Embed Size (px)
Citation preview

-.. ~......., ... " 0
www.polymer-age.co.uk ~@ ~ [?@
for moulding so the time and money sappingeffects of trial and error may have been lessobvious. But the imperatives are just thesame. New products must come to marketquickly, margins are being squeezed, offshorecompetition looms. It is time for black artsand experimentation to give way to scienceand rational design, the goal being to get theproduct as nearly right as possible first time. Allin all, a suitable case for simulation.
Compuplast's Virtual Extrusion Laboratoryis a suite of software modules - CAE tools
- for designing and optimising virtually allextrusion processes. It is the result of manyyears of development and industrial use, andis effectively in its fourth generation.
The code had its origins inacademic work at McMaster
University in Ontario and waseventually commercialised asDOS programs in the early '90sby Polydynamics. The third generation came when CompuplastInternational, one of the firstprivate enterprises to be set up inthe Czech Republic, completelyre-engineered the programs forMicrosoft Windows. Now users 20 sections define a profile die.
had pictures as well as numbers to work with. They have to be immediately accessibleSuddenly it was much easierto understand and - and immediately useful - to any normally.use the results; the essential step in turning a computer-literate extrusion engineer. That isniche specialism into an industrial tool. why the software functions in VEL have been
Later in the '90s Compuplast and Poly- packaged into modules that are specific todynamics agreed to go their separate ways. extrusion processes.Since then Compuplast, led by Dr Jii'f (George) There are modules for sheet, blown film, castVlcek, has been solely responsible for the film, coating, profile, pipe, cable coating, extru-content, look and feel, marketing and support sion blow moulding, rubber and thermoplasticof the software. George Vlcek by the way, was elastomers, and medical applications. Eachinstrumental in creating those early DOSver- module contains all the capabilities neededsions while a research assistant at McMaster. to deal with the process and there is a good
Compuplast marketed the third generation deal of code and functionality that is sharedWindows programs as its Flow 2000 suite between them. The point is that the user doesand the principles proven there remain not have to worry about making the right
the foundation of selection from an array of simulation tools. Theits successor, the right ones for the particular process are laidVirtual Extrusion out and ready for use within a user interfaceLaboratory. There focused on that process.have been refine- The first thing you see on running Virtualments and addi- Extrusion Laboratory is a graphical menu oftions of course, these process modules. BecauseVELis modularbut what makes software, you don't have to buy them all.ThoseVEL a fourth gen- you have not licensed will still be present in"theeration product menu but greyed out. A click on anyone takesis the focus on you to the chosen process module.extrusion solu- Let's take profile extrusion. This moduletions rather than can be used to design and optimise virtuallyprogram features. any extruded profile, including co-extrudedIf they are going types. The software can optimise the die forto be used to the maximum output, estimate extruder perform-full in industry, ance, and optimise the calibration and coolingcomputer sim- systems. In optimising the design, the programulations can't be takes into account problems like extrudatethe preserve of swell, melt fracture and flow balancing througha few initiates. the die.
It is some years since we last looked at Compuplast's suite of software
for extrusion modelling. Clive Maier finds that a lot has changed.
Screwing down extrusionD NJECTIONmoulding may get most of theattention but it is extrusion that shifts
the most material - and by a long way. Thevery nature of the process - continuous, notbatch - lends itself to bulk output. All told,extrusion accounts for almost 60 per cent ofplastics consumption. The bulk of that is filmand sheet. Injection moulding limps in withabout 25 per cent, ahead of blow mouldingand thermoforming. And when you rememberthat much of blow moulding uses extrudedparisons, and thermoforming is conducted onextruded sheets,extrusion turns out to be evenmore influential.
The big markets for plastics are packagingand construction, and extrusion accounts forthe major share of these in the form of film,sheet, pipe and profile. Once again, star qualityintervenes to cloud our perceptions. We heara great deal about automotive markets forplastics but the actual volume is about thesame asthe share for agricultural and horticultural applications - and almost all of those areextruded too.
So extrusion is important. It is also sophisticated. Many packaging films are complexmulti-layer co-extrusions. Some profiles suchasweather sealsare co-extrusions too. Products
like window profiles have to be precise insize and shape to do the job. Cable coatingeffectively involves inserts. And gauge is soimportant. When you are producing film involume, small variations in gauge make thedifference between profit and loss.
Crucial to all this is the matter of die designand what goes on upstream in the extruder.The single-screw extruder was probably thefirst component of plastics processing to bemodelled mathematically, but die design hasbeen just as much a black art for extruders asmoulds were for injection moulders. Becauseextrusion is essentially a bulk process, the ratioof tooling to product is much lower than it isThe module menu.
The essentials
S7he Virtual Extrusion Laboratory is a suiteU of modular process-oriented computersimulation tools for designing and optimisingvirtually any extrusion process or single-screwextruder. The object is to replace trial and errorand best estimate methods by rational designon scientific principles. The justification is thatbeing nearly right first time savesa great dealof time and money, and makes a companymore competitive.
The modules cover sheet, blown film, castfilm, coating, profile, pipe, cable coating, andextrusion blow moulding. Further modulesdeal with the extrusion of rubbers and
thermoplastic elastomers, and with medicalapplications such as multi-lumen tubing. Ageneral 'Extrusion Experts' module covers thewhole gamut and is suitable for researchers,consultants, educators and equipmentmanufacturers.
C~ www.f1emingptc.co.ukFactfinder 146
www.polymer-age.co.uk
to promote or throttle flows until there is anear match between regional proportion offinal area and proportion of throughput. Finetuning to achieve a full balance can then beperformed by means of an iterative procedureon a single feature such as the thickness of agiven region.
So that is a look at profile design and it isrepresentative of the general look and feelof the entire Virtual Extrusion Laboratoryprogram suite. VELcomes complete with helpfiles, examples and tutorials, all in the form ofcompiled WinHelp files.These certainly help tobreak the ice for the new user,especially if youhave a large screen where you can view theseside by side with the program.
WinHelp files are notoriously inconvenientto print, but licensed users do get a hard copymanual of the tutorials. Are these materials
sufficient in themselves to get you off to a flyingstart? I think not. The software is not undulydaunting but a training course isworthwhile fora new user and will get you productive insidetwo days in the estimation of Dr Don Fleming.
Dr Fleming, a long-time VEL user himself,runs Fleming Polymer Testing & Consultancy,the new UK distributor and support serviceprovider for Compuplast International andthe Virtual Extrusion Laboratory software. Thecore business at Fleming Polymer Testing &Consultancy is determining the rheologicalcharacteristics of plastics by capillary rheometry. Thus the company is ideally placed tosupply materials data for VEL,something thatis particularly important where proprietarygrades are concerned. Accurate informationabout elongational viscosity is also crucialfor some aspects of extrusion and Fleming iscurrently working with Compuplast on newways of determining extensional data at lowstrain rates.
A demo disc containing the entire VirtualExtrusion Laboratory suite, complete withhelp files, examples, tutorials and supportingpapers is available from Fleming PolymerTesting & Consultancy.
'G]QJii;
I:::~,~~ - ~~0..0. 0..2 0.4 0.6 0..8 1.0.
rpos<on~ GVelue'~2115.954 ~I 1145.3320 1'.905094-Goo
Lr Screw sections r He~ingsections (. None I
iiI'Extrudel mod~ie ~Results:L~'.;;sJ:;;:
Fie "'olle FoJd Que<)' ••••• Help
r;; HH I~ II Bulk temperature
be expressed by means ofthe exponential, Arrheniusor WLF (Williams-Landel-
;~ Ferry) models. The materials~1II1iE functions are accompanied
by an extrusion calculatorwhere you can make a quickassessment of the practicalperformance of a material bycalculating flow in parallel orconverging tubes and plates,in annular channels, and inthe metering section of asingle-screw extruder.
The geometry part of theproject, of course, describesthe die geometry, startingwith the final desired extru
date shape. We are dealing with 20 sections,so shapes can be defined by entering X andY co-ordinates or nodes in a graphical geometry editor. You can also import geometries instandard DXFCAD format.
Conceptually, as we have seen, it is important to identify thick and thin regions in thefinal shape, where differential flow rates canbe expected. The designer then defines transitional approach sections that seem likely toresult in uniform flow to each region. Later thisinitial concept will be balanced and optimisedin the software.
The next step is to create a finite elementmesh. VEL meshes the 20 sections with trian
gular elements. The rest of the project set uptakes place in a project editing window wherewe define the process by specifying matterssuch as mass flow rate (throughput) and linespeed. When data entry is complete, click onthe 'test' button and the system will verifywhether the project has all the inputs neededfor a solution.
When all is well, a click on the 'solve' but
ton brings up the profile die solver windowwhere you can see the solution taking placeby means of progress bars and a tree-structured journal of solution information. Whenthe solution is complete,the Virtual Extrusion
Laboratory writes theresults into files and
opens up the profiledie results viewer. Here
the display of colourcontoured plots canbe panned, zoomed,rotated and manipulated in all the now
usual ways. The resultssets include velocity,pressure and pressuredrop, shear stressesand shear rates, and
Weissenberg number. Investigating the extruder.
This is a dimension-less number that essentiallyrepresents melt elasticity and is therefore relatedto extrudate swell.
The results on this first pass will show whetherthe criteria for minimising cross flows have beenmet. If there is a large disparity then adjustmentsto the transitional profiles are needed, either
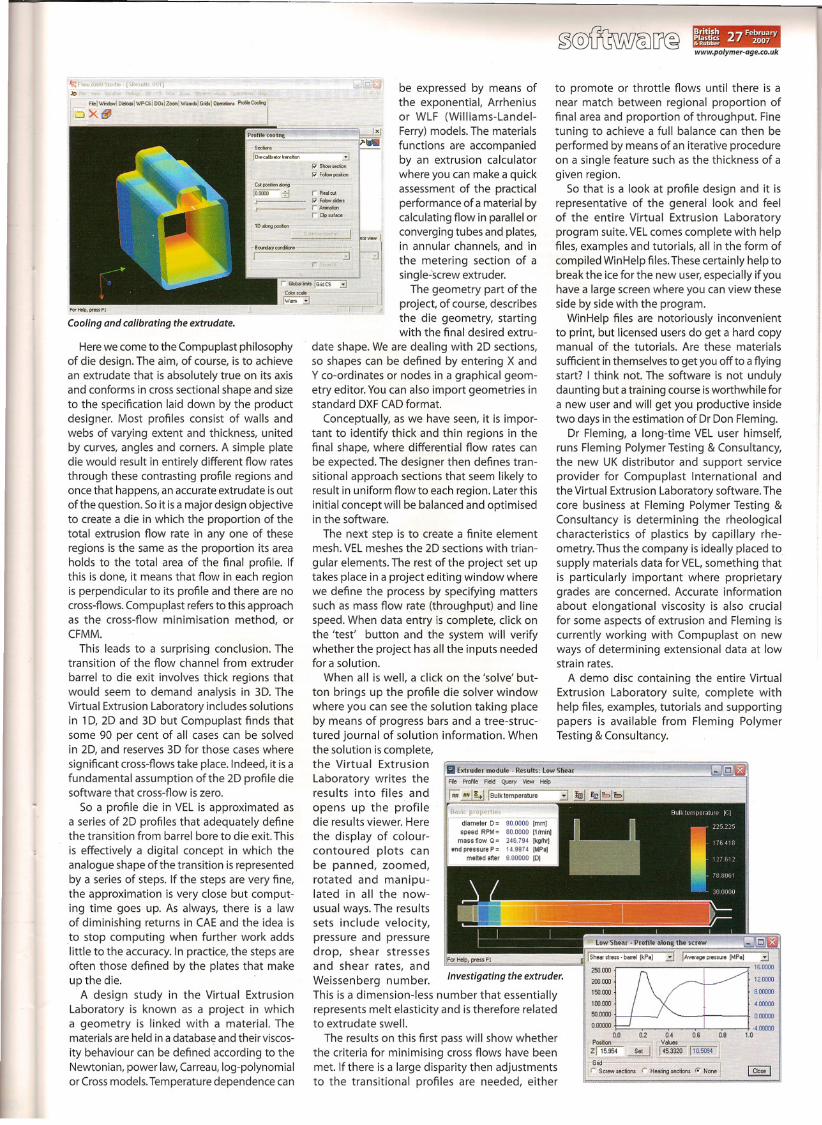
Herewe come to the Compuplast philosophyof die design. The aim, of course, is to achievean extrudate that is absolutely true on its axisand conforms in crosssectional shape and sizeto the specification laid down by the productdesigner. Most profiles consist of walls andwebs of varying extent and thickness, unitedby curves, angles and corners. A simple platedie would result in entirely different flow ratesthrough these contrasting profile regions andonce that happens, an accurate extrudate isoutof the question. Soit is a major design objectiveto create a die in which the proportion of thetotal extrusion flow rate in anyone of theseregions is the same as the proportion its areaholds to the total area of the final profile. Ifthis is done, it means that flow in each regionis perpendicular to its profile and there are nocross-flows.Compuplast refersto this approachas the cross-flow minimisation method, orCFMM.
This leads to a surprising conclusion. Thetransition of the flow channel from extruder
barrel to die exit involves thick regions thatwould seem to demand analysis in 3D. TheVirtual Extrusion Laboratory includes solutionsin 10, 20 and 3D but Compuplast finds thatsome 90 per cent of all cases can be solvedin 20, and reserves 3D for those cases where
significant cross-flows take place. Indeed, it is afundamental assumption ofthe 20 profile diesoftware that cross-flow is zero.
So a profile die in VEL is approximated asa series of 20 profiles that adequately definethe transition from barrel bore to die exit. This
is effectively a digital concept in which theanalogue shape of the transition is representedby a series of steps. If the steps are very fine,the approximation is very close but computing time goes up. As always, there is a lawof diminishing returns in CAE and the idea isto stop computing when further work addslittle to the accuracy. In practice, the steps areoften those defined by the plates that makeup the die.
. A design study in the Virtual ExtrusionLaboratory is known as a project in whicha geometry is linked with a material. Thematerials areheld in a database and their viscos
ity behaviour can be defined according to theNewtonian, power law,Carreau,log-polynomialor Crossmodels. Temperature dependence can
Cooling and calibrating the extrudate.
ForHetJ.pressfl





























