Embed Size (px)
Citation preview
Prepared for
Pathfinder Minerals plc
Scoping Study Report on the Moebase and Naburi Mineral Sands Deposits, Mozambique
Pathfinder Minerals plc Date: 13 May 2011

Pathfinder Minerals plc Scoping Study
D128826 Pathfinder Minerals Scoping Study 13-05-11.doc Page 1 of 1
Document Title Scoping Study Report on the Moebase and Naburi Mineral Sands Deposits,
Mozambique
Client Name & Address
Mr. Nicholas Trew Pathfinder Minerals plc 2nd Floor Suite, 30 Clarendon Road, Watford, Hertfordshire WD17 1JJ, United Kingdom
Document Reference
D128826/19502 Status &
Issue No.
Final 2
Issue Date May 2011 Lead Author
Mark Mounde 13/05/2011
Reviewer Chris Gilchrist
13/05/2011
Project Manager Approval
Mark Mounde
13/05/2011
Director Approval David JF Smith
13/05/2011
Report Distribution Name No. of Copies
Pathfinder Minerals plc 1 (Electronic)
URS/Scott Wilson Library 1 (master)
This document has been prepared in accordance with the scope of URS/Scott Wilson's appointment with its client and is subject to the terms of that appointment. It is addressed to and for the sole and confidential use and reliance of URS/Scott Wilson's client. URS/Scott Wilson accepts no liability for any use of this document other than by its client and only for the purposes for which it was prepared and provided. No person other than the client may copy (in whole or in part) use or rely on the contents of this document, without the prior written permission of the Company Secretary of URS Scott Wilson Ltd. Any advice, opinions, or recommendations within this document should be read and relied upon only in the context of the document as a whole. The contents of this document do not provide legal or tax advice or opinion.
© URS Scott Wilson [Ltd] 2011
URS/Scott Wilson
Royal CourtBasil Close
ChesterfieldDerbyshire S41 7SL
United Kingdom
Tel: +44 (0)1246 209 221 Fax: +44 (0)1246 209 229
www.urs-scottwilson.com

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(1)
Table of Contents
1 EXECUTIVE SUMMARY....................................................... 6 1.1 Introduction.....................................................................................................6 1.2 Project Deposits .............................................................................................7 1.2.1 Moebase Mineral Sands Deposit, Mozambique ...............................................7 1.2.2 Naburi Mineral Sands Deposit, Mozambique ...................................................7 1.3 Geology ...........................................................................................................7 1.3.1 Exploration History ...........................................................................................7 1.3.2 Mineral Resources............................................................................................8 1.4 Mining ..............................................................................................................9 1.5 Mineral Processing.......................................................................................10 1.5.1 Primary Concentration....................................................................................10 1.5.2 Ilmenite circuit.................................................................................................11 1.5.3 The Non Magnetics Wet Gravity Circuit .........................................................11 1.5.4 The Rutile Circuit ............................................................................................11 1.5.5 The Wet Zircon Circuit ....................................................................................11 1.5.6 Dry Zircon Circuit ............................................................................................11 1.5.7 Products .........................................................................................................12 1.6 Product Despatch.........................................................................................12 1.7 Infrastructure ................................................................................................13 1.7.1 Main Incoming Power Supply .........................................................................13 1.7.2 Infrastructure Capital Cost..............................................................................13 1.8 Environment..................................................................................................13 1.9 Economic analysis .......................................................................................14 1.9.1 Capital Expenditure ........................................................................................14 1.9.2 Operating Expenditure....................................................................................15 1.9.3 Labour ............................................................................................................15 1.9.4 Economic Analysis .........................................................................................16 1.9.5 Mineral prices .................................................................................................16 1.9.6 Cash Flow Analysis ........................................................................................17 1.9.7 Sensitivity Analysis .........................................................................................17 1.10 Conclusions and Recommendations..........................................................18 1.11 Disclaimer .....................................................................................................20
2 Moebase and Naburi Mineral Sands Deposits ................ 22 2.1 Introduction...................................................................................................22 2.2 Location.........................................................................................................22 2.3 Licences ........................................................................................................23 2.4 Exploration History ......................................................................................24 2.5 Regional Geology .........................................................................................25

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(2)
2.6 Deposit Geology ...........................................................................................25 2.6.1 Property Geology............................................................................................28 2.7 Deposit Type and Model ..............................................................................32 2.8 Mineralization................................................................................................32 2.8.1 Mineral Quality................................................................................................33 2.9 Drilling ...........................................................................................................36 2.9.1 Adjacent Properties ........................................................................................37 2.9.2 Mineral Processing and Metallurgical Test Work............................................38 2.9.3 Mineral Resources..........................................................................................39 2.9.4 Resource Estimation Methodology.................................................................39
3 Mining, Mineral Processing and Despatch ..................... 42 3.1 Mining ............................................................................................................42 3.1.1 Production Schedule ......................................................................................42 3.2 Primary Concentration.................................................................................43 3.3 Mineral Separation .......................................................................................44 3.3.1 The Wet High Intensity Magnetic Separation Circuit ......................................45 3.3.2 The Ilmenite Circuit.........................................................................................46 3.3.3 The Non Magnetics Wet Gravity Circuit .........................................................46 3.3.4 The Rutile Circuit ............................................................................................47 3.3.5 The Wet Zircon Circuit ....................................................................................48 3.3.6 Dry Zircon Circuit ............................................................................................48 3.4 Final Products...............................................................................................49 3.5 Product Despatch.........................................................................................49 3.6 Basis of Design.............................................................................................50 3.6.1 Primary Concentration Plants.........................................................................50 3.6.2 Mineral Separation Plant Circuits ...................................................................50
4 Infrastructure ..................................................................... 52 4.1 Welfare Building ...........................................................................................52 4.2 Mine offices...................................................................................................52 4.3 Workshops ....................................................................................................52 4.4 Stores building .............................................................................................52 4.5 Laboratory.....................................................................................................53 4.6 Main substation 110 kV/33 kV .....................................................................53 4.7 Fire department ............................................................................................53 4.8 Social and Recreational building ................................................................53 4.9 Security and gate house ..............................................................................54 4.10 Bus terminus.................................................................................................54 4.11 Sewerage plant .............................................................................................54

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(3)
4.12 Water Supply.................................................................................................54 4.13 Water storage reservoir ...............................................................................54 4.14 Fire Fighting Main.........................................................................................55 4.15 Water Main ....................................................................................................55 4.16 Transport links..............................................................................................55 4.16.1 Main overland road from Vila de Mocuba.......................................................55 4.16.2 Sea transportation ..........................................................................................55 4.16.3 Air Transportation ...........................................................................................56 4.17 Site access roads .........................................................................................56 4.18 Staff and Housing Facilities ........................................................................56 4.19 Site Preparation and landscaping...............................................................57 4.20 Main Incoming Power Supply......................................................................57 4.21 Temporary Site Services..............................................................................57
5 Environment....................................................................... 60 5.1 Information sources .....................................................................................60 5.2 EIA Regulatory Framework..........................................................................60 5.2.1 Mozambique ...................................................................................................60 5.2.2 International....................................................................................................61 5.3 Key Environmental and Social Impacts .....................................................62 5.3.1 Socio-economics and Resettlement ...............................................................62 5.3.2 Health and Welfare Plan.................................................................................63 5.3.3 Soils and Geology ..........................................................................................63 5.3.4 Water Resources............................................................................................63 5.3.5 Land Take and Ecological Loss......................................................................64 5.3.6 Cultural Heritage.............................................................................................64 5.3.7 Noise and Vibration ........................................................................................64 5.3.8 Air Quality .......................................................................................................65 5.3.9 Landscape/Visual Assessment:......................................................................65 5.4 Baseline Survey Requirements and Programme.......................................65 5.5 Socio-economics..........................................................................................65 5.5.1 Water Resources and Quality.........................................................................66 5.5.2 Terrestrial / Estuarine Ecology .......................................................................66 5.5.3 Coastal Ecology and Processes.....................................................................67 5.5.4 Cultural Heritage.............................................................................................68 5.5.5 Noise and Vibration ........................................................................................68 5.5.6 Air Quality .......................................................................................................68 5.6 Consultation..................................................................................................68 5.7 Preliminary Environmental Management Plan...........................................69
6 Financial Analysis ............................................................. 70

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(4)
6.1 Capital Expenditure......................................................................................70 6.1.1 Exclusions ......................................................................................................70 6.2 Operating Expenditure.................................................................................71 6.3 Mobile Equipment.........................................................................................72 6.4 Labour ...........................................................................................................72 6.5 Power.............................................................................................................72 6.6 Maintenance Costs.......................................................................................73 6.7 Economic Analysis.......................................................................................73 6.7.1 Mineral prices .................................................................................................73 6.7.2 Cash Flow Analysis ........................................................................................73 6.7.3 Sensitivity Analysis .........................................................................................74
7 Construction Philosophy.................................................. 76 7.1 Road Transportation ....................................................................................76 7.2 Sea Transportation.......................................................................................76 7.3 Air Transportation ........................................................................................77 7.4 Likely Construction Schedule .....................................................................77 7.4.1 Aggregate quarrying and earthworks .............................................................77 7.4.2 Civil engineering .............................................................................................78 7.4.3 Steelwork erection, mechanicals and piping (SMP) .......................................78 7.4.4 Electricals .......................................................................................................78 7.5 Commissioning.............................................................................................79
8 Marketing and Sales.......................................................... 81 8.1 Ilmenite and Rutile........................................................................................81 8.1.1 TiO2 Pigment Production Processes and Ilmenite Quality .............................81 8.1.2 TiO2 Feedstock Supply and Demand .............................................................82 8.1.3 Zircon..............................................................................................................85
9 Value Added Processes.................................................... 87 9.1 The Becher Process .....................................................................................87 9.2 The Benilite Process ....................................................................................88 9.3 The Austpac ERMS and EARS Process .....................................................88
10 Conclusions and Recommendations .............................. 89
11 References ......................................................................... 91 FIGURES Figure 2-1: Project Location ............................................................................................23
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(5)
Figure 2-2: Geological map of the Moebase area...........................................................27 Figure 8-1: TiO2 Global Demand.....................................................................................82 Figure 8-2: TiO2 Pigment Demand Per Capita ................................................................82 Figure 8-3: Regional Share of TiO2 Demand ..................................................................83 Figure 8-4: Supply/Demand Outlook to 2020..................................................................84 Figure 8-6: Supply/Demand Balances by process route: 2004-2015..............................85 Figure 8-7: Global Zircon supply and demand: 1990 - 2015...........................................86 TABLES Table 1-1: Historic Mineral Resource Estimates (based on modelling by Gencor)...........9 Table 1-2: Mineral Resource (CIM)...................................................................................9 Table 1-3: Weight % Fraction in Heavy Mineral Concentrate .........................................12 Table 1-4: Annual Final Product Production ...................................................................12 Table 1-6: Project Capital Costs .....................................................................................15 Table 1-10: Pre-Tax NPV at Differing Discount Rates ....................................................17 Table 2-1: Pathfinder Minerals plc - Summary Table of Licences...................................24 Table 2-2 : Mineralogical Composition of M1, M2 and D1 Deposits ...............................32 Table 2-3 : Summary Analyses – Heavy Mineral Concentrates......................................35 Table 2-4 : Mineralogical Composition of M1, M2 and D1 Deposits ...............................37 Table 2-5: Historic Mineral Resource Estimates (based on modelling by Gencor).........41 Table 2-6: Mineral Resource (CIM).................................................................................41 Table 3-1: Weight % Fraction in Heavy Mineral Concentrate .........................................49 Table 3-2: Annual Final Product Production ...................................................................49 Table 3-3: PCP Design Basis..........................................................................................50 Table 3-4: MSP Design Basis .........................................................................................51 Table 6-1: Project Capital Costs .....................................................................................71 Table 6-5: Pre-Tax NPV at Various Discount Rates .......................................................74 APPENDICES Appendix A – Process Plant Drawings

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(6)
1 EXECUTIVE SUMMARY 1.1 Introduction
In March 2011 URS/Scott Wilson Ltd (URS Scott Wilson) was appointed by Pathfinder Minerals plc (Pathfinder) to prepare a Scoping Study (the Study) on the Moebase and Naburi mineral sands deposits in Mozambique. The purpose of the Study was to revisit the capital and operating cost estimates of the BHP Billiton (BHP) TiGen project, undertaken in the 1990’s, to a Scoping Study level. This Study was based on historic data and information made available to URS/Scott Wilson. No confirmatory drilling or any engineering or metallurgical testwork has been undertaken as part of this study.
In April 2011 Pathfinder requested that URS Scott Wilson undertake a revised Scoping Study in which the run of mine production rate is increased from a total of 4,600 tonnes per hour (tph) in the original report to 6,440 tph in this Study.
The assets studied in this report are as follows:
• The coastal sand mineral sands deposits, Mozambique
Moebase 1 & 2, Molocue, Lipobane 1 & 2.
• The decksand mineral sands deposits, Mozambique
Moebase decksand
Naburi
The objective of this report is to present the results of the study covered by the Moebase and Naburi licences as a single Project. To this end URS/Scott Wilson examined documentation made available by Pathfinder on the properties and most recently visited the Moebase sites in Mozambique on 15 January 2011.
URS/Scott Wilson has previously undertaken a Mineral Expert’s Report and a Property Valuation Report in December 2010 and March 2010 respectively.
Mark Mounde, C.Eng, Senior Mining Engineer, URS/Scott Wilson, and Donald Hains P.Geo, Associate Consulting Geologist, URS/Scott Wilson, conducted a site visit from 03 - 09 November 2009. Mark Mounde conducted a further site visit on 15 January 2011.
For the Scoping Study discussions were held with:
• Mr. Nicholas Trew – Director, Pathfinder Minerals plc
• Diogo Cavaco – Director, Companhia Mineira de Naburi S.A.RL.
Pathfinder owns 99.99% of Companhia Mineira de Naburi (CMdN), a Mozambican registered company, which owns the Naburi and Moebase licences in Mozambique.
URS/Scott Wilson undertook the geology, infrastructure, construction philosophy and financial evaluation sections of this report. URS/Scott Wilson appointed Aker

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(7)
Solutions Matasis to undertake the mining, mineral processing and product despatch sections.
1.2 Project Deposits 1.2.1 Moebase Mineral Sands Deposit, Mozambique
The Moebase mineral sands deposit (Moebase) is located in Mozambique on the northern coast of the country at 17°02'30" South, 38°55'00" East and at elevations between 0 m and 100 m above mean sea level (amsl) as the deposits are approximately 390 km northeast of Beira and approximately 1100 km northeast of the capital, Maputo.
CMdN holds the exclusive exploration licence No. 73L covering 22 km2 under the terms and conditions set out by the Government of Mozambique.
1.2.2 Naburi Mineral Sands Deposit, Mozambique The Naburi mineral sands deposit (Naburi) is located in Mozambique on the northern coast of the country at 16°54'00" South, 39°01'00" East and at elevations between 50 m and 100 m above mean sea level (amsl) as the deposits are approximately 390 km northeast of Beira and approximately 1100 km northeast of the capital, Maputo.
CMdN hold the exclusive mining licence No. 760C covering 11 km2 under the terms and conditions set out by the Government of Mozambique.
1.3 Geology 1.3.1 Exploration History
Initial exploration activity on the property was undertaken by Edlow Resources Ltd. (“Edlow) when it obtained the concession in 1988. Reconnaissance drilling was conducted in 1989, followed by exploration drilling using reverse circulation equipment on a 1000m by 100m grid. Edlow completed 427 reverse circulation holes totalling 6,519m for resource evaluation on the Moebase (288 holes, 4,690 m) and Molocue (139 holes, 1,829 m) deposits. Edlow commissioned Mineral Deposits Ltd to conduct a prefeasibility study for the development of the Moebase deposits in 1991. This study was based on an historical Indicated Resource of 239.9 million tonnes grading 5.17% heavy minerals.
Genmin, the minerals subsidiary of Gencor (subsequently BHP Billiton) entered into an option agreement with Edlow and the Mozambique Ministry of Mines (“Mirem”) in June 1993 to advance the project through to full feasibility and development. Gencor initiated a program of detailed exploration, beginning with photogeological interpretation of the deposit area. This was followed by reconnaissance exploration, hand auger and power auger drilling and sampling on a wide drill spacing. Extensive reverse circulation resource evaluation drilling was undertaken, with most of the Gencor exploration work being conducted over the 1994 – 1998 period. Gencor established a spiral concentrate pilot plant at the Moebase site in 1995 for preparation of large bulk samples of heavy mineral concentrates for subsequent metallurgical test work.
A prefeasibility study was completed in 1995 and a full feasibility study including environmental assessment was authorized in 1996 and completed in 1998. The focus of the prefeasibility and feasibility study work was on the production of a chloride

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(8)
grade titanium slag from the ilmenite. Iron would be sold as a co-product from the slag operation. Rutile and zircon would be sold as mineral concentrates. The project, as structured, did not prove economically feasible and BHP Billiton placed the project on a care and maintenance basis in 2004.
1.3.2 Mineral Resources The mineralized areas under the two licences can be divided into nine deposits. These are:
1. Moebase Licence
• Moebase M1 deposit – emergent coastal dune formation
• Moebase M2 deposit – inland coastal (mobile) dune formation
• Molocue M0 deposit – emergent coastal dune formation
• Lipobane L1 deposit – emergent coastal dune formation
• Lipobane L2 deposit – accreted dune formation
• Lipobane L3 deposit – accreted dune formation
• Decksand D1 deposit – paleo dune formation
• Decksand D2 deposit – paleo dune formation inland of D1 deposit
2. Naburi Licence
• Naburi deposit – paleo dune formation (decksand)
Deposits M1, M0 and L1 form a geological group as deposits found in the younger dune formations, but are separated by river systems from each other. Deposit M1 is associated with recent active coastal dune complex and younger accreted beach/dune complexes. It extends for about 15 km from the Moebase River to the Molocue River and reaches a maximum width of about 1.5 km. The dune complex consists of mobile dunes and sand sheets, low elevation inter-dune flats and swamps. The dunes reach a maximum height of about 15 m. The inter-dunal area consists of accreted beach material frequently overlain by a coarse grained lag/deflation layer reflecting dune migration.
Deposits M2, L2 and L3 are accreted dune formations located inland of the coastal dune formations. The Decksand D1 and D2 and Naburi deposits are older paleo-dune formations located well inland of the modern beach front.
A block model of each deposit was developed by BHP with the block size dimensions of 250 m x 100 m x 1 m used for the Moebase deposits and for the D1 and D2 deposits. The block model was oriented in the general strike direction of the deposit. Blocks were classified by the proportion of the volume of the block falling inside the orebody. Total heavy mineral estimates of the mean grade and the tonnage were calculated from the drill hole data and imported into the model using a 1.6 t/m3 specific gravity. The same methodology was applied to resource estimates for the Lipobane, intertidal and Naburi deposits. The BHP Study reports that the results of the manual
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(9)
and computer-based resource estimates were reasonably comparable, with the VULCAN results being slightly lower.
URS/Scott Wilson has reviewed the methodologies employed in developing the historic resource estimates and is in agreement with the resource modelling procedures. URS/Scott Wilson has not conducted an audit of the input data to the historic geological model, and accordingly cannot verify the accuracy of the model.
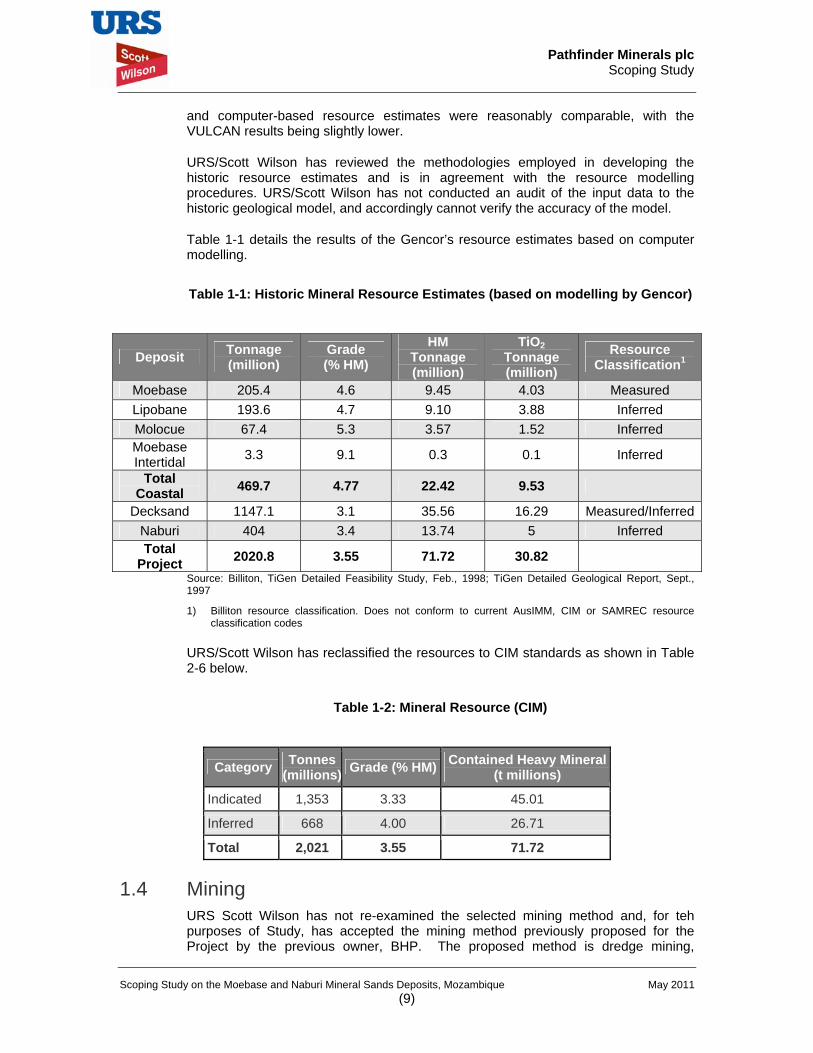
Table 1-1 details the results of the Gencor’s resource estimates based on computer modelling.
Table 1-1: Historic Mineral Resource Estimates (based on modelling by Gencor)
Deposit Tonnage (million)
Grade (% HM)
HM Tonnage (million)
TiO2 Tonnage (million)
Resource Classification1
Moebase 205.4 4.6 9.45 4.03 Measured Lipobane 193.6 4.7 9.10 3.88 Inferred Molocue 67.4 5.3 3.57 1.52 Inferred Moebase Intertidal 3.3 9.1 0.3 0.1 Inferred
Total Coastal 469.7 4.77 22.42 9.53
Decksand 1147.1 3.1 35.56 16.29 Measured/InferredNaburi 404 3.4 13.74 5 Inferred Total
Project 2020.8 3.55 71.72 30.82 Source: Billiton, TiGen Detailed Feasibility Study, Feb., 1998; TiGen Detailed Geological Report, Sept., 1997
1) Billiton resource classification. Does not conform to current AusIMM, CIM or SAMREC resource classification codes
URS/Scott Wilson has reclassified the resources to CIM standards as shown in Table 2-6 below.
Table 1-2: Mineral Resource (CIM)
Category Tonnes(millions) Grade (% HM) Contained Heavy Mineral
(t millions)
Indicated 1,353 3.33 45.01
Inferred 668 4.00 26.71
Total 2,021 3.55 71.72 1.4 Mining
URS Scott Wilson has not re-examined the selected mining method and, for teh purposes of Study, has accepted the mining method previously proposed for the Project by the previous owner, BHP. The proposed method is dredge mining,
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(10)
commonly used in this industry. A dredger consists of a main floating structure (pontoons), a ladder structure located in the centre front of the vessel, fixed and movable spuds, swing winches located on either side of the vessel, motor control centre and control room.
Two mining ponds will be developed, a 2,240 tph mining operation located in the Coastal lease area (Moebase 1, Moebase 2, Molocue, Lipobane 1, Lipobane 2 and Naburi) and a second operation rated at 4,200 tph mining the Decksand deposit over a mine life of 30 years. Total run of mine production is planned at 47 million tonnes per annum with an annual plant utilisation of 80%.
Due to the structure of the Moebase decksand deposit the BHP study concluded that 75% of the Moebase decksand deposit would be mineable whilst 51% of the other deposits would be mineable and this has been accepted by URS Scott Wilson for this Study.
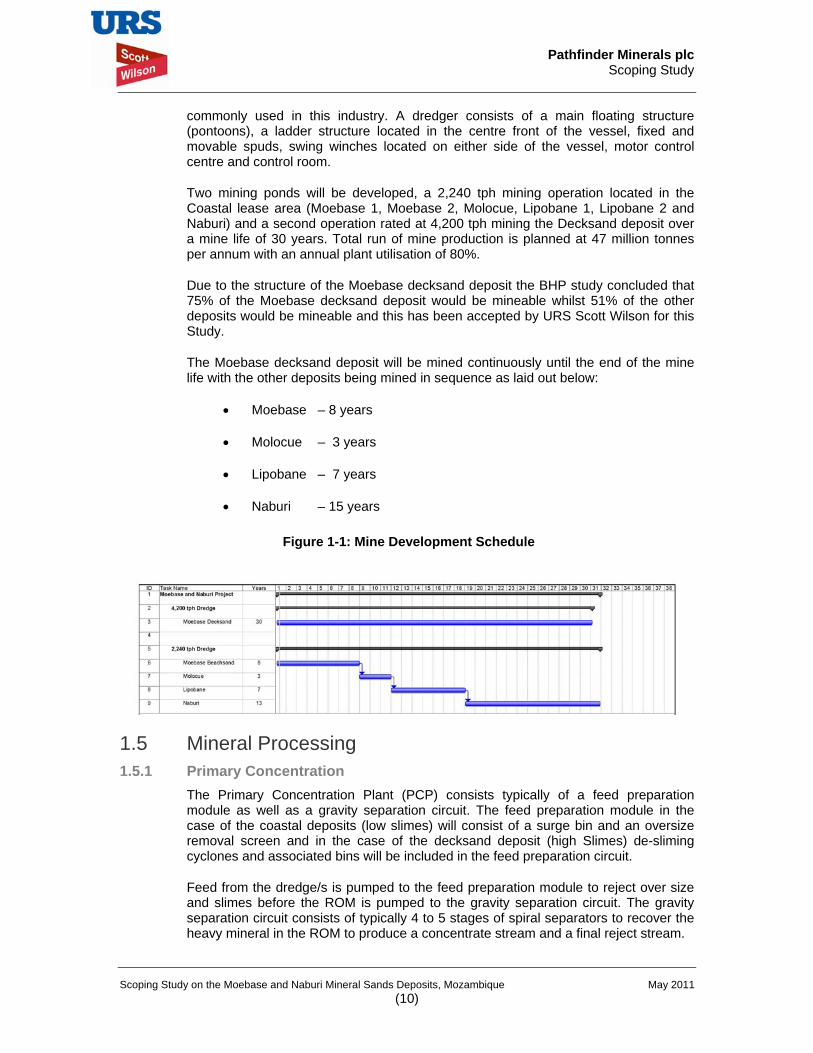
The Moebase decksand deposit will be mined continuously until the end of the mine life with the other deposits being mined in sequence as laid out below:
• Moebase – 8 years
• Molocue – 3 years
• Lipobane – 7 years
• Naburi – 15 years
Figure 1-1: Mine Development Schedule
1.5 Mineral Processing 1.5.1 Primary Concentration
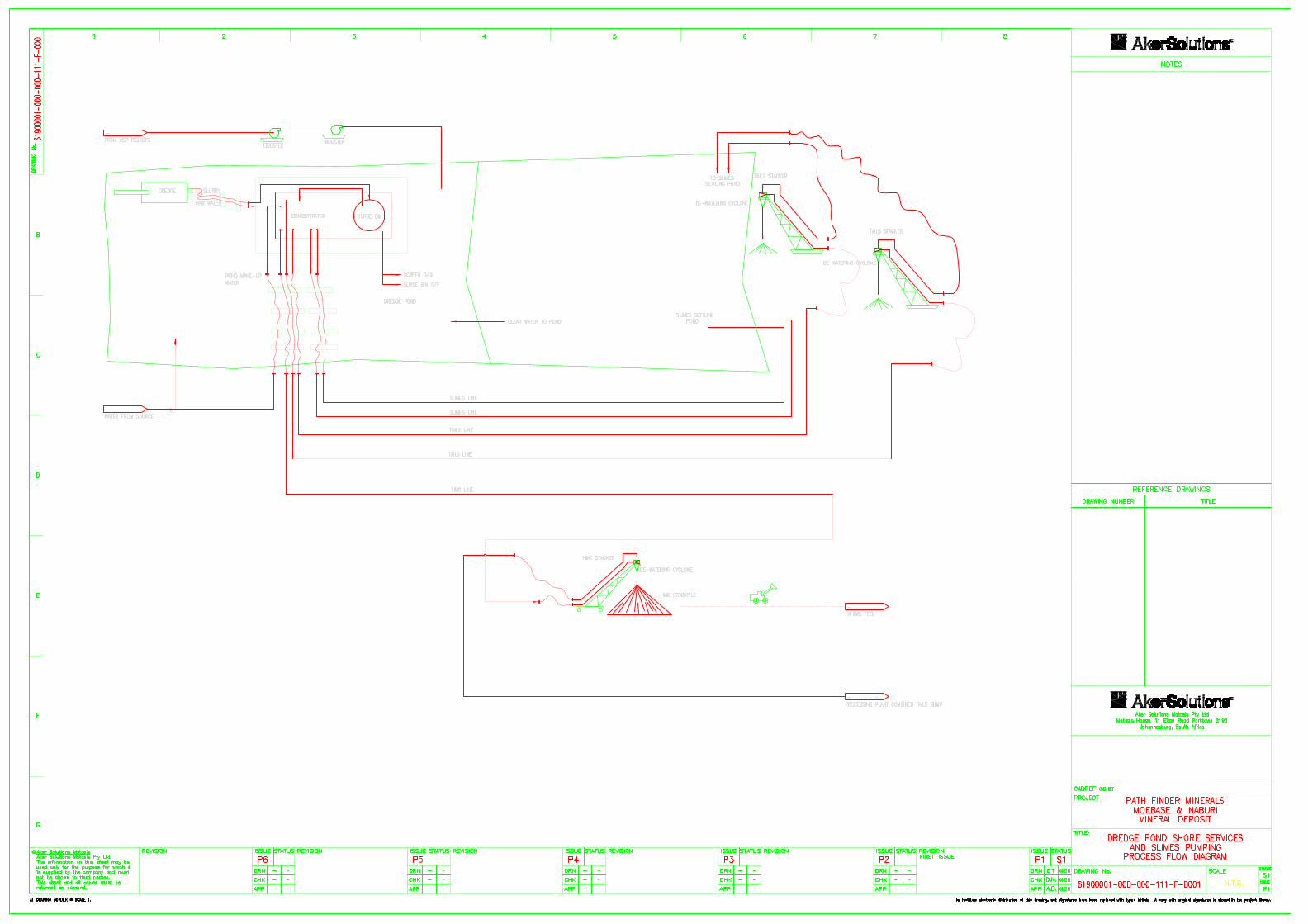
The Primary Concentration Plant (PCP) consists typically of a feed preparation module as well as a gravity separation circuit. The feed preparation module in the case of the coastal deposits (low slimes) will consist of a surge bin and an oversize removal screen and in the case of the decksand deposit (high Slimes) de-sliming cyclones and associated bins will be included in the feed preparation circuit.
Feed from the dredge/s is pumped to the feed preparation module to reject over size and slimes before the ROM is pumped to the gravity separation circuit. The gravity separation circuit consists of typically 4 to 5 stages of spiral separators to recover the heavy mineral in the ROM to produce a concentrate stream and a final reject stream.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(11)
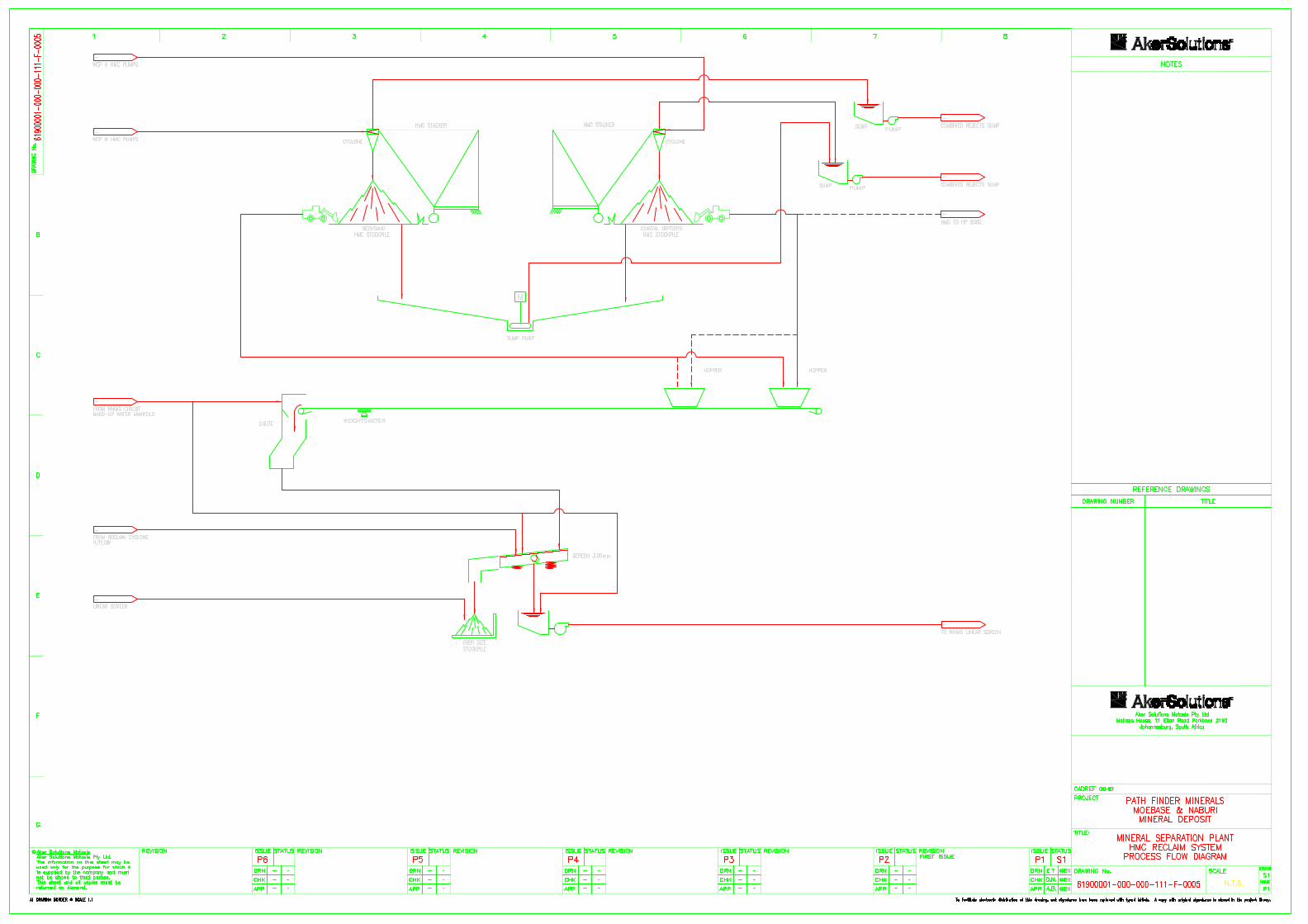
The PCP tails, slimes and concentrate will leave the pond via floating walkway to the shore where the slimes will be delivered to the slimes settling pond, the tails will report to the tails de-watering cyclones (underflow will rebuild the dune and the over flow will gravitate back into the slimes settling pond) supported by stacker arrangement and the HMC will be pumped to a de-watering cyclone and stacker located at the Mineral Separation Plant.
Front end loaders will be used to reclaim the HMC from the stockpile and load the Wet High Intensity Magnetic Separation (WHIMS) circuit feed hopper.
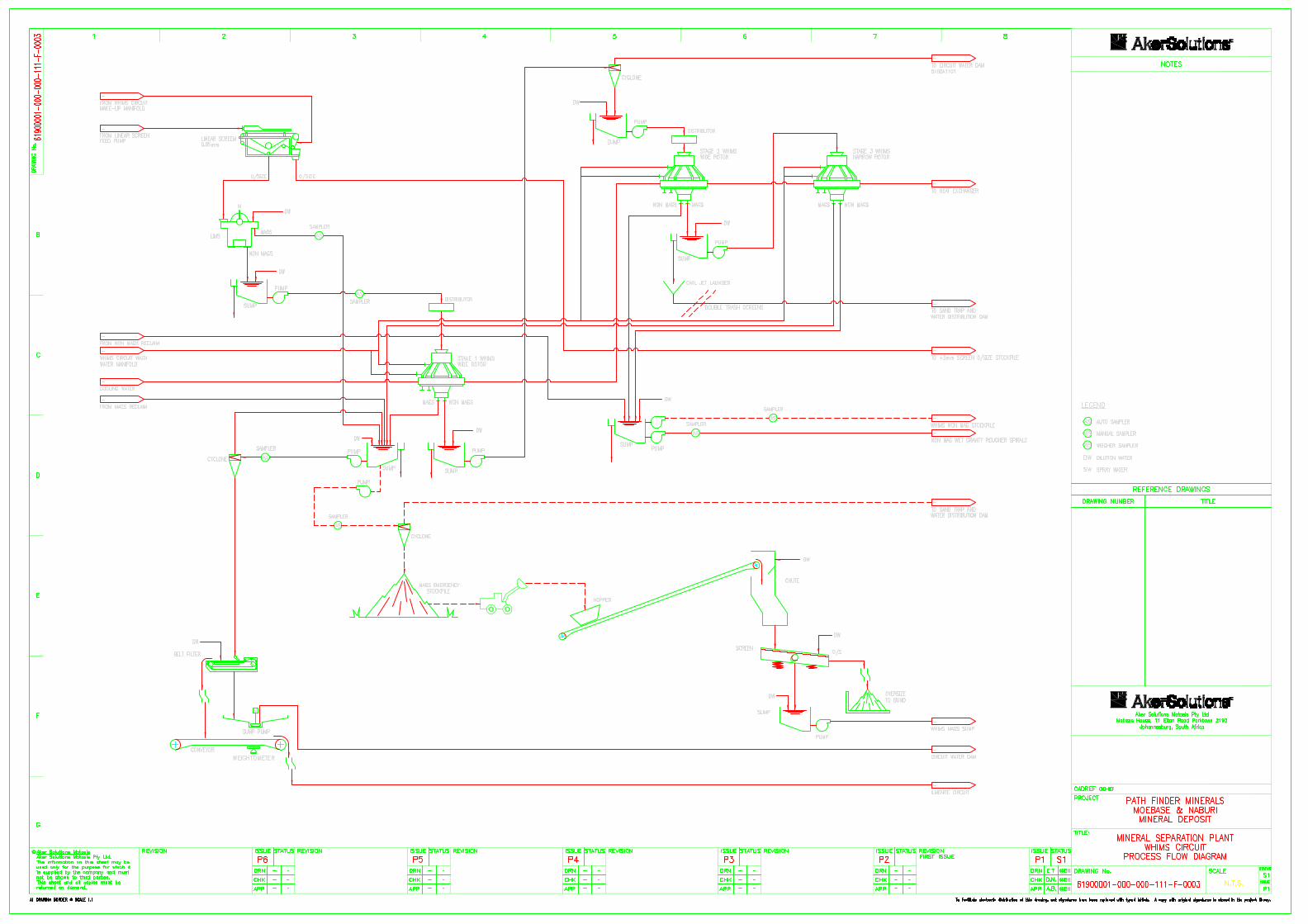
The primary objective of the WHIMS circuit is to produce magnetic and non magnetic products, which meet the necessary grade specifications, at maximised recoveries. The HMC feed will vary in HM grade from between 88% to 92% HM content.
1.5.2 Ilmenite circuit The ilmenite process will consist of WHIMS magnetics filter cake drying, oversize rejection by screening, High Tension Roll (HTR) separation to remove Uranium and Thorium bearing minerals (predominantly monazite) and magnetic fractionation by multiple stages of rare earth drum magnets (REDs) and multiple stages of rare earth roll magnets (RERs) to produce the Ilmenite products and rejects for return to the PCP for disposal.
1.5.3 The Non Magnetics Wet Gravity Circuit The non magnetics from the WHIMS circuit will report to a 3 stage spiral circuit to reject most of the quartz minerals and other light trash minerals that was upgraded to the non magnetic fraction of the WHIMS circuit.
The tailings from this circuit will be combined with the tailings from other MSP circuits and pumped back to the PCP for disposal.
1.5.4 The Rutile Circuit The concentrate from the non magnetic wet gravity circuit will be dried. From the dryer the hot mineral will pass over a 1 - 2mm screen to reject any coarse material before the mineral reports to the electrostatic and magnetic separators. From this circuit the final Rutile product is generated and a small fraction of non conductors will also be rejected to the Zircon circuit. A reject stream will also be generated from this circuit.
1.5.5 The Wet Zircon Circuit The purpose of the wet zircon circuit is to reject residual quartz and other light minerals upgraded as a result of the removal of the conductor fraction in the Rutile circuit. The wet zircon circuit will also reject small amounts of other light heavy minerals such as Aluminium silicates.
Typically the wet Zircon circuit consists of a three stage spiral circuit and produces a concentrate and reject streams. The tailings from this circuit will be combined with the tailings from other MSP circuits and pumped back to the PCP for disposal.
1.5.6 Dry Zircon Circuit The concentrate will be dried and from the dryer the hot mineral will pass over a 1 to 2mm screen to reject any coarse material before the mineral reports to electrostatic and magnetic separators where final Zircon and a reject stream is produced. The
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(12)
Zircon product will be stored in silos and the reject stream will be combined with other reject streams before being pumped back to the PCP for disposal.
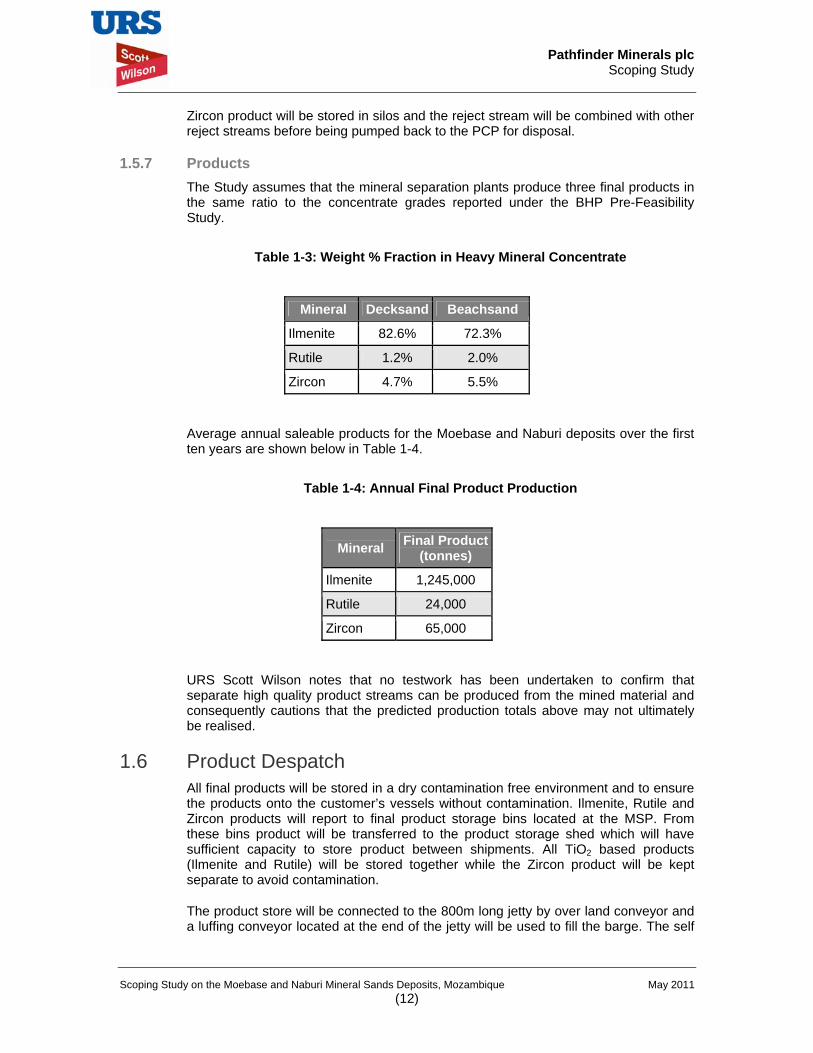
1.5.7 Products The Study assumes that the mineral separation plants produce three final products in the same ratio to the concentrate grades reported under the BHP Pre-Feasibility Study.
Table 1-3: Weight % Fraction in Heavy Mineral Concentrate
Mineral Decksand Beachsand
Ilmenite 82.6% 72.3%
Rutile 1.2% 2.0%
Zircon 4.7% 5.5%
Average annual saleable products for the Moebase and Naburi deposits over the first ten years are shown below in Table 1-4.
Table 1-4: Annual Final Product Production
Mineral Final Product(tonnes)
Ilmenite 1,245,000
Rutile 24,000
Zircon 65,000
URS Scott Wilson notes that no testwork has been undertaken to confirm that separate high quality product streams can be produced from the mined material and consequently cautions that the predicted production totals above may not ultimately be realised.
1.6 Product Despatch All final products will be stored in a dry contamination free environment and to ensure the products onto the customer’s vessels without contamination. Ilmenite, Rutile and Zircon products will report to final product storage bins located at the MSP. From these bins product will be transferred to the product storage shed which will have sufficient capacity to store product between shipments. All TiO2 based products (Ilmenite and Rutile) will be stored together while the Zircon product will be kept separate to avoid contamination.
The product store will be connected to the 800m long jetty by over land conveyor and a luffing conveyor located at the end of the jetty will be used to fill the barge. The self

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(13)
propelled self unloading barge will transport to the ships moored in the shipping lane and off load the product.
1.7 Infrastructure The location of the Project has historically been affected by cyclones and as such the design of the buildings will recognise this hazard. The man instructure building and facilities are listed below:
• Welfare Building
• Mine offices
• Workshops
• Stores building
• Laboratory
• Main substation 110 kV/33 kV
• Water storage reservoir
• Site access roads
• Staff and Housing Facilities
1.7.1 Main Incoming Power Supply An adequate electricity supply is not available at the mine site and it will be necessary to construct an overhead 110 kV power line from the nearest available power supply to the mine site which will be located to between the Moebase decksand deposit and the Molocue River. The estimated distance of the new overhead line is 100 km
1.7.2 Infrastructure Capital Cost
Table 1-5: Total Project Infrastructure Cost Facility Cost (US$)
Temporary Services for Construction 2,833,000 Project Infrastructure 39,451,000 Total 42,284,000
1.8 Environment An EIA and supporting documentation was prepared by Coastal and Environmental Services in 1997 and this represents the main source of environmental and social data available with respect to the project setting. The report did not consider in details the social and community aspects of the project and as such would be deficient by current standards and further work is required to cover this aspect.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(14)
The information presented below and the conclusions and recommendations made are based on a review of the historic data available. Much of this data relates to surveys and assessment work undertaken for the project in the late 1990’s and by the site visits by URS/Scott Wilson in November 2009 and January 2011. It should therefore be stressed that although the data collected and assessed in the late 1990s is relevant for scoping purposes it is not, in most cases, considered current enough to enable an updating of the EIA, nor is the assessment considered valid.
Based on the available information, no fatal flaws were identified from an environmental and social perspective for the project, however, there are notable environmental and social issues related to the project to be addressed which include:
• socio-economics and resettlement,
• health and welfare plan;
• agricultural/pasture/fishing ground loss and access restrictions,
• employment creation (both direct and indirect) during construction and operation and managing community expectations in this regard;
• water resources;
• water quality impacts (Acid rock drainage and suspended solids),
• heritage; and
• ecology (terrestrial and coastal).
URS/Scott Wilson is of the opinion that a full ESIA will be required in order to advance the Project.
1.9 Economic analysis 1.9.1 Capital Expenditure
The capital expenditure estimate is indicative and has been estimated by scaling from other similar types and size of projects but is considered appropriate to the Study level of accuracy of +/- 40%. A risk contingency of 15% has been included. The estimate base costs are Q3 2010, escalation has been excluded and the estimate has been prepared in US$.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(15)
Table 1-6: Project Capital Costs
PROJECT CAPITAL COSTS Capital cost (US$ m) DIRECT CAPITAL COST
Wet Concentrator Plant (1,600tph) 87.2 Wet Concentrator Plant (3,000tph) 150.5 Mineral Separation Plant 75.1 Product Despatch 178.4 Infrastructure 42.3
TOTAL DIRECT CAPITAL COST 533.4 INDIRECT CAPITAL COST
Owners Consultants 11.0 EPCM 61.9 Contingency (15% of DCC) 80.0 TOTAL CAPITAL COST 686.4
A sustaining capital allowance of 1% of the Direct Capital cost has been applied within the cashflow model and applied from Year 3 onwards. The annual sustaining capital is budgeted at US$ 5.3 million.
1.9.2 Operating Expenditure The operating cost estimate was developed to determine all the major components of operating costs associated with a venture of this nature. No contingency has been applied to the operating costs.
Table 1-7: Summary of Operating Costs
Operating Cost Component
Annual cost (US$ m)
Unit cost per ROM tonne
Percentage of total
Mobile Equipment 3.5 0.08 5% Labour 15.4 0.35 21% Power 10.7 0.25 15% Diesel 8.6 0.20 12% General 10.7 0.25 15% Maintenance 18.1 0.42 25% Operations 6.0 0.14 8% Total 73.2 1.68 100%
1.9.3 Labour
A labour schedule is based on similar operations has been developed and is shown in Table 1-8. Cognisance will be taken in the long term that, where appropriate, expatriate labour will be replaced by local labour as the skill and experience are developed.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(16)
Table 1-8: Project Labour
Category Expat Local Total Management 9 2 11 4,200 tph Wet Plant 13 54 67 2,240 tph Wet Plant 13 54 67 Mineral Separation Plant 9 48 57 Maintenance 25 26 51 Technical Services 10 47 57 Transport, Housing & Catering 7 57 64 Human Relations and Environment, Health and Safety 4 66 70 Harbour 0 16 16 Total 90 370 460
1.9.4 Economic Analysis A pre-tax cashflow model was generated for the Project using the Study cost estimates of the Project capital expenditure requirements and annual operating costs for the life of mine production schedules.
• 365 production days per year;
• 24 hours per day production;
• Dredge 1 – 4,200 tonnes of ore mined per hour;
• Dredge 2 – 2,240 tonnes of ore mined per hour;
• Target annual production rate 47 million tonnes ore mined;
• Mine life of 30 years;
1.9.5 Mineral prices Mineral Prices have been based on average prices of ilmenite, rutile and zircon taken from publicly available sources and information supplied by Pathfinder. URS/Scott Wilson has relied on these sources for the economic assessment and has not carried out an independent market study. The prices applied in the cashflow model are shown below in Table 1-9.
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(17)
Table 1-9: Mineral Prices
Mineral US$/t (FOB site)
Ilmenite 125 Rutile 677 Zircon 1148
1.9.6 Cash Flow Analysis The pre-tax Net Present Value (NPV) at a 10% discount rate is US$ 529 million with an Internal Rate of Return of 18.8%.
Table 1-10: Pre-Tax NPV at Differing Discount Rates
Discount Rate Pre-tax NPV
(US$ million) 0% 3,381 5% 1,347 10% 529 15% 154
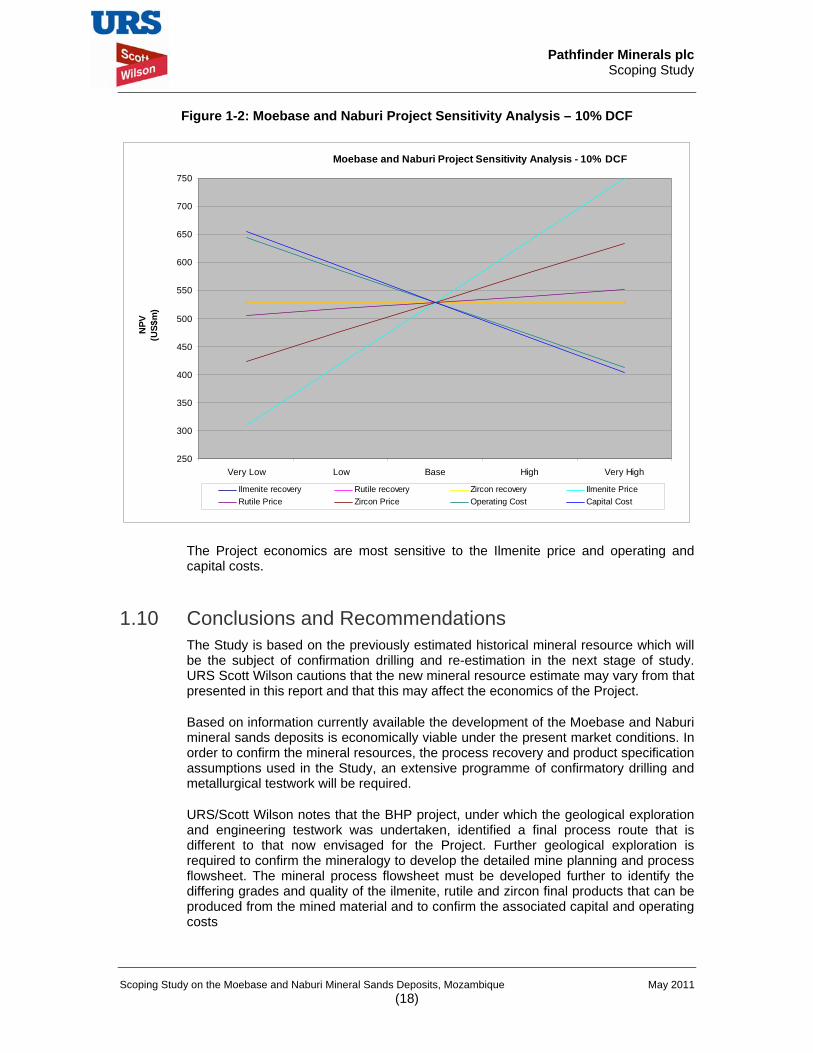
1.9.7 Sensitivity Analysis A sensitivity analysis was carried out to model potential fluctuations of key input parameters from the base case cash flow model. The sensitivity plot is shown Figure 1-2.
The following parameters were evaluated over a range of +/- 20% to observe the impact on the Project’s NPV:
• Ilmenite price;
• Rutile price;
• Zircon price;
• Ilmenite plant recovery was evaluated over a range of a 4% increase to a 4% decrease;
• Rutile plant recovery was evaluated over a range of a 4% increase to a 4% decrease;
• Zircon plant recovery was evaluated over a range of a 4% increase to a 4% decrease;
• capital expenditure;
• operating expenditure;
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(18)
Figure 1-2: Moebase and Naburi Project Sensitivity Analysis – 10% DCF
Moebase and Naburi Project Sensitivity Analysis - 10% DCF
250
300
350
400
450
500
550
600
650
700
750
Very Low Low Base High Very High
NPV
(U
S$m
)
Ilmenite recovery Rutile recovery Zircon recovery Ilmenite PriceRutile Price Zircon Price Operating Cost Capital Cost
The Project economics are most sensitive to the Ilmenite price and operating and capital costs.
1.10 Conclusions and Recommendations
The Study is based on the previously estimated historical mineral resource which will be the subject of confirmation drilling and re-estimation in the next stage of study. URS Scott Wilson cautions that the new mineral resource estimate may vary from that presented in this report and that this may affect the economics of the Project.
Based on information currently available the development of the Moebase and Naburi mineral sands deposits is economically viable under the present market conditions. In order to confirm the mineral resources, the process recovery and product specification assumptions used in the Study, an extensive programme of confirmatory drilling and metallurgical testwork will be required.
URS/Scott Wilson notes that the BHP project, under which the geological exploration and engineering testwork was undertaken, identified a final process route that is different to that now envisaged for the Project. Further geological exploration is required to confirm the mineralogy to develop the detailed mine planning and process flowsheet. The mineral process flowsheet must be developed further to identify the differing grades and quality of the ilmenite, rutile and zircon final products that can be produced from the mined material and to confirm the associated capital and operating costs

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(19)
The environmental and social impacts of Project must be revisited to ensure that today’s reporting standards (i.e. the Equator Principles) are met.
URS/Scott Wilson makes the following recommendations;
1. Prepare a detailed topographic survey to provide an updated digital terrain model in support of new mineral resource estimates and mining plan.
2. Undertake twinning and confirmatory drilling within each distinct deposit to confirm historical drill assay data and identify the mineralogy for the final products envisaged. If significant differences are found between the historical data and the new drill data, re-drilling of all holes will be required.
3. A programme of Standard Penetrating Tests (SPT) will be required on the Decksand deposit to confirm suitability for dredge mining as well as confirming dredge cutter power required for this ore hardness.
4. Mine plans for the coastal deposits should also be used to confirm areas to be mined by dredge mining and identify areas not suitable due to possible sensitive neighbouring lakes and smaller mineralised strand lines. The impact of dry mining on the project economics should be checked.
5. Obtain representative bulk samples from both the coastal (Moebase 1 and 2) and Decksand deposits for HMC production. The HMC will be used for downstream validation test work.
6. Test work to evaluate the impact of treating the HMC from the coastal and Decksand deposits on the mineral separation plant circuits, in particular the Ilmenite circuits (wet and dry)
7. Produce sufficient HMC simulating the flow sheets (HMC to be kept separate) above to develop a process flow sheet for the separation of a crude Ilmenite and a non magnetic fraction (making use of WHIMS machines) to be used as feed to the Dry Mill for the production of Rutile and Zircon.
8. Undertake a program of metallurgical test work to evaluate the process route and costs necessary to ensure a reduction in radioactivity of the ilmenite products to acceptable market levels.
9. Undertake a program of metallurgical test work to evaluate the ease with which the slimes associated with the Decksand deposit can be removed from the product stream.
10. Study work to identify disposal options of slimes as well as disposal sites for slimes dam/s for the slimes associated with mining the Decksand mineral deposit.
11. Test work should be conducted to confirm potential Ilmenite grades (products) that could be produced form the coastal and Decksand deposits. This should be done in conjunction with market studies to explore Ilmenite product specifications and demands.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(20)
12. Test work should also be conducted to confirm potential Rutile and Zircon grades and recoveries that can be achieved from these deposits targeting intermediate grades to maximise recoveries.
13. Conduct a market analysis to determine the Ilmenite, Rutile and Zircon products that are in demand. At the same time a review of the potential Ilmenite, Rutile and Zircon product that could be produced from the Moebase and Naburi orebodies should be undertaken. Once product grades become available from the test work listed above, final product specifications will need to be agreed between potential customers and marketing.
14. Completion of a recent and detailed logistics study for the delivery of all equipment and resources to site.
15. Re-establish the Moebase base camp and laboratory, including all required ancillary facilities such as communications, landing strip, temporary port facilities, etc.
16. Redo the ESIA to current national and international guidance and undertake a program of data collection and analysis as required.
1.11 Disclaimer This document has been prepared in accordance with the scope of URS/Scott Wilson's appointment with its client and is subject to the terms of that appointment. It is addressed to and for the sole and confidential use and reliance of URS/Scott Wilson's client. URS/Scott Wilson accepts no liability for any use of this document other than by its client and only for the purposes for which it was prepared and provided. No person other than the client may copy (in whole or in part) use or rely on the contents of this document, without the prior written permission of the Company Secretary of URS Scott Wilson Ltd. Any advice, opinions, or recommendations within this document should be read and relied upon only in the context of the document as a whole. The contents of this document do not provide legal or tax advice or opinion.
The information, conclusions, opinions and estimates contained herein are based on:
• information available to URS/Scott Wilson at the time of preparation of the Study;
• assumptions, conditions and qualifications as set forth in this Study document;
• data, reports, and opinions supplied by Pathfinder and other third party sources.
While it is believed that the information contained herein is reliable under the conditions and subject to the limitations set forth herein, this Study is based in part on information not within the control of URS/Scott Wilson and URS/Scott Wilson does not guarantee the validity or accuracy of conclusions or recommendations based upon that information.
The Study is intended to be read as a whole and sections or part of the Study should not be read or relied upon out of context. While URS/Scott Wilson has taken all

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(21)
reasonable care in producing this Study document, it may still contain inaccuracies, omissions or typographical errors.
The information contained in this Study may not be modified or reproduced in any form, electronic or otherwise, except for Pathfinder’s own use unless Pathfinder has obtained URS/Scott Wilson’s express permission
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(22)
2 Moebase and Naburi Mineral Sands Deposits
2.1 Introduction In March 2011 URS/Scott Wilson Ltd (URS Scott Wilson) was appointed by Pathfinder Minerals plc (Pathfinder) to prepare a Scoping Study (the Study) on the Moebase and Naburi mineral sands deposits in Mozambique. The purpose of the Study was to revisit the capital and operating cost estimates of the BHP Billiton (BHP) TiGen project, undertaken in the 1990’s, to a Scoping Study level. This Study was based on historic data and information made available to URS/Scott Wilson. No confirmatory drilling or any engineering or metallurgical testwork has been undertaken as part of this study.
In April 2011 Pathfinder requested that URS Scott Wilson undertake a revised Scoping Study in which the run of mine production rate is increased from a total of 4,600 tonnes per hour (tph) in the original report to 6,440 tph in this Study.
The assets studied in this report to be included in the report are as follows:
• The Moebase Mineral Sands Deposit, Mozambique
• The Naburi Mineral Sands Deposit, Mozambique
The main component of this report is to present the Moebase and Naburi licences as a single Project. To this end URS/Scott Wilson examined documentation made available by Pathfinder on the properties and most recently visited the Moebase sites in Mozambique on 15 January 2011.
URS/Scott Wilson has previously undertaken a Mineral Expert’s Report and a Property Valuation Report in December and March 2010 respectively.
Pathfinder owns 99.99% of Companhia Mineira de Naburi (CMdN), a Mozambican registered company, which owns the Naburi and Moebase licences in Mozambique.
URS/Scott Wilson undertook the geology, infrastructure, construction philosophy and financial evaluation sections of this report. URS/Scott Wilson appointed Aker Solutions Matasis to undertake the mining, mineral processing and product despatch sections.
2.2 Location The deposits are approximately 390 km northeast of Beira and about 1100 km northeast of the capital, Maputo (Figure 2-1).

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(23)
Figure 2-1: Project Location
The Moebase mineral sands deposit (Moebase) is located in Mozambique on the northern coast of the country at 17°02'30" South, 38°55'00" East and at elevations between 0 m and 100 m above mean sea level (amsl) as the deposits are approximately 390 km northeast of Beira and approximately 1100 km northeast of the capital, Maputo.
CMdN holds the exclusive exploration licence No. 73L covering 22 km2 under the terms and conditions set out by the Government of Mozambique.
The Naburi mineral sands deposit (Naburi) is located in Mozambique on the northern coast of the country at 16°54'00" South, 39°01'00" East and at elevations between 50 m and 100 m above mean sea level (amsl) as the deposits are approximately 390 km northeast of Beira and approximately 1100 km northeast of the capital, Maputo.
CMdN hold the exclusive mining licence No. 760C covering 11 km2 under the terms and conditions set out by the Government of Mozambique.
2.3 Licences CMdN has acquired 100% ownership of the Moebase and Naburi licences on the 20th November 2009 when the licences were transferred from J.V. Consultores and Genbique respectively to CMdN. Pathfinder acquired 100% ownership of CMdN through a reverse takeover of IM Minerals Ltd in December 2010 which held 100% ownership of CMdN.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(24)
Table 2-1: Pathfinder Minerals plc - Summary Table of Licences
Licence Holder Status Licence Expiry Date
Licence Area
Naburi CMdN Mining Licence 13/09/2029 10,720 ha
Moebase CMdN Exploration Licence 30/06/2011 21,780 ha
The Naburi mining licence was granted on 13/09/2004 for 25 years with a stipulation stating that mining activity should start with 36 months of the date of issue. If mining did not start within this period the owner of the licence must submit a plan of activity for the next twelve months to the Ministry of Mineral Resources by the 30th September of each year. No activity plans from 2007 have been seen by URS/Scott Wilson. The Naburi licence was reissued to CMdN by the Ministry of Mineral Resources dated 20/11/2009. Extensions to the licence for further 25 year extensions are available on the expiry of the original licence. URS/Scott Wilson offers no opinion on the legal status of the Naburi licence.
The Moebase exploration licence was granted on 31/12/2000 for ten years and subsequently extended to 300/06/2011 in December 2010. The Moebase licence was reissued to CMdN by the Ministry of Mineral Resources dated 20/11/2009. Extensions to the licence are available on the expiry of the original licence. URS/Scott Wilson offers no opinion on the legal status of the Moebase licence.
2.4 Exploration History Initial exploration activity on the property was undertaken by Edlow Resources Ltd. (“Edlow) when it obtained the concession in 1988. Reconnaissance drilling was conducted in 1989, followed by exploration drilling using reverse circulation equipment on a 1000m by 100m grid. Edlow completed 427 reverse circulation holes totalling 6,519m for resource evaluation on the Moebase (288 holes, 4,690 m) and Molocue (139 holes, 1,829 m) deposits. Edlow commissioned Mineral Deposits Ltd to conduct a prefeasibility study for the development of the Moebase deposits in 1991. This study was based on an historical Indicated Resource of 239.9 million tonnes grading 5.17% heavy minerals.
Genmin, the minerals subsidiary of Gencor (subsequently BHP Billiton) entered into an option agreement with Edlow and the Mozambique Ministry of Mines (“Mirem”) in June 1993 to advance the project through to full feasibility and development. Gencor initiated a program of detailed exploration, beginning with photogeological interpretation of the deposit area. This was followed by reconnaissance exploration, hand auger and power auger drilling and sampling on a wide drill spacing. Extensive reverse circulation resource evaluation drilling was undertaken, with most of the Gencor exploration work being conducted over the 1994 – 1998 period. Gencor established a spiral concentrate pilot plant at the Moebase site in 1995 for preparation of large bulk samples of heavy mineral concentrates for subsequent metallurgical test work.
Edlow commissioned Mineral Deposits Ltd to conduct a prefeasibility study for the development of the Moebase deposits in 1991. Genmin, the minerals subsidiary of Gencor (subsequently BHP Billiton) entered into an option agreement with Edlow and

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(25)
the Mozambique Ministry of Mines in June 1993 to advance the project through to full feasibility and development. The majority of the Gencor exploration work was undertaken during 1994 to 1998 period. Gencor established a spiral concentrator pilot plant at the Moebase site in 1995 for preparation of large bulk samples of heavy mineral concentrates for subsequent metallurgical test work.
A prefeasibility study was completed in 1995 and a full feasibility study including environmental assessment was authorized in 1996 and completed in 1998. The focus of the prefeasibility and feasibility study work was on the production of a chloride grade titanium slag from the ilmenite. Iron would be sold as a co-product from the slag operation. Rutile and zircon would be sold as mineral concentrates. The project, as structured, did not prove economically feasible and BHP Billiton placed the project on a care and maintenance basis in 2004.
2.5 Regional Geology The Moebase and Naburi heavy minerals sands deposits are located in the northern regions of the Mozambique Basin. The Mozambique Basin is one of a series of large sedimentary basins formed on the eastern continental margin of Africa as a result of rifting and subsequent break-up of the Gondwana super-continent. Rifting produced sedimentary basins that were filled with conglomerates, sand, shale and deep-water marine limestones. At the same time, thermal uplift and continental drift initiated a major erosional cycle in the sub-continent. Denudation is still active and manifests itself in the mountains associated with the Great Escarpment.
As the continents moved apart a stable passive continental margin was formed approximately 65 million years ago and sand dominated marginal marine sediments were deposited along the coastal basins. Large quantities of sediment were flushed down the major river systems and fed into the Mozambique Basin. The end result of this sedimentary cycle is the formation of heavy mineral sands placers along the coastline. Relative sea-level changes have exposed these sediments, which define a coastal plain from Richards Bay in the south to the Moebase-Angoche area north of the Zambezi in Mozambique. The paleo shoreline (Pleistocene) deposits have been covered by relatively young alluvial and coastal (Holocene) formations which generally lie in unconformity to the older deposits.
The hinterland of the coastal plain of Zambezia Province comprises Precambrian basement and Mesozoic volcanics. The adjacent coastal zone consists of 15 cover types ranging in age from Pleistocene to Holocene. These include the older proluvial Decksand deposits, coastal plain and drainage channel alluvium deposits of various ages, migratory dunes and extensive developments of accreted beach/dune complexes which have exploration potential for heavy minerals.
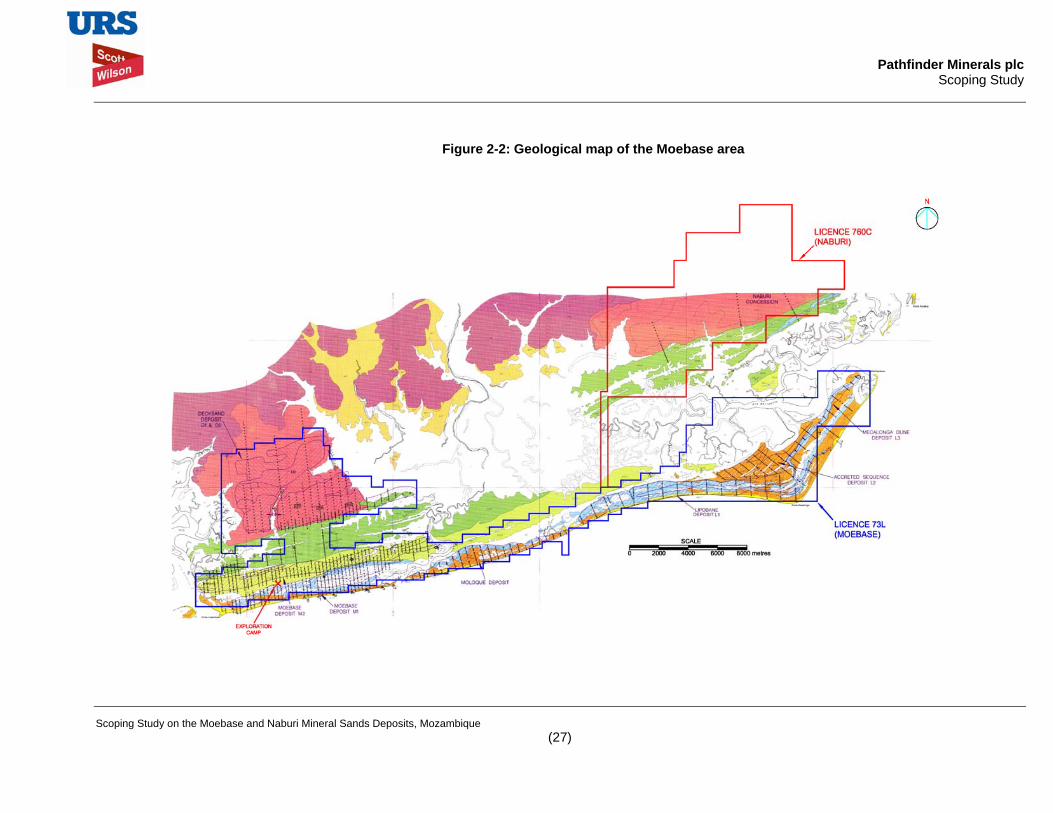
2.6 Deposit Geology Heavy mineral sands generally include all those minerals with a specific gravity typically greater than 2.9. The more valuable components of a heavy mineral sands deposit include the titanium oxide minerals ilmenite and rutile, zircon (zirconium silicate), garnets, monazite and xenotime. Heavy mineral sands deposits are typically concentrated in beach formations, which may be of paleo or modern age. Modern beach deposits are formed as exposed beach placers feed sand to coastal dune systems which accumulate as foredunes along the coastline. Figure 2-2 is a geological map of the Moebase area based on photo interpretation.
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(26)
The titanium placer deposits at Moebase are typical Quaternary coastal formations consisting of beach dune composites deposited on a gently sloping coastal plain. Sea level fluctuations during the last interglacial period influenced the distribution of titanium placers and older deposits are preserved as fossil strandline deposits onshore as well as drowned placers off-shore. During periods when the sea level was relatively stable, the beach-dune formation built a series of ridges to form accreted strand plains. The coastal plain in the Zambesia Province of Mozambique is dominated by accreted strand plain formations that are interspersed with alluvial sediments associate with the major rivers flowing to the sea. These formations leave characteristic ridges that represent fossil beach/dune composites and can be traced using aerial photography.
The oldest sand formation in the Moebase area is the decksand which is of early Pleistocene age. The decksand formation lies approximately 5 km inland from the modern beach in the Moebase area. It stands in higher relief and forms prominent escarpments. The Decksand formation consists of a typical red bed sand deposit, probably dunal sand, which resembles the Port Dunford/Berea Red Bed formations found at Richards Bay in South Africa. The Decksand is characterized by a lack of sedimentary layering, making geological interpretation difficult. The Decksand contains a high proportion of slimes (10-25% <38 microns) and mineralization is consistent. Mineralization extends to a depth of between 20 and 35 m.
The Naburi heavy mineral sand deposit is located approximately 20 km inland of the Lipobane deposits which forms the eastern end of the Moebase deposit complex. The Naburi deposits are also composed of decksand, but with a relatively higher slimes content and lower heavy mineral content than the Moebase decksands deposits.
The remaining coastal sand units with titanium mineralization are dominated by paleo-strandline formations that form ubiquitous strand plains along the Mozambique coast. Photo-geological mapping indicates there are at least seven ages of accreted strand plain sand packages that are bound by lateral unconformities. At Moebase four of these packages are present, which are grouped into two major units as follows:
• The older accreted sand formations lying between the Decksand formation and the modern beach
• The younger accreted sand formations underlying the modern beach and back dune area
Dune formations, blown inland from the active beach environment, overlie the accreted coastal formations. Significant mineralization is found within these dune formations.
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique
(27)
Figure 2-2: Geological map of the Moebase area

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(28)
2.6.1 Property Geology The mineralized areas under the two licences can be divided into nine deposits. These are:
1. Moebase Licence
• Moebase M1 deposit – emergent coastal dune formation
• Moebase M2 deposit – inland coastal (mobile) dune formation
• Molocue M0 deposit – emergent coastal dune formation
• Lipobane L1 deposit – emergent coastal dune formation
• Lipobane L2 deposit – accreted dune formation
• Lipobane L3 deposit – accreted dune formation
• Decksand D1 deposit – paleo dune formation
• Decksand D2 deposit – paleo dune formation inland of D1 deposit
2. Naburi Licence
• Naburi deposit – paleo dune formation (decksand)
Deposits M1, M0 and L1 form a geological group as deposits found in the younger dune formations, but are separated by river systems from each other. Deposit M1 is associated with recent active coastal dune complex and younger accreted beach/dune complexes. It extends for about 15 km from the Moebase River to the Molocue River and reaches a maximum width of about 1.5 km. The dune complex consists of mobile dunes and sand sheets, low elevation inter-dune flats and swamps. The dunes reach a maximum height of about 15 m. The inter-dunal area consists of accreted beach material frequently overlain by a coarse grained lag/deflation layer reflecting dune migration.
Deposits M2, L2 and L3 are accreted dune formations located inland of the coastal dune formations. The Decksand D1 and D2 and Naburi deposits are older paleo-dune formations located well inland of the modern beach front.
Deposit M1 essentially consists of mobile sand dunes, clearly defined in the eastern section as a frontal and back dune. The deposit extends for 15 km from the Moebase to Molocue Rivers and attains a maximum width of 1.5 km. The dune complex consists of mobile dunes, sand sheets, low elevation inter-dune flats and swamps. The western section is less well defined as mineralization is also associated with the shallow, laterally extensive accreted sand sheets covering much of the inter-dunal area.
Mineralization is concentrated in the mobile dune sands. A thin ribbon of high grade mineralization is often encountered buried under the frontal dune which represents storm dominated beach sedimentation. The intertidal zone on the beachface hosts a shallow high grade concentration of heavy minerals and forms part of the M1 deposit.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(29)
The beach dunes contain well sorted, moderately rounded, khaki coloured, quartz sands with heavy minerals occurring evenly disseminated and as discrete high grade layers.
Deposit M2 occurs as a narrow, approximately 500 m wide ribbon of mineralization running parallel to and approximately two kilometres from the Moebase coast (slightly inland of the M1 ore body). The host formation consists of older accreted beach/dune complexes which following erosion forms a relatively flat vegetated plain. In the east toward the Molocue River, it is overlain by the M1 back dune deposit. The deposit is approximately eight to ten metres deep from the surface down. Mineralization occurs in well sorted, orange/yellow to grey sands which overlie a layer of poorly sorted grits and clays frequently containing shells and calcified hard-bands. This unit defines the base of the ore body; however, the lateral extent of the mineralization (±500 m) is not sedimentologically defined and becomes a function of cut-off grade. The sands within, and adjacent, to the ore body are very similar, with only a slight change in sediment supply and/or littoral processes allowing for the phase of heavy mineral accumulation. The M2 ore body extends continuously for 16 km from the Moebase to Molocue Rivers. The colour and grain size of the host sands exhibit gradual changes towards the east where, adjacent to the Molocue River, the ore body narrows and eventually pinches out.
Deposit M0 is the eastward extension of the M1 deposit from the Molocue River and displays similar characteristics to the M1 deposit. It is approximately one kilometre wide and extends about ten kilometres. Mineralization is hosted by mobile dunes, sand sheets, the intertidal zone and occasionally within the inter-dune flats. The interdunal flats and material underlying the dunes is coarser than at Moebase and commonly hosts thin clayey layers. A partially filled estuarine area (swamp) lies inland of the deposit.
Deposit L1 is the extension of the M1 and Molocue coastal dune complexes and displays similar characteristics. It is approximately one kilometre wide and extends 15 km. The L1 ore body extends to the east as far as Ponta Mecalonga, beyond which the frontal dune is reduced and the back dune has been classified as the L3 deposit. The deposit terminates where the back dune drops steeply off into an extensive fresh-water swamp. To the west, the back dune appears to have migrated over an area of mangrove swamp which is represented by an organic clay layer.
Deposit L2 occurs as a triangular area of older accreted beach/dune sediments and is bounded by a major lateral unconformity on the seaward side and by swamps on the inland side. The deposit is approximately one kilometre wide at its maximum and seven kilometres long.
The lateral unconformity represents a major erosional episode followed by renewed accretion; sporadic high grades are often encountered in the vicinity of this feature. Mineralization, occasionally very high, is mainly associated with a thin (±5 m) veneer of beach sediments. Thickness is best developed on the dune ridges.
Deposit L3 occurs as a narrow (200 m) mineralized back dune that extends for eight kilometres from Ponta Mecalonga to Ponta Lipobane. The dune attains heights of around 30 m and is the highest dune in the coastal zone. Mineralization is primarily found within the upper sections of the dune and tends to decrease with depth. The sand consists of typically well sorted, khaki coloured quartz grains which overlie coarser beach and silty alluvial sediments.
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(30)
The Pleistocene-age Decksand deposit occurs as a relatively high, level plateau bounded seawards by a prominent escarpment and showing a subtle gradation to weathered bedrock in the north. It is typical “red bed” sand formation as found at Richards Bay in South Africa. The maximum elevation reaches to just over 60 m above mean sea level (amsl), overlooking the younger accreted beach/dune system that lies at the 7 – 12 m level. The Decksand body is dissected by east-west and north-south valleys, some of which are now occupied by swampy alluvial sediments. The Decksand deposit is divided into two major sections, an older D2 deposit lying inland and a slightly younger D1 deposit lying between D2 and the older accreted beach/dune complex formed behind the M2 deposit.
The deposit lies approximately five kilometres from the coastline and is approximately seven kilometres long and 2.5 km wide, but lower grade extensions also occur. The deposit attains a thickness of 45 m with the heavy minerals mostly disseminated uniformly throughout the host sands. The majority of the formation consists of reddish-brown, fine-to-medium grained silty sands that overlie a poorly sorted, pebbly basement. The heavy minerals are disseminated throughout the host sands, which can attain thicknesses up to 45 m. Economic mineralization is encountered inland form the escarpment up to a width of approximately 2.5 km. The base of the escarpment commonly exhibits a high grade lag concentration associated with an erosional unconformity which probably formed at the base of an ancient sea cliff.
The sediments in the deposit can be sub-divided into five sub-units based on grain size, colour, oxidation state and heavy mineral content. In areas, material has been transported down the escarpment face and forms a reworked unit which can host a high grade lag located against the erosional unconformity. A low lying, narrow, mineralized sand body extends for 3 km eastwards from the decksand plateau. This is attributed as a spit-bar formed by the deposition of material eroded and transported by long-shore currents from the base of the escarpment.
Delineation of the sub-units within the Decksand is based on examination of drill hole logs and assay data for slimes content, oversize and heavy minerals, as well as colour and character of the one metre samples. The various units are briefly described thus:
Unit 1:
This is the oldest unit and underlies the entire Decksand formation. It is a coarse grained, very poorly sorted, silty, gritty sand that usually contains pebbles of sub-rounded quartz. The colour is variable, ranging from pink to grey, khaki and yellow. The contact with the overlying unit is generally sharp and characterized by an increase in heavy minerals and a decrease in grain size. The upper contact lies at approximately 12 m amsl, almost coincidental with the level of the water table. The typical slimes content is 20% - 30%, with 24%-45% oversize and less than 1.5% total heavy minerals (THM).
Units 2 and 2N:
This unit is located in the southern portion of the Decksand and generally occurs as a 10-20 m thick lens between Units 1 and 3. Toward the north there is a paleo-scarp that brings the unit to surface, where it can attain thicknesses up to 25 m. The sand is fine-to-coarse grained, rarely gritty and is pinkish-brown (reddish-brown in north) to khaki and occasionally whitish. The sand is characterized by a high degree of oxidation, with relatively low levels of unaltered ilmenite and a high proportion of ferric iron. This characteristic defines the paleo-scarp boundary with Unit 3. The horizontal
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(31)
contact in the southern area is generally sharp and shows a decrease in grain size and an increase in THM, together with a variable change in slimes content. Unit 2N is a small thin layer that only occurs in the northern area and exhibits lower THM grades and higher oversize. The typical slimes content of the unit is 15%-25%, with 15%-25% oversize, and 1%-3% THM.
Unit 3:
Unit 3 is the largest unit within the Decksand, with moderate to good THM grades. The unit is composed of a homogeneous, fine-to-coarse grained, well sorted sand with no significant grit or clay component. Most of the unit is a reddish-brown colour but at depth there can be significant colour change to shades of pink due to a weathering front. The level of the colour change is variable and is occasionally coincident with the lower contact to Unit 2. Thickness of the unit varies from 15 to 30 metres and lateral variation within the unit is reflected in the oversize content, which varies inversely with the THM content. The typical slimes content of the unit is 10% - 22%, with 12% - 20% oversize and 4% - 6% THM.
Unit 4A:
Unit 4A exhibits the lowest oversize/slimes content and highest THM grades within the Decksand. The sand is brown to reddish-brown, well sorted, fine-to-medium grained and has the appearance and composition of an eolian sediment. The unit could represent re-worked, wind transported material derived from the erosion of Units 2 and 3. The unit occurs as a narrow 10 m – 25 m thick ribbon that runs along the top of the escarpment between lines 475E and 200E. Typically, Unit 4A contains 5% - 12% slimes, 4% - 9% oversize and 6% - 11% THM.
Unit 4B:
Unit 4B is located at the base of the scarp and appears to be transported/slumped material derived from erosion of Unit 3 above. The sand is brown, fine-to-coarsegrained and shows average slimes and oversize content, with generally moderate to good THM grade. In places, a very high grade lag has developed against the unconformity where shore-face reworking has taken place. The typical slimes content is 8% - 18%, 15% - 20% oversize and 5% - 6% THM.
Units 5A and 5B:
These units form the elongate sand body that extends eastwards from the decksand escarpment. The material is a younger accreted beach/dune system that correlates with the sediments hosting the M2 deposit. Unit 5A is distinguished from Unit 5B by being a clean sand, while sand in Unit 5B is less well sorted, gritty and occurs at depth. Unit 5B has a high percentage of oversize but can be well mineralized. The units are various shades of grey-khaki-brown. A small low grade (<2%) sub-unit of 5A occurs between lines 525E and 625E. Typical characteristics of Units 5A and 5B are:
• 5A: 1% - 4% slimes, 5% -15% oversize, 4% - 13% THM
• 5B: 2% - 30% slimes, 10% - 50 % oversize, 2% - 7% THM
The Naburi deposit lies approximately 20 km inland from the L2 and L3 deposits. It is an older dune system with similar characteristics to the Decksand deposit. The main

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(32)
part of the deposit is a large dune approximately 40 m high, 800 m wide and extending for approximately 7 km. The deposit is relatively low grade, but with pockets of higher grade material in the younger formations below the scarp. Some of the drill holes indicated that the base of the economic mineralization is similar to the D1 deposit, with an increase in slimes and occurrence of grits. Mineralization was also found in the M2 type sediments lying below the escarpment. The host sands are grey to khaki, fine-to-medium grained and lies on coarser sands low in heavy minerals.
2.7 Deposit Type and Model The Moebase, Decksand and Naburi deposits are classified as coastal beach alluvial deposits. These deposits have formed from deposition and reworking of alluvial clastic sediments. Pleistocene-age deposits (Decksand and Naburi) were formed as result of aeolioan and alluvial action during a period of relatively higher sea levels. During inter-glacial periods, placer beach deposits were developed in front of the fossil decksand deposits in a progradation / regression sequence. More recent active beach deposits have been developed as a result of long-shore current and on-shore wind and wave action causing reworking and sorting of the heavy minerals.
2.8 Mineralization Mineralization in the deposits consists of a typical heavy mineral sands suite with magnetite, garnets, staurolite, amphiboles, pyroxenes, titaniferous minerals and zircon. The valuable heavy mineral fraction (VHM) consists of ilmenite, altered ilmenite (leucoxene), rutile and zircon. Ilmenite is present as two fractions, a high chrome (>0.11 % Cr2O3) and a low chrome (<0.11% Cr2O3) ilmenite. The total heavy mineral (THM) content in the deposits averages 4.8% for the coastal deposits (M1, M2, M0, L1, L2 and L3), 3.1% for the Decksand deposits and 2.7% for the Naburi deposit.
The slimes content in the coastal deposits is low, typically less than 3%, while the slimes content in the Decksand and Naburi deposits is high, generally being greater than 15%.
Mineralogical analysis of the VHM fraction shows the following for the M1, M2 and Decksand deposits (Table 2-2). The M0, L1, L2 and L3 deposits have a similar mineralogical composition to the M1 deposit. The Naburi deposit is mineralogically similar to the Decksand deposit.
Table 2-2 : Mineralogical Composition of M1, M2 and D1 Deposits
Wt % of Fraction in Heavy Mineral Concentrate Mineral
M1 M2 D1
Low-chrome ilmenite 49.7 49.5 44.5
High chrome ilmenite 15.2 16.5 18.1
Altered ilmenite 7.83 5.67 20.0
Total ilmenite 72.73 71.87 82.6

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(33)
Rutile 2.1 1.9 1.2
Zircon 5.4 5.6 4.7
Source: Gencor/Billiton data
Radioactivity in the heavy minerals in the deposits is associated with the presence of monazite, ilmenite weathering and development of thorium surface attachment products on the surface of the weathered ilmenites, and the contained hafnium and thorium in the zircon. Monazite appears to contribute relatively little to the total radioactivity level in the ilmenite fraction, as removal of monazite by dry separation techniques does not result in any significant reduction in total radioactivity as measured by alpha particle decay. Rather, radioactivity in the ilmenite appears to be the result of the deposition of thorium on the interior surfaces of weathered ilmenite, and on the production of radioactive “daughters” from decay of thorium.
2.8.1 Mineral Quality Chemical and physical properties such as TiO2 content, levels of alkali and transition metal oxides, radionucleide content and particles size are used to evaluate the quality of heavy mineral concentrates. Table 2-3 details summary chemical analyses of ilmenite, rutile and zircon products from the M1, M2 and D1 deposits. No chemical analysis data are available for the M0 and Lipobane deposits. However, as these are extensions of the M1 deposit, it is presumed the analyses will be similar. Similarly, no chemical analysis data are available for the Naburi deposit. It is presumed the Naburi deposit has similar chemical characteristics to the Decksand D1 deposit.
Based on the available data, the following conclusions can be made respecting the quality of the valuable heavy minerals found in the Moebase deposits:
Moebase M1 and M2
• The low chrome ilmenite is of good quality with a TiO2 content of 55% - 56%. The Fe2O3:FeO ratio is suitable for use of the ilmenite in the sulphate titanium dioxide production process. The levels of alkaline oxides (CaO and MgO) are low. Other transition metal oxides (V, Cr, Mn) are well within industry standards. Uranium and thorium are relatively high compared to industry standards and are above currently acceptable limits.
• The high chrome ilmenite has similar characteristics to the low chrome ilmenite. The Cr2O3 content is above industry acceptable norms. The TiO2 content is relatively low at 53% - 54%, but acceptable for use in the sulphate titanium dioxide production process. The uranium and thorium levels are higher than acceptable.
• The grain size distribution for both the M1 and M2 deposits is acceptable for use of the ilmenite in the sulphate process. The M1 deposit has a slightly lower percentage of -75 micron fraction than the M2 deposit and a somewhat higher percentage of +150 micron fraction than the M2 deposit.
Decksand D1
• Material is more altered than beach sand deposits. Degree of alteration varies across deposit and with depth.
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
(34)
• The TiO2 content of the low chrome ilmenite is relatively low at 52.6%. The Fe2O3:FeO ratio is suitable for the sulphate titanium dioxide pigment production process. Other chemical parameters are acceptable with the exception of the uranium and thorium levels, which are high. The grain size is acceptable.
• The high chrome ilmenite has somewhat higher TiO2 content at 55.4% and has an acceptable ferrous/ferric ratio and levels of alkaline oxides and transition metal oxides. The chrome content is higher than industry norms. Uranium and thorium levels are higher than acceptable.
The rutile product is high quality and meets all industry standard specifications. The zircon product is generally of good quality but has a higher than normal iron content for use in premium applications. Acid washing of the zircon can be expected to reduce the iron content to acceptable levels. Additional magnetic/electrostatic separation would also be required to reduce the combined U+Th levels to less than 500 ppm, the industry standard norm. Grain size analysis indicates the rutile and zircon products would meet industry standards.
Commercially available processes are available to reduce the chromium and uranium and thorium content in the ilmenite products to market acceptable levels, however the process flowsheet and cost implications for this will be one of the objectives coming from the additional metallurgical testwork planned for the next stage of study.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(35)
Table 2-3 : Summary Analyses – Heavy Mineral Concentrates
Summary of Analyses of Ilmenite Products M1 Deposit
Ilmenite Product
TiO2 %
Fe2O3%
Cr2O3%
CaO%
MgO%
MnO%
Al2O3%
SiO2%
V2O5 %
P2O5 %
Zr %
As %
Nb%
S %
Sn%
Th (ppm) U (ppm)
Low chrome ilmenite 56.41 42.45 0.11 0.03 0.36 1.34 0.64 0.29 0.15 <0.06 0.06 <0.01 0.05 <0.01 0.01 96 3
High chrome ilmenite 54.76 37.57 0.55 0.492 0.62 1.25 1.74 2.33 0.15 0.09 0.07 0.02 0.04 0.07 0.01 162 11
M2 Deposit Ilmenite Product
TiO2 %
Fe2O3%
Cr2O3%
CaO%
MgO%
MnO%
Al2O3%
SiO2%
V2O5 %
P2O5 %
Zr %
As %
Nb%
S %
Sn%
Th (ppm)
U (ppm)
Low chrome ilmenite 55.60 42.97 0.11 0.04 0.38 1.31 0.71 0.36 0.15 <0.06 0.06 <0.01 0.05 <0.01 0.01 78 3
High chrome ilmenite 53.41 38.22 0.511 0.31 0.46 1.31 1.62 1.37 0.15 0.08 0.07 0.02 0.04 0.07 0.01 145 12
D1 Deposit Ilmenite Product
TiO2 %
Fe2O3%
Cr2O3%
CaO%
MgO%
MnO%
Al2O3%
SiO2%
V2O5 %
P2O5 %
Zr %
As %
Nb%
S %
Sn %
Th (ppm)
U (ppm)
Low chrome ilmenite 52.64 44.50 0.04 <0.01 0.24 1.17 0.65 0.34 0.15 0.01 0.07 <0.01 0.05 <0.01 <0.01 170 10
High chrome ilmenite 55.43 40.70 0.12 <0.01 0.24 1.24 0.83 0.57 0.15 0.02 0.07 <0.01 0.05 <0.01 <0.01 262 <6
Summary of Analyses of Rutile and Zircon Products
Product TiO2
% Fe2O3
% Cr2O3
% CaO
% MgO
% MnO
% Al2O3
% SiO2
% V2O5
% P2O5
% Zr %
As %
Nb%
S %
Sn %
Th (ppm)
U (ppm)
Rutile 95.49 0.81 0.12 0.07 <0.01 n.a. 0.52 0.95 0.42 0.06 0.98 n.a. n.a. n.a. n.a. 162 42
Zircon 0.15 0.20 n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. 65.9 n.a. n.a. n.a. n.a. 234 389 Source: Gencor/Billiton data
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(36)
2.9 Drilling Initial reconnaissance and exploration drilling was undertaken using either hand auger or power auger. Both of these methods do not use core and recovery of core material without hole collapse is not possible below the water table. Hand augering was used in the Moebase area by Gencor to obtain comparison results with other drilling techniques and for occasional prospecting holes. The power auger was used in the initial exploration of the Lipobane deposit on a 1000 x 200 m grid to provide a screening methodology for deposit potential and as a guide for development of the ore resource definition drilling program.
Resource evaluation drilling by Gencor and Billiton on the property has consisted of reverse circulation drilling using BQ size drill rods. Reverse circulation drilling conducted by Edlow employed a Wallis track mounted rig with an attached 175 cfm compressor. Reverse circulation drilling conducted by Gencor/Billiton used an SMA305 track mounted rig with a remote 165 cfm compressor.
Reverse circulation drilling is a double tube drilling system which allows for continuous recovery of sample material. Sample material is recovered from the return air cyclone discharge. The method does not require rod extraction during drilling of a hole and therefore prevents hole collapse even below the water table. Control of sample depth is good and reliable sample intervals can be obtained.
Gencor drilling on the Moebase M1 and M2 deposits was conducted on a 250 m x 100 m drill hole spacing. Drilling covered the original area included in the Edlow drilling. In November 1996 shallow hand auger holes were drilled in the intertidal zone on the beach. This was followed up by with an RC drill program on 1000 m spaced lines in February 1997 and infill drilling at 500 m spacing in June of 1997.
Check drilling on three lines at M200E, M300E and M400E was also undertaken to provide a comparison between the Edlow results, Gencor results and hand auger results.
The Decksand deposits were drilled by Gencor at 1000 m x 200 m spacing in 1995, as well as drilling at 25 m spacing across the escarpment from 490N to 530N. Additional drilling was undertaken in the Decksand deposit in late 1995 using a 500 m line spacing and lines 250W, 050 W and 150E extended inland for approximately four kilometres to test mineralization. In 1996 additional drilling at 250 m x 100 m was completed.
Additional drilling in the Decksand deposits was conducted for geotechnical purposes and 45 holes were drilled on closely spaced grids on three selected resource blocks (D050E600N, D200E570N and D400E570N) to confirm the block values based on single holes values. Hand augering to a depth of 10 m was completed at 45 holes for a comparison of RC drill results. As well, 11 holes were drilled adjacent to the collar locations for 4 proposed large diameter auger holes to be used of bulk sample purposes. These latter holes were not completed due to technical difficulties.
Drilling on the Lipobane deposits was originally conducted using a power auger. 1,300 m of power auger drilling was completed in August 1994 and the results used to design a RC drill program. RC drilling on a 1000 m x 100 m pattern for the L1 and L3 deposits was completed, while the L2 deposit was drilled at 500 m x 100 m spacing. The total drilling amounted to 6,000 m and was completed in the summer of 1995.
The Molocue deposit was originally drilled by Edlow at 1000 m x 100 m spacing. Gencor conducted additional drilling at 500 m x 100 spacing in 1997 to evaluate the coastal dune complex and the beach face, which was drilled at 20 m spacing.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(37)
Three lines at L2400W, L2300W and L2200W were drilled on the inland grassy plain behind the Molocue dunes that correlates with the sediments hosting the M2 deposit at Moebase. This work was completed in August 1995.
The Naburi deposit was initially evaluated using four shallow auger holes. This was followed up in November 1997 by a 58 hole RC drill program on three widely spaced lines, with holes at 100 m centres.
Table 2-4 summarizes the evaluation drilling conducted by Edlow and Gencor: the following
Table 2-4 : Mineralogical Composition of M1, M2 and D1 Deposits
Gencor Resource Evaluation Drilling (data as of January, 1998)
Edlow Gencor/Billiton Deposit
Drill Spacing
(m) Drilled (m)
No. Holes
Avg. Depth
(m)
Drilled (m)
No. Holes
Avg. Depth
(m)
Resource Status1
Moebase 1 250 x 100 Measured Moebase 2 250 x 100
4,690 288 16 15,299 1,280 12 Measured
Molocue 1000 x
100 500 x 100
1,829 139 13 2,550 263 10 Inferred
Lipobane L1
1000 x 100 Inferred
Lipobane L2 500 x 100 Measured
Lipobane L3
1000 x 100
0 0 0 6,083 512 12
Inferred
Decksand D1 500 x 200 Measured
Decksand D2
2000 x 200
0 0 0 11,685 468 24 Inferred
Naburi +1000 x 100 0 0 0 1,020 58 17 Inferred
TOTAL 6,519 427 15 36,637 2,601 14 Source: Gencor/Billiton data
1) as classified by Gencor/Billiton. Classification not in accordance with current CIM, AusIMM or SAMREC resource classification standards
Pathfinder has not conducted any exploration work on the property.
2.9.1 Adjacent Properties Kenmare Resources plc. operates the Moma heavy mineral sand mine and processing plant at Moma, Mozambique located approximately 50 km northeast of the Moebase property. The Moma mine produces a sulphate grade ilmenite product, rutile and zircon. The Moebase coastal deposits are anticipated to be geologically similar to the Moma deposit. The Moma mine commenced commercial production in late 2007.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(38)
Heavy minerals sands deposits are known to extend along the coast southwest of Moebase from Txo Txo to the Limpopo River. These deposits comprise both modern beach sands and paleo beach (decksand) deposits. The largest of these deposits is located near Chibuto. This deposit, known as the Corridor sands deposit, is a large decksand deposit and primarily consists of low grade ilmenite, with some rutile and zircon. BHP Billiton has conducted extensive work on the deposit and completed a definitive feasibility study on development of the deposit. The results of the feasibility study indicated the project as proposed would not be financially viable and the concession was surrendered to the Mozambique government in late 2008.
2.9.2 Mineral Processing and Metallurgical Test Work Mineral processing and metallurgical test work conducted by Edlow and Gencor has concentrated on development of processes for recovery of the valuable heavy mineral fractions, and processing of the ilmenite fraction to produce a chloride grade titanium slag and iron product.
Test work completed by Edlow and Gencor indicates a standard heavy mineral sands process flow sheet combining dredging, wet gravity separation of the heavy mineral concentrate and dry beneficiation based on magnetic and electrostatic separation processes can be used for recovery of the ilmenite, rutile and zircon minerals. Initial test work was conducted on laboratory samples. Subsequently, larger scale test work was undertaken, including processing of a 50 tonne composite sample using a commercial scale spiral concentrate processing plant established at the Moebase project site. The recovered heavy mineral concentrate was further beneficiated for recovery of the individual valuable heavy minerals at MD Mineral Technologies in Australia.
URS/Scott Wilson notes that pilot plant test work on the coastal beach sand material utilized a bulk sample with a higher total heavy mineral head grade analysis than reported for the coastal deposits as a whole. This implies that the bulk sample material may not be fully representative of the beach sand deposits.
Beneficiation test work on a bulk sample of the Decksand deposit indicated that ilmenite recovery using a dry magnetic roll separator was a function of the degree of alteration of the ilmenite, with the lowest mass recoveries experienced with the most weathered material. Ilmenite recoveries varied from 39% to 74% at a constant 0.1% Cr2O3 content for a given magnetic flux intensity and roll speed.
Gencor conducted extensive test work at its research and development centre in South Africa to develop processes for beneficiation of the ilmenite products to reduce the chrome content. This work was primarily based on roasting of the high chrome ilmenite followed by high intensity magnetic separation to remove the chrome. This work proved successful, with approximately 80% of the ilmenite feed reporting to the low chrome fraction after roasting.
Gencor’s process development test work was focused on production of an ilmenite feed suitable for use as a feedstock for production of a chloride grade high titanium slag. This process development work included research into reduction of the uranium and thorium content in the slag. Gencor was successful in developing two processes to reduce the radioactivity in the slag to acceptable limits.
Overall, the process test work indicated acceptable recoveries of ilmenite, rutile and zircon products could be obtained from both the coastal deposits and the Decksand deposit using conventional wet and dry heavy minerals sands processing equipment. The test work also demonstrated that beneficiation of the high chrome ilmenite to produce a low chrome ilmenite product was also possible. Processes were also successfully developed to reduce the

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(39)
radioactivity of the ilmenite to acceptable levels for use of the ilmenite as a feedstock for titanium slag production. Conventional dry mill processing of the non-magnetic heavy mineral fraction to recover zircon and rutile was successful, with good recoveries of rutile and zircon.
2.9.3 Mineral Resources Mineral Resource estimates were prepared by Billiton as part of the prefeasibility and feasibility study work conducted in the late 1990s. URS/Scott Wilson has reviewed the mineral resource estimation procedures and is in agreement with the methodologies employed. URS/Scott Wilson has also reviewed the resource classification methodology used by Billiton. URS/Scott Wilson notes that the resource classifications employed by Billiton do not conform to current mineral resource classification codes such as those specified by CIM, JORC or SAMREC. Accordingly, URS/Scott Wilson has downgraded the Mineral Resource to confirm to CIM reporting standards.
2.9.4 Resource Estimation Methodology Gencor prepared resource estimates based on both manual volumetric calculations and VULCAN geological modelling software. Elevations were determined using standard survey techniques complemented by orthophoto interpretation. It was found that both techniques provided the same relative degree of accuracy and the elevations used in the resource estimation process were based on the survey data.
Manual in-situ resource estimates were based on the following procedure:
• Blocks were assigned to each borehole with limits half-way between adjacent holes;
• Grade was composited down hole on 1 metre intervals until a cut-off grade of 2% was reached,
• A minimum depth of 3 m was used,
• A bulk density of 1.6 t/m3 was used
• Grade for the deposit was calculated by taking the weighted average (against the block tonnage) of the individual blocks that fell within the deposit boundaries
Geostatistical modelling of in-situ resources was used to develop parameters for modelling of the deposit using VULCAN and Micromine software. Ordinary kriging and probability kriging were used in developing the variograms. Geostatistical modelling of the Moebase M1 and M2 deposits indicated the following:
• The semi-variograms for the M1 and M2 deposits show long ranges along and across strike when compared to drill hole spacing and model block size.
• The vertical semi-variograms exhibit relatively short ranges.
• Statistical analysis indicates a change in value distribution (ore grade) within the M1 deposit at -2.2 m and at -2.7 m for the M2 deposit.
• The M1 and M2 deposits show significant differences in sample data variance in terms of heavy mineral grade distribution and should therefore be considered as separate deposits for mine planning purposes.
Geostatistical modelling of the Decksand deposit indicated the following:
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(40)
• Semi-variograms of the D1 deposit showed long ranges in the strike direction (3,000 m) and across strike (2,500 m). The vertical direction range was 30 m
• The D1 deposit showed a proportional relationship between THM grade and deposit depth. A bi-modal distribution is observed with a peak at approximately 5 m depth and another peak at approximately 35 m depth. The semi-variogram showed a 3000 m range along strike for the upper zone and a 1,000 m range along strike for the lower zone;
• The THM grade of the D1 deposit increases from east to west along strike;
• The THM grade across strike is highest in the middle section;
• The highest grade variation in the D1 deposit is in the vertical direction;
• The D2 deposit exhibited no structure along strike due to insufficient data. The deposit exhibited a stable mean grade along strike and across strike;
• The range across strike was 1,500 m and 15 m in the vertical direction.
A block model of each deposit was developed in VULCAN. Block model dimensions of 250 m x 100 m x 1 m were used for the Moebase deposits and for the D1 and D2 deposits. The block model was oriented in the general strike direction of the deposit. Blocks were classified by the proportion of the volume of the block falling inside the orebody. Total heavy mineral estimates of the mean grade and the tonnage were calculated from the drill hole data and imported into the model using a 1.6 t/m3 specific gravity. The same methodology was applied to resource estimates for the Lipobane, intertidal and Naburi deposits. The results of the manual and computer-based resource estimates were reasonably comparable, with the VULCAN results being slightly lower.
URS/Scott WilsonWilson has reviewed the methodologies employed in developing the resource estimates using VULCAN and is in agreement with the resource modelling procedures. URS/Scott Wilson has not conducted an audit of the input data to the VULCAN geological model, and accordingly cannot verify the accuracy of the model.
Table 2-5 details the results of the Gencor’s resource estimates based on computer modelling using VULCAN.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(41)
Table 2-5: Historic Mineral Resource Estimates (based on modelling by Gencor)
Deposit Tonnage (million)
Grade (% HM)
HM Tonnage (million)
TiO2 Tonnage (million)
Resource Classification1
Moebase 205.4 4.6 9.45 4.03 Measured Lipobane 193.6 4.7 9.10 3.88 Inferred Molocue 67.4 5.3 3.57 1.52 Inferred Moebase Intertidal 3.3 9.1 0.3 0.1 Inferred
Total Coastal 469.7 4.77 22.42 9.53
Decksand 1147.1 3.1 35.56 16.29 Measured/InferredNaburi 404 3.4 13.74 5 Inferred
Total Project 2020.8 3.55 71.72 30.82 Source: Billiton, TiGen Detailed Feasibility Study, Feb., 1998; TiGen Detailed Geological Report, Sept., 1997
2) Billiton resource classification. Does not conform to current AusIMM, CIM or SAMREC resource classification codes
URS/Scott Wilson has reclassified the resources to CIM standards as shown in Table 2-6 below.
Table 2-6: Mineral Resource (CIM)
Category Tonnes(millions) Grade (% HM) Contained Heavy Mineral
(t millions)
Measured 0 0 0
Indicated 1,353 3.33 45.01
Inferred 668 4.00 26.71
Total 2,021 3.55 71.72

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(42)
3 Mining, Mineral Processing and Despatch URS/Scott Wilson engaged Aker Solutions Matasis to undertake the mining, mineral processing and despatch sections of the Study.
3.1 Mining URS Scott Wilson has not re-examined the selected mining method and, for the purposes of the Study, has accepted the mining method previously proposed for the Project by the previous owner, BHP. The proposed method is dredge mining, commonly used in this industry. A dredger consists of a main floating structure (pontoons), a ladder structure located in the centre front of the vessel, fixed and movable spuds, swing winches located on either side of the vessel, motor control centre and control room.
The dredge operation consists of a combination of swinging actions in an arc while the ladder is lowered into the ore face. The cutter excavates, or mines, the ore while the dredge pump sucks the mined material and delivers it to the concentration plant surge bin. The dredge is equipped with instrumentation to ensure optimal control of the dredge by the manipulation of the ladder depth, cutter torque, main pump speed, swing winch torque to name but a few. Active controllers of these parameters allow for a manual or automatic mining modes ensuring the flow and density of the ROM slurry to the concentration plant is kept steady.
Typically the dredge pond will measure approximately 300m wide by 800m long depending on the mining plan and ore characteristics. The mining and concentration of heavy mineral sands by floating dredge and concentrator uses the pond to move through the orebody by removing ore in the front of the pond by the dredge and the non valuable light host silica sands are deposited in the rear of the pond by pumping systems and dewatering cyclones. The cyclone over flow water is returned to the pond to minimise the make-up water requirement.
The orebodies can be divided into two groups, those with low slimes content (particles reporting to the -45µ size fraction) and the other with high slimes. The slimes content of the coastal deposits is low, typically less than 3% while the slimes content in the Decksand and Naburi deposits are high, generally being greater than 15%. As such the feed preparation circuits for these two groups of orebodies will differ in that de-sliming cyclones will be required for the process plants mining the Decksand and Naburi deposits.
From the technical literature generated during previous studies it was concluded that the slimes in the ore settle readily and therefore the de-sliming cyclone over flow could be routed to a dedicated slimes settlement pond/s located at the rear of the mining pond to allow slimes to settle before water low in slimes is decanted back into the mining pond.
3.1.1 Production Schedule Two mining ponds will be developed, a 2,240 tph mining operation located in the Coastal lease area (Moebase 1, Moebase 2, Molocue, Lipobane 1, Lipobane 2 and Naburi) and a second operation rated at 4,200 tph mining the Decksand deposit over a mine life of 30 years. Total run of mine production is planned at 45.1 million tonnes per annum with an annual overall dredge utilisation of 80%.
Due to the structure of the Moebase decksand deposit the BHP study concluded that 75% of the Moebase decksand deposit would be mineable whilst 51% of the other deposits would have mineable.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(43)
The Moebase decksand deposit will be mined continuously until the end of the mine life with the other deposits being mined in sequence as laid out below:
• Moebase – 8 years
• Molocue – 3 years
• Lipobane – 7 years
• Naburi – 15 years
Figure 3-1: Mine Production Schedule
3.2 Primary Concentration The Primary Concentration Plant (PCP) consists typically of a feed preparation module as well as a gravity separation circuit. The feed preparation module in the case of the coastal deposits will consist of a surge bin which will have a surge capacity of approximately 20 minutes and an oversize removal screen, traditionally a trommel screen, but recent developments in this industry suggest conventional vibrating screens are also effective in this application with significant capital expenditure savings. With the ore bodies that contain high levels of slimes, then de-sliming cyclones will be required and generally these are also located on the feed preparation module. A basic engineering exercise was recently undertaken for a southern African operator for a new PCP with this requirement.
Feed from the dredge/s is pumped by the dredge main pump to the trommel/vibrating screen via a static grizzly screen to reject any large over size that may damage the smaller aperture trommel screen (generally 3mm). All root matter, shells and coarse particles are rejected by the trommel screen and the over size is discharged back into the pond at the rear of the plant. The trommel screen under size reports to the surge bin and the rougher spiral feed pumps/s draws the ore from the bin at a controlled rate and density and delivers it to the rougher spirals via a distribution system to ensure each spiral bank receives the correct volumetric flow of slurry.
When de-sliming is required, then the de-sliming cyclone feed pumps will draw the ore at a controlled rate and density and delivers it to the de-sliming cyclones. The cyclone under flow reports to a small rougher spiral feed bin with a retention time of approximately 5 to 10 minutes and the cyclone over flow reports to a transfer bin before being pumped to the slimes settlement dams located at the rear of the mining pond.
The gravity separation circuit consists of a large number of spiral banks configured specifically as a result of metallurgical test work conducted on representative samples from the orebody. A significant amount of metallurgical test work has been completed to date and flow sheets for
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(44)
both the Coastal and Decksand deposits has been developed by MD Mineral Technologies (now CPG incorporating Mineral Technologies).
The process flow as developed (MD Mineral Technologies) previously for the coastal deposits consists of a traditional four stage spiral circuit followed by a magnetite stripping step consisting of a low intensity magnetic separator (LIMS) at the end of the circuit.
The process flow developed (MD Mineral Technologies) for the Decksand deposit also consist of a four stage spiral circuit but higher levels of more recent design considerations in mind as the process flow described above. In this circuit, Magnetite will also be stripped from the concentrate by way of a Low Intensity Magnetic Separator. This is required to remove all the highly magnetic Magnetite before the Heavy Mineral Concentrate (HMC) is treated at the Mineral Separation Plant (MSP) using Wet High Intensity Magnetic Separators (WHIMS).
The four stage spiral circuit consists of Rougher spirals, Middlings scavenger spirals, Cleaner spirals and Re-Cleaner spirals. The rougher spirals (CPG MG4/5 spirals) receive the ore from the surge bin and produce 4 products, a super concentrate, a concentrate, middlings and tailings (final reject). The middlings report to the Middling scavenger spirals (CPG MG4/5 spirals) to recover misplaced valuable minerals in this stream and 3 products are produced, a concentrate, a middlings which is circulated back to the Middlings scavenger spiral feed and a tails (final reject). The concentrate from the rougher and scavenger spirals are combined and routed to the Cleaner spiral feed sump. The Cleaner spirals (CPG HG8 spirals) produce 3 products, a concentrate, a middlings which is circulated back to the Cleaner spiral feed and a tails. The tails is routed back to the Middling scavenger spiral stage to recover misplaced minerals present in this stream. The super concentrate from the rougher stage is mixed with the cleaner spiral concentrate and is fed to the Re-cleaner spirals. The re-cleaner spirals produce 3 products, a final concentrate, a middlings which recirculates back to the re-cleaner spirals and a tails which forms part of the cleaner spiral feed. This circuit configuration has proven to be more efficient in mineral recovery as well as producing an HMC with at higher grades.
The PCP tails, slimes and concentrate will leave the pond via floating walkway to the shore where the slimes will be delivered to the slimes settling pond, the tails will report to the tails de-watering cyclones (underflow will rebuild the dune and the over flow will gravitate back into the slimes settling pond) supported by stacker arrangement and the HMC will be pumped to a de-watering cyclone and stacker located at the Mineral Separation Plant.
Services to the mining pond will be mainly electrical supply initially via Over Head Transmission Line to a central point near the mining pond and then via 33kV trailing cable and raw water pond make-up. The raw water required for the process will be drawn from the nearby Molocue river system.
3.3 Mineral Separation HMC from the PCP will be pumped to the MSP where the solids and water slurry reports to a de-watering cyclone supported by a stacker structure approximately 15m tall. The cyclone underflow with solids content of approximately 80% discharges onto the HMC stockpile while the balance of the transport water reports to the cyclone over flow. This water will be used as make-up water for the MSP rejects pumping system taking the rejects back to the mining pond.
Front end loaders will be used to reclaim the HMC from the stockpile and load the Wet High Intensity Magnetic Separation (WHIMS) circuit feed hopper. A belt weigher near the head chute will weigh the solids on the belt and this signal will be used to control the feed rate to ensure the desired tonnage is fed to the WHIMS circuit.
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(45)
Water will be added to the head chute of the WHIMS circuit feed conveyor and the water addition controlled to ensure the desired feed density is achieved.
3.3.1 The Wet High Intensity Magnetic Separation Circuit The primary objective of the WHIMS circuit is to produce magnetic and non magnetic products, which meet the necessary grade specifications, at maximised recoveries. The HMC feed will vary in HM grade from between 88% to 92% HM content. In summary the process will consist of oversize rejection (screening), high susceptible material rejection (LIMS) and three magnetic separation stages (WHIMS) to separate the HMC to into a magnetic product and a non magnetic product.
The stockpiled material will be loaded by front end loader from the HMC stockpile. Feed material will be dumped into the feed hopper and the material will be weighed by means of a belt weigher before the moist solids are mixed with water in the conveyor head chute and discharged onto the trash screen to reject any foreign matter and over size from the HMC stockpiles. The oversize will be collected in a small civil bund to be collected periodically by front end loader (FEL). The screen under size will report to the main feed sump from where the slurry will be pumped at approximately 35% solids by mass to the linear screen. The linear screen will reject all particles larger than approximately 850 micron to ensure coarse particles do not block the WHIMS machines stainless steel separation matrix (rotor). Over size from the linear screen will join the over size from the trash screen.
Undersize from the linear screen will gravitate to the Low Intensity Magnetic Separator to remove the high susceptible magnetic particles (primarily magnetite which was not rejected at the PCP). This is required to ensure these high susceptible magnetic particles do not block the WHIMS rotor. The LIMS non mags will report to the Primary WHIMS feed sump from where it will be pumped to the Primary WHIMS machines via gravity distribution system.
Cooling of the WHIMS coils will be required and cooling water for the WHIMS plate heat exchangers (part of the WHIMS machine supply package) will be supplied via the cooling water pump. The cooling water will in turn be cooled by a fan cooled radiator which will supply cooling water to all the WHIMS machines. The primary WHIMS mags will report to the final mags collection sump from where the mags will be pumped to the Ilmenite circuit.
The Primary WHIMS non mags will report to the non mags sump from where the slurry will be pumped to a dewatering cyclone. The cyclone overflow will report to the circuit water dam and the underflow will discharge into the secondary WHIMS feed sump.
Cooling water to the secondary WHIMS will be also from the same supply as for the primary WHIMS.
The secondary WHIMS non mags will report to the WHIMS circuit non mags sump from where the non mags will be pumped to the non mags wet gravity circuit. The secondary WHIMS mags will report to the tertiary WHIMS feed sump.
Mags from the tertiary WHIMS will report to the WHIMS mags sump to be combined with the primary WHIMS mags whereas the non mags will report to the non mags sump to be combined with the secondary WHIMS non mags.
From the mags collection sump the mags product will be pumped to Ilmenite circuit via a belt filter. From the mags sump, the mags can also be pumped to the mags emergency stockpile via a dewatering cyclone when Ilmenite circuit is off line for maintenance.
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(46)
From the stockpile, material can be reclaimed via a reclaim system and pumped to the Ilmenite circuit belt filter.
From the non mags sump the non mags product will be pumped to the non mags wet gravity circuit. From the non mags sump, the non mags can also be pumped to the non mags emergency stockpile via a dewatering cyclone when the non mags wet gravity circuit is off line for maintenance.
From the stockpile, material can also be reclaimed via a feed hopper and discharge onto a belt conveyor which will convey the material to a trash screen and sump from where it will be pumped to the WHIMS non mags bin.
3.3.2 The Ilmenite Circuit The primary objective of the Ilmenite circuit is to produce grades of Ilmenite products in line with marketing requirements, which meet the necessary grade specifications, at maximised recoveries from the WHIMS circuit magnetics. The analysis of the high and low chrome ilmenites is presented in Table 2-3; no specific ilmenite grades are presented in this report as historic testwork did not identify individual ilmenite grades.
In summary, the process will consist of WHIMS magnetics filter cake drying, oversize rejection by screening, High Tension Roll (HTR) separation to remove Uranium and Thorium bearing minerals (predominantly monazite) and magnetic fractionation by multiple stages of rare earth drum magnets (REDs) and multiple stages of rare earth roll magnets (RERs) to produce the Ilmenite products and rejects for return to the mining pond.
Filter cake from the belt filter will be conveyed by conveyor into the diesel fired Ilmenite dryer. The dryer discharge, at up to 130°C, will be discharged onto a vibrating screen for tramp oversize removal before being transported to the HTR machines by bucket elevator. The HTR machines will produce conductors and combined non conductors and middlings. The combined non conductors and middlings, representing typically 5 to 10% by mass of the feed, will be treated separately to recover additional Ilmenite and some misplaced Zircon. The conductors from the HTRs will be conveyed to the Ilmenite cooler to reduce the temperature before being fed to the RED magnets. The mineral, cooled to below 80°C, will be discharged to an elevator feeding the magnet circuit. As no specific test work has been completed to date to produce Ilmenite products for export, this section is purely indicative and based on previous work, it is highly likely that a basic dry magnetic separation circuit consisting of RED and RER magnets will be capable of producing one or more Ilmenite products suitable for export. Previous test work showed that approximately 75% of the Ilmenite present in the HMC is low Cr2O3 Ilmenite and approximately 95% of the high Cr2O3 Ilmenite will be recovered to a low Cr2O3 Ilmenite post roasting. Recombination of the Ilmenite products (primary low Cr2O3 Ilmenite and roasted Ilmenite) accounted for almost 95% of the Ilmenite present in the HMC.
3.3.3 The Non Magnetics Wet Gravity Circuit The non mags from the WHIMS circuit will report to a 3 stage spiral circuit to reject most of the quartz minerals and other light trash minerals that was upgraded to the non magnetic fraction of the WHIMS circuit.
Non mags will be pumped to the non mag wet gravity circuit consisting of a three stage spiral circuit viz. rougher spirals, middlings spirals and middlings cons cleaner spirals. The rougher spirals will produce three products, a concentrate, middlings and tailings. The middlings will report to the middlings spirals while the concentrate will report to the final concentrate collection sump and the tails will report to the final tails collection sump. The middlings spirals will also produce three products, a concentrate, a middlings which will report back to the middlings spirals feed sump and tailings which will also report to the final tails sump. The concentrate will

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(47)
report to the middlings concentrate cleaner spirals which will also produce three products, a concentrate which will join the rougher concentrate, a middlings which will report back to the middlings concentrate cleaner spirals feed sump and a tails reporting to the final tails sump. The Rutile and Zircon grades will now be approximately 11.5% and 36% respectively. The tailings from this circuit will be combined with the tailings from other MSP circuits and pumped back to the mining pond.
3.3.4 The Rutile Circuit The concentrate will be pumped to a de-watering cyclone before the mineral discharges onto a horizontal belt filter to remove most of the residual moisture. The filter cake will discharge from the belt filter and report to a fluidised bed dryer containing 4 to 6% moisture. The dryer will reject all the moisture and discharge the solids with a temperature of approximately 125 °C. From the dryer the hot mineral will pass over a 1 - 2mm screen to reject any coarse material before the mineral reports to rougher high tension electrostatic roll machines (HTR). Electrostatic separators are common in this industry and separate the mineral based on their conductive properties. The rougher HTR machines produce two products, a conductor and a non conductor. The conductor reports to the conductor cleaner HTR machines while the non conductor fraction will report to the non conductor cleaner HTR machines. The conductors from the conductor cleaner HTR machines reports to a magnetic circuit while the non conductors from the non conductor cleaner HTR machines report to the wet zircon circuit. The non conductors from the conductor cleaner stage and the conductors from the non conductor cleaner stage is combined and reports to the scavenger HTR machines. From this stage the conductor fraction also report to the magnetic circuit in the Rutile cleaning circuit while the non conductors also report to the wet Zircon circuit.
Conductors from the conductor cleaner HTR machines report to a magnetic circuit consisting of two stages of Improsys High Force Rare Earth Roll Magnets (RER). These magnets are available in a variety of configurations such as the number of roll stages per machine. Most common are two and three stage machines. Stage 1 RER produces a mags and non mags fraction. The non mags from Stage 1 RER will report to the Electrostatic plate (ESP) Stage 1 machine. The mags fraction consisting mainly of Ilmenite and altered Ilmenite and reports to the Stage 2 RER and again two fractions are generated. The mags will leave the circuit and join the Ilmenite circuit while the non mags join the Stage 1 RER non mags and reports to the ESP Stage 1 machine.
Conductors from the scavenger HTR machines also report to a magnetic circuit consisting of two stages of Improsys High Force Rare Earth Roll Magnets (RER). Stage 3 RER produces a mags and non mags fraction. The non mags from Stage 3 RER will report to the ESP Stage 1 machine. The mags fraction consisting mainly of Ilmenite and altered Ilmenite and reports to the Stage 4 RER and again two fractions are generated. The mags will leave the circuit and join the Ilmenite circuit while the non mags join the Stage 1, 2 and 3 RER non mags and reports to the ESP Stage 1 machine.
The ESP machines are employed in combination with the HTR machines as the ESP machines are able to reject coarse non conductive particles reporting with conductors on the HTR machines. The Stage 1 ESP machines generate a conductor and non conductor fraction, the non conductor fraction will join the dry Zircon circuit. The conductor fraction reports to a sizing screen with an aperture of 250µ to reject coarse free silica and other coarse trash mineral particles. The oversize will report to a container on the floor while the under size reports to ESP Stage 2 machine. From this duty the final Rutile product is generated and a small fraction of non conductors will also be rejected to the Zircon circuit.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(48)
3.3.5 The Wet Zircon Circuit The purpose of the wet zircon circuit is to reject residual quartz and other light minerals upgraded as a result of the removal of the conductor fraction in the Rutile circuit. The wet zircon circuit will also reject small amounts of other light heavy minerals such as Aluminium silicates.
The wet Zircon circuit consists of a sample three stage spiral circuit, that is a rougher spiral stage, a scavenger spiral stage and a scavenger middlings spiral stage. The non conductors from the Rutile circuit will report to a non conductor bin to ensure a buffer exists between the circuits to ensure they do not affect each other’s availability. The non conductors will be drawn from the bin at a controlled rate and fed to the rougher spiral feed sump. Make-up water control will keep the sump full at all times and the rougher spirals will be fed at the correct feed rate and density. The rougher spirals produce 2 products a concentrate and a tails, the tails report to the scavenger spirals while the rougher concentrate and the scavenger concentrate report to the final concentrate sump. The scavenger spiral tails report to the final tails sump while the middlings is fed to the scavenger mids spirals. These spirals produce three products, a middlings which is recirculated back to the scavenger mids feed, a tails which joins the final tails and a concentrate which joins the final concentrate. The tailings from this circuit will be combined with the tailings from other MSP circuits and pumped back to the mining pond.
3.3.6 Dry Zircon Circuit The concentrate will be pumped to a de-watering cyclone before the mineral discharges onto a horizontal belt filter to remove most of the residual moisture. The filter cake will discharge from the filter belt and report to a fluidised bed dryer containing 4 to 6% moisture. The dryer will reject all the moisture and discharge the solids with a temperature of approximately 115 °C. From the dryer the hot mineral will pass over a 1 to 2mm screen to reject any coarse material before the mineral reports to rougher high tension electrostatic roll machines (HTR). The rougher HTR machines produce two products, a conductor and a non conductor. The conductor reports to the conductor cleaner HTR machines while the non conductor fraction will report to the non conductor cleaner HTR machines. The conductors from the conductor cleaner HTR machines leave the circuit and will join the Rutile circuit to enhance the final Rutile product recovery. The non conductors from the conductor cleaner stage report to the scavenger HTR machines. From this stage the conductor fraction also report with the conductor cleaner conductor while the non conductor joins the non conductor cleaner non conductors to the Zircon cleaning circuit. The conductors from the non conductor cleaner HTR joins the rougher HTR conductors.
The zircon rich non conductive stream reports to the cleaner magnets to reject magnetic Zircon and Monazite containing impurities such as iron and Uranium and Thorium. A second magnetic fraction containing small amounts of Zircon reports to the scavenger magnets to recover misplaced Zircon and to reject additional grades of magnetic impurities such as iron and Monazite. The non magnetic fraction from both magnet stages combine and report to the Electrostatic screen plate machines (ESSP). These machines are common in dry Zircon circuits designed in the mid 1970 to mid 1980 but test work has shown that electrostatic plate machines (ESP) are more efficient in removing conductive impurities from Zircon than the older generation ESSP machines.
Two stages of ESSP machines were included in the design and the conductors from both these stages combine and will most likely join the Rutile circuit if recoverable Rutile is present in these streams or these streams will report to the dry Zircon tails stream. The non conductors from the cleaner ESSP machines report to the re-cleaner ESSP machines and the non conductors from the re-cleaner ESSP machines will report to the final Zircon product bin.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(49)
3.4 Final Products The Study assumes that the mineral separation plants produce three final products in the same ratio to the concentrate grades reported under the BHP Pre-Feasibility Study.
Table 3-1: Weight % Fraction in Heavy Mineral Concentrate
Mineral Decksand Beachsand
Ilmenite 82.6% 72.3%
Rutile 1.2% 2.0%
Zircon 4.7% 5.5%
Average annual saleable products for the Moebase and Naburi deposits over the first ten years are shown below in Table 3-2.
Table 3-2: Annual Final Product Production
Mineral Final Product(tonnes)
Ilmenite 1,245,000
Rutile 24,000
Zircon 65,000
URS Scott Wilson notes that no testwork has been undertaken to confirm that separate high quality product streams can be produced from the mined material and consequently cautions that the predicted production above may not ultimately be realised.
3.5 Product Despatch
The purpose of this part of the process is to ensure all final products are stored in a dry contamination free environment and to get the products onto the customer’s vessels without contamination.
Ilmenite, Rutile and Zircon products will report to final product storage bins located at the MSP. From these bins product will be transferred to the product storage shed which will have sufficient capacity to store product between shipments. All TiO2 based products (Ilmenite and Rutile) will be stored together while the Zircon product will be kept separate to avoid contamination.
The product store will be designed on the basis of a bulk storage facility and product will be stored on the floor by way of stockpiles generated by conveyor belts discharging from the roof level. Ilmenite will require large stockpiles and a tripper car arrangement was recently used in a similar operation to create continuous stockpiles of Ilmenite.
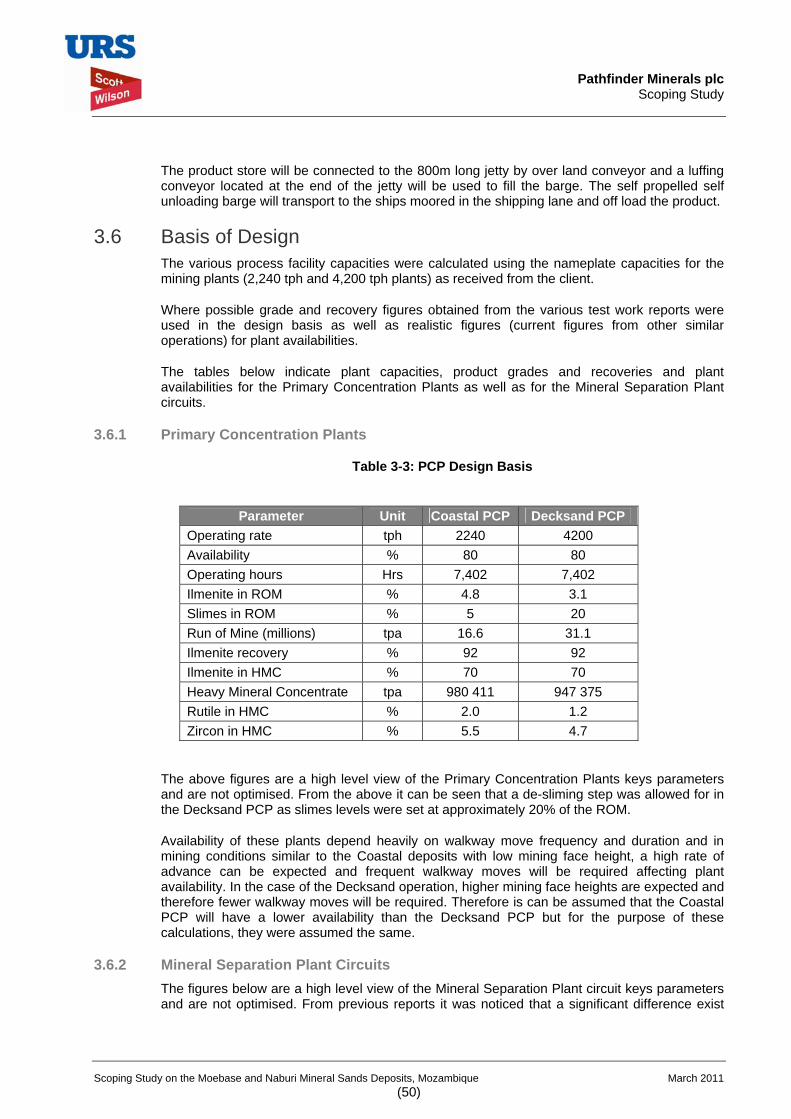
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(50)
The product store will be connected to the 800m long jetty by over land conveyor and a luffing conveyor located at the end of the jetty will be used to fill the barge. The self propelled self unloading barge will transport to the ships moored in the shipping lane and off load the product.
3.6 Basis of Design The various process facility capacities were calculated using the nameplate capacities for the mining plants (2,240 tph and 4,200 tph plants) as received from the client.
Where possible grade and recovery figures obtained from the various test work reports were used in the design basis as well as realistic figures (current figures from other similar operations) for plant availabilities.
The tables below indicate plant capacities, product grades and recoveries and plant availabilities for the Primary Concentration Plants as well as for the Mineral Separation Plant circuits.
3.6.1 Primary Concentration Plants
Table 3-3: PCP Design Basis
Parameter Unit Coastal PCP Decksand PCP Operating rate tph 2240 4200 Availability % 80 80 Operating hours Hrs 7,402 7,402 Ilmenite in ROM % 4.8 3.1 Slimes in ROM % 5 20 Run of Mine (millions) tpa 16.6 31.1 Ilmenite recovery % 92 92 Ilmenite in HMC % 70 70 Heavy Mineral Concentrate tpa 980 411 947 375 Rutile in HMC % 2.0 1.2 Zircon in HMC % 5.5 4.7
The above figures are a high level view of the Primary Concentration Plants keys parameters and are not optimised. From the above it can be seen that a de-sliming step was allowed for in the Decksand PCP as slimes levels were set at approximately 20% of the ROM.
Availability of these plants depend heavily on walkway move frequency and duration and in mining conditions similar to the Coastal deposits with low mining face height, a high rate of advance can be expected and frequent walkway moves will be required affecting plant availability. In the case of the Decksand operation, higher mining face heights are expected and therefore fewer walkway moves will be required. Therefore is can be assumed that the Coastal PCP will have a lower availability than the Decksand PCP but for the purpose of these calculations, they were assumed the same.
3.6.2 Mineral Separation Plant Circuits The figures below are a high level view of the Mineral Separation Plant circuit keys parameters and are not optimised. From previous reports it was noticed that a significant difference exist

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(51)
between the HMC grades from the Coastal and Decksand deposits. In the calculations a single value of 70% was used as this figure is standard in this industry when mineral recoveries in the order of 92 to 94% are required.
Further it was assumed that the HMC from the two mines will be mixed and blended and treated through the MSP as a single feed and not batched. The basis of design assumed only two ilmenite products (low and high Chrome) but in reality there may be as many as four different grades depending on the marker requirements and potential client specifications.
Table 3-4: MSP Design Basis
Parameter Unit Value Wet Ilmenite (WHIMS) circuit Plant capacity tph 230 Availability % 90 Ilmenite recovery % 90 Crude Ilmenite grade % 82 Dry Ilmenite circuit Low Chrome Ilmenite in HMC % 50 High Chrome Ilmenite in HMC % 40 Non magnetic wet gravity circuit Availability % 90 Operating rate tph 77 Rutile in non magnetic % 5.41 Zircon in non magnetic % 17.2 Rutile and Zircon recovery % 95 Non magnetic Rutile grade % 11.4 Non magnetic Zircon grade % 36.3
Rutile circuit Availability % 90
Rutile recovery % 82 Rutile grade % 95
Wet Zircon circuit Availability % 90 Feed grade % 41.3
Zircon recovery % 96 Dry Zircon circuit
Availability % 90 Zircon recovery % 75
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(52)
4 Infrastructure Typical descriptions and sizing of the principal support infrastructure elements are provided below. The location of the Project has historically been affected by cyclones and as such the design of the buildings will recognise this hazard. The total Project capital costs for the individual mine infrastructure elements are shown in Table 4-3.
4.1 Welfare Building This building will provide the following facilities for the mine staff and workers;
• Canteen;
• Showers;
• Locker room (clean and dirty sides)
• Deployment centre;
• First aid facilities.
The overall floor area will be 1250 m2 (50 m x 25 m), and the building will be constructed using a single storey steel frame, with brick or block work walls to full height. The roof will be constructed using “Plasticote” type steel profiled steel sheeting. Internal finishes will vary to suit the usage in the particular areas, (e.g. fully floors and walls in the shower areas).
4.2 Mine offices This will provide working accommodation for senior managerial, technical (mine manager, engineers, geologists etc.) and administrative staff. The overall floor area will be 450 m2 (30 m x 15 m) to provide approximately 10 offices and an overall space for 40 work places. The building will be a single storey steel framed structure with brick or block work walls to full height. The roof will be constructed using “Plasticote” type steel profiled steel sheeting.
4.3 Workshops A workshop will be required for maintenance of mine plant and equipment, and with a floor area of 500 m2 (25 m x 20 m). Offices for the supervisory staff will be included within the building. The building will be constructed as a medium duty steel portal framed structure with provision for an overhead crane. Walls will be block infill to a height of 3 m. The remaining wall height and roof will be sheeted using “Plasticote” type steel profiled steel sheeting. An inspection pit is to be included in the building design.
4.4 Stores building This building will be required to provide the following facilities;
• Offices for stores personnel;
• Internal secure storage;
• Secure external storage compound.
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(53)
The overall floor area will be 500 m2 (25 m x 20 m) with the structure being a steel portal framed structure (to provide clearance for forklift moving and stacking goods within the building) with infill walls to a height of 3 m. The remaining wall height and roof will be sheeted using “Plasticote” type steel profiled steel sheeting.
An attached secure external compound (approx. 50 m x 50 m) will be required and should have a steel security perimeter fence.
It will also be necessary to provide a secure fuel storage compound adjacent to the main stores.
4.5 Laboratory Material sample preparation and testing associated with exploration, mining operations and processing will be undertaken at this facility. The overall floor area will be approximately 250 m2
(10 m x 25 m) to give 8 rooms. An office for laboratory personnel will be provided in this building. This will again be a single storey steel framed building with brick/blockwork walls to full height.
The roof will be sheeted using “Plasticote” type steel profiled steel sheeting.
4.6 Main substation 110 kV/33 kV This facility will include;
• the main 110 kV reception compound, ( to be securely fenced);
• the main building housing the electrical switching equipment;
• secure external transformer bays to accommodate the surface distribution transformers.
The main electrical switch building will have a floor area of 250 m2 and is to be constructed using a steel framed structure with full height brick/blockwork walls. The roof will be sheeted using “Plasticote” type steel profiled steel sheeting.
4.7 Fire department This building is to be provided for the mine fire engine/pumps as part of rthe mine fire fighting arrangements. The required floor area is approximately 100 m2 with the building being a steel framed structure with full height brick/blockwork walls. The roof will be sheeted using “Plasticote” type steel profiled steel sheeting.
4.8 Social and Recreational building Given the remoteness of the mine site this building will provide the following facilities for the mine staff;
• Gymnasium;
• Swimming pool;
• Games room;
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(54)
• Squash courts;
• TV/Film room;
• Mini market;
• Bar.
The required floor area will be in the region of 800 m2 (20 m x 40 m) and will be constructed using a steel framed structure with full height brick/blockwork walls. The roof will be sheeted using “Plasticote” type steel profiled steel sheeting.
4.9 Security and gate house This building will be sited at the mine entrance to control movements in and out of the mine site. The overall floor area will be approximately 36 m2 (6 m x 6 m) and will be constructed with brick/blockwork walls with a reinforced concrete roof slab.
4.10 Bus terminus This will be required to provide safe secure arrival and departure for the mine personnel. The structures will be lightweight steel framed shelters and sized to accommodate a maximum of 200 people (approx. 200 m2), both arriving and departing. The arrival and departure areas should be separated to allow efficient traffic movements.
4.11 Sewerage plant Sewage from the mine and accommodation buildings will be piped direct to a macerator for disposal. The macerator will be housed in a building and will comprise a light structural steel framework with “Plasticote” type steel profiled steel sheeting to the roof and side walls.
It is proposed that a proprietary modular biological sewage treatment unit be installed to treat the effluent to a standard which will enable the water to be re-used as plant industrial water. The raw sewerage will then be piped to a proprietary modular biological sewage treatment unit prior to disposal. This plant will reduce the sewage to a waste product that conforms to WHO environmental standards.
4.12 Water Supply Process water and water for washing should be supplied from either the aquifer that is understood to exist in this area of Mozambique or from the Molocue or Moebase Rivers. To ensure the aquifer is adequate to supply the mine throughout its operational life, a comprehensive hydrological study will have to be carried out. The cost of this study would be in the region of $500,000.
This water would not be suitable for drinking, and as such all drinking water would have to be supplied in bottles and distributed as necessary.
4.13 Water storage reservoir Two storage reservoirs will be required, one for general water distribution (washing and ablution facilities) and one for fire fighting water distribution. These can be combined in one structure. An attached pump house will be required to house the dedicated pumps for both the potable and fire fighting water distribution. The storage reservoirs will be of reinforced concrete

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(55)
construction or steel fabricated tanks (if available). An alternative to concrete storage reservoirs would be several “Braithwaite” type prefabricated steel tanks. The potable reservoir should hold in the region of 500 m3 (10 m x 10 m x 5 m high) to provide sufficient on site storage in the event of the main water supply being disrupted.
Water usage from showers, toilets, kitchens accommodation
• Hot water = 50 m3/day
• Cold water = 50 m3/day
The fire fighting reservoir capacity should be in the region of 1,000 m3 to provide sufficient fire fighting water. (10 m x 20 m x 5 m) in the event of a fire at the mine site.
4.14 Fire Fighting Main A suitably sized and pressure rated fire fighting water main (steel or plastic) will be required throughout the mine facilities areas. This main will be connected to an appropriately sized pump in the main water storage pump house. An emergency diesel fire pump should also be provided to cover the possibility of a power cut during a fire. Fire hydrants will need to be spaced throughout the site (approx. 100 m centres) to give full coverage of all the building in the event of a fire.
In addition to the fire fighting main appropriate fire extinguishers will need to be distributed throughout the site.
4.15 Water Main A suitably sized and pressure rated water main (steel or plastic) will be required to provide cold water from the water storage reservoir throughout the mine facilities areas. This main will be connected to appropriately sized pumps in the main water storage pump house. Smaller sized supply pipes would run into each of the mine facility buildings from these mains. The overall length of this main will be 1,200 m.
4.16 Transport links 4.16.1 Main overland road from Vila de Mocuba
There is currently no fully maintained road to the mine site to allow equipment and personnel to be transported to the mine. The nearest town of Vila de Mocuba is some 280 km distant and given the likely cost of constructing an adequate road , associated bridges and the subsequent maintenance and subsequent delays, due to extreme weather conditions; the following alternative transport links will need to be considered.
4.16.2 Sea transportation It is proposed that the construction equipment and materials required for the initial construction works should be transported in suitable sea going barges to the site. These barges will then be “beached” at the mine site and the equipment unloaded.
The construction of a temporary rock jetty will later be required to allow the unloading, from large barges, the much larger items of equipment for the actual mining and processing operations. Investigations would need to be carried out to determine the nearest suitable source of rock for the jetty construction. The jetty construction would be carried out using rock

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(56)
filled gabions and sand infill. Any identified rock source should also be suitable for the supply of suitable aggregates for the production of concrete etc.
It will be necessary to provide a secure storage compound for all the mine equipment following unloading from the barges, and prior to its erection on site. A security office will also need to be constructed as part of this compound. The overall size of this compound will be in the region of 200 m x 100 m.
4.16.3 Air Transportation The early construction of a small airstrip is considered vital to facilitate the movement of expatriate staff, for emergency evacuations, for VIP visits and for the transportation of small items and spares. Consideration should also be given to allow heavy transport type aircraft to land to allow larger items of essential equipment to be flown in, to prevent major delays in the event of a major breakdown. The approximate size of the airstrip would be 1600 m x 30 m wide. The costing shown also include for marking, drainage and lighting. A suitable terminal building would also be required
4.17 Site access roads The internal site roads will not be trafficked by heavy plant and it therefore proposed that these roads should be compacted sand/gravel, which will require regular maintenance throughout the life of the mine. The estimated length of these roads will be in the region of 20 km.
4.18 Staff and Housing Facilities On site accommodation will be required for both the managerial staff and mine personnel, and will be in the form of single storey “bungalow” type houses and “motel” type structures. Conventional building methods have been assumed using plastered and painted blockwork, pitched roof with “Plasticote” type roof sheeting.
The following accommodation allowances have been assumed;
• Senior managers will be accommodated in single occupancy type bungalows of approximately 50 m2 in floor area (lounge, 2 bedrooms, W.C. & kitchen). Twelve bungalows of this type are to be provided. Total area required for senior managerial staff = 600 m2
• Middle managers will be accommodated in single occupancy type bungalows of approximately 40 m2 in floor area (lounge, 1 bedroom, W.C. & kitchen) say 45 at this grade. Total area required for middle managerial staff = 1,800 m2
• Supervisory staff will be housed in large bungalows each with 4 staff sharing a bungalow (lounge, 4 bedrooms, W.C. & kitchen). The overall floor area for this type of accommodation would be approximately 100 m2. Total number of supervisors is 86, so provide 22 bungalows of this type. Total area required for supervisory staff =2,200 m2
• The remaining 317 staff are to be provided accommodation in single bedsit type rooms, with each room being approximately 30 m2. The units will be constructed in blocks of 10 (approx. 50 m x 6 m) giving a total of 32 blocks to be constructed. Total area required = 9,600 m2
• Total area required for on site accommodation = 14,200 m2
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(57)
4.19 Site Preparation and landscaping Some site preparation works will be necessary prior to the commencement of the main construction works to allow the various structures and site roads to be formed at the correct level. It may be possible that some of the excavated material can be used for construction of the any slimes management facilities required. Some landscaping works have been allowed for in the accommodation areas. An overall area of 5,000 m2 has been allowed for site preparation and landscaping.
4.20 Main Incoming Power Supply An adequate electricity supply is not available at the mine site and it will be necessary to construct an overhead 110 kV power line from the nearest available power supply to the mine site. The estimated distance of the new overhead line is 100 km
4.21 Temporary Site Services The following services will be required on site prior to the main mine construction works commencing;
• Generator 2MVA hire / purchase;
• Water;
• Compressors;
• Sewerage & Effluent handling;
• Offices Stores etc;
• Services;
• Kitchen, entertainment, facilities;
• Security.
It should be noted that the first two items would not be required if the main incoming electric and water supply were commenced with enough lead time for them to be available at the commencement of the main construction works.
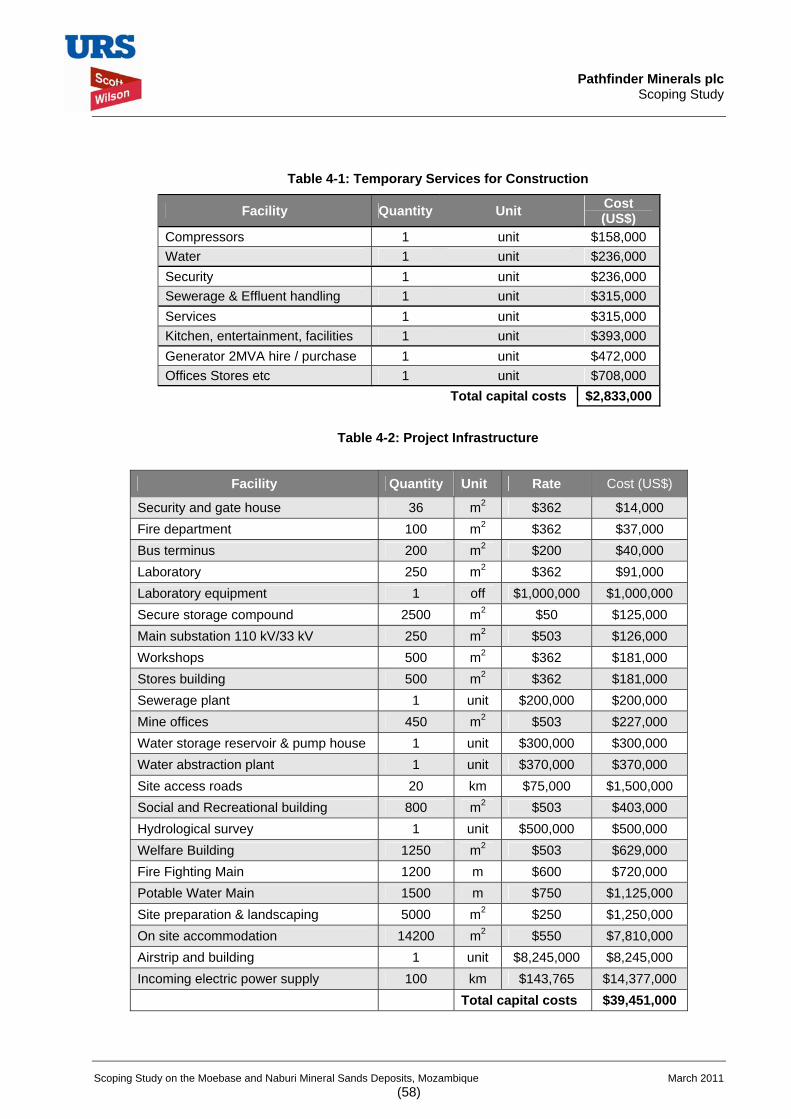
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(58)
Table 4-1: Temporary Services for Construction
Facility Quantity Unit Cost (US$)
Compressors 1 unit $158,000 Water 1 unit $236,000 Security 1 unit $236,000 Sewerage & Effluent handling 1 unit $315,000 Services 1 unit $315,000 Kitchen, entertainment, facilities 1 unit $393,000 Generator 2MVA hire / purchase 1 unit $472,000 Offices Stores etc 1 unit $708,000
Total capital costs $2,833,000
Table 4-2: Project Infrastructure
Facility Quantity Unit Rate Cost (US$)
Security and gate house 36 m2 $362 $14,000 Fire department 100 m2 $362 $37,000 Bus terminus 200 m2 $200 $40,000 Laboratory 250 m2 $362 $91,000 Laboratory equipment 1 off $1,000,000 $1,000,000 Secure storage compound 2500 m2 $50 $125,000 Main substation 110 kV/33 kV 250 m2 $503 $126,000 Workshops 500 m2 $362 $181,000 Stores building 500 m2 $362 $181,000 Sewerage plant 1 unit $200,000 $200,000 Mine offices 450 m2 $503 $227,000 Water storage reservoir & pump house 1 unit $300,000 $300,000 Water abstraction plant 1 unit $370,000 $370,000 Site access roads 20 km $75,000 $1,500,000 Social and Recreational building 800 m2 $503 $403,000 Hydrological survey 1 unit $500,000 $500,000 Welfare Building 1250 m2 $503 $629,000 Fire Fighting Main 1200 m $600 $720,000 Potable Water Main 1500 m $750 $1,125,000 Site preparation & landscaping 5000 m2 $250 $1,250,000 On site accommodation 14200 m2 $550 $7,810,000 Airstrip and building 1 unit $8,245,000 $8,245,000 Incoming electric power supply 100 km $143,765 $14,377,000 Total capital costs $39,451,000

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(59)
Table 4-3: Total Project Infrastructure Cost Facility Cost (US$)
Temporary Services for Construction 2,833,000 Project Infrastructure 39,451,000 Total 42,284,000

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(60)
5 Environment 5.1 Information sources
An EIA and supporting documentation was prepared by Coastal and Environmental Services in 1997 and this represents the main source of environmental and social data available with respect to the project setting. The report did not consider in details the social and community aspects of the project and as such would be deficient by current standards and further work is required to cover this aspect.
The information presented below and the conclusions and recommendations made are based on a review of the historic data available. Much of this data relates to surveys and assessment work undertaken for the project in the late 1990’s and more recent site reconnaissance. It should therefore be stressed that although the data collected and assessed in the late 1990s is relevant for scoping purposes it is not, in most cases, considered current enough to enable an updating of the EIA, nor is the assessment considered valid.
5.2 EIA Regulatory Framework 5.2.1 Mozambique
The overarching piece of national legislation in terms of environmental protection is the Environmental Law No. 20/97 from 1st October 1997 published in the Republic Bulletin No 40, 1st Series, 3rd Supplement.
The Regulamento sobre o Processo de Avaliacao Ambiental do Impacto Ambiental (Regulation for the Environmental Impact Assessment Process) approved by the Decree No. 45/2004 on 29th September 2004, the Regulamento sobre os padroes de qualidade Ambiental e de Emissao de Efluentes (Standards of Environmental Quality and Emissions of Effluents) as approved by the Decree No.18/2004, 2nd June 2004 and the Decree No. 495/73 of 6th October 1973 that determines the various protection measures against water, beaches and seafront pollution, are the key sources of national legislation that will be followed during the implementation of the Environmental Impact Assessment.
The specific requirements for an EIA are included for in Decree No. 45/2004 of 29th September 2004 “The Regulamento sobre o Processo de Avaliacao Ambiental do Impacto Ambiental (Regulation for the Environmental Impact Assessment Process).
This project will require a full EIA to be undertaken as part of the approvals process.
Article 12 of the Decree No.45/2004 stipulates that the EIA and related EIA report should contain the following items:
• A Non-technical summary of the main issues encountered as well as the main conclusions and recommendations given in the EIA report.
• An insertion of the project and respective activities within the legal framework and its insertion in the existing territorial plans for the direct area of influence of the project.
• The description of the project and respective foreseen activities during the planning, construction, and exploitation and when the project is temporary, the decommissioning stages.
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(61)
• The delimitation and geographical representation, as well as environmental scenario of the project’s area of influence.
• A detailed description and comparison of the different alternatives to the project and activities, as well as a prediction of the future environmental scenario with and without the mitigation measures.
• The identification and assessment of the impacts and identification of mitigation measures.
• An environmental management plan of the project, which must include the monitoring of the impacts, an environmental education program and contingency plans for accidents.
• The identification of the multi-disciplinary team that elaborated the EIA.
• A report of the public participation according to the guidelines stipulated in article 19, No. 9 of the same decree.
Finally, the reports of the more specialised studies constitute an integral part of the EIA report and are to be presented as annexes.
After the EIA has been undertaken, an EIA report should be submitted to MICOA – DNAIA (National Directorate for Environmental Impact Assessments) for consideration.
The EIA authority must comply with the following deadlines after submission:
a) Scoping Report and Terms of Reference – 30 working man days
b) EIA – 45 working man days
The Provincial Directorates for the Coordination and Environmental action must comply with the following deadlines:
c) Terms of Reference – 15 working man days
5.2.2 International The principal international requirements are those of the World Bank (WB) and the International Finance Corporation (IFC) for the protection of the environment. These are set out in various Operational Policies and Bank Procedures as well as Performance Standards (PS). Particular reference is made to the guidelines of the World Bank Group, and the International Finance Corporation (IFC - the World Bank Group’s private sector arm). Equator Principles are underpinned by the IFC’s performance standards, policies and guidelines and require a robust EIA including consultation to be undertaken.
If international financing is sought then the assessment process will need to take into account international standards and requirements relating to environment and social matters (e.g. resettlement). This approach not only ensures international best practice, but can also provide environmental reference standards in the event that no national standards exist.
At this stage, it is foreseen that people will need to be resettled and as such any relocation and compensation issues should be dealt with in accordance to World Bank standards and
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(62)
procedures. The EIA will permit a more detailed appraisal of the degree of the resettlement and therefore the need for a Resettlement Action Plan.
5.3 Key Environmental and Social Impacts Based on the available information, no fatal flaws were identified from an environmental and social perspective for the project, however, there are notable environmental and social issues related to the project to be addressed in which include:
• socio-economics and resettlement,
• health and welfare plan;
• agricultural/pasture/fishing ground loss and access restrictions,
• employment creation (both direct and indirect) during construction and operation and managing community expectations in this regard;
• water resources;
• water quality impacts (Acid rock drainage and suspended solids),
• heritage; and
• ecology (terrestrial and coastal).
5.3.1 Socio-economics and Resettlement The overall impact of the mine site footprint will be the land-take requirement, which will result in agricultural/pasture land loss and access restrictions for locals and livestock particularly to the coast to undertake fishing. This impact on livelihoods will be potentially significant to local people and, in particular, those in settlements directly affected by mineral extraction.
The 1997 ES noted that local subsistence farming and fishing were the major activities carried out by people in the project area. Cassava was the main ground crop grown. Other crops being grown were reported to be rice, madumbi (Colocasia esculentus), pigeon pea (Cajanus cajan), cow pea (Vigna sp.), sugar cane and sweet potato. The use of land was noted as being limited to 3 to 4 years followed by 20 to 30 years at fallow to enable nutrient recovery.
Limited live stocking was reported and limited to a small number of people having goats, ducks and fowl. No cattle were kept.
Construction activities will result in the long term loss of land and the operational phase will result in the temporary (until rehabilitated) loss of large areas.
There will also be disturbance for local communities during the construction phase of the project both on and offsite (e.g. increased traffic, noise and dust).
Employment opportunities during construction and mine operation could benefit local communities. However, managing community expectations with regard to the scale of such opportunities should be implemented as soon as practicable as part of a wider community engagement strategy. The construction of the jetty could represent a long term positive legacy for local communities.
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(63)
5.3.2 Health and Welfare Plan HIV/AIDS awareness and prevention amongst workers and the public is critical to prevent the spread of the disease and reduce deaths amongst workers and their families.
An HIV/AIDS awareness and prevention campaigns will be designed and implements by Pathfinder in consultation with other Mozambican HIV/AIDS organisations and government structures using various methodologies in order to ensure social and cultural sensitivity. The HIV/AIDS awareness and prevention programme will form part of the evaluation criteria for all contractors who will participate in all HIV/AIDS programmes
A voluntary HIV/AIDS prevalence survey will be undertaken amongst all workers on a regular basis. The results of the survey will determine the focus of the HIV/AIDS strategy. The survey will be subject to the approval of the relevant Government agency(ies).
5.3.3 Soils and Geology The soil in the project area was described in detail in the 1997 EIA and is not likely to have changed significantly. Importantly the previous studies report the acidity of the soil as a result of sulphates. Hydrogen sulphide was also reported in ground water, with for example the domestic water in the Billiton prospecting camp as being described as being infused with hydrogen sulphide.
The presence of hydrogen sulphide and sulphate minerals could indicate that acidic drainage could be generated as a result of mining and waste (tailing/slimes) disposal activities.
5.3.4 Water Resources Water for uses other than drinking (e.g. processing plant, washing and ablution facilities) will be abstracted from local river sources and treated prior to use. A new water treatment plant to achieve potable standard may be constructed.
Due to the extreme weather events during 1997 the monitoring of surface and groundwater conditions was hampered and the data was considered inadequate for a detailed assessment to be made. However, the 1997 EIA reported that in general the aquifer in the project area is unconfined however is was noted that some borehole data indicated the presence of areas of confined conditions, resulting in an upper perched aquifer, and leakage between this and the lower, main aquifer. The depth to groundwater was reported to be 4 to 5 m amsl over most of the study area, although in places it was found to be between 10 to 17 m amsl.
A close correlation between topography and groundwater depth was also noted, along a rapid response of groundwater levels to rainfall events that are of a sufficiently long duration to result in ground water recharge.
There will be potential water quality impacts from the plant site through surface water run-off, from traffic movements releasing sediment and accidental releases from the mine related activities. Given the nature of the mining these any leak or spill, as well as runoff could impact on groundwater as it will be exposed in the mining ponds.
A proprietary modular biological sewage treatment unit is proposed to treat the effluent to a standard which will enable the water to be re-used as plant industrial water.
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(64)
5.3.5 Land Take and Ecological Loss The ecology of the project area, along with many areas of Mozambique, is relatively poorly understood and more studies are required. This was demonstrated by the discovery of a number of new species during the 1997 baseline surveys.
Temporary (operations related) and more permanent (construction related) land take will result from the planned development. Permanent land take will result from the construction of fixed features of the mine, such as accommodation, stores and processing plants. The slimes/tailings disposal facility will also be a permanent feature.
Vegetation represents an important resource for local people for food, fuel, collection vessels, construction material (including housing, mats, baskets, boats, furniture) and medicinal uses. Vegetation also is an integral part of the landscape providing stability against soil/sand erosion as well as habitat for other plants and animals to live. The loss of vegetation has the potential to impact on human and ecological receptors, as well as wider impacts as a result of erosion and changes to the landform.
The construction of power lines and a permanent maintenance access track can result in land loss and severance. There can also be collision impacts for larger bird species, including both resident and migratory birds of prey. Similar severance and land loss impacts are associated with the construction of access roads to and around the project area.
Construction and operational activities near to the coast, notably the construction of the jetty have the potential to impact on ecological receptors. Disruption and or/damage to benthic environment, as a result of jetty construction and any other major structures.
5.3.6 Cultural Heritage The temporary loss of large tracts of land could result in the permanent loss of cultural heritage assets, for example sacred forest shrines. It is unclear from previous works if cultural heritage was considered although reference was made to the cultural value of, for example, plants used in tradition medicines.
5.3.7 Noise and Vibration Although not considered to be one of the more significant impacts of the project, the construction and operation activities of the mine have the potential to impact on sensitive receptors (in particular residential properties) in the vicinity of such activities.
During construction the following potential impacts have been identified:
• daytime on-site works are unlikely to have significant impacts, considering the distances to the nearest sensitive receptors – local settlements within the vicinity;
• there is the potential for night-time disturbance over a wider area, when people are trying to sleep and
• off-site construction works (construction of access roads (if needed), airstrip, power lines etc) may impact on sensitive receptors along the routes, especially where the route passes through areas of habitation.
During operation the following potential impacts have been identified:
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(65)
• daytime operations, which may occur throughout the life of the mine, may impact on sensitive receptors, depending on specific site activities; and
• night-time operations may impact on sensitive receptors and this may be more significant than day time impacts as people are much more sensitive to noise disturbance at night.
• operational road traffic on public roads may impact on sensitive receptors along the proposed routes.
Vibration impacts associated with the proposed mining methods are considered unlikely, however there may, as a result of piling, be temporary vibrations associated with the construction of the jetty.
5.3.8 Air Quality Air quality impacts are considered unlikely to be significant. There will be emissions from the plant and vehicle operations that will potentially impact regional or national air emission limits given the remote nature of the area. Dust generation from mining and sand transport operations is unlikely given the predominantly wet nature of the process during operations.
There may be short term, temporary and localised impacts from dust during construction.
5.3.9 Landscape/Visual Assessment: Significant landscape and visual impacts are an element of most mining operations. However, the remote location of this project development results in a limited number of receptors of visual impacts.
The assessment will present a qualitative appraisal of potential landscape impacts as well as visual impacts on visually sensitive receptors. As part of the mine plan, the potential to use the natural terrain to minimise the effects on visual receivers should be explored as well as opportunities for selective screen planting. Key viewpoints will be identified.
The operations will result in temporary but significant changes to the landscape characteristics of the project area. This will need to be mitigated through an appropriate consideration of planting and other measures both during operations and as part of the remediation strategy.
5.4 Baseline Survey Requirements and Programme In order to provide the baseline for the projects EIA data, a number of environmental studies will be required. The data will also be required to satisfy the requirements of potential private-sector lenders with lending guidelines devised in accordance with the Equator Principles, and overall to a level which will support the standards for necessary reporting.
5.5 Socio-economics Baseline data will be reviewed and required to inform:
• local demographic data – including age structure, education achievement, employment, income, tenure;
• assets – housing type and condition, access to facilities and services (e.g. electricity, piped water), ownership of livestock, crops, vehicles;

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(66)
• community concerns and issues – views on mining construction and operations, expectations; and
• impacts both beneficial and potentially adverse on the local community and local economy.
It is noted that community consultation had been undertaken to provide information for the 1997 EIA and a similar exercise should be undertaken. It is recommended that a Public Disclosure and Consultation Plan (PDCP) is prepared to formalise this process and provide a vehicle for successful community engagement during operations.
A Resettlement Action Plan (RAP) will also be required.
5.5.1 Water Resources and Quality The construction and operation of the mine has the potential to impact on hydrology in a number of ways, as outlined above. The following steps are considered necessary to provide the necessary baseline data:
• identification of main water course, and those in position most likely to be impacts by the project;
• selection of water monitoring and sampling locations;
• selection of suitable monitoring parameters (e.g. pH, suspended solids); and
• development and implementation of the monitoring and sampling programme.
The monitoring programme should be developed to enable the collection of baseline data for the EIA and provide a background against which future environmental performance can be assessed.
Water samples will be collected at regular intervals from key potential impact locations (to be determined) and analysed for a standard suite of parameters to establish a water quality baseline. The baseline monitoring program should start as soon as possible to ensure that season changes to water resources are appropriately recorded in the baseline.
5.5.2 Terrestrial / Estuarine Ecology Extensive surveys were undertaken in 1997 to inform the EIA they were limited in their temporal extent. This was noted in the 1997 reports and additional surveys were recommended for birds during the summer season, turtles during their breeding season (November – December). The data may be out of date due to the time lapsed and update surveys are considered necessary.
The following ecology surveys will be required.
• general habitat surveys; and
• more detailed botanical survey of key habitat types in possible development footprints, with focus on any restricted range species or International Union for Conservation of Nature (IUCN) Red List species that could be present [NB a number of rare and/or endangered plant species were identified in the 1997 EIA].
The general habitat survey will in part determine the extent and level of subsequent specialist surveys. The 1997 surveys identified a large number of species from all major vertebrate
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(67)
groups as well as a number of new species. It is likely therefore that specialist surveys will be required for most all groups, including:
• amphibians;
• reptile;
• birds;
• mammals;
• birds; and
• fish.
In addition a healthy ecosystem is reliant of the actions of invertebrates and surveys should also be completed for both terrestrial and aquatic invertebrates.
Populations of many plant and animal species, most notably birds, have distinct seasonality as a result of migration or life cycles. It is important that changes in populations are captured in the generation of any baseline and final survey programming must be scheduled to take account of seasonality. As a minimum vegetation surveys timing must consider the different assemblages which may be present during the wet and dry seasons and bird surveys must consider the impacts of migration on populations. The timing of birds surveys may be particularly important in and around estuaries and other wetlands which are often important habitats for migrating and/or overwintering species.
Prior to the commissioning of any field surveys a review of all designations (e.g. National Parks/Reserves) should be undertaken to determine the potential for any species which may warrant additional consideration to be present for example those listed in the IUCN Red Data List or protected under national legislation. In addition to the above, the review will include mammals, reptiles, amphibians and terrestrial invertebrates to further inform any need for specialist surveys for these groups.
5.5.3 Coastal Ecology and Processes Operations near to and on the coast including the construction of the jetty could impact on coastal ecology. Surveys of benthic communities in coastal habitats which may be affected by the project are recommended. As a minimum this should include areas around the proposed jetty location.
The construction of the jetty also has the potential to cause changes in coastal processes (i.e. the movement of coastal material through wave and tide action). This can result in changes to the landform, ecology and potentially on mineral winning operations is coastal changes were significant.
Coastal process modelling should be undertaken to determine the impact of the proposed development. In order to inform the coastal process modelling a desk based study will be required to understand local processes, with field studies to determine sediment characteristics and bathymetry.
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(68)
5.5.4 Cultural Heritage No cultural heritage surveys have been conducted. It is recommended that as part of the consultation process with local communities the issue of cultural heritage is discussed. This should include identification of, for example forest shrines, grave, and other sacred areas.
Documented historey, where available should also be reviewed. Based on the findings of the document review and consultation the need for field survey will be determined.
5.5.5 Noise and Vibration A baseline noise survey will be required to quantify the prevailing daytime and night-time noise levels at representative sensitive receptors. The results of this survey will feed into the construction/assembly and operational noise assessments, to enable the significance of any impacts to be rated.
The first stage of the survey will be a desk based study to identify potentially suitable locations for noise monitoring. Given the mobile nature of mineral sands extraction operations initially monitoring locations will be focused around the starter mining pond, air strip location and near settlements within the wider project footprint. Consideration will also be given to the impact noise can have on birds, and baseline monitoring should also include those locations where large birds flocks are known to form which are near to planned operations.
The second stage will be the site noise survey. During this time monitoring locations would be confirmed (and possibly revised) and medium and short term noise monitoring would be carried out. All monitoring would be carried out according to the appropriate international standards.
The noise survey is best carried out when weather conditions favourable (dry season) as guidelines lay out when noise monitoring can be carried to ensure that reliable measured data is collected.
No baseline monitoring is considered necessary for vibration.
5.5.6 Air Quality Monitoring locations would be selected to be close to receptors, mainly human settlements, although additional monitoring locations may become apparent during the initial stages of monitoring.
Meteorological data is being collected and, together with available data from other sources be used to assess potential air quality impacts from the project. It is also noted that the 1997 EIA noted the installation of automated weather station in the project area and any available; data from this will also be used.
5.6 Consultation Consultation forms a fundamental part of both project development and the EIA process and therefore is an essential component of the project schedule as a whole.
A key part of project development is for the Project Sponsor to develop and enact a Project Disclosure and Consultation Plan (PDCP). This is a formal document that lays out the company’s approach to the consultation process. The PDCP defines a comprehensive and culturally appropriate approach to consultation and disclosure for the Project in general and on the Environmental Impact Study (EIS) in particular. It comprises identification of stakeholders and the programme for disclosure of information, methods of dialogue and handling comments and concerns. The aim is to ensure that adequate and timely information is provided to
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(69)
stakeholders who may be affected by the Project so that these groups are given sufficient opportunity to voice their opinions.
5.7 Preliminary Environmental Management Plan In line with International EIA requirements and good practice, the EIA report should contain a framework Environmental Management Plan (EMP), not an EMS as this is developed during construction/operation phases. The following items are relevant to the proposed operations mine and will need consideration as the project develops and are therefore excluded from any further discussion at this stage.
• mine waste management plan;
• solid and hazardous materials handling;
• spill prevention and emergency response plans; and
• mine closure / rehabilitation plan.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(70)
6 Financial Analysis 6.1 Capital Expenditure
The capital expenditure estimate is indicative and has been estimated by scaling from other similar types and size of projects but is considered appropriate to the Study level of accuracy of +/- 40%. A risk contingency of 15% has been included. The estimate base costs are Q3 2010, escalation has been excluded and the estimate has been prepared in US$.
The estimate covers the following plant areas:
• Mining Equipment & PCP Ponds.
• Primary Concentration, inclusive of the 2,240 tph & 4,200 tph plants.
• Mineral Separation Plant.
• Product Despatch.
The equipment and material items have been priced using historical vendor/supplier quotations and where required data-bank of costs. For equipment items and construction costs where detailed quantitative information is not available at this stage of the project, material costs have been developed using well scaling factors.
6.1.1 Exclusions The following items have been excluded from this study as they are not deemed appropriate for inclusion at this level of study.
Local Fee, Taxes & Duties:
• Local authority rates.
• Planning & building approval fees (Mozambique professional engineer costs included).
• Import duties.
• Municipal taxes, VAT, levies, duties etc on materials and construction work.
• Finance charges.
• Currency risk/fluctuations.
• Escalation.
Other Direct Costs:
• Logistic costs of delivery of equipment & resources to site.
• 3rd Party Inspection.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(71)
• Client project management costs.
• Other owner’s costs.
Table 6-1: Project Capital Costs
PROJECT CAPITAL COSTS Capital cost (US$ m) DIRECT CAPITAL COST
Wet Concentrator Plant (1,600tph) 87.2 Wet Concentrator Plant (3,000tph) 150.5 Mineral Separation Plant 75.1 Product Despatch 178.4 Infrastructure 42.3
TOTAL DIRECT CAPITAL COST 533.4 INDIRECT CAPITAL COST
Owners Consultants 11.0 EPCM 61.9 Contingency (15% of DCC) 80.0 TOTAL CAPITAL COST 686.4
A sustaining capital allowance of 1% of the Direct Capital cost has been applied within the cashflow model and applied from Year 3 onwards. The annual sustaining capital is budgeted at US$ 5.3 million.
6.2 Operating Expenditure The operating cost estimate was developed to determine all the major components of operating costs associated with a venture of this nature. These components are:
• Mobile equipment (heavy and light vehicles)
• Labour
• Fuel;
• Power
• Maintenance
• Operations
• General
The source of the operating cost data varies with information obtained from similar studies and where relevant data was not readily available, inquiries were made to reputable vendors for specific information relating to the operating cost component. No contingency has been applied to the operating costs.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(72)
A summary of the operating cost per cost component is shown in the table below and is expressed in United States Dollars.
Table 6-2: Summary of Operating Costs
Operating Cost Component
Annual cost (US$ m)
Unit cost per ROM t
Percentage of total
Mobile Equipment 3.5 0.08 5% Labour 15.4 0.35 21% Fuel 10.7 0.25 15% Power 8.6 0.20 12% General 10.7 0.25 15% Maintenance 18.1 0.42 25% Operations 6.0 0.14 8% Total 73.2 1.68 100%
6.3 Mobile Equipment
A mobile equipment fleet was developed using information on fleets as used by other heavy mineral sands producers in southern Africa. Approximate fuel consumptions were calculated using approximate hourly utility figures for different duties. Maintenance costs for mobile equipment were obtained from vendors of such equipment. Maintenance costs include all lubrication, spare parts, ground engaged tools (chisels etc.) as well as tyres.
6.4 Labour A labour schedule developed is based on similar operations and is shown in Table 1-8. Cognisance will be taken in the long term that, where appropriate, expatriate labour will be replaced by local labour as the skill and experience are developed.
Table 6-3: Project Labour
Category Expat Local Total Management 9 2 11 4,200 tph Wet Plant 13 54 67 2,240 tph Wet Plant 13 54 67 MSP 9 48 57 Maintenance 25 26 51 Technical Services 10 47 57 Transport, Housing & Catering 7 57 64 Human Relations and Environment, Health and Safety 4 66 70 Harbour 0 16 16 Total 90 370 460
6.5 Power The total installed power estimates for the two concentration plants and the mineral separation plant were derived from a similar operation in Mozambique. An electricity tariff of 0.06 USD per kW hour was assumed.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(73)
6.6 Maintenance Costs Maintenance costs were developed for the process plant areas as well as specific allowances for the dredgers. Values for the process plant areas were obtained from similar operations in southern Africa while the maintenance cost figures for the dredgers were obtained from IHC Holland.
6.7 Economic Analysis A pre-tax cashflow model was generated for the Project using the Study economic estimates of the Project capital expenditure requirements and annual operating costs for the life of mine production schedules.
• 365 production days per year;
• 24 hours per day production;
• Dredge 1 – 4,200 tonnes of ore mined per hour;
• Dredge 2 – 2,240 tonnes of ore mined per hour;
• Target annual production rate 47 million tonnes ore mined;
• Mine life of 30 years;
6.7.1 Mineral prices Mineral Prices have been based on average prices of ilmenite, rutile and zircon taken from publicly available sources and information supplied by Pathfinder. The prices applied in the cashflow model are shown below in Table 6-4.
Table 6-4: Mineral Prices
Mineral US$/t (FOB site)
Ilmenite 125 Rutile 677 Zircon 1148
URS/Scott Wilson is of the opinion that these prices are suitable for use this Scoping Study, however URS Scott Wilson notes that testwork is required to confirm that separate product streams with an acceptable and saleable product specification can be economically produced.
6.7.2 Cash Flow Analysis The pre-tax Net Present Value (NPV) at a 10% discount rate is US$529 million with an Internal Rate of Return of 18.8%

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(74)
Table 6-5: Pre-Tax NPV at Various Discount Rates
Discount Rate Pre-tax NPV
(US$ million)
0% 3,381
5% 1,347
10% 529
15% 154
6.7.3 Sensitivity Analysis A sensitivity analysis was carried out to model potential fluctuations of key input parameters from the base case cash flow model. The sensitivity plot is shown in Figure 6-1.
The following parameters were evaluated over a range of a 20% increase to a 20% reduction to observe the impact on the Project’s NPV:
• Ilmenite price;
• Rutile price;
• Zircon price;
• Ilmenite plant recovery was evaluated over a range of a 4% increase to a 4% decrease;
• Rutile plant recovery was evaluated over a range of a 4% increase to a 4% decrease;
• Zircon plant recovery was evaluated over a range of a 4% increase to a 4% decrease;
• capital expenditure;

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(75)
Figure 6-1: Moebase and Naburi Project Sensitivity Analysis – 10% DCF
Moebase and Naburi Project Sensitivity Analysis - 10% DCF
250
300
350
400
450
500
550
600
650
700
750
Very Low Low Base High Very High
NPV
(U
S$m
)
Ilmenite recovery Rutile recovery Zircon recovery Ilmenite PriceRutile Price Zircon Price Operating Cost Capital Cost
It can be seen that the Project economics are highly sensitive to the Ilmenite price and also most sensitive to operating and capital costs.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(76)
7 Construction Philosophy 7.1 Road Transportation
The Northern Coast of Mozambique is a rural area with low population density. Most inhabitants live along the coast as subsistence fishermen and farmers, while other farmers and traders live along the dirt roads which connect the coastal villages to larger inland towns such as Nampula.
A metalled road, the EN1, extends northwards from Maputo via Beira to Quelimane and extends to Nampula as the EN8. This road then travels eastwards to the port of Nacala. Almost all other roads extending from the central city of Nampula to the coast are essentially dirt tracks. There are several river crossings along these routes which are typically 250 km in length to the coast. Most of these crossings are bridged by steel “Bailey” type bridges of varying condition. The load capacity of these bridges is typically not more than 30 tonnes. The bridges can be overtopped during flood conditions, rendering them impassable.
Road and bridge maintenance is almost non-existent. Grading of the roads may take place within a radius of 30-50 km from the main towns, but the remainder of the roads are scarcely maintained. It can take several years to repair a bridge which has been damaged by a flood or illegally heavy vehicle.
It can take a 4x4 vehicle a minimum of 5 hours to complete the journey from Nampula to the coast under ideal conditions. A fuel tanker or articulated vehicle hauling 40 ft containers would take up 2 days, even in perfect conditions. There is no adequate mobile phone coverage for the entire distance, therefore satellite communication is required in the event that a vehicle breaks down or more commonly, gets stuck in mud.
Notwithstanding these difficulties, it is nonetheless necessary to bring a significant tonnage of material to the coast using road transport. This is required as follows:
• bringing earthmoving and mobile crushing/screening equipment to site for initial earthworks and the establishment of a lay-down area for beach landing of goods;
• transportation of equipment for the initial contractor camp;
• ongoing transportation of small goods and perishables throughout the construction phases and into the production phase.
During the initial earthworks phase it may be necessary to repair the worst stretches of road and repair bridges where necessary. It should be assumed that there will be little success in lobbying the National or Provincial Governments to upgrade the roads.
A source of good quality stone (in this case basalt) is required for the manufacture of aggregate for concrete and road building and URS/Scott Wilson understands that there is a mobile crushing and screening plant near Moma.
7.2 Sea Transportation The majority of equipment is envisaged to be landed by sea transportation and brought onto the beach. Depending on the location of the main construction works the majority of the floating wet plant and land-based mineral separation plant can be brought to site by ocean-going barges. A special ramp comprising sand and rock will be constructed on the beach whereupon the barges are pulled through the surf zone and onto the ramp at high tide. Pontoons are towed approximately 2km across a prepared road to the starter mining pond area.
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(77)
With the exception of the floating wet plant pontoons, which are the largest single items of equipment brought to site, all equipment will be transported to a lay-down area close to the starter mining pond for identification.
Barges will be used to transport equipment which had been purchased in South Africa or transferred from ships from Europe and other equipment included locally purchased electrical and switchgear equipment, building materials (cement, plaster, tiles), cranes, dump trucks and loaders, piping, cabling, pumps etc.
Whilst this mode of transportation had its risks and was not completely dependable in terms of scheduling due to adverse weather conditions it was nonetheless a vital lifeline to the construction operation.
Once the operation commences it will be necessary to bring diesel fuel to site in large quantities (500 tonne loads). A loading jetty will receive a small coastal tanker on charter to Petromoc which could operate with a draft of approximately 4.5 metres. Diesel is discharged from the vessel and pumped to the storage tank farm.
7.3 Air Transportation It is essential to have an airstrip at the mine site for the movement of expatriate staff, for emergency evacuations, for VIP visits (investors, Government) and for the transportation of mail and other small, essential goods.
7.4 Likely Construction Schedule From award of contract it is anticipated it will take 32 months to build a mineral sands operation in Northern Mozambique. This assumes no delays with long lead items such as the dredges.
7.4.1 Aggregate quarrying and earthworks The site already has a rustic exploration camp in the area with adequate facilities for the early accommodation and messing of the first part of the construction team.
Following contract award there will be no immediate increase in activity on site. After the extent of earthworks have been designed, tendered and awarded, the earthworks sub-contractor will move his heavy equipment to site and set up a separate aggregate quarry, close to site. This sub-contractor will likely establish his own camp and messing arrangements. This may require repairing the road and bridges along the way.
The earthworks contractor will be on site for at least 6 months, possibly longer. The main contractor will have completed the detailed design and tendering of the civil works durng this period. After this 6-8 month period, the civils contractor will arrive on site and it is also likely they will establish their own camp and messing arrangements.
Priority will be given to site roads, the airfield, digging out the starter mining ponds and preparing the equipment lay-down areas. A small barge will arrive comprising the personnel and equipment required for preparing for the arrival of the larger barges which carry the bulk of steelwork, some of which will have been prefabricated. The beach-landing specialist will likely set up his own small camp on the foreshore, some 2-3 km away from the main construction site.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(78)
7.4.2 Civil engineering At about 9 months from contract award, the civil engineering contractor will begin to set out the major foundations and start shuttering. The earthworks contractor will complete the starter mining pond in time for the arrival of the main pontoons on which the wet concentration plant is to be built. The earthworks contractor will subsequently demobilise.
The floating wet concentration plant is a massive structure and is constructed in the dry pond base prior to the pond’s flooding before production. Although the pond is initially 5 m deep, a roadway and ramp are easily cut in the sand through the pond wall to allow vehicle and crane access during construction. These are subsequently filled in by dozer prior to flooding. The pontoons are supported on concrete railway sleepers so that they have a stable base during construction. When the pond is flooded, the wet separation plant floats upwards while the sleepers remain on the pond floor.
As the dredge components arrive, the dredges are assembled in the dry pond as well as the floating walkways which connect the (i) dredges to the floating plant and (ii) the floating plant to shore. These walkways are constructed as miniature pontoons of approximately 4 m2 in area. On one side of the pontoon is a handrail and on the other side are supports for large diameter rubber hoses and a cable tray. These pontoons are linked together to form a continuous walkway. It will not be possible to initially install all of the pontoons in the starter mining pond due to space constraints, however once the mining pond reaches its ultimate size, the total length of walkway required could be in excess of one kilometre.
7.4.3 Steelwork erection, mechanicals and piping (SMP) The steelwork contractors will begin to arrive after about 12 months at which time they will expect to have sufficient civil engineering/foundations to work with and sufficient materials having been delivered to site. The SMP contractor will require a number of barges from Maputo/South Africa in order to bring materials and vehicles to site. Several large cranes will be needed, at least one 400-500 tonnes, two or three in the region of 150-300 tonnes and three or four 30 tonne cranes. Forklift trucks are of no use in this terrain, therefore all flatbed trucks are required to be fitted with HIAB cranes in order to be useful.
At about this time, the principal contractor will have made progress with the mine village which he will likely use for his own staff during construction. A large number of principal contractor staff (supervisors, QA/QC) will arrive at this time (12-14 months) as well as the Client’s Owner Team manager and supervisors. SMP work will continue for a considerable period, at least 12 months at which time the team will be reduced to a smaller size for snagging works during handover and commissioning.
7.4.4 Electricals There are essentially two electrical projects for the construction of a remote mineral sands operation. The first is the establishment of a high voltage electrical supply to the mine, the second is the reticulation of supplies around the operation and the wiring of the wet and dry plants. It is not a pre-requisite that these are executed by the same contractor as they do not significantly interface with each other.
Preparations for the provision of an overland HV transmission line (OHTL) should begin early as a process needs to take place to identify the owners of land and dwellings, relocation of dwellings, compensation for crop losses and the clearing of a 10-15 m strip of bush on either side of the intended power line route. This process alone can take a minimum of 9 months. Following this, the OHTL contractor will begin to erect the pylons along the route and finally string the conductors.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(79)
A sub-station will be required where the OHTL enters the mine site. Power will be transformed down to about 11kV for transmission around the operation.
The various contractors on site during the main SMP phase (months 14-24) will not have a significant power requirement and can therefore utilise generator sets. Mains power is only really needed during commissioning, therefore the OHTL and local reticulation systems have to be in place by this time.
The last contractor on site is generally the electrical, control and instrumentation contractor (EC&I). The electrical and control requirements on both the wet concentrator and dry mineral separation plants are significant and the EC&I contractor can be on site for at least 9 months.
7.5 Commissioning The mining site is the first area to be commissioned.
The area in front of the mining face is cleared of bush using bulldozers fitted with deep rakes. Roots remaining in the ground can be a problem with the dredge cutters and in this area, many trees and bushes tend to have long tap roots which lie vertically and are hard to remove. Ideally the dredge bow should have a man platform for easy access to the cutterhead for root removal and pick inspection.
The pond is flooded over a period of 1-2 weeks using water from a local source (not sea water). It may also be helpful to pre-soak the ground ahead of the mining face. Once the floating wet concentrator plant and dredges have been checked for stability and leaks (the pontoons are partly flooded to appropriate levels to bring the plant level) it is necessary to check all pipes and pumping system using recirculated pond water. This includes the pipelines carrying heavy mineral concentrate to the dry mineral separation plant and the tailings pipelines and booster pumps. Initial tailings will not be returned to the mining pond (as the latter is too small at this stage), therefore a separate tailings facility, away from the intended dredge path, has to be established.
It will greatly facilitate commissioning if the starter mining pond is situated as follows:
• where the sand to be mined is deep (15m) and reasonably high grade;
• where the sand is free-flowing (SPT < 25);
• proximity to the dry mineral separation plant;
• proximity to the intended temporary tailings disposal area.
Having passed this step, the dredges break through the plastic pond lining and begin to advance into the sand. The pond must be deepened quickly so that the wet separation plant can be floating into deeper (15m) water where it is safe from fluctuations in the pond water level. In the initial stages where the pond is being widened and deepened, the requirement for new water is huge. However it is expected that the pond floor will cross the level of the water table at this time and that seepage losses will become negligible. Moreover, as clays within the mining face are disturbed by the dredge, they will re-settle on unlined areas and seal the pond from seepage losses.
Mining will continue for several months before there is sufficient heavy mineral concentrate for commissioning the dry mineral separation plant (MSP). Depending on its design, the front-end of the MSP will either comprise a Wet High Intensity Magnetic Separator (WHIMS) to separate

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(80)
magnetic from non-magnetic minerals in the wet state or a fluid bed drier for preparing the concentrate for separation in the dry state. Both are proprietary equipment and can be commissioned with the assistance of the OEM. It is generally the ilmenite circuit which is commissioned first as it is the most simple flowsheet and also happens to generate the majority of revenue. This circuit includes magnetic roll separators and electrostatic separators so that non-magnetic and non-conductive minerals may be excluded from the ilmenite stream.
The zircon and rutile circuits generally take longer to commission, however if the process engineering has been done well, it should take no longer than 3 months to achieve all mineral specifications to the desired quality standard.
All three mineral products are stored in a large warehouse prior to export. There are generally two ilmenite products (hi Ti and low Ti respectively). These can be stored in adjoining bays and can share common conveyors as the risk of product alteration by contamination is low. Zircon and rutile however are premium products and have to be stored separately. Zircon is especially prone to contamination as it is not a titanium mineral and its price depends on iron content (which is present in ilmenite). Furthermore, as ilmenite and rutile are black in colour and zircon is creamy-white, even minor contamination will be quickly apparent to the customer.
The first export from the operation will undoubtedly be ilmenite. Provided it is kept dry and free-flowing and that the jetty and barge facilities are properly designed, this should pass off without incident. A significant cleaning of conveyors and the barge will be required prior to exporting zircon.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(81)
8 Marketing and Sales 8.1 Ilmenite and Rutile
Potential heavy mineral concentrate products from the Moebase and Naburi project include medium grade ilmenite suitable for use in the sulphate process for production of TiO2 pigment, rutile and a refractory grade zircon product.
Ilmenite is primarily used as a feedstock for the production of TiO2 used in paint, paper, plastics, textiles, rubber, pharmaceuticals and a variety of other applications. TiO2 pigment is produced using either the sulphate process or the chloride process.
8.1.1 TiO2 Pigment Production Processes and Ilmenite Quality The sulphate process is the older of the two processes. It is a batch-type process and is based on the leaching of ilmenite or other TiO2-containing feedstocks with hot sulphuric acid. Ilmenite used as a feedstock in the sulphate process should have a minimum TiO2 content of 45% (>54% preferred), a high FeO/Fe2O3 ratio, and be low in free iron, Cr, V, Nb, Ca, P, U, Th and Ra. The particle size distribution should have a D50 value of approximately 100 microns.
The sulphate process has lower capital costs than a comparable size chloride process plant, but typically has higher operating costs. Waste stream generation from a sulphate plant is significantly greater than from a chloride process plant. As a consequence, many sulphate plants in North America and Western Europe have been closed. However, in Eastern Europe and China, the sulphate process dominates as plants can be scaled to quite modest size and the production technology is readily available.
The chloride process for TiO2 pigment production was developed in the 1960s and relies on the high temperature fluid bed carbochlorination of high grade feedstocks. Production technology is typically proprietary, with each producer using its own process.
Ilmenite for use in the chloride process typically has a TiO2 content >68%. It must be low in alkalis (<0.2% CaO and 1% MgO, typically <0.6% combined CaO+MgO), have low Fe, and <0.5% Cr2O3, V2O5, Sn and As. SiO2 should be <2%. U,TH and Ra should be low, preferably <50 ppm combined U+Th. The particle size of the ilmenite should be>106 microns (+50-100 microns preferred) and the ilmenite should have a relatively high bulk density to prevent blow over in the fluid bed chlorinator.
Alternatives to ilmenite as feedstocks for both sulphate and chloride process plants include titanium slag. Alternatives to ilmenite for chloride process plants include titanium slag and upgraded slag, synthetic rutile, leucoxene and rutile. Sulphate slag (75% - 85% TiO2) is produced from both hard rock ilmenite and from beach sand ilmenites. Slag operations are located in Norway, Canada and South Africa. Chloride grade slag is produced from ilmenite in Canada and South Africa. Upgraded slag is produced in Canada by leaching an 85% TiO2 slag with hydrochloric acid to produce a slag product with approximately 94% TiO2.
Rutile has historically been the raw material of choice for use in chloride process plants. Rutile offers advantages in terms of low levels of iron waste products and high conversion efficiency. The higher per tonne cost of rutile is offset by its higher “value in use”. As supplies f high quality rutile decrease, pigment producers have gradually switched to high grade alternatives such as upgraded slag and chloride grade slag. Increasingly, rutile is being reserved as a high grade sweetener to lower grade feedstocks, as the raw material of choice for use in the production of titanium metal, and for welding rod fluxes.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(82)
8.1.2 TiO2 Feedstock Supply and Demand TiO2 pigment demand is highly correlated to growth in the general economy and to a rising standard of living. Per capita consumption of TiO2 pigment is highest in the developed countries of North America, Western Europe and Japan. Consumption is increasing in rapidly developing countries such as China and Brazil, and is at low levels in emerging countries.
Figure 8-1: TiO2 Global Demand
Source: DuPont, 2011
Figure 8-2: TiO2 Pigment Demand Per Capita
Source: DuPont, 2011
Global feedstock demand was estimated at 6.2 million tonnes TiO2 units in 2010. This was a significant increase from the depressed level experienced in 2009 due to the economic downturn. Demand is anticipated to increase at a compound annual rate of 4.55% for the 2009 – 2020 period.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(83)
TiO2 pigment supply and demand growth is anticipated to be highest in the rapidly developing regions of the world, especially China. By 2020, industry observers anticipate that the BRIC countries and other emerging economies will Asia-account for 60% of pigment demand, up from 39% in 2005. (Figure 8-3)
Figure 8-3: Regional Share of TiO2 Demand
Source: TZMI, 2011
Demand for TiO2 feedstocks is projected to be approximately 9.3 million tonnes TiO2 units in 2020. It is anticipated that the chloride process will continue to be the dominant process in North America and Europe, while the sulphate process will be preferred in developing economies. Overall, high grade feedstocks, including those required for titanium metal production, are projected to account for approximately 50% of total TiO2 feedstock demand in 2020 (Figure 8.4).
Based on current production capabilities and known TiO2 feedstock development projects, it is anticipated that there will be significant shortfalls in feedstock supply by 2015. Many major mines are exhausting their reserves. Due to a lack of exploration and development activity in the feedstock industry over the previous 10 years, TZMI, a well respected market research firm, projects a supply deficit of approximately 950,000 chloride grade and 400,000 tonne sulphate grade feedstock in 2015.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(84)
Figure 8-4: Supply/Demand Outlook to 2020
Source: Artikol, 2011
Figure 8-5: Major Mines Becoming Exhausted
Source: TZMI

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(85)
Figure 8-6: Supply/Demand Balances by process route: 2004-2015
Source: TZMI
The impact of these developments can be summarized as follows:
• Continued tightness in feedstock markets
• High capacity utilization for existing suppliers
• Entry opportunities for new suppliers
• Upward pressure on feedstock prices
8.1.3 Zircon Zircon is used in foundry and refractory applications as a moulding sand and coating and as a constituent in specialized refractory brick. Zircon for these applications may be sued as the natural sand, as finely ground product, or as finely ground fused zircon. Finely milled natural zircon is used in ceramics applications as an opacifying agent for tiles and whitewares. Zircon is also used in the manufacture of a wide variety of zircon chemicals which are further processed for use in refractory, glass, ceramic, production of zircon metal, and miscellaneous specialty chemical applications.
Zircon is produced in two main grades- refractory and ceramic or premium. The difference in grade is mainly associated with the levels of TiO2, Fe2O3, and other contaminants, as well as particle size and particle size distribution. There can be significant differences in price between refractory and ceramic grade zircon.
China is by far the world’s major consumer and processor of zircon, while Australia, South Africa, Vietnam and Indonesia are major producers of zircon sand. World demand for zircon was estimated at approximately 1.3 million tonnes in 2008. Demand fell to somewhat over 1.0
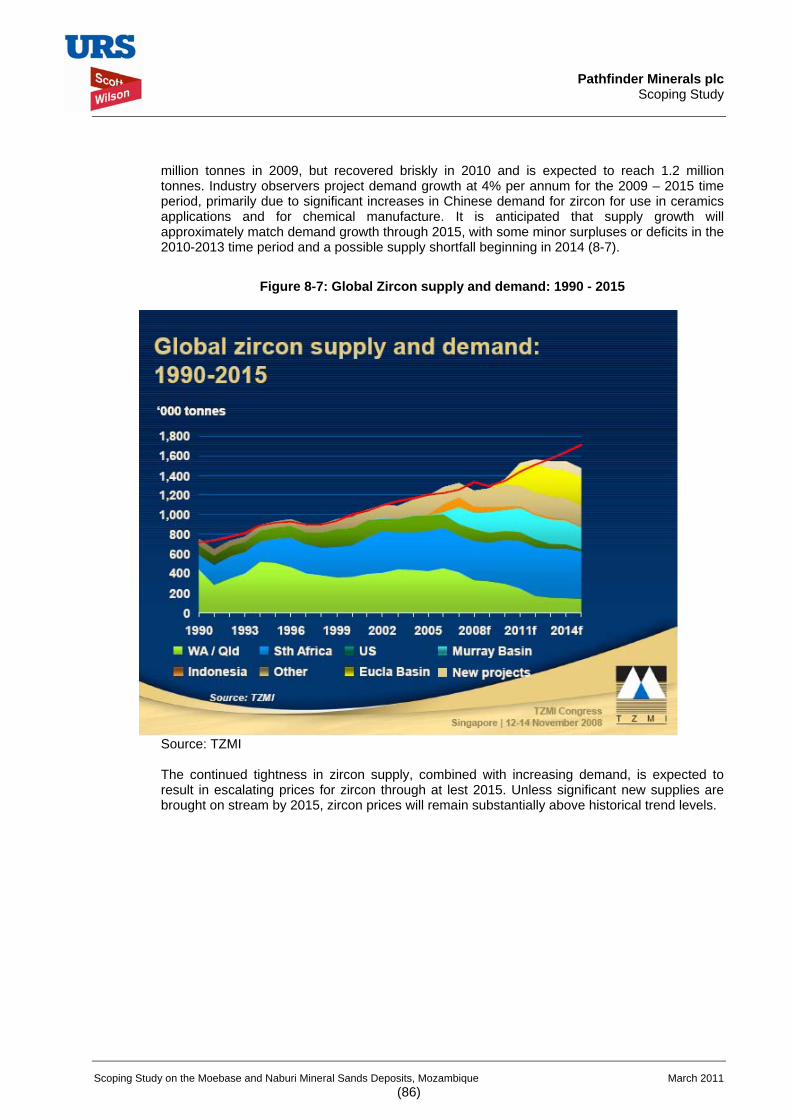
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(86)
million tonnes in 2009, but recovered briskly in 2010 and is expected to reach 1.2 million tonnes. Industry observers project demand growth at 4% per annum for the 2009 – 2015 time period, primarily due to significant increases in Chinese demand for zircon for use in ceramics applications and for chemical manufacture. It is anticipated that supply growth will approximately match demand growth through 2015, with some minor surpluses or deficits in the 2010-2013 time period and a possible supply shortfall beginning in 2014 (8-7).
Figure 8-7: Global Zircon supply and demand: 1990 - 2015
Source: TZMI The continued tightness in zircon supply, combined with increasing demand, is expected to result in escalating prices for zircon through at lest 2015. Unless significant new supplies are brought on stream by 2015, zircon prices will remain substantially above historical trend levels.
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(87)
9 Value Added Processes Two value added process routes are potentially available to the Project, these being smelting and the Synthetic Rutile process route. Since DC smelting was the subject of numerous test programs during the mid to late ‘90’s, and therefore it will not be discussed here again.
With regards to the Synthetic Rutile beneficiation process options, two processes dominate the current world production arena, the Becher process and the Benilite process. A third process is currently under development and will be briefly described in the section below.
Synthetic rutile production has been dominated by Australian companies and production has been focussed in the West coast area of Australia. However a number of different processes have been developed globally since the 60’s mainly to meet the then growing needs for a suitable feedstock for the chloride pigment industry. The following Synthetic Rutile processes have been developed to some degree and are in commercial operation.
9.1 The Becher Process The Becher process was developed in Western Australia in the late ‘60’s to process Ilmenite with TiO2 values that lay outside the relatively narrow specifications dictated by the sulphate pigment plants. The Western Australian feed stock producers had quantities of Ilmenite typically above 55% TiO2 (preferable to have material closer to 60% TiO2) that could not be sold directly to the pigment industry. Generally the Ilmenite should have low levels of MgO, SiO2, Cr and V. The Becher process generally has limited impurity removal. By upgrading the TiO2 content of the Ilmenite to around 90%, a suitable feed stock for chloride process pigment manufacture was produced. A sizeable advantage was access to a suitable sub bituminous coal nearby (Collie coal).
The Becher process has three main processing steps and the final product typically contains 90-93% TiO2, depending on the initial Ilmenite quality.
The first step is to reduce the iron content of the Ilmenite to its metallic state. Iron, coal and sulphur are fed into a rotary kiln with an exit temperature of 1050-1150 °C. The iron content of the Ilmenite is reduced to metallic iron and there is partial reduction of the TiO2 to Ti2O3. The sulphur reacts with the iron and manganese content to form a complex sulphide phase that is subsequently removed with Sulphuric acid.
In the second step the reduced Ilmenite is mixed with aerated water and ammonium chloride catalyst. The metallic iron that is contained within the Ilmenite particles is dissolved in the solution and diffuses in the form of complex ions to the grain surface. Here it is oxidized in the presence of oxygen rich water to iron oxides and hydroxides, which are insoluble and so precipitate out of solution and are removed as waste.
Finally the resultant iron depleted Ilmenite is leached in a weak sulphuric acid solution to remove the manganese and iron sulphides. The synthetic Rutile is then washed, dewatered and dried for despatch.
The Becher process is generally the most cost effective method of synthetic Rutile production as iron is removed by corrosion rather than acid leaching. An improved Becher process is used by Ti West, in which manganese is removed using sulphur. A negative of the process is there is no recovery of iron units. Synthetic Rutile has a low bulk density which gives high “blow over” losses during chlorination.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(88)
9.2 The Benilite Process The Benilite process for synthetic Rutile manufacture was developed by the Benilite Corporation of America in the mid ‘70’s. It is more flexible than the Becher process, being designed to upgrade Ilmenite with high levels of impurities which could not be removed by existing technology.
The Benlite process, which uses oil as a reducing agent for the Ilmenite followed by hydrochloric acid, is particularly efficient in removing magnesium and calcium. It operates most efficiently with higher TiO2 Ilmenite with weathered surfaces that are amenable to reduction.
The Ilmenite is heated in a kiln to 900 °C with heavy fuel oil, causing the iron to reduce to the ferrous state. Large sub crystals form within the original grain that creates a micro structure more conducive to efficient acid digestion (leaching). The reduced Ilmenite is digested in rotating spherical pressurised vessels using hydrochloric acid. The batch process is operated at 2.5 atmospheres and 120-140 °C, which cause dissolution of the majority of the iron, manganese, magnesium, calcium, aluminium and vanadium.
From the resultant slurry synthetic Rutile is recovered and calcined to remove water and contaminating chlorides. The spent liquor is regenerated in a Woodhall-Duckham type acid regenerator. Iron chloride and other impurities are oxidised and disposed of as finely divided oxides.
9.3 The Austpac ERMS and EARS Process The Austpac synthetic Rutile process consists of two processes currently under development at their demonstration plant facility in Newcastle north of Sydney. The first process is the ERMS process (Enhance Roasting and Magnetic Separation) which deals with the roasting of the Ilmenite and subsequent magnetic separation flowed by the leaching, filtration and washing and finally the drying and calcinations of the Synthetic Rutile product.
This process development should be closely monitored as this process yields not only a high grade synthetic Rutile product but also produces a direct reduced iron (DRI) from the acid regeneration process which once commercialised will add significant value to the downstream beneficiation process as additional revenue will be realised from the DRI.
The second process currently under development is the EARS process (Enhanced Acid regeneration System) which is part of the Austpac synthetic Rutile process which deals with the regeneration of the hydrochloric acid used in the leaching process.
The original ERMS roasting process featured a single fluid bed roaster, operated under controlled conditions, so that the Ilmenite component of the concentrate being treated is rendered very magnetically susceptible and thus can be readily separated from gangue minerals by low intensity magnetic separators. By this means it is possible to produce an Ilmenite essentially free of Chromite and Garnet, in a useful form for later processing into say Titania slags. Magnetic Ilmenite produced in this manner is not a suitable feedstock for the sulphate process because the titania fraction is rendered insoluble in sulphuric acid by the roasting process. However this property can be useful if hydrochloric acid leaching is employed to selectively remove the iron and other soluble constituents to make synthetic Rutile. It was noted that when magnetic Ilmenite is acid leached, some 50% of the iron is in the trivalent state requiring the use of chemical reductants and long leach cycle times to achieve successful results. Thus a two stage oxidation-reduction roasting is now used for synthetic Rutile production.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(89)
10 Conclusions and Recommendations The Study is based on the previously estimated historical mineral resource which will be the subject of confirmation drilling and re-estimation in the next stage of study. URS Scott Wilson cautions that the new mineral resource estimate may vary from that presented in this report and that this may affect the economics of the Project.
Based on information currently available the development of the Moebase and Naburi mineral sands deposits is economically viable under the present market conditions. In order to confirm the mineral resources, the process recovery and product specification assumptions used in the Study, an extensive programme of confirmatory drilling and metallurgical testwork will be required.
URS/Scott Wilson notes that the BHP project, under which the geological exploration and engineering testwork was undertaken, identified a final process route that is different to that now envisaged for the Project. Further geological exploration is required to confirm the mineralogy to develop the detailed mine planning and process flowsheet. The mineral process flowsheet must be developed further to identify the differing grades and quality of the ilmenite, rutile and zircon final products that can be produced from the mined material and to confirm the associated capital and operating costs
The environmental and social impacts of Project must be revisited to ensure that today’s reporting standards (i.e. the Equator Principles) are met.
URS/Scott Wilson makes the following recommendations;
3. Prepare a detailed topographic survey to provide an updated digital terrain model in support of new mineral resource estimates and mining plan.
4. Undertake twinning and confirmatory drilling within each distinct deposit to confirm historical drill assay data and identify the mineralogy for the final products envisaged. If significant differences are found between the historical data and the new drill data, re-drilling of all holes will be required.
5. A programme of Standard Penetrating Tests (SPT) will be required on the Decksand deposit to confirm suitability for dredge mining as well as confirming dredge cutter power required for this ore hardness.
6. Mine plans for the coastal deposits should also be used to confirm areas to be mined by dredge mining and identify areas not suitable due to possible sensitive neighbouring lakes and smaller mineralised strand lines. The impact of dry mining on the project economics should be checked.
7. Obtain representative bulk samples from both the coastal (Moebase 1 and 2) and Decksand deposits for HMC production. The HMC will be used for downstream validation test work.
8. Test work to evaluate the impact of treating the HMC from the coastal and Decksand deposits on the mineral separation plant circuits, in particular the Ilmenite circuits (wet and dry)
9. Produce sufficient HMC simulating the flow sheets (HMC to be kept separate) above to develop a process flow sheet for the separation of a crude Ilmenite and a non magnetic
Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(90)
fraction (making use of WHIMS machines) to be used as feed to the Dry Mill for the production of Rutile and Zircon.
10. Undertake a program of metallurgical test work to evaluate the process route and costs necessary to ensure a reduction in radioactivity of the ilmenite products to acceptable market levels.
11. Undertake a program of metallurgical test work to evaluate the ease with which the slimes associated with the Decksand deposit can be removed from the product stream.
12. Study work to identify disposal options of slimes as well as disposal sites for slimes dam/s for the slimes associated with mining the Decksand mineral deposit.
13. Test work should be conducted to confirm potential Ilmenite grades (products) that could be produced form the coastal and Decksand deposits. This should be done in conjunction with market studies to explore Ilmenite product specifications and demands.
14. Test work should also be conducted to confirm potential Rutile and Zircon grades and recoveries that can be achieved from these deposits targeting intermediate grades to maximise recoveries.
15. Conduct a market analysis to determine the Ilmenite, Rutile and Zircon products that are in demand. At the same time a review of the potential Ilmenite, Rutile and Zircon product that could be produced from the Moebase and Naburi orebodies should be undertaken. Once product grades become available from the test work listed above, final product specifications will need to be agreed between potential customers and marketing.
16. Completion of a recent and detailed logistics study for the delivery of all equipment and resources to site.
17. Re-establish the Moebase base camp and laboratory, including all required ancillary facilities such as communications, landing strip, temporary port facilities, etc.
18. Redo the ESIA to current national and international guidance and undertake a program of data collection and analysis as required.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique March 2011
(91)
11 References TiGen Mineral Sands project : pre-feasibility study : volume 1 : main report, BHP Billiton,
TiGen feasibility study : phase 1 : executive summary, BHP Billiton, October 1998.
Mineral Expert’s Report on the Naburi and Moebase Mineral Sands Deposits, Mozambique, URS/Scott Wilson Limited, December 2010
Environmental Impact Assessment of the proposed TiGen Mineral sands Mine, Zambezia Province, Mozambique. Vol 1: Draft Scoping Report. Coastal & Environmental Services, July 1997.

Pathfinder Minerals plc Scoping Study
Scoping Study on the Moebase and Naburi Mineral Sands Deposits, Mozambique May 2011
Appendix A – Process Plant Drawings