-
Bioreactors: Design and OperationCharles L. Cooney
Biotechnology can be considered to bethe integration of several
disciplines, in-cluding microbiology, biochemistry, mo-lecular
biology, and chemical engineer-ing, for the purpose of utilizing
biologicalsystems for manufacturing or environ-mental management.
Bioreactors serve acentral role in biotechnological process-es by
providing a link between startingmaterials and final products, as
shown inFig. 1. It is in this area that multidis-
changed from the calf stomach to tem-perature-controlled vats.
In addition, ashortage of calf rennin has led to the useof less
expensive microbially derived en-zymes in some applications.
Anotherearly bioreactor was used in bread mak-ing. Bread dough
provides a matrix thatentraps yeast; this matrix (an early formof
immobilized whole cells), placed on aflat, hot pan in an oven,
traps carbondioxide generated from the metabolic
Summary. The bioreactor provides a central link between the
starting feedstockand the product. The reaction yield and
selectivity are determined by the biocatalyst,but productivity is
often determined by the process technology; as a
consequence,biochemical reaction engineering becomes the interface
for the biologist and engi-neer. Developments in bioreactor design,
including whole cell immobilization, immobi-lized enzymes,
continuous reaction, and process control, will increasingly reflect
theneed for cross-disciplinary interaction in the biochemical
process industry.
ciplinary efforts are focused and value isadded to a less
expensive materialthrough synthesis of a product or render-ing of a
service. In this article I examinethe strategy for selection and
design ofbioreactors and identify the limits andconstraints in
their use. A biotechnologi-cal process is an integrated set of
unitoperations involving not only productsynthesis and
bioconversions but alsoproduct recovery. The bioreactor mustbe
designed to meet the specific needsand constraints of a particular
process,and its design will affect both cost andquality of the
final product or service.Although the term bioreactor is rela-
tively new, the concept is quite old.Some examples of early
bioreactors in-clude the calf stomach, used in ancienttimes for
storage of milk. It was discov-ered that an active ingredient in
the calfstomach transformed the milk intocheese. This active
ingredient is rennin,a protease that catalyzes a specific
andlimited hydrolysis of milk proteins andpromotes their
coagulation into cheese.Calf rennin is still used for cheese
pro-duction. However, the bioreactor has
action of yeast and rises to form a loaf.With advances in
technology we learnedto place the dough in a pan and, whilenot
changing the biocatalytic process,change the form and quality of
the finalproduct. The use of closed containers topromote anaerobic
yeast metabolism inalcohol production is another early ex-ample of
the evolution of a bioreactor tomeet the needs of a particular
biocatalyt-ic process. Pasteur demonstrated the im-portance of
oxygen for efficient produc-tion of bakers' yeast; this discovery
hada considerable impact on the bakers'yeast industry and is an
early example ofprocess control. A major development inbioreactor
design occurred in the 1940's,when investigators learned how to
growmolds such as Penicillium chrysogenumin submerged culture for
the productionof antibiotics such as penicillin. Beforethis,
fermentations were carried out onsolid substrates, which were
difficult tocontrol and keep aseptic (1). Thus, themodern
bioreactor in the form of a fer-mentor used in large-scale
manufac-turing of pharmaceutical products is arelatively new
innovation in the fermen-tation industry.The fermentation industry
has expand-
ed considerably in scope. Today it en-
compasses much more than fermentationand is more properly called
the biochem-ical process industry, by analogy withthe chemical
process industry. A discus-sion of the modern biochemical
processindustry by Perlman (2) gives an over-view of a
multibillion-dollar industry thatinvolves 145 companies throughout
theworld and produces more than 250 differ-ent products spanning
the pharmaceuti-cal, chemical, and agricultural indus-tries.
Furthermore, biological processesare used in such diverse
applications aswaste treatment, the production of deter-gent
enzymes, and the enzyme-catalyzeddegradation of the anticoagulant
heparinin blood (3). Considering the central roleof bioreactors in
a diverse industry, it isnot surprising that they are emerging in
awide variety of shapes, sizes, and forms.The goals in bioreactor
design, however,are common; the purpose of a bioreactoris to
minimize the cost of producing aproduct or a service. The evolution
ofbioreactors, whether for cheese produc-tion or synthesis of
antibiotics, is drivenby a need to increase the rate of
productformation and the quality of the productor service.
Bioreactor design has fo-cused on improved biocatalysts;
betterprocess control, more recently withcomputers; better aseptic
design and op-eration; and innovative ways to over-come
rate-limiting steps, especially forheat and mass transfer.
Objectives in Bioreactor DesignThe primary objective in the
design of
a bioreactor or any component of a bio-technological process is
to minimize thecost of producing a high-quality productor service.
Because the bioreactor pro-vides a link between the starting
materi-als and the product, it plays a critical rolein the
economics of biotechnologicalprocesses. To place this in
perspective,it is useful to consider the manufacturingcosts for
different products. These aresummarized in Wable 1 for a
commodityproduct, ethanol, and a specialty prod-uct, penicillin (4,
5). It is apparent thatthe primary cost is for the raw materialand
that other major costs include capitalinvestment and utilities,
mostly energy.In the case of older plants, where thecapital is
depreciated, maintenancechanges will increase and become
moresignificant. The magnitude of the capitalinvestment is also a
strong function ofinterest rates and method of financing.The cost
of energy, since 1978, has risenat an annual rate of 16 percent,
while rawmaterials and labor costs have risen at 6and 10 percent
respectively (6). As a
SCIENCE, VOL. 219
Charles L. Cooney is a professor in the Depart-ment of Chemical
Engineering, Massachusetts Insti-tute of Technology, Cambridge
02139.
728
on N
ovem
ber 1
1, 2
014
ww
w.s
cien
cem
ag.o
rgD
ownl
oade
d fro
m
on N
ovem
ber 1
1, 2
014
ww
w.s
cien
cem
ag.o
rgD
ownl
oade
d fro
m
on N
ovem
ber 1
1, 2
014
ww
w.s
cien
cem
ag.o
rgD
ownl
oade
d fro
m
on N
ovem
ber 1
1, 2
014
ww
w.s
cien
cem
ag.o
rgD
ownl
oade
d fro
m
on N
ovem
ber 1
1, 2
014
ww
w.s
cien
cem
ag.o
rgD
ownl
oade
d fro
m
on N
ovem
ber 1
1, 2
014
ww
w.s
cien
cem
ag.o
rgD
ownl
oade
d fro
m
-
result, the energy cost has become asmuch as 35 percent of the
manufacturingcost for some products (6). For thisreason there is
increased interest in mini-mizing energy demands in bioreactor
op-eration and subsequent product recov-ery.
Processes that require bioreactors andtypical products are
summarized in Ta-ble 2. It is useful to separate these pro-cesses
itito those that are conversioncost-intensive and those that are
recov-ery cost-intensiVe; although in both cas-es it is important
to minimize the cost ofraw materials for conversion, in conver-sion
cost-intensive processes the volu-metric productivity, Qp (grams of
prod-uct per liter per hour), is of paramountimportance and in
recovery cost-inten-sive processes the product concentra-tion, P
(grams per liter), is the dominantcriterion for cost
minimization.
Biological Reaction Kihetics
Several major differences betweenbiological and chemical
reaction kineticsare important in bioreactor design. Inmost
biological systems there is a com-plex series of reactions that
must beoptimized and coordinated. Since thecell is able to
facilitate this coordinationin an elegant manner, growing cells
areoften used as a means of synthesizingcomplex metabolites,
proteins, polysac-charides, and other products. Fermenta-tion
processes are autoc thecatailyst coiciiiiration as well as
theenvironment changes with tiiiiie-;thisleads to-'s-one -unique
process controlproblems. Furthermore, the reactionsare conducted
under moderate condi-tions of pH (near neutrality) and tem-perature
(for instance, 200 to 65C).While low temperature is often cited
asan advantage of biocatalysis, it frequent-ly causes a problem
because heat remov-al is difficult at low temperature
(7).Essentially all processing is carried outin an aqueous phase
and product streamsare relatively dilute (typically 0.2 to
20percent), making recovery operationsexpensive.
Despite the apparent complexity ofbiocatalytic processes, there
is usually asingle rate-limiting step controlling thereaction as
well as a few secondary limi-tations, and these rate limitations
pro-vide a basis for process design. The ratelimitation may be
biologically imposed,as is often the case in complex
reactionsequences for antibiotic, organic acid, oramino acid
synthesis, where a singleenzyme step may limit metabolic
flux.Productivity may be improved either by11 FEBRUARY 1983
Table 1. Comparison of manufacturing costsas percent of total
for penicillin (4) and etha-nol (5) made by fermentation. Ethanol
costsare based on corn as the starting material.
Peni- Eth-Category cillin anol
Raw materials cost 35 62Operating cost 26
Utilities 15Labor 4Maintenance I IPlant and overhead 8
Capital costs 22* 12**Includes depreciation, taxes, and
insurance.
genetically alleviating the rate-limitingstep in the cell or
increasing the cellconcentration. This is exemplified in Fig.2,
which shows a plot of Qp versus cell orenzyme concentration, X, in
a bioreac-tor. Productivity increases with increas-ing catalyst
concentration and specificactivity or productivity, Sa, which
re-flects the catalytic capacity of the cell orenzyme. Increasing
the catalyst concen-tration is generally a biochemical engi-neering
problem, while improving specif-ic activity is generally a
biological one.Productivity limitations may be external-ly imposed,
either by an engineeringconstraint such as mass and heat transferor
by the need to limit a substrate con-centration. With growing
cells, limitationof a nutrient such as carbon, nitrogen,
orphosphate may be required to overcomecatabolite repression
problems, in whichone of those nutrients, when above acritical
concentration, prevents synthe-
sis of enzymes required for product for-mation (8). With an
enzyme, substratelimitation may be required to avoid sub-strate
inhibition.The goal in bioreactor design is to
minimize cost. Maximizing volumetricproductivity allows one to
minimize cap-ital investment. For this reason it isusually desired
to operate a reactor at itsmaximum physical limits, which are
of-ten constrained by mass or heat transfer(9). The superposition
of this engineeringconstraint on top of biological capabilityis
shown in Fig. 2 by dotted lines, whichrepresent the operating
limits for a biore-actor. The vertical line is the maximumcatalyst
concentration, which is about200 grams per liter for cells or
cellularorganelles that have a moisture contentof 80 percent and
are packed ti*tly withlittle interstitial void volume; for en-zymes
it is the maximum protein loadingtimes the specific activity. The
horizon-tal line represents a heat or mass transferlimitation that
is stoichiometrically relat-ed to product formation. When the
spe-cific activity or productivity of a micro-organism or
biocatalyst is improved, lesscatalyst is required to achieve the
maxi-mum productivity, Qp max~for the reac-tor. This will be
reflected in a reducedcatalyst cost. Improvements in engineer-ing
design raise the value of Qp max,Thus, even though engineering
con-straints limit productivity, improve-ments in the biological
system can have asubstantial impact on the cost of
biocon-version.
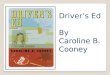
Fig. 1. Schematicoverview of a bio-technological processshowing
the centralrole of a bioreactor inlinking starting mate-rials and
the finalproduct. This over-view is typical of aer-obic
fermentationprocesses and unitoperations such as aircompression and
me-dium sterilizationmay not be requiredin all processes.
Table 2. Examples of products in different categories in the
biochemical process industry.Category Example
Cell mass* Bakers' yeast, single-cell proteinCell componentst
Intracellular proteinsBiosynthetic productst Antibiotics, vitamins,
amino and organic acidsCatabolic products* Ethanol, methane, lactic
acidBioconversion* High-fructose corn syrup, 6-aminopenicillanic
acidWaste treatment Activated sludge, anaerobic digestionService
Heparin degradation, optical isomer resolution*Typically conversion
or feedstock cost-intensive processes. tTypically recovery
cost-intensive process-es.
729
-
Types of Bioreactors
In view of the importance of engineer-ing constraints and the
need to integratebiological and engineering improve-ments, it is
useful to consider the formsof bioreactors that are commonly
usedtoday. There are three major types ofbioreactors and two forms
of biocata-lysts. Bioreactors may be batch, semi-continuous
(fed-batch), or continuous re-actors; furthermore, continuous
bioreac-tors may be continuous stirred tank reac-tors (CSTR) or
plug flow reactors. Thebiocatalysts may be individual enzymes,used
as soluble or immobilized catalysts,or whole cells, and the cells
may be in agrowing or nongrowing state. Combiningthese types of
reactors and catalystsprovides the choice of operating
systemssummarized in Fig. 3. The literature onnovel and alternative
bioreactor configu-rations is quite extensive (10); however,to tap
this body of knowledge and designa bioreactor to meet specific
need-sre-quires a few simple decisions. The first isthe
-choice-between enzymes and wholecells- as the biocatalyst. Today,
the use ofone or a few enzymes in cell-free form islimited to
simple and generally degrada-tive-that is, hydrolytic or
oxidative-reactions which do not require energycoupling. Although
in vitro biosynthesis,which requires energy coupling, hasbeen
demonstrated in the laboratorywith cell-free enzymes (11), it is
general-ly more practical to use whole cellswhenever there are
requirements for co-factor regeneration or energy coupling.When
using enzymes, one can choosebetween soluble and immobilized
formsthat can be employed in a variety ofbatch and continuous
reactors. The de-sign of immobilized enzyme systems hasbeen
reviewed (12) and a variety of im-mobilization methods based on
physicalentrapment, covalent cross-linking, co-valent attachment to
a matrix, and ad-sorption have been described (13). Im-mobilized
enzyme processes used com-mercially are summarized in Table
3(14).When products or services require
more complex reaction sequences, it isbest to use whole cells.
These may beeither growing cells, as used in the syn-thesis of most
fermentation products to-day, or nongrowing cells, which can beused
in concentrated suspensions or asimmobilized cells for the
catalysis ofrelatively simple reactions. Normally,with nongrowing
cells the catalysts areimmobilized by incorporation into a ma-trix
or retention by a membrane. Suchsystems are being increasingly used
forindustrial applications, as shown by
730
Catalyst concentration, XFig. 2. Volumetric productivity (grams
ofproduct per liter per hour) in a bioreactor as afunction of
catalyst concentration (grams perliter) and specific activity
(grams of productdivided by grams of catalyst per hour). Physi-cal
constraints on productivity are shown bydashed lines and are
discussed in the text.
some examples in Table 3. While thebiochemical process industry
is charac-terized primarily by the use of growingcells in aqueous
systems, some recentwork has been done with growing immo-bilized
cells. The apparent contradictionbetween growth and immobilization
isresolved when the latter is considered asa form of cell recycle.
Immobilization byentrapment in a gel or adsorption on asupport
provides a form of internal cellrecycle. Alternatively, cell
recycle canbe achieved by devices external to thebioreactor, such
as centrifugal separa-tors, membrane devices, or settlingtanks,
which collect concentrated cellsfrom a fermentation effluent and
returnthem to the fermentor. It is more com-mon today, however, to
use growingcells in batch and semicontinuous or fed-batch
fermentors, but this will not neces-sarily be the case in the
future.
Approaches in Bioreactor Design
A bioreactor is a biocatalyst in a con-tainer. Its engineering
design is based onminimizing process constraints such asheat and
mass transfer and allowing opti-mal control of biocatalytic
activity whileminimizing total process cost. Since amajor cost in
most biological processesis that of the raw materials, an
importantobjective in bioreactor design is to maxi-mize the
conversion yield of startingmaterials to final product, Yp,, (grams
ofproduct divided by grams of substrate),and this reflects the
catalyst selectivity.
Selectivity is important not only formaximizing conversion yield
but also forminimizing by-product formation, whichincreases
problems of product recovery.While the maximum conversion yield
isconstrained by thermodynamics (15), theactual yield is
constrained by bioconver-sion mechanisms and the requirementfor
biocatalyst synthesis. The objectivefunctiofi to be maximized is
Rp/xg theratio of product per unit of biocatalyst,
fc~~~~~~~RpIX=- Yp/s 0 S,(t) dt (1)
where Sa(t) is the specific activity as afunction of time for
the cell or enzymecatalyst (grams of substrate reacted di-vided by
grams of catalyst per unit time)and t, is the effective catalyst
life (oftenexpressed as a half-life). Values of RPIXcan vary
greatly for different processes.For enzyme-catalyzed reactions,
such ashigh-fructose corn syrup (HFCS) pro-duction with immobilized
glucose isom-erase, this ratio can be 2 2500 g pergram of enzyme
preparation. For com-modity products, such as single-cell pro-tein
and ethanol, Rp/x varies from 1 to 10g of product per gram of
cells, respec-tively. For specialty products, such aspenicillin,
values of about I g per gram ofcells are typically observed.
In the case of enzyme-catalyzed reac-tions, improvements in Rp,X
are made byusing enzymes with high Sa, increasingthe enzyme
stability (t,), and increasingthe yield of active enzyme per unit
massof organism used for enzyme production.In the biosynthesis
offermentation prod-ucts, RP,X is improved by controlling thecell's
use of raw materials (primarily thecarbon source) for the synthesis
of cellmass, the desired product, by-products,and cell maintenance
in order to maxi-mize Yp,, (9). This can be done genetical-ly,
environmentally, or by reusing thebiocatalyst as many times as
possible asin cell recycle or immobilization sys-tems. Solutions to
the problem of maxi-mizing RP,X involve a combination ofbiological
and chemical engineering ap-proaches to increasing specific
activity,selectivity, and effective catalyst life.As shown in Fig.
2, bioreactors are
designed and operated to achieve a maxi-mum volumetric
productivity. The im-portance of productivity is reflected inthe
need to minimize capital investment;even if a biological process
has attractiveoverall economics, it is difficult toachieve a high
return on investment ifthe capital investment per unit weight
ofproduct is exceptionally high. Volumet-ric productivity is
improved by increas-ing the specific activity of the enzyme
orspecific productivity of the growing cell
SCIENCE, VOL. 219
-
and increasing the concentration of en-zyme or cells (or both)
in the reactor.The use of immobilized enzymes makesit possible to
achieve high catalyst con-centrations in the reactor and to
reusethe catalyst many times. With solubleenzymes the catalyst
capacity of thereactor is often limited by the solubilityof the
protein catalyst and it is difficult torecover the catalyst after
use. With im-mobilized enzymes it is possible to ex-ceed this
solubility limit since the cata-lyst is coupled to a solid support
matrix.Then catalyst loading becomes limitedby the specific
activity of the immobi-lized enzyme preparation and the
loadingcapacity of the immobilizing matrix. Im-mobilized enzyme
systems such aspacked columns may have protein con-centrations of
50 g/liter (16). The specificactivity of enzymes can vary (17) from
1to 10,000 units per milligram of protein(where I unit is I
micromole of substratereacted per minute under optimal
condi-tions). With highly active enzyme prepa-rations, one could
expect to use biocatal-ysis to achieve product formation
ratesgreater than 100 moles per liter per hour.This is difficult to
achieve, however,because of engineering limitations andphysical
constraints.The volumetric productivity in fer-
mentation or immobilized whole cell sys-tems is limited by cell
density (recall thatthe moisture content of cells is typically80
percent) and by the concentration of arate-limiting enzyme in a
metabolic path-way. Bioreactors containing immobi-lized Escherichia
coli and the enzymeaspartase can synthesize 3 moles of as-partic
acid per liter per hour in 98 per-cent yield from 1.OM ammonium
fuma-rate (18). Immobilized cell reactors con-taining Saccharomyces
cerevisiae or Zy-momonas mobilis can produce ethanol atrates
greater than 1.5 moles per liter perhour (19). By comparison, with
fermen-tations for antibiotics such as penicillin
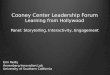
Fig. 3. Decision treeshowing the optionsin selecting
biocata-lysts and bioreactorconfigurations.
Biocatalysis
Cells Enzymes
Nongrowing Growing Soluble Immobilized
Suspension Immobilized Batch Continuous
Matrix Membrane Adsorption Entrapped Cross- Chemretention linked
attach
Gel Adsorption Chemicalattachment
BBatch ContinuousFermentation
Batch Semi- Continuousbatch
the volumetric productivity is less than Imillimole per liter
per hour (20), and thechemical industry often achieves I to 10moles
of product per liter per hour.Once a product is formed, it must
be
isolated and purified. The cost of recov-ery is, in general,
proportional to theamount of water that must be processed.Thus it
is important to maximize theconcentration of product leaving
thebioreactor in order to minimize both thecapital investment and
the operating costof the recovery system. Antibiotics, en-zymes,
and, more recently, proteins pro-duced by genetically engineered
cells areexamples of recovery cost-intensiveproducts because they
are often formedin dilute solution or coproduced withsimilar
materials from which they mustbe purified. Recovery of highly
purifiedintracellular protein from bacteria fortherapeutic use is
an example (21).
In a continuous process, the relationbetween product
concentration, P, andoperating conditions is
p SaVXF
where V is the volume of the reactor andF is the flow rate
through the reactor.Product concentration can be maximizedby
decreasing the flow rate or increasingthe activity and
concentration of thecatalyst. In the traditional fermentation
Immobilized
Recycle Gel Adsorptionsystem
Plug CSTRflow
industry-exemplified by antibiotic,amino acid, and organic acid
produc-tion-batch and fed-batch processes arecommonly used, in part
because theyallow high product concentrations to ac-cumulate by
letting the flow rate ap-proach zero. Continuous processes
oftenhave higher volumetric productivitiesthan batch processes, but
the productconcentration is lower. This limitationcan be overcome
by using high concen-trations of active catalyst; examples arethe
use of immobilized enzymes in theconversion of penicillin to
6-aminopeni-cillanic acid, the conversion of glucoseto HFCS, and
the use of cell recycle inthe conversion of sugar to ethanol.There
are other criteria to be consid-
ered in bioreactor design. Product quali-ty must be maximized,
and this is oftenachieved by increasing process repro-ducibility
and minimizing by-productformation. Energy costs for air
compres-sion, mixing, temperature control, andsteam sterilization
have become increas-ingly important. The major energy
costassociated with a bioreactor is that foraeration and mixing. As
a consequence,considerable effort over the past 30 yearshas gone
into the design of mass transfersystems for bioreactors that can
achievehigh mass transfer rates at good energyefficiency. In most
biochemical process-es the labor cost is relatively low, less
Table 3. Commercial immobilized enzyme reactors (14).Immo-
Reactor Operating Start-
Enzyme Product bilizing type mode Company ingmethod
tpmoedate
Aminoacylase L-Amino acids Adsorbed Packed bed Continuous Tanabe
Seiyaku 1969Aspartase* Aspartate Entrapped Packed bed Continuous
Tanabe Seiyaku 1973Fumarase* Fumarate Entrapped Packed bed
Continuous Tanabe Seiyaku 1974Glucose isomerase HFCSt Adsorbed
Packed bed Continuous Clinton Corn 1972
Covalent Stirred tank Batch Novo 1974Packed bed Continuous Novo
1975
Lactase Lactase-free milk Entrapped Stirred tank Batch
Snamprogetti 1977Penicillin acylase 6-Amino penicillanic Adsorbed
Stirred tank Batch Squibb 1966
acid Covalent Stirred tank Batch Astra 1973Covalent Stirred tank
Batch Beecham 1974Entrapped Packed bed Continuous Snamprogetti
1975
Steroid dehydrogenase* Heat-treated Squibb 1964*Immobilized
cells. tHigh-fructose corn syrup.
nicalhment
II FEBRUARY 1983 731
-
than 5 percent of the manufacturing cost.This is achieved by
designing equipmentthat is simple to operate, has
minimalmaintenance requirements, and has on-line process control.
It is a characteristicof many biological processes that
theequipment, particularly the bioreactor, isversatile and can be
used for many dif-ferent products. This is generally nottrue in the
chemical industry, but isimportant in biochemical process
devel-opment since often a single plant may beused for several
different products.
Limitations in BioreactorOperation and DesignWhile bioreactors
can be loaded with
sufficient catalyst to achieve very highrates of product
formation, there arephysical constraints in the design andoperation
of the reactors that preventone from realizing these rates.
Catalystconcentration and specific activity canbe improved by using
high cell or en-zyme concentrations and catalysts withhigh specific
activity. Ultimately, how-ever, the rate is limited by the problem
ofmass or heat transfer or both. The prob-lem of mass transfer is
particularly im-portant in processes that require oxygenbut also
occurs when there is a water-insoluble nutrient requirement.
Equation3 illustrates the supply and demand re-quirements for
oxygen by a growing pop-ulation of microorganisms:
-
= kLa (C* - CL) (3)Y02
where ,u is the specific growth rate, X thecell concentration,
and Yo2 the oxygenyield for growth and product formation.The rate
of oxygen transfer is limited bythe liquid film around the air
bubble (9).As a consequence, oxygen transfer rates
are improved by increasing the bubblesurface area, a; maximizing
the liquidfilm mass transfer coefficient, kL; andmaximizing the
driving force, C* - CL,where C* and CL are the
equilibriumconcentration of oxygen in the bubbleand the
concentration of dissolved oxy-gen, respectively. Many fermentor
con-figurations have been proposed to im-prove the rate and
efficiency of masstransfer (22). The demand term is con-trolled by
the metabolic rate of themicroorganisms as characterized by
thespecific growth rate, ,u; the density ofactively growing cells,
characterized byX; and the efficiency with which oxygenis coupled
to energy generation and bio-synthesis, as given by the value of
YO2.In most aerobic bioreactors oxygen
732
transfer is the rate-limiting step durpart or all of the
process, as seensolving Eq. 3 for X:
X = Y0 kLa (C* - CL)
In addition to improvements in equment design, it is possible to
use proccontrol strategies to cope with the 0:gen transfer
limitation. By reducingduring periods of high oxygen demandis
possible to operate at a higher 4density and at the maximum
producti'vas determined by mass transfer rates,to continue to
accumulate and prodiproduct in the reactor for longer perilof time.
This can be done by reducingtemperature of the process or by
contiling metabolism by restricting the flomsome essential nutrient
such as carbinitrogen, or phosphate. The impositof this restriction
is important and allcCL to be maintained above a critivalue to
avoid oxygen starvation ofculture, which often leads to
decrea,product formation and conversion yieAn important aspect of
bioreactor desis integration of the design with opeling strategy,
and this has been a madriving force for investigations intouse of
computer control in fermentatprocesses. In the application of
proccontrol, the fermentation industry 1many years behind the
chemical procindustry (23). This is because it is ofdifficult or
impossible to measureprimary objective parameter-prodformation-in a
bioreactor and becaithe use of this information to
controlphysiology of the culture and achi4process optimization is
poorly undstood. In addition, biological procesare generally
operated in a batch or fbatch mode, whereas in the chemiindustry
continuous processes are ncommon. These factors have
slowedimplementation of computer controlbiological processes;
however, procimprovements through modificationmicroorganisms and
better controllikely to provide major improvement'bioreactor
operation.
Biological reactions are generally cried out at relatively low
temperatui200 to 65C. As a consequence,removal is often a problem,
particulEfor large bioreactors. Heat productincreases linearly with
volume; hower, on scale-up, the surface-to-voluratio increases by
the two-thirds pomSince heat is removed in proportiorthe available
surface area, there iimaximum reactor size that can be cocwithout
mechanical refrigeration,thus heat removal often limits the sc
ing up of large bioreactors. Improving theby conversion
efficiency for raw materials
to products generally reduces the heatload (24); thus the
problem of heat trans-
(4) fer limitation can be attacked by biologi-cal as well as
mechanical means.
lip-essxy- Trends and Future Directions in
Bioreactor Development1, itcell It will continue to be important
tolity develop catalysts with high specific ac-but tivity and
selectivity. This mnay beace achieved at the molecular level by
usingads genetic engineering techniques to alterthe the primary
structure of enzyme cata-rol- lysts. An alternative is the use of
"artifi-' of cial enzymes" as recently described byon, Breslow
(25). This problem will also beion attacked with better methods of
enzyme)ws immobilization, which will lead to higherical retention
of activity and longer lifetimes.the For fermentation or whole cell
systemssed with complex regulated and coordinated-ld. pathways,
increases in specific activity,ign can be achieved by applying
recombi-rat- nant DNA techniques to increase theLjor production of
rate-limiting enzymes andthe alter metabolic regulatory schemes
inion order to maximize the flow of raw mate-ess rials to desired
products and away fromags undesired by-products. Such efforts,ess
coupled with improved process controlten of fermentations and
improved stabilitythe of immobilized cell systems, will resultuct
in substantially lower catalyst costs.use However, bioreactor
performance isthe usually ultimately limited by heat andeve mass
transfer capabilities. As a conse-ler- quence, there is a need to
improve meth-,ses ods and equipment for heat and massed- transfer
in biological reactors. As theical ability to increase catalyst
loading in theore reactor improves, the demands for pro-the cess
technology to remove process heatin and transfer nutrients through
diffusion
ess barriers will increase.of The processing of large volumes
of
are water after product removal is expen-s in sive. To minimize
this cost, especially
with commodity products such as etha-:ar- nol and single-cell
protein, water recycleres, is being employed. As a means of
mini-ieat mizing energy use, some processes areLrly being optimized
by minimizing waterion use, and this trend is likely to
increase.,ev- In ain effort to further minimize capitalime
investment in biotechnological process-,er. es, there will be
increased emphasis onto continuous processes. A major deterrent
s a to the use of continuous bioreactors isAled the problem of
low product concentra-and tion. This problem can be minimized
byale- using catalysts with high specific aFtivi-
SCIENCE, VOL. 219
-
ty. Keeping in mind the limits in carryingout a fermentation,
one can envisionimmobilized whole cell systems provid-ing an
opportunity to achieve high pro-ductivities and hence high product
con-centrations. The unit operations in abiological process have a
considerableeffect on each other, and it is axiomaticthat whatever
you do upstream will havean impact on downstream processing.For
this reason, it is important to careful-ly integrate bioreactors
and all subse-quent product recovery operations. Bio-technology
holds great promise for theefficient production of
pharmaceutical,chemical, and agricultural products. Thecontinued
success of biotechnology de-pends significantly on the
developmentof bioreactors, which represent the focalpoint for
interaction between the lifescientist and the process engineer.
References and Notes1. E. J. Lyons, AIChE Symp. Ser. 100, 31
(1970).2. D. Perlman, Am. Soc. Microbiol. News 43, 83
(1978).3. R. Langer, R. J. Linhardt, S. Hoffberg, A. K.
Larsen, C. L. Cooney, D. Tapper, M. Klein,Science 217, 261
(1982).
4. R. W. Swartz, Annu. Rep. Ferment. Processes3, 75 (1979).
5. Mitre Corporation, Comparative Economic As-sessment
ofEthanolfrom Biomass (NTIS reportHCP/ET-2854, National Technical
InformationService, Springfield, Va., 1978).
6. T. Murphy and S. Walsh, paper presented at theAmerican
Chemical Society meeting, KansasCity, Mo., September 1982.
7. C. L. Cooney et al., Dev. Ind. Microbiol. 18,255 (1977).
8. J. F. Martin and A. L. Demain, Microbiol. Rev.44, 230
(1980).
9. D. I. C. Wang, C. L. Cooney, A. L. Demain, P.Dunnill, A. E.
Humphrey, M. D. Lilly, Fermen-tation and Enzyme Technology (Wiley,
NewYork, 1979).
10. B. Atkinson, Biochemical Reactors (Pion, Lon-don, 1974); S.
Aiba, A. E. Humphrey, N. F.Millis, Biochemical Engineering
(AcademicPress, New York, ed. 2, 1973).
11. J. G. Stramondo et al., AIChE Symp. Rev. 74(No. 172), 1
(1978).
12. R. A. Messing, Immobilized Enzymes for Indus-
trial Reactors (Academic Press, New York,1975).
13. I. Chibata, Immobilized Enzymes (Wiley, NewYork, 1978); 0.
R. Zaborsky, Immobilized En-zymes (CRC Press, Boca Raton, Fla.,
1973); K.Morbach, Methods Enzymol. 44 (1976).
14. M. D. Lilly, DECHEMA-Monogr. 82, 1693(1978).
15. V. K. Eroshin and I. G. Minkevich, Biotechnol.Bioeng. 24,
2263 (1982).
16. K. Buchholz, DECHEMA-Monogr. 84, 1724(1979).
17. Th. E. Barman, Enzyme Handbook (Springer-Verlag, New York,
1969), vols. I and 2.
18. M. Fusee, W. E. Swann, G. J. Calton, Appl.Environ.
Microbiol. 42, 672 (1981).
19. R. R. Bland et al., Biotechnol. Lett. 4, 323(1982).
20. C. L. Cooney, Process Biochem. 14 (No. 5), 13(1979).
21. D. V. Goedell et al., Nature (London) 287, 411(1980); T.
Staehelin, D. S. Hobbs, H. Kung,C.-Y. Lai, S. Retska, J. Biol.
Chem. 256, 9750(1981).
22. M. Moo-Young and H. Blanch, Adv. Biochem.Eng. 19, 1
(1981).
23. C. L. Cooney, Biotechnol. Bioeng. Symp. 9, 1(1979).24. _ ,
in Microbiological Growth on C,-Com-
pounds, (Society of Fermentation Technology,Japan, 1975), p.
183.
25. R. Breslow, Science 218, 532 (1982).
Production of Feedstock ChemicalsT. K. Ng, R. M. Busche, C. C.
McDonald, R. W. F. Hardy
Photosynthetic products accumulatedover eons as natural gas,
petroleum,coal, and related carbonaceous materialshave provided an
immense resource forthe development of our highly industrial-
chemical industry from a fosbase to a renewable carbon tlikely
to be rapid or easy asone generation. However, it isfor future
generations that we
Summary. Renewable raw materials may be converted by
biologicalfeedstocks for the chemical industry. Glucose from
cornstarch is the currena substrate, although advances may enable
the use of less expensive lignmaterals. The production of
oxychemicals and their derivatives fromresources could amount to
about 100 billion pounds annually, or about halfproduction of
organic chemicals. Ethanol produced by fermentation iscompetitive
with industral ethanol produced from fossil fuel. Biological
routoxychemicals exist and are expected to be important in the
future. Sevelrecovery methods may be used, but new
energy-conserving methods willto make the engineering-biology
combinations economical.
ized and energy-intensive civilization.However, we now recognize
that thisreservoir of fossil carbon is finite and isalready
limiting industrial growth. Wemust develop ways to rely more
heavilyon products of current photosynthesisfor the basic
feedstocks required by thechemical industry. Conversion of the11
FEBRUARY 1983
tion and support to initiating,ing out this conversion.There are
three major appi
the transformation of biomassfeedstock chemicals: chemicaland
biological. Hydrogenatiosis, and fermentation are respamples. In
this article we r
current status and potential of fermenta-tive processing of
biomass to feedstockchemicals (1-3). We discuss the nature,supply,
and economics of biomass; themicrobial transformation of biomass
todesired chemicals by fermentation pro-
/, cesses; and the recovery and purificationof these materials
from the dilute aque-ous solutions in which they are pro-duced. We
do not deal with fermentationroutes to chemicals for energy use,
suchas ethanol. Ethanol may play a usefulrole as an octane enhancer
in gasoline,
isil carbon but the amount potentially availablebase is not from
biomass would not be a significantviewed by replacement for fossil
fuel. Fermentationimportant processes for specialty chemicals
suchgive atten- as antibiotics and vitamins (4) are well
established and are not reviewed in thisarticle.
means toIt choice asocellulosic Biomass Sourcesrenewableof the
U.S. Biomass consists of collectible plant-now cost- derived
materials that are abundant, in-es to other expensive, and
potentially convertible toral product feedstock chemicals by
fermentationbe needed processes. Biomass is found as starch in
corn, wheat, potatoes, cassava, the sagopalm, and other
agricultural productsand as monomeric sugars or soluble
and carry- oligomers in corn syrup, molasses, rawsugar juice,
sulfite waste liquors, and so
roaches to on. It also occurs as lignocellulose in thes to
useful1, physical,n, pyroly-iective ex-eview the
T. K. Ng is a research biologist, R. M. Buscheplanning
consultant, C. C. McDonald research man-ager, and R. W.-F. Hardy
director of life sciences inthe Central Research and Development
Department,E. I. du Pont de Nemours & Co., Wilmington,Delaware
19898.
733