Embed Size (px)
Citation preview

Scintillating Fiber, Ribbon Production, Cryo
Update
Alan BrossMICE Tracker Meeting
IC November 8, 2006

Status
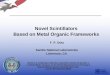
Ribbon Mirroring continues. 54 runs have been mirrored Mean R = 76% RMS=4%
Frequency
0
20
40
60
80
100
120
140
160
0.6
0.62
50.
650.
675
0.7
0.72
50.
750.
775
0.8
0.82
50.
850.
875
0.9
0.92
5M
ore
Frequency

Mirroring Status
From Eileen All fiber prep work is complete
Cutting Inspection Polishing
Approximately 55k fibers sputtered (mirrored) (about 2/3) The expected rate from now is about 6000/week
Finish 3rd week of November A second sputtering system has been put together, but we
are waiting for new sputtering gun (est. delivery 10/31) Could speed things up a bit
Note: The lock-in amplifier used for the reflective measurements
died last week and a new setup was assembled. The RMS on the measurements is not as good as before and for some reason, the R measurement seems to be about 1% lower systematically (??)

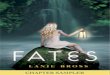
Waveguide Fiber QC
Measurements continue on the waveguide fiber So far so good Will try to get measurements done before WG production starts
Chart Title
y = 8.5226e-0.1141x
R2 = 0.995
0
1
2
3
4
5
6
7
8
0 1 2 3 4 5 6 7 8 9 10 11 12
Length (m)
Lig
ht
Yie
ld Light Yeild at Length
Expon. (Light Yeild atLength)
= 8.8 m
LOT 1

Att Length Section 1
y = 10.282e-0.1178x
R2 = 0.998
0123456789
0 5 10 15
Fibre Length
Lig
ht Series1
Expon. (Series1)
= 8.5 m
LOT 2

Att Length Section 2
y = 11.084e-0.1131x
R2 = 0.9787
2
3
4
5
6
7
8
9
10
0 2 4 6 8 10 12
Fibre Length
Lig
ht
Yie
ld
Series1
Expon. (Series1)
= 8.8 m
LOT 3

New Ribbons
Roger Hare was at Fermilab for about two weeks and helped a great deal
Prep’d fibers Measured molds and
confirmed number of grooves and pitch
Ribbon Layup Production Ribbons
10 are ready for shipment Schedule
Have added some additional tech help
Still need one more person for fiber prep in order to keep up with ribbon layup
Goal is to finish by end of year

Cryogenic system status
Prototype – conclusionProduction cryostats
Russ Rucinski

Prototype - Conclusion
Design iterations are concluded. Improvements will be incorporated into
the production cryostats. Stronger clamping bars with ball bearing point
contact. Indium tape at thermal interface to envelope. Invar washers and torque specifications for
thermal connections of thermal links. Reflective tape on all surfaces to reduce
radiation heat load.

Prototype – Conclusion II
Total heat load on the cryocooler is about 60 Watts & 4 Watts at the upper and lower stages.
Cassette temps with no heaters are 7.0 K and 7.5 K for cassette #105 and #112.
Cassette heat load estimated 0.74 watts & 1.2 watts for cassette #105 and #112.
Expect to run about 0.3 K warmer at 50 Hz in UK.
The operating margin at 50 Hz will be about 1 Kelvin in temperature, or 2 Watts in heat load at the lower stage.

Production Cryostats I
All eight invar envelopes have been received from Ability Engineering. Initial warp problems on three envelopes were corrected.
Five envelopes shown, three are in a different box.
All parts from Ability have been received.

Production Cryostats II
The lid heater has been epoxied into the first lid. The gas plumbing is in place. The first lid heater controls box is almost built. The
controls box also contains the low pressure alarm and condensate alarm. We can test the function of the box in a magnetic field in the future.

Production Cryostats III
We will continue to construct the first production cryostat. It should be done before the end of the year.
New parts for the additional two /DAQ controls racks have been ordered.
Everything looks optimistic and on schedule.!