Embed Size (px)
Citation preview

SIMULACIÓN DE LA METALURGIA SECUNDARIA Guía del Usuario
Versión 2.0
ÍNDICE
1. INTRODUCCIÓNYCONDICIONESGENERALESDEUSO..........................................................4
2. LONUEVOENESTAVERSIÓN.........................................................................................................42.1 CAMBIOSENLAINTERFAZDEUSUARIOYENELDISEÑO...............................................................................42.2 MODIFICACIONESTÉCNICAS................................................................................................................................5
3. INTRODUCCIÓNALAMETALURGIASECUNDARIA..................................................................6
4. OBJETIVOSDELASIMULACIÓN.....................................................................................................8
5. DISPOSICIÓNDELAPLANTAYDESCRIPCIÓN..........................................................................8
6. OPCIONESDELASIMULACIÓN.......................................................................................................96.1 NIVELESDEUSUARIO............................................................................................................................................96.1.1 Nivel:EstudianteUniversitario..........................................................................................................96.1.2 Nivel:EspecialistasdelaIndustriadelAcero............................................................................9
6.2 VELOCIDADDELASIMULACIÓN.......................................................................................................................106.3 GRADODEACEROFINAL...................................................................................................................................10
7. PLANIFICACIÓNDESUSECUENCIA............................................................................................127.1 COMPOSICIÓN......................................................................................................................................................137.2 TEMPERATURA....................................................................................................................................................167.2.1 CálculodelaTemperaturadelaFaseLiquida(Liquidus)..............................................17
8. INTERFAZDEUSUARIO.................................................................................................................178.1 TRANSPORTEDELACUCHARA..........................................................................................................................178.1.1 CarrosPorta-Cuchara...........................................................................................................................17
8.2 PANELDECONTROL...........................................................................................................................................188.2.1 AdicióndeAleantes................................................................................................................................198.2.2 PaneldeControldelaEstacióndeLavadoconArgon.......................................................218.2.3 PaneldeControldelDesgasificadorporRecirculación...................................................228.2.4 PaneldeControldelCAS-OB.............................................................................................................238.2.5 PaneldeControldelHornoCuchara............................................................................................248.2.6 PaneldeControldelTanqueDesgasificador..........................................................................248.2.7 SolicituddelAnálisisQuímico..........................................................................................................25
8.3 RESULTADOSDELASIMULACIÓN....................................................................................................................258.3.1 VisualizacióndelRegistrodeEventos.........................................................................................26
9. TEORÍASCIENTÍFICASSUBYACENTES.....................................................................................269.1 CÁLCULODELASADICIONESDEALEANTES...................................................................................................26
9.1.1 CalculodeAdicionesparaLograrlaComposiciónFinal..................................................279.2 DESOXIDACIÓN....................................................................................................................................................299.2.1 CálculodelasAdicionesdeAl...........................................................................................................30
9.3 DECARBURACIÓN................................................................................................................................................319.3.1 TermodinámicadelaDecarburación.........................................................................................319.3.2 CinéticadelaDescarburación.........................................................................................................32
9.4 DESULFURACIÓN.................................................................................................................................................349.4.1 EscoriaDesulfurante.............................................................................................................................349.4.2 Desoxidación..............................................................................................................................................359.4.3 AgitaciónenelTanqueDesgasificador......................................................................................35
9.5 ELIMINACIÓNDELHIDRÓGENO........................................................................................................................379.5.1 Termodinámica........................................................................................................................................379.5.2 CinéticadelaEliminacióndeHidrógeno...................................................................................37
9.6 AGITACIÓNENLACUCHARA.............................................................................................................................399.7 RECALENTAMIENTOELÉCTRICO......................................................................................................................399.8 LIMPIEZADELACERO.........................................................................................................................................40
10. BIBLIOGRAFÍA..................................................................................................................................42
© World Steel Association World Steel Association Avenue de Tervueren 270 B-1150 Bruselas Bélgica
Guía del Usuario 4
1. INTRODUCCIÓN Y CONDICIONES GENERALES DE USO
Este documento ha sido preparado como una guía del usuario para la simulación de la metalurgia secundaria, disponible en http://www.steeluniversity.org/. La simulación
interactiva ha sido diseñada como una herramienta educativa y de capacitación tanto
para los estudiantes de la metalurgia de metales ferrosos como para los empleados de la
industria del acero.
La información contenida tanto en este documento como en el sitio web de referencia es
provista de buena fe pero no implica garantía, representación, declaración u obligación
alguna ya sea respecto de dicha información o de cualquier información en cualquier otro
sitio web vinculado al sitio web de referencia, a través de un hipertexto u otros enlaces
(inclusive de toda garantía, representación, declaración u obligación de que toda
información o el uso de dicha información, ya sea en este sitio web o en cualquier otro sitio
web, cumple con la legislación local o nacional o con los requisitos de cualquier ente/s
regulador o fiscalizador) y cualquier garantía, representación, declaración u obligación que
puede provenir de un estatuto, o costumbre o por otra parte, se encuentra expresamente
excluida según la presente. El uso de cualquier información del presente documento queda
bajo estricta responsabilidad del usuario. Bajo ningún concepto, el International Iron and
Steel Institute, World Steel Association sus asociados se responsabilizarán por el costo,
pérdida, gastos o daños y perjuicios (sean los mismos directos o indirectos, consecuencia
de, especiales, económicos o financieros, incluyendo el lucro cesante) en que se pudiese
incurrir como consecuencia del uso de toda información incluida en este documento.
Nada de lo que contiene este documento será considerado como un asesoramiento de
naturaleza técnica o financiera que pudiera influir o no de alguna manera u otra.
2. LO NUEVO EN ESTA VERSIÓN
Esta simulación fue originalmente lanzada en Agosto del año 2002 y ha sido
sustancialmente mejorada en 2014.
2.1 Cambios en la Interfaz de Usuario y en el Diseño • La velocidad de la simulación puede ahora cambiarse en cualquier momento durante
la simulación, a diferencia de la versión anterior donde se elegía un valor fijo antes
de comenzar. Esto le permitirá desacelerar la simulación en los puntos críticos
durante la toma de decisiones y acelerarla en cualquier otra instancia. Sin embargo,
la velocidad de simulación será, por defecto, de “×8” cuando el equipo esté en
Guía del Usuario 5
funcionamiento (por ejemplo: el volcado del convertidor, carro-porta cuchara,
movimiento de la grúa, etc.). Posteriormente, al finalizar la etapa, se restituye al valor
original definido por el usuario. La velocidad se selecciona a través de un menú
desplegable ubicado en el margen superior izquierdo de la pantalla;
• El nivel “Supervisor de la Industria del Acero” ha sido eliminado;
• Adiciones de aleantes: permite el ingreso de datos por teclado a través del campo de
texto;
• La opción "Reiniciar simulación" ahora es más confiable;
• El panel de control ahora puede abrirse presionando teclas;
• Se han incluido cambios, dentro del registro de eventos, en los parámetros agitación
con Ar (argón), soplado de O2, parámetros de potencia del horno de arco eléctrico
(EAF), etc. Esto facilita el análisis, diagnóstico y repetición de las ejecuciones de la
simulación;
• Al finalizar la simulación, usted podrá ahora ver la “evolución” de la composición y la
temperatura – es decir, como cambian ambos valores con el tiempo durante la
simulación;
• Elabore su propio grado de acero. Copiando y editando un archivo de datos en su
computadora o servidor Web, usted podrá ingresar sus propios valores dentro de la
simulación. Por supuesto, no garantizamos los resultados de composiciones de
acero no convencionales, etc.
• Se puede acceder al análisis químico más reciente presionando una sola tecla. Si se
presiona la tecla por segunda vez se iniciará un nuevo análisis químico;
• Los conflictos entre las ventanas de diálogo de alerta y el panel de control han sido
eliminados;
• Los diseños de la grúa y el carro porta-cuchara han sido modificados;
• Se proporciona una pantalla que muestra las hipótesis subyacentes y las
simplificaciones;
• Se agregó el sonido propio de los equipos;
2.2 Modificaciones Técnicas • El grado de acero de construcción mecánica ha sido modificado al tipo AISI 4140;
• La composición del acero de ultra-bajo carbono con TiNb ha sido modificada;
Guía del Usuario 6
• La cantidad de adiciones de aleantes ha sido reducida, los componentes Cu y Sn
fueron eliminados de todos los grados;
• Se especifica una cuchara de 100 toneladas para grados enviados a las máquinas
de colada de tochos y palanquillas. Los grados que se envían a la máquina de
colada de planchones continúan utilizando cucharas de 250 toneladas;
• Para el “nivel técnico de la industria del acero”, puede ocurrir un cambio en el tiempo
de entrega en la máquina de colada;
• El modelo termo-químico ha sido ligeramente mejorado;
• La tasa de recuperación del Ca ha sido reducida al 15%.
3. INTRODUCCIÓN A LA METALURGIA SECUNDARIA
A lo largo del último par de décadas, se han producido cambios importantes en las prácticas
siderúrgicas.
La acería tradicional comprendía la transferencia directa del acero líquido a través de una
cuchara desde el convertidor LD (BOS) o desde el horno de arco eléctrico (EAF) a la nave
de colada donde el acero era colado en lingotes. En este proceso sólo era posible un control
grosero de la composición y de la temperatura.
En la década del ‘50 se realizaron los primeros intentos de eliminar el hidrógeno mediante el
proceso de desgasificación por vacío. Más recientemente, los desgasificadores por vacío
han sido utilizados para producir aceros de ultra bajo carbono (ULC) con un contenido de
carbono menor a 30 ppm (0.003 wt%). Existen dos tipos principales de desgasificadores:
por recirculación y sin recirculación. Los sistemas por recirculación incluyen al
desgasificador RH (Ruhrstahl-Heraeus), donde el acero líquido circula a través de la
unidad que emplea argón como gas elevador a fin de reducir la densidad aparente del
acero. En los sistemas sin recirculación, tales como el tanque desgasificador, el argón se
usa como gas de agitación.
Los métodos por los cuales se hacen las adiciones de aleantes y fundentes a fin de corregir
las composiciones del acero y/o modificar las inclusiones, también se han extendido y ahora
incluyen la alimentación por alambre tubular, adiciones de polvo, etc. El proceso CAS-OB
(Ajuste de la composición por burbujeo sellado de argón - soplado de oxígeno) es una forma
conveniente de realizar adiciones de aleantes en una atmósfera inerte, mejorando así la
limpieza del acero y la ‘tasa de recuperación’ de los componentes agregados. La tasa de
Guía del Usuario 7
recuperación es la cantidad del elemento agregado que realmente aumenta la composición
del acero en lugar de perderse en la escoria, la atmósfera, etc.)
Teniendo en cuenta que muchos procesos de la metalurgia secundaria conducen a cambios
significativos de temperatura, con frecuencia es necesario recalentar el acero en la cuchara
entre un proceso y otro y/o antes de la colada. Normalmente se utilizan los siguientes dos
métodos: recalentamiento eléctrico a través del horno cuchara y recalentamiento químico
por inyección de oxígeno y aluminio (o silicio), que reaccionan exotérmicamente para
generar calor.
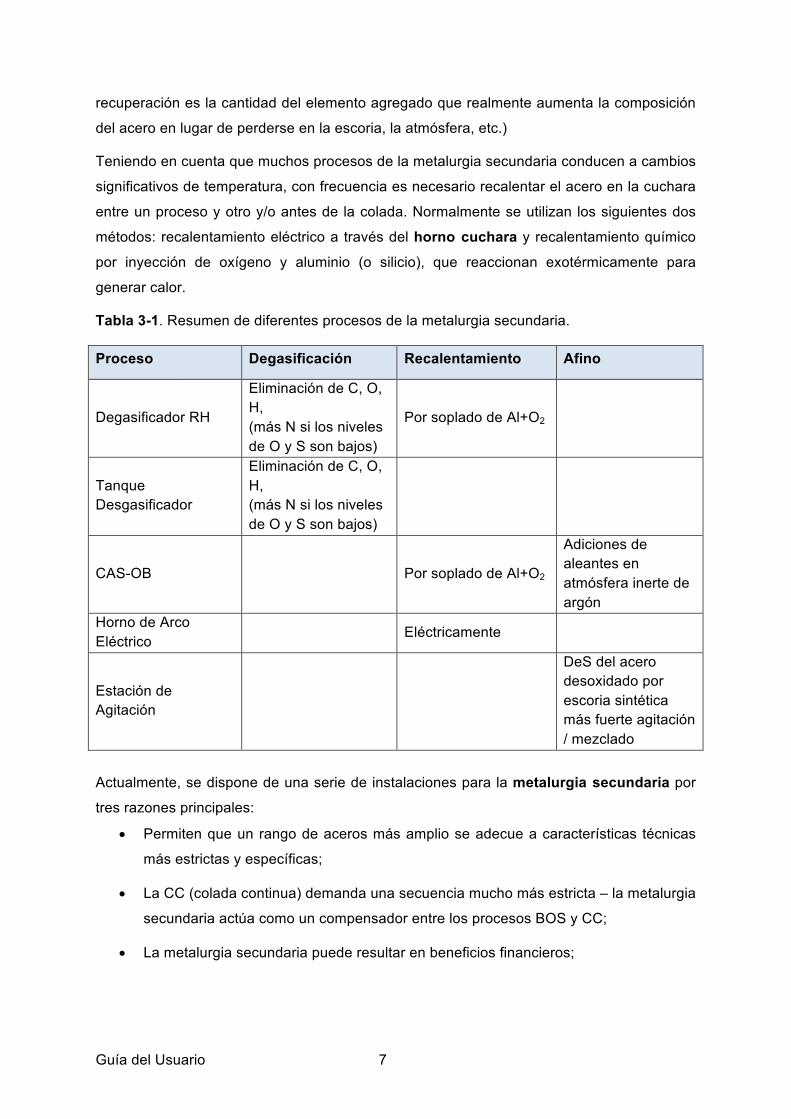
Tabla 3-1. Resumen de diferentes procesos de la metalurgia secundaria.
Proceso Degasificación Recalentamiento Afino
Degasificador RH
Eliminación de C, O, H, (más N si los niveles de O y S son bajos)
Por soplado de Al+O2
Tanque Desgasificador
Eliminación de C, O, H, (más N si los niveles de O y S son bajos)
CAS-OB Por soplado de Al+O2
Adiciones de aleantes en atmósfera inerte de argón
Horno de Arco Eléctrico Eléctricamente
Estación de Agitación
DeS del acero desoxidado por escoria sintética más fuerte agitación / mezclado
Actualmente, se dispone de una serie de instalaciones para la metalurgia secundaria por
tres razones principales:
• Permiten que un rango de aceros más amplio se adecue a características técnicas
más estrictas y específicas;
• La CC (colada continua) demanda una secuencia mucho más estricta – la metalurgia
secundaria actúa como un compensador entre los procesos BOS y CC;
• La metalurgia secundaria puede resultar en beneficios financieros;

Guía del Usuario 8
Esta simulación interactiva tiene por objetivo mostrar algunos de los controles clave del
proceso en la metalurgia secundaria.
4. OBJETIVOS DE LA SIMULACIÓN
El objetivo de la simulación es tomar el control de una cuchara de acero líquido desde el
Convertidor LD (BOF) y transportarla a la máquina de colada apropiada en el tiempo, composición, temperatura e inclusiones especificados.
Usted también deberá apuntar a minimizar el costo de toda la operación.
5. DISPOSICIÓN DE LA PLANTA Y DESCRIPCIÓN
Gráfico 5-1. Recorte de pantalla que muestra la disposición de la planta usada en la
simulación.
Los carros porta-cuchara corren sobre una serie de rieles paralelos desde el convertidor
BOF hasta las naves de colada. Dos grúas, una en cada nave, son utilizadas para levantar
la cuchara entre los carros porta-cucharas.
La disposición de la planta en la simulación es la que muestra el Gráfico. Al comienzo de la
simulación, el acero es vertido en la cuchara desde el Convertidor LD (BOF), que se
Guía del Usuario 9
encuentra en actividad. (El segundo convertidor, que se encuentra sombreado, está
inactivo).
La cuchara es trasladada desde el convertidor LD (BOF) en un carro porta-cuchara. La
primera parada es la estación de agitación, donde el Ar (argón) puede ser inyectado
dentro de la cuchara a fin de homogeneizar su composición y temperatura.
El desgasificador por recirculación, CAS-OB y el horno cuchara aún están todos
situados por encima de sus respectivos rieles, de tal forma que la cuchara puede
posicionarse por debajo de los mismos en un carro porta-cuchara. Se necesita una grúa
para izar la cuchara entre los carros.
Se accede al tanque desgasificador bajando la cuchara directamente con la grúa 1.
Las tres máquinas de colada están situadas al frente de la planta y la cuchara es enviada a
las máquinas mediante la grúa 2. Usted deberá asegurarse de enviar la cuchara a la unidad
de colada especificada.
6. OPCIONES DE LA SIMULACIÓN
6.1 Niveles de Usuario La simulación ha sido desarrollada con la finalidad de ser utilizada por dos grupos de
usuarios diferentes:
• Estudiantes universitarios de metalurgia, ciencia de los materiales y otras disciplinas
de la ingeniería.
• Especialistas de la industria del acero.
6.1.1 Nivel: Estudiante Universitario En este nivel se espera que el usuario aborde el problema científicamente, utilizando las
teorías termodinámicas y cinéticas pertinentes para la toma de decisiones ante las
diferentes opciones de procesamiento.
Por ejemplo, el usuario necesitará calcular la cantidad de adiciones de aleantes a realizar,
los tiempos de desgasificación, las fluctuaciones de temperatura, etc.
En este nivel no habrá problemas operativos que resolver y la planificación será
relativamente sencilla.
6.1.2 Nivel: Especialistas de la Industria del Acero En este nivel se espera que el usuario aborde el problema científicamente. Sin embargo,
también podrá experimentar una serie de problemas operativos que requerirán de
Guía del Usuario 10
determinados ajustes en su planificación y de su experiencia en la toma de decisiones
rápidas.
Algunos ejemplos típicos de estos problemas operativos con los que se podría enfrentar son
los cambios en el tiempo requerido para la colada, fallas o no disponibilidad de ciertos
equipos de la acería, fallas o no disponibilidad de los carros porta-cucharas, demoras en los
resultados del análisis químico, entre otros.
6.2 Velocidad de la Simulación La simulación puede ejecutarse a una velocidad que varía entre ×1 y ×64. La velocidad
puede cambiarse en cualquier momento durante la simulación. Sin embargo, cuando la
planta está en pleno funcionamiento (volcado del convertidor, grúas, carros porta-cuchara,
etc.) la simulación tendrá un valor por defecto ×8. Al finalizar, la velocidad volverá
automáticamente al valor establecido con anterioridad.
6.3 Grado de Acero Final Esta simulación incluye una serie de diferentes grados de acero para ilustrar una variedad
de opciones de procesamiento.
El grado de acero para la construcción de aplicación general es un grado relativamente
no específico, que requiere de un procesamiento mínimo, y por lo tanto se recomienda para
los usuarios noveles. Su principal tarea será garantizar los niveles correctos de adiciones
de aleantes.
El acero de ultra bajo carbono con TiNb para carrocerías de automóviles tiene una
concentración de carbono menor a 0.0035%C a fin de optimizar la conformabilidad. La
misma es de aproximadamente un décimo de los niveles de carbono generalmente
presentes al final de la metalurgia primaria. Por lo tanto, su principal prioridad será elegir y
controlar la unidad de metalurgia secundaria apropiada para eliminar eficazmente el exceso
de carbono.
El acero para tuberías de distribución de gas requiere de un grado muy específico, ya que
la combinación de alta resistencia y tenacidad a la fractura necesita de niveles de impurezas
(S, P, H, O y N) e inclusiones extremadamente bajos. Sólo se recomienda utilizar este grado
a los usuarios más experimentados.
El acero de construcción mecánica es un acero termotratable, de bajo grado de aleación.
Este acero contiene importantes adiciones de Cr y Mo y también requiere una baja
concentración de hidrógeno.
Guía del Usuario 11
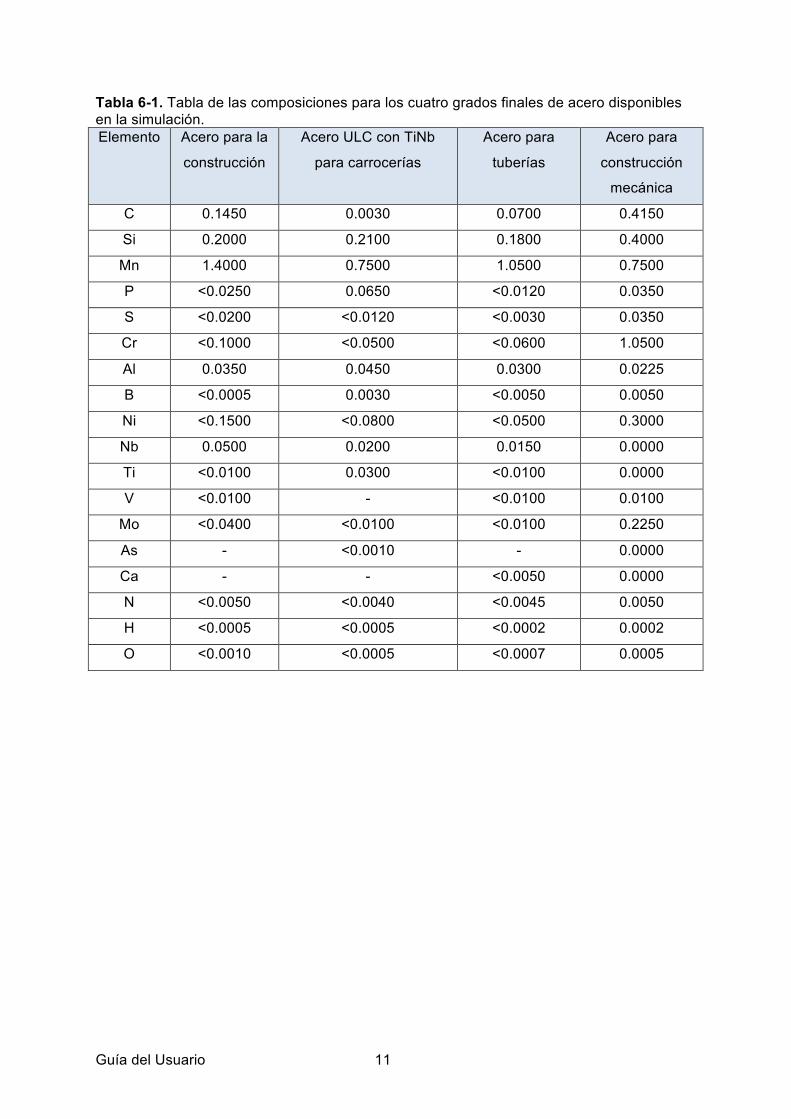
Tabla 6-1. Tabla de las composiciones para los cuatro grados finales de acero disponibles en la simulación. Elemento Acero para la
construcción
Acero ULC con TiNb
para carrocerías
Acero para
tuberías
Acero para
construcción
mecánica
C 0.1450 0.0030 0.0700 0.4150
Si 0.2000 0.2100 0.1800 0.4000
Mn 1.4000 0.7500 1.0500 0.7500
P <0.0250 0.0650 <0.0120 0.0350
S <0.0200 <0.0120 <0.0030 0.0350
Cr <0.1000 <0.0500 <0.0600 1.0500
Al 0.0350 0.0450 0.0300 0.0225
B <0.0005 0.0030 <0.0050 0.0050
Ni <0.1500 <0.0800 <0.0500 0.3000
Nb 0.0500 0.0200 0.0150 0.0000
Ti <0.0100 0.0300 <0.0100 0.0000
V <0.0100 - <0.0100 0.0100
Mo <0.0400 <0.0100 <0.0100 0.2250
As - <0.0010 - 0.0000
Ca - - <0.0050 0.0000
N <0.0050 <0.0040 <0.0045 0.0050
H <0.0005 <0.0005 <0.0002 0.0002
O <0.0010 <0.0005 <0.0007 0.0005
Guía del Usuario 12
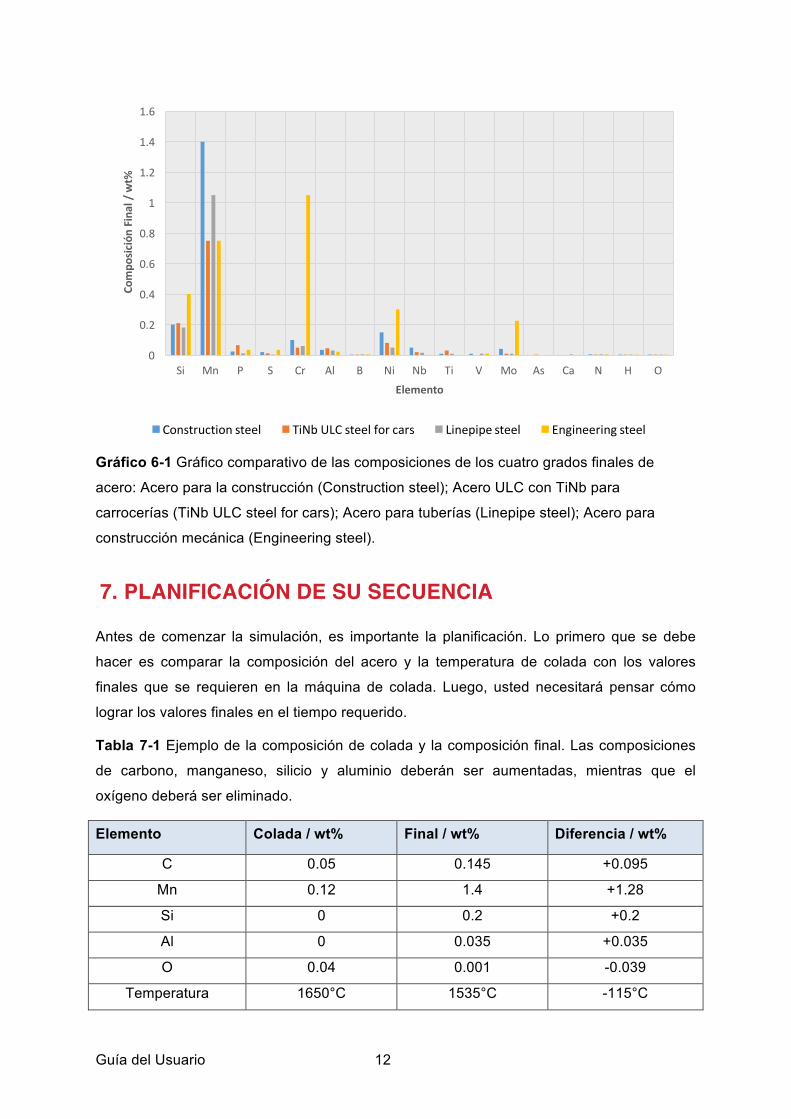
Gráfico 6-1 Gráfico comparativo de las composiciones de los cuatro grados finales de
acero: Acero para la construcción (Construction steel); Acero ULC con TiNb para
carrocerías (TiNb ULC steel for cars); Acero para tuberías (Linepipe steel); Acero para
construcción mecánica (Engineering steel).
7. PLANIFICACIÓN DE SU SECUENCIA
Antes de comenzar la simulación, es importante la planificación. Lo primero que se debe
hacer es comparar la composición del acero y la temperatura de colada con los valores
finales que se requieren en la máquina de colada. Luego, usted necesitará pensar cómo
lograr los valores finales en el tiempo requerido.
Tabla 7-1 Ejemplo de la composición de colada y la composición final. Las composiciones
de carbono, manganeso, silicio y aluminio deberán ser aumentadas, mientras que el
oxígeno deberá ser eliminado.
Elemento Colada / wt% Final / wt% Diferencia / wt%
C 0.05 0.145 +0.095
Mn 0.12 1.4 +1.28
Si 0 0.2 +0.2
Al 0 0.035 +0.035
O 0.04 0.001 -0.039
Temperatura 1650°C 1535°C -115°C
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
Si Mn P S Cr Al B Ni Nb Ti V Mo As Ca N H O
Compo
siciónFina
l/wt%
Elemento
Constructionsteel TiNbULCsteelforcars Linepipesteel Engineeringsteel
Guía del Usuario 13
7.1 Composición Se deberán agregar algunos elementos a fin de lograr la composición final. A continuación
se detallan las preguntas clave que deberá responder:
• ¿Qué aditivo/s puede utilizar para lograr la composición final?
• ¿Qué cantidad de aditivo (en kg) será necesaria?
• ¿Afectará este aditivo a otros elementos? Si la respuesta es afirmativa, ¿a cuántos?
• ¿Dónde y cuándo se deberá realizar la adición?
• ¿Cómo afectarán las adiciones al costo, la temperatura y la limpieza del acero?
Para mayor ayuda en el cálculo de las adiciones de aleantes, ver la Sección 9.1 “Cálculo de
las adiciones de aleantes”.
Guía del Usuario 14
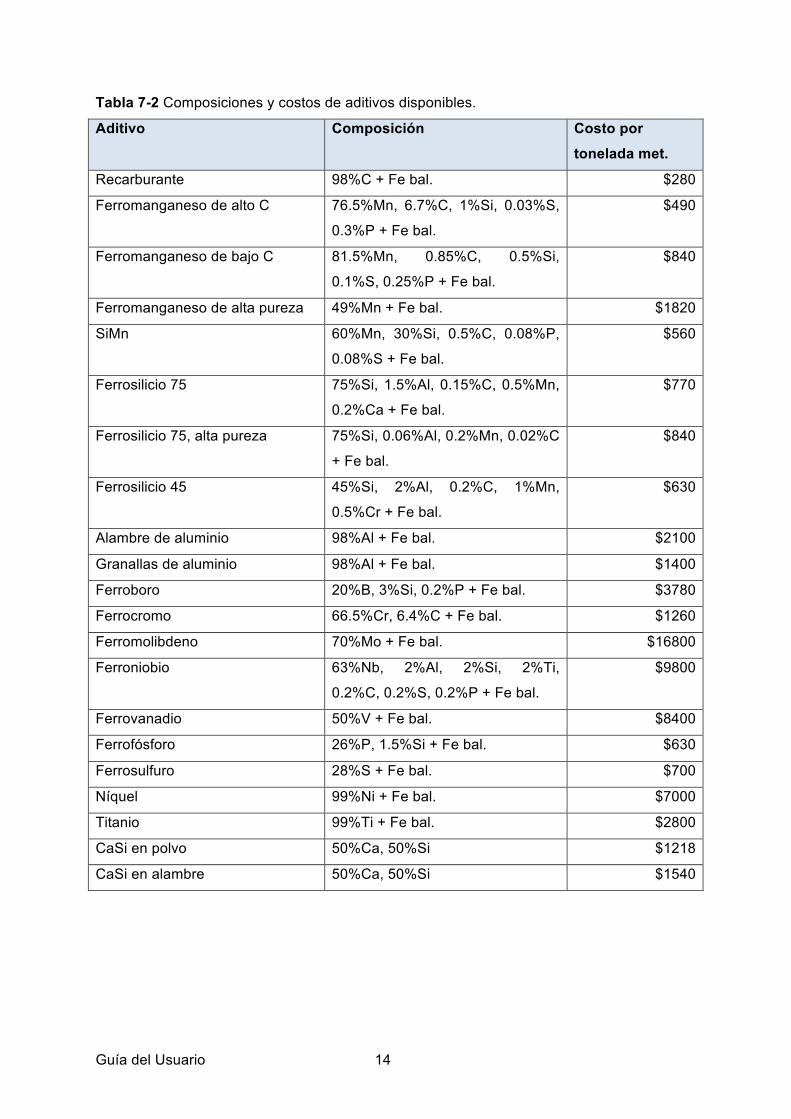
Tabla 7-2 Composiciones y costos de aditivos disponibles.
Aditivo Composición Costo por tonelada met.
Recarburante 98%C + Fe bal. $280
Ferromanganeso de alto C 76.5%Mn, 6.7%C, 1%Si, 0.03%S,
0.3%P + Fe bal.
$490
Ferromanganeso de bajo C 81.5%Mn, 0.85%C, 0.5%Si,
0.1%S, 0.25%P + Fe bal.
$840
Ferromanganeso de alta pureza 49%Mn + Fe bal. $1820
SiMn 60%Mn, 30%Si, 0.5%C, 0.08%P,
0.08%S + Fe bal.
$560
Ferrosilicio 75 75%Si, 1.5%Al, 0.15%C, 0.5%Mn,
0.2%Ca + Fe bal.
$770
Ferrosilicio 75, alta pureza 75%Si, 0.06%Al, 0.2%Mn, 0.02%C
+ Fe bal.
$840
Ferrosilicio 45 45%Si, 2%Al, 0.2%C, 1%Mn,
0.5%Cr + Fe bal.
$630
Alambre de aluminio 98%Al + Fe bal. $2100
Granallas de aluminio 98%Al + Fe bal. $1400
Ferroboro 20%B, 3%Si, 0.2%P + Fe bal. $3780
Ferrocromo 66.5%Cr, 6.4%C + Fe bal. $1260
Ferromolibdeno 70%Mo + Fe bal. $16800
Ferroniobio 63%Nb, 2%Al, 2%Si, 2%Ti,
0.2%C, 0.2%S, 0.2%P + Fe bal.
$9800
Ferrovanadio 50%V + Fe bal. $8400
Ferrofósforo 26%P, 1.5%Si + Fe bal. $630
Ferrosulfuro 28%S + Fe bal. $700
Níquel 99%Ni + Fe bal. $7000
Titanio 99%Ti + Fe bal. $2800
CaSi en polvo 50%Ca, 50%Si $1218
CaSi en alambre 50%Ca, 50%Si $1540
Guía del Usuario 15
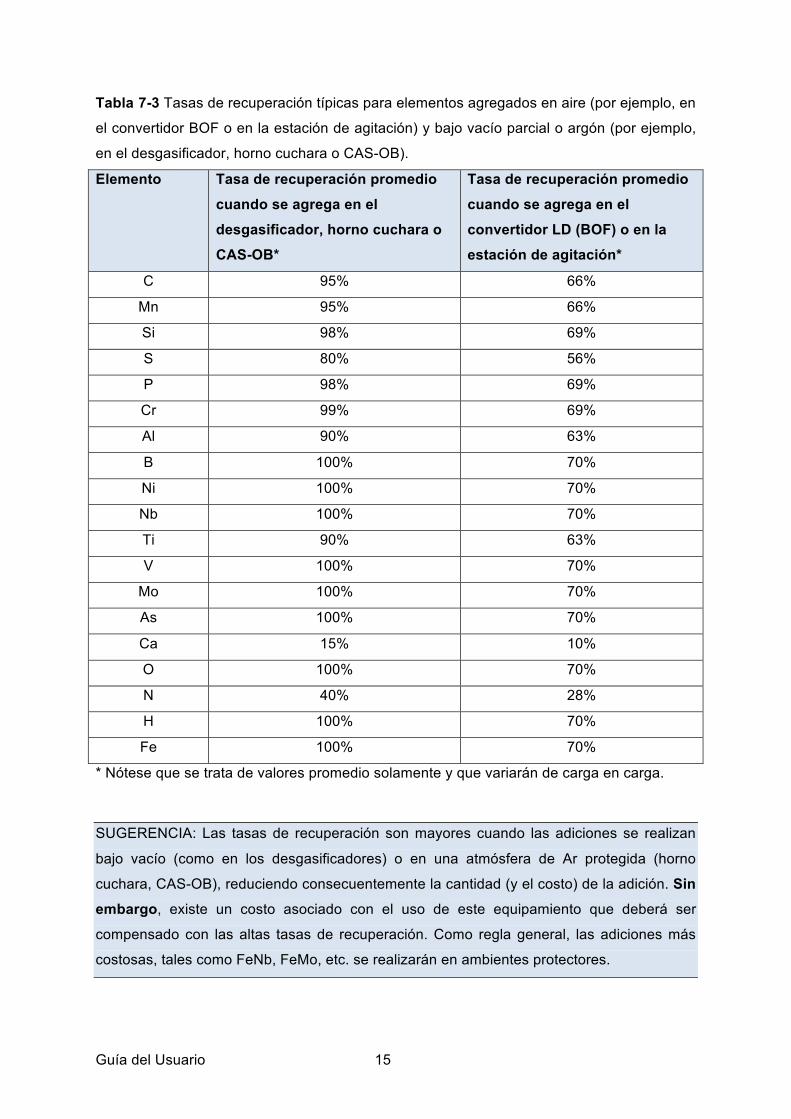
Tabla 7-3 Tasas de recuperación típicas para elementos agregados en aire (por ejemplo, en
el convertidor BOF o en la estación de agitación) y bajo vacío parcial o argón (por ejemplo,
en el desgasificador, horno cuchara o CAS-OB).
Elemento
Tasa de recuperación promedio cuando se agrega en el desgasificador, horno cuchara o CAS-OB*
Tasa de recuperación promedio cuando se agrega en el convertidor LD (BOF) o en la estación de agitación*
C 95% 66%
Mn 95% 66%
Si 98% 69%
S 80% 56%
P 98% 69%
Cr 99% 69%
Al 90% 63%
B 100% 70%
Ni 100% 70%
Nb 100% 70%
Ti 90% 63%
V 100% 70%
Mo 100% 70%
As 100% 70%
Ca 15% 10%
O 100% 70%
N 40% 28%
H 100% 70%
Fe 100% 70%
* Nótese que se trata de valores promedio solamente y que variarán de carga en carga.
SUGERENCIA: Las tasas de recuperación son mayores cuando las adiciones se realizan
bajo vacío (como en los desgasificadores) o en una atmósfera de Ar protegida (horno
cuchara, CAS-OB), reduciendo consecuentemente la cantidad (y el costo) de la adición. Sin embargo, existe un costo asociado con el uso de este equipamiento que deberá ser
compensado con las altas tasas de recuperación. Como regla general, las adiciones más
costosas, tales como FeNb, FeMo, etc. se realizarán en ambientes protectores.
Guía del Usuario 16
Otros elementos, tales como el carbono, oxígeno, azufre, hidrógeno, fósforo y nitrógeno
necesitarán ser eliminados a fin de lograr la composición final.
Eliminación de diferentes elementos.
• ¿Qué proceso, o secuencia de procesos es el más efectivo para la eliminación del
elemento en cuestión?
• ¿Cuáles son las principales variables del proceso (tales como la potencia de
agitación, la composición química de la escoria y su peso, soplado de oxígeno, etc.)
y cómo afectan la eliminación?
• ¿Afecta la composición actual y/o temperatura del acero la cinética? Si la respuesta
es afirmativa, ¿en qué medida la afectan?
7.2 Temperatura A fin de que la cuchara llegue a la máquina de colada con la temperatura correcta, es
importante poder calcular los efectos de los diferentes procesos en la temperatura de la
cuchara.
1. Colada: la temperatura del acero bajará a aproximadamente 60°C durante la colada.
(Nótese que esto se acelera en la simulación a fin de ahorrar tiempo.)
2. Bajo condiciones normales, tales como los tiempos de detención de la cuchara y de
transporte de la misma, el acero se enfría a 0.5°C min-1, aproximadamente.
3. Para la mayoría de las adiciones de aleantes, cada tonelada métrica (1000 kg)
agregada, resulta en una caída adicional de temperatura de aproximadamente 6°C.
4. La desoxidación por acción del aluminio es muy exotérmica. Por cada 100 kg de
aluminio que reacciona1 con el oxígeno, se espera un aumento de la temperatura de
12°C. El aluminio también puede agregarse mediante inyección de oxígeno en el
desgasificador por recirculación o CAS-OB para lograr el recalentamiento químico.
Nuevamente, se espera un aumento de la temperatura en 12°C por cada 100 kg de
aluminio que reacciona con el oxígeno.
5. El acero en la cuchara podrá también recalentarse eléctricamente en el horno
cuchara. En su máxima potencia, la velocidad de recalentamiento es de
aproximadamente 3°C min-1.
1 Sin embargo, tenga en cuenta que no todo el aluminio añadido reaccionará con oxígeno; debe
incluir la tasa de recuperación de aluminio en cualquier cálculo.
Guía del Usuario 17
6. Agitar la cuchara por burbujeo de Ar aumenta la velocidad de enfriamiento en
aproximadamente 1.5°C min-1.
Si se calcula cuidadosamente el tiempo total desde el convertidor LD (BOF) hasta la
máquina de colada, la pérdida de temperatura por las adiciones de aleantes, más
cualquier tipo de recalentamiento (eléctrico o químico), deberá ser posible calcular la
temperatura del acero en la máquina de colada.
7.2.1 Cálculo de la Temperatura de la Fase Liquida (Liquidus) Es imperioso evitar que la temperatura del baño de acero caiga por debajo de la
temperatura de la fase líquida (es decir, la temperatura en que el acero comienza a
solidificarse). La temperatura de la fase líquida, Tliq, depende en gran medida de la
composición y puede calcularse a partir de las siguientes ecuaciones:
Para C < 0.5%:
𝑇"#$ = 1537 − 73.1%C − 4%Mn − 14%Si − 45%S − 30%P − 1.5%Cr − 2.5%Al
− 3.5%Ni − 4%V − 5%Mo 7-1
Para C > 0.5%:
𝑇"#$ = 1531– 61.5%C − 4%Mn − 14%Si − 45%S − 30%P − 1.5%Cr − 2.5%Al
− 3.5%Ni − 4%V − 5%Mo 7-2
8. INTERFAZ DE USUARIO
En esta sección se describen los “mecanismos” básicos para ejecutar la simulación, por
ejemplo, cómo mover la cuchara, cómo hacer las adiciones de aleantes, cómo controlar las
diversas piezas del equipamiento, etc.
Las relaciones científicas subyacentes (química, termodinámica, cinética de reacción, etc.)
que usted necesitará usar a fin de calcular las cantidades de aleantes, parámetros de los
procesos, etc. se describen en la Sección 9.
8.1 Transporte de la cuchara La cuchara se mueve alrededor de la planta por medio de un sistema de carros portacuchara que corren sobre rieles paralelos entre el convertidor BOF y la nave de
colada, y un par de grúas, una en cada nave. No existe un impacto en el costo asociado
con los carros porta-cuchara.
8.1.1 Carros Porta-Cuchara

Guía del Usuario 18
Cada carro porta-cuchara se desliza en sus respectivos rieles cuando se selecciona un
destino en “ Go to”. Los carros se detienen automáticamente en determinados puntos a lo
largo del trayecto en sus respectivos rieles– no es necesaria la intervención del usuario.
Gráfico 8-1: Recorte de pantalla ilustrando las opciones “Go to”.
8.2 Panel de Control Una vez que comienza la simulación, usted puede controlar las partes individuales de la
acería utilizando el panel de control. El primer paso es comenzar el proceso de colada.
Puede controlar la Velocidad de Simulación, la Composición de Escoria y la Escoria
Sintética. El botón Hacer adiciones y Análisis químico se explicarán en las siguientes
secciones.
Guía del Usuario 19
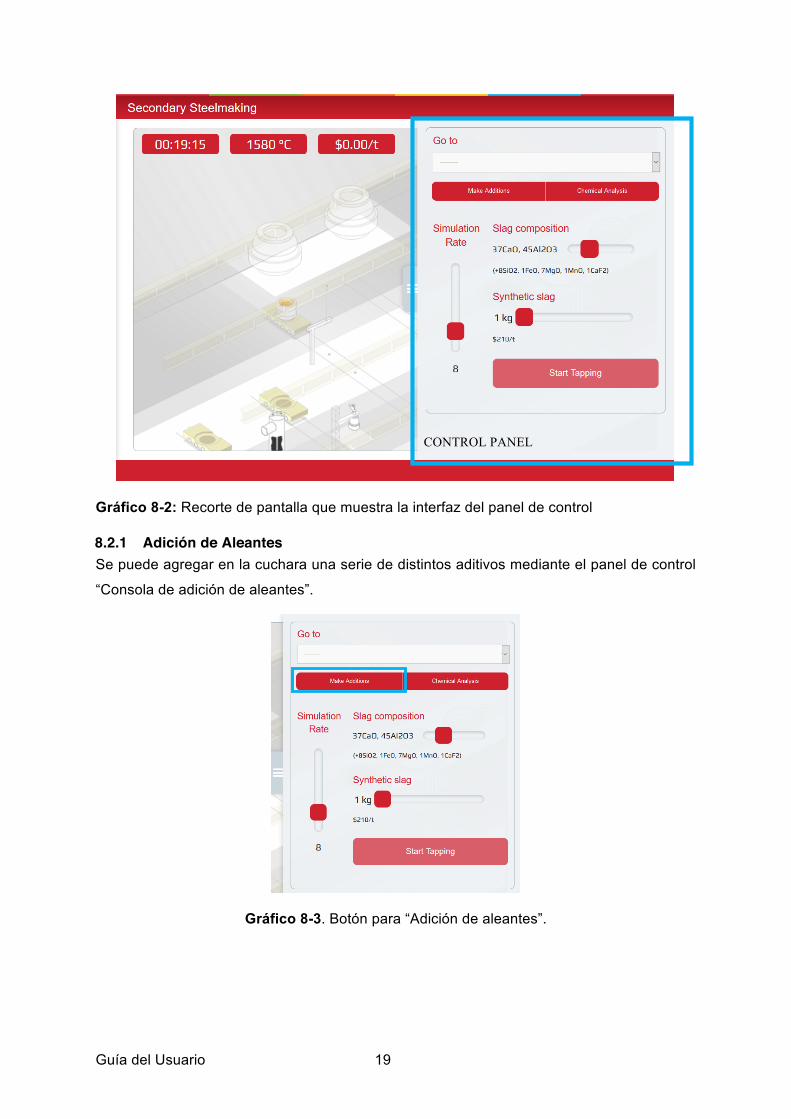
Gráfico 8-2: Recorte de pantalla que muestra la interfaz del panel de control
8.2.1 Adición de Aleantes Se puede agregar en la cuchara una serie de distintos aditivos mediante el panel de control
“Consola de adición de aleantes”.
Gráfico 8-3. Botón para “Adición de aleantes”.
CONTROL PANEL
Guía del Usuario 20
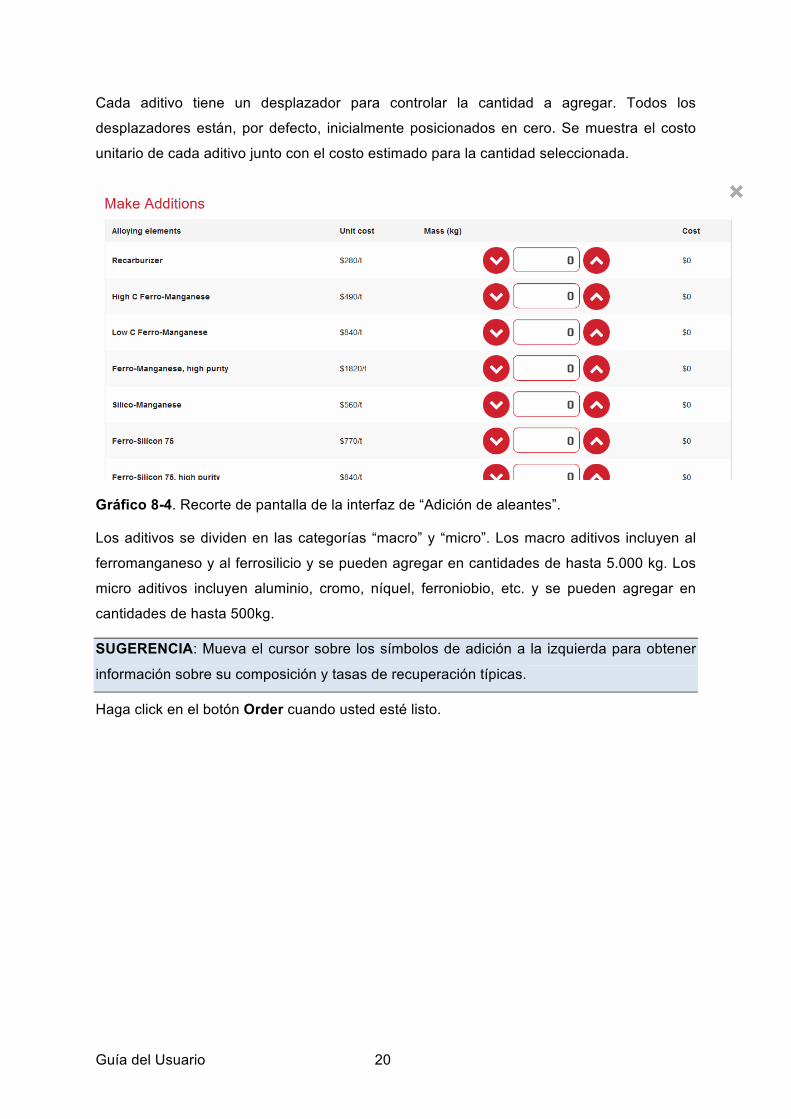
Cada aditivo tiene un desplazador para controlar la cantidad a agregar. Todos los
desplazadores están, por defecto, inicialmente posicionados en cero. Se muestra el costo
unitario de cada aditivo junto con el costo estimado para la cantidad seleccionada.
Gráfico 8-4. Recorte de pantalla de la interfaz de “Adición de aleantes”.
Los aditivos se dividen en las categorías “macro” y “micro”. Los macro aditivos incluyen al
ferromanganeso y al ferrosilicio y se pueden agregar en cantidades de hasta 5.000 kg. Los
micro aditivos incluyen aluminio, cromo, níquel, ferroniobio, etc. y se pueden agregar en
cantidades de hasta 500kg.
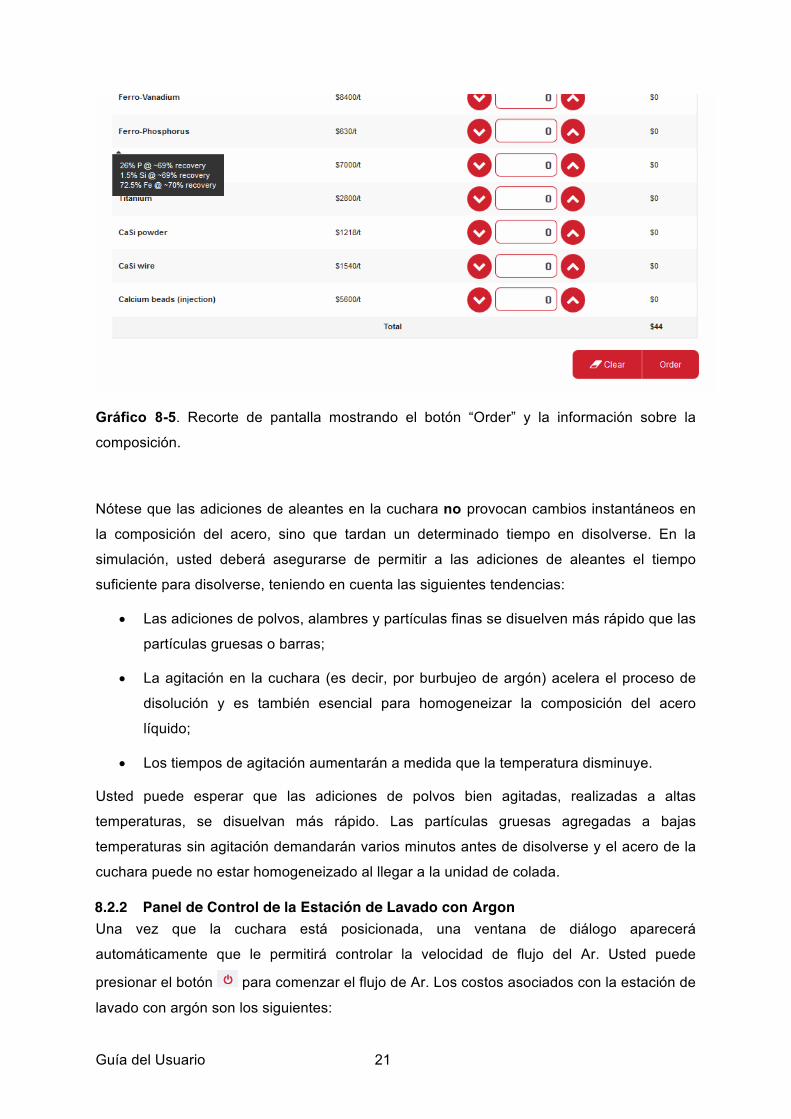
SUGERENCIA: Mueva el cursor sobre los símbolos de adición a la izquierda para obtener
información sobre su composición y tasas de recuperación típicas.
Haga click en el botón Order cuando usted esté listo.
Guía del Usuario 21
Gráfico 8-5. Recorte de pantalla mostrando el botón “Order” y la información sobre la
composición.
Nótese que las adiciones de aleantes en la cuchara no provocan cambios instantáneos en
la composición del acero, sino que tardan un determinado tiempo en disolverse. En la
simulación, usted deberá asegurarse de permitir a las adiciones de aleantes el tiempo
suficiente para disolverse, teniendo en cuenta las siguientes tendencias:
• Las adiciones de polvos, alambres y partículas finas se disuelven más rápido que las
partículas gruesas o barras;
• La agitación en la cuchara (es decir, por burbujeo de argón) acelera el proceso de
disolución y es también esencial para homogeneizar la composición del acero
líquido;
• Los tiempos de agitación aumentarán a medida que la temperatura disminuye.
Usted puede esperar que las adiciones de polvos bien agitadas, realizadas a altas
temperaturas, se disuelvan más rápido. Las partículas gruesas agregadas a bajas
temperaturas sin agitación demandarán varios minutos antes de disolverse y el acero de la
cuchara puede no estar homogeneizado al llegar a la unidad de colada.
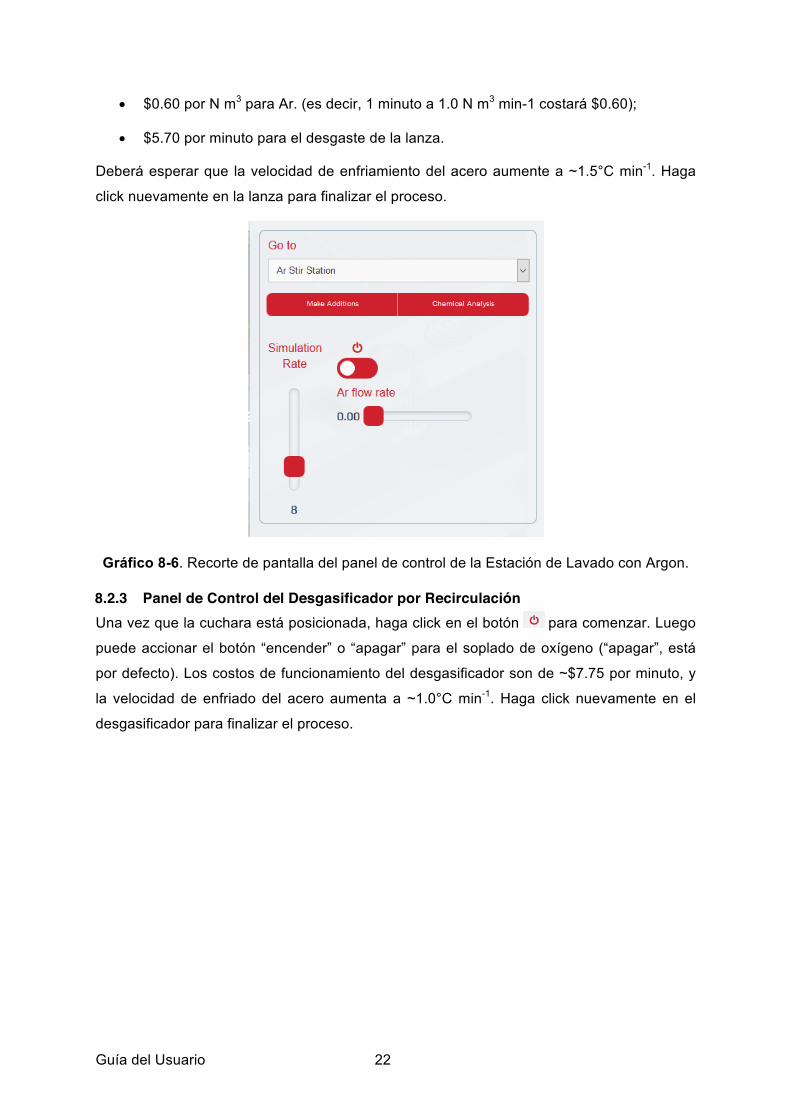
8.2.2 Panel de Control de la Estación de Lavado con Argon Una vez que la cuchara está posicionada, una ventana de diálogo aparecerá
automáticamente que le permitirá controlar la velocidad de flujo del Ar. Usted puede
presionar el botón para comenzar el flujo de Ar. Los costos asociados con la estación de
lavado con argón son los siguientes:
Guía del Usuario 22
• $0.60 por N m3 para Ar. (es decir, 1 minuto a 1.0 N m3 min-1 costará $0.60);
• $5.70 por minuto para el desgaste de la lanza.
Deberá esperar que la velocidad de enfriamiento del acero aumente a ~1.5°C min-1. Haga
click nuevamente en la lanza para finalizar el proceso.
Gráfico 8-6. Recorte de pantalla del panel de control de la Estación de Lavado con Argon.
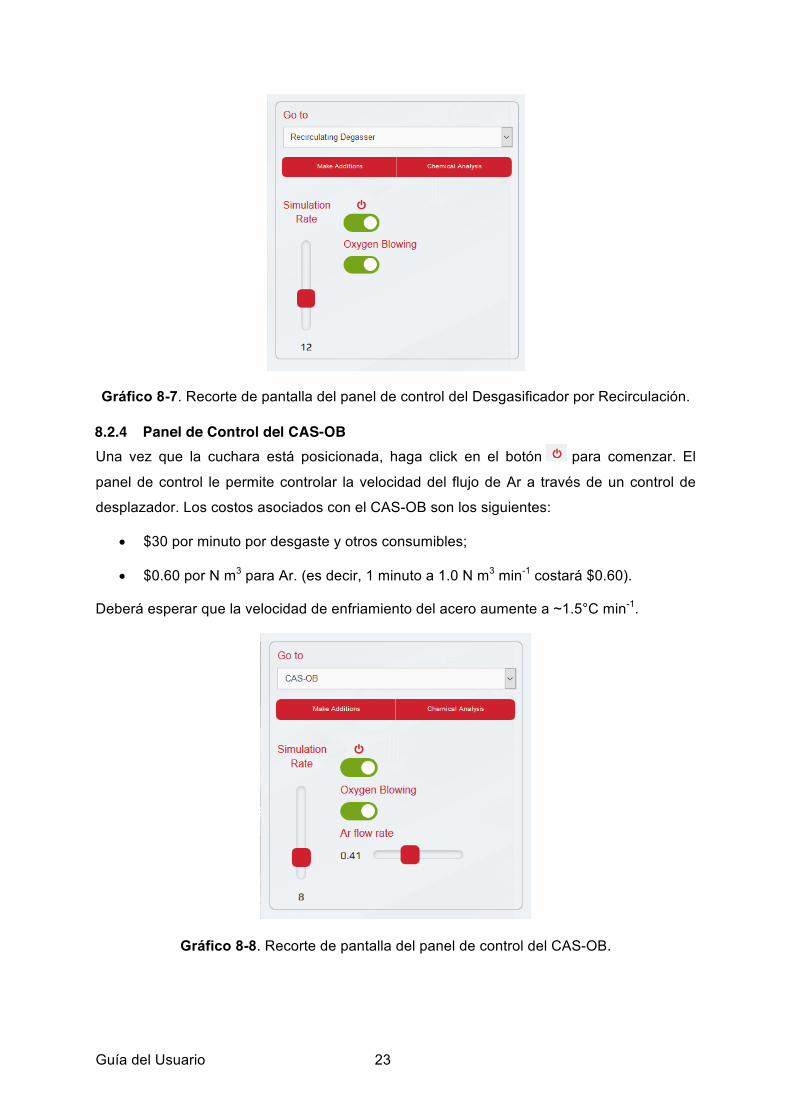
8.2.3 Panel de Control del Desgasificador por Recirculación Una vez que la cuchara está posicionada, haga click en el botón para comenzar. Luego
puede accionar el botón “encender” o “apagar” para el soplado de oxígeno (“apagar”, está
por defecto). Los costos de funcionamiento del desgasificador son de ~$7.75 por minuto, y
la velocidad de enfriado del acero aumenta a ~1.0°C min-1. Haga click nuevamente en el
desgasificador para finalizar el proceso.
Guía del Usuario 23
Gráfico 8-7. Recorte de pantalla del panel de control del Desgasificador por Recirculación.
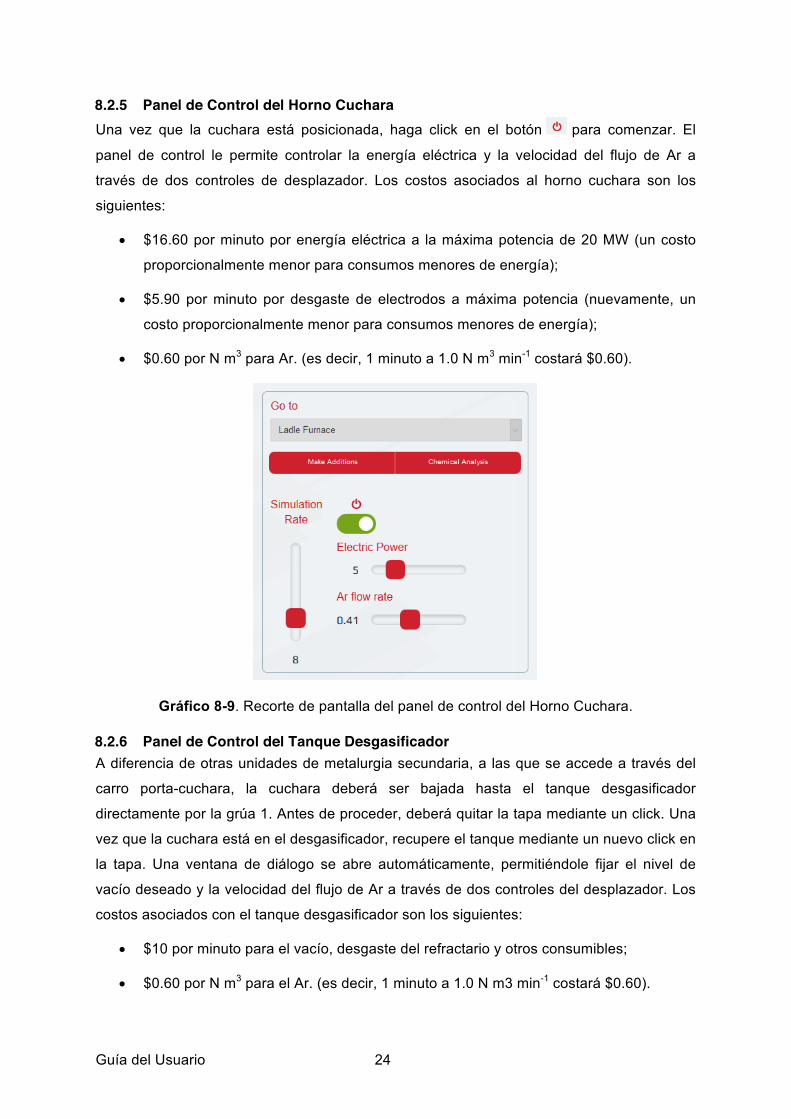
8.2.4 Panel de Control del CAS-OB Una vez que la cuchara está posicionada, haga click en el botón para comenzar. El
panel de control le permite controlar la velocidad del flujo de Ar a través de un control de
desplazador. Los costos asociados con el CAS-OB son los siguientes:
• $30 por minuto por desgaste y otros consumibles;
• $0.60 por N m3 para Ar. (es decir, 1 minuto a 1.0 N m3 min-1 costará $0.60).
Deberá esperar que la velocidad de enfriamiento del acero aumente a ~1.5°C min-1.
Gráfico 8-8. Recorte de pantalla del panel de control del CAS-OB.
Guía del Usuario 24
8.2.5 Panel de Control del Horno Cuchara Una vez que la cuchara está posicionada, haga click en el botón para comenzar. El
panel de control le permite controlar la energía eléctrica y la velocidad del flujo de Ar a
través de dos controles de desplazador. Los costos asociados al horno cuchara son los
siguientes:
• $16.60 por minuto por energía eléctrica a la máxima potencia de 20 MW (un costo
proporcionalmente menor para consumos menores de energía);
• $5.90 por minuto por desgaste de electrodos a máxima potencia (nuevamente, un
costo proporcionalmente menor para consumos menores de energía);
• $0.60 por N m3 para Ar. (es decir, 1 minuto a 1.0 N m3 min-1 costará $0.60).
Gráfico 8-9. Recorte de pantalla del panel de control del Horno Cuchara.
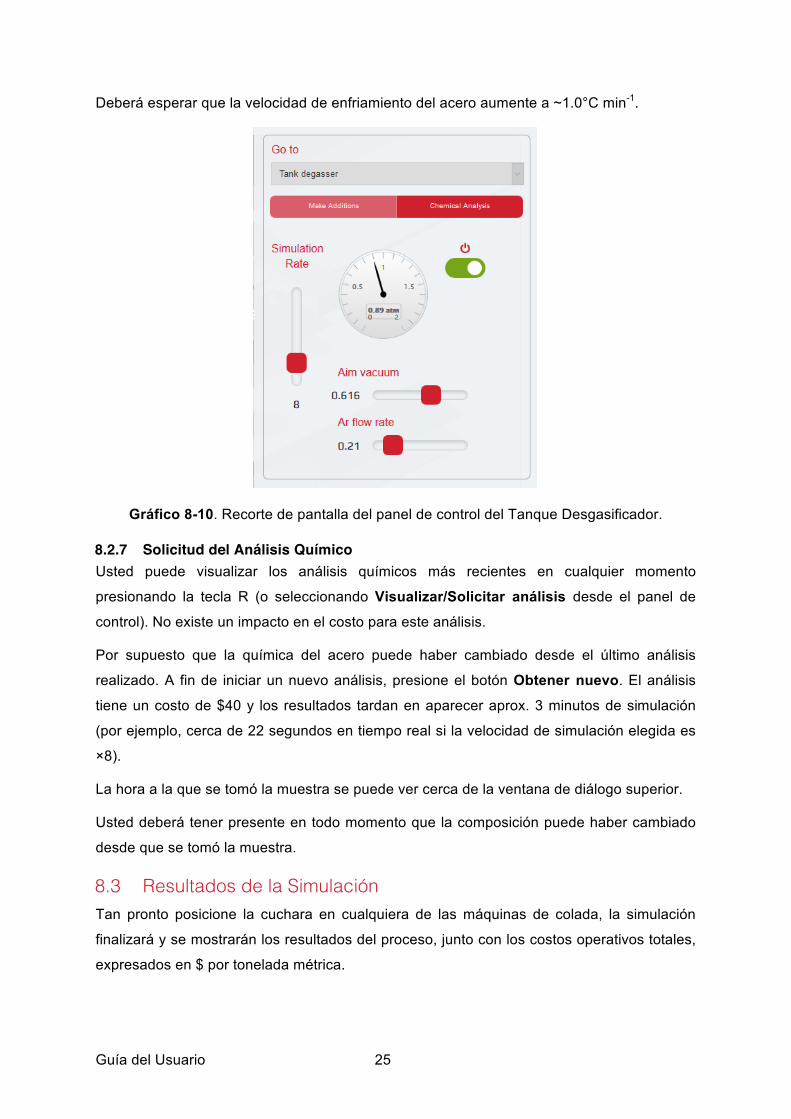
8.2.6 Panel de Control del Tanque Desgasificador A diferencia de otras unidades de metalurgia secundaria, a las que se accede a través del
carro porta-cuchara, la cuchara deberá ser bajada hasta el tanque desgasificador
directamente por la grúa 1. Antes de proceder, deberá quitar la tapa mediante un click. Una
vez que la cuchara está en el desgasificador, recupere el tanque mediante un nuevo click en
la tapa. Una ventana de diálogo se abre automáticamente, permitiéndole fijar el nivel de
vacío deseado y la velocidad del flujo de Ar a través de dos controles del desplazador. Los
costos asociados con el tanque desgasificador son los siguientes:
• $10 por minuto para el vacío, desgaste del refractario y otros consumibles;
• $0.60 por N m3 para el Ar. (es decir, 1 minuto a 1.0 N m3 min-1 costará $0.60).
Guía del Usuario 25
Deberá esperar que la velocidad de enfriamiento del acero aumente a ~1.0°C min-1.
Gráfico 8-10. Recorte de pantalla del panel de control del Tanque Desgasificador.
8.2.7 Solicitud del Análisis Químico Usted puede visualizar los análisis químicos más recientes en cualquier momento
presionando la tecla R (o seleccionando Visualizar/Solicitar análisis desde el panel de
control). No existe un impacto en el costo para este análisis.
Por supuesto que la química del acero puede haber cambiado desde el último análisis
realizado. A fin de iniciar un nuevo análisis, presione el botón Obtener nuevo. El análisis
tiene un costo de $40 y los resultados tardan en aparecer aprox. 3 minutos de simulación
(por ejemplo, cerca de 22 segundos en tiempo real si la velocidad de simulación elegida es
×8).
La hora a la que se tomó la muestra se puede ver cerca de la ventana de diálogo superior.
Usted deberá tener presente en todo momento que la composición puede haber cambiado
desde que se tomó la muestra.
8.3 Resultados de la Simulación Tan pronto posicione la cuchara en cualquiera de las máquinas de colada, la simulación
finalizará y se mostrarán los resultados del proceso, junto con los costos operativos totales,
expresados en $ por tonelada métrica.
Guía del Usuario 26
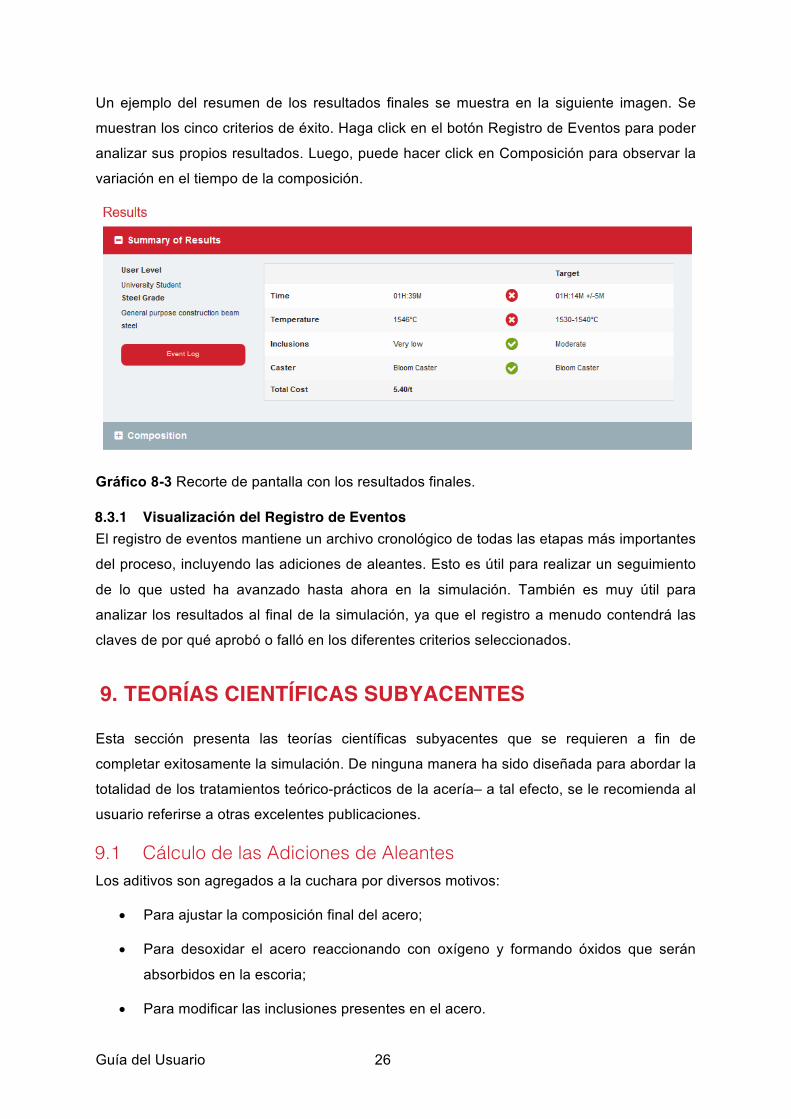
Un ejemplo del resumen de los resultados finales se muestra en la siguiente imagen. Se
muestran los cinco criterios de éxito. Haga click en el botón Registro de Eventos para poder
analizar sus propios resultados. Luego, puede hacer click en Composición para observar la
variación en el tiempo de la composición.
Gráfico 8-3 Recorte de pantalla con los resultados finales.
8.3.1 Visualización del Registro de Eventos El registro de eventos mantiene un archivo cronológico de todas las etapas más importantes
del proceso, incluyendo las adiciones de aleantes. Esto es útil para realizar un seguimiento
de lo que usted ha avanzado hasta ahora en la simulación. También es muy útil para
analizar los resultados al final de la simulación, ya que el registro a menudo contendrá las
claves de por qué aprobó o falló en los diferentes criterios seleccionados.
9. TEORÍAS CIENTÍFICAS SUBYACENTES
Esta sección presenta las teorías científicas subyacentes que se requieren a fin de
completar exitosamente la simulación. De ninguna manera ha sido diseñada para abordar la
totalidad de los tratamientos teórico-prácticos de la acería– a tal efecto, se le recomienda al
usuario referirse a otras excelentes publicaciones.
9.1 Cálculo de las Adiciones de Aleantes Los aditivos son agregados a la cuchara por diversos motivos:
• Para ajustar la composición final del acero;
• Para desoxidar el acero reaccionando con oxígeno y formando óxidos que serán
absorbidos en la escoria;
• Para modificar las inclusiones presentes en el acero.
Guía del Usuario 27
9.1.1 Calculo de Adiciones para Lograr la Composición Final 9.1.1.1 Adiciones Elementales
En el caso más simple, donde se agrega un elemento puro en la cuchara, la cantidad de
aditivo que se necesita, maditivo se da simplemente por:
𝑚@A#B#CD =∆%×𝑚𝑎𝑠𝑎𝑑𝑒𝑎𝑐𝑒𝑟𝑜𝑒𝑛𝑙𝑎𝑐𝑢𝑐ℎ𝑎𝑟𝑎
100% 9-1
donde Δ%X es el aumento requerido en wt% X (i.e. %Xfinal - %Xactual)
Ejemplo
Suponga que una cuchara de acero de 250,000 kg actualmente contiene 0.01% Ni. ¿Cuánto
Ni elemental debe agregarse para lograr una composición final de 1.0% Ni?
𝑚@A#B#CD =1.0 − 0.01 %×250,000kg
100%= 2,475kg
9.1.1.2 Adiciones de aleaciones madre
En muchos casos, es más práctico/económico realizar adiciones a través de “aleaciones madre” (ferroaleaciones), en lugar de adiciones de elementos puros. (Las aleaciones madre
o ferroaleaciones son mezclas de 2 o más componentes).
En estos casos, deberá tomarse en cuenta la cantidad del elemento deseado en la aleación
madre.
La “tasa de recuperación” – es decir, la cantidad del elemento que realmente aumenta la
composición del acero líquido en lugar de perderse dentro de la escoria, etc. – también
necesita ser incluida en el cálculo.
𝑚@A#B#CD =100×∆%𝑋×masadeaceroenlacuchara
%𝑋enaleaciónmadre×tasaderecuperaciónde𝑋 9-2
Ejemplo
Una cuchara de acero de 250 toneladas métricas contiene 0.12%Mn durante la colada.
Calcule cuanto ferromanganeso de alto carbono (HCFeMn) se debe agregar para obtener
una composición de 1.4%Mn.
En la Tabla 7-2 vemos que el HCFeMn contiene 76.5%Mn. La tasa típica de recuperación
para el Mn es del 95% (en la Tabla 7-3, la sustitución de estos valores da como resultado):
Guía del Usuario 28
𝑚`abcde =100%×(1.4 − 0.12)%×250,000kg
76.5%×95%= 4,403kg
9.1.1.3 Incorporación de otros elementos
Al agregar aleaciones madre es importante tener en cuenta, y si es necesario calcular, el
efecto de otros componentes en la composición total del acero. La incorporación (es decir,
aumento) de un elemento determinado se obtiene reordenando los términos de la ecuación
9-2 para obtener:
∆%𝑋 =𝑚@A#B#CD×%𝑋enaleaciónmadre×tasaderecuperaciónde𝑋
100×masadeaceroenlacuchara 9-3
Ejemplo
En el ejemplo previo, calcule la cantidad de carbono incorporado.
HCFeMn contiene 6.7%C (Tabla 7-2) con una tasa de recuperación del 95% (Tabla 7-3).
∆%𝐶 =4,403kg×6.7%×95%100%×250,000kg
= 0.112%𝐶
Sin duda, tal aumento en el carbono puede ser crítico en ciertos grados de acero de bajo y
ultra-bajo carbono. En tales casos, será necesario utilizar aleaciones madre de
ferromanganeso de alta pureza o bajo carbono.
9.1.1.4 Tiempos de agitación
Es importante tener en cuenta que las adiciones de aleantes hechas en la cuchara no provocan cambios instantáneos en la composición del acero, sino que implican un
determinado tiempo de disolución.
En la simulación, asegúrese de otorgar el tiempo suficiente para la disolución de las
adiciones de aleantes en base a las siguientes tendencias:
§ Las adiciones de polvos, alambres y partículas finas se disuelven más rápidamente
que las partículas gruesas o barras;
§ La agitación de la cuchara (es decir, por burbujeo de argón) acelera el proceso de
disolución y es también esencial para homogeneizar la composición del acero
líquido;
§ Los tiempos de mezclado aumentarán a medida que la temperatura disminuye.
Guía del Usuario 29
Usted podrá contar con que las adiciones de polvo bien agitadas y realizadas a altas
temperaturas se disuelvan más rápido. Las barras agregadas a temperaturas más bajas, sin
agitación tardarán varios minutos en disolverse y el acero en la cuchara puede no haberse
homogeneizado al llegar a la unidad de colada.
9.1.1.5 Cuando hacer las adiciones
Las adiciones en la cuchara pueden realizarse durante el proceso de colada, y en cada una
de las unidades de la metalurgia secundaria (estación de lavado con argón,
desgasificadores, CAS-OB y horno cuchara).
En general, el mayor volumen de adiciones se realiza normalmente al momento de la
colada con adiciones “correctivas” menores en etapas subsiguientes.
Es de vital importancia considerar si las adiciones se hacen antes o después de la
desoxidación del acero.
9.1.1.6 Efecto de enfriamiento de las adiciones
La mayoría de las adiciones en la cuchara resultan en una disminución de la temperatura
del acero. Para esta simulación, usted deberá suponer que por cada 1000 kg se produce
una reducción de 6°C en la temperatura del baño. (En realidad, la cifra exacta depende de
la capacidad calórica y el calor de disolución de los diversos solutos.)
La excepción más importante es el aluminio, que reaccionará exotérmicamente ante el
oxígeno presente (ya sea disuelto en el acero, o inyectado a través de la lanza) para
calentar el acero. Ver sección 7.2 “Temperatura”.
9.2 Desoxidación El aluminio es un agente desoxidante muy potente que controla la actividad del oxígeno en
el acero líquido mediante reacciones químicas
2 Al + 3 O → AlmOn + energíacalórica 9-4
donde la constante de equilibrio está dada por:
𝐾r"st =𝑎r"utv𝑎Dn. 𝑎r"m
9-5
donde
log Kr"st =62,780𝑇[𝐾]
− 20.5 9-6
Guía del Usuario 30
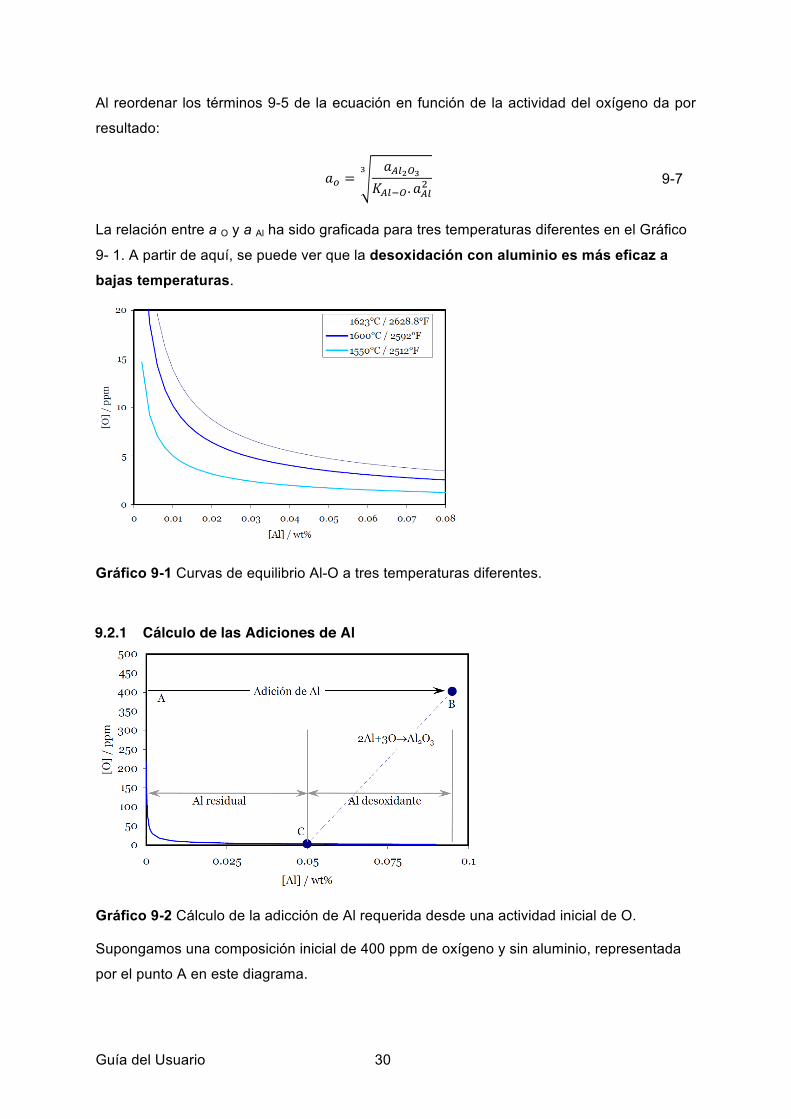
Al reordenar los términos 9-5 de la ecuación en función de la actividad del oxígeno da por
resultado:
𝑎D =𝑎r"utv
𝐾r"st. 𝑎r"mv
9-7
La relación entre a O y a Al ha sido graficada para tres temperaturas diferentes en el Gráfico
9- 1. A partir de aquí, se puede ver que la desoxidación con aluminio es más eficaz a bajas temperaturas.
Gráfico 9-1 Curvas de equilibrio Al-O a tres temperaturas diferentes.
9.2.1 Cálculo de las Adiciones de Al
Gráfico 9-2 Cálculo de la adicción de Al requerida desde una actividad inicial de O.
Supongamos una composición inicial de 400 ppm de oxígeno y sin aluminio, representada
por el punto A en este diagrama.
Guía del Usuario 31
Una adición de aproximadamente 0.095% de aluminio está representada en el punto B.
Como la misma está bien por encima de la curva de equilibrio del Al-O, el aluminio y el
oxígeno reaccionarán para formar Al2O3. Suponiendo estequiometría, 2 átomos de Al (=54
unidades de masa) reaccionan con 3 de oxígeno (=48 unidades de masa), de aquí surge la
línea que baja al punto C – la composición de equilibrio a esta temperatura. Por lo tanto, el
porcentaje en peso de aluminio requerido para la desoxidación es:
%𝐴𝑙A|D} ≈5448[%O]#�#�#@" 9-8
Al calcular la adición total de aluminio requerida, este valor debe agregarse a la
composición de Al final (o residual) del acero.
Ejemplo
Una cuchara de acero de 250 toneladas métricas con un contenido de oxígeno de 450 ppm
(0.045%) será desoxidada con Al durante la colada. Si se supone una tasa de recuperación
del Al del 60% y una composición de Al final de 0.04%, calcule la cantidad de adición de Al
del 98% que se requiere.
Aluminio para la desoxidación (desde la ec. 9-8) (54/48) × 0.045% = 0.051%
+ Aluminio final 0.040%
= Total de aluminio requerido 0.091%
Ahora utilice la ecuación 9-2 para computar la masa de la adición de aleantes.
𝑚�� =100%×0.91%×250,000kg
98%×60%= 386kg
SUGERENCIA: Recuerde que a medida que el acero se enfría luego de la desoxidación, el
“producto de solubilidad” Al-O (es decir, la curva en el Gráfico 9-1) también disminuye. Esto
significa que el Al y el O continúan reaccionando, con la posibilidad de que se formen
partículas muy finas de Al2O3. A menos que estas partículas tengan tiempo de flotar a la
superficie, quedarán atrapadas en el producto final.
Para mayor información sobre la formación de inclusiones de Al2O3 y su eliminación, ver
sección 9.8 “Limpieza del acero”.
9.3 Decarburación 9.3.1 Termodinámica de la Decarburación La eliminación del carbono disuelto desde el acero durante la desgasificación por vacío
surge a partir de la siguiente reacción:
Guía del Usuario 32
[C] + [O] → CO(g) 9-9
donde la constante de equilibrio está dada por:
𝐾�st =𝑝�t𝑎�𝑎t
9-10
Para concentraciones bajas, las actividades de C y O equivalen a sus concentraciones,
tales como:
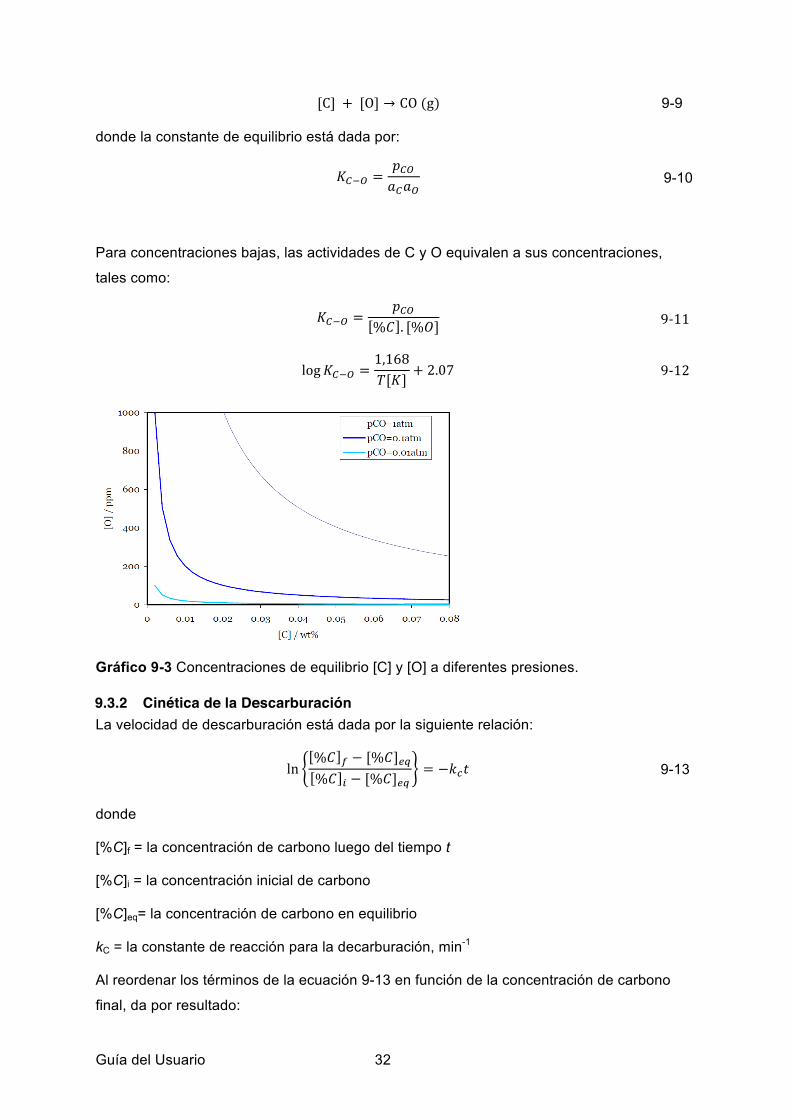
𝐾�st =𝑝�t
%𝐶 . [%𝑂] 9-11
log 𝐾�st =1,168𝑇[𝐾]
+ 2.07 9-12
Gráfico 9-3 Concentraciones de equilibrio [C] y [O] a diferentes presiones.
9.3.2 Cinética de la Descarburación La velocidad de descarburación está dada por la siguiente relación:
ln%𝐶 � − [%𝐶]|$%𝐶 # − [%𝐶]|$
= −𝑘�𝑡 9-13
donde
[%C]f = la concentración de carbono luego del tiempo t
[%C]i = la concentración inicial de carbono
[%C]eq= la concentración de carbono en equilibrio
kC = la constante de reacción para la decarburación, min-1
Al reordenar los términos de la ecuación 9-13 en función de la concentración de carbono
final, da por resultado:
Guía del Usuario 33
%𝐶 � = %𝐶 |$ + %𝐶 # − %𝐶 |$ exp −𝑘�𝑡 9-14
donde [%C]i y [%C]f son los contenidos de carbono antes y después de la descarburación,
respectivamente, [%C]eq es el contenido de carbono en equilibrio, y kC es la constante de
reacción para la descarburación. Para los desgasificadores RH la constante de reacción
está dada por la siguiente relación:
𝑘� =𝑄𝑉�𝜌
𝑞𝑄𝜌 + 𝑞
9-15
donde
Q = velocidad de circulación del acero líquido, en kg min-1
Vb = volumen del baño de acero en la cuchara, en m3
ρ = densidad de acero líquido ~ 7,200 kg m-3
q = coeficiente volumétrico de transferencia de masa para descarburación, en m3 min-1
Para esta simulación, podemos tomar valores típicos de Q = 80,000 kg min-1, Vb = masa del
acero / densidad = 250,000 / 7,200 = 34.7 m3, and q = 18 min-1. Sustituyendo estos valores
en la ecuación previa da como resultado:
𝑘� =80,000
34.7×7,20018
80,0007,200 + 18
= 0.164𝑚𝑖𝑛s�
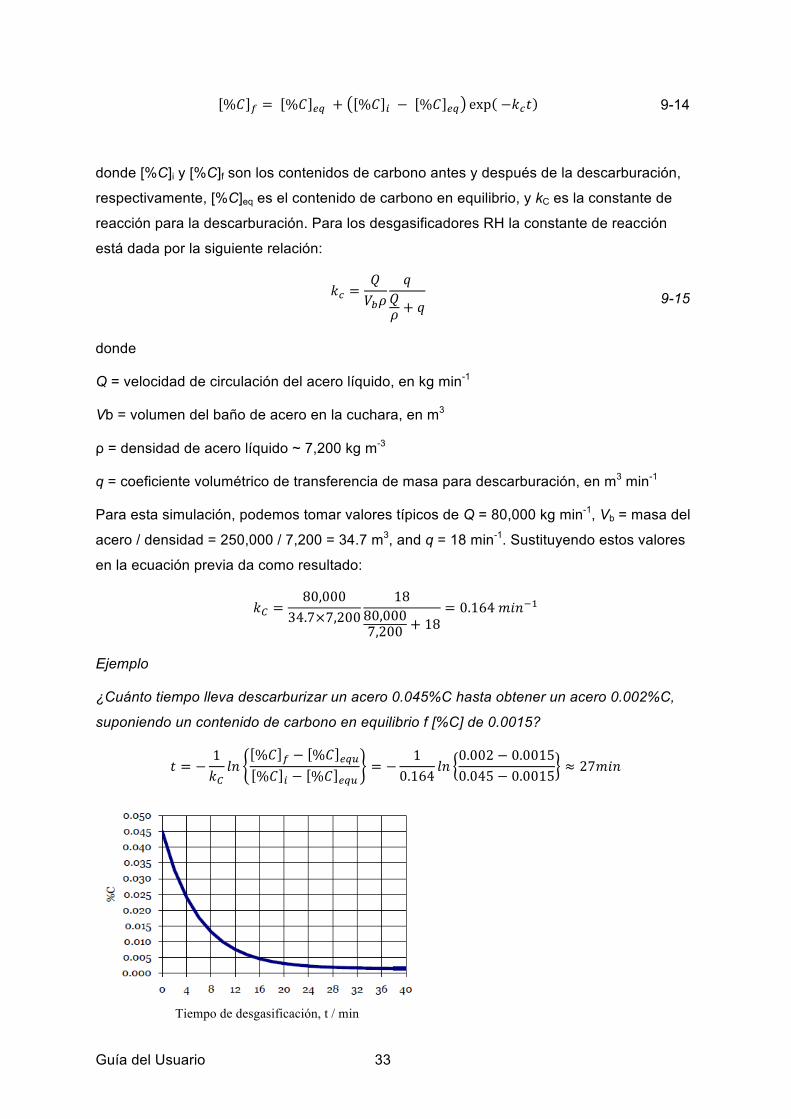
Ejemplo
¿Cuánto tiempo lleva descarburizar un acero 0.045%C hasta obtener un acero 0.002%C,
suponiendo un contenido de carbono en equilibrio f [%C] de 0.0015?
𝑡 = −1𝑘�𝑙𝑛
%𝐶 � − %𝐶 |$�
%𝐶 # − %𝐶 |$�= −
10.164
𝑙𝑛0.002 − 0.00150.045 − 0.0015
≈ 27𝑚𝑖𝑛
Tiempo de desgasificación, t / min
Guía del Usuario 34
9.4 Desulfuración Ciertos grados de acero, tales como aquellos utilizados para tuberías de gas y petróleo, requieren de niveles muy bajos de azufre. La desulfuración en la cuchara está impulsada por la reacción química:
3(CaO)2[Al] + 3[S] → 3(CaS) + (AlmOn) 9-16
En la práctica, esto se logra mediante:
§ Adición de escoria sintética desulfurante basada en CaO durante el proceso de
colada en la cuchara;
§ Desoxidación con Aluminio del acero a muy baja actividad del oxígeno (caso
contrario, el Al reaccionará preferentemente con el O);
§ Potente agitación del acero en el tanque desgasificador a fin de mezclar muy bien
el metal y la escoria.
A continuación se describe el control del proceso para cada una de estas etapas.
9.4.1 Escoria Desulfurante Usted tendrá la opción de agregar escoria sintética basada en CaO al comienzo de la
simulación, antes de la colada. Utilice los desplazadores para:
§ Especificar la masa de la escoria a agregar. Cuanto mayor cantidad de escoria
agregue, mayor será el azufre que podrá eliminar, sin embargo esto debe
contrastarse con el costo de la escoria.
§ Especificar la composición de la escoria en función de la relación y Al2O3. Las
escorias con mayor concentración de CaO tienden a presentar una relación de
distribución del azufre más alta, LS, y por lo tanto son más eficaces en la
eliminación del azufre. Sin embargo, existe el riesgo de que la escoria se
solidifique a niveles más altos de CaO, excepto que se mantenga una
temperatura lo suficientemente elevada.
En teoría, la concentración de azufre en “equilibrio” [%S]eq para una escoria determinada
está dada por:
%𝑆 |$ = %𝑆 �
1𝐿�𝑊�𝑊�
1 + 1𝐿�𝑊�𝑊�
9-17
donde
Guía del Usuario 35
[%S]0 = la concentración inicial de azufre, en wt%
LS = la relación de distribución de azufre, dada por (%S)/[%S]
WS = el peso de la escoria, en kg
Wm = el peso del metal, en kg
La ecuación 9-17 puede ser reordenada en base a la cantidad de escoria requerida para
obtener una concentración específica de azufre, es decir, estableciendo [%S]final = [%S]eq:
𝑊� =𝑊�𝐿�
%𝑆 � − %𝑆 �#�@"
%𝑆 �#�@" 9-18
El valor de LS es una función compleja de la composición de la escoria, del contenido de
aluminio disuelto en el acero, temperatura, etc. Sin duda, a fin de minimizar la cantidad y el
costo de la escoria desulfurante a utilizar, se requiere de un alto valor de LS. Mediante la
elección de una velocidad CaO:Al2O3 aproximada de 1.2, la desoxidación completa del
acero con Al, y la desulfuración a una temperatura bien por encima de los 1600°C, usted
podrá lograr valores de 500 LS y superiores.
Ejemplo
Si se toma una concentración de azufre en el proceso de colada de 0.008wt% y una
relación de distribución del azufre, LS de 500, ¿cuál será la mínima cantidad de escoria
desulfurante que deberá agregarse en la cuchara de acero de 250 toneladas métricas a fin
de lograr un nivel de S (azufre) de 0.002wt%?
Utilizando la ecuación 9-18:
𝑊� = 250500
0.008% − 0.002%0.002%
= 1.5𝑡
Nota: La cinética de la desulfuración es tal que el nivel de “equilibrio” de 0.002wt% de azufre sólo se alcanzará en la práctica luego de un tiempo infinito de agitación.
9.4.2 Desoxidación Antes de la agitación en el tanque desgasificador, el acero deberá ser totalmente
desoxidado con el aluminio. Ver §9.2 (Desoxidación).
9.4.3 Agitación en el Tanque Desgasificador

Guía del Usuario 36
La desulfuración es controlada por la transferencia de masa en la fase líquida. A fin de
lograr una rápida desulfuración, es fundamental una buena agitación entre el metal y la
escoria. Esto se logra por una potente agitación de gas argón en altos niveles de vacío
dentro del tanque desgasificador.
La densidad de la potencia de agitación, ε está dada como una función de la velocidad del
flujo de gas Ar y de la presión en el tanque en la ecuación 9-26.
La constante de reacción de desulfuración, kS parece aumentar muy despacio con ε en
valores más bajos, pero aumenta rápidamente por encima de ε ~ 70 W tonelada métrica-1.
Este factor quizás se explica por el hecho de que se requiere de una determinada densidad
de la potencia de agitación crítica para emulsionar la escoria y el metal. En esta simulación,
usted puede suponer:
k� = 0.031ε�.m�paraε < ~70𝑊ts� 9-19
y
𝑘� = 8×10s�εm.�paraε > ~70𝑊ts� 9-20
𝑡 =ln %𝑆 B
%𝑆 D1 + 1
𝐿�𝑊�𝑊�
− 1𝐿�
𝑊�𝑊�
−𝑘� 1 + 1𝐿�
𝑊�𝑊�
9-21
Ejemplo
Una cuchara de acero de 250 toneladas métricas con 0.01%S está cubierta con 2 toneladas
métricas de escoria desulfurante con un valor LS de 500. Luego de la desoxidación, se
inyecta Ar con una densidad de potencia de agitación, ε equivalente a 100 W toneladas
métricas-1. Calcule el tiempo requerido para obtener 0.003%S inicial.
Primero, calcule kS siendo ε = 100 W toneladas métricas-1 usando la ecuación 9-20.
kS = 8×10-6 ×1002.1 = 0.127 min-1
Ahora inserte este valor en la ecuación 9-21:
𝑡 =ln 0.003%
0.010% 1 + 1500
2502 − 1
5002502
−0.127 1 + 1500
2502
~13𝑚𝑖𝑛𝑠
Nota: La combinación de un fuerte burbujeo de gas Ar a presiones muy bajas en el tanque
desgasificador puede conducir a un exceso de espuma de escoria y al riesgo de que la
escoria “se derrame” de la cuchara. En la práctica, el nivel de vacío y la velocidad del flujo
Guía del Usuario 37
de gas Ar en el tanque desgasificador tendrán que ser controlados minuciosamente a través
del proceso de agitación a fin de evitar que esto suceda. Por lo tanto, esto implica que la
densidad de la potencia de agitación ε, y la subsiguiente constante de reacción kS fluctúe
durante todo el tratamiento de desulfuración y que la ecuación 9-21 ya no sea de estado
estacionario.
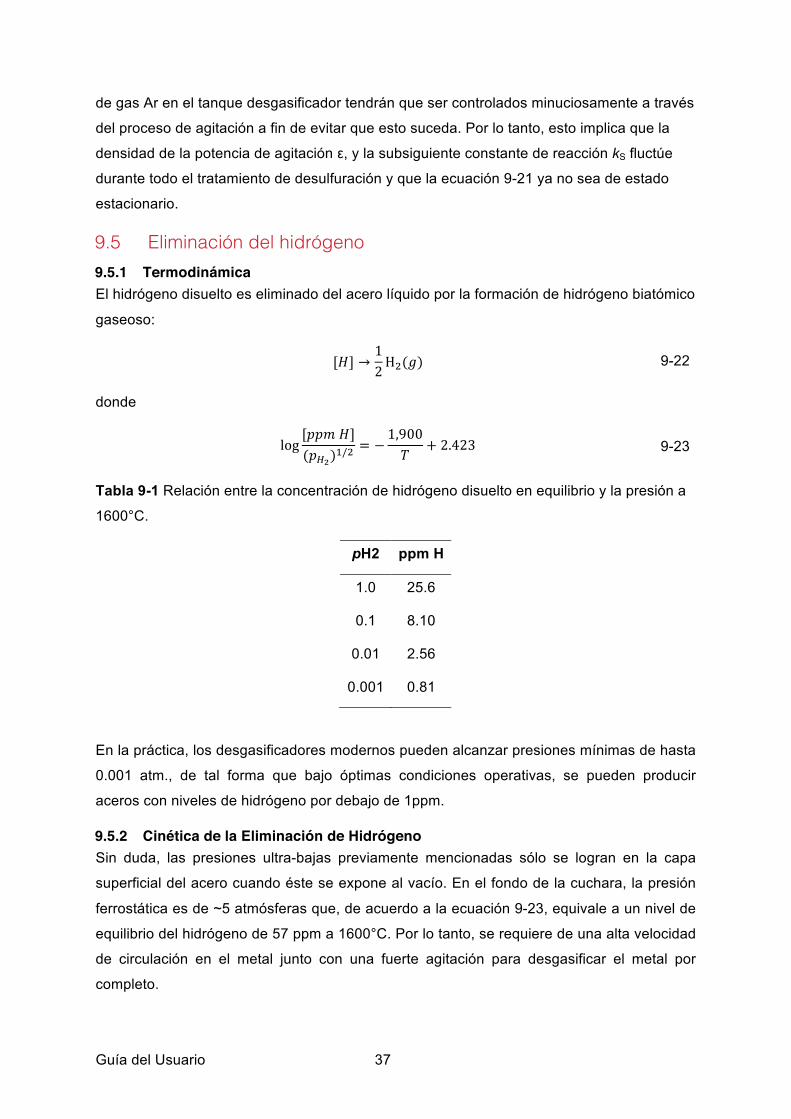
9.5 Eliminación del hidrógeno 9.5.1 Termodinámica El hidrógeno disuelto es eliminado del acero líquido por la formación de hidrógeno biatómico
gaseoso:
[𝐻] →12Hm(𝑔) 9-22
donde
log[𝑝𝑝𝑚𝐻](𝑝£u)�/m
= −1,900𝑇
+ 2.423 9-23
Tabla 9-1 Relación entre la concentración de hidrógeno disuelto en equilibrio y la presión a
1600°C.
pH2 ppm H
1.0 25.6
0.1 8.10
0.01 2.56
0.001 0.81
En la práctica, los desgasificadores modernos pueden alcanzar presiones mínimas de hasta
0.001 atm., de tal forma que bajo óptimas condiciones operativas, se pueden producir
aceros con niveles de hidrógeno por debajo de 1ppm.
9.5.2 Cinética de la Eliminación de Hidrógeno Sin duda, las presiones ultra-bajas previamente mencionadas sólo se logran en la capa
superficial del acero cuando éste se expone al vacío. En el fondo de la cuchara, la presión
ferrostática es de ~5 atmósferas que, de acuerdo a la ecuación 9-23, equivale a un nivel de
equilibrio del hidrógeno de 57 ppm a 1600°C. Por lo tanto, se requiere de una alta velocidad
de circulación en el metal junto con una fuerte agitación para desgasificar el metal por
completo.
Guía del Usuario 38
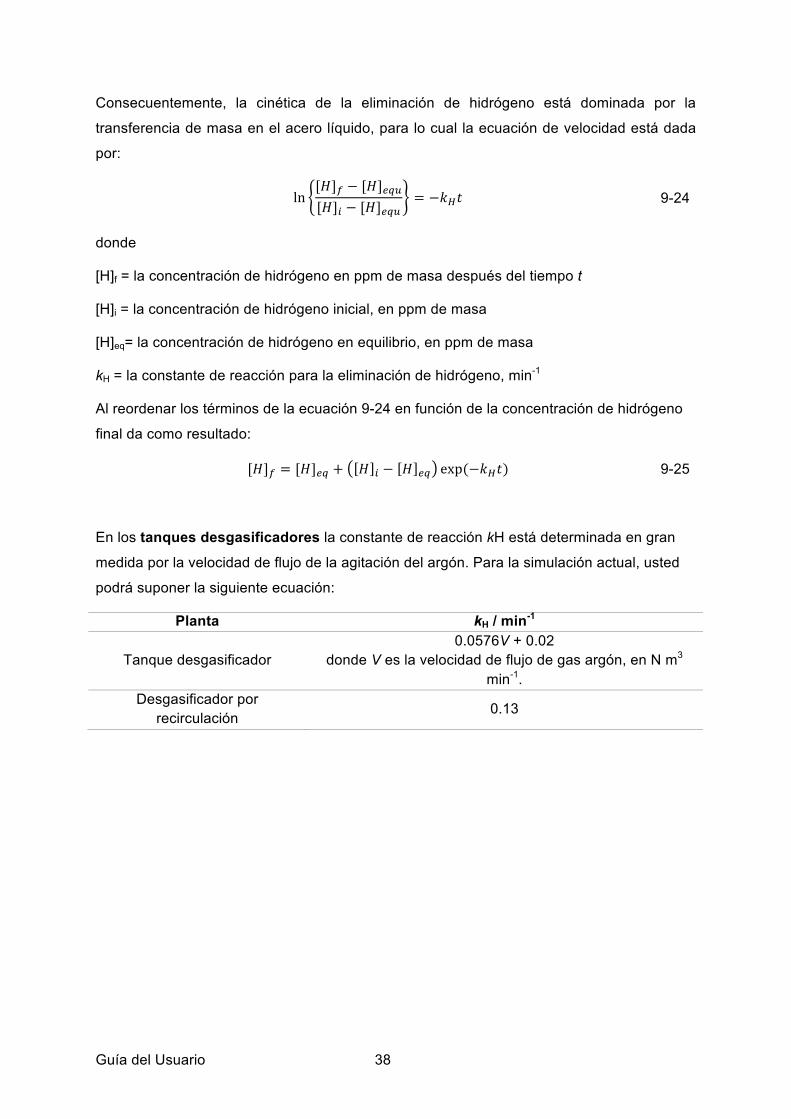
Consecuentemente, la cinética de la eliminación de hidrógeno está dominada por la
transferencia de masa en el acero líquido, para lo cual la ecuación de velocidad está dada
por:
ln[𝐻]� − [𝐻]|$�[𝐻]# − [𝐻]|$�
= −𝑘£𝑡 9-24
donde
[H]f = la concentración de hidrógeno en ppm de masa después del tiempo t
[H]i = la concentración de hidrógeno inicial, en ppm de masa
[H]eq= la concentración de hidrógeno en equilibrio, en ppm de masa
kH = la constante de reacción para la eliminación de hidrógeno, min-1
Al reordenar los términos de la ecuación 9-24 en función de la concentración de hidrógeno
final da como resultado:
[𝐻]� = [𝐻]|$ + 𝐻 # − 𝐻 |$ exp(−𝑘£𝑡) 9-25
En los tanques desgasificadores la constante de reacción kH está determinada en gran
medida por la velocidad de flujo de la agitación del argón. Para la simulación actual, usted
podrá suponer la siguiente ecuación:
Planta kH / min-1
Tanque desgasificador 0.0576V + 0.02
donde V es la velocidad de flujo de gas argón, en N m3 min-1.
Desgasificador por recirculación 0.13
Guía del Usuario 39
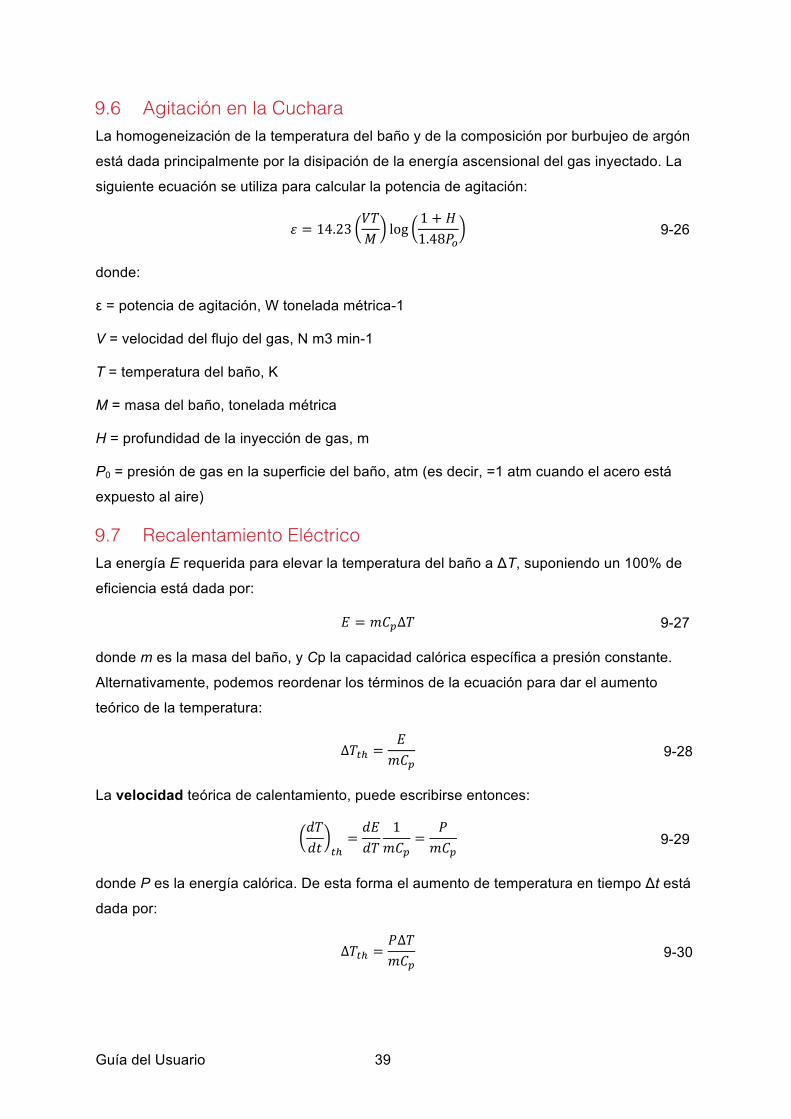
9.6 Agitación en la Cuchara La homogeneización de la temperatura del baño y de la composición por burbujeo de argón
está dada principalmente por la disipación de la energía ascensional del gas inyectado. La
siguiente ecuación se utiliza para calcular la potencia de agitación:
𝜀 = 14.23𝑉𝑇𝑀
log1 + 𝐻1.48𝑃D
9-26
donde:
ε = potencia de agitación, W tonelada métrica-1
V = velocidad del flujo del gas, N m3 min-1
T = temperatura del baño, K
M = masa del baño, tonelada métrica
H = profundidad de la inyección de gas, m
P0 = presión de gas en la superficie del baño, atm (es decir, =1 atm cuando el acero está
expuesto al aire)
9.7 Recalentamiento Eléctrico La energía E requerida para elevar la temperatura del baño a ΔT, suponiendo un 100% de
eficiencia está dada por:
𝐸 = 𝑚𝐶©∆𝑇 9-27
donde m es la masa del baño, y Cp la capacidad calórica específica a presión constante.
Alternativamente, podemos reordenar los términos de la ecuación para dar el aumento
teórico de la temperatura:
∆𝑇Bª =𝐸𝑚𝐶©
9-28
La velocidad teórica de calentamiento, puede escribirse entonces:
𝑑𝑇𝑑𝑡 Bª
=𝑑𝐸𝑑𝑇
1𝑚𝐶©
=𝑃𝑚𝐶©
9-29
donde P es la energía calórica. De esta forma el aumento de temperatura en tiempo Δt está
dada por:
∆𝑇Bª =𝑃∆𝑇𝑚𝐶©
9-30
Guía del Usuario 40
Por supuesto que el calentamiento no es 100% eficiente, ya que el calor se pierde hacia los
electrodos, la atmósfera, los refractarios de la cuchara, etc. La eficiencia del electrodo η
está definida por la relación entre el calentamiento real y el teórico
𝜂 =∆𝑇@�B∆𝑇Bª
9-31
∆𝑇@�B =𝜂𝑃∆𝑇𝑚𝐶©
9-32
o bien, expresada en función del tiempo de calentamiento para el aumento de temperatura
requerido,, ΔTreq:
∆𝑡 =𝑚𝐶©∆𝑇¬|$
𝜂𝑃 9-33
Ejemplo
La capacidad calórica del acero líquido, Cp es de aproximadamente 0.22 kW h toneladas
métricas-1 °C-1. Si la potencia del horno cuchara, P es de 20 MW, calcule el tiempo
requerido para calentar un baño de 250 toneladas métricas a 15°C, suponiendo una
eficiencia del electrodo del 55%..
∆𝑡 = m��×�.mm®¯°±²ºa±²×��ºa�.��×m�,���®¯
= 0.075h=4.5min
9.8 Limpieza del Acero La sección 9.2 mostró como la desoxidación del aluminio da como resultado la formación de
partículas de Al2O3 en el acero líquido. Si estas partículas no pueden flotar hacia la escoria
antes de la colada, quedan atrapadas en el producto final como inclusiones. Para muchas
aplicaciones, una cierta cantidad de inclusiones de Al2O3 no afecta significativamente las
propiedades. Sin embargo, ciertas aplicaciones, tales como tuberías para distribución de
petróleo y gas requieren de aceros “muy limpios” – es decir, con muy poco nivel de
inclusiones de óxidos y sulfuros, ya que las mismas pueden actuar como sitios de iniciación
de fisuras.
La química de las formaciones de óxidos y sulfuros y su posterior eliminación durante la
metalurgia secundaria es extremadamente compleja y objeto actual de investigaciones. Un
tratamiento integral de las inclusiones está por lo tanto más allá del alcance de la presente
simulación. Sin embargo, usted deberá considerar los amplios efectos de la desoxidación en

Guía del Usuario 41
la formación de Al2O3, y asegurarse que otorgará el tiempo suficiente para que las partículas
de Al2O3 puedan flotar. Este proceso podrá acelerarse mediante una suave agitación de la
cuchara.
Durante la desoxidación con aluminio, las partículas de Al2O3 se forman conforme a la
ecuación 9-4. El diámetro de la partícula promedio (y en consecuencia la velocidad de
flotación) depende del contenido inicial de oxígeno disuelto.
• Para mayores contenidos de oxígeno disuelto inicial (por encima de aprox. 200ppm,
o 0.02%), se forman partículas más grandes de Al2O3, que de acuerdo con la ley de
Stokes (ver a continuación) flotan relativamente rápido hasta la capa de la escoria.
• Contenidos iniciales más bajos de oxígeno disuelto dan como resultado partículas
más pequeñas de Al2O3 cuya flotación toma mucho más tiempo.
La ley de Stokes determina que la velocidad de flotación final, u para partículas esféricas (o
burbujas) es proporcional al cuadrado del diámetro, d, tal como se da en:
donde
g = 9.81 m s-1,
Δρ = la diferencia en densidades entre la partícula y el acero líquido,
η = la viscosidad del acero líquido (~6.1×10-3 N s m-2 a 1600°C)
En la simulación, se lo “premiará” por calcular con exactitud la cantidad de aluminio para la
desoxidación en un sólo paso. En caso de tener que realizar posteriores adiciones
“correctivas” de Al, el contenido de oxígeno disuelto más bajo resultará en la formación de
partículas muy pequeñas de Al2O3, que serán difíciles de eliminar del acero.
Usted apuntará a lograr niveles de inclusión “moderados”, “bajos” o “muy bajos”
dependiendo del grado elegido.
Tabla 9-2 Efecto del oxígeno inicial disuelto y de la agitación en el tiempo requerido para
lograr niveles de inclusiones “muy bajos”. Para los niveles “bajos”, el tiempo puede
reducirse a alrededor del 20%; para niveles “moderados” puede reducirse en aprox. el 40%.
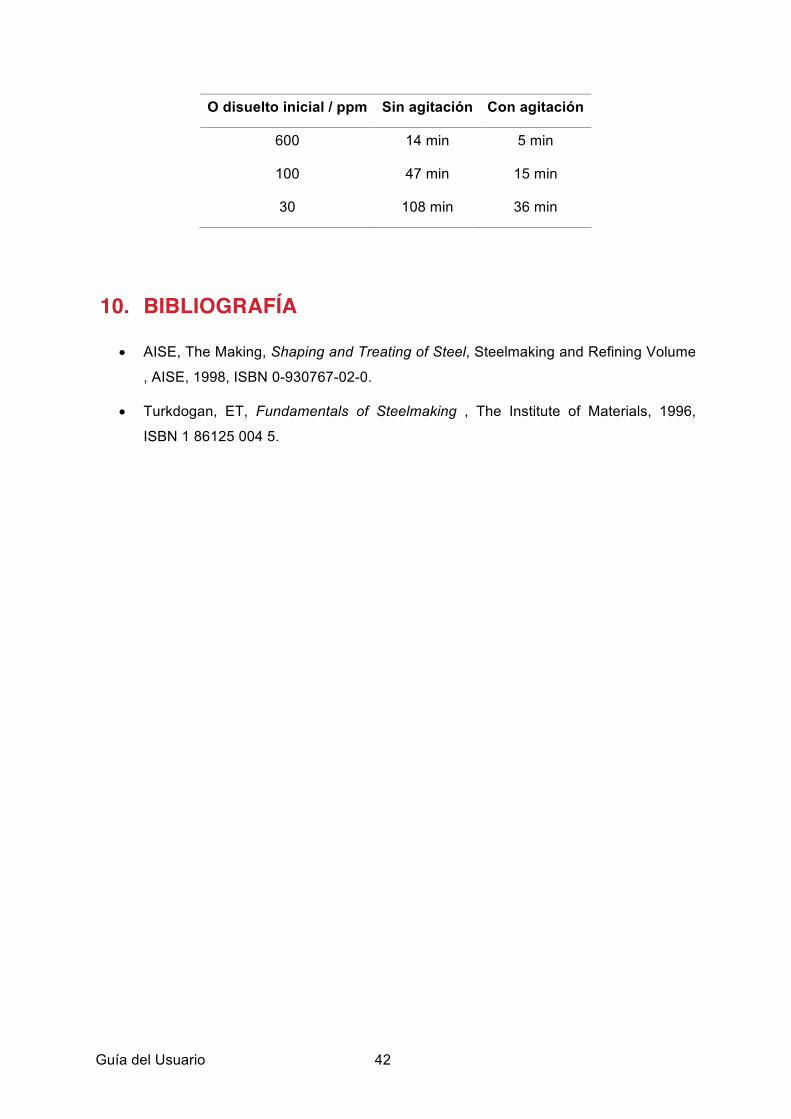
Guía del Usuario 42
O disuelto inicial / ppm Sin agitación Con agitación
600 14 min 5 min
100 47 min 15 min
30 108 min 36 min
10. BIBLIOGRAFÍA
• AISE, The Making, Shaping and Treating of Steel, Steelmaking and Refining Volume
, AISE, 1998, ISBN 0-930767-02-0.
• Turkdogan, ET, Fundamentals of Steelmaking , The Institute of Materials, 1996,
ISBN 1 86125 004 5.
World Steel Association
Avenue de Tervueren 270
B-1150 Brussels
Belgium
T: +32 (0) 2 702 89 00
F: +32 (0) 2 702 88 99
C413 Office Building
Beijing Lufthansa Center
50 Liangmaqiao Road
Chaoyang District
Beijing 100125
China
T : +86 10 6464 6733
F : +86 10 6464 6744
steeluniversity
Avenue de Tervueren 270
B-1150 Brussels
Belgium
T: +32 (0) 2 702 89 00
F: +32 (0) 2 702 88 99