Embed Size (px)
Citation preview

Performance tests of ilmenite mineral as oxygen carrier in a laboratory fixed bed reactor - first step in developing a new
technical approach of implementing chemical-looping combustion
Georg L. Schwebel, Daniel Hein, Wolfgang Krumm
Department of Energy- and Environmental Process Engineering at the University of
Siegen
Abstract
At present, a worldwide increase in energy demand, which is predominantly accom-
plished by the use of fossil fuels on the one hand and the alarming climate change,
caused by anthropogenic greenhouse gas emissions on the other hand, can be
observed. The most important greenhouse gas in this context is carbon dioxide
(CO2). One method to combine the necessary use of fossil fuels and the also neces-
sary reduction of CO2-emissions is the adoption of carbon capture and storage tech-
nologies (CCS). One of the most promising methods in terms of avoiding losses in
power generation efficiency is chemical-looping combustion (CLC). In contrast to
conventional combustion techniques the required oxygen is transferred via a solid
oxygen carrier, i.e. a metal oxide, from air to fuel.
The aim of the work carried out at the University of Siegen is to develop a new tech-
nical approach of implementing the chemical-looping combustion for the use of fossil
and biogenic solid fuels.
Therefore, the successfully proven conception of Herhof-IPV-Verfahren® has to be
adopted. It is characterised by the parallel arrangement of a fixed bed acting as fuel
reactor and a fluidised bed operating as air reactor. The fluidised bed reactor is also
used for the solids circulation between both reactors. In the face of environmental
and economical concerns, the use of mineral oxygen carriers is preferred.
Currently, the performance of the mineral ilmenite, well known from former research
activities, is investigated in a laboratory fixed bed reactor. The results and the com-
parison with the existing literature regarding the new reactor concept are essential
parts of the present paper.
Keywords: chemical-looping, ilmenite, fixed bed

1 Introduction
The increased concentration of carbon dioxide (CO2) in the atmosphere has been
identified as one of the main drivers of the ongoing climate change (Solomon et al.
2007). About 75 percent of the total amount of anthropogenic CO2-emissions,
roundabout 30 Gt per year, are due to the use of fossil fuels (IEA 2007; Beising
2007). At the same time, we are facing a strong rise in world wide energy demand
which will extensively be covered by the use of fossil fuels. One method to balance
these requirements is carbon sequestration for reuse or storage. Chemical-looping
combustion is a new and innovative technology to implement carbon sequestration.
During their theoretical investigations, the prime intention of Richter and Knoche
(1983) was to reduce exergy losses in combustion to increase fuel exploitation by
splitting the combustion reaction. In contrast to conventional combustion techniques,
the needed oxygen is transferred from air to fuel via a solid oxygen carrier. Using this
method, contact between fuel and atmospheric nitrogen is avoided. This means that
there is no dilution of flue gases and almost only steam (H2O) and carbon dioxide are
released. Therefore, the oxygen carrier is circulated between an air or oxidation
reactor and a fuel or reduction reactor. The terms oxidation and reduction are asso-
ciated with the oxygen carriers conversion. Figure 1.1 shows the principle of a
chemical-looping combustion system.
Figure 1.1 Principle of chemical-looping combustion.
The denotation in Figure 1.1 is that the occurring global reactions in the system can
be postulated under usage of a common metal oxide (MeOy). The oxygen carrier is
reduced by fuel in the reduction reactor following eq. (1.1).
2
n4m + MeOy + CnHm ↔
2
n4m + MeOy-1 +
2
m H2O + n CO2 (1.1)
The evolving gas flow mainly consists of H2O and CO2. Nearly pure carbon dioxide
can be obtained by condensing out the water content. The reduced metal oxide

(MeOy-1) is conveyed to the oxidation reactor for regeneration of the oxygen carrier
(1.2).
2
n4m + MeOy-1 +
4
n4m + (O2 +
21
79 N2) ↔
2
n4m + MeOy +
84
)n4m(79 +N2 (1.2)
Besides the oxidised metal oxide, a nitrogen rich flow has to be discharged from the
air reactor which can be further utilised for power generation. Depending on the used
oxygen carrier, reduction can either be exothermic or endothermic, while oxidation is
always exothermic (Garcia-Labiano et al. 2005). Most research work has been con-
ducted to the use of gaseous fuels. i. e. natural gas or syngas, in chemical-looping
combustion. In the last few years an increased interest in conversion of solid fuels
can be observed (Cho et al. 2004; Leion et al. 2007). Due to availability and low
costs, utilisation of solid fuels is comparatively more attractive than the use of liquid
and gaseous fuels.
2 Technical implementation of chemical-looping combustion
As described before, chemical-looping is a new technology and therefore no com-
mercial plant yet operates based on this energy conversion principle. Until now, all
experimental investigation has been made in laboratory scale arrangements. Despite
this fact, the necessary requirements to be met by the process equipment have
already been postulated, e.g. in Brandvoll (2005).
• A good mass transfer between gas- and condensed phase to guarantee a
complete fuel conversion.
• Due to the mostly endothermic reactions in the reduction reactor an appropri-
ate heat transfer from oxygen carrier to the reaction zone has to be estab-
lished.
• Large streams of solids have to be circulated through the chemical-looping
system avoiding any gas leakage between the reactors.
The most popular arrangement for purposes concerning the implementation of
chemical-looping technologies is the interconnected fluidised bed. In this conception,
both reduction and oxidation reactor consist of a fluidised bed. Currently, laboratory
facilities are run at various research institutions. Among the first are the ones oper-
ated at Chalmers University, Gotenburg, Sweden. A 300 Wth arrangement was used
for CLC of different gaseous fuels, described for example in Johansson et al. (2006).
Based on a different reactor geometry and using a carbon stripper Berguerand and
Lyngfelt (2008 a and b) conducted some CLC experiments with different coals and
petroleum coke in a 10 kWth plant. Another example is a 10 kWth arrangement which
is run in Spain, in which de Diego et al. (2007) investigated the use of copper based
oxygen carriers. In Vienna, Austria, tests with ilmenite and nickel based oxygen
carriers were performed in a 120 kWth interconnected fluidised bed, described in
Kolbisch et al. (2008) as well as in Bolhar-Nordenkampf et al. (2008). A new 1 MWth
facility is being erected at the University of Darmstadt to test the technical feasibility
of coal as fuel in chemical-looping as well as the application of carbonate looping
Epple and Ströhle (2008).
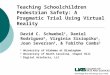
In contrast to concepts based on interconnected fluidised bed reactors, a new ap-
proach of a two-stage configuration for the chemical-looping process based on a
parallel-arranged fluidised bed and a fixed bed reactor has been suggested (Figure
2.1). This new reactor configuration in the Herhof-IPV-Verfahren® is nowadays a
successfully proven gasification process for waste-derived fuels and solid biomass.
One of the main advantages of this gasification process is to avoid the product gas
diluting with nitrogen from air, because the required heat is provided by the circulat-
ing hot bed material out of the fluidised bed combustor instead of partial combustion
of the fuel. Design, construction, operation and results of the Herhof-IPV-Verfahren®
are presented in Hamel et al. (2007), Weil et al. (2004) and Hamel et al. (2004). A
detailed experimental analysis of the deactivation and regeneration of catalytic min-
eral bed material whilst circulating between the oxidating and reducing athmospheres
is given in Hein and Krumm (2008).
Figure 2.1 Scheme of the postulated arrangement based on the Herhof-IPV-
Verfahren®.
To adapt this system to a chemical looping process the fixed bed acts as fuel reactor
and the fluidised bed operating as air reactor, while ensuring solids circulation.

Especially in connection with the utilisation of solid fuels, integrating a fixed bed
reactor for the reduction step seems to be very promising. The most significant ad-
vantages are avoiding fuel segregation connected with less char at the reactor exit,
adjustable residence time and less power demand for fluidisation.
Following Leion et al. (2007), remaining char conveyed from fuel to air reactor is a
problem in connection with utilisation of solid fuels in a CLC - system. One reason for
remaining char from solid fuels conversion is the varying residence time of fuel and
oxygen carrier in the reactor. The fuel residence time in the reactor is shorter than
neccassary for the full conversion. In a fixed bed, the residence time of fuel and
oxygen carrier is relatively constant and depends on reactor geometry and mass
flows. To solve this problem in a fluidised bed, the integration of a carbon stripper
downstream of the reactor which is also designed as a fluidised bed is recom-
mended, aiming at the separation of the low density char from high density oxygen
carrier by segregation effects due to fluidisation. However, it has to be noted, that
these segratation effects probably lead to varying residence times in the fuel reactor.
In a fixed bed reactor the segregation due to fluidisation can be neglected. Adjusting
the residence time a necessary carbon stripper can be scaled down to a minimum.
Furthermore, the fixed bed reactor is characterised by reaction zones for combustion
and reburning, see Figure 2.1. This means that the devolatilisation gases will pass a
layer of fresh oxygen carrier towards the reactor exit and therefore a complete fuel
conversion is expected. The oxidation reactor is designed as an expanded fluidised
bed reactor. Besides realising the oxidation of the reduced carrier, the fluidised bed
works as a driver for the solids circulation in the process. When using solid fuels, the
oxygen carrier stream is also loaded with ash, which has to be separated in order to
keep up an efficient oxygen content. Assuming a lower density compared to the
oxygen carrier, ash and fine-grained oxygen carrier can be separated at the top of
the fluidised bed. The energy consumption of the mentioned reactor arrangement is
cut down to almost half due to the fact that only one fluidised bed reactor is required.
Considering the optional utilisation of biomass, e.g. in combination of carbon capture
and reuse concepts, the required plant capacities are around 20 MWth.
3 Ilmenite as oxygen carrier in chemical-looping combustion
Efficient chemical-looping systems depend on the the quality of the applied oxygen
carrier, (e.g. Ishida und Jin 1996; Adanez et al. 2005; Abad et al. 2007 a und b; de
Diego et al. 2007; Erri und Varma 2007; Hossain et al. 2007 and Johannson 2007).
Jerndal et al. (2006) used thermal analysis to identify applicable oxide/metal sys-
tems. Synthetic and natural oxygen carriers based on Cu, Mn, Fe and Ni were found
to be promising due to their ability of fuel conversion and available oxygen.

Synthetic oxygen carriers are well-known, but not yet available in a technical scale
due to its expensive production method. The common used methods in literature are
freeze granulation, as described in Cho et al. (2004) or wet impregnation, see Cor-
bella et al. (2005).
To be suitable for CLC, reactivity of both types of oxygen carriers has to be sufficient
for reduction and oxidation purposes, (Cho et al. 2004). The abundance of oxygen
for the reduction step is crucial. Among others, Mattisson et al. (2003) define the
ratio of free oxygen or oxygen ratio in (3.1), where available oxygen is related to the
carriers oxidised mass.
ox
redoxO
m
mmR
−= (3.1)
Due to the thermal and mechanical forces long term stability of the oxygen carrier is
also important. In addition, it never should lead to agglomeration and carbon forming
side reactions.
In this paper experimental results about natural ilmenite as oxygen carrier are pre-
sented. In general, natural oxygen carriers have some advantages like low costs,
e.g. 120 €/t for ilmenite and its concentrates (Statistisches Bundesamt 2009). Com-
pared to Ni based materials most natural carriers like ilmenite do not have health
concerns.
Ilmenite has been the subject of various investigations, e.g. in Leion et al. (2008) as
well as in Berguerand and Lyngfelt (2008 a and b). It was found that agglomeration
occured with the use of ilmenite particles in the range of 90 and 250 µm at low su-
perficial velocities and temperatures above 600 °C. To avoid agglomeration a mini-
mum fluidisation velocity of 0.1 m/s is recommended.
According to Berguerand and Lyngfelt (2008 a) and Leion et al. (2008) oxida-
tion/reduction of ilmenite mineral involves three different levels of oxidation, see
Table 3.1. The raw material, FeTiO3, corresponds to the total reduced level of a
mixed phase of FeO + TiO2. Fe2TiO5·TiO2 is the most oxidised level corresponding to
the decomposed particular compounds of Fe2O3 + 2 TiO2 after oxidation at 800 °C
(Zhang and Ostrovski 2002). Leion et al. (2008) mentioned an intermediate level of
oxidation which corresponds to Fe3O4 + TiO2.

Table 3.1 Oxidation levels during reduction/oxidation of ilmenite, Berguerand and
Lyngfelt (2008 a) and Leion et al. (2008).
Level of oxidation Compound Corresponding compounds
Reduced (raw) FeTiO3 FeO + TiO2
Intermediate Fe3Ti3O10 Fe3O4 + TiO2
Most oxidised Fe2TiO5·TiO2 Fe2O3 + 2 TiO2
According to these oxidation levels, the available oxygen O2,avail during reduction is
given by the following equations.
avail,22232 O2
1TiO2FeO2TiO2OFe ++↔+ (3.2)
avail,2243232 O2
1TiO6OFe2TiO6OFe3 ++↔+ (3.3)
A theoretical oxygen ratio of RO = 0.05 (3.2) respectively RO = 0.017 (3.3) can be
obtained assuming complete oxidation and reduction steps. Due to impurities in
natural ilmenite, e.g. see Table 3.2, the actual oxygen ratio is around RO = 0.04 (3.2)
and RO = 0.0136 (3.3) when impurities content is around twenty weight percentage
and impurities are totally inert. However, it is obvious that impurities like sulphur are
involved, indicated by experimental SO2 - plots.
The used ilmenite was gratefully provided by ArcelorMittal Eisenhüttenstadt GmbH.
Three different particle size fractions of ilmenite are used: the fine fraction with parti-
cles in the range of 0.18 to 0.25 mm, the intermediate fraction in the range of 0.5 to
0.71 mm and the coarse fraction in the range of 1.0 to 1.4 mm. The mean bulk den-
sity is 4.64 kg/dm³ and the mean macroscopic porosity is 0.47.
Table 3.2 Composition of natural ilmenite (ArcelorMittal).
Component mass-%
dry basis Component
mass-%
dry basis
S 0.310 P 0.005
Fe 35.800 Na2O 0.740
(Fe)O 24.990 K2O 0.150
SiO2 8.720 Mg 0.095
Al2O3 5.000 Ti 31.400
CaO 1.300 V 0.320
MgO 2.700

4 Experimental section
4.1 Equipment
The experimental plant, Figure 4.1, was used for the analysis of heterogeneous gas-
solid systems at high temperatures and different flow- and chemical conditions,
Hamel (2001). For CLC - analysis the experimental arrangement had to be adopted,
above all the gas distributor had to be changed in order to handle oxygen carrier
particles. The core component is an electrically heated tube reactor with an inner
diameter of 0.0531 m applicable for a maximum bed height of about 0.15 m.
Figure 4.1 Experimental plant.
The fluidisation and fuel gases are supplied via mass flow controlers (mfc). A fixed
bed of incombustible material, such as ceramical particles, leads to a homogenous
and preheated mass flow into the tube reactor. Offgas is analised to determine the
main gas components like H2, CH4, C2H4, CO, CO2 and optional organic carbon. A
constant N2-flow as reference mass flow allows the balance calculation of the other
components. Therefore, the N2 is assumed to be totally inert. The measured gas
concentration profiles are numerically deconvoluted by a tanks-in-series model to
determine kinetic parameters.
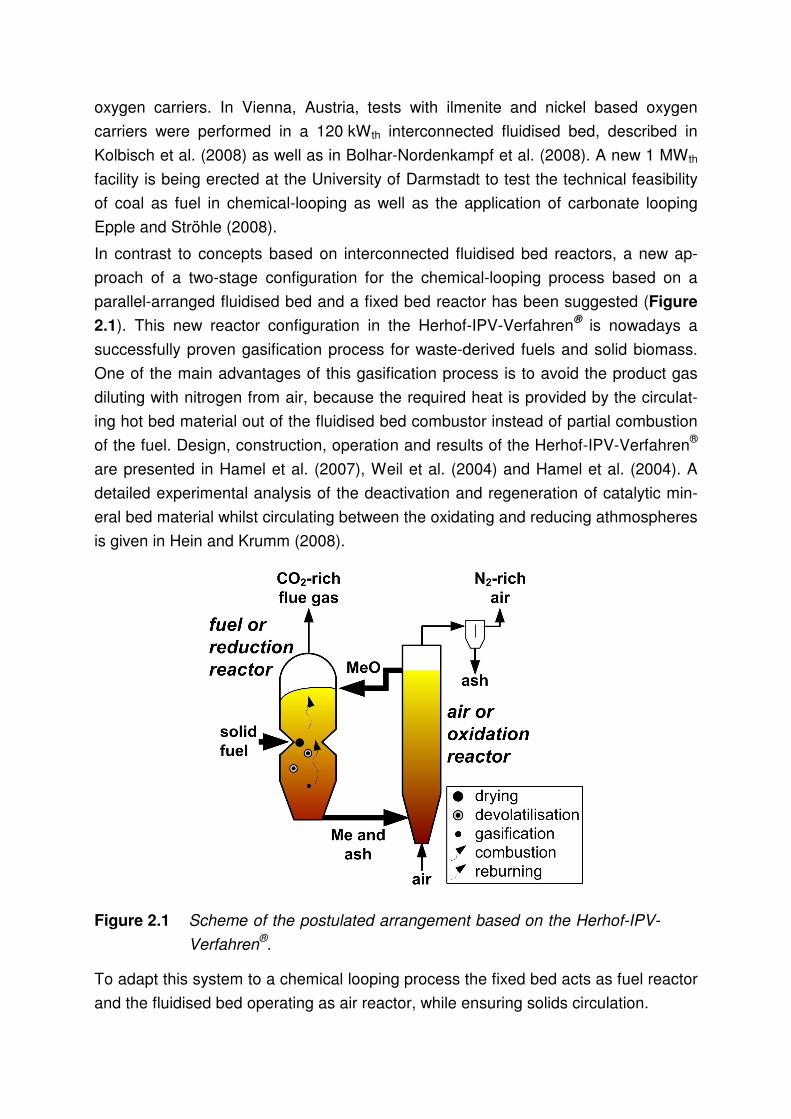
4.2 Procedure
A total mass of 0.3 kg ilmenite with one of the mentioned particle size fractions is
arranged in a fixed bed. The superficial gas velocity is just below minimum fluidisa-
tion velocity. Figure 4.2 shows one experimental run. After a short period of inertisa-
tion, reduction takes place by injecting methane with a mole fraction of 0.08 for ten
minutes. Finally, the oxygen carrier is oxidised by a mixture of oxygen and nitrogen
until the original molar fraction of oxygen is obtained.
Figure 4.2 Molar fraction of the dry outlet gases as a function of time.
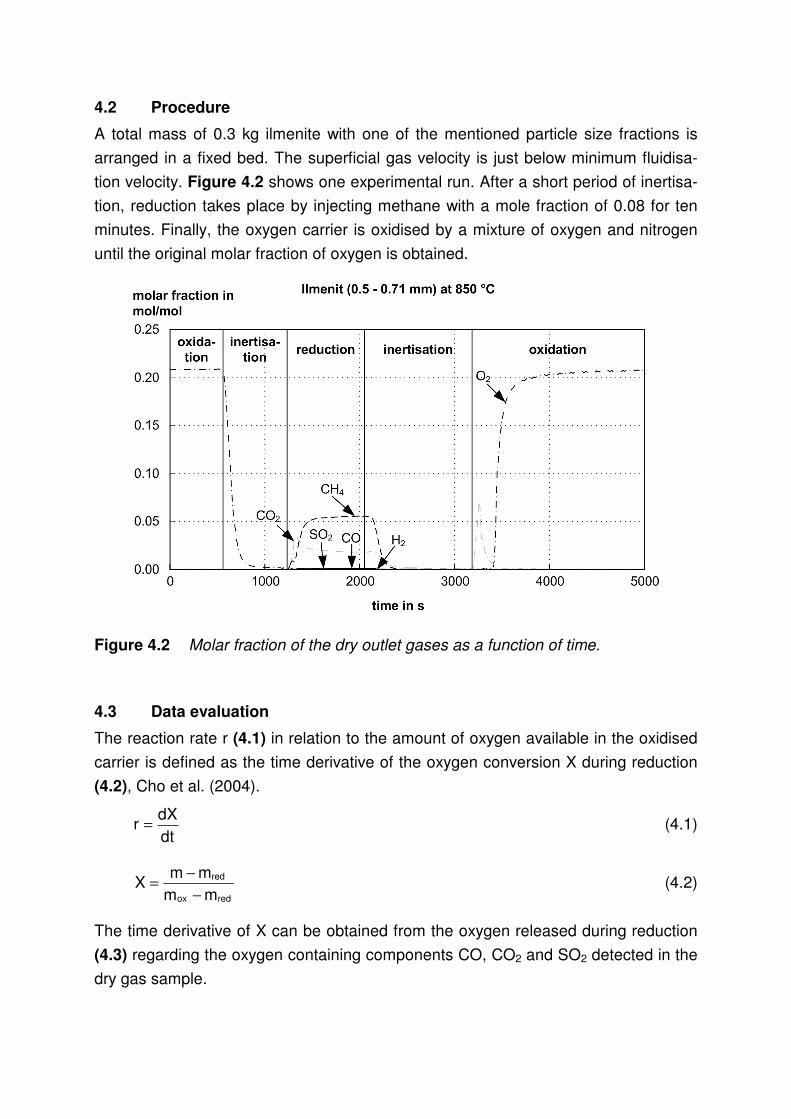
4.3 Data evaluation
The reaction rate r (4.1) in relation to the amount of oxygen available in the oxidised
carrier is defined as the time derivative of the oxygen conversion X during reduction
(4.2), Cho et al. (2004).
dt
dXr = (4.1)
redox
red
mm
mmX
−
−= (4.2)
The time derivative of X can be obtained from the oxygen released during reduction
(4.3) regarding the oxygen containing components CO, CO2 and SO2 detected in the
dry gas sample.

)xxx2x2(n)mm(
M
dt
dXOHCOSOCOout
redox
O222 ++⋅+⋅⋅⋅
−= & (4.3)
MO means the oxygen mole weight, outn& the total mole flow at the reactor outlet and
xi is the molefraction of component i. OH2x was calculated based on the methane
conversion.
According to the definition of oxygen ratio (3.1) the mass of available oxygen is given
by eq. (4.4) with RO=0.04. The mass of the reduced oxygen carrier mred can easily be
obtained by determining the weight of the raw sample.
−+−⋅=−=
O
redredox0,OR1
11mmmm (4.4)
The CO2-yield 2COγ (4.5) is a characteristic quantity for fuel (methane) conversion.
42
2
2
CHCOCO
COCO
xxx
x
++=γ (4.5)
Both, reduction rate and CO2-yield, have to be plotted as a function of temperature,
particle size and fluidisation velocity during reduction period.
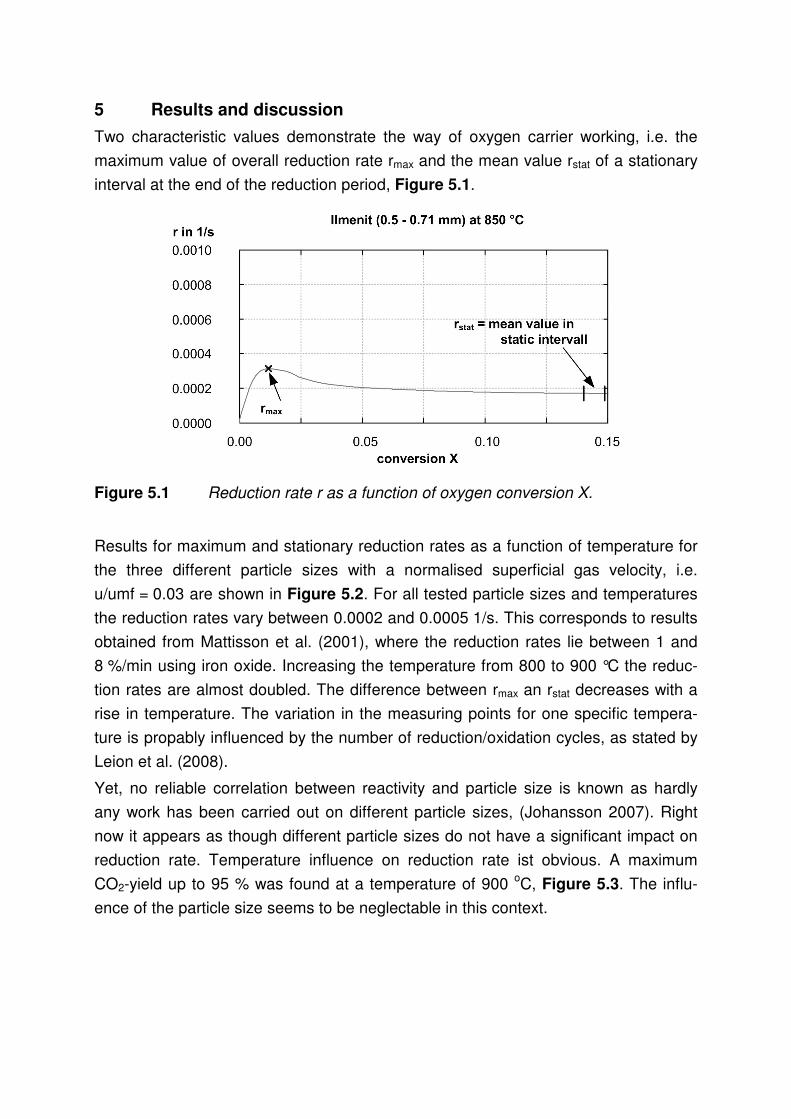
5 Results and discussion
Two characteristic values demonstrate the way of oxygen carrier working, i.e. the
maximum value of overall reduction rate rmax and the mean value rstat of a stationary
interval at the end of the reduction period, Figure 5.1.
Figure 5.1 Reduction rate r as a function of oxygen conversion X.
Results for maximum and stationary reduction rates as a function of temperature for
the three different particle sizes with a normalised superficial gas velocity, i.e.
u/umf = 0.03 are shown in Figure 5.2. For all tested particle sizes and temperatures
the reduction rates vary between 0.0002 and 0.0005 1/s. This corresponds to results
obtained from Mattisson et al. (2001), where the reduction rates lie between 1 and
8 %/min using iron oxide. Increasing the temperature from 800 to 900 °C the reduc-
tion rates are almost doubled. The difference between rmax an rstat decreases with a
rise in temperature. The variation in the measuring points for one specific tempera-
ture is propably influenced by the number of reduction/oxidation cycles, as stated by
Leion et al. (2008).
Yet, no reliable correlation between reactivity and particle size is known as hardly
any work has been carried out on different particle sizes, (Johansson 2007). Right
now it appears as though different particle sizes do not have a significant impact on
reduction rate. Temperature influence on reduction rate ist obvious. A maximum
CO2-yield up to 95 % was found at a temperature of 900 oC, Figure 5.3. The influ-
ence of the particle size seems to be neglectable in this context.

Figure 5.2 Maximum rmax and stationary rstat reduction rates as a function of
temperature for different particle sizes. Normalised superficial gas
velocity: u/umf = 0.03.
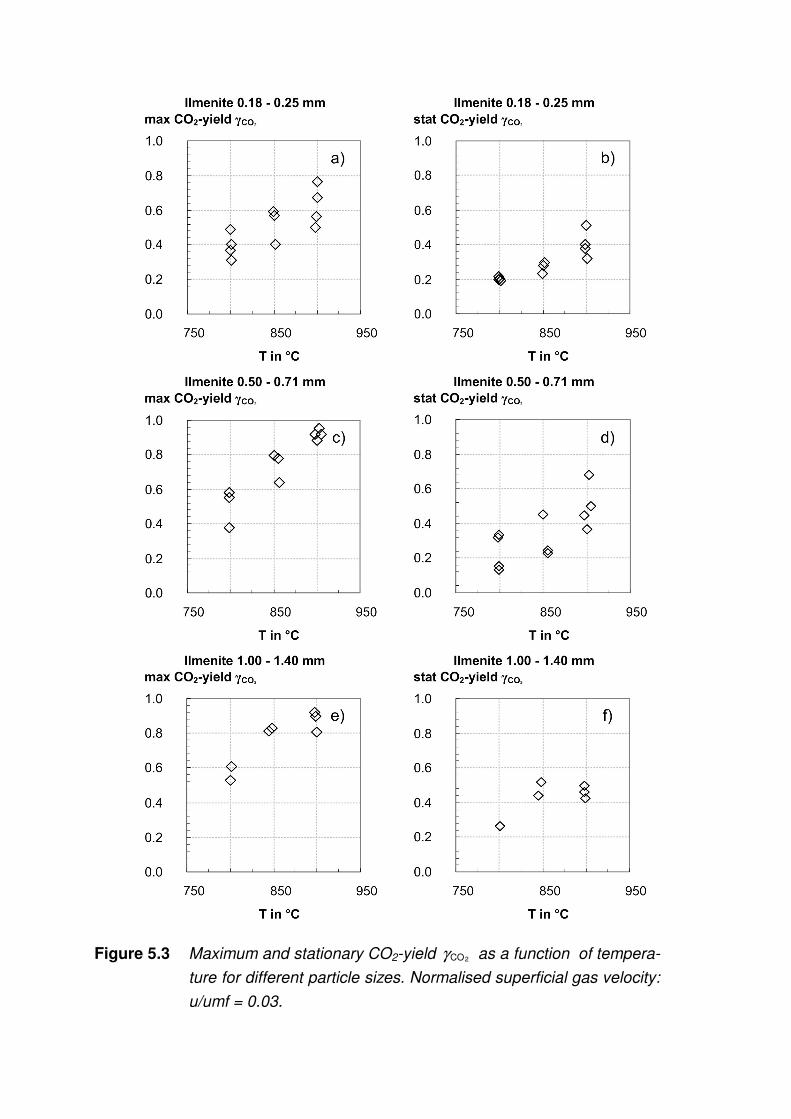
Figure 5.3 Maximum and stationary CO2-yield 2COγ as a function of tempera-
ture for different particle sizes. Normalised superficial gas velocity:
u/umf = 0.03.

From experiments accomplished at 900 °C with intermediate sized particles, the
impact of varying superficial velocities is determined, Figure 5.4.
Figure 5.4 Maximum rmax and stationary rstat reduction rates as well as maxi-
mum and stationary CO2-yield 2COγ as a function of superficial gas
velocity/minimum fluidisation velocity u/umf.
Increasing velocity leads to an increasing reduction rate and unfortunately to a sub-
stantial decrease of fuel conversion. This decrease of CO2-yield is caused by a
greater amount of fuel which has to be converted with the same amount of oxygen
carrier but also by a less efficient contact between the particles and gas at higher
velocities, (Johansson et al. 2006). Therefore, the bed height has to be increased in
a technical arrangement while increasing the gas velocity.
Finally, it was found that at all experimental runs no agglomeration occurred during
reduction although having a bed velocity below 0.1 m/s. Agglomeration occurred only
during oxidation after a long-term reduction cycle, indicated by a sudden rise in
pressure drop over the bed.
6 Acknowledgements
The present work has been carried out at the Department for Energy- and Environ-
mental Process Engineering at the University of Siegen (Germany). The work was
aided by the doctoral scholarship programme of the DBU (www.dbu.de). The used
samples of ilmenite were gratefully provided by ArcelorMittal Eisenhüttenstadt
GmbH.
7 Literature Abad et al.: "Mapping of the range of operational conditions for Cu-, Fe-, and Ni-
based oxygen carriers in chemical-looping combustion. Fluidised Bed Appli-cations". In: Chemical Engineering Science, Vol.62, Issue 1-2, pp. 533-549, 2007 a.
Abad et al.: "The use of iron oxide as oxygen carrier in a chemical-looping reactor". In: Fuel, Vol.86, Issue 7-8, pp. 1021-1035, 2007 b.
Adanez et al.: "Characterisation of Oxygen Carriers for Chemical-Looping Combus-tion". In: Rubin, E. S.: Peer reviewed papers and overviews (Greenhouse gas control technologies, Vol. 1), pp. 105-113, 2005.
Beising: "Climate Change and Power Industry". In: VGB PowerTech, Issue 6, pp. 38-46, 2007.
Berguerand and Lyngfelt: "Design and operation of a 10kWth Chemical-Looping Combustor for solid fuels-testing with South african Coal". In: Fuel, Vol.87, Issue 12, pp. 2713-2726, 2008 a.
Berguerand and Lyngfelt: "The use of petroleum coke as fuel in a 10 kWth chemical-looping combustor". In: International Journal of Greenhouse Gas Control, Vol.2, Issue 2, pp. 169-179, 2008 b.
Bolhar-Nordenkampf et al.: "Performance of a NiO-based oxygen carrier for chemical looping combustion and reforming in a 120kW unit", GHGT-9, 2008.
Brandvoll: "Chemical Looping Combustion. Fuel conversion with inherent CO2 cap-ture". Dissertation, NTNU - Norwegian University of Science and Technol-ogy, Trondheim, 2005.
Cho et al.: "Comparison of iron-, nickel-, copper- and manganese-based oxygen carriers for chemical-looping combustion". In: Fuel, Vol.83, Issue 9, pp. 1215-1225, 2004.
Corbella et al.: "The Performance in a Fixed Bed Reactor of Copper-Based Oxides on Titania as Oxygen Carriers for Chemical Looping Combustion of Meth-ane". In: Energy & Fuels, Vol.19, Issue 2, pp. 433-441, 2005.
de Diego et al.: "Operation of a 10 kWth chemical-looping combustor during 200 h with a CuO-Al2O3 oxygen carrier". In: Fuel, Vol.86, Issue 7-8, pp. 1036-1045, 2007.

Epple and Ströhle: "CO2 Capture Based on Chemical and Carbonate Looping". In: VGB PowerTech, pp. 85-89, 2008.
Erri and Varma: "Solution combustion synthesised oxygen carriers for chemical looping combustion. 19th International Symposium on Chemical Reaction Engineering - From Science to Innovative Engineering - ISCRE-19". In: Chemical Engineering Science, Vol.62, Issue 18-20, pp. 5682-5687, 2007.
Garcia-Labiano et al.: "Temperature variations in the oxygen carrier particles during their reduction and oxidation in a chemical-looping combustion system". In: Chemical Engineering Science, Vol.60, Issue 3, pp. 851-862, 2005.
Hamel: "Mathematische Modellierung und experimentelle Untersuchung der Verga-sung verschiedener fester Brennstoffe in atmosphärischen und druckaufge-ladenen stationären Wirbelschichten". Dissertation, University of Siegen, Department of Energy- and Environmental Process Engineering, 2001.
Hamel et al.: „Betriebsergebnisse der IPV-Technikumsanlage “, DGMK-Tagungs-bericht 2004-1: Beiträge zur DGMK-Fachbereichstagung „Energetische Nut-zung von Biomassen“, 19.-21. April 2004, Velen/Westf., S. 65-72, ISBN 3-936418-16-0, 2004.
Hamel et al.: "Autothermal two stage-stage gasification of low-density waste- derived fuels", Energy 32 (2007) p. 95-107, 2007.
Hein and Krumm: Deaktivierung und Regeneration von Bauxit und Naturzeolith bei der katalytischen Wasserdampfreformierung. In: Adlhoch, W. (Hg.): Beiträge zur DGMK-Fachbereichstagung "Energetische Nutzung von Biomassen". 14.- 16. April in Velen/Westfalen. DGMK-Verlag, Hamburg, Deutsche Wis-senschaftliche Gesellschaft für Erdöl, Erdgas und Kohle, 2008.
Hossain et al.: "Co-Ni/Al2O3 oxygen carrier for fluidised bed chemical-looping com-bustion: Desorption kinetics and metal-support interaction. 19th International Symposium on Chemical Reaction Engineering - From Science to Innovative Engineering - ISCRE-19". In: Chemical Engineering Science, Vol.62, Issue 18-20, pp. 5464-5472, 2007.
IEA: "Key World Energy Statistics". http://www.iea.org, 2007.
Ishida and Jin: "A Novel Chemical-Looping Combustor without NOx Formation". In: Industrial & Engineering Chemistry Research", Vol.35, Issue 7, pp. 2469-2472, 1996.
Jerndal et al.: "Thermal Analysis of Chemical-Looping Combustion". In: Chemical Engineering Research and Design, Vol.84, Issue 9, pp. 795-806, 2006.
Johansson et al.: "A 300 W laboratory reactor system for chemical-looping combus-tion with particle circulation". In: Fuel, Vol.85, Issue 10-11, pp. 1428-1438, 2006.
Johansson: "Screening of oxygen-carrier particles based on iron-, manganese-, copper- and nickel oxides for use in chemical-looping technologies". Disser-tation, Chalmers University of Technology, Göteborg, Department of Chemi-cal and Biological Engineering, 2007.
Kolbitsch et al.: "Operating experience with chemical looping combustion in a 120kW dual circulating fluidised bed (DCFB) unit", GHGT-9, 2008.
Leion et al.: "The use of petroleum coke as fuel in chemical-looping combustion". In: Fuel, Vol.86, Issue 12-13, pp. 1947-1958, 2007.
Leion et al.: "Solid fuels in chemical-looping combustion". In: International Journal of Greenhouse Gas Control, Vol.2, Issue 2, pp. 180-193, 2008.
Mattisson et al.: "The use of iron oxide as an oxygen carrier in chemical-looping combustion of methane with inherent separation of CO2". In: Fuel, Vol.80, Is-sue 13, pp. 1953-1962, 2001.
Mattisson et al.: "Reactivity of Some Metal Oxides Supported on Alumina with Alter-nating Methane and Oxygen-Application for Chemical-Looping Combustion". In: Energy & Fuels, Vol.17, Issue 3, pp. 643-651, 2003.
Richter and Knoche: "Reversibility of combustion processes". In: Gaggioli, R. A.: Efficiency and costing. Second law analysis of processes Washington, DC: American Chemical Society (ACS symposium series, 235), pp. 71-85, 1983.
Solomon et al.: "Technical Summary". In: Solomon et al.: Climate Change 2007: The Physical Science Basis. Contribution of Working Group I to the Fourth As-sessment Report of the Intergovernmental Panel on Climate Change, Cam-bridge; New York: Cambridge University Press, 2007.
Statistisches Bundesamt, www.destatis.de, 2009.
Weil et al.: „Modellbildung und Simulation des IPV-Verfahrens® “, DGMK-
Tagungsbericht 2004-1: Beiträge zur DGMK-Fachbereichstagung „Energeti-sche Nutzung von Biomassen“, 19.-21. April 2004, Velen/Westf., S. 113-120, ISBN 3-936418-16-0, 2004.
Zhang and Ostrovski: "Effect of preoxidation and sintering on properties of ilmenite concentrates". In: International Journal of Mineral Processing, Vol.64, Issue 4, pp. 201-218, 2002.