Embed Size (px)
DESCRIPTION
SA Mechanical Engineer
Citation preview

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 1

2 THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 �
Chris ReayChairman of the Working
Committee: Communications(SA Institution of Mechanical
Engineering)
AN ENGINEER’S VIEW
Leave it to the Profession
One indicator of an inefficient learning process is the cumulative pass rate of GCC Engineers at the twice yearly examinations for both the Factories
and Mines and Works certificates, which is less than 9% for the past 6 years. The certification for this is likely to change from the examination to an outcomes based assessment process per the draft ECSA position paper now being reviewed. But of significance is that this process will require a regular, interim mentoring and assessment of the CEs progress over a three year period in such a way that the evidence can be properly moderated by the ECSA registration committees, and it must align with the prescribed SAQA qualification, which was in any event, formulated by ECSA.
Minefield of complianceWell, herein lies the rub. Anyone who has decided to pursue a role as a programme provider for engi-neering training to any SAQA listed qualifications at NQF 7 and above will find out what a minefield of compliance needs to be met. This presupposes that the programme provider wishes to be able to service clients who can utilise the National Skills Fund to which they contribute via the skills Levy. Well, you cannot unless there is a SAQA registered qualification, you are a registered provider with the Council on Higher Education (CHE) and then deliver the programme via a registered institution, also approved by the CHE, and the relevant SETA recognises the course.
A complication, which is obviously necessary to achieve any competent review, is that any reviews, approvals, assessments and accreditation functions for such programmes are to be provided to the CHE by ECSA and the resources from the Voluntary En-gineering Associations (VAs) via a memorandum of
agreement. Why then do we need the CHE in the circuit? They add no skills or technical expertise to the programmes. They are a typical intermediary that adds no value.
Why complicate the process? Let the profession manage matters at NQF 7 upwards. Unit standards do not apply to this level of engineering training. The NSF needs to accept this as a fundable route.
Mass actionI have a proposal. Assign all such engineering training responsibility to the profession to man-age and provide directly, and thus bypass the “standard” DOE/CHE processes that can remain for the lower NQF levels. After all, if the profes-sion designs the programmes, peer reviews them, accredits them and delivers them via the existing structures which work well and maintain standards, then all that is required is for ECSA to establish the necessary governance vehicle to act between the NSF and the programme provider for final QA evaluation and payment of courses. The VAs have an enormous collective intellectual capital that can be exploited for designing, mentorship, coaching and moderating.
The SAIMechE is currently exploring the options for establishing CE training with industry. I believe that the intermediary role imposed by the DOE and the CHE needs to be removed from the equation. We need the NSF to help fund the essential deliv-ery components or the current malaise will either continue or deteriorate further. Course providers and mentors need to be paid.
How about industry and the VAs starting a mass action campaign to get this implemented?
My own observation over many years has identified that the availability of on-the-job mentorship and coaching has deteriorated steadily from the years in which I experienced that process, which ironically at the time, was even less
“structured” than it is now. It was a given that the older Engineers spent time and effort developing CEs (Candidate Engineers) as a sort of entrenched mechanism. This was not always carried out in a dedicated and endearing manner; tough on-the-job supervision and directives were the order of the day, and it usually was provided by highly experienced Engineers or even Artisans. On the job direction
just seemed the normal thing to do. It seems capacity existed in the organizations to provide this.
Tough on-the-job supervision and directives were the order of the day

� THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010
From hotels and resorts to restaurants and convention centers,
Munters provides cost-effective humidity control and energy
recovery. Let Munters’ technologies improve your building’s
indoor air quality, increase customer and employee comfort, and
decrease operating costs.
Economical, flexible and advanced performance ventilation and dehumidification solutions
Food for thought:

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 �
From hotels and resorts to restaurants and convention centers,
Munters provides cost-effective humidity control and energy
recovery. Let Munters’ technologies improve your building’s
indoor air quality, increase customer and employee comfort, and
decrease operating costs.
Economical, flexible and advanced performance ventilation and dehumidification solutions
Food for thought:
Cover Story9 Protecting Intellectual Property & IT Systems
Monthly Column11 Cruising the Breeze
Computers in Engineering16 Affordable High-performance Computing30 Shaping the Future
POWER GENERATION TODAY21 Concentrated Solar Power27 Power Generation News
Pipes, Pumps & Valves33 Rebuilding South Africa35 A Case for the Valve Industry
Produced by:PROMECH PUBLISHING,P O Box 373, Pinegowrie, 2123Republic of South AfricaTel: (011) 781-1401, Fax: (011) 781-1403Email: [email protected]: www.promech.co.zaManaging Editor Susan CustersEditor Kowie HammanAdvertising Pauline BouwerCirculation Catherine MacdivaDTP Zinobia Docrat/Sanette LehanieDisclaimerPROMECH Publishing and The South African Institution of Mechanical Engineering as well as any other body do not take responsibility for the opinions expressed by individuals.Printed by: Typo Colour Printing, Tel: (011) 402-3468/9
Official Publication ofTHE SA INSTITUTION OF MECHANICAL ENGINEERINGand endorsed by:
CORROSION INSTITUTE OF SA SA PUMP MANUFACTURERS ASSOCIATION SA VALVE AND ACTUATORS MANUFACTURERS ASSOCIATION THE SA INSTITUTE OF TRIBOLOGY NUCLEAR INSTITUTE SA INSTITUTE FOR NON-DESTRUCTIVE TESTING NATIONAL SOCIETY OF BLACK ENGINEERS INSTITUTE FOR CERTIFICATED MECHANICAL AND ELECTRICAL ENGINEERS SOUTH AFRICAN ASSOCIATION OF CONSULTING ENGINEERS ASSOCIATION OF SOCIETIES FOR OCCUPATIONAL SAFETY AND HEALTH
Heating & Cooling37 Process Cooling Reaches Even Lower Temperatures39 Special Heater for Class 40 Locos
Regulars3 An Engineer’s View6 Institution News19 Incose20 SAIT26 Nuclear Institute (SA Branch)40 Market Forum46 On the Move
Contents
The monthly circulation is 4 242
CopyrightAll rights reserved. No editorial matter published in “SA Mechani-cal Engineer” may be reproduced in any form or language without written permission of the publish-ers. While every effort is made to ensure accurate reproduction, the editor, authors, publishers and their employees or agents shall not be responsible or in any way liable for any errors, omissions or inaccuracies in the publication, whether arising from negligence or otherwise or for any consequences arising therefrom. The inclusion or exclusion of any product does not mean that the publisher or editorial board advocates or rejects its use either generally or in any particular field or fields.
April 2010 VOLUME 60 NUMBER �
Featured on the Cover
ASTTel: (011) 949-1157
Email: [email protected]

6 THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010
THE SA INSTITUTION OF MECHANICAL ENGINEERING
Council 2009/2010
Office BearersPresident .......................... . . . . . . . . . . . . . . . . . . . . . . . . G Barbic (George)President Elect ........................... . . . . . . . . . . . . . . . ... D Findeis (Dirk)National Treasurer ................................. K Nyangoni (Kudzai)
Branch ChairpersonsCentral ..................................... . . . . . . . . . . . . . . . . . M Cramer (Mike)Eastern Cape ............................. Prof Dr DG Hattingh (Danie)KwaZulu/Natal ........................................... AG Fileczki (Alex)Western Cape ........ . . . . . . . . . . . . . . . . . Prof B Collier-Reed (Brandon)
Portfolios:Communications .............................................. CD Reay (Chris)Education - Universities................... Prof JL van Niekerk (Wikus)Education: Universities of Technology............... E Zawilska (Ewa)Membership .................................................... E Zawilska (Ewa)Seminars and Workshops.................................. D Findeis (Dirk)Technology Programme ................................. SZ Hrabar (Steve)
Chief Executive Officer: Vaughan Rimbault
National Office Manager: Anisa Nanabhay PO Box �11, Bruma, 2026Tel: (011) 61�-�660, Fax: (011) �88-���6Email: [email protected] Website: www.saimeche.org.zaMembership: Central, Eastern Cape & KZN: [email protected] Membership: Western Cape: [email protected]
The decision to publish the R&D Journal electronical-
ly is aimed at broad-ening the exposure of South African mechanical engi-neering research. It is envisaged that free access to the journal will increase reader-ship, both lo-cally and inter-nationally. You can search through all papers from 2004 on-wards. Papers from 1985 to 2003 will be available online soon. Visit the SAIMechE website at www.saimeche.org.za to view the R&D Journal pages.
If you wish to receive printed copies of any of the papers, or a CD containing all the papers published to date, you may do so by contacting our National office. The fee for either will be determined on the number of papers required, postage costs etc.
We do hope that you will continue to read and enjoy the Institution’s publications in the way that suits you best.
In line with international trends to increase the visibility and accessibility of
mechanical engineering research, the Research and Development (R&D) Journal is now available on the SAIMechE website as an open-access internet edition in PDF for-
mat. These are available for public viewing and free download. Notification of
new editions will be published in “TORQUE” as well as in “The SA Mechanical Engineer”
and on our homepage.
1
R & D Journal, 2008, 24 (3) of the South African Institution of Mechanical Engineering
R & D Journal
A Publication of the South African Institution of Mechanical Engineering
Volume 24, Number 3, November 2008ISSN 0257-9669
Company AffiliatesAinsworth Engineering
Alstom Power Service SA
Babcock Africa Limited
Bateman Engineered Technologies
Bosch Projects
Fluor SA
GEA Air-cooled Systems
Hansen Transmissions SA
Hatch Africa
Howden Power
Howden Projects
Industrial Water Cooling
KHD Humboldt Wedag SA
Megchem Eng & Drafting Services
Osborn Engineered Products SA
Rotek Engineering
RSD a division of DCD-Dorbyl
S.A.M.E Water
Sasol Technologies
SEW Eurodrive
Siemens
SNC-Lavalin SA
Spicer Axle SA
Spirax Sarco SA
Thyssenkrupp Engineering
Transvaal Pressed Nuts & Bolts
Ultra-Flow Engineering Services
Vital Engineering
Weir Minerals Africa
Winder Controls
SAIMechE R&D Journal Goes
Online

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 �
SAIMechE R&D Journal Goes
Online
THE SA INSTITUTION OF MECHANICAL ENGINEERING
Notice of AGM119th NATIONAL AGMDate: 28 July 2010Time: 18h00Venue: Engineering Council of South Africa Bruma, Johannesburg
Email: [email protected].
Central Branch AGMDate: Tuesday, 25 May 2010Time: 18h00Venue: Engineering Council of South Africa Bruma, Johannesburg * Details of key note speaker and dinner to be advised.Email: [email protected].
Western Cape Branch AGMDate: Tuesday, 8 June 2010Time: 18h00Venue: TBAEmail: [email protected]. * AGM will be combined with a branch dinner. Details of presentation and dinner to be advised.
KZN Branch AGMDate: Monday, 31 May 2010Time: 18h00Venue: Blue Waters Hotel, Marine Parade, DurbanEmail: [email protected]. * Details of technical presentation and dinner to be advised.
Technology Olympiad AGMDate: Tuesday, 25 June 2010Time: 17h00 – 18h00Venue: Engineering Council of South Africa Bruma, Johannesburg The Technology Olympiad AGM precedes the Central Branch AGM.Email: [email protected].
Eastern Cape Branch AGM
* Details of AGM including date, venue and key note speaker to be advised shortly, or contact the National office.
Invitations with full details of the above AGMs will be distributed to members shortly, including presentations and guest speakers, where applicable. Please contact the relevant office directly for more information. Alternatively contact the National office. Snacks and refreshments will be served.
In addition to its current activities, SAIMechE is enthu-siastic to introduce new, interactive workshops to its existing training programme and is looking for engineers who are eager to develop them. If you wish to partici-pate as a workshop developer and facilitator, and if you think you meet the below requirements, please kindly contact National Events Manager, Linda Robinson on Tel: (031) 764-7136, Email: [email protected]. She will guide you through the steps required and she will supply you with the building blocks for successful workshop presentations. They will help you to effectively define and collate your presentation material.
Requirements of a workshop developerMembership of SAIMechE
Expertise/competence in a field of mechanical
•
•
engineering or a topic that would benefit other engineers
A desire to teach others
Benefits to workshop developerRemuneration
Opportunity to fine-tune teaching abilities and public speaking technique by using tried and tested guidelines developed and provided by SAIMechE
Become a role model in the engineering community
Opportunity to network at events with other professionals
Opportunity to represent SAIMechE at an advanced level
Opportunity to brainstorm further opportunities that will enhance SAIMechE and benefit its Members and the engi-neering profession.
•
•
•
•
•
•
•
Call for workshop developers
Training Events Calendar - 2010
Whilst every effort is made to ensure that events take place as scheduled, SAIMechE reserves the right to change the sechedule as circumstances dictate. A registration form and full terms and conditions may be obtained from Carey Evans
on email: [email protected] or Tel. (031) 764-7136. Detailed individual event programmes are available from Carey. Corporations wishing to book In-House Workshops may contact Linda Robinson on email: [email protected] or
Tel: (031) 764-7136.Event Code Full Title Date Region
D3610 Project Management - A Review of Essentials 05-May-10 VereenigingA0410 Steam Trapping; Condensate Removal; Condensate Recovery 05-May-10 DurbanD4710 Capital Budgeting for Projects 06-May-10 VereenigingE2710 Philosopy of Mechanical Maintenance 12-May-10 East RandA2910 Practical Lubrication and Lubricants 13-May-10 DurbanD1310 Structured Problem Solving Techniques 19-May-10 VereenigingC3410 Aluminium - A Complete Overview for Engineers Including Design with Aluminium 26-May-10 Cape TownF2910 Practical Lubrication and Lubricants 26-May-10 RivoniaC3510 Plastics - A Complete Overview for Engineers Including Design with Plastics 27-May-10 Cape Town

8 THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 �
The 19-inch rack concept is often used to house professional audio and video equip-ment, including amplifiers, effects units, interfaces, headphone amplifiers and even
small-scale audio mixers. These racks are also widely used for computer server equipment, allowing for dense hardware configurations without occupying excessive floor space or requiring shelving.
Server racksIn the computer industry they’re called server racks and vary in size according to the size of a company’s IT requirements. Sometimes it is just a small one-cubic metre cabinet stored out of the way in a back office somewhere, but it could also be multiple three-cubic metre cabinets housing a large server capability. Either way, these server cabinets usually contain the backbone of every company and should therefore be specially protected against fire.
A 19-inch-rack fire protection module, developed by Alien System & Technologies (AST), is a fire protection unit specifically developed for server rack mounting and comes in four models for the differ-ent cabinet capacities. “SA Mechanical Engineer”
speaks to Grant Wilkinson about the system. “Using an IT-suited fire detection approach, we designed a dedicated system around our proven Pyrogen aerosol canister fire extinguishing technology,” he says.
“The PyroRack unit, with all indicators and test buttons mounted on the front panel, looks like just another electronic module fitted into the top rack of the server rack. We decided to adopt a plug ‘n play concept to make it easy to use the PyroRack – Insert it, fix it and start it up.”
100% greenThe PyroRack concept was developed a while back, but sales have taken off lately as companies become more aware of the need to protect their information systems. “They’ve also become aware of the need for a protection system that does not harm the environment when it is activated,” says Grant.
“Pyrogen has been certified as having zero ozone depleting potential as well as zero global warming potential. It is officially listed by the US environmental protection authority under its Halon replacement as a significant new alternative.”
Special“Of specific interest to IT people is the fact that our system does not leave any residue whatsoever on the precious electronics of their equipment,” adds Grant. “Unlike some halon alternatives, Pyrogen produces no aggressive acid such as hydrogen fluo-ride upon contact with hot surfaces. It produces no chlorine or bromide and it does not deplete oxygen to extinguish the fire. Above all, the canister cannot leak as it is a self-contained, zero pressure unit that does not deteriorate, even after ten years.”
The rack module is virtually fail-proof as it is equipped with three layers of protection:
An early warning coincidence smoke detec-tion systemThermal cord activation upon fireSelf activation at a prescribed temperature.
“It is equipped with smoke and gas combustion detectors on two zones,” says Grant. “Each zone is monitored for fault, and should a fault condition occur, the PyroRack will signal as such. By using two fire detection zones, they serve together to confirm a fire. Should one detection zone detect a fire, the PyroRack will signal an alarm and then wait for confirmation from the other detection zone before triggering the extinguishing system. This eliminates false activations of the extinguishing system. If all this fails, there is still the standard
•
••
Protecting Intellectual Property & IT SystemsA ‘nineteen-inch-rack’ is a standardised frame or enclosure for mounting multiple electronic equipment modules. Each mod-ule has a front panel that is 19 inches, or 482.6 mm, wide
including the edges or ‘ears’ that protrude on each side allow-ing the module to be fastened to the rack frame with screws.
Server cabinets usually contain the backbone of every company and should therefore be specially protected against fire
Designer of the PyroRack, Casper Rooseboom (left) with Grant Wilkinson
COVER STORY

10 THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010
forces it downwards to the server modules fitted into the rack.”
FeaturesThe cooling fan of the PyroRack enhances smoke detection as it draws air into the unit over the detec-tors. “The unit is equipped with back-up batteries that take over as soon as the system detects any variations in the power supply,” explains Grant. “This is all part of the self-diagnosis feature of the unit that constantly checks for faults in itself, literally making the unit maintenance free.
“The unit also has connections that allow for it to interface with a centralised monitoring or security system. Hence it is possible from this interface that an SMS can be sent to responsible persons that something is wrong, or indeed notify someone via LAN/WAN.”
How it works?The principle of the Pyrogen extinguishing system is unique and has proven itself in many installations all over the globe. A special solid chemical, when electrically or thermally ignited, produces combustion products consisting of micron sized dry chemical particles and gases. Dry chemical particles and the gaseous mixture combine together to create a uniform fire extinguishing aerosol. Before being released into a protected area, the aerosol propels itself through a unique solid chemical coolant, which decomposes and absorbs nearly all heat, thereby ensuring a flameless and cool discharge and a uniform distribution of the cool aerosol within the area. Homogeneous distribution is achieved in a matter of seconds, while a long holding time helps to prevent fire re-ignition.
“The PyroRack is a must, not only for large server racks, but even for the small single cabinet server rack used in a smaller business,” Grant says in conclusion. “It is an insurance against your business coming to a complete halt. Most rack manufacturers and server providers already use it as a standard fitting, but it won’t be long before insurance com-panies insist on having such a protection system on all server cabinets.”
Grant Wilkinson, AST, Tel: (011) 949 1157 Email: [email protected]
thermal cord fitted to all our Pyrogen extinguishing canisters that will activate the unit when a flame burns the cord.
In addition the Pyrogen fire extinguishing module will trigger when the temperature rises above 500ºC. The fire extinguishing aerosol is discharged through a special exhaust chute at the back of the unit that
A long holding time helps to prevent fire re-ignition
The dual detecting system
COVER STORY
The outlet forces the fire extinguish-
ing aerosol down into the rack

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 11
Lauren and David Gardner of Old Willow No. 7 Houseboat Charters
MONTHLY COLUMN
Houseboats“SA Mechanical Engineer” searched for houseboats in South Africa and found just a handful of operators at some of the main tourist attractions around the country. One of them is Old Willow No. 7 Houseboat Charters on the Vaal River near Sasolburg where we speak to owners David and Lauren Gardner. “We run a houseboat charter business on a similar basis as sister operations under Lightleys Holidays Houseboats in Knysna, Port Alfred and Swaziland,” says Lauren.
“The eight boats we have were designed by naval architect Angelo Lavranos and built by Knysna Leisure Craft in Knysna.”
We arrived at Old Willow on a Friday to find workers in a frenzy of activity, cleaning and preparing the houseboats for guests that start arriving mid-morning to take the boats out for a weekend on the Vaal.
DesignBeing charter boats, they are designed specifically for the rough handling that is part and parcel of hiring a boat out to inexperienced skippers. “Angelo Lavranos is renowned worldwide for his master
designs for safe and stable craft,” explains David. “The Knysna Leisure Liner was conceived for easy cruising and built with hand-crafted skill to provide comfortable headroom with superior quality finishes and marine standard specifications.
“The boat combines comfort and easy boating to make you the captain of your own holiday. Cruis-ing in calm waters is the obvious attraction while the boat’s hassle-free features mean that you can enjoy the open waters without the fuss of sails, lines or rigging.”
PowerThe houseboat is powered by a 40 horsepower outboard motor, enough to take you anywhere along the 55 kilometres of river available for sailing on the Vaal, but not too much to get up to mischief in terms of speeding or making waves by powerboat cowboying on the water. “As of March 2009, the
Houseboats are relatively common in countries around the world where rivers,
lakes and waterways link cities and towns, providing a means for tourists to cruise through the country. Although originally developed from a boat that was modified to serve as a human dwelling, houseboats in all shapes and sizes are today primarily used as leisure craft. Smaller houseboats
can accommodate up to four people, while larger boats have room for several people enjoying three bedrooms, a living room, kitchen and lots of deck space to laze
about on.
Designed specifically for the rough handling that is part and parcel of hiring a boat out to inexperienced skippers
Cruising the Breeze
The stern, where South Africans braai

12 THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010
South African Maritime Safety Authority (SAMSA) has instituted new boating regulations that require that anyone piloting a boat with an engine of 15 horsepower or more has a Skipper’s Ticket or Cer-tificate of Competency (CoC),” says Lauren.
“We, together with Lightleys Holiday Houseboats, have been accredited by SAMSA to train and is-sue each skipper with a Temporary Certificate of Competence that will be valid for the duration of the holiday, be it a week or just the weekend.”
The deckThe rooftop deck gives passengers a whole new perspective. It’s perfect for watching the world go by or for tanning under a hot summer sun while the generous, open cockpit allows for a full view of the whole boat and its surrounds. This is also where people braai. “Being in South Africa, that’s one of the first modifications we had to make,” says David with a chuckle.
“Imagine a weekend out without a braai for a South African? We supply a small Weber braai that fits perfectly on a platform at the back at hip height for comfort. However, we do warn people not to do this while cruising. We also had to put a braai on the boat to stop people from rigging a braai on someone’s private property just because it’s on the riverbank.”
The boat’s hassle-free features mean that you can enjoy the open waters without the fuss of sails, lines or rigging
Off into the sunset oin the Vaal River
Close to natureThese houseboats are also for sale to those who have the means to cruise more often than the odd weekend, but then you have a wider choice of luxury finishing and fittings to suit your lifestyle on the water. Because of its shallow, 35 cm draft, the Knysna Leisure Liner enters shallow channels with ease, making it perfect for birding or view-ing wildlife on the water’s edge. Its economical cruising speed of 6.5 knots means that it creates a limited wake, making it an eco-friendly option in boat ownership.
The boat is a wide beam design, providing stability to the boat’s buoyant GRP (glass reinforced plastic) construction. Says David, “It’s a family boat and user-friendly boat for calm-water cruising. “What’s more, it’s moveable, so if you get tired of your sur-roundings, the boat can be lifted onto a road trailer and transported with relative ease.”
RugbyThe only convenience you won’t find on these houseboats is a television set, purely because it is too expensive to fit a signal tracking device to ensure good reception while cruising around. So fishermen stop off at one of the many venues on the routeto cheer the boys.
Lauren Gardner, Tel: (016) 973-1729, Email: [email protected], Website: www.houseboats.co.za
MONTHLY COLUMN

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 1�
An example is provided by a major bank in South Africa that holds weekly meetings with the branch offices around South Africa to discuss progress, to disseminate
new policies, to collect feedback from each office, and to have each branch share its experiences with the other branches - tele-conferencing provides the necessary multidi-rectional flow of infor-mation. A big success for one local branch can be shared with the other branches so everyone in the group can benefit from it.
This major bank continues to conduct virtual meetings on a weekly basis to ensure that a com-munity is formed between its branches and that each branch is involved and engaged, irrespective of whether they are located in the capital or in a remote location.
Teleconferencing has revolutionised the way busi-ness is conducted, just like e-mail and mobile phones have done in the past few years. Every organisation’s success is directly related to its abil-ity to exchange information quickly and effectively. “I encourage each organisation to learn about the new teleconferencing tools and how to benefit from them – today they are available to everyone,” says Ari Meyerthal, Managing Director of Chorus Call South Africa.
ChorusCall, Tel: (011) 305-2000, Email [email protected]
Teleconferencing TrendsTeleconferencing has now become an essential tool for fast growing and changing business around the world.
Teleconferencing does not replace the essential face-to-face meetings, it supplements those meetings and keeps the communications channels open between those meetings.

1� THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010
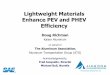
Computational Modeling made Faster, Cheaper, EasierRunning ANSYS® products combined with ANSYS® HPC licenses onWindows® HPC Server 2008 enable engineers to perform highly realisticsimulations quickly and easily, with minimal administrative
working with Microsoft Active Directory directory services brings.
PARTNER PROFILEANSYS, Inc. is the designerof engineering simulationsolutions that are used in a broadspectrum of global industries.ANSYS, Inc., founded in 1970,develops and globally marketsengineering simulation softwareand technologies that arewidely used by engineers anddesigners in turbo machinery,aerospace, automotive andelectronics, among otherindustries. The company focuseson the development of open and
users to analyze designs directlyon the desktop, providing a common platform for fast,
product development, from
testing and validation. ANSYSand its global network of channelpartners provide sales, supportand training for customers inover 40 countries throughout theworld.
CHALLENGETo accurately simulate the real-worldperformance of product designs andengineering processes requires the use ofcomplex mathematical algorithms. Thesealgorithms involve long computation timesunless a high-performance computing (HPC)solution is used. HPC increases solutionspeeds and reduces the turnaround timeof complex computations. However, untilrecently HPC solutions have been expensive
making them unattainable for all but themost well-funded design teams.
SOLUTIONANSYS structural, ICEM and CFD products nowsupport Windows Server 2008. This Windows-based HPC platform is easy to set up, use,and provides the processing speed necessaryto run complex simulations on clusters
hardware. The combination of Windows HPCServer 2008, ANSYS products and ANSYSHPC can increase your productivity andhelp you deliver better and moreinnovative products in lesstime.
ANSYS MECHANICALThe ANSYS Mechanical family of products
simulation to advanced analysis, and a breadth of simulation capabilities fromlinear to nonlinear coupled physics analysis.ANSYS Mechanical provides simulation toolswith a complement of nonlinear and linearelements, and material laws ranging frommetal to rubber. ANSYS Mechanical alsocontains the most comprehensive set ofsolvers available, including parallel solverswhen combined with ANSYS Mechanical HPC.These products are built upon years of provenand reliable technology and are widely usedacross industries from automobile, aerospace,biomedical, electronics and consumerproducts.
ANSYS Workbench™ is an integratedenvironment from which you can accessCAD, meshing tools, model parameters, andANSYS Mechanical, all from one intuitiveuser interface. When combined with ANSYSMechanical HPC, you can also access HPCcluster resources.
WORKING TOGETHER
Running ANSYS products on Windows on HPC Server 2008 increases theperformance of this dynamic simultation software, enabling you to achieve realistic simulation of product performance faster, cheaper and easier thanwith HPC platforms of the past.
WINDOWS HPC SERVER
Windows HPC Server 2008 brings thevalue of an integrated HPC solution and a productive development environment tocustomers for whom HPC has been out ofreach in the past. Windows HPC Server 2008enables organizations to:
Improve productivity of systemsadministration and clusterinteroperability by dramaticallysimplifying the overall deployment,administration, and managementover the entire system lifetime, whileensuring interoperability with existingsystems infrastructure.
Rapidly develop HPC applicationsusing Visual Studio ® 2008, whichprovides a comprehensive parallelprogramming environment. Inaddition to supporting standardinterfaces such as OpenMP, MessagePassing Interface (MPI) and Webservices, Window HPC Server 2008 alsosupports third-party numerical libraryproviders, performance optimizers,compilers, and debugging toolkits.
Seamlessly scale from workstationto cluster by allowing end users toharness the power of distributedcomputing through a familiarWindows-based desktop environmentwithout requiring specialized skills.
BENEFITS
Together, ANSYS and Windows HPC Server 2008 o�er manybene�ts to organizations:
Throughput for more simultaneous simulations Faster turn-around timeEase of deploymentIncreased return on investment (ROI) on simulation
Courtesy of qpunkt GmbH
ANSYS FLUENT/CFD
FLUENT is the CFD solver of choice forcomplex �ows ranging from incompressible(low subsonic) to mildly compressible(transonic) to highly compressible(supersonic and hypersonic) �ows. Providingmultiple choices of solver options, FLUENTdelivers optimum solution ef�ciency andaccuracy for a wide range of engineeringproblem solving.
The wealth of physical models in FLUENTallows you to accurately predict laminarand turbulent �ows, various modes of heattransfer, chemical reactions, multiphase�ows, and other phenomena.
FURTHER INFORMATION
For more information about ANSYS Inc., and FLUENTplease contact Q�nsoft on 012 345 1917 or info@q�nsoft.co.zaFor more information about Q�nsoft (PTY) Ltd please visit http://www.q�nsoft.co.za or contact us at 012 345 1917
QFINSOFT (PTY)LtdQ�nsoft (PTY)Ltd remains the preferred partner for computer aided engineering products. Their experienced team of post-graduate engineers are responsible for all technical support, training, implementa-tion and sales of ANSYS and related High performance computing software.
www.q�nsoft.co.za - Tel: 012 345 1917 - info@q�nsoft.co.za
�exible solutions that enable
e�cient and cost-conscious
design concept to �nal-stage
and di�cult to administer and manage.
of a�ordable, industry-standard 64-bit
o�ers full depth of analysis, from concept
For more information about Windows HPC Server 2008and HPC, please visit http://www.microsoft.com/hpc orphone: +27 11 361 8726

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 1�
Computational Modeling made Faster, Cheaper, EasierRunning ANSYS® products combined with ANSYS® HPC licenses onWindows® HPC Server 2008 enable engineers to perform highly realisticsimulations quickly and easily, with minimal administrative
working with Microsoft Active Directory directory services brings.
PARTNER PROFILEANSYS, Inc. is the designerof engineering simulationsolutions that are used in a broadspectrum of global industries.ANSYS, Inc., founded in 1970,develops and globally marketsengineering simulation softwareand technologies that arewidely used by engineers anddesigners in turbo machinery,aerospace, automotive andelectronics, among otherindustries. The company focuseson the development of open and
users to analyze designs directlyon the desktop, providing a common platform for fast,
product development, from
testing and validation. ANSYSand its global network of channelpartners provide sales, supportand training for customers inover 40 countries throughout theworld.
CHALLENGETo accurately simulate the real-worldperformance of product designs andengineering processes requires the use ofcomplex mathematical algorithms. Thesealgorithms involve long computation timesunless a high-performance computing (HPC)solution is used. HPC increases solutionspeeds and reduces the turnaround timeof complex computations. However, untilrecently HPC solutions have been expensive
making them unattainable for all but themost well-funded design teams.
SOLUTIONANSYS structural, ICEM and CFD products nowsupport Windows Server 2008. This Windows-based HPC platform is easy to set up, use,and provides the processing speed necessaryto run complex simulations on clusters
hardware. The combination of Windows HPCServer 2008, ANSYS products and ANSYSHPC can increase your productivity andhelp you deliver better and moreinnovative products in lesstime.
ANSYS MECHANICALThe ANSYS Mechanical family of products
simulation to advanced analysis, and a breadth of simulation capabilities fromlinear to nonlinear coupled physics analysis.ANSYS Mechanical provides simulation toolswith a complement of nonlinear and linearelements, and material laws ranging frommetal to rubber. ANSYS Mechanical alsocontains the most comprehensive set ofsolvers available, including parallel solverswhen combined with ANSYS Mechanical HPC.These products are built upon years of provenand reliable technology and are widely usedacross industries from automobile, aerospace,biomedical, electronics and consumerproducts.
ANSYS Workbench™ is an integratedenvironment from which you can accessCAD, meshing tools, model parameters, andANSYS Mechanical, all from one intuitiveuser interface. When combined with ANSYSMechanical HPC, you can also access HPCcluster resources.
WORKING TOGETHER
Running ANSYS products on Windows on HPC Server 2008 increases theperformance of this dynamic simultation software, enabling you to achieve realistic simulation of product performance faster, cheaper and easier thanwith HPC platforms of the past.
WINDOWS HPC SERVER
Windows HPC Server 2008 brings thevalue of an integrated HPC solution and a productive development environment tocustomers for whom HPC has been out ofreach in the past. Windows HPC Server 2008enables organizations to:
Improve productivity of systemsadministration and clusterinteroperability by dramaticallysimplifying the overall deployment,administration, and managementover the entire system lifetime, whileensuring interoperability with existingsystems infrastructure.
Rapidly develop HPC applicationsusing Visual Studio ® 2008, whichprovides a comprehensive parallelprogramming environment. Inaddition to supporting standardinterfaces such as OpenMP, MessagePassing Interface (MPI) and Webservices, Window HPC Server 2008 alsosupports third-party numerical libraryproviders, performance optimizers,compilers, and debugging toolkits.
Seamlessly scale from workstationto cluster by allowing end users toharness the power of distributedcomputing through a familiarWindows-based desktop environmentwithout requiring specialized skills.
BENEFITS
Together, ANSYS and Windows HPC Server 2008 o�er manybene�ts to organizations:
Throughput for more simultaneous simulations Faster turn-around timeEase of deploymentIncreased return on investment (ROI) on simulation
Courtesy of qpunkt GmbH
ANSYS FLUENT/CFD
FLUENT is the CFD solver of choice forcomplex �ows ranging from incompressible(low subsonic) to mildly compressible(transonic) to highly compressible(supersonic and hypersonic) �ows. Providingmultiple choices of solver options, FLUENTdelivers optimum solution ef�ciency andaccuracy for a wide range of engineeringproblem solving.
The wealth of physical models in FLUENTallows you to accurately predict laminarand turbulent �ows, various modes of heattransfer, chemical reactions, multiphase�ows, and other phenomena.
FURTHER INFORMATION
For more information about ANSYS Inc., and FLUENTplease contact Q�nsoft on 012 345 1917 or info@q�nsoft.co.zaFor more information about Q�nsoft (PTY) Ltd please visit http://www.q�nsoft.co.za or contact us at 012 345 1917
QFINSOFT (PTY)LtdQ�nsoft (PTY)Ltd remains the preferred partner for computer aided engineering products. Their experienced team of post-graduate engineers are responsible for all technical support, training, implementa-tion and sales of ANSYS and related High performance computing software.
www.q�nsoft.co.za - Tel: 012 345 1917 - info@q�nsoft.co.za
�exible solutions that enable
e�cient and cost-conscious
design concept to �nal-stage
and di�cult to administer and manage.
of a�ordable, industry-standard 64-bit
o�ers full depth of analysis, from concept
For more information about Windows HPC Server 2008and HPC, please visit http://www.microsoft.com/hpc orphone: +27 11 361 8726

16 THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010
The early and mid-1 9 8 0 s saw ma-
chines with a modest number of vector processors, working in paral-lel, becoming the standard. Typi-cally, the number of processors was in the range of four to sixteen. Later, attention
turned from vector processors to massive parallel processing systems with thousands of ‘ordinary’ CPUs, some be-ing off-the-shelf units. Today, parallel designs are based on off-the-shelf server-class microprocessors and most modern supercomputers are now highly-tuned computer clusters using commodity processors combined with custom interconnections.
Supercomputers are used for highly calculation-inten-sive tasks such as problems involving quantum physics, weather forecasting, climate research, molecular modeling, and physical simulations, such as simulation of airplanes in wind tunnels and the simu-lation of the detonation of nuclear weapons. Typically,
the software to run such simulations would be Ansys, a programme used on the desktop PC of many engineering design companies.
Even on a powerful desktop, complex simulations can take days to compute unless the computer makes use of a special operating system that requires high specialised gurus to run it. Alternatively, you could send such complex simulation off to one of the few supercomputer facilities in South Africa.
Affordable supercomputingMicrosoft has now come up with a server solution that is within the reach of any serious design company. In a similar way that supercomputers use ordinary CPUs to process complex computations, so the
Windows HPC server platform utilises the CPUs in ordinary PC workstations as a cluster of nodes on a network to speed up calculations without the need for a compli-cated special server platform that requires specialised IT per-sonnel to run it.
“SA Mechanical Engi-neer” speaks to Izak Vorster of Qfinsoft in Pretoria, agents for Ansys in South Africa. Qfinsoft has partnered with Micro-soft to offer certain Ansys packages on Microsoft’s Windows HPC Server 2008, a dedicated high-speed server solution aimed at complex computational analy-sis work.
Affordable High-performance Computing
Supercomputers used to be typically one-of-a-kind custom-design computers produced by the ‘traditional’ companies such as Cray, IBM and Hewlett-Packard. The term supercomputer itself is rather broad with to-
day’s supercomputer rapidly becoming tomorrow’s ordinary computer. In the ‘70s, most supercomputers were dedicated to running a vector processor with many of the newer players developing their own processors at a
lower price in order to get into the market.
Helped a client put his under-used capacity to work
Paulo Ferreira of Microsoft Corporation
Izak Vorster of Qfinsoft
COMPUTERS IN ENGINEERING

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 1�
COMPUTERS IN ENGINEERING
Much less time“To accurately simulate the real-world performance of product designs and engineering processes requires the use of complex mathematical algorithms,” he explains. “These algorithms involve long computa-tion times unless a high-performance computing (HPC) solution is used. HPC increases solution speeds and re-duces the turnaround time of complex computations. However, until recently, HPC solutions have been expensive, making them unattainable for all but the most well-funded design teams.
“Ansys structural, ICEM and CFD products now support Windows HPC Server 2008,” says Izak. “This Windows-based HPC platform is easy to set up, yet it provides the processing speed necessary to run complex simulations on clusters of hardware that many companies already have in-house.
“The combination of Windows HPC Server 2008, Ansys products and Ansys HPC can increase productivity and help to deliver better and more innovative products in less time than ever before at much less than the cost of the traditional complex server platforms.”
Under-used capacityIzak explains how Qfinsoft helped a client put his under-used capacity to work. “It is a design house that has a training facility equipped with 18 powerful dual-CPU work stations that more often than not only work in the morning when needed for train-ing,” he says. “Through the Windows HPC server we can now utilise all these processors to do the company’s heavy load of computational analysis work, speeding up the time it normally takes more than ten-fold.
“This means the design engineer can carry on with his normal work while the calculations are being done in the background through the server which utilises the workstations as nodes. He does not have to wait around for his work station to do the entire calculation by itself.”
Fortunate few“High-performance computing used to be for the fortunate few in the past where the resources typically associated with HPC were mainframe environments,” adds Paulo Ferreira, platform strategy manager at Microsoft South Africa. “Our vision was to steer away from mainframe and bring a mainstream product to the
Contains the most comprehensive set of solvers available
market that’s within the reach of everybody who needs high-performance computing power. Our plat-form is an alternative that allows people to utilise computing resources they may already have in the form of work stations that are idle overnight.”
The Ansys Mechanical family of products offers full depth of analysis, from concept simulation to advanced analysis, and a breadth of simulation capabilities from linear to nonlinear coupled phys-ics analysis. It provides simulation tools with a complement of nonlinear and linear elements, and

18 THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010
COMPUTERS IN ENGINEERING
material laws ranging from metal to rubber. “The package also contains the most comprehensive set of solvers available, including parallel solvers when combined with Ansys Mechanical HPC,” says Izak. “These products are built on years of proven and reliable technology and are widely used across industries from automobile, aerospace, biomedical, electronics and consumer products.”
Affordable versatilityAnsys Workbench is an integrated environment from which users can access CAD, meshing tools, model parameters, and Ansys Mechanical, all from one intuitive user interface. “When this is combined with Ansys Mechanical HPC, you can also access HPC cluster resources,” says Izak. “Fluent is the CFD solver of choice for complex flows ranging from incompressible to mildly compressible to highly compressible flows thereby providing multiple choices of solver options where the program deliv-ers optimum solution efficiency and accuracy for a wide range of engineering problem solving.”
“All these solutions can utilise the Windows HPC Server to bring the value of an integrated HPC solu-tion and a productive development environment to
Without requiring the specialised skills that have been required in the past
customers for whom HPC has been out of reach in the past,” adds Izak.
Accessible“Windows HPC Server will enable designers to improve productivity of systems administration and cluster interoperability by dramatically sim-plifying the overall deployment, administration, and management over the entire system lifetime, while ensuring interoperability with existing systems infrastructure.
“It is important to note that this platform allows the seamless scaling from workstation to cluster by allowing end users to harness the power of distributed computing through a familiar Windows-based desktop environment without requiring the specialised skills that have been required in the past,” he concludes.
Izak Vorster, Qfinsoft, Tel: (012) 345-1917, Fax: (012) 345-2526, Email: [email protected], www.qfinsoft.co.za, Paulo Ferreira, Microsoft Corporation, Tel: (011) 361-8726, Email: [email protected], www.microsoft.com/hpc
www.engineerplacements.com
Engineer Placements

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 1�
I f a part were to change, should its part number be changed? The rule is very simple: A new part number shall be allocated if and only if the new part is no longer in form, fit and func-
tion, interchangeable with the old part. This rule originates from the idea that each part needs a bin in the store and that its bin number equals the part number. If form, fit and function interchangeability has been destroyed, then clearly a new bin will be needed, and thus a new part number.
Form, fit and function interchangeability“Form” means physical characteristics such as size, shape and mass, “fit” means the external interfaces between the item and the rest of the world, and “function” means what it does and its performance. Two items are interchangeable if they can be reciprocally used in each other’s place without selection and without alteration to the item itself or
to its adjoining items, except for routine adjustment. One-way substitutability is not the same as interchangeability!
Consider battery chargers A and B. Item A provides 5 VDC from 220 VAC and uses a three-pin plug with round pins. Item B provides 5 VDC from 120 to 220 VAC, and uses both a three-pin plug with round pins as
well as a two-pin plug with flat pins. Item B can be used wherever item A is used, but item A can-not be used where item B is used. Items A and B are not fit and function interchangeable. However, in a 220 VAC 3-pin plug environment item A and item B would be fit and function interchangeable. Form, fit and function interchangeability only has meaning in a particular application; in other words for a particular customer in a particular environment and for a particular use.
Many battery chargers emit electromagnetic radia-tion. In most cases this electromagnetic radiation is irrelevant; thus if the electromagnetic radiation of item A were to be changed, then it would remain form, fit and function interchangeable with item
Part NumbersWhen it comes to components or as-
semblies, each item, from a screw to an aircraft, shall have a unique part number allocated by its manufacturer. A rule as
old as the mountains states that the part number shall be, or shall include, its con-trolling drawing or specification number.
Since there is no obligation on a manufac-turer to coordinate his part numbers with any other manufacturer, part numbers in isolation are not unique. It is quite com-
mon to find one part number representing for instance a washer from one manufac-turer, a power supply from another, and a hose from a third manufacturer. However, the combination of a manufacturer code plus a part number should be unique.
B. In other words, a change in form, fit or function does not necessarily mean that the form, fit and function interchangeability has been destroyed.
Interchangeable items are not identicalForm, fit and function interchangeable items are not identical. Two items are either form, fit, func-tion interchangeable, or they are not. Different part numbers shall not be allocated to new or modified items if they are form, fit and function interchange-able with other items already numbered. Under no circumstances should a part number be changed merely because a new application has been found for an existing part.
If an item has changed and a new part number has been allocated, all higher level assemblies shall also be renumbered up to and including the level at which form, fit and function interchangeability has been re-established.
Some organisations make non-interchangeable changes to an item without changing the part number merely by advancing the specification’s revision number. But now part numbers can now no longer be trusted to indicate interchangeabil-ity! One set of problems has been exchanged for another—new rules are needed for what a revision level means, and procurement and inventory is now to be controlled by revision number rather than by part number. Don’t go there; it’s confusing and not worth it.
Ad Sparrius, [email protected]
Ad Sparrius
Form, fit and function interchangeable items are not identical
INCOSE

20 THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010
a reciprocating action on the wear interface.
Level of tackinessSince this is a total loss application, cheaper and easily manufactured lubricants are commonly used. The lubricant has to have water resistant character-istics as well as a measure of tackiness so as not to be easily flung off the wheel flanges. Calcium based, lithium based and calcium complex greases are generally used in this application.
The wear resisting elements (additives) commonly used are graphite and molybdenum disulphide. Be-cause the lubricant is applied, used and consumed outside in the open where the environment can easily be contaminated by spills, environmentally friendly lubricants are specified with greater frequency in line with the increased application of environmental laws and regulations.
High lateral forcesMost of the factors governing consumption of lubricant in the rail-wheel interface can be traced back to the intensity, frequency and the duration of application of high lateral forces in this con-tact area between rail flanks and wheel flanges. Because of this relationship, it seems logical that the consumption would be easily calculated. It is, however, not as simple as it seems since the intensity of application of the lateral forces differ from point to point along the rail.
Trying to quantify the obstacles in establishing the optimum volume of spread for rail and wheel flange lubrication is the subject of a study at the University of Johannesburg.
Gillian Fuller, SAIT Secretary, Tel: (011) 802-5145/6/7/8, Fax: (011) 804-4972, Email: [email protected], Web-site: www.sait.org.za
I f this wear is not addressed, the rail and wheel flanges are both worn away aggressively and prematurely, cost-ing large amounts of money in maintenance and
replacement. However, if the interface is lubricated, dramatic savings are achieved.
Good lubrication in this wear interface, compared will no lubrication, was scientifically measured and documented as prolonging the life of rail on a curve as much as between 60 to 78 times (6 000 to 7 800%) and that of wheel flanges as much as 17 to 22 times (1 700 to 2 200%) The return on invest-ment for rail only was recently calculated to be about $34,7 for every $1 spent.
External meansSince there is no reservoir of lubricant along the length of the rail, the lubricant has to be replenished at regular intervals by external means. To have efficient lubrication, enough lubricant has to be applied to enable a reservoir layer to build up on the rail. Loco-motive-mounted lubrication systems, purpose-built lubrication wagons, trackside application systems
as well as dedicated road-rail (or hi-rail) lubrication vehicles are used to apply lubricant to either the rail or the wheel flange.
Most of the lubricant on the wheel flange and on the wear face of the rail is picked up and re-applied in
Rail and Wheel Flange Lubrication
Fig 1: Worn wheel to worn rail contact in a curve: where the wear takes place
Contrary to popular belief, railway rails have a limited life span
SAIT
Contrary to popular belief, railway rails have a limited life span. Where all railway vehicles are steered through
curves by their wheel flanges, severe metal to metal contact and “scouring” occur in the steering interface,
resulting in heavy wear in these contact areas.

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 21
POWER GENERATION
As the world moves from an era where carbon-based fu-els are converted
to electrical energy, to one in which renewable options become the imperative, it is clear that South Africa is well placed to use the abundant solar resources in the country. What oil has meant for the Middle East, solar irradiation will mean for South Africa but without the negative con-sequences. Solar energy is clean, abundant and at the beginning of a technology development curve that will make it cheaper and easier to exploit in the next decades.
The best potential is in the Northern Cape and North-west Province where con-servative estimates show
Concentrated Solar Power
Our New Monthly SectionOur new “Power Generation Today” section has great things in store for readers. In the March issue, we kicked off with the news that South Africa will be part of Westinghouse’s international nuclear programme. In this issue, Barry MacColl of Eskom takes us through solar’s power’s awesome potential both locally and internationally - impressive indeed!
In future issues we will also focus on technologies being developed and implemented by South African firms such as Zest who will tell us in May about their co-generation projects which are up and running successfully as we speak.
Barry MacColl, Manager of Technology Strategy and Planning at Eskom has helped us to put together a list of topics and is championing this section together with the staff and readers of “The SA Mechanical Engineer”.
I hope you will enjoy and benefit from our new venture. Please get in touch with us if you have any criticisms, comments or suggestions.
Yours sincerelySusan CustersPublisher
Produced by:
PROMECH PUBLISHING,P O Box 373, Pinegowrie, 2123Republic of South AfricaTel: (011) 781-1401Fax: (011) 781-1403Email: [email protected]: www.promech.co.za
Managing Editor Susan CustersEditor Kowie HammanAdvertising Pauline BouwerCirculation Catherine MacdivaDTP Zinobia Docrat/Sanette Lehanie
DisclaimerPROMECH Publishing does not take responsibility for the opinions expressed by individuals.
Printed by: Typo Colour PrintingTel: (011) 402-3468/9
Figure 1 - Solar Resource Map of South Africa

22 THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010
POWER GENERATION
that Eskom’s current generating capacity of ap-proximately 40 000MW could be harvested from just 0,3% of the land area of the Northern Cape.
Sunny South AfricaConversion of solar energy to electricity can be
achieved in several ways. This article outlines some of the methods in which the sun’s rays can be focused to produce high heat values at localised points. The heat is then converted to electrical energy hence the term concentrated solar power (CSP). Best available concentrated solar technologies produce about 100MW of electrical energy at their peak output from an 8 km2 land surface area.
The widely accepted minimum required direct normal radiation (DNR) to justify a CSP plant internation-ally is 1800 kWh/m2 per year. The average daily solar radiation in South Africa varies between 4.5 and 6.5 kWh/m2/day with excellent areas such as Upington measuring more than 8 kWh/m2/day (see Table 1). This places South Africa as one of the best locations in the world for the utilization of CSP technologies.
Four technologiesFour CSP technologies are currently mature enough to be demonstrated at large scale and, in some cases, are being put into commercial operation. These are the Parabolic Trough; Linear Fresnel Reflectors, Stirling Engines and Central Receivers.
Parabolic troughsThese are constructed of long parabolic mirrors with an absorber tube running their length at the focal point of the sun’s rays. Sunlight is reflected by the mirror and concentrated onto the absorber tube in which a heat transfer fluid (usually oil) flows and absorbs the heat energy.
This is then used to generate steam and power in a traditional heat exchanger and steam turbine/gen-erator configuration. The trough is usually aligned on a north-south axis, and rotated on this axis to track the sun for maximum efficiency.
Research into troughs has been intensive since the late 1970’s driven mainly by Sandia and SERI (later NREL). Southern California Edison constructed a 14MW trough system (referred to as SEGS) in 1985 but, today, several systems are in commercial operation with many more planned.
The first plant to be constructed following SEGS IX, started production in June 2007. The 64MW system was built in Nevada and introduced a new, exciting collector technology. The US project was followed by the commissioning of the 50MW Andasol1 plant, in November 2008, in Spain. Andasol introduced molten salt storage to troughs for the first time, through a 7.5-hour storage system.
Numerous trough projects are under development worldwide. In Spain, 14x50MW troughs are cur-rently under construction. Trough projects are under development in, among others, Egypt, Algeria, Morocco, Israel and Australia.
Linear fresnel reflectorsUsually this technology produces steam by di-rect steam generation, as opposed to using the conventional oil heat transfer option. They differ fundamentally from the parabolic troughs in that the heat absorber is fixed in space above the mir-ror reflector field. The mirror field is constructed of many rows of flat, or slightly curved mirror segments
Four CSP technologies are currently mature enough to be demonstrated at large scale and, in some cases, are being put into commercial operation
Figure 2 - Parabolic Trough Basics
Figure 3 - Kramer Junction in the Mojave desert in California
Table 1 - Comparative Solar Resources Worldwide
Location Site Latitude Annual DNI (kWh/m2)
Relative Resource
South AfricaUpington, North Cape 28°S 2,955 100%
United StatesBarstow, California 35°N 2,725 92%
Las Vegas, Nevada 36°N 2,573 87%
Albuquerque, New Mexico 35˚N 2,443 83%
InternationalNorthern Mexico 26 30˚N 2,835 96%
Wadi Rum, Jordan 30˚N 2,500 85%
Ouarzazate, Morocco 31˚N 2,364 80%
Crete 35˚N 2,293 78%
Jodhpur, India 26˚N 2,200 74%
Spain 34˚N 2,100 71%

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 2�
POWER GENERATION
which focus collectively on an elevated long tower receiver running parallel to the reflector rotational axis.
Because the receiver is fixed it does not require flexible hose or ball joint piping connections to connect to the header and is thus easier and cheaper to manufacture. The mirrors also do not need to support the receiver so they are structurally simpler.
There are some drawbacks to the design however, most notably being the shading of incoming solar radiation and blocking of reflected solar radiation by adjacent reflectors and the reliability and tracking accuracy of the mirror field given the divorce between the mirrors and the heat absorber.
The world’s first Linear Fresnel Solar Power Plant has started commercial operations in Spain. The 1.4MW plant, located in Mur-cia, is connected to the Spanish electricity grid, and was engineered, developed and commissioned by Novatec BioSol AG. Other applications are commissioned to provide additional steam to existing coal fired power applications, the most advanced of which are the 9MW thermal Liddell Solar Station located in New South Wales, Australia and the 25MW thermal Kimberlina Solar Thermal Energy Plant in North America.
Dish stirling technologyStirling engines work on the principle of heating and cooling of a constant volume of gas (usually hydrogen) in a controlled manner to drive a piston arrangement that is sometimes referred to as the external combustion engine since the source of energy is external to the gas cycle. When used in a concentrated solar application, Stirling engines are mounted at the focal point of a parabolic dish mirror receiver and receive heat energy from the focused rays of sunlight. The collector typically varies from 80 to 500m2 in surface area and is either pedestal or frame mounted. The heat from the collector is transferred to the Stirling engine via a complex network of tubes that heats the working gas in the cylinder chambers.
Stirling Energy Systems (SES) concluded two pur-chase agreements with SCE and San Diego Gas & Electric to provide power generated by 500 and approximately 300-900MW dish units in 2005. To date, the main activity has centred around large-scale manufacture efforts and the construction of their Generation-3 units at Sandia National Labs, where 6x25kW units are in operation.
Aside from the SES efforts, several companies are active in this area, with some noteworthy efforts from Abengoa Solar that operates 7x10kW and 2x25kW units and the ongoing efforts in Australia, where the “Big Dish” at the Australian National University (ANU) has been joined by a new Gen-2 dish, which is over 25% larger than the original dish (total aperture close to 500m2).
Central receiver (power tower) technologyThis technology uses a large field of mirrors mounted on frames that are controlled on two axes to track
Figure 4 - Stirling engine and sun-tracking mirror at the Sandia National Laboratories in Albuquerque, New Mexico
the movement of the sun through the sky and focus it on a common point. These frames are called heliostats and many thousands of them reflect the sunlight to a receiver mounted on a central tower in the middle of the mirror field. Air, water or a heat transfer medium is heated within the receiver and is used directly, or through a heat exchanger,
By building the first demonstration plant of this type and size in the country, Eskom aims to kick-start the large-scale solar power generation sector in Africa

2� THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010
to power a turbine and generator.
Three different receiver configurations are being researched. Molten salt (typically sodium and potassium nitrates), direct steam and volumetric air all have different heat transfer properties and advantages depending on the application. Typical salt conditions in generating mode are temperatures of 550°C and pressures of 125 bar while steam
Figure 5 - Solar 2
is at 250°C and 40 bar and air systems 485°C, 27 bar. Common plant components, across all three options, include the heliostat field, steam system, turbine, generator and cooling plant.
The most significant developments in central receiver investment are the commissioning of the 11MW PS10, outside of Seville in Spain and the subsequent switch-on of the 20MW PS20 in 2009 on the same site. Both plants use the saturated steam receiver technology.
Construction on the first molten salt receiver plant since the experimental Solar Two is to commence on the 17MW Solar Tres Proj-ect, sited in the Andalucia region of Spain. Several larger 50MW salt receiver projects are in advanced stages of planning.
For example, NRG Energy has signed a deal with eSolar to develop 11 tower plants, totalling 500MW, while eSolar has also
contracted with Southern California Edison for 245MW of tower projects. In addition, 1,300MW has been contracted by Southern California Edison from BrightSource.
Eskom going solar Eskom has an approved pre-engineering budget of R110 million and significant progress has been made in the feasibility study for a 100MW concen-trated central receiver power plant near Upington. The plant will use a molten salt heat transfer fluid for maximum efficiency as well as storage tanks to allow power output during periods when solar irradiation is insufficient. The 14-hour planned stor-age capacity will give the plant a 68% availability factor – essential to Eskom’s operating requirements. The final plant is expected to cost R7-billion and be commissioned in 2014 pending funding and investment approvals which are imminent.
By building the first demonstration plant of this type and size in the country, Eskom aims to kick-start the large-scale solar power generation sector in Africa. The solar community will be able to use the experience gained at this plant to answer and address some of the key issues that face concen-trated solar technology rollout including but not limited to:
Understanding the true cost of construction and real electricity prices of production rather than using current estimates
The risks and opportunities for large scale de-ployment of the technology as a viable, clean, renewable power generation option
The opportunities for local manufacture and job creation which would place South Africa among the world leaders in technology solu-tions of this type.
Encouraging regional co-operation in order to share resources and develop solutions that promote the growth of other emerging solar technologies.
•
•
•
•
POWER GENERATION
A large field of mirrors mounted on frames

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 2�
POWER GENERATION
Table 2 - List of operating concentrating solar power plants worldwide (Source: Wikipedia)
Capacity (MW) Technology Name Country Location Notes
354 Trough Solar Energy Generating Systems USA Mojave Desert California Collection of 9 units
64 Trough Nevada Solar One USA Boulder City, Nevada
100 Trough Andasol solar power station Spain Granada Andasol 1 completed, 2008
Andasol 2 completed, 2009
50 Trough Energia Solar De Puertollano Spain Puertollano,
Ciudad Real Completed May 2009
50 Trough Alvarado 1 Spain Badajoz Completed July 200920 Central Receiver PS20 Central Receiver Spain Seville Completed April 200911 Central Receiver PS10 Central Receiver Spain Seville Europe’s first commercial solar tower
5 Fresnel reflector Kimberlina Solar Thermal Energy Plant USA Bakersfield, California Ausra demonstration plant
5 Central Receiver Sierra SunTower USA Lancaster, CaliforniaeSolar commercial power plant, North America’s only operating solar tower, completed August 2009
2 Fresnel reflector Liddell Power Station Solar Steam Generator Australia New South Wales Electrical equivalent steam boost for
coal station
1.5 Dish Stirling Maricopa Solar USA Peoria, ArizonaStirling Energy Systems / Tessera Solar’s first commercial-scale Dish Stirling power plant. Completed January 2010
1.5 Central Receiver Jülich Solar Tower Germany Jülich Completed December 2008
1.4 Central Receiver THEMIS Central Receiver France Pyrénées-Orientales
Hybrid solar/gas electric power, using solar energy to heat the air entering a gas turbine
1.4 Fresnel reflector Puerto Errado 1 Spain Murcia Completed April 2009
1 Trough Saguaro Solar Power Station USA Red Rock Arizona
1 Trough Keahole Solar Power USA Hawaii
0.1 Central Receiver Kibbutz Samar Power Flower Israel Kibbutz Samar
The reliability of the technology solution
Understanding the operations and maintenance costs and procedures.
Agreements with local government municipalities concerning land, water supply etc, as well as transmission infrastructure requirements.
The ability of the plant to meet predicted load factor levels and prove storage ability.
Gaining favourIt is clear that concentrated solar power is a rapidly developing technology which is gaining favour as a viable supply-side option for many power utilities. Devel-opments in all four of the technologies highlighted in this article continue to gain momentum with the application and power requirement determining the final choice. Worldwide, projects in excess of 20GW are planned. They include 2500MW by the Spanish util-ity Iberdrola and 1200MW by FPL Energy and largely constitute a mixture of Trough, Linear Reflector and Tower projects. Table 2 lists the solar thermal power plants currently in operation. The industry is growing with over 1000MW under construction, with Spain leading
•
•
•
•
Figure 6 - Basic Principles of Eskom’s planned 100MW Central Receiver Solar Power Plant
the world in terms of plants under construction. Developing countries with planned World Bank projects for some form of solar thermal projects include Egypt, Mexico and Morocco. South Africa is blessed with an abundant solar resource and stands on the verge of joining the leading nations in the quest to provide future generations with clean, abundant and renewable energy. The future is bright.
Note: All the images in this article are in the public domain on the internet.
Worldwide, projects in excess of 20GW are planned

26 THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010
NUCLEAR INSTITUTE (SA BRANCH)
The announcement coincided, ironically, with three significant developments. The first was a memorandum of understanding with Mitsubishi Heavy Industries to collaborate
on developing the PBMR system. The second was a visit by an Algerian delegation expressing interest in the system for small-grid power generation and the third was the award by the US DOE of contracts to teams led by Westinghouse and General Atomics for conceptual designs for the NGNP (New Generation Nuclear Plant). Both organisations will get $20 mil-lion, of which PBMR expects to earn $10 million as founder member of the Westinghouse team.
Furthermore, Steven Chu, US Secretary of Energy, has very recently put out a statement vigorously extolling the merits of small reactors and announcing
a budget request for $39 million to promote their development. This appears to be in ad-dition to the $20 million contracts referred to above.
No conceptionThere are obviously enormous pressures on Government spending but this whole PBMR evolution seems deplorable, not least for those now looking for jobs. I really wonder whether our industry has adequately com-municated the enormous potential of the system for coal-to-oil, desalination and other process heat applications now acknowledged by Steven Chu. Certainly critics among the
general public have no conception of it.
Another aspect is timing. We have been waiting for years for a decision on nuclear new-build. Could all this not have been timed so that the six hundred could have slotted into a major Eskom nuclear pro-curement programme and the potential appalling loss of expertise to the country thereby avoided? It would be quite easy to get excited about that.
In fact, it’s not so straight-forward. Thinking back to the early days of the Koeberg project, the staff build-up was slow. Starting in 1970, expertise was gradually brought in until Unit 1 was ready for fuel-loading in December 1982. The ANC’s sabotage of the plant then delayed start-up until April 1984. It might well be worthwhile for someone to document the build-up process. It could well be of interest to
African countries like Algeria, Libya and Namibia now sizing up the nuclear option.
For interest, I taxed the remaining grey cells of col-leagues from that era. We listed everyone we could think of who worked on the project up to 1982.
Subsequent shipmentSouth Africa, of course, has had a nuclear indus-try right from 1945. It started with the discovery of uranium in the gold-mines and its subsequent shipment to Britain and America for weapons programmes. Many of South Africa’s brightest and best received overseas training largely in America. The Safari reactor, acquired from America, was then commissioned in 1965. Substantial research and power reactor design teams were developed. Surprisingly, however, none of this expertise ever found its way into Eskom.
The deal was that Eskom would build and operate the plant and the then Atomic Energy Board would provide the independent licensing authority. Also, I suspect, conditions of employment in the then-pam-pered AEB were just too luxurious to abandon.
John Colley, this country’s messiah for nuclear generation, did make the transition in 1969 and started the Nuclear Division within Eskom’s one-time Mechanical Engineering Department. After that, my venerable colleagues can remember only two individuals who made the change.
By the time the Outline Enquiry for Koeberg was issued in February 1974, not more than eight people had been involved. All but two were nuclear professionals recruited overseas.
Memories fadeThe Koeberg contract was signed in August 1976 and Unit 1 was about ready for fuel loading in December 1982. At that point, at least ninety engineering staff had been involved on the project side of this (turnkey) project. They included Eskom staff supplemented by experienced individuals contracted overseas, international consultancy organisations, QA consultants and Eskom site staff monitoring construction. Over half had prior nuclear experience elsewhere.
In addition, some 94 senior staff were recruited locally and overseas to manage and physically operate the plant. About 38 management staff learnt French and were trained in France by EdF. Remarkably, more than fifty people involved with the Koeberg project had a Royal Navy background. Twenty of them, formerly licensed operators in Brit-ish nuclear submarines, became licensed operators at Koeberg. Memories fade and the numbers are rough. They may nevertheless be worth thinking about by neighbours now looking our way.
John Walmsley
PBMR DebacleSeveral weeks elapse between the drafting of these pages and their appearance in print. They cannot be topical. The PBMR
situation, however, is not to be ignored. As is now well-known, on 18 February the PBMR Company announced in effect that,
because of severely reduced Government funding, it would have to retrench six hundred of its eight hundred staff.
John Walmsley
Potential appalling loss of expertise to the country thereby avoided

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 2�
POWER GENERATION NEWS
The South African market Capital expenditure projects in the power generation and chemicals industries will sustain growth in the South African temperature sensors market in the short and medium terms. Factors such as improving process efficiency in South Africa’s process industries to reduce costs, produce superior-quality products and increase profitability, are expected to contribute towards higher revenue growth over the next five years.
New analysis from Frost & Sullivan finds that the South African temperature sensors market earned revenues of $11.9 million in 2008, and estimates this to reach $18.9 million in 2015. The technologies covered in this research are integrated circuit, infrared, thermocouples, thermistors, resistance temperature detectors and transmitters.
“A rise in the use of automation products within key end-user sectors has caused greater demand for temperature sens-ing products,” says Frost & Sullivan industrial automation analyst James Fungai Maposa. “This will aid the successful monitoring of process parameters, assist in the decision-mak-ing process, and help in effectively utilising and managing plant assets.”
Enhancing process efficiency has caused a rise in the purchase of sensor products to monitor critical processes and provide rapid feedback to help in the decision-making process for a particular plant. Electronic and digital temperature sensors have assisted end-user companies in maintaining quality control records and contributing to superior process and plant efficiency.
Despite the prevailing economic uncertainty, investments within end-user industries such as power generation, chemicals and petrochemicals and water and wastewater will continue due to South Africa’s higher demand for energy and access to clean water. Frost & Sullivan believes that this trend will contribute to strong growth of the market in the long term.
Patrick Cairns, Frost & Sullivan, Tel: (018) 464-2402 Email: [email protected], www.frost.com
solids to leave the system as a by-product. Multotec supplies into both the primary and the secondary dewatering device stations to various forms of construction regulations.
Segregating the unreacted ultra fine limestone to the overflow stream and returning this stream to the FGD process also allows the FGD system to maintain higher levels of limestone in the absorber slurry than in the by-product solids. This, in turn, allows the process to maximise SO2 removal while still achieving high overall limestone utilisation. It also allows for the removal of undesirable materials such as gypsum fines, inerts, fly ash, and chlorides.
Bernadette Wilson, Multotec Group, Tel: (011) 923-6193, Email: [email protected], www.multotec.com
Automated gypsum dewatering cyclone distributor
Reducing emissionsFlue gas desulphurization (FGD) is the chemical process used to remove sulphur oxides from the flue gas at coal-burning power plants. Ninety percent of the FGD systems use limestone or lime as the absorbent. As the flue gas comes into contact with the slurry of calcium salts, sulphur dioxide (SO2) reacts with the calcium to form hydrous calcium sulphate or gypsum which is used in the manufacture of wallboard.
Recent trends in the technology development of the FGD systems, as well as the stringent manufacturing specifications of power stations, have called for fewer numbers of larger capacity cyclones in order to optimise plant efficiencies and provide more economically viable installations.
The Multotec cyclones used for primary dewatering can be designed to separate a stream rich in the smaller size solids for returning to the absorber, while allowing the larger size gypsum
Water treatment refurbishmentOne of the country’s major power stations recently decided to refurbish its water treatment plant and chose Omsa to supply the valves for the project. Water quality is a critical element in the generation of electricity and, if not managed correctly, can lead to catastrophic plant failure. Accordingly, equipment must be technically excellent as well as an economic choice to give maximum plant availability.
The industrial valve range offered by SED Flow Control, part of the global Aliaxis Group, is corrosion resistant and erosion resistant and particularly well suited to the ion exchange process for water treatment and the resin regeneration pro-cesses used in the plant. The industry requires high technical specifications and these are comfortably met by the SED valve design which offers a number of features and benefits not present on other valve ranges. The company works to the well known DIN ISO 9001 standard and can supply requisite guarantees and certification for each valve produced.
Omsa is supplying over 350 SED diaphragm valves, with a value in excess of R4 million to this project. Some of the

28 THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010
POWER GENERATION NEWS
This picture shows filter units similar to those supplied by MikroPul for the fly-ash transfer silos at Eskom’s Kriel power station
Fast-track contractA fast-track contract to design, manufacture and supply envelope-type bag filter units for the fly-ash transfer silos at Eskom’s Kriel power station near Witbank, Mpumalanga, was completed on schedule by Johannesburg-based dust control and gas-cleaning specialists MikroPul.
The contract involved a total of six filter units – one per transfer silo for the station’s six power generating units – to replace existing filters that had reached the end of their operating lives. The new filters are reinforced by stiffeners and heavy steel plate to enable them to withstand pressures of up to 35 kPa from the pneumatic loading system carrying the fly-ash from the boilers.
valves are manual and some are automatically actuated whilst all of them comprise polypropylene lined steel bodies, an upgraded specification from the current installation. Sizes range from 15mm to 200mm diameter.
Marco Errath, OMSA, Tel: (011) 793-5562, Email: [email protected], www.omsa.co.za
MikroPul, a member of the ACTOM group (formerly Alstom South Africa), won the contract partly on the basis that it guaranteed it could adhere to the rigorous supply schedule. Awarded the contract in early-February 2009, it duly deliv-ered the first two filters as required by late-March and the remainder in April.
“The other main reason, apart from our bid being competitive, was that Eskom was happy with our previous performance a few years ago when we supplied replacement fly-ash collec-
The Taylor range of materials handling equipment, distributed exclusively in Africa by BLT, now encompasses a new reach stacker, designed especially for handling components used in the wind power sector

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 2�
The Taylor range of materials handling equipment, distributed exclusively in Africa by BLT, now encompasses a new reach stacker, designed especially for handling components used in the wind power sector
POWER GENERATION NEWS
Handling for wind powerThe Taylor range of materials handling equipment, distributed exclusively in Southern Africa by BLT, now encompasses a new reach stacker, designed especially for handling com-ponents used in the wind power sector.
“The new Taylor TS-9973W reach stacker is fitted with an attachment developed specifically for lifting, loading, transporting and positioning wind tower and blade compo-nents,” says Clinton van den Berg, products manager for BLT. “There is no longer the need to use slave attachments when handling critical wind power components.
“This machine, has a specially designed attachment with powered rotation and side shift and mechanical
pile slope capabilities to enhance efficiency and safety during the handling and instal-
lation of wind power components.”
This special attachment, which has three freely rotating hooks
for sling suspension, can be fitted with a magnet
to lift and transport steel plates from
rail cars to the production
l i n e .
tion filters for the final silos at Kriel,” comments Des Tuck, MikroPul’s marketing & sales manager.
MikroPul, Des Tuck, Tel: (011) 478-0456, Fax (011) 478-0371, Email: [email protected]
This reach stacker is also used to lift and load completed tower components onto trucks and for transportation to designated storage sites.
The new TS-9973W reach stacker, which is built on a 6 500 mm wheelbase, has rated lifting capacities of up to 45 T at 1,930 mm load centre (L.C), 33 T at 3,850 mm L.C and 17 T at 6, 400 mm L.C.
Clinton van den Berg, BLT, Tel: (031) 274-8270, Email: [email protected], Web: www.biglifttrucks.com

�0 THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010
Why? Because your vehicle is equipped with a computer system so fast it instructs the suspension to counter-act the bumps and holes in the road
that the scanner detects nano-seconds before the wheels hit them. How’s it that the computer system is so fast? It’s because the computer code has been ‘simplified’ to such an extent that it no longer needs to be processed by a supercomputer before it is logically processed by the controllers that operate the vehicle’s suspension.
ROMThis ‘simplification’ of code is known as reduced-order modelling (ROM), currently used as a com-putational prototyping tool to replace large-scale models by approximate smaller models. These are
capable of capturing critical dynamical behaviour and faithfully preserving the essential properties of the larger models.
An accurate and effective reduced-order model can be applied for steady-state analysis, transient analy-sis, or sensitivity analysis of large-scale models and the physical systems they emulate. Consequently, scientists and engineers can significantly reduce design time and pursue more aggressive design strategies. Designers can try ‘what-if ’ experiments in hours instead of days.
The codeAlthough our vehicle example is just a glimpse into the future, people like Dr Arno Malan and his colleague Dr Oliver Oxtoby of the CSIR are paving the way for the development of such computer code with the work they’re doing in developing multi-physics CFD (computational fluid dynamics) code today.
“We’re currently writing the CFD code for an in-ternational aircraft manufacturer that will enable a combination of physics to be modelled simultane-
ously,” Arno tells “SA Mechanical Engineer” in an interview at the CSIR in Pretoria.
“The code will help us to use the same solver to model the flow over a structure and simultaneously see the stresses and displacements in the solids. This technology will also allow us to determine the loads on a wing structure caused by the flow of air over a wing and at the same time model the dynamics of the fuel in the tanks. Currently there is no software that can simulate this in a 3D model.”
CFDCFD is one of the branches of fluid mechanics that uses numerical methods and algorithms to solve and analyse problems that involve fluid flows. Supercomputers are usually used to perform the millions of calculations required to simulate the interaction of liquids and gases with surfaces defined by boundary conditions. With the added element of solids coming into the equation, this literally adds reams of extra code that has to be processed to generate such a model.
“We make use of a supercomputer in Cape Town that processes the calculations quickly, but it’s expensive and not normally within
Shaping the FutureThe year is 2030. You’re driving along a rough tar road that’s more potholes than smooth patches. Inside the vehicle, how-ever, it feels as if you’re travelling on an air cushion with the
mug of coffee in the holder on the dashboard showing not even the slightest ripple as you speed along.
Dr Arno Malan and his colleague Dr Oliver Oxtoby of the CSIR
This ‘simplification’ of code is known as reduced-order modelling (ROM)
COMPUTERS IN ENGINEERING

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 �1
COMPUTERS IN ENGINEERING
reach of the average engineer,” says Arno. “The simulation of the simultaneous interaction between solids and fluids has just been completed and Airbus is satisfied with the result. Now we want to take it to the next level and model the sloshing of the fuel inside the tank while the aircraft is flying.
“We not only want to know the extent of deflec-tion in the structure of an aircraft, but also what goes on in terms of loads inside the tank when the fluid moves around.
Supercomputers“In order to do this we typically use between 100 to 200 CPU’s (central processing units) of the supercomputer in Cape Town,” adds Arno. “Engi-neers usually want results overnight and calculations of this magnitude are typi-cally suited to supercom-puters so that the aircraft design engineers can get the analysis quickly and solve the problem.
“At this stage, we can do this type of modelling in 2D quite accurately, but the ultimate aim is to provide engineers with a 3D model that accurately depicts the behaviour of fluid and structure.
Weight factor“We’re about 95% down this road, it’s a matter of fine-tuning the code before we can accurately analyse a wing by show-ing the actual deflection of the wing as well as the dynamics of the sloshing inside the wing.
“The dynamics of fuel are significant if you consider that the fuel on a large air-craft like an Airbus weighs around 290 tons, which is over 50% of the total weight of the aircraft.”
Usable toolIn about 2-3 year’s time, Arno expects to have this new tool for design engi-neers completed, fully vali-dated and benchmarked so that it can be used across
all other industries as well. “It can be used to model the filling of an aircraft with fuel to see where air bubbles are trapped, a problem they’re trying to solve every day,” says Arno. “Other applications are endless. We can start studying the behaviour
Model the sloshing of the fuel inside the tank

�2 THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010
The work Arnuad and his team are doing at the CSIR
of fluids in road tankers and ships, for instance, and design accordingly.
The future“Once this software has become a general engineer-ing tool, the next level is ROM, which we’re already
COMPUTERS IN ENGINEERING
The ultimate aim is to provide engineers with a 3D model that accurately depicts the behaviour of fluid and structure
Energy-saving, superior lubricants for supreme performing refrigeration equipmentEngen offers a range of Mobil synthetic and mineral oil-based refrigeration oils: Mobil Gargoyle Arctic, Mobil EAL Arctic, MobilGargoyle Arctic SHC and Mobil Zerice S. These oils help to enable an effi cient and reliable operation, so whatever your refrigeration application, we have a lubricant suitable for your needs. Formore information, call the Engen Customer Service Centreon 08600 36436 or visit www.engen.co.za orwww.mobilindustrial.com
1023
79
- sole supplier of lubricants- sole supplier of lubricants
102379 Engen "Ice cubes" print ad (130x176mm).indd 1 3/29/10 12:10:56 PM
working on,” says Arno. “An analysis like the one we’ve developed requires
a minimum of 100 CPUs and the output of the analysis is
a huge amount of physics. However, engineers are interested in slightly less detail
such as the amount of deflection and stresses in the structure. From the detailed information, we then build a ‘simplified’ model that provides engineers with just the specific information they’re looking for.
“This then becomes a tool the engineer can use easily and get results quickly,” says Arno in con-clusion. “Beyond that, the ROM becomes so fast that you can start doing them in real-time. We’re looking at levels where control systems react far more intelligently to the physics an aircraft or car is experiencing in real-time. In an aircraft, for example, you could literally sense a gust of wind and the aircraft will automatically surf it smoothly. Similarly, the cars of the future could be fitted with a reactive suspension system that simply smoothes out the road automatically.”
Dr Arno Malan, CSIR Computational Aerodynamics, Tel: (012) 841-4004, Email: [email protected]

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 ��
PIPES, PUMPS & VALVES
Just one example is the re-lining of exist-ing water pipelines without having to dig trenches to get to the pipe. This technology, and many other innovative pipe, pump,
valve and coupling solutions are now available to South Africa through the Rare Group based
near Johannesburg. “SA Mechanical Engineer” speaks to Allistair Balutto,
group marketing director of Rare about the total solution the company is
currently implementing in several projects around the
continent.
Infrastructure“Infrastructure collapse is
widespread and there isn’t near enough manpower to address the
issue, so we make use of a number of dif-ferent technologies to solve problems,” he says. “As a company we strive to become
a partner with infrastructure entities to assist, not only in managing the assets of an entity, but to look at the whole system in terms of assessing current conditions, drawing up a plan of ac-
tion, executing the plan and providing practical and management skills to sustain the system into the future so that we can leave behind a lasting infrastructure legacy.”
This is a tall order in anyone’s book, but if it is done systematically, as Rare does with the Xtender Man-agement concept, it seems to be
the answer everyone is looking for right now.
“Our business model is unique in that we not only supply all the equipment you need to get water from the dam to the tap in your home, but we’ve introduced several technologies to rehabilitate sys-tems cost effectively,” Allistair says. “In addition we provide all the technology and support to maintain and manage such systems into the future.
All industries“The projects we’ve been involved in reach across all industries, from water reticulation to sewerage plants, mining installations and petrochemical plants, anything to do with liquid conveying,” says Allistair. “In some instances, like municipalities, the owner does not even know the extent of his assets, let alone manage and maintain them. In such a case we start with an audit to determine the number of assets such as pumps, valves and the extent of the pipeline. After checking the condition of each, we prioritise repair and rehabilitation according to the condition of the equipment.
“The unique aspect of our business model is that we can supply any brand of pump or valve to the end-user, eliminating the need to shop around while trying to match components that don’t necessar-ily work well together for a given situation,” says Allistair. “In addition we have several different trenchless technologies which cut a huge chunk, anything between 30 to 40 percent, out of the costs of replacing a pipeline, be it water, gas or any other liquid.”
PipelinesThe traditional method of rehabilitating a pipeline is to dig it up and put in new pipes, but apart from the expense, these pipelines, built 20 to 30 years ago, today often run underneath built-up areas which pushes the costs of replacement even higher. “Depending on the condition of the pipeline, we can either use the Swageliner process, the Aqualiner process or the CIPP process to re-line the inside of the pipe to extend the pipeline life another lifetime,” explains Allistair.
“The Swagelining process applies tight fit HDPE liner inside the pipe in situ to protect it from further corrosion while cathodic protection will protect the outside. This coating improves flow which in turn reduces the power requirement from the pumping side.
Technologies“The Aqualiner process is a case of literally mak-ing another pipe inside the old pipe, using the old pipe as the mould to form the new pipe inside it,” elaborates Allistair. “In this case the condition of the exterior of the pipe is not important and it will
Rebuilding South AfricaThe
collapse that is slowly but surely
eating away at South African infra-structure is not a unique problem, it is happen-
ing all over the world. Technologies to fight the collapse of water resources, pipelines and water processing plants are rapidly coming to the fore, often adapted from other indus-tries to be applied to new fields to prevent total destruction
before it is too late.
There isn’t near enough manpower to address the issue
Allistair Balutto of the Rare Group

�� THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010
continue to simply corrode away. The CIPP process is similar, but mainly for larger diameter pipe and consists of a process whereby a ‘sock’ of special materials is pulled through the pipe, followed either by hot water or steam to cure the epoxies in the sock, forming a new liner.”
SkillsThe skills shortage in both engineering and man-agement is a major contributor to infrastructure collapse and to address this issue Rare is not only intimately involved in training, but has technology to overcome the shortcomings. “Remote monitoring of pumps and remote control of valves are some of the technologies we utilise to address the short-age of engineering skills,” says Allistair. “Through Tasonline, for instance, one engineer can monitor several pumps scattered all over the country at the
PIPES, PUMPS & VALVES
The CIPP process
The Aqualiner material
It seems to be the answer everyone is looking for right now
same time from his office.”
Allistair is passionate about training and strongly supports an organisation called ZETA. “We support ZETA because they have the same approach as as in terms of looking at the industry broadly and train-ing people in all the aspects around infrastructure maintenance,” he says.
“Apart from teaching all the technical aspects around pipes, pumps and valves, they also spend a large percentage of the training time around managing the assets from a lifecycle perspective in order to get optimum performance from a capital investment. They are so up-to-date as far as the latest tech-nologies are concerned that even our experienced engineers attend courses there to catch up on the latest available technologies.”
Allistair Balutto, Rare Group, Tel: (011) 906-8000, Email: [email protected]
The Swagelining process

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 ��
PIPES, PUMPS & VALVES
The worldwide market volume of construc-tion work, machines, plants and services in the water and wastewater sector is estimated at being between US$460 to
US$480-billion.
Valves for controlValve manufacturers are involved at several stages within the water supply system: at the extraction point, water treatment, transport and supply. The gradual depletion of water resources means that water catchment is becoming increasingly more and more important. Seawater desalination plants are one hope for the future as they offer an inexhaustible potential. The oceans have immense water reserves. According to the Royal Academy of Engineering, desalination will play a major role in the future. The reverse osmosis process – a common process in such plants – uses high pressures and therefore needs high pressure valves, pumps and piping.
In view of the rapidly increasing importance of such plants, valve manufactures are pressing ahead with the development of their products. A vital process, as salt induced corrosion is a technological problem of large proportions.
In San Francisco, it is planned to build a reverse-
A Case for the Valve Industry
According to the United Nations Environment Programme, the annual worldwide investment in water developments totals US$80 billion. A doubling of
the sum will be necessary in the foreseeable future to improve both the supply of water and the disposal of wastewater.
osmosis desalination plant costing US$105 million in Marin County. The plant is designed to convert seawater into drinking water. It will be the first development of its kind in San Francisco and is expected to go into operation in 2014.
Little rain in SpainEven Spain is committing itself to seawater de-salination as the water supply situation on the Iberian Peninsula is already becoming dramatic. Flowserve Corp has received orders to equip new plants. The combined value of the orders totals over Î2.2 million.
A new plant, the biggest of its kind on the conti-nent, is being planned for Australia as the country’s southern and eastern regions are threatened with drought. Thiess, an Australian company, and its joint venture partners will construct a desalination plant, for which an investment volume of Î2.1 billion has been earmarked, for the Government of the State of Victoria.
Once building work has been completed towards the end of 2011, the plant will supply 150 billion litres of drinking water annually to Melbourne and the region’s other towns and cities. The develop-ment also includes the operation of an 86 kilometre long pipeline connecting the plant to Melbourne’s water network.
Desalination energy intensiveAround half the seawater desali-nation plants are located in Arab countries according to the University of Bochum, Germany. The reason is obvious. Desalination plants are en-ergy intensive. This does not present a problem to rich states with large oil reserves.
The signs of the times have already been recognised by Fujairah, one of seven emirates that have made up the United Arab Emirates since 1971. In order to meet the increasing demand for energy and water, the Emirate has built a combined power station and seawater desalination plant in Qidfa. The hybrid plant produces electricity and drinking water simultaneously. The whole complex produces 656 MW and 455 million litres of drink-ing water per day.
Seawater desalination plants are one hope for the future as they offer an inexhaustible potential
Increasingly, water will have to be piped long distances to feed water-starved populations

�6 THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010
New pipelines will increase the Fujairah plant’s daily capacity from 455 million litres to 1 045 litres/day. To do this, two parallel 180 kilometre long pipelines with a diameter of 1 600 millimetres and a further single 130 kilometre pipeline with the same diameter are being constructed. The pipelines, which will secure the water supply in one of the world’s hottest regions, will be ready for use during 2010.
In Turkey, the country’s government has backed a mammoth development to provide the Turkish people with an adequate source of water. A 128 kilometre long pipeline now runs from a drinking water reservoir located to the south of the capital city on the River
Kizilirmak near Kesikköprü all the way to the north of Ankara. When fully operating, 9,000 litres of drinking water per second will be pumped to Ankara.
Almost 2 500 butterfly valves, needle valves, ball valves, air valves and diverse other valves were ordered by the Ankara development.
Valves let in touristsValves are also become increasingly more important for tourist projects in regions where water is a scarce commodity. The US$1-billion Ayla Oasis development in south Jordan will include an artificial lagoon which will add 17 kilometres to the seafront near Aqaba. Scheduled to be completed by 2017, this gigantic project will be supplied with EPC coated non-return and butterfly valves, bronze bushings and shafts as well as duplex stainless steel seat rings. Demands on material and technology are high in salty sea water.
Valve manufacturers will, however, continue to focus on the supply of water to needy countries. They will therefore make a vital contribution to providing the world’s population with water.
Petra Hartmann-Bresgen, Email: [email protected]
A new plant, the biggest of its kind on the continent, is being planned for Australia
PIPES, PUMPS & VALVES
Valves are an essential part of water pipelines
INNOVATION IN FULL FLOW
JOHANNESBURG:Tel: 0861 WMB GAU (0861 962 428)Fax: (011) 794-1250DURBAN:Tel: 0861 WMB KZN (0861 962 596) Fax: 0866 011 771 E-mail: [email protected]: www.watson-marlow.com
OUR PERISTALTIC PUMPSWatson-Marlow Bredel produces awider range of peristaltic pumpswhich meets virtually any capacityand controlled requirement usingoptions of fixed or variable speed,digital, analogue or manual control,and single or multi-channel flows.
No other pump has thecontrolability of the peristaltic –with flow rates from microlitres aminute to tens of thousands of litres an hour.
Three IP66-rated cased drive peristaltic pumps – the 520Bp, 620Bp and720Bp – offer certified Profibus DP networking.
OUR HEAVY DUTY INDUSTRIALHOSE PUMP• World’s first industrial hose pump• Robust and extremely reliable• Simple to use• Capacities up to 80m3 per hour• Operating pressure up to 16 bar• Low whole life cost
One of the mostinfluential inventions ofthe industrial revolutionwas George Stephenson’ssteam locomotive.
In 1974, the invention ofthe hose pump by Bredelhad a similar impact onthe process industries,providing reliable, costeffective fluid handling.
Another boost forprocess industries hasbeen Bredel’s patentedpump element which hasgreatly extended thelifespan of the reinforcedpump element.
Is it any surprise thatthere are more Bredelhose pumps in operationthan any other industrialperistaltic pump?
Some inventions really set thingsin motion . . .
BREDEL - INVENTING FOR YOU.
Watson-Marlow \ Bredel \ Alitea \ Flexicon \ MasoSinegroup2media

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 ��
R 23 and R 508B are both Group A1 refriger-ants (non-flammable and non-toxic) and although R 508B (an azeotrope of R 23 and R 116) is slightly more efficient, R 23 was chosen due to it being more widely available.
Pressure problemThe advantage of all these refrigerants is that even at -90°C, the pressures are above or only slightly below atmospheric. The downside of this is that at normal ambient temperatures, the pressures are very high. R 23 and R508B have a pressure of about 4000 kPa at room temperature. To design relatively large systems to be able to withstand these pressures due to the plant being inoperative, due to shutdown or power outage, would be very expensive. The other choices would be to:
Let the refrigerant disperse to atmosphere via the relief valves – an expensive option with R 23 costing R 290 per kg.
Incorporate a small engine driven refrigera-
•
•
Process Cooling Reaches Even Lower Temperatures
HEATING & COOLING
Refrigerant Boiling Point at Atmospheric Pressure
R 23 -82.2 °C
R 508B -88.5°C
Ethane (R170) -88.8°C
Ethylene (R1150) -104°C
Fig1: Labyrinth compressor (courtesy Burckhardt/Sulzer)
A recent export project was for two identical plants to cool a silicone oil secondary refrigerant to -83°C. The refrigeration capacity was 16
kW.
Using normal refrigerants, even with two-stage compression, the minimum temperatures are in the region of -60°C us-
ing R 404A or R 507 with reciprocating compressors. This is due to the low suc-tion pressures and the pressure losses in the suction valves. Slightly lower temperatures can be obtained if screw compressors are used.
For temperatures lower than -60°C, cas-cade refrigeration systems can be used, where one refrigerant working at a relatively high temperature condenses a second refrigerant working at a low temperature. In the case of these plants, R 404A was used as the high temperature refrigerant condensing at 40°C and evaporating at -35°C. The low temperature refrigerant chosen was R 23, condensing at -30°C and evaporating at -87°C.
GEA Process Cooling is a division of GEA Refrigeration concerned with special refrigeration applications.
Limited choiceThe choice of refrigerants for low temperature systems is limited. The four usual ones are:
The latter two being Group A3 refrigerants are flammable and are rarely used outside refineries or similar places where generally the whole area is classified as being hazardous and the additional cost of special electrical components has to be spent anyway.
The downside of this is that at normal ambient temperatures, the pressures are very high

�8 THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010
Diagram of cascade system
tion system to keep the R 23 at a lower temperature and therefore pressure – an expensive and complex solution.
Fit a fade-out vessel that has sufficient volume to absorb the entire refrigerant charge as vapour at a reasonable pressure, say 1800 kPa.
The fade-out vessel was the chosen solu-tion.
An advantage was that the customer speci-fied the use of oil-free compressors. This allowed the flooded evaporators to be used. If normal lubricated compressors were applied where some oil always leaves the compressor and goes into the system, then direct expansion would be preferred as it is easier to reclaim the oil.
Two typesFig 1 shows a section through a Burckhardt oil-free compressor. For industrial sizes there are basically two types of oil-free reciprocat-ing compressors, those using self lubricat-ing piston rings and those using labyrinth pistons. This project used the latter design. The piston is held concentrically within the cylinder by the cross head and bearings and the grooves in the piston create turbulence that reduces the leakage rate.
Obviously at these low temperatures, special materials must be selected. The packages were fabricated by sister company GEA Grasso (Africa) (Pty) Ltd using components from their large range of products such as
pressure vessels, high-pressure float regulators, isolating valves and heat exchangers.
Pre-delivery performance testingAs the complete plant was to be exported, the scope of supply included performance testing at GEA’s works. This included tem-porary installation of a water cooling tower for connection to the R 404A condenser and providing a false load for the R 23 evaporator. This false load was achieved by fitting a 20 kW electric heater bank into the silicone oil buffer tank. By varying the power to the heaters via a solid-state relay (thyristor) until the applied heat balanced with the refrigeration capacity, the actual capacity of the system could be measured.
GEA Process Cooling can supply gas liq-uefaction plants, liquid transfer systems, large capacity chillers as well as gas compressors.
Hannes Steyn, GEA Refrigeration, GEA Grasso (Africa), Tel: (021) 555-9153, Fax: (021) 551-4035, Email: [email protected], Website: www.grasso.co.za
•
Fit a fade-out vessel that has sufficient volume to absorb the entire refrigerant charge
Photograph of one unit in our works prior to dispatch. The insulation is stainless steel clad but the protective coating is still in situ for shipping. The fadeout vessel can be seen in the background. The units had to be built to fit into ISO containers
HEATING & COOLING

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 ��
Ayanda Boltina, project engineer at Booyco Engineering, says that the selected loco-motive has a generous supply of 74 V DC power and a limited 24 V DC power
supply available from the auxiliary generator and voltage converter respectively from which the heater can draw power. “The traditional heating method in locomotives incorporates the use of a fan and typically 5 mm diameter rod heater elements, made from resistive (INCOLOY) alloy, which are coiled and placed into the air path.
Alternative heating “Due to the high air bypass rate in this applica-tion, the application-dependent heater efficiency of this method is between 70-80%. We researched alternativefootwell cab heating technologies for the application and PTC (Positive Temperature Coef-ficient) heater elements were selected,” Ayanda explains.
Special Heater for Class 40 Locos
A PTC heater has been custom designed and manufactured for the Class 40 locomotive which was, at that stage, being refurbished.
A 24 V DC brushless EC (Electrically Commutated) centrifugal fan was used for the heater, which resulted in the heater unit’s in-rush current being virtually the same as the running current.
High heating efficiencyThe large finned heat exchange surface area of the PTC heater results in high heating efficiency (96 – 98%), effectively saving electricity consumption and increasing product life. In addition, the PTC heater offers very low air resistance, a long service life, with no electrical noise and a fast thermal response time with low inrush current. The heater bank does not burn or ignite when in contact with paper, matches or clothes, further enhancing the safety of the heater.
“The PTC heating component is installed with an internal safety protection device so that when it is used abnormally, current will automatically be reduced to maintain safety. This means that there is now no need for a cycling thermostat,” Ayanda adds.
Extensive testing“The PTC heater elements are installed with a
double insulation heating device, which is suitable for installation in high humid-ity, without causing electricity leakage when it comes into contact with metal,” she adds.
Prior to actual installation, these heater units were manufactured, assembled, tested (capacity and vibration/shock) and commissioned on a locomotive.
Jeremy Pougnet, Booyco Engineering (Pty) Ltd, Tel: (011) 974-8640, Website: www.booyco.co.za
A 3D model of the PTC heater
We researched alternative heating technologies for the application and PTC (Positive Temperature Coefficient) heater elements were selected
HEATING & COOLING
www.engineerplacements.com
Engineer Placements

�0 THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010
Market ForumSpherical roller bearingsBMG’s range of high performance, energy-efficient NSK HPS spherical roller bearings has a running life nearly double that of conventional bearings of the same size.
Other advantages of the HPS range include reduced maintenance costs, energy savings and downsizing in product design. The maximum limiting running speed of these spherical roller bearings has also improved by 20%.
“During rotation of conventional spherical roller bearings, slip between the raceway and roller causes fatigue, which eventually leads to flaking. To counter this, NSK has developed a special treatment on the surface of the outer ring that improves traction of rollers and controls the rotational speed of these rollers,” says Lionel Burden of BMG’s bearings division. “This advanced technology, which has extended the service life of these bearings by up to twice that of conventional spherical roller bearings, also increases the bearing dynamic load rating by about 25%.”
NSK also applies a special nitriding treatment on the surface of the cage which forms a finer, harder and more uniform surface than on conventional bearings. This surface treat-ment increases strength and minimises heat and friction. Maximum limiting speed is significantly increased and cage wear in harsh operational applications is reduced.
Robust HPS spherical roller bearings have bore sizes from 40mm to 130mm. These bearings offer extended service life, reduced maintenance and enhanced performance in heavy duty applications.
Lionel Burden, BMG’s Bearings Division, Tel: (031) 576 6200, Fax: (031) 576-6581, Email: [email protected], Web: www.bmgworld.net
Sintered refractoriesRefractory castables and pre-shaped refractory components predominantly find uses in the primary metal refining, heat treatment, ceramic, chemical and petro-chemical indus-tries.
For these applications, where the cost of process-shutdown is higher than the supposed savings brought about by using conventional, low-cost castables and pre-shaped components, CERadvance has developed a range of sintered refractories, combining high-temperature mechanical strength with excel-lent thermal shock properties. Line-Ox sintered refractories are produced with pure Alumina and sintered at temperatures of at least as high as the application temperature, thereby producing a stable product with a longer life expectancy than would be expected from conventional castable materials
under similar circumstances.
“Conventional castable and pre-shaped components fre-quently use chemical binder systems that work well for shaping purposes and at lower application temperatures” explains Martin Beyers, MD of CERadvance, “but very often these binder systems are also the Achilles heel of the com-ponent at higher temperatures when further heat work and material shrinkage combined with the formation of eutectic melt-down can actually cause pre-mature refractory failure. Line-ox refractories are different in that they are stable at the

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 �1
Market Forumapplication temperatures for longer, and have no chemical binder systems that can cause the weakening of the structure due to constant exposure to high temperatures and corrosive environments.
CERadvance also partners with its customers to develop new, innovative products.
Martin Beyers, Tel: (011) 397-8933, Email: [email protected]
Compressed air dryers A new range of refrigeration air dryers has been released in South Africa that is fitted with a plate to plate stainless steel brazed heat exchanger that will resist almost any form of internal corrosion attack. All the heat exchanger is manufactured and complies to the CSA hydrostatic CAGI ADF 100 test
The majority of air dryers are fitted with aluminum heat ex-changers these can be prone to corrosion attack, dependent on the operational environment. Saturated compressed air is passed through an Air to Air and Air to Freon heat exchang-ers. These reduce the compressed air temperature to 3°C using cold eco friendly R407 Freon. Constant dew point is obtained by the use of a simple gas regulator.
At 3º oil and water vapors condense from a gas into liquid, these liquids can be drained from the dryer to a waste handling plant by a timed automatic drain or an intelligent capacitance type condensate drain. Capacitance drains do not waste expensive compressed air they only exhaust liquids, & prevent expensive compressed air wastage and will pay for themselves within a year.
Distribution and technical support is provided by Artic Dryers International the sole Southern African distributor for SPX Dehydration (formally Jemaco Flair)
Allen Cockfield, Artic Driers International, Tel: (011) 425-3484, Fax: (011) 425-2462, Email: [email protected], Website: www.articdriers.co.za
First curtain coaterVoith Paper has won the first order for a curtain coater used for graphic paper coating in a board machine from a renowned producer of high-quality carton board grades.
This innovative process is thus used for the first time for coat applications beyond the field of specialty papers where the curtain coater has been successfully used for years to apply thermo-reactive or capsule coatings.
The predominant fea-tures of the process are perfect coverage and excellent printability and optimal runnability and significant energy saving.
In this rebuild project, the existing air knife coater is replaced with a curtain coater, thus allowing to overcome the current speed limit and to substantially increase the coating solids content. In this case, the coat drying energy costs will almost be halved.
Curtain coating ensures optimal coverage, per-mitting the use of more cost-effective coating pigments.
Voith Turbo, Anthony Jo-seph, Email: [email protected], Tel: (011) 418-4000, Roy Web-ster, Tel: (011) 418-4036, Email: [email protected], www.voith.com

�2 THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010
Market ForumVariable pump speedsThe new generation Hydrovar variable speed drive available from ITT Water & Wastewater is a pump or wall-mounted variable speed, microprocessor-based system controller which matches pump performance to a range of hot and cold water applications. Essentially, a drive unit with a full range of electrical controls and protection built into the design, the Hydrovar does much more than just change motor speed.
This innovative system, which was the world’s first pump mounted micro-pro-cessor system controller, manages pump performance to match a wide range of system conditions, allow-ing energy savings of up to 70% in some applications. The Hydrovar will change motor speed, manage constant pressure or
constant flow and vary pressure and flow to compensate for any system losses.
Varying the speed of pumps ensures maximum efficiency and when demand is low pumps not required
can be automatically switched off. This can contribute to substantial Life
Cycle Cost (LCC) savings, with considerably lower running costs and broader energy ef-ficiencies.
Other advantages include a ‘soft start’ eliminating ad-ditional load to the pumps during starting, improved software structure and illuminated display for
easy handling and pro-gramming.
Lanelle Wheeler, ITT Water & Wastewater, Tel: (011) 966-9300,
www.flygt.co.za

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 ��
New oil-free compressor rangeHigh quality oil free air is combined with low operating costs in Atlas Copco’s range of ZR/ZT 15-750 and ZR/ZT 37 - 900 VSD air compressors.
The simple modular construction and service friendly design of the ZR/ZT ranges extended service intervals, keeps maintenance interventions to a minimum and increases compressor availability for maximum plant operation.
The ZT/ZR compressors are designed as fully integrated, compact packages with drive motor, coolers, moisture drains and filtration along with a controller for optimum efficiency and reliable performance even in the toughest environments in temperatures of up to 50 degrees C. The full feature versions include integration of a choice of drying technologies to ensure compliance with customers’ air quality requirements even in small operating areas.
Atlas Copco South Africa Pty Ltd, Tel: (011) 821-9000, Fax: (011) 821-9106, www.atlascopco.com www.atlascopco.co.za
Market Forum
Process automation solutionFesto Process Automation recently supplied a complete pro-cess automation solution to the newly constructed Kleinbrak River water treatment works, located in the Mossel Bay Municipality in the Western Cape. The 15 mega litre per day capacity upgrade of the plant was completed in December 2009.
Festo was contracted by the project’s main mechanical contractor, Eigenbau, and was the main sub-supplier for the raw water flow control and filter automation and control equipment. The scope of work of the project included the design, supply, installation, testing and commissioning of new raw water flow control and filter plant automation equipment.
The solution included equipment for most of the plant, including raw water inlet. The raw water inlet features modulating flow control and is accurately controlled via the new DFPI modulating linear actua-tor. The DFPI is a completely enclosed pneumatic cylinder featuring an integral positioner and 4-20mA input.
This pneumatic control system was selected over an electrically operated
Kleinbrak River water treatment works: Sluice gate actuators, featuring filter inlets and backwash outlets for all six filters, DLP linear actuators
system as it presented significant cost savings. In addi-tion, Festo lent its expertise and experience in the process automation industry to deliver the most efficient solution to the project.
Joanne Dexter, Festo (Pty) Ltd, Tel: (011) 971-5560, Fax: (011) 974-4203, Email: [email protected]

�� THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010
Market Forum
Fine bubble diffuser aerationGlobal aeration system specialist, ABS, supplies an envi-ronmentally friendly waste water treatment solution, Fine Bubble Diffuser Aeration (FBDA) that delivers substantially reduced energy consumption for the mining, industry and waste water treatment plants. Environmentally sympathetic ABS is present in over 100 countries and uses 140 years
of knowledge, fieldwork and continuous R&D to engineer, develop, manufacture and supply class leading eco-friendly purification systems for mining, municipal and other general indus-trial applications.
“Precious water sources are rapidly depleting across the globe and responsible without respon-sible management, this life giving commodity will be destroyed,” says ABS General Manager, Hennie Basson. He adds that skillful, careful water purification management in a ‘water poor’ country like South Africa is paramount to maintain water supply. In addition, ABS perceives a major shift in thinking by end users. The continuing steep upward trend in energy costs leaves end users with no alternative but to investigate energy efficient solutions for maximum savings. FBDA is accepted as the norm for water purification in Europe and South Africa is also moving in this direction.
ABS Wastewater Technology (Pty) Ltd, Hennie Basson, Tel: (011) 397-1612, Fax: (011) 397-1795, Email: [email protected]
New mobile bowserArlona Engineering has recently completed the design and fabrication of a new mobile bowser for Transnet, which is used at the Port of Durban’s Pier 2 container terminal.
“The expansion of Pier 2 at the Durban Harbour has seen the number of straddle carriers increasing to 100, with the introduction soon of another 120 machines. Transnet needed to introduce an efficient new system to provide fuel to the large fleet of straddle carriers and gantry cranes operating
Arlona Engineering has recently completed the design and fab-rication of a new mobile bowser for Transnet, which is used at the Port of Durban’s Pier 2 container terminal. Arlona was also responsible for the upgrade of two existing mobile bowsers that could no longer cope with increased fuelling demands at the Durban Container Terminal

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 ��
Market Forum
Exploded view of the Minerals Type AH showing latest technology metal Hi-Seal expeller and wear fundamental hydraulics
Customised materials optimise wear life“The high degree of interchangeability within the pump hydraulic wet end components of the Minerals AH slurry pump range sets it apart from other units,” John Otten, divisional product development manager at Weir Minerals, says. He says the pump’s materials of construction can be selected to suit different slurry properties without sacrificing
on performance, reliability or wear life.
Weir Minerals Africa’s double casing principle is a major advantage to end users. “The inner casing, or liner, is manufactured in the optimum material for a specific application, while the tough SG iron outer casing lends the necessary mechanical strength. The result is uncompromising maximum life for the wear components.”
John says that the company has been working on a number of design improvements which will benefit many existing customers by reducing operating costs. “The aim is to improve performance by using the SG iron outer casings and only change inner components without impacting on the infrastructure of existing pump installations. Customers can order retrofit kits, as part of scheduled maintenance or replacement programmes, and this mitigates against needing to make radical changes to the existing pump design.”
Rene Calitz, Weir Minerals Africa (Pty) Ltd, Tel: (011) 929-2622, www.weirminerals.com
in the stack area,” says Steve Christy, managing director of Arlona Engineering. “Durban Container Terminal (DCT) which is the largest container terminal in the southern hemisphere requires efficient fuelling methods to optimise productivity and ensure safety.
“Arlona Engineering was awarded the contract to design and manufacture a new mobile tanker bowser to service these machines on site. Arlona was also responsible for the upgrade of two existing mobile bowsers operating in the terminal which were in poor condition and could no longer cope with increased fuelling demands.
“The successful design of this innovative fuelling equipment, which involved close team work and impeccable manufactur-ing standards, is likely to be introduced at other ports and terminals in Africa.”
Steve Christy, Arlona Engineering (Pty) Limited, Tel: (031) 205-5991, Fax: (031) 205-9835, Email: [email protected], Web: www.arlona.co.za
The bottles are passed onto the belt in a cycle of seconds
The strongest link in the chainRexroth, represented locally by Tectra Automation, has been working closely with Ardagh Glass, a glassworks located in Germany, in an effort to optimise tooth chain conveyors for glass production. Rexroth chain conveyors have been precision engineered to ensure that they provide smooth conveyance of glass with a minimum of wear and a smooth chain elongation under the extreme conditions present in the glass industry.
In hollow glass production, it is impossible to prevent wear and elongation of teeth chain trunnions, because of the high temperatures involved in the manufacturing process. “The challenge is to produce conveyor chains that demonstrate an absolute minimum amount of deviation in spacing and exhibit smooth elongation characteristics, for the production
of glass,” explains Kachelmaier.
Rexroth has solved the challenge of smooth elongation by utilising a two-part cradle joint, featuring a hardened cradle and trunnion, into its design. The joint demonstrates lower friction characteristics when compared to transitional one trunnion systems. By reducing friction, wear is minimised and the tooth chain retains smooth operation.
Erika Bennion, Pneumatics, Tectra Automation (Pty) Ltd Tel: (011) 971 9400, Fax: (011) 971 9440, Email: [email protected]

�6 THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010
Index to Advertisers
AST Outside Front Cover, Inside Front Cover
Bearings International 23
CERAdvance 42
Chorus Call 44
Engen 32
Engineer Placements 18,39
Europair 13
iSyncSolutions 8
Multi Alloys 10
Munters 4
Polysius Inside Back Cover
Qfinsoft 14,15
Ritz 29
SKF 18
Voith 28
Watson Marlow 36
Weir Minerals Outside Back Cover
Yellotec 20,24
Please fax us if you wish to subscribe to “SA Mechanical En-gineer” at R400,00 (incl postage and VAT) per year; R945,00 per year for Africa/Overseas. We will post you an invoice on receipt of your fax.
PROMECH PUBLISHING Fax No: (011) 781-1403
From:......................................................................................
(insert your name)
Title: ......................................................................................
Company: ..............................................................................
Address: ...............................................................................
...............................................................................................
...................................................................Code: ..................
Telephone: ( ) ....................................................................
Fax: ( ) ................................................................................
Email:.....................................................................................
Subscription
On the MoveRingroller has appointed Phil-lip Jacobs as strategic mar-keting manager, while Banie Ra-bie has been appointed as sales manager responsible for domestic sales.Phillip Jacobs Banie Rabie
Fighting fires in four wheel driveMercedes-Benz Commercial Vehicles celebrates Unimog’s Southern African re-introduction with the sale of a U4000 unit to the City of Windhoek’s Fire Department.
Namibia’s M + Z Motors Commercial Vehicles dealership based in Windhoek last sold a Unimog U120 way back in 1983 to the Namibia Water Corporation Ltd., marking this, their latest sale, as a watershed moment in the history of this one-of-kind all-terrain workhorse.
Making the decision to buy a new Unimog was an easy one for the City of Windhoek, as the U120 bought in 1983 is still regularly called to action. After the U4000 chassis-cab arrived from Germany, the super structure was custom-built locally, over a six-month period, with a focus on the vehicle being perfectly tailored for home soil conditions and chal-lenges.
DaimlerChrysler South Africa, Shirle Greig, Tel: (012) 677-1904, Fax: (012) 677-1682, Email: [email protected]
Market Forum 2010
PolysiusA division of ThyssenKrupp Engineering (Pty) Ltd71 Nanyuki Road, Sunninghill 2191 / Republic of South AfricaTel: +27 (0) 11 236-1218. Fax: +27 (0) 11 236-1301e-mail: [email protected]
Ball mill - 1906
Combiflex
Cerro Verde - Peru Northam - South Africa Catoca - Angola
Skorpion Zinc - Namibia
Visit us at Electra Mining
Hall 6, Stand J3 4 - 8 Oct 2010
Polysius has, for 150 years, led the minerals and cement industry with innovative AG, SAG,Ball mill and Scrubber designs. Industry globally benefit from the state-of-the-art machineswhich incorporate
•Full fabricated shell including endwalls and girthgear•Slide shoe bearing shell support•Combiflex and gearless drives
Polysius Service Centre Johannesburg South AfricaOxiana - Australia
Polysius Mills - Mines ahead 150 years of leading design technology

THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010 ��
2010
PolysiusA division of ThyssenKrupp Engineering (Pty) Ltd71 Nanyuki Road, Sunninghill 2191 / Republic of South AfricaTel: +27 (0) 11 236-1218. Fax: +27 (0) 11 236-1301e-mail: [email protected]
Ball mill - 1906
Combiflex
Cerro Verde - Peru Northam - South Africa Catoca - Angola
Skorpion Zinc - Namibia
Visit us at Electra Mining
Hall 6, Stand J3 4 - 8 Oct 2010
Polysius has, for 150 years, led the minerals and cement industry with innovative AG, SAG,Ball mill and Scrubber designs. Industry globally benefit from the state-of-the-art machineswhich incorporate
•Full fabricated shell including endwalls and girthgear•Slide shoe bearing shell support•Combiflex and gearless drives
Polysius Service Centre Johannesburg South AfricaOxiana - Australia
Polysius Mills - Mines ahead 150 years of leading design technology

�8 THE SOUTH AFRICAN MECHANICAL ENGINEER VOL 60 April 2010
ExcellentMinerals Solutions
Optimise operations and minimise downtime with the Weir Minerals Mill Circuit Solution
What goes in must go out. Swift. Steady. No bottlenecks. The Weir Mill Circuit Solution - the most durable equipment for your most critical processes - delivers longevity, capacity and operating efficiency. At a lower TCO, Weir’s superior hydraulic design and the combination of five performance leading brands ensures constant plant throughput. Because we know it’s more than just your asset on the line.
For further information, please contact us on: +27 (0)11 929 2600
WARMAN®ENVIROTECH® VULCO® CAVEX® ISOGATE®
THROIS YOUR
DECREASING?U PG UH T