-
OpenStax-CNX module: m37431 1
Selection and Tuning of Weber
DCOE Carburetors
Andrew R. Barron
This work is produced by OpenStax-CNX and licensed under the
Creative Commons Attribution License 3.0
1 Introduction
A very popular upgrade for a wide range of engines is the tment
of twin Weber DCOE carburetors (Figure 1).
There exists a great deal of mystique and confusion with regard
to setting up Weber DCOE carburetors,
and in particular the correct starting point for jetting.
However, Weber DCOE carburetors are not as
complicated as many fear, and while ne-tuning is best performed
using a rolling road dynamometer (chassis
dyno) an excellent rst guess can be obtained based upon the
engine size and power band desired. The
following provides the calculations that are required to achieve
an excellent initial set-up, irrespective of the
application.
Figure 1: The Weber 40 DCOE sidedraught carburetor.
Version 1.2: Aug 27, 2011 3:41 pm -0500
http://creativecommons.org/licenses/by/3.0/
http://cnx.org/content/m37431/1.2/
-
OpenStax-CNX module: m37431 2
Weber is an Italian company producing carburetors, currently
owned by Magneti Marelli Powertrain, in
turn part of the Fiat Group. The company was established as
Fabbrica Italiana Carburatori Weber in 1923 by
Edoardo Weber (18891945). Weber carburetors were tted to
standard production cars and factory racing
applications on automotive marques such as Abarth, Alfa Romeo,
Aston Martin, BMW, Caterham, Ferrari,
Fiat, Ford, Lamborghini, Lancia, Lotus, Maserati, Porsche,
Renault, Triumph and VW. Weber carburetors
were produced in Bologna, Italy up until around 1990 when
production was transferred to Madrid, Spain,
where they continue to be produced today.
The prex number on the DCOE, e.g., 40 DCOE, is the diameter of
the throttle plate (the throttle
bore) in mm; DC means doppio corpo (double throat); O means
orizzontale (horizontal); E means it is a
die cast carburetor; and the number or number and letter sux is
the variation type (e.g., 40 DCOE151).
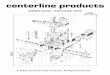
An example of a 40 DCOE is shown in Figure 1, while a parts
diagram is shown in Figure 2 with the parts
description given in Table 1.
Figure 2: A parts diagram for a Weber 45 DCOE carburetors. The
number key for selected parts is
given in Table 1.
http://cnx.org/content/m37431/1.2/
-
OpenStax-CNX module: m37431 3
Part Number in Figure 2
Filter 3
Jet inspection cover 4
Needle valve 8
Float 9
Emulsion tube holder 10
Air corrector jet 11
Idle jet holder 12
Emulsion tube 13
Main jet 15
Idle jet 16
Auxiliary venturi 17
Air horn 18
Main venturi 22
Air bypass screw 26
Throttle plate 33
Idle mixture screw 56
Pump jet 57
Starter air jet 74
Table 1: Selected parts key to Figure 2.
2 Determination of the correct venturi size
The most common issue with badly tuned Weber DCOE series
carburetors is the choice of the correct
carburetor. It is commonly (and incorrectly) assumed that 45s
will give more power than 40s because of
the larger carburetor barrel. However, it is not the barrel size
(i.e., 40 or 45) that determines the airow
and therefore potential horsepower, it is the size of the main
venturi or choke (22 in Figure 2 and Figure 3).
Selection of the correct main venturi size is the rst step prior
to selecting the carburetor. The size of the
venturi is embossed on the inside lip (see Figure 3).
http://cnx.org/content/m37431/1.2/
-
OpenStax-CNX module: m37431 4
Figure 3: A pair of DCOE venturis/chokes.
The purpose of the main venturi is to increase the vacuum acting
on the main jet (15 in Figure 2) in
order to draw in and atomize the fuel mixture in the most
eective manner. The smaller the main venturi,
the more eective this action is, but a smaller venturi will
inhibit ow. A large venturi may give more power
right at the top end of the power band, but will give this at
the expense of tractability at lower engine
speeds (rpm). Race cars will benet from this latter compromise,
but on a road car drivability is much more
important.
Figure 4 shows a chart that allows for the correct selection of
main venturi size for engines given the
engines capacity and the rpm at which it is expected to achieve
peak power. The rpm value primarily
depends on the choice of cam; however, it is necessary to ensure
that the rest of the engine is built to meet
the needs of that engine speed. For example, the use of double
springs on a pushrod engine or solid (rather
than pneumatic) lifters in an overhead cam engine.
http://cnx.org/content/m37431/1.2/
-
OpenStax-CNX module: m37431 5
Figure 4: Chart showing main venturi sizes for various engine
sizes and peak rpm ranges. The red line
is for a Formula Vauxhall Lotus, while the blue line is for a
Ford crossow powered Lotus Seven S3.
3 Calculation of the carburetor barrel size
Once the correct venturi size has been determined from Figure 4
it is a simple matter to determine which
carburetor is required. The ideal barrel size that will
accommodate the venturi size selected is calculated
according to (1). Table 2 shows a list of the main venturi size
available for common DCOE series carburetors.
(1)
DCOE carburetor Available venturi sizes (mm)
40 24 - 36
42 24 - 34
45 28 - 40
48 40 - 42
48/50SP 42 - 46
55SP 46 - 48
Table 2: The main venturi size available for common DCOE series
carburetors.
http://cnx.org/content/m37431/1.2/
-
OpenStax-CNX module: m37431 6
Example 1
Example 1: Using Figure 4 a 2000 cc Vauxhall/Opel engine giving
its maximum power at 7000
rpm will require a venturi size of 38 mm, and therefore an ideal
barrel size of 47.5 mm (i.e., 38 x
1.25). For this application 45 DCOE is the solution, since 38 mm
chokes are not available for 40s
or even larger carburetors (see Table 2).
Exercise 1 (Solution on p. 14.)
What venturi size will a 1600 cc Ford crossow engine require if
its maximum power is delivered
at 6500 rpm?
4 Main jet and air corrector size selection
Once the choice of venturi is made, the appropriate sizes of the
main jet and air corrector can be made. The
main jet (Figure 5) and air corrector (Figure 6) are positioned
either end of the emulsion tube (Figure 7),
which is located beneath the jet inspection cover (4 in Figure
2). Both main jets and air correctors are sized
in increments of 5, and the sizes are embossed on the outside of
both (e.g., Figure 5).
Figure 5: A pair of main jets.
http://cnx.org/content/m37431/1.2/
-
OpenStax-CNX module: m37431 7
Figure 6: A pair of air correctors.
Figure 7: Diagram of the main jet assembly for Weber DCOE
carburetors.
The main jet has an eect over the whole rev range, whereas
changing the air correction jet has more
eect at higher revs. Increasing the size of the main jet will
enrich the fuel mixture and visa versa. In
contrast, increasing the size of the air correction jet will
lean out the mixture. A summary of the results of
changes in the main and air correction jets is given in Figure
8.
http://cnx.org/content/m37431/1.2/
-
OpenStax-CNX module: m37431 8
Figure 8: The relationship between jet size and fuel
mixture.
The formula for the calculation of main jet size when the main
venturi size is known is (2). This will give
a 'safe' starting point for the main jet size. The air corrector
jet initial settings should be about 50 higher
than the main jet, (3).
(2)
(3)
Example 2
Using the results from Example 1 for the 2000 cc Vauxhall/Opel
engine, a venturi size of 38 mm
will calculate a main jet size of 152. Since main jets are sized
in increments of 5, so a main jet of
150 would be suitable, while the appropriate air corrector would
be 200. However, a main jet of
155 and air corrector of 205 could also be tried.
Exercise 2 (Solution on p. 14.)
What main jet and air corrector sizes will be needed for Ford
1600 cc crossow engine with a
venturi size of 30 mm? What if the venturi was increased to 32
mm?
5 Emulsion tube selection
The emulsion tube (Figure 7 and Figure 9) holds the main jet and
the air corrector, and is located (13 in
Figure 2) beneath the jet inspection cover (4 in Figure 2). The
size of the emulsion tube is dened by the
cylinder capacity. Table 3 shows suggested emulsion tube types
for a given single cylinder capacity.
http://cnx.org/content/m37431/1.2/
-
OpenStax-CNX module: m37431 9
Figure 9: An emulsion tube for a DCOE carburetor. The main jet
ts into the bottom while the air
corrector ts in the top.
Cylinder capacity (cc) Suggested emulsion tube
250 325 F11
275 400 F15
350 475 F9, F16
450 575 F2
Table 3: Suggested emulsion tube type for a given single
cylinder capacity.
Example 3
For a 2000 cc Vauxhall/Opel engine each cylinder capacity is 500
cc and a F2 emulsion tube would
be appropriate. However, a 2000 cc engine in just on the cusp of
change for emulsion tube type
between F16 and F2, if you already have F16 tubes, use them it
is not worth the expense of change,
they will just cause the main circuit to start marginally
earlier.
Exercise 3 (Solution on p. 14.)
What emulsion tube would be used for a 1600 cc Ford crossow
engine?
6 Idle Jet selection
Idle jets (Figure 10 and Figure 11) cause a lot of confusion;
although their name suggests that they govern
the idle mixture, this is not true. The idle mixture is actually
metered by the idle volume screws (56 in
Figure 2) mounted on top of each barrel. The function of the
idle jet is to control the progression between
closed throttle and the main jet circuit. As such it is
important to smooth progression between closed
throttle and acceleration and for part throttle driving. If this
circuit is too weak then the engine will stutter
or nosedive when opening the throttle, too rich and the engine
will hunt and surge especially when hot.
http://cnx.org/content/m37431/1.2/
-
OpenStax-CNX module: m37431 10
Figure 10: An example of an idle jet for a DCOE carburetor.
Figure 11: Diagram of idle jet assembly for a Weber DCOE
carburetor.
Idle jets have two numbers; the rst is the size of the fuel
orice (Figure 11), while the second `f' number,
is the air bleed (also known as the air drilling, see Figure
11). As with the emulsion tube, the idle jet is
chosen based upon the cylinder volume. Table 4 shows the
approximate idle jet sizes for given engine sizes;
this assumes one carburetor barrel per inlet port, i.e., two
DCOEs per 4 cylinder engine.
Engine size (cc) Idle jet size
1600 40/45
1800 45/50
2000 50/55
2100 55/60
Table 4: The idle jet sizes appropriate for a given engine
size.
http://cnx.org/content/m37431/1.2/
-
OpenStax-CNX module: m37431 11
For each size of idle jet there are a range of air bleed
alternatives available. The ones in normal use are
F2, F8, F9 and F6. Generally speaking start your selection with
an F9 air bleed. A full list of the various
`f' numbers as it relates the rich to lean running is shown in
Figure 12.
Figure 12: The most commonly used air size designations, running
from weak to rich. Those in most
normal use are shown in bold.
7 Setting the idle and slow running
Rough running at idle is normally due to the idle mixture and
balance settings between multiple carburetors
being incorrect. Before adjusting the carburetors it is
important to make sure that the following have been
checked:
The engine is at normal operating temperature. The throttle
return spring/mechanism is working properly. The engine has sucient
advance at the idle speed (between 12 and 16 ). As a starting point
the idlespeed for a modied engine on Webers is between 900 and 1100
rpm.
An accurate rev counter is used. There are no air leaks or
electrical faults.
The following represents a step-wise approach to the correct
setting of the idle. Reference to Figure 2 and
Figure 13 for the position of the appropriate screw
positions.
http://cnx.org/content/m37431/1.2/
-
OpenStax-CNX module: m37431 12
Figure 13: Diagram of Weber DCO type carburetor.
Step 1. If the carburetors are being tted for the rst time,
screw all of the idle mixture adjustment screws
(Figure 13 and 56 in Figure 2) fully in and then out 2.5
turns.
Step 2. Start the engine and let it reach normal operating
temperature. This may mean adjusting the idle
speed as the engine warms up. Set the idle as near as you can to
900 rpm.
Step 3. Spitting back through the back of the carburetor
normally indicates that the mixture is too weak, or
the timing is hopelessly retarded. If this happens when the
engine is warm and you know that the
timing is OK, then the mixture will need trimming richer on that
cylinder.
Step 4. Using an airow meter or carburetor synchronizer (Figure
14) adjust the balance mechanism between
the carburetors such that the ow of air is the same for each
carburetor. If the rearmost carburetor
(i.e., cylinders 3 and 4) is drawing less air than the front
(i.e., cylinders 1 and 2), turn the balance
screw in a clockwise direction to correct this. If it is drawing
more air, then turn the balance screw
anti-clockwise. If the idle speed varies, adjust it back to 900
rpm, to decrease idle speed screw in an
anti-clockwise direction, to increase, screw in a clockwise
direction.
Step 5. Once the carburetors have the same airow, turn the idle
mixture screw (Figure 13 and 56 in Figure 2)
for the number 1 cylinder anti-clockwise (which will make it
richer) in small increments (a quarter of
a turn is sucient). Allow 5 - 10 seconds for the engine to
settle after each adjustment. Note whether
engine speed increases or decreases. If it increases continue
turning in that direction and checking
for engine speed, then the moment that engine speed starts to
fall, back o a quarter of a turn. If
during this process the engine speed goes well over 1000 rpm,
then trim it down using the idle speed
screw, and re-adjust the idle mixture screw. If on the rst turn,
the engine speed decreases then turn
the mixture screw clockwise (which will make it weaker) in small
increments, again if engine speed
continues to rise, continue in that direction, then the moment
it starts to fall, back o a quarter a
turn. The mixture is correct when a quarter of a turn in either
direction causes the engine speed to
http://cnx.org/content/m37431/1.2/
-
OpenStax-CNX module: m37431 13
fall. If that barrel is spitting back then the mixture is too
weak, so start turning in an anti-clockwise
direction to richen.
Step 6. Repeat this process for the idle mixture screws for each
cylinder on each carburetor.
Step 7. After all the mixture screws have been set, the idle
should be fairly even with no discernible 'rocking'
of the engine, if the engine is pulsing, spitting or hunting
then the mixture screws will need further
adjustment. If the engine is rocking or shaking then the balance
is out, so revisit with the airow
meter/carburetor synchronizer.
Figure 14: A typical carburetor synchronizer tool/air ow
meter.
8 Bibliography
P. Braden, Weber Carburetors, Penguin Putnam (1988). D. Hammill,
How to Build and Power Tune Weber and Dellorto DCOE and DHLA
Carburettors,Veloce Publishing (2006).
A. K. Legg, Weber Carburettor Manual, Haynes Manuals (1996). J.
Passini, Weber Carburettors Tuning Tips and Techniques, Brooklands
Books (2008).
9 Resources
Carbs Unlimited, Inc., 727 22nd St NE, Auburn WA 98002,
www.carburetion.com1 . Pegasus Auto Racing Supplies, Inc., 2475 S
179th Street, New Berlin WI 53146, www.pegasusautoracing.com2.
Webcon UK Ltd., Dolphin Road, Sunbury, Middlesex TW16 7HE,
www.webcon.co.uk3 .
1
http://www.carburetion.com/
2
http://www.pegasusautoracing.com/
3
http://www.webcon.co.uk/
http://cnx.org/content/m37431/1.2/
-
OpenStax-CNX module: m37431 14
Solutions to Exercises in this Module
Solution to Exercise (p. 6)
Using Figure 4 a 1600 cc Ford crossow engine giving its maximum
power at 6500 rpm will require a venturi
size of 31 mm. However, since come in even numbered sizes, then
either 30 mm or 32 mm venturi would
be chosen. From this choice an ideal barrel size of 37.5 40 mm
(i.e., 30 x 1.25 and 32 x 1.25) would be
calculated and hence 40 DCOE is the ideal solution, even though
30 mm and 32 mm venturis are available
for 45 DCOE.
Solution to Exercise (p. 8)
A Ford 1600 cc crossow engine with a venturi size of 30 mm will
use a calculated main jet size of 120 with
an air corrector of 170. The alternative 32 mm venturi would
require a main jet of either 125 or 130, with
either 175 or 180 air correctors, respectively.
Solution to Exercise (p. 9)
For the 1600 cc Ford crossow engine each cylinder capacity is
400 cc and the emulsion tube could be F9 or
F16, or marginally F15. Generally, F16 is a good, `safe', choice
in most applications of this size of engine.
http://cnx.org/content/m37431/1.2/

















![[Automotive - Workshop Manual]Weber Carburetors](https://img.pdfslide.us/doc/110x75/5529f31c5503466e6e8b4622/automotive-workshop-manualweber-carburetors.jpg)








