. Indeed, we expect in the future to develop andincorporate specific kinetic schemes for new catalysts being developed as part of this research project.
106 D.E. Pérez Vilela et al. / Selective hydrogenation of 1,3-butadiene. Effect of the operating conditions
Table 3Kinetic expressions and rate parameters (Bressa et al. [4])
r1 = k1xBDxH2/(1 + kadxun) k1 =565.8 mol/kg.sr2 = k2xBDxH2/(1 + kadxun) k2 =226.3 mol/kg.sr3 = k3xBDxH2/(1 + kadxun) k3 =339.5 mol/kg.s E1 = E2 = E3 = E4
r4 = k4x1BExH2/(1 + kadxun) k4 =229.1 mol/kg.s E4 =21,793 J/molr5 = k5xcBExH2/(1 + kadxun) k5 =335.4 mol/kg.s E5 =10,832 J/molr6 = k6xtBExH2/(1 + kadxun) k6 =273.3 mol/kg.s E6 =13,140 J/molr7 = k7[x1BE − xcBE/K
e7 ] k7 =0.1768 mol/kg.s E7 =18,751 J/mol
r8 = k8[x1BE −−xtBE/Ke8 ] k8 =0.3452 mol/kg.s E8 =18,965 J/mol
r9 = k9xPExH2/(1 + kadxun) k9 =628.7 mol/kg.skad = 75
BD
cBE
tBE
1BE BA
r2
r1
r3
r7
r8
r4
r5
r6
PE PAr9
Fig. 1. Reaction network (Bressa et al. [4]).
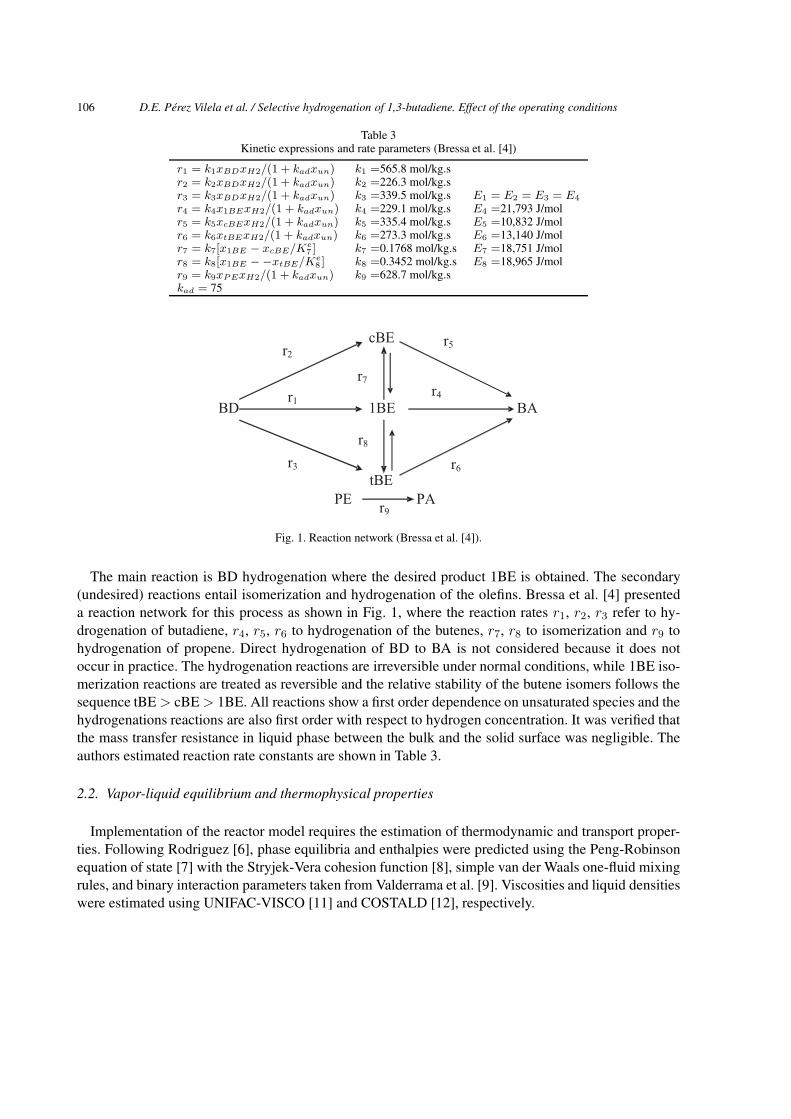
The main reaction is BD hydrogenation where the desired product 1BE is obtained. The secondary(undesired) reactions entail isomerization and hydrogenation of the olefins. Bressa et al. [4] presenteda reaction network for this process as shown in Fig. 1, where the reaction rates r1, r2, r3 refer to hy-drogenation of butadiene, r4, r5, r6 to hydrogenation of the butenes, r7, r8 to isomerization and r9 tohydrogenation of propene. Direct hydrogenation of BD to BA is not considered because it does notoccur in practice. The hydrogenation reactions are irreversible under normal conditions, while 1BE iso-merization reactions are treated as reversible and the relative stability of the butene isomers follows thesequence tBE > cBE > 1BE. All reactions show a first order dependence on unsaturated species and thehydrogenations reactions are also first order with respect to hydrogen concentration. It was verified thatthe mass transfer resistance in liquid phase between the bulk and the solid surface was negligible. Theauthors estimated reaction rate constants are shown in Table 3.
2.2. Vapor-liquid equilibrium and thermophysical properties
Implementation of the reactor model requires the estimation of thermodynamic and transport proper-ties. Following Rodriguez [6], phase equilibria and enthalpies were predicted using the Peng-Robinsonequation of state [7] with the Stryjek-Vera cohesion function [8], simple van der Waals one-fluid mixingrules, and binary interaction parameters taken from Valderrama et al. [9]. Viscosities and liquid densitieswere estimated using UNIFAC-VISCO [11] and COSTALD [12], respectively.

D.E. Pérez Vilela et al. / Selective hydrogenation of 1,3-butadiene. Effect of the operating conditions 107
2.3. Mass balance
The conservation equations for each component in a differential length of reactor, including masstransfer limitations, can be written as:
Gas phase
dGi
dl= 0 (1)
Liquid phaseHydrocarbon
dLi
dl= A · ρb ·
⎛⎝ n∑
j=1
νi,j · rSj
⎞⎠ (2)
were vi,j is the stoichiometric coefficient of compound i in the reaction j, rSj the reaction rate for speciesj on the catalyst surface (xSj ), A is the cross sectional area of the reactor and ρb is the bed density.
Hydrogen (mass transfer limitations in the liquid phase are considered)
dLH2
dl= A · ρb ·
⎛⎝ n∑
j=1
νi,jrSj
⎞⎠+ kL,H2
· aLGv CT,L ·A · (xeH2− xb,H2
) (3)
The liquid-vapor equilibrium compositions (xeH2and yi) are determined using the Rachford-Rice equa-
tion, modified to take into account that only the hydrogen composition changes across the liquid film [4]
(1 +KH2) · (zH2
− (1− β) · xeH2
)KH2
β+
N−1∑i=1
(1−Ki) · zi1 + (Ki − 1) · β = 0 (4)
where β is the vaporization fraction, Ki the distribution coefficient and zi the compositions of the con-stituents in the bulk liquid. To solve this implicit equation the Regula- Falsi method was used, whichwas found to be more stable than the Newton-Raphson method.
Solid phase (catalyst)
ks,iCT,L · (xb,i − xSi) · aLSv = −ρb ·
⎛⎝ n∑
j=1
νi,jrSj
⎞⎠ (5)
Following Bressa et al. [4], the mass transfer coefficient of liquid (kL,i) and solid (kS,i) are calculatedwith the Lara Marquez (Eqs (6)–(7)) and Mochizuki (Eqs (8)–(11)) correlations respectively
kL,i · aLGv = 40 ·(Dl
i
)0.5· ξ0.5lv (6)

108 D.E. Pérez Vilela et al. / Selective hydrogenation of 1,3-butadiene. Effect of the operating conditions
ξ0.5iv =(uL − uG) ·ΔPb
ε+
(uL · ρL + uG · ρG) · gε
(7)
ks,idh
DLi
=
⎧⎪⎪⎨⎪⎪⎩
Sc1/3L,i · (1000 · dps − 2.2) ; ReLm < Rec
550 · Sc1/3L,i · Re0.14Lm · dps ; Rec < ReLm < ReS
0.75 · Sc1/3L,i · Re0.5Lm ; ReS < ReLm
(8)
with Reynolds numbers defined as
ReLm =uL · ρL · dh
μL(9)
Rec = 0.312 · exp(341 · dps) (10)
ReS = 7.77 · exp(344 · dps) (11)
2.4. Pressure drop
Two previous studies [2,13] of selective hydrogenation of BD have modeled the pressure drop in thereactor using the correlation proposed by Larkins et al. [14]. Pérez et al. [10] compared four pressuredrop models for this type of reactor and found no significant difference between their predictions, withthe Larkins et al. correlation giving somewhat more conservative results. In this work, we use thereforethis same correlation, which is given by:
log
(ΔPG,L
ΔPL +ΔPG
)=
0.416
0.666 + (logχ)20.05 < χ < 30 (12)
χ =
(ΔPL
ΔPG
)0.5
(13)
Ergun’s equation (see Eq. (14)) is used for the single-phase pressure drop contribution of each phase,ΔPL and ΔPG, depending on the density and viscosity calculated in each differential element.
ΔP =
[150 · (1− εB)
2
ε3B
]·(u · μd2p
)+
1.75 · (1− εB)
ε3B
(u2 · ρdp
)(14)
Since the reactor is vertical, the pressure drop must also include the contribution of hydrostatic pres-sure (PH ) [4]
dP
dl= −ΔPG,L − PH (15)
where
PH = 9.81 ·(εLεB
ρL +1− εLεB
ρG
)(16)
εL = εB − 0.28
(uG
uL + uG
)(17)
D.E. Pérez Vilela et al. / Selective hydrogenation of 1,3-butadiene. Effect of the operating conditions 109
2.5. Energy balance
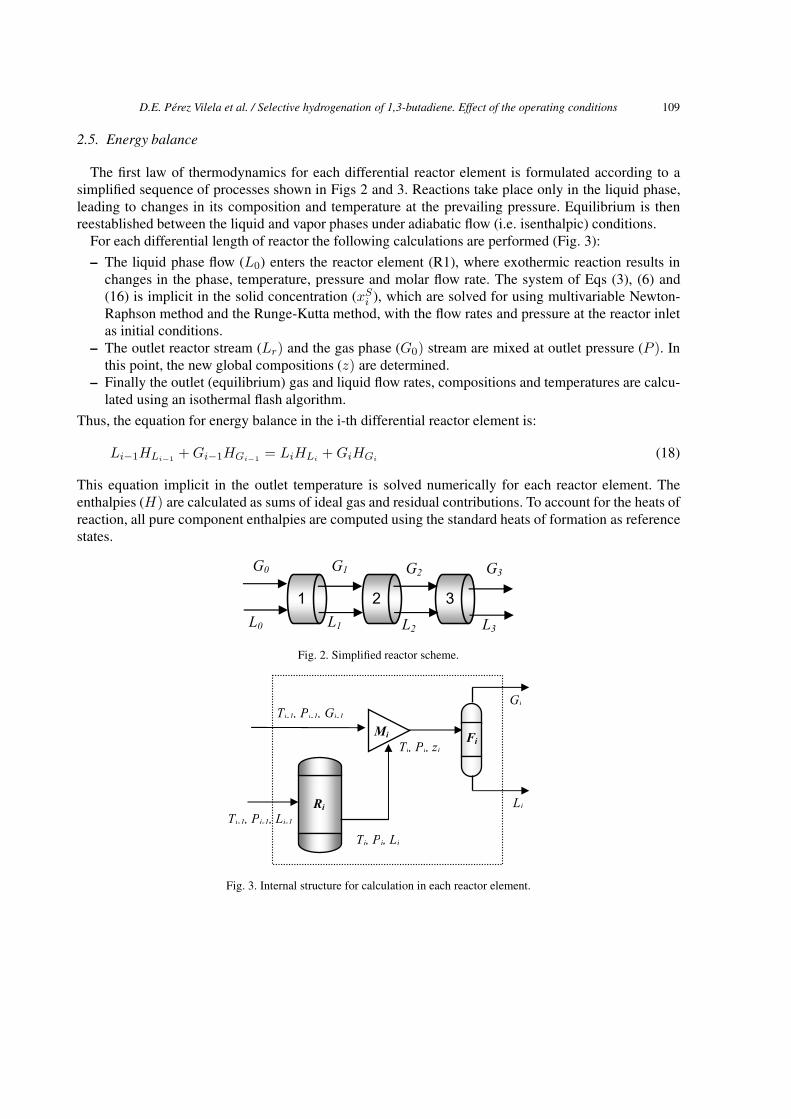
The first law of thermodynamics for each differential reactor element is formulated according to asimplified sequence of processes shown in Figs 2 and 3. Reactions take place only in the liquid phase,leading to changes in its composition and temperature at the prevailing pressure. Equilibrium is thenreestablished between the liquid and vapor phases under adiabatic flow (i.e. isenthalpic) conditions.
For each differential length of reactor the following calculations are performed (Fig. 3):– The liquid phase flow (L0) enters the reactor element (R1), where exothermic reaction results in
changes in the phase, temperature, pressure and molar flow rate. The system of Eqs (3), (6) and(16) is implicit in the solid concentration (xSi ), which are solved for using multivariable Newton-Raphson method and the Runge-Kutta method, with the flow rates and pressure at the reactor inletas initial conditions.
– The outlet reactor stream (Lr) and the gas phase (G0) stream are mixed at outlet pressure (P ). Inthis point, the new global compositions (z) are determined.
– Finally the outlet (equilibrium) gas and liquid flow rates, compositions and temperatures are calcu-lated using an isothermal flash algorithm.
Thus, the equation for energy balance in the i-th differential reactor element is:
Li−1HLi−1+Gi−1HGi−1
= LiHLi+GiHGi
(18)
This equation implicit in the outlet temperature is solved numerically for each reactor element. Theenthalpies (H) are calculated as sums of ideal gas and residual contributions. To account for the heats ofreaction, all pure component enthalpies are computed using the standard heats of formation as referencestates.
1 2 3
G0 G1 G2 G3
L0 L1 L2 L3
Fig. 2. Simplified reactor scheme.
Mi Fi
Ti-1, Pi-1, Gi-1
Ti, Pi, zi
Gi
RiTi-1, Pi-1, Li-1
Li
Ti, Pi, Li
Fig. 3. Internal structure for calculation in each reactor element.

110 D.E. Pérez Vilela et al. / Selective hydrogenation of 1,3-butadiene. Effect of the operating conditions
3. Results and discussion
The above model was solved with the baseline conditions listed in Table 1. Firstly the effect of addinga solvent to the feed stream on the results obtained by Bressa et al. [4] was studied. The resulting simu-lations were compared for two typical hydrocarbon feed composition. As shown in Table 2, the processfeed contains not only BD but a hydrocarbon mixture that includes some 1BE. The main objective ofthe process is to selectively hydrogenate the diolefin to 1BE, while minimizing the losses of 1BE byisomerization to cBE and tBE or further hydrogenation to BA. Our analysis of results therefore focuseson obtaining high BD conversions with greater yields of 1BE. We define the fractional yield as:
Yj =(Fj − F 0
j
)/(F 0BD − FBD
)(19)
where j = 1BE, cBE, tBE or BA. Note that, since 1BE is an intermediate product in the reaction network,cf. Fig. 1, its molar flow at the reactor outlet could be lower than at the inlet if the rate of reaction towardscBE, tBE and BA is greater than the rate of production from BD. In such cases, the 1BE yield definedby Eq. (19) would be negative, and the best possible result would be to have it approach zero, i.e. to givethe lowest possible absolute value.
Finally, the effects of inlet reactor conditions such as H2/BD ratio, temperature, pressure, andtoluene/feed ratio on the yield to cBE and tBE and conversion of BD, hydrogen and 1BE were ana-lyzed.
3.1. Reactor simulations
Our main contribution is to use toluene as solvent in the reactant mixture because, besides the advan-tages cited above, this compound also acts as a buffer of the heat released by the reactions. To this end themodel of Bressa et al. [4] is used adding toluene to the inlet stream given in Table 2 (toluene/feed = 1),and the results are compared with the original ones. We assume that addition of the solvent to the liquidreacting mixture does not alter the reaction kinetics, i.e. that toluene acts to modify the phase properties,but otherwise behaves as a chemically inert component that does not interfere with or compete for theactive catalytic sites.
Results are shown in Table 4. It may be seen in general that both feed streams lead to complete con-version of BD and 1BE, thus allowing the subsequent reactions of complete hydrogenation to BA, witha high selectivity for this unwanted reaction product. On the other hand, use of toluene increases the sol-ubility of hydrogen and 1BE in the liquid phase, while at the same time decreasing BD concentration onthe solid surface. Hydrogenation rates are thus lowered, and the isomerization reactions are favored, witha consequent increase in yield towards the isomers (cBE and tBE), accompanied by a slight increase inyield toward BA. Overall, these changes speak in favor of the addition of a solvent for the hydrogenationprocess.
Table 4Effect of toluene addition on the reactor model of Bressa et al. [4]
Toluene/HC Inlet conditions Conversion (%) Yield (Y) Outlet conditionsxSBD (%) xS
H2 (%) xS1BE (%) BD H2 1BE cBE tBE BA P (kPa) T (K)
0 (Bressa et al.) 0.088 0.250 0.060 100 39.7 100 2.81 × 10−6 3.00 × 10−5 4.07 1189.0 323.61 (This work) 0.037 0.312 0.275 100 29.6 100 4.65 × 10−4 2.36 × 10−3 4.65 1184.0 321.4

D.E. Pérez Vilela et al. / Selective hydrogenation of 1,3-butadiene. Effect of the operating conditions 111
Table 5Simulation results for T0 = 313 K, P0 = 1200 kPa, Toluene/HC = 1, H2/BD = 3
Inlet conditions Conversion (%) Yield (Y) Outlet conditionsxSBD (%) xS
H2 (%) xS1BE (%) BD H2 1BE cBE tBE BA P (kPa) T (K) Length (m)
2.837 0.402 16.312 25.3 41.1 −12.52 4.44 8.77 4.14 1100 350.8 1
Fig. 4. Molar flow rates of components along the reactor at baseline conditions: (�) BD, (�) 1BE, (�) BA, (x) cBE, ( ) tBE,(•) H2.
We next use toluene as solvent (instead of benzene) for the feed stream studied by Galiasso et al. [5],keeping the kinetics proposed by Bressa et al. [4]. Results are shown in Table 5 and Fig. 4.
We observe that reactant concentrations are larger than at the conditions assumed by Bressa et al. [4]because of the increased inlet flow rates. Yield is lower toward BA and higher toward cBE and tBE, thelatter being the more stable isomer. The model predicts a temperature increase ΔT = 37.8 K and pressuredrop ΔP = 100 kPa for a reactor length of 1 m. Longer reactors show a steep increase in temperaturewhich is a common problem with these operations and results in complete vaporization of the liquidmixture, effective stopping the reactions. A possible form of controlling this problem may be a changein inlet conditions, e.g. lowering the inlet temperature, increasing the inlet pressure or increasing theflow rate of the solvent that serves as a thermal buffer.
BD is consumed in three reactions (r1, r2 and r3 in Fig. 1), of which the one that produces 1BE isfastest, and the one that forms cBE is slowest, as seen in Fig. 5. This is consistent with the kineticconstants listed in Table 3, where k1 > k3 > k2. It is also found (Fig. 4) that tBE production is largerthan that of the other isomers and is sustained throughout the reactor, which appears logical consideringthat this is the more stable isomer. The 1BE flow rate decreases along the reactor (Fig. 4), as anticipatedabove, because its rate of production from BD is less than its net rate of disappearance by hydrogenation(r4, Fig. 5) and isomerization (r6 and r7, Fig. 6). On the other hand, the BA molar flow rate increasesalong the reactor as this compound is produced by hydrogenation of the BE isomers by reactions r4, r5and r6, the fastest of which corresponds to 1BE (r4, Fig. 5), because this is already present in the feedstream.

112 D.E. Pérez Vilela et al. / Selective hydrogenation of 1,3-butadiene. Effect of the operating conditions
Table 6Effect of inlet H2/BD ratio on reactor performance. T0 = 313 K, P0 = 1200 kPa, Toluene/HC = 1
H2/BD Inlet Conversion Yield (Y) Outletconditions (%) (0.7 m) (0.7 m) conditions
xSBD (%) xS
H2 (%) xS1BE (%) BD H2 1BE cBE tBE BA P (kPa) T (K) Length (m)
1 2.867 0.387 16.362 16.0 27.7 −13.42 4.55 8.90 2.03 1055 357.1 2.22 2.853 0.397 16.355 17.3 28.1 −12.92 4.42 8.67 2.82 1080 354.9 1.53 2.837 0.402 16.312 17.6 30.4 −12.99 4.62 9.08 3.98 1100 350.8 1
Fig. 5. Hydrogenation reactions rates at baselines conditions.
Fig. 6. Isomerization reactions rates at baselines conditions.
3.2. Effects of operating conditions
The effects of changes in the operating parameters (H2/BD ratio, inlet temperature T0 and pressure P0,and solvent-feed ratio Tol/HC) on the performance of reactor were also studied. To this end, the reactor

D.E. Pérez Vilela et al. / Selective hydrogenation of 1,3-butadiene. Effect of the operating conditions 113
Table 7Effect of inlet temperature on reactor performance. P0 = 1200 kPa, H2/BD = 3, Toluene/HC = 1
T0 (K) Inlet Conversion Yield (Y) Outletconditions (%) (0.7 m) (0.7 m) conditions
xSBD (%) xS
H2 (%) xS1BE (%) BD H2 1BE cBE tBE BA P (kPa) ΔT (K) Length (m)
303 2.872 0.424 16.657 14.80 18.70 −12.50 4.34 8.55 3.33 1048.5 47.2 1.5313 2.837 0.402 16.312 17.60 30.40 −12.99 4.62 9.08 3.98 1100 37.8 1323 2.794 0.374 15.899 19.60 42.60 −13.93 5.04 9.95 4.70 1127.8 31.8 0.7
Table 8Effect of inlet pressure on reactor performance. T0 = 313 K, H2/BD = 3, Toluene/HC = 1
P0 (kPa) Inlet Conversion Yield (Y) Outletconditions (%) (0.7 m) (0.7 m) conditions
xSBD (%) xS
H2 (%) xS1BE (%) BD H2 1BE cBE tBE BA ΔP (kPa) T (K) Length (m)
1200 2.837 0.402 16.312 17.60 30.40 −12.99 4.62 9.08 3.98 100 350.8 11400 2.816 0.481 16.319 21.40 35.11 −10.89 3.83 7.52 3.56 109.9 360.3 1.21600 2.793 0.559 16.308 24.70 37.62 −9.59 3.36 6.58 3.45 109.1 366.3 1.3
Table 9Effect of inlet toluene/HC ratio on reactor performance. T0 = 313 K, P0 = 1200 kPa, H2/BD = 3
Tol/HC Initial Conversion Yield (Y) Finalconditions (%) (0.7 m) (0.7 m) conditions
xSBD (%) xS
H2 (%) xS1BE (%) BD H2 1BE cBE tBE BA P (kPa) T (K) Length (m)
1 2.837 0.402 16.312 17.60 30.40 −12.99 4.62 9.08 3.98 1100 350.8 12 1.865 0.392 10.935 17.03 11.83 −9.05 3.03 5.92 2.24 786.3 349.4 2.23 1.384 0.391 8.242 15.94 10.92 −7.45 2.46 4.78 2.00 656.0 331.7 1.9
was simulated varying each parameter in turn in a preset range while keeping the other variables attheir baseline values. Reactant conversions and product yields were computed for a fixed reactor lengthof 0.7 m, in order to avoid complete vaporization of the reacting mixture, an undesirable condition asexplained above because it stops the reaction process. Results are collected in Tables 6–9 and illustratedin Figs 7–14.
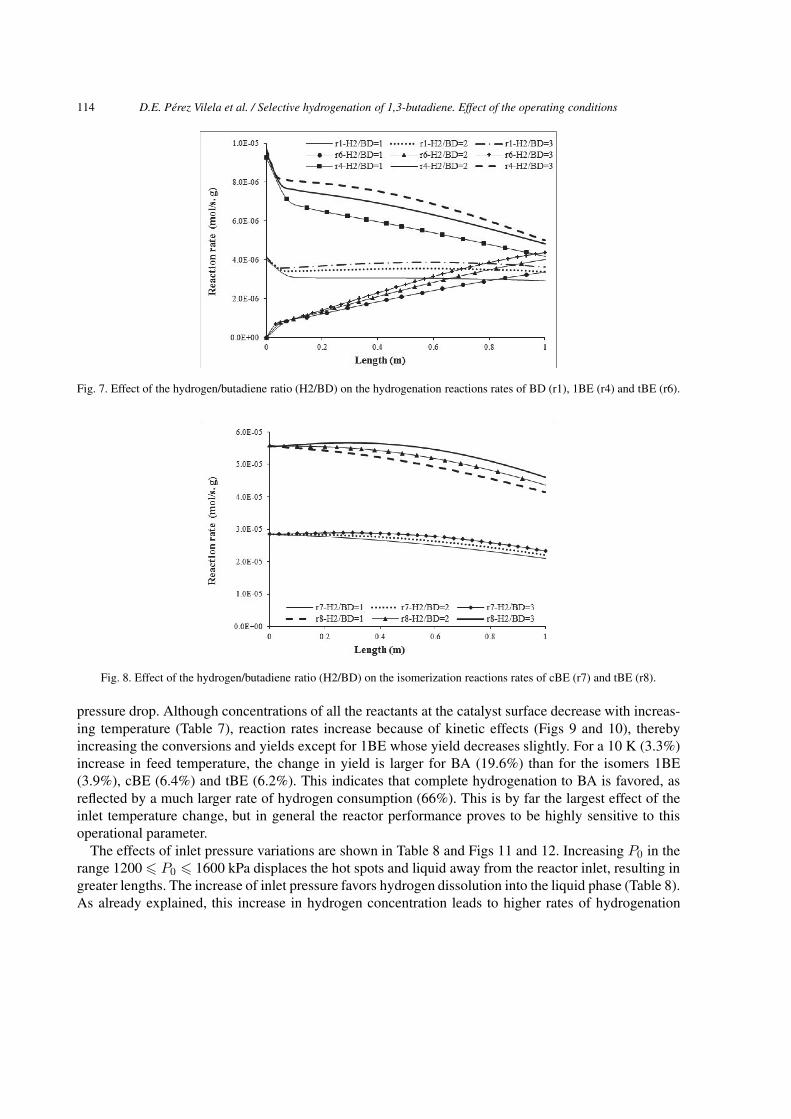
The effect of H2/BD ratio is shown in Table 6. We notice that the increase in hydrogen feed rateis matched by a corresponding increase in its concentration at the catalyst surface, but there is also adecrease in BD and 1BE concentrations associated with higher amounts of vaporization. The increasein hydrogen concentration enhances the hydrogenation reactions rates (Fig. 7), which has the secondaryeffect of increasing also the isomerization reaction rates (Fig. 8) because of the increased concentrationof the olefins (1BE, cBE y tBE). Thus, higher conversions and yields are obtained, but since theseare exothermic reactions, they also result in higher temperatures that eventually cause the completevaporization of the mixture at shorter reactor lengths. In any case, a 100 % increase in this ratio hasreally a small effect on almost all variables; results change by less than 8%, with the sole exception ofBA yield which increases by slightly more than 30%. Other than this, the H2/BD ratio is not a majorfactor in the reactor response.
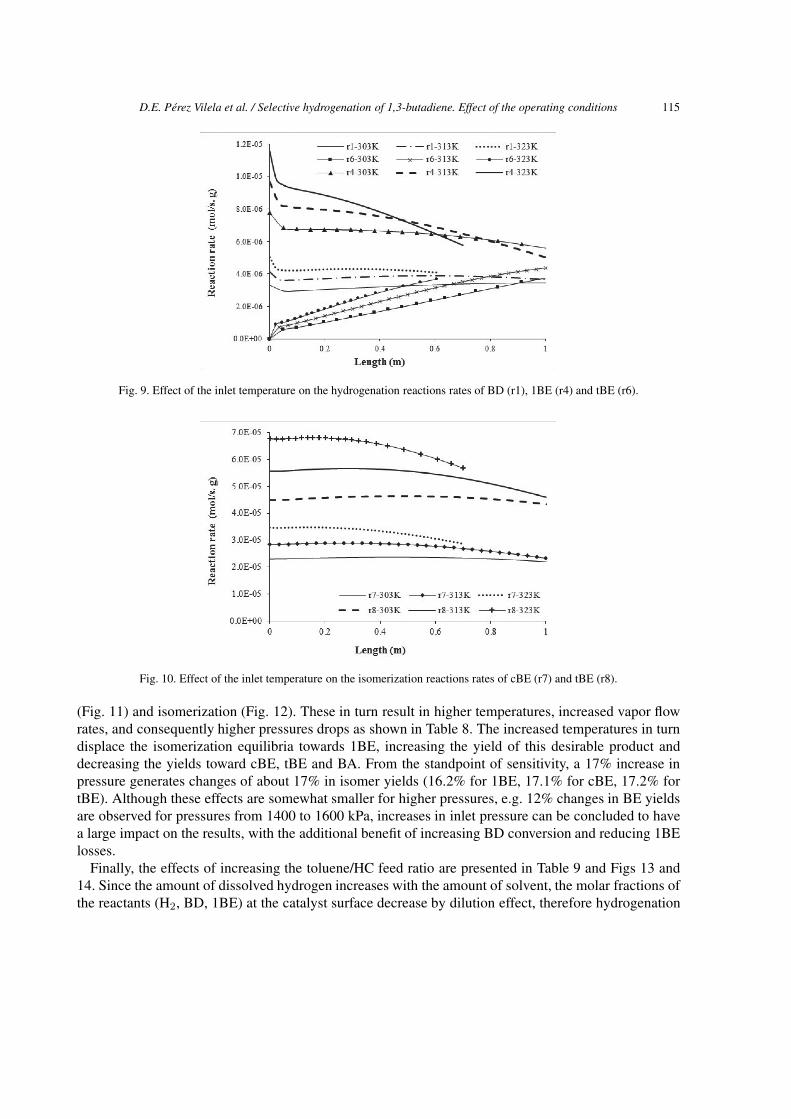
Results of inlet temperature variations are given in Table 7 and Figs 9 and 10. Once again, because ofthe exothermic reactions (and adiabatic operation), an increase in inlet temperature in the range 313 �T0 � 333 K results in hot spots and complete vaporization taking place at shorter reactor lengths. Addi-tionally, as temperatures inside the reactor increase with increasing T0, promoting greater vaporizationof the components, the molar flow rate of the vapor phase increases, leading also to a larger overall
114 D.E. Pérez Vilela et al. / Selective hydrogenation of 1,3-butadiene. Effect of the operating conditions
Fig. 7. Effect of the hydrogen/butadiene ratio (H2/BD) on the hydrogenation reactions rates of BD (r1), 1BE (r4) and tBE (r6).
Fig. 8. Effect of the hydrogen/butadiene ratio (H2/BD) on the isomerization reactions rates of cBE (r7) and tBE (r8).
pressure drop. Although concentrations of all the reactants at the catalyst surface decrease with increas-ing temperature (Table 7), reaction rates increase because of kinetic effects (Figs 9 and 10), therebyincreasing the conversions and yields except for 1BE whose yield decreases slightly. For a 10 K (3.3%)increase in feed temperature, the change in yield is larger for BA (19.6%) than for the isomers 1BE(3.9%), cBE (6.4%) and tBE (6.2%). This indicates that complete hydrogenation to BA is favored, asreflected by a much larger rate of hydrogen consumption (66%). This is by far the largest effect of theinlet temperature change, but in general the reactor performance proves to be highly sensitive to thisoperational parameter.
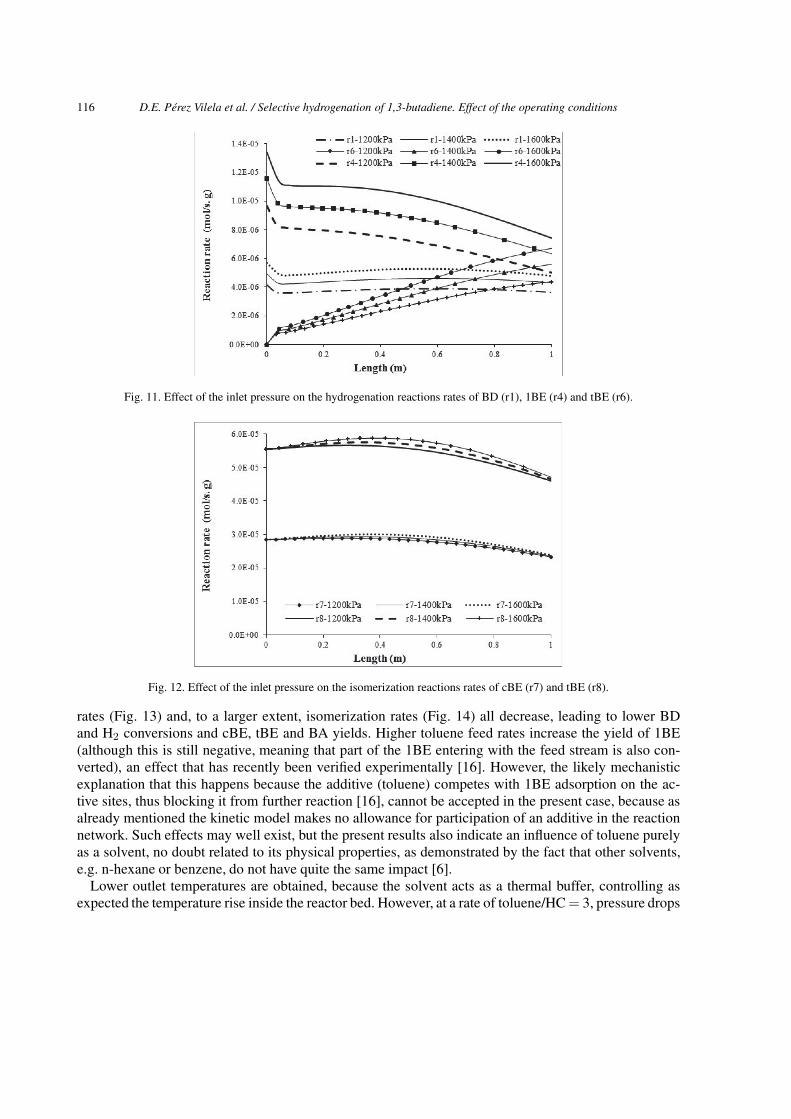
The effects of inlet pressure variations are shown in Table 8 and Figs 11 and 12. Increasing P0 in therange 1200 � P0 � 1600 kPa displaces the hot spots and liquid away from the reactor inlet, resulting ingreater lengths. The increase of inlet pressure favors hydrogen dissolution into the liquid phase (Table 8).As already explained, this increase in hydrogen concentration leads to higher rates of hydrogenation
D.E. Pérez Vilela et al. / Selective hydrogenation of 1,3-butadiene. Effect of the operating conditions 115
Fig. 9. Effect of the inlet temperature on the hydrogenation reactions rates of BD (r1), 1BE (r4) and tBE (r6).
Fig. 10. Effect of the inlet temperature on the isomerization reactions rates of cBE (r7) and tBE (r8).
(Fig. 11) and isomerization (Fig. 12). These in turn result in higher temperatures, increased vapor flowrates, and consequently higher pressures drops as shown in Table 8. The increased temperatures in turndisplace the isomerization equilibria towards 1BE, increasing the yield of this desirable product anddecreasing the yields toward cBE, tBE and BA. From the standpoint of sensitivity, a 17% increase inpressure generates changes of about 17% in isomer yields (16.2% for 1BE, 17.1% for cBE, 17.2% fortBE). Although these effects are somewhat smaller for higher pressures, e.g. 12% changes in BE yieldsare observed for pressures from 1400 to 1600 kPa, increases in inlet pressure can be concluded to havea large impact on the results, with the additional benefit of increasing BD conversion and reducing 1BElosses.
Finally, the effects of increasing the toluene/HC feed ratio are presented in Table 9 and Figs 13 and14. Since the amount of dissolved hydrogen increases with the amount of solvent, the molar fractions ofthe reactants (H2, BD, 1BE) at the catalyst surface decrease by dilution effect, therefore hydrogenation
116 D.E. Pérez Vilela et al. / Selective hydrogenation of 1,3-butadiene. Effect of the operating conditions
Fig. 11. Effect of the inlet pressure on the hydrogenation reactions rates of BD (r1), 1BE (r4) and tBE (r6).
Fig. 12. Effect of the inlet pressure on the isomerization reactions rates of cBE (r7) and tBE (r8).
rates (Fig. 13) and, to a larger extent, isomerization rates (Fig. 14) all decrease, leading to lower BDand H2 conversions and cBE, tBE and BA yields. Higher toluene feed rates increase the yield of 1BE(although this is still negative, meaning that part of the 1BE entering with the feed stream is also con-verted), an effect that has recently been verified experimentally [16]. However, the likely mechanisticexplanation that this happens because the additive (toluene) competes with 1BE adsorption on the ac-tive sites, thus blocking it from further reaction [16], cannot be accepted in the present case, because asalready mentioned the kinetic model makes no allowance for participation of an additive in the reactionnetwork. Such effects may well exist, but the present results also indicate an influence of toluene purelyas a solvent, no doubt related to its physical properties, as demonstrated by the fact that other solvents,e.g. n-hexane or benzene, do not have quite the same impact [6].
Lower outlet temperatures are obtained, because the solvent acts as a thermal buffer, controlling asexpected the temperature rise inside the reactor bed. However, at a rate of toluene/HC = 3, pressure drops

D.E. Pérez Vilela et al. / Selective hydrogenation of 1,3-butadiene. Effect of the operating conditions 117
Fig. 13. Effect of the toluene/feed (Tol/HC) ratio on the hydrogenation reactions rates of BD (r1), 1BE (r4) and tBE (r6).
Fig. 14. Effect of the toluene/feed ratio (Tol/HC) on the isomerization reactions rates of cBE (r7) and tBE (r8).
increase because of the higher linear velocities, and this also reduces the reactor length for completevaporization, this time because of the diminishing pressures. Thus, the solvent to olefins ratio must beadjusted carefully, to improve hydrogen solubility while maintaining the presence of liquid reactantsthroughout the catalytic bed. Overall, the quantitative effect of this parameter is actually not that large,e.g. a 100% increase in toluene/HC ratio gives changes of 30 to 44% in the product yields.
4. Conclusions
An adiabatic fixed-bed reactor for selective hydrogenation of 1,3-butadiene using toluene as solventwas modeled with momentum and energy balances, phase equilibrium and external mass transfer limi-tations in the liquid phase. The following results were obtained:
118 D.E. Pérez Vilela et al. / Selective hydrogenation of 1,3-butadiene. Effect of the operating conditions
Use of toluene as solvent increases the yield toward isomers (cBE and tBE), by comparison with theresults obtained by Bressa et al. [4] in a study where no solvent was used.
The model predicts a temperature increase ΔT = 37.8 K and pressure drop ΔP = 100 kPa for a1 m reactor length. Higher lengths result in complete vaporization of the liquid mixture, because of theexothermic heats of reaction. Temperature rises in the reactor can be controlled by increasing the inletpressure, decreasing the inlet temperature, and increasing the hydrogen/BD feed ratio.
Inlet temperature significantly affects the reactor performance. An increase in feed temperature pro-motes hydrogen consumption by complete hydrogenation of the olefins to BA.
Inlet pressure also has a considerable effect on reactor performance. An increase in feed pressureincreases BD conversion and reduces 1BE losses by hydrogenation and isomerization.
By contrast, the feed H2/BD ratio has a small, even negligible effect on the reactant conversions andproduct yields.
An increase in the toluene/hydrocarbon inlet ratio lowers the conversions and yields for cBE, tBE andBA, but reduces the losses of 1BE by isomerization and hydrogenation, thereby increasing the selectivitytoward this desired product. This effect appears to be purely thermodynamic in nature, i.e. unrelated toany possible interference of the solvent with the reaction mechanisms.
Acknowledgments
The authors acknowledge support from the National Foundation for Science, Technology and Innova-tion (FONACIT), through Project No. G-2005000437 and from the DID of Simon Bolivar University.
References
[1] S. Bressa, J. Alves, O. Martínez and G. Barreto, Chem Eng Technol 26(7) (2003), 783–789.[2] N. Ardiaca, S. Bressa, J. Alves, O. Martínez and G. Barreto, Catal Today 64 (2001), 205–215.[3] J.A. Alves, S.P. Bressa, O.M. Martínez and G.F. Barreto, Chem Eng J 99 (2004), 45–51.[4] S. Bressa, J.A. Alves, O.M. Martínez and G. Barreto, Chem Eng J 92 (2003), 41–54.[5] R. Galiasso, J. Hernandez and A. Rojas, Fuel 87 (2008), 3694–3705.[6] M.J. Rodríguez, M. S. Thesis in Chemical Engineering, Simón Bolívar University, Caracas, 2010.[7] D.-Y. Peng and D.B. Robinson, Ind Eng Chem Fundam 15(1) (1976), 59–63.[8] R. Stryjek and J.H. Vera, Can J Chem Eng 64 (1986), 323–333.[9] J. Valderrama, L. Cisternas, M. Vergara and M. Bosse, Chem Eng Sci 45(1) (1990), 49–54.
[10] D. Pérez, C. Olivera-Fuentes, S. Curbelo and M.J. Rodríguez, Research Meeting of the Faculty of Engineering of Uni-versidad Central de Venezuela, Caracas Venezuela (November 2012).
[11] Y. Bonhomme, P. Petrino and J. Chevalier, Chem Eng Sci 49(11) (1994), 1799–1806.[12] R. Hankinson and G.A. Thomson, AIChE J 25(4) (1979), 653–663.[13] S. Bressa, N. Ardiaca, O. Martínez and G. Barreto, Chinese J Chem Eng 6(2) (1998), 103–115.[14] R.P. Larkins, R.R. White and D.W. Jeffrey, AIChE J 7 (1961), 231–239.[15] P.A. Ramachandran and R.V. Chaudhari, Three-phase catalytic reactors, Gordon and Breach (1983), 207–213.[16] L. Lozano, J.L. Brito, C. Olivera, J. Guerra and S. Curbelo, Fuel 110 (2013), 76–82.

D.E. Pérez Vilela et al. / Selective hydrogenation of 1,3-butadiene. Effect of the operating conditions 119
Nomenclature
1BE 1-buteneA reactor cross-sectional area (m2), dimensionless binary parameter in equation of stateB dimensionless parameter in equation of stateBA butaneBD 1,3-butadieneBE butenes (1BE, cBE, tBE)cBE cis-2-butenedp particle diameter (m)E activation energyF molar flow rate (mol/s)G molar gas flow rate (mol/s)H enthalpy (J/mol)K distribution coefficient liquid-vapork kinetic constantkad adsorption constantl length (m)L molar liquid flow rate (mol/s)n number of reactionsN number of componentsP total pressure (kPa)PH hydrostatic pressure (kPa/m)R solvent/feed ratio; universal gas constantr chemical reaction rate (mol/kg.s.kgcat)Re Reynolds numberS solvent (toluene)tBE trans-2-buteneT temperature (K)u superficial velocityv stoichiometric coefficientx liquid composition (mole fraction)X conversiony gas composition (mole fraction)Y yield to products (Ec. (20))z overall composition (mole fraction)Z compressibility factorGreek lettersε hold upεB porosity of bedμ viscosityρ densityρb bed density (kg/m3)Subscripts and superscriptsc critical propertyG gas propertyi compound iL liquid propertym mixing propertyo condition at reactor inletr condition at reactor outlet; reduced propertyS condition at the catalyst surface













![SPECIAL TOPIC: Single-atom Catalysts Single-atom Pd dispersed … · 2020-06-06 · lectivity with 95% conversion at 50°C in 1,3-butadiene hydrogenation [44]. Cu-alloyed Pd SAC exhibited](https://img.pdfslide.us/doc/110x75/5f70e78e2136b54a186ff2c9/special-topic-single-atom-catalysts-single-atom-pd-dispersed-2020-06-06-lectivity.jpg)
![o-xylene 1,3-Butadiene - · PDF fileKey words: Alkenylation, OTP, o-xylene, 1,3-Butadiene, Na Metal 1. Polyethylene napthalate ... lm Q [2]. ;p 6 4] K2CO3, ... 4 M 12.4% ] < Na üY](https://img.pdfslide.us/doc/110x75/5a7899a97f8b9a7b698d6180/o-xylene-13-butadiene-words-alkenylation-otp-o-xylene-13-butadiene-na-metal.jpg)














