Embed Size (px)
Citation preview

Asphalt Plant Level II – January 2009 Page 1 of 89 Module 10 – Specification Application
Slide 1
January 2009 10 - 1
Module 10
Specification Application
ConstructionTrainingQualification Program
Asphalt Plant
Level 2
Whenever you purchase a product, you have a certain level of expectation. Getting shortchanged means not getting what you expected: - It breaks easily - It does not last as long as you think it should, or -It is a continuing source of costly problems (like a used car) This is where quality control and quality assurance come into play. All manufacturing processes, including HMA, must have a Quality Control (QC) system to measure its ability to produce a consistent product. Florida has developed a CQC specification that uses Contractor QC tests in the acceptance process.
Slide 2
January 2009 10 - 2
What will we cover:
• Definitions• Specifications• How they work
These are the main topic areas for this chapter. This is a long chapter and a significant amount of the exam questions are from the specifications so it is important to pay attention and ask questions.
Asphalt Plant Level II – January 2009 Page 2 of 89 Module 10 – Specification Application
Slide 3
January 2009 10 - 3
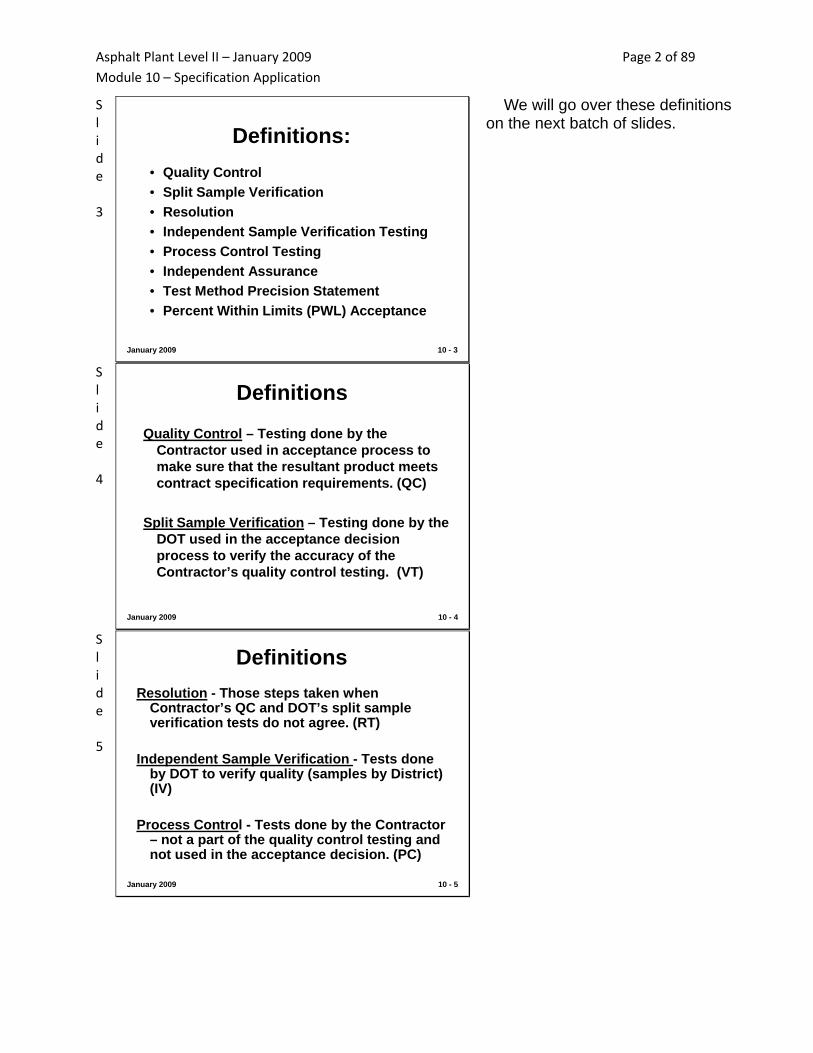
Definitions:• Quality Control• Split Sample Verification• Resolution• Independent Sample Verification Testing• Process Control Testing• Independent Assurance• Test Method Precision Statement • Percent Within Limits (PWL) Acceptance
We will go over these definitions on the next batch of slides.
Slide 4
January 2009 10 - 4
Definitions
Quality Control – Testing done by the Contractor used in acceptance process to make sure that the resultant product meets contract specification requirements. (QC)
Split Sample Verification – Testing done by the DOT used in the acceptance decision process to verify the accuracy of the Contractor’s quality control testing. (VT)
Slide 5
January 2009 10 - 5
DefinitionsResolution - Those steps taken when
Contractor’s QC and DOT’s split sample verification tests do not agree. (RT)
Independent Sample Verification - Tests done by DOT to verify quality (samples by District) (IV)
Process Control - Tests done by the Contractor – not a part of the quality control testing and not used in the acceptance decision. (PC)

Asphalt Plant Level II – January 2009 Page 3 of 89 Module 10 – Specification Application
Slide 6
January 2009 10 - 6
DefinitionsIndependent Assurance - An
independent evaluation of the sampling and testing procedures used in the acceptance program. (Done by District) (IA)
Test Precision Statement - An established variability for a given test procedure to take into account different operators and laboratories.
See text on slide. Florida has established precision statements for all test procedures used.
Slide 7
January 2009 10 - 7
Definitions
Percent Within Limits (PWL) - an acceptance procedure that uses statistical analysis to evaluate how much of the HMA mixture was produced within the specification limits.
Slide 8
January 2009 10 - 8
CQC – The Big Picture
• Still Superpave• Testing the Same• Payment System is very different• Use Verified Contractors Data for Pay• Resolution System to handle conflicting data• Paperwork is different• New job responsibilities for all.• Systems approach to QC and Acceptance

Asphalt Plant Level II – January 2009 Page 4 of 89 Module 10 – Specification Application
Slide 9
January 2009 10 - 9
PWL Approach
• A Big Change!• From: just stay
within the spec. limits (accuracy)
• To: pay based onaccuracy and precision
The objective as we went through earlier – is to produce an HMA mix that exactly hits the center of the target and with every shot. The maximum pay comes from having accuracy and precision.
Slide 10
January 2009 10 - 10
Review Specifications
• 320 Plant Methods and Equipment• 330 General Construction• 334 Superpave• 337 Friction Courses
These are some of the specifications we will review in this section.
Slide 11
January 2009 10 - 11
Specifications Not Covered• 234 Superpave Asphalt Base • 285 Optional Base Course • 300 Prime and Tack • 327 Milling • 336 Asphalt Rubber Binder • 339 Misc. Asphalt• 341 Asphalt Rubber Interlayer • 916 Bituminous Material
These specifications will not be covered in this specification. Most of these are covered in Asphalt Paving Level 2.

Asphalt Plant Level II – January 2009 Page 5 of 89 Module 10 – Specification Application
Slide 12
January 2009 10 - 12
Spec’s Review
• Takes Time• Needed Task• No Better Way!
– Yet>>>>>>>>>• Lets get to it.
Slide 13
January 2009 10 - 13
320 - Plant Methods Equipment
• Already covered in this course in previous chapters.
The related sections of 320 have already been covered in previous chapters.
Slide 14
January 2009 10 - 14
330 - General Construction
• 330-2 Quality Control by the Contractor
Spells out minimums for HMA but refer to the Contractors Quality Control Plan (Per 105) for the specific details.
QC Plan for Plant submitted to District
Section 330-2 establishes the minimum process control testing required on a project. However, each project will also have a quality control plan and may contain additional information relative to plant operations. Make sure you have access to a copy of the plan.

Asphalt Plant Level II – January 2009 Page 6 of 89 Module 10 – Specification Application
Slide 15
January 2009 10 - 15
330-2.1 Minimum QC Plan Req.
• Stockpiles: Assure materials are placed in the correct stockpile; assure good stockpiling techniques; inspect stockpiles for separation, contamination, segregation, etc.; properly identify and label each stockpile.
Stockpiles: Assure materials are placed in the correct stockpile; assure good stockpiling techniques; inspect stockpiles for separation, contamination, segregation, etc.; properly identify and label each stockpile.
Slide 16
January 2009 10 - 16
330-2.1 Minimum QC Plan Req.
• Incoming Aggregate: Obtain gradations and bulk specific gravity (Gsb) values from aggregate supplier for reference; determine the gradation of all component materials; routinely compare gradations and Gsb values to mix design.
Incoming Aggregate: Obtain gradations and bulk specific gravity (Gsb) values from aggregate supplier for reference; determine the gradation of all component materials; routinely compare gradations and Gsb values to mix design.
Slide 17
January 2009 10 - 17
330-2.1 Minimum QC Plan Req.
• Cold Bins: Calibrate the cold gate/feeder belt for each material; determine cold gate/feeder belt settings; observe operation of cold feeder for uniformity.
• Dryer: Observe pyrometer for aggregate temperature control; observe efficiency of the burner.
Cold Bins: Calibrate the cold gate/feeder belt for each material; determine cold gate/feeder belt settings; observe operation of cold feeder for uniformity. Dryer: Observe pyrometer for aggregate temperature control; observe efficiency of the burner.
Asphalt Plant Level II – January 2009 Page 7 of 89 Module 10 – Specification Application
Slide 18
January 2009 10 - 18
330-2.1 Minimum QC Plan Req.
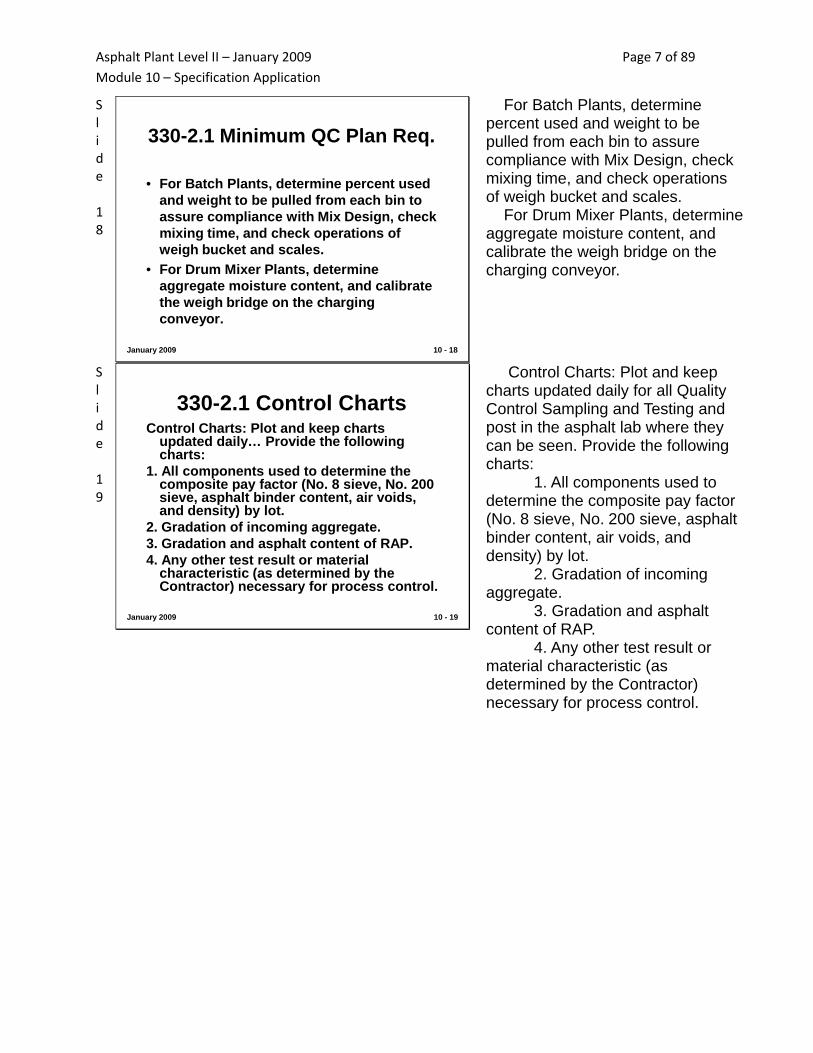
• For Batch Plants, determine percent used and weight to be pulled from each bin to assure compliance with Mix Design, check mixing time, and check operations of weigh bucket and scales.
• For Drum Mixer Plants, determine aggregate moisture content, and calibrate the weigh bridge on the charging conveyor.
For Batch Plants, determine percent used and weight to be pulled from each bin to assure compliance with Mix Design, check mixing time, and check operations of weigh bucket and scales. For Drum Mixer Plants, determine aggregate moisture content, and calibrate the weigh bridge on the charging conveyor.
Slide 19
January 2009 10 - 19
330-2.1 Control ChartsControl Charts: Plot and keep charts
updated daily… Provide the following charts:
1. All components used to determine the composite pay factor (No. 8 sieve, No. 200 sieve, asphalt binder content, air voids, and density) by lot.
2. Gradation of incoming aggregate.3. Gradation and asphalt content of RAP.4. Any other test result or material
characteristic (as determined by the Contractor) necessary for process control.
Control Charts: Plot and keep charts updated daily for all Quality Control Sampling and Testing and post in the asphalt lab where they can be seen. Provide the following charts: 1. All components used to determine the composite pay factor (No. 8 sieve, No. 200 sieve, asphalt binder content, air voids, and density) by lot. 2. Gradation of incoming aggregate. 3. Gradation and asphalt content of RAP. 4. Any other test result or material characteristic (as determined by the Contractor) necessary for process control.

Asphalt Plant Level II – January 2009 Page 8 of 89 Module 10 – Specification Application
Slide 20
January 2009 10 - 20
330-2.2 Minimum Process Control Requirements
1. Hot Mix Asphalt: Determine the asphalt binder content; mix gradation and volumetric properties at a minimum frequency of one per day. In the event that the daily production exceeds 1,000 tons, perform these tests a minimum of two times per day. Quality Control tests used in the acceptance decision may be used to fulfill this requirement. Verify modifier addition.
Slide 21
January 2009 10 - 21
330-2.2 Minimum Process Control Requirements
2. Aggregate (Including RAP and each size fraction for fractionated RAP): One sample per 1,000 tons of incoming material as it is stockpiled for gradation. The testing of RAP material shall include the determination of asphalt binder content and gradation of extracted aggregate.
Slide 22
January 2009 10 - 22
330-2.2 Minimum Process Control Requirements
3. Mix temperature for the first five loads and one out of every five loads thereafter.
4. Aggregate moisture content from stockpiles or combined cold feed aggregate - one per day.
5. Other tests (as determined necessary by the Contractor) for process control.

Asphalt Plant Level II – January 2009 Page 9 of 89 Module 10 – Specification Application
Slide 23
January 2009 10 - 23
330-2.3.1 Personnel Qualifications
• Plants: – CTQP Asphalt Plant Level II available at the
asphalt plant at all times when producing mix for the Department.
– CTQP Asphalt Plant Level I performs all asphalt plant related testing.
• Mix Design: CTQP Asphalt Mix Designer
Slide 24
January 2009 10 - 24
330-2 Miscellaneous
1. Lab space - room for two2. Lighting3. Temperature4. Ventilation5. Equipment and Supplies6. Calibration of Superpave Gyratory
Compactor7. Personal Computer -- Microsoft ExcelTM
spreadsheet program, with a printer.
330-2.3.2 Hot Mix Asphalt Testing Laboratory Requirements: Furnish or have furnished a fully equipped asphalt laboratory (permanent or portable) at the production site. The Laboratory must be qualified under the Department’s Laboratory Qualification Program, as described in Section 105-6. In addition, the laboratory shall meet the following requirements: 1. Area - The effective working area of the laboratory shall be a minimum of 180 ft2, with a layout of which will facilitate multiple tests being run simultaneously by two technicians. This area does not include the space for desks, chairs and file cabinets. Any variations shall be approved by the Engineer. 2. Lighting - The lighting in the lab must be adequate to illuminate all areas of the work. 3. Temperature Control - Equip the lab with heating and air conditioning units that provide a satisfactory working environment. 4. Ventilation - Equip the lab with fume hoods and exhaust fans that will remove all hazardous fumes from within the laboratory in accordance with OSHA requirements. 5. Equipment and Supplies -

Asphalt Plant Level II – January 2009 Page 10 of 89 Module 10 – Specification Application
Furnish the lab with the necessary sampling and testing equipment and supplies for performing contractor Quality Control and Department Verification Sampling and Testing. A detailed list of equipment and supplies required for each test is included in the appropriate FDOT, AASHTO, or ASTM Test Method. 6. Calibration of the Superpave Gyratory Compactor: Calibrate the Superpave Gyratory Compactor in accordance with the manufacturer’s recommendations. Identify in the Quality Control Plan the established frequencies and document all calibrations. 7. Personal Computer - Provide a personal computer capable of running a Microsoft ExcelTM spreadsheet program, along with a printer.
Slide 25
January 2009 10 - 25
330-2 Miscellaneous
8. Communication - Provide a telephone and fax machine (with a private line) for the use of the testing facility’s quality control personnel. In addition, provide an Internet connection capable of uploading data to the Department’s database and for e-mail communications.
8. Communication - Provide a telephone and fax machine (with a private line) for the use of the testing facility’s quality control personnel. In addition, provide an Internet connection capable of uploading data to the Department’s database and for e-mail communications.

Asphalt Plant Level II – January 2009 Page 11 of 89 Module 10 – Specification Application
Slide 26
January 2009 10 - 26
330-3.1 Weather Limitations:
Do not transport asphalt mix from the plant to the roadway unless all weather conditions are suitable for the laying operations.
330-3.1 Weather Limitations: Do not transport asphalt mix from the plant to the roadway unless all weather conditions are suitable for the laying operations.
Slide 27
January 2009 10 - 27
330-6.3 Mix Temperature
• Master Range with Plant and Roadway target temps ± 30°F
• QC checking ± 25°F single measurement, ± 15°F for 5 test average
• Maximum target temps of 330F modified and 315F unmodified (subject to above tolerances).
Slide 28
January 2009 10 - 28
Quiz
1. What is the frequency for checking temperatures at the plant?
2. Which Friction Courses must be tarped for transport?
3. Control charts are to be updated when?
4. A Plant Level 2 performs all the testing. T/F

Asphalt Plant Level II – January 2009 Page 12 of 89 Module 10 – Specification Application
Slide 29
January 2009 10 - 29
334-1 - Superpave
• DesignationSP = Superpave; #.# = Nominal Max Size in mm
• SP 9.5• SP 12.5• SP 19
334-1 Description. 334-1.1 General :Construct a Superpave Asphalt Concrete pavement with the type of mixture specified in the Contract, or when offered as alternates, as selected. Superpave mixes are identified as Type SP‑9.5, Type SP‑12.5 or Type SP‑19.0. Meet the requirements of Section 320 for plant and equipment. Meet the general construction requirements of Section 330, except as modified herein, including the provision for Quality Control Plans and Quality Control Systems as specified in 6‑8.
Slide 30
January 2009 10 - 30
Acceptance: Option 1 orOption 2
• Option 1: for Traffic Level C, D, or E and on Contracts having both Traffic Level A or B and Traffic Level C, D, or E.
• Option 2: On projects with only Traffic Level A and/or B asphalt mixtures, select Option 1 or Option 2
• Indicated in the Contractor QC Plan… apply to all mixes, including base, structural and friction courses, on the entire project.
• When Option 2 Mixture Acceptance is selected, the requirements of 330-2 will not apply, with the exception of the roadway requirements as defined in 330-2.2.
334-1.1 General. On projects with only Traffic Level A and/or B asphalt mixtures, select Option 1 or Option 2 Mixture Acceptance as specified in 334-5. The selection shall be indicated in the Contractor Quality Control Plan in accordance with Section 105 and shall apply to all mixes, including base, structural and friction courses, on the entire project. Traffic Level C, D and E mixtures will be accepted under Option 1 Mixture Acceptance only. On Contracts having both Traffic Level A or B and Traffic Level C, D or E asphalt mixtures, material will be accepted only under Option 1 Material Acceptance. When Option 2 Mixture Acceptance is selected, the requirements of 330-2 will not apply, with the exception of the roadway requirements as defined in 330-2.2. For Option 1 Mixture Acceptance, the Engineer will accept the work on a LOT to LOT basis in accordance with 334-5.1.

Asphalt Plant Level II – January 2009 Page 13 of 89 Module 10 – Specification Application
The LOTs will be subdivided into sublots and the size of a LOT and sublot will be as specified in 334-5.1.2. For Option 2 Mixture Acceptance, the Engineer will accept the work in accordance with 334-5.2.
Slide 31
January 2009 10 - 31
Table 334-1 Traffic Levels Traffic Level Traffic Loading
(in million ESALS)
A (low) < 0.3B 0.3 to < 3.0
C (normal) 3.0 to < 10D 10 to < 30
E (high) = or > 30
Shown here is the table from the 334 specification that describes the different traffic categories that road systems are classified into. “A” roads are low volume, light duty roads. “E” roads are extremely heavy truck routes. What is very important to realize here is to select the right Traffic Level for the designed traffic. A higher Traffic Level is not “better” than one below it – chose the mix design for the intended traffic.
Slide 32
January 2009 10 - 32
Superpave Traffic Levels
0.1
14.7
56.9
24.4
3.9
A: <0.3M
B: 0.3-3M
C: 3-10M
D: 10-30M
E: >30M
FY 2007 and 2008 Resurfacing with pay items Shown here are the Traffic Levels (expressed in percent tonnage) for the FY 2007 and 2008 resurfacing projects with Pay Items.

Asphalt Plant Level II – January 2009 Page 14 of 89 Module 10 – Specification Application
Slide 33
January 2009 10 - 33
334-2.2 Superpave Asphalt Binder
Unless specified otherwise in the Contract, use a PG 67-22 asphalt binder. In addition, meet the requirements of 334-2.3.
334-2.2 Superpave Asphalt Binder: Unless specified otherwise in the Contract, use a PG 67‑22 asphalt binder. In addition, meet the requirements of 334‑2.3. Note: Contract language is where the use of PG76-22 will be indicated if required on the contract.
Slide 34
January 2009 10 - 34
PG Binders
• Performance Graded Binders– Replaced old AC-20’s and AC-30’s– Tested for high and low temperature
• PG 67-22– 67 = 7 day max pavement temp (oC)– -22 = lowest design pavement temp (oC)
Slide 35
January 2009 10 - 35
334-2.3 RAP
• Traffic Levels A, B, C: Max 50% RAP• Traffic Levels D & E: Max 30% RAP• PG76-22: Limit of 15% RAP• RAP from Approved Source• Stockpiled properly and clean• Min 4.0% AC content. Fractionated
coarse RAP must have min 2.5% AC content.
334-2.3.1 General requirements: RAP may be used as a component of the asphalt mixture subject to the following requirements 1. For Traffic Levels A, B and C mixtures, limit the amount of RAP material used in the mix to a maximum of 50 percent by weight of total aggregate. For Traffic Levels D and E mixtures, limit the amount of RAP material used in the mix to a maximum of 30 percent by weight of total aggregate. 2. When using a PG 76‑22 Asphalt Binder, limit the amount of RAP material used in the mix to a

Asphalt Plant Level II – January 2009 Page 15 of 89 Module 10 – Specification Application
maximum of 15 percent by weight of total aggregate. As an exception, amounts greater than 15 percent RAP by weight of total aggregate can be used if no more than 15% by weight of the total asphalt binder comes from the RAP material. 3. Assume full responsibility for the design, production and construction of asphalt mixes which incorporate RAP as a component material. 4. Use RAP from an FDOT approved stockpile or RAP that has an FDOT furnished Pavement Composition Data Sheet. 5. Provide stockpiled RAP material that is reasonably consistent in characteristics and contains no aggregate particles which are soft or conglomerates of fines. 6. Provide RAP material having a minimum average asphalt content of 4.0 percent by weight of total mix. As an exception, when using fractionated RAP, the minimum average asphalt content for the coarse portion of the RAP shall be 2.5 percent by weight of the coarse portion of the RAP. The coarse portion of the RAP shall be the portion of the RAP retained on the No. 4 sieve. The Engineer may sample the stockpile(s) to verify that this requirement is met.

Asphalt Plant Level II – January 2009 Page 16 of 89 Module 10 – Specification Application
Slide 36
January 2009 10 - 36
334-2.3.4 Mixes with RAP
• Design based on % RAP and Table 334-2
• Maintain the viscosity of the recycled mixture within the range of 5,000 to 15,000 poises during production.
• Sample 1st 1000 tons, then 1 per 4000 tons
334-2.3.4 Asphalt Binder for Mixes with RAP: Select the appropriate asphalt binder grade based on Table 334‑2. The Engineer reserves the right to change the asphalt binder type and grade at design based on the characteristics of the RAP asphalt binder, and reserves the right to make changes during production. Maintain the viscosity of the recycled mixture within the range of 5,000 to 15,000 poises. Obtain a sample of the mixture for the Engineer within the first 1,000 tons of production and at a continuing frequency of one sample per 4,000 tons of mix.
Slide 37
January 2009 10 - 37
Table 334-2Asphalt Binder Grade for Mixes
Containing RAP
Percent RAP Asphalt Binder Grade
<20 PG 67-22
20 – 29 PG 64-22
≥ 30 Recycling Agent
Asphalt Plant Level II – January 2009 Page 17 of 89 Module 10 – Specification Application
Slide 38
January 2009 10 - 38
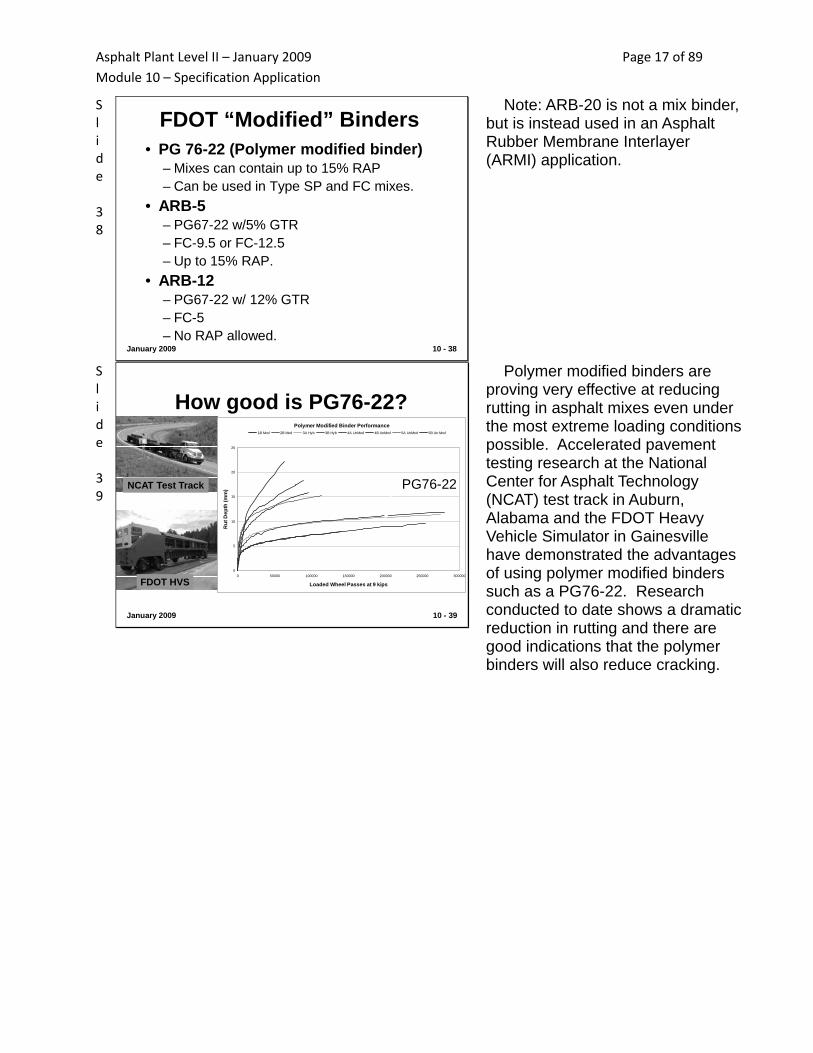
FDOT “Modified” Binders• PG 76-22 (Polymer modified binder)
– Mixes can contain up to 15% RAP– Can be used in Type SP and FC mixes.
• ARB-5 – PG67-22 w/5% GTR – FC-9.5 or FC-12.5 – Up to 15% RAP.
• ARB-12 – PG67-22 w/ 12% GTR – FC-5 – No RAP allowed.
Note: ARB-20 is not a mix binder, but is instead used in an Asphalt Rubber Membrane Interlayer (ARMI) application.
Slide 39
January 2009 10 - 39
How good is PG76-22?Polymer Modified Binder Performance
0
5
10
15
20
25
0 50000 100000 150000 200000 250000 300000
Loaded Wheel Passes at 9 kips
Rut
Dep
th (m
m)
1B Mod 2B Mod 3A Hyb 3B Hyb 4A UnMod 4B UnMod 5A UnMod 5B Un Mod
NCAT Test Track
FDOT HVS
PG76-22
Polymer modified binders are proving very effective at reducing rutting in asphalt mixes even under the most extreme loading conditions possible. Accelerated pavement testing research at the National Center for Asphalt Technology (NCAT) test track in Auburn, Alabama and the FDOT Heavy Vehicle Simulator in Gainesville have demonstrated the advantages of using polymer modified binders such as a PG76-22. Research conducted to date shows a dramatic reduction in rutting and there are good indications that the polymer binders will also reduce cracking.

Asphalt Plant Level II – January 2009 Page 18 of 89 Module 10 – Specification Application
Slide 40
January 2009 10 - 40
334-3.2 Mix Design:
• Meet AASHTO Specifications• Max temp 315F (330F for modified)• SMO has 4 weeks to conditionally verify
B, C, D, E mixes. Final Verification based on plant mix for C, D, E mixes.
• 3 designs per NMAS/TL/Grade/Year • Marked variations/inadequate field
performance, SMO can revoke.
334-3.2.1 General: Design the asphalt mixture in accordance with AASHTO R35‑04, except as noted herein. Prior to the production of any asphalt mixture, submit the proposed mix design with supporting test data indicating compliance with all mix design criteria to the Engineer. For Traffic Level B through E mix designs, include representative samples of all component materials, including asphalt binder. Allow the State Materials Engineer a maximum of four weeks to either conditionally verify or reject the mix as designed. For Traffic Level C through E mix designs, final verification of the mix design will occur when the requirements of 334-5.1.2.1 have been met. Do not use more than three mix designs per nominal maximum aggregate size per traffic level per binder grade per contract year. Exceeding this limitation will result in a maximum Composite Pay Factor of 1.00 as defined in 334-8.2 for all designs used beyond this limit. The Engineer will consider any marked variations from original test data for a mix design or any evidence of inadequate field performance of a mix design as sufficient evidence that the properties of the mix design have changed, and the Engineer will no longer allow the use of the mix design.

Asphalt Plant Level II – January 2009 Page 19 of 89 Module 10 – Specification Application
Slide 41
January 2009 10 - 41
This is the top portion of an asphalt mix design. It shows the Contractor, the type of mix, and the design traffic level.
Slide 42
January 2009 10 - 42
Coarse Fine 0.45 Power Curve
Sieve Size, mm (raised to 0.45 power)
100
0.075 .3 2.36 4.75 9.5 12.5 19.0
Percent Passing
Fine Graded
Coarse Graded
Primary Control Sieve Control Point
334-3.2.2.1 Mixture Gradation Classification: Plot the combined mixture gradation on an FHWA 0.45 Power Gradation Chart. Include the Control Points from AASHTO M323‑04, Table‑3, as well as the Primary Control Sieve (PCS) Control Point from AASHTO M323‑04, Table 4. Coarse mixes are defined as having a combined aggregate gradation that passes below the primary control sieve control point and below the maximum density line for all sieve sizes smaller than the primary control sieve. Fine mixes are defined as having a gradation that passes above the primary control sieve control point and above the maximum density line for all sieve sizes smaller than the primary control sieve and larger than the #100 sieve. Use a fine mix for Traffic Levels A through C; use either a coarse mix or fine mix for Traffic Levels D and E.

Asphalt Plant Level II – January 2009 Page 20 of 89 Module 10 – Specification Application
Slide 43
January 2009 10 - 43
AASHTO R35-04, Table 1Superpave Design Gyratory Compactive
Effort
Traffic Level N initial N design
A 6 50B 6 65C 7 75D 8 100E 9 100
334-3.2.4 Gyratory Compaction: Compact the design mixture in accordance with AASHTO T312‑04. Use the number of gyrations as defined in AASHTO R35‑04, Table 1 with the following exceptions: for Traffic Level C mixes, compact the mixture as specified for the Traffic Level of 0.3 x 106 to < 3 x 106 ESAL’s; for Traffic Level E mixes, compact the mixture as specified for 10 x 106 to < 30 x 106 ESAL’s
Slide 44
January 2009 10 - 44
334-3.2.5 Design Criteria
• Meet relative density, VMA, VFA, and dust-to-binder ratio as specified in AASHTO M323-04, Table 6.
• Use a dust-to-binder ratio of 0.8 to 1.6 for coarse mixes.
• Nmax not applicable for Traffic Level A and B mixtures.
334-3.2.5 Design Criteria: Meet the requirements for nominal maximum aggregate size as defined in AASHTO M323‑04, as well as for relative density, VMA, VFA, and dust-to-binder ratio as specified in AASHTO M323‑04, Table 6. Use a dust-to-binder ratio of 0.8 to 1.6 for coarse mixes. Nmaximum requirements are not applicable for Traffic Level A and B mixtures.
Slide 45
January 2009 10 - 45
334-3.2.6 Moisture Susceptibility• Traffic Level A, B: Use 0.5% liquid
antistrip from QPL• Traffic Level C, D, E
– Use FM 1-T 283– Min TSR at least 0.80– Min tensile strength (dry/unconditioned) =
100 psi– Use Lime or Liquid Antistrip on QPL to meet.
334-3.2.6 Moisture Susceptibility: 1. For Traffic Level A and B mixtures, use a liquid anti-strip additive, which is on the Department’s Qualified Products List, at a rate of 0.5% by weight of the asphalt binder. 2. For Traffic Level C through E mixtures, test 4 inch specimens in accordance with FM 1‑T 283. Provide a mixture having a retained tensile strength ratio of at least 0.80 and a minimum tensile strength (unconditioned) of 100 psi. If necessary, add a liquid anti-stripping agent, which is on the Department’s

Asphalt Plant Level II – January 2009 Page 21 of 89 Module 10 – Specification Application
Qualified Products List or hydrated lime (meeting the requirements of 337‑10.2) in order to meet these criteria.
Slide 46
January 2009 10 - 46
334-3.3 Revision of Mix Design
• Target JMF change see Table 334-3• Appropriate data to justify• Mix meet gradation requirements• VMA –
– Reductions to the asphalt binder content will not be permitted if the VMA during production is lower than 1 % below the design criteria.
334-3.3 Mix Design Revisions: During production, the Contractor may request a target value revision to a mix design, subject to meeting the following requirements: (1) the target change falls within the limits defined in Table 334‑4, (2) appropriate data exists demonstrating that the mix complies with production air voids specification criteria, and (3) the mixture gradation meets the basic gradation requirements defined in 334‑3.2.2. Submit all requests for revisions to mix designs, along with supporting documentation, to the Engineer. In order to expedite the revision process, the request for revision or discussions on the possibility of a revision may be made verbally, but must be followed up by a written request. The verified mix design will remain in effect until the Engineer authorizes a change. In no case will the effective date of the revision be established earlier than the date of the first communication between the Contractor and the Engineer regarding the revision. A new design mix will be required if aggregate sources change, or for any substitution of an aggregate product with a different aggregate code, unless approved by the Engineer.
Asphalt Plant Level II – January 2009 Page 22 of 89 Module 10 – Specification Application
Slide 47
January 2009 10 - 47
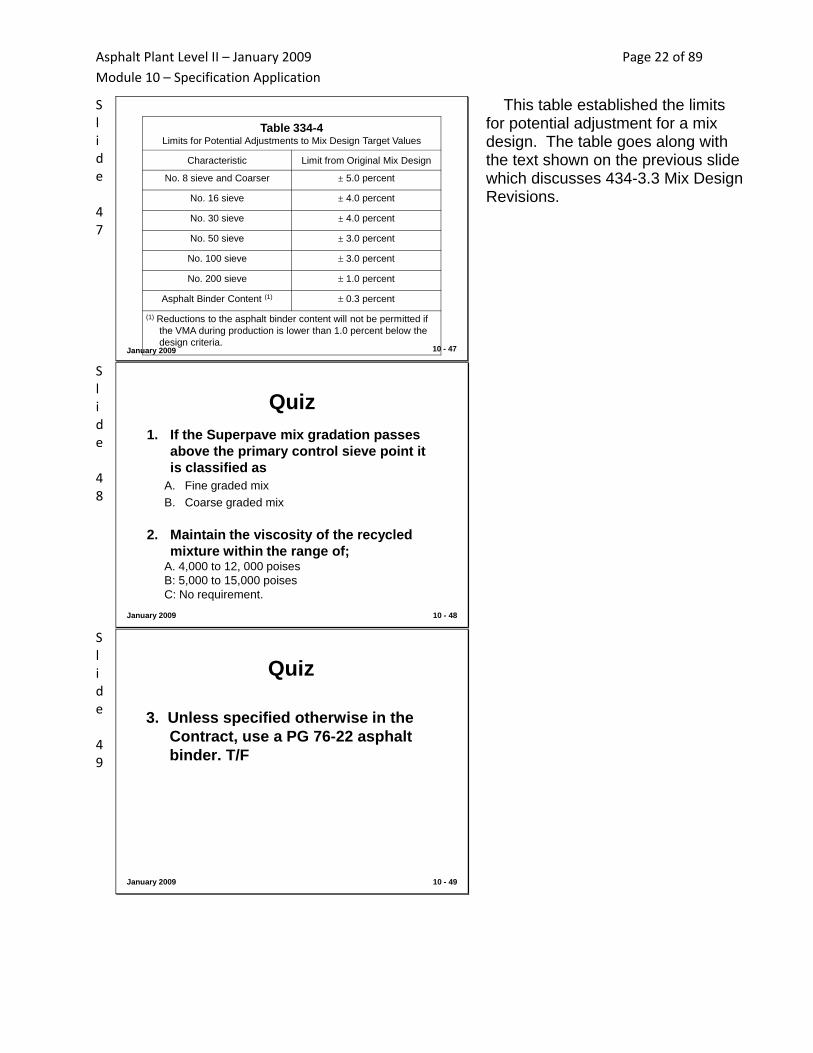
Table 334-4Limits for Potential Adjustments to Mix Design Target Values
Characteristic Limit from Original Mix Design
No. 8 sieve and Coarser ± 5.0 percent
No. 16 sieve ± 4.0 percent
No. 30 sieve ± 4.0 percent
No. 50 sieve ± 3.0 percent
No. 100 sieve ± 3.0 percent
No. 200 sieve ± 1.0 percent
Asphalt Binder Content (1) ± 0.3 percent
(1) Reductions to the asphalt binder content will not be permitted if the VMA during production is lower than 1.0 percent below the design criteria.
This table established the limits for potential adjustment for a mix design. The table goes along with the text shown on the previous slide which discusses 434-3.3 Mix Design Revisions.
Slide 48
January 2009 10 - 48
Quiz1. If the Superpave mix gradation passes
above the primary control sieve point it is classified as
A. Fine graded mixB. Coarse graded mix
2. Maintain the viscosity of the recycled mixture within the range of;
A. 4,000 to 12, 000 poisesB: 5,000 to 15,000 poisesC: No requirement.
Slide 49
January 2009 10 - 49
Quiz
3. Unless specified otherwise in the Contract, use a PG 76-22 asphalt binder. T/F

Asphalt Plant Level II – January 2009 Page 23 of 89 Module 10 – Specification Application
Slide 50
January 2009 10 - 50
334-4 Contractor Process Control
• Control all operations and processes• Any tests any time for process control• Address in QC Plan how process
control failures to be handled– Investigate– Make necessary changes– Retest– If retest fails, cease until resolved.
334-4 Contractor Process Control. Assume full responsibility for controlling all operations and processes such that the requirements of these Specifications are met at all times. Perform any tests necessary at the plant and roadway for process control purposes. The Engineer will not use these test results in the acceptance payment decision. Address in the Quality Control Plan how Process Control failures will be handled. When a Process Control failure occurs, investigate, at a minimum, the production process, testing equipment and/or sampling methods to determine the cause of the failure, and make any necessary changes to assure compliance with these Specifications. Obtain a follow up sample immediately after corrective actions are taken to assess the adequacy of the corrections. In the event the follow-up Process Control sample also fails to meet Specification requirements, cease production of the asphalt mixture until the problem is adequately resolved to the satisfaction of the Quality Control Manager.
Asphalt Plant Level II – January 2009 Page 24 of 89 Module 10 – Specification Application
Slide 51
January 2009 10 - 51
334-5 Acceptance of the Mixture.
• Option 1 covered in 334-5.1• Option 2 covered in 334-5.2 (later in
this chapter)
There are two acceptance plans available for certain mix types. Option 1 is the traditional acceptance plan using the PWL acceptance plan with QC, VT, RT testing to be illustrated in this chapter. Option 2 is a “simplied” plan that no longer uses verified contractor QC data for acceptance but instead uses DOT test results for acceptance. Instead of a PWL specification, a tolerance table is set up.
Slide 52
January 2009 10 - 52
334-5.1 Acceptance of the Mixture.
• Plant Acceptance: (P-8 and P-200), asphalt content (Pb), & air voids.
• Roadway Acceptance: Density of cores.
• Acceptance LOT-by-LOT: For each mix design… random samples …4 subots per lot.
• Roadway LOT and a plant LOT are the same.
• Acceptance based on Contractor QC test results verified by the Department.
334-5.1 Option 1 Mixture Acceptance. 334-5.1.1 General: The mixture will be accepted at the plant with respect to gradation (P-8 and P-200), asphalt content (Pb), and volumetrics (volumetrics is defined as air voids at Ndesign). The mixture will be accepted on the roadway with respect to density of roadway cores. Acceptance will be on a LOT-by-LOT basis (for each mix design) based on tests of random samples obtained within each sublot taken at a frequency of one set of samples per sublot. A roadway LOT and a plant production LOT shall be the same. Acceptance of the mixture will be based on Contractor Quality Control test results that have been verified by the Department.

Asphalt Plant Level II – January 2009 Page 25 of 89 Module 10 – Specification Application
Slide 53
January 2009 10 - 53
334-5.1.1 Sampling and Testing: • Sample in accordance with FM 1-T 168.
• Sample at the plant … split for QC, VT, RT
• Each sample at approximately 35 pounds. Place each VT & RT sample in 3 boxes.
• Approximate size of box 12” x 8” x 4”.
• Label and safely store VT & RT boxes.
• Contractor can retain additional split samples.
334-5.1.1.1 Sampling and Testing Requirements: Obtain the samples in accordance with FM 1‑T 168. Obtain samples at the plant of a sufficient quantity to be split into three smaller samples; one for Quality Control, one for Verification and one for Resolution testing; each sample at approximately 35 pounds. The split samples for Verification testing and Resolution testing shall be reduced in size and stored in three boxes each. The approximate size of each box must be 12” x 8” x 4”. Provide, label and safely store sample boxes in a manner agreed upon by the Engineer for future testing.
Slide 54
January 2009 10 - 54
334-5.1.1 Sampling and Testing:
• AC Content per FM 5 - 563• Gradation per FM 1-T 030• Volumetrics per AASHTO T312-04
and FM 1-T209– Condition samples 1 hour +/- 5 minutes
at target roadway compaction temp… covered shallow pan… at end temp is within +/- 20F of required temp.
334-5.1.1.1 Sampling and Testing Requirements: (continued) The asphalt content of the mixture will be determined in accordance with FM 5‑563. In the event the FM 5‑563 ignition oven goes out of service during production, the Contractor may elect to use a replacement oven at another location for no more than 72 hours while the oven is being repaired. The gradation of the recovered aggregate will be determined in accordance with FM 1‑T 030. Volumetric testing will be in accordance with AASHTO T312‑04 and FM 1‑T 209. Prior to testing volumetric samples, condition the test-sized sample for one hour ± five minutes at the target roadway compaction temperature in a covered, shallow, flat pan, such that the mixture temperature at the end of the one hour conditioning period is within ± 20° F of the roadway compaction temperature. Test for

Asphalt Plant Level II – January 2009 Page 26 of 89 Module 10 – Specification Application
roadway density in accordance with FM 1‑T 166.
Slide 55
January 2009 10 - 55
Typical 1000 ton Sublot - composed of 50 truckloads (20 tons each)
1
2
3
5
4
6
7
8
9
10
This graphic represents a sublot of 1000 tons, and shows the approximate 50 loads of mix that would encompass the sublot. The random numbers for a LOT will be computer generated and discussed on the next slide.
Slide 56
January 2009 10 - 56
1- 1
387- 1- 1- 2
37
2310
64
85
3836
Offset (ft)
101081311
6
11
3423
1
3649
2553275428763022
- 31
1
- 3- 4- 5
3347
2332
- 3
11711368- 2
- 1- 1
473
2051
973714
- 1- 1
- 2- 2- 2
1
1
- 3
- 4- 4
11
1
11
- 3
- 3
1
1
- 2- 2
142116781881 2
- 493
1 - 4
- 2
- 2
- 3
- 3
111
- 3
- 5
Density Cores
- 5- 1
11
- 4- 4
- 4
- 4
- 5- 1
1
CORE ID# (tons)
107
3Verification Sublot
Plant1000
Sublot
1
2
3
1133
2696
37284
QC Samples
(tons)
Tons/sublot:
487
Lot 1, sublot 1
50 trucks, 20 tons each = 1000 ton sublot
Random Sample Numbers by Sublot
A portion of the random number table is show on the left side of the screen. This is produced prior to the beginning of the LOT. The random number of ton 487 would be located in the corresponding truck and then sampled for Plant Testing. The other portion of the random number sheet is shown on the right side of the slide which shows the core locations. The graphic in the middle shows the truck loads where the location of the randomly selected cores and plant sample would be derived from.

Asphalt Plant Level II – January 2009 Page 27 of 89 Module 10 – Specification Application
Slide 57
January 2009 10 - 57
Sublot 1 Sublot 2 Sublot 3 Sublot 4
LOT = 4000 Tons
QC randomly tests one per sublot.VT randomly tests one split at end of lot.RT splits held until lot is verified.
QC Testing
487 26961133 3728Tons
This graphic shows an example of plant sample locations based on the random numbers used in this example.
Slide 58
January 2009 10 - 58
Sample Splits
Gmb Gmm Ext/Grd
QC
VT
RT
This graphic shows the break-down of the single plant sample (based on the random number). In our example, the truck containing ton 487 would be sampled and three buckets of mix (one for Quality Control – QC, one for Verification Testing - VT, and one for Resolution Testing - RT). Each bucket is approximately 35 pounds of mix totaling 105 pounds of mix per sample. Each of the remaining VT and RT samples will be placed into three smaller boxes to facilitate reheating later as needed.
Slide 59
January 2009 10 - 59
At End of Lot
• VT pulls randomly selected sublotboxes and runs tests – compares results to QC for same sublot.
Gmb Gmm Ext/Grd
This graphic illustrates what happens to the VT boxes once the LOT is complete. These three boxes are reheated and combined to allow for a standard set of lab tests.

Asphalt Plant Level II – January 2009 Page 28 of 89 Module 10 – Specification Application
Slide 60
January 2009 10 - 60
334-5.1.1.2 Acceptance Testing Exceptions:
• Total combined mix less than 2000 tons for SP and FC: Accept the mix on visual inspection.
• Engineer may require: Contractor process control for informational purposes.
• Engineer may run: Independent verification tests to determine the acceptability.
334-5.1.1.2 Acceptance Testing Exceptions: When the total combined quantity of hot mix asphalt for the project, as indicated in the plans for Type SP and Type FC mixtures only, is less than 2000 tons, the Engineer will accept the mix on the basis of visual inspection. The Engineer may require the Contractor to run process control tests for informational purposes, as defined in 334‑4, or may run independent verification tests to determine the acceptability of the material.
Slide 61
January 2009 10 - 61
334-5.1.2 LOT Sizes:• LOT either 2,000 tons or 4,000 tons
• Initial Production LOT = 2,000 tons (sublots 500 tons) all mix designs.
• Remaining LOTs either 2,000 or 4,000 tons– When authorized by Engineer per
334-5.1.2.1– Four equal sublots. – Defined by the Contractor prior to the start
of the LOT
334-5.1.2 LOT Sizes: LOT sizes will be either 2,000 tons or 4,000 tons. The Initial Production LOT of all mix designs used on a project shall consist of 2,000 tons, subdivided into four equal sublots of 500 tons each. Following the Initial Production LOT, each remaining LOT will be defined (as selected by the Contractor prior to the start of the LOT) as either (1) 2,000 tons, with each LOT subdivided into four equal sublots of 500 tons each, or (2) 4,000 tons (as authorized by the Engineer per 334‑5.1.2.1), with each LOT subdivided into four equal sublots of 1,000 tons each. Before the beginning of a LOT, the Engineer will develop a random sampling plan for each sublot and direct the Contractor on sample points, based on tonnage, for each sublot during construction. In the event a LOT is terminated per 334‑5.1.4.4, the LOT size upon resuming production of the mixture will be 2000 tons until the requirements of 334‑5.1.2.1 are met.

Asphalt Plant Level II – January 2009 Page 29 of 89 Module 10 – Specification Application
Slide 62
January 2009 10 - 62
334-5.1.2 LOT Sizes: (cont.)
• Engineer develops random sampling plan – Using Spreadsheet– Before beginning a LOT– Sublot sample locations based on tonnage– Direct Contractor sample during construction
• IF LOT terminated per 334-5.1.4.4 (QC test)– LOT size changed to 2000 tons – Must meet requirements 334-5.1.2.1
(Initial Production LOT)
Slide continues.
Slide 63
January 2009 10 - 63
334-5.1.2.1 Criteria 4000 T LOTs:• Begin the option of 4000 ton LOT… when
authorized by the Engineer
• 1. Minimum LOT Pay Factor of 0.90 for each asphalt quality characteristic (334-8.2)
• 2. Favorable comparison QC VT (Table 334-6)• 3. Permeability less than 125 x 10-5cm/s for
each roadway core– only for coarse mixes when
average sublot density less than 93.00 %Gmmor individual test less than 91.00% Gmm.
334-5.1.2.1 Criteria for 4,000 ton LOTs: At the completion of the Initial Production LOT, the quality of the as-produced material will be evaluated by the Engineer. Begin the option of 4,000 ton LOT sizes only when authorized by the Engineer based upon the Quality Control test results for the Initial Production LOT meeting the following: 1. A minimum Pay Factor of 0.90 for each asphalt quality characteristic as defined in 334‑8.2. 2. A favorable comparison with the Verification test results. Comparisons between the Quality Control and Verification test results will be based on between-laboratory precision values shown in Table 334‑6. 3. A coefficient of permeability of less than 125 x 10-5cm/s on each roadway core as determined in accordance with FM 5‑565. Permeability criteria apply only to coarse mixes when the average density for the sublot is less than 93.00 percent of Gmm, or when an individual density value is less than 91.00 percent of Gmm. In the event that the Initial

Asphalt Plant Level II – January 2009 Page 30 of 89 Module 10 – Specification Application
Production LOT does not meet these criteria, limit production LOT sizes to 2,000 tons with 500 ton sublots until these criteria are met.
Slide 64
January 2009 10 - 64
334-5.2.1 Criteria 4000 T LOTs:
• IF Initial Production LOT does not meet these criteria
• Limit production LOT sizes to 2000 tons (500 ton sublots) until these criteria are met.
Slide continues.
Slide 65
January 2009 10 - 65
334-5.1.2.2 Partial LOTs:
• 1. Completion of mix type or mix design on a project.
• 2. LOT termination 20 calendar days after the start of the LOT. – Other periods ok if agreed by Engineer & Contractor
• 3. LOT termination per 334-5.1.4.4 (QC test).
• All partial LOTs evaluated based on the number of tests available. LOTs will not be redefined.
334-5.1.2.2 Partial LOTs: A partial LOT is defined as a LOT size that is less than a full LOT. A partial LOT may occur due to the following: 1. The completion of a given mix type or mix design on a project. 2. LOTs will be terminated 20 calendar days after the start of the LOT. (Time periods other than 20 days may be used if agreed to by both the Engineer and the Contractor.) 3. A LOT is terminated per 334‑5.1.4.4. All partial LOTs will be evaluated based on the number of tests available, and will not be redefined.
Asphalt Plant Level II – January 2009 Page 31 of 89 Module 10 – Specification Application
Slide 66
January 2009 10 - 66
334-5.1.3 Initial Production
• Initial Lot is 2000 tons• Can make adjustments per 334-3.3
but target changes will terminate lot• Must complete a 2000 ton lot before
going to 4000 tons• Engineer may waive option for initial
production if mix is proven.
334-5.1.3 Initial Production Requirements: The Initial Production LOT of all mix designs shall be established at 2,000 tons. During this period demonstrate the capability to produce and place the mixture as specified unless waived by the Engineer. If necessary, during this time, make adjustments to the mix design, as defined in 334‑3.3. Any target value adjustments to the mix design will result in the LOT being terminated and evaluated for payment purposes per 334‑8. Do not begin 4,000 ton LOT sizes until a 2,000 ton initial production LOT (for each mix design) has been successfully completed, or is waived by the Engineer. At the sole option of the Engineer, the requirement for an Initial Production LOT may be waived based on evidence of satisfactory production, placement and performance on previous projects for that particular mix.
Slide 67
January 2009 10 - 67
QUIZT/F: Initial production LOT only applies
to coarse graded mixes.T/F: After 20 days, it is possible for a Lot
to be terminated.T/F: Standard lot size is either 2000 or
4000 tonsT/F: 334 acceptance is based on P8,
P200, Binder Content, Air Voids, and Roadway Density.

Asphalt Plant Level II – January 2009 Page 32 of 89 Module 10 – Specification Application
Slide 68
January 2009 10 - 68
334-5.1.3.1 Plant Sampling and Testing Requirements:
• Obtain one random sample of mix per sublotas directed by the Engineer (334-5.1.1).
• Test the Quality Control split sample for gradation, asphalt content and volumetrics (334-5.1.1).
• Complete all Quality Control testing within one working day from the time the samples were obtained.
334-5.1.3.1 Plant Sampling and Testing Requirements: Obtain one random sample of mix per sublot in accordance with 334‑5.1.1.1 as directed by the Engineer. Test the Quality Control split sample for gradation, asphalt binder content and volumetrics in accordance with 334‑5.1.1.1. Complete all Quality Control testing within one working day from the time the samples were obtained.
Slide 69
January 2009 10 - 69
334-5.3.2 Roadway Sampling and Testing Requirements:
• Obtain five 6 inch roadway cores within24 hours of placement.
• Random locations within each sublot as directed by the Engineer.
• Test samples for density (334-5.1.1).
• The Gmm used for density determination will be the QC test result for the corresponding sublot.
334-5.1.3.2 Roadway Sampling and Testing Requirements: Obtain five 6 inch diameter roadway cores within 24 hours of placement at random locations as directed by the Engineer within each sublot. Test these Quality Control samples for density in accordance with 334‑5.1.1.1. The Gmm used for the density evaluation will be based on the Quality Control test result for the corresponding sublot. On coarse mixes when the average density for an Initial Production sublot is less than 93.00 percent of Gmm, or an individual core density is less than 91.00 percent of Gmm, cut five 6 inch diameter roadway cores (at locations determined by the Engineer) and have them evaluated for permeability in accordance with FM 5‑565 by a laboratory as approved by the Engineer. If approved by the Engineer, the original cores cut for density testing purposes may be used to evaluate permeability.

Asphalt Plant Level II – January 2009 Page 33 of 89 Module 10 – Specification Application
Slide 70
January 2009 10 - 70
334-5.1.3.3 Verification of Initial Production LOT:
• Engineer tests one split VT sample from the Initial Production LOT (after LOT completed).
• Results available to the Contractor within one working day from when LOT is completed.
• The VT compared with corresponding QC based on the between-lab precision values (Table 334-6).
334-5.1.3.3 Verification of Initial Production LOT: For Verification purposes the Engineer will test a minimum of one split sample as described in 334‑5.1.1.1 from the Initial Production LOT at the completion of the LOT. The plant and roadway random samples shall be from the same sublot. However, for situations where roadway density is not required for the random sublot chosen, then another sublot shall be randomly chosen for roadway density only. Results of the testing and analysis for the LOT will be made available to the Contractor within one working day from when the LOT is completed. The Verification test results will be compared with the corresponding Quality Control test results based on the between-laboratory precision values shown in Table 334‑6. If all of the specified mix characteristics compare favorably, then the LOT will be accepted, with payment based on the Quality Control results for the LOT. If any of the results do not compare favorably, then the split Resolution samples from the LOT will be sent to the Resolution laboratory for testing, as described in 334‑5.1.6.
Asphalt Plant Level II – January 2009 Page 34 of 89 Module 10 – Specification Application
Slide 71
January 2009 10 - 71
334-5.3.3 Verification of Initial Production LOT: (cont.)
• If all mix characteristics compare favorably, – LOT will be accepted. Payment based on
the Quality Control results for the LOT.
• If any results do not compare favorably, – RT samples sent to the Resolution
laboratory and payment determined either from QC or RT (334-5.1.6).
Slide 72
January 2009 10 - 72
334-5.1.3.4 Acceptance of Initial Production LOT:
• The Initial Production LOT – Considered a single LOT – Composite Pay Factor (334-8) based
on verified QC or Resolution System.
334-5.1.3.4 Acceptance of Initial Production LOT: The Initial Production LOT shall be considered a single LOT and will receive a Composite Pay Factor as determined in 334‑8, based on results of the verified Quality Control tests, or as determined by the Resolution System.
Slide 73
January 2009 10 - 73
334-5.1.4 Quality Control Sampling and Testing:
• Obtain all samples randomly as directed by the Engineer.
• If QC Plan requirements are not being met or suspect issues arise, QC Plan will be suspended.
334-5.1.4 Quality Control Sampling and Testing: Obtain all samples randomly as directed by the Engineer. Should the Engineer determine that the Quality Control requirements are not being met or that unsatisfactory results are being obtained, or should any instances of falsification of test data occur, approval of the Contractor’s Quality Control Plan will be suspended and production will be stopped.
Asphalt Plant Level II – January 2009 Page 35 of 89 Module 10 – Specification Application
Slide 74
January 2009 10 - 74
334-5.1.4.1 Lost / Missing Samples:
• If VT / RT samples in the custody of the Contractor are lost, damaged, destroyed:
• Apply the minimum possible pay factor for each quality characteristic (334-8.2) to the entire LOTin question, unless called for otherwise by the Engineer. – More than two sublots, the pay factor for each
quality characteristic will be 0.55. – Two or less sublots, the pay factor for each
quality characteristic will be 0.80.• Also LOT evaluated in accordance with
334-5.1.9.5 (Defective Material).
334-5.1.4.1 Lost or Missing Verification/Resolution Samples: In the event that any of the Verification and/or Resolution samples that are in the custody of the Contractor are lost, damaged, destroyed, or are otherwise unavailable for testing, the minimum possible pay factor for each quality characteristic as described in 334‑8.2 will be applied to the entire LOT in question, unless called for otherwise by the Engineer. Specifically, if the LOT in question has more than two sublots, the pay factor for each quality characteristic will be 0.55. If the LOT has two or less sublots, the pay factor for each quality characteristic will be 0.80. In either event, the material in question will also be evaluated in accordance with 334‑5.1.9.5. If any of the Verification and/or Resolution samples that are in the custody of the Department are lost, damaged, destroyed or are otherwise unavailable for testing, the corresponding Quality Control test result will be considered verified, and payment will be based upon the Contractor’s data.
Slide 75
January 2009 10 - 75
334-5.1.4.1 Lost / Missing Samples: (continued)
• If VT / RT samples in the custody of the Department are lost, damaged, destroyed:
• The corresponding QC test result will be considered verified,
• Payment based upon the Contractor’s data.

Asphalt Plant Level II – January 2009 Page 36 of 89 Module 10 – Specification Application
Slide 76
January 2009 10 - 76
334-5.1.4.2 Plant Sampling and Testing Requirements:
• Obtain one random sample of mix per sublot in accordance with 334-5.1.1.1 as directed by the Engineer.
• Test for Gradation, asphalt binder, and volumetrics
• Complete within 1 working day from time samples obtained.
334-5.1.4.2 Plant Sampling and Testing Requirements: Obtain one random sample of mix per sublot in accordance with 334‑5.1.1.1 as directed by the Engineer. Test the Quality Control split sample for gradation, asphalt binder content and volumetrics in accordance with 334‑5.1.1.1. Complete all Quality Control testing within one working day from the time the samples were obtained.
Slide 77
January 2009 10 - 77
334-5.1.4.3 Roadway Sampling• Obtain five (minimum three) 6 inch roadway
cores within 24 hours of placement.– Traffic control and patch core holes (3 days)
• Random locations within each sublot as directed by the Engineer.
• Test for density (334-5.1.1.1). Retain for VT/RT
• The Gmm used for density determination will be the QC test result for the corresponding sublot.
334-5.1.4.3 Roadway Sampling and Testing Requirements: Obtain five 6 inch diameter roadway cores within 24 hours of placement at random locations as directed by the Engineer within each sublot. Test these Quality Control samples for density (Gmb) in accordance with 334‑5.1.1.1. In situations where it is impractical to cut five cores per sublot, obtain a minimum of three cores per sublot at random locations as identified by the Engineer. Do not obtain cores any closer than 12 inches from an unsupported edge. Maintain traffic during the coring operation; core the roadway, patch the core holes (within three days of coring); and trim the cores to the proper thickness prior to density testing. Density for the sublot shall be based on the average value for the cores cut from the sublot with the target density being the maximum specific gravity (Gmm) of the sublot. Once the average density of a sublot has been determined, do not retest the samples unless approved by the Engineer. Ensure proper handling and storage of all cores until the LOT in question has been

Asphalt Plant Level II – January 2009 Page 37 of 89 Module 10 – Specification Application
accepted.
Slide 78
January 2009 10 - 78
334-5.1.4.4 Individual QC TestTerminate LOT for not meeting Table 334-5 for:1) An individual test result of a sublot for air voids. 2) The average sublot density for coarse mixes. 3) Two consecutive test results for gradation (P-
200 only). 4) Two consecutive test results for asphalt binder
content.5) The average sublot density for two consecutive
sublots for fine mixes.6) Two core densities for coarse mixes within a
sublot are less than 91.00 percent of Gmm.
334-5.1.4.4 Individual Test Tolerances for Quality Control Testing: Terminate the LOT if any of the following Quality Control failures occur: 1) An individual test result of a sublot for air voids does not meet the requirements of Table 334‑5, 2) The average sublot density for coarse mixes does not meet the requirements of Table 334‑5, 3) Two consecutive test results for gradation (P-200 only) do not meet the requirements of Table 334‑5, 4) Two consecutive test results for asphalt binder content do not meet the requirements of Table 334‑5, 5) The average sublot density for two consecutive sublots for fine mixes does not meet the requirements of Table 334‑5, 6) Two core densities for coarse mixes within a sublot are less than 91.00 percent of Gmm. When a LOT is terminated due to a QC failure, stop production of the mixture until the problem is resolved to the satisfaction of the Quality Control Manager(s) and/or Asphalt Plant Level II technician(s) responsible for the decision to resume production after a quality control failure, as identified in 105-8.6.4. In the event that it can be demonstrated that the problem can immediately be or already has been resolved, it will not be necessary to stop production. When a LOT is terminated, make all necessary changes to correct the problem. Do not resume production until appropriate corrections have been made. Inform the Engineer of the problem and corrections made to correct the problem. After resuming production, sample and test the material to verify that the changes have corrected the problem. Summarize this information and provide it to the Engineer prior to the end of the work shift when production resumes. In the event that a Quality Control failure is not addressed as defined above,

Asphalt Plant Level II – January 2009 Page 38 of 89 Module 10 – Specification Application
the Engineer’s approval will be required prior to resuming production after any future Quality Control failures. Address any material represented by a failing test result in accordance with 334‑5.1.9.5. Any LOT terminated under this Subarticle will be limited to a maximum Pay Factor of 1.00 (as defined in 334‑8.2) for each quality characteristic.
Slide 79
Characteristic Tolerance (1)Asphalt Binder Content ( %) Target ± 0.55Passing No. 8 Sieve (%) Target ± 5.50Passing No. 200 Sieve (%) Target ± 1.50Air Voids (%) Coarse Graded 2.00 – 6.00Air Voids (%) Fine Graded 2.30 – 6.00Density, % Gmm (2)
Coarse Graded (minimum) 93.00Fine Graded (minimum) 90.00(1) Tolerances for sample size of n = 1 from the verified mix design(2) Based on an average of 5 randomly located cores
January 2009 10 - 79
Table 334-5 Master Production Range
The Master Production Range Table 334-5 is an important table to remember. It is used in a variety of ways in the specification and requires action to resolve.
Slide 80
January 2009 10 - 80
334-5.1.4.4 Individual QC Test (continued)
• When LOT terminated due to QC failure, stop production of mix until resolved to satisfaction of QC Manager or Plant II responsible.
• Inform Engineer and retest after starting back up.
• If QC failure not addressed, Engineer’s approval required.
When a LOT is terminated due to a QC failure, stop production of the mixture until the problem is resolved to the satisfaction of the Quality Control Manager(s) and/or Asphalt Plant Level II technician(s) responsible for the decision to resume production after a quality control failure, as identified in 105-8.6.4. In the event that it can be demonstrated that the problem can immediately be or already has been resolved, it will not be necessary to stop production. When a LOT is terminated, make all necessary changes to correct the problem. Do not resume production until appropriate corrections have been made. Inform the Engineer of the problem and corrections made to correct the problem. After resuming production, sample and test the

Asphalt Plant Level II – January 2009 Page 39 of 89 Module 10 – Specification Application
material to verify that the changes have corrected the problem. Summarize this information and provide it to the Engineer prior to the end of the work shift when production resumes. In the event that a Quality Control failure is not addressed as defined above, the Engineer’s approval will be required prior to resuming production after any future Quality Control failures.
Slide 81
January 2009 10 - 81
334-5.1.4.4 Individual QC Test (continued)
• Material represented by the failing test result treat according to 334-5.1.9.5 (Defective Mat’l).
Address any material represented by a failing test result in accordance with 334‑5.1.9.5. Any LOT terminated under this Subarticle will be limited to a maximum Pay Factor of 1.00 (as defined in 334‑8.2) for each quality characteristic.
Slide 82
January 2009 10 - 82
QUIZT/F: Where density is required, always get at
least 3 cores per sublot.T/F: VT Results for the Initial Production LOT
will be made available to Contractor within 48 hours.
T/F: Master Range for Fine Graded Air Voids for all mixes is 2.0-6.0 %
T/F: Individual QC test for AC Content outside Master Production Range is shut down.
Asphalt Plant Level II – January 2009 Page 40 of 89 Module 10 – Specification Application
Slide 83
January 2009 10 - 83
334-5.1.5 Verification Testing:
• Engineer will run (split sample) Verification tests.
• Determine validity of Contractor QC tests results prior to use in Acceptance decision,
334-5.1.5 Verification Testing: In order to determine the validity of the Contractor’s Quality Control test results prior to their use in the Acceptance decision, the Engineer will run verification tests.
Slide 84
January 2009 10 - 84
334-5.1.5.1 Plant Testing:
• At the completion of each LOT… test a Verification split sample…
• Samples reheated at the target roadway compaction temperature for 1 1/2 hours ± 5 minutes, reduced, conditioned, tested.
• Results …for the LOT will be made available …within one working day from the time the LOT is completed.
334-5.1.5.1 Plant Testing: At the completion of each LOT, the Engineer will test a minimum of one Verification split sample randomly selected from the LOT. Results of the testing and analysis for the LOT will be made available to the Contractor within one working day from the time the LOT is completed. Verification samples shall be reheated at the target roadway compaction temperature for 1 1/2 hours ± 5 minutes, reduced to the appropriate testing size, and conditioned and tested as described in 334‑5.1.1.1. The Verification test results will be compared with the Quality Control test results based on the between-laboratory precision values shown in Table 334‑6.

Asphalt Plant Level II – January 2009 Page 41 of 89 Module 10 – Specification Application
Slide 85
January 2009 10 - 85
334-5.1.5.1 Plant Testing: (continued)
• Completion of each LOT • VT randomly selects sublot for testing• Reheat 1.5 hr +/- 5 min. at roadway
compaction temp• Reduce to sample size• Condition and test (334-5.1.1.1)• Compare VT with QC using Table 334-6.
Gmb Gmm Ext/Grd
Slide 86
January 2009 10 - 86
Property Maximum Difference
Gmm 0.016
Gmb 0.022
Pb 0.44%
P-200 FM 1-T 030 (Figure 2)
P-8 FM 1-T 030 (Figure 2)
Table 334-6 Between-Laboratory Precision Values
Table 334-6 is used to compare QC test results to VT test results. It is also used when comparing Resolution results to QC results.
Slide 87
January 2009 10 - 87
334-5.1.5.1 Plant Testing:
• If all of the mix characteristics comparefavorably, then the LOT will be accepted, with payment based on the Contractor’s QC tests for the LOT.
• If any of the results do not comparefavorably, then the Resolution samplesfrom the LOT will be sent to the Resolution laboratory for testing, as described in 334-5.1.6.
If all of the specified mix characteristics compare favorably, then the LOT will be accepted, with payment based on the Contractor’s Quality Control test data for the LOT. If any of the results do not compare favorably, then the Resolution samples from the LOT will be sent to the Resolution laboratory for testing, as described in 334‑5.1.6.

Asphalt Plant Level II – January 2009 Page 42 of 89 Module 10 – Specification Application
Slide 88
January 2009 10 - 88
334-5.1.5.2 Roadway Testing:
• VT to check density of QC cores from chosen sublot.
• If no cores from chosen sublot, randomly chose another sublot to test.
• 1 working day to complete• Compare VT to QC using Table 334-6• If all favorable – pay based on QC• If any not favorable – go to resolution.
334-5.1.5.2 Roadway Testing: At the completion of each LOT, the Engineer will determine the density (Gmb) of each core (previously tested by Quality Control) as described in 334‑5.1.1.1 from the same sublot as the Plant samples. For situations where roadway density is not required for the random sublot chosen, then another sublot shall be randomly chosen for roadway density cores only. Results of the testing and analysis for the LOT will be made available to the Contractor within one working day from the time the LOT is completed. The individual Verification test results will be compared with individual Quality Control test results by the Engineer based on the between-laboratory precision values given in Table 334‑6 for Gmb. If each of the core test results compare favorably, then the LOT will be accepted with respect to density, with payment based on the Contractor’s Quality Control test data for the LOT. If any of the results do not compare favorably, then the core samples from the LOT will be sent to the Resolution laboratory for testing as specified in 334‑5.1.6.

Asphalt Plant Level II – January 2009 Page 43 of 89 Module 10 – Specification Application
Slide 89
January 2009 10 - 89
334-5.1.6 Resolution System:
• 334-5.1.6.1 Plant Samples: Resolution laboratory tests ALL of the split samples from the LOT for only the property (or properties) in question…
• Reheat 1.5 hr at road compaction temp
• Condition 1 hr and test (334-5.1.1.1)
334-5.1.6 Resolution System: 334-5.1.6.1 Plant Samples: In the event of an unfavorable comparison between the Contractor’s Quality Control test results and the Engineer’s Verification test results on any of the properties identified in Table 334‑6, the Resolution laboratory will test all of the split samples from the LOT for only the property (or properties) in question. Resolution samples shall be reheated at the target roadway compaction temperature for 1 1/2 hours ± 5 minutes, reduced to the appropriate testing size, and conditioned and tested as described in 334‑5.1.1.1
Slide 90
January 2009 10 - 90
334-5.1.6 Resolution System:
• 334-5.1.6.2 Roadway Samples: Resolution lab tests ALL of the cores from the LOT.
• Testing will be as described in 334-5.1.1.1.
• Any damaged roadway cores will not be included; Replace damaged cores with additional cores at the direction of the Engineer.
334-5.1.6.2 Roadway Samples: In the event of an unfavorable comparison between the Contractor’s Quality Control test data and the Engineer’s Verification test data on the density results, the Resolution laboratory will test all of the cores from the LOT. Testing will be as described in 334‑5.1.1.1. Any damaged roadway cores will not be included in the evaluation; replace damaged cores with additional cores at the direction of the Engineer.

Asphalt Plant Level II – January 2009 Page 44 of 89 Module 10 – Specification Application
Slide 91
January 2009 10 - 91
334-5.1.6.3 Resolution Determination:
• If Resolution and QC compare favorably• Acceptance and payment for the LOT will
be based on the QC results,• Department will bear the costs of
Resolution testing. • No additional compensation, either
monetary or time, will be made for the impacts of any such testing.
334-5.1.6.3 Resolution Determination: If the Resolution laboratory results compare favorably (for the property or properties in question) with all of the Quality Control results, then acceptance and payment for the LOT will be based on the Quality Control results, and the Department will bear the costs associated with Resolution testing. No additional compensation, either monetary or time, will be made for the impacts of any such testing. If the Resolution laboratory results do not compare favorably (for the property or properties in question) with all of the Quality Control results, then acceptance and payment for the LOT will be based on the Resolution test data for the LOT, and the costs of the Resolution testing will be deducted from monthly estimates. No additional time will be granted for the impacts of any such testing. In addition, in the event that the application of the Resolution test data results in a failure to meet the requirements of Table 334‑5, address any material represented by the failing test result in accordance with 334‑5.1.9.5. In the event of an unfavorable comparison between the Resolution test results and Quality Control test results, make the necessary adjustments to assure that future comparisons are favorable.

Asphalt Plant Level II – January 2009 Page 45 of 89 Module 10 – Specification Application
Slide 92
January 2009 10 - 92
334-5.1.6.3 Resolution Determination (continued)
• If the Resolution and QC do not compare:
• Acceptance and payment for the LOT will be based on the Resolution test data
• Costs of the Resolution testing will be deducted from monthly estimate.
• No additional time will be granted for the impacts of any such testing.
Slide continues.
Slide 93
January 2009 10 - 93
334-5.1.6.3 Resolution Determination (continued)
• In the event of an unfavorable comparisonbetween the Resolution test results and Quality Control test results,
• Make the necessary adjustments to assure that future comparisons are favorable.
Slide continues.
Slide 94
January 2009 10 - 94
334-5.1.7 Independent Verification Testing
334-5.1.7.1 Plant:• Contractor provide boxes and take samples as
directed.• Take 3 complete sets
– 2 for IV, 1 for Contractor – Agreement needed for 1 set.
• Reheat IV sample per spec. and test• Contractor can test split immediately or reheat
properly, and reports results 1 working day.
334-5.1.7 Independent Verification Testing: 334-5.1.7.1 Plant: The Contractor shall provide sample boxes and take samples as directed by the Engineer for Independent Verification testing. Obtain enough material for three complete sets of tests (two samples for Independent Verification testing by the Engineer and one sample for testing by the Contractor). If agreed upon by both the Engineer and the Contractor, only one sample for Independent Verification testing by the Engineer may be obtained. Independent Verification samples will be reheated
Asphalt Plant Level II – January 2009 Page 46 of 89 Module 10 – Specification Application
at the target roadway compaction temperature for 1 1/2 hours ± 5 minutes, reduced to the appropriate testing size, and conditioned and tested as described in 334‑5.1.1.1. The Contractor’s split sample, if tested immediately after sampling, shall be reduced to the appropriate testing size, and conditioned and tested as described in 334‑5.1.1.1. If the Contractor’s sample is not tested immediately after sampling, then the sample shall be reheated at the target roadway compaction temperature for 1 1/2 hours ± 5 minutes, reduced to the appropriate testing size, and conditioned and tested as described in 334‑5.1.1.1. The Contractor’s test results shall be provided to the Engineer within one working day from the time the sample was obtained.
Slide 95
January 2009 10 - 95
334-5.1.7.1 Plant: (Continued)
• If IV doesn’t match 334-5 (MPR), compare results to Contractors.– If comparison meets 334-6 (precision)
or no contractor test available, IV is verified and contractor cease production, until problem fixed or can be demonstrated that it already has been fixed.
– Address failing material per 334-5.1.9.5
334-5.1.7 Independent Verification Testing: 334-5.1.7.1 Plant: (Continued) If any of the Independent Verification test results do not meet the requirements of Table 334-5, then a comparison of the Independent Verification test results and the Contractor’s test results, if available, will be made. If a comparison of the Independent Verification test results and the Contractor’s test results meets the precision values of Table 334-6 for the material properties in question, or if the Contractor’s test results are not available, then the Independent Verification test results are considered verified and the Contractor shall cease production of the asphalt mixture until the problem is adequately resolved (to the satisfaction of the Engineer), unless

Asphalt Plant Level II – January 2009 Page 47 of 89 Module 10 – Specification Application
it can be demonstrated to the satisfaction of the Engineer that the problem can immediately be (or already has been) resolved. Address any material represented by the failing test results in accordance with 334‑5.1.9.5.
Slide 96
January 2009 10 - 96
334-5.1.7.1 Plant: (Continued)
• If IV and Contractor Split don’t meet Table 334-6 (precision), re-run second IV sample.
• Compare IV1 and IV2 with 334-6.– If no compare – no action taken
334-5.1.7 Independent Verification Testing: 334-5.1.7.1 Plant: (Continued) If a comparison of the Independent Verification test results and the Contractor’s test results does not meet the precision values of Table 334-6 for the material properties in question, then the second Independent Verification sample shall be tested by the Engineer for the material properties in question. If a comparison between the first and second Independent Verification test results does not meet the precision values of Table 334-6 for the material properties in question, then the first Independent Verification test results are considered unverified for the material properties in question and no action shall be taken.
Slide 97
January 2009 10 - 97
334-5.1.7.1 Plant: (Continued)
• If IV1 and IV2 compare with Table 334-6, IV1 is verified. Contractor to cease production until problem fixed or can be demonstrated that it already has been fixed.
• Address failing material per 334-5.1.9.5
• Engineer option to use IV test for Comparison Test per 334-6.
334-5.1.7 Independent Verification Testing: 334-5.1.7.1 Plant: (Continued) If a comparison between the first and second Independent Verification test results meets the precision values of Table 334-6 for the material properties in question, then the first Independent Verification sample is considered verified and the Contractor shall cease production of the asphalt mixture until the problem is adequately resolved (to the satisfaction of the

Asphalt Plant Level II – January 2009 Page 48 of 89 Module 10 – Specification Application
Engineer), unless it can be demonstrated to the satisfaction of the Engineer that the problem can immediately be (or already has been) resolved. Address any material represented by the failing test results in accordance with 334‑5.1.9.5. The Engineer has the option to use the Independent Verification sample for comparison testing as specified in 334-6.
Slide 98
January 2009 10 - 98
Quiz
T/F: VT samples reheated at plant mixing temperature for 1 1/2 hours ± 5 minutes, reduced, conditioned, tested.
T/F: Resolution tests all of the split samples from the LOT only the property (or properties) in question…
T/F: If Resolution and QC compare favorably, use VT for Pay.
Slide 99
January 2009 10 - 99
334-5.1.7 Independent Verification• 334-5.7.1 Roadway: 5 new cores as directed by
Engineer from same LOT and sublot as Plant IV sample.
• If average of sublot does not meet Table 334-5, • Cease production of the asphalt mixture
– Until resolved to the satisfaction of the Engineer,unless it can be demonstrated to the satisfaction of the Engineer that the problem can immediately be (or already has been) resolved.
• Material represented by failing test result treat according to 334-5.1.9.5 (Defective Material)
334-5.1.7.2 Roadway: Obtain five roadway cores as directed by the Engineer for Independent Verification testing. These independent cores will be obtained from the same LOTs and sublots as the Independent Verification Plant samples, or as directed by the Engineer. The density of these cores will be obtained as described in 334‑5.1.1.1. If the average of the results for the sublot does not meet the requirements of Table 334-5 for density, cease production of the asphalt mixture until the problem is adequately resolved (to the satisfaction of the Engineer), unless
Asphalt Plant Level II – January 2009 Page 49 of 89 Module 10 – Specification Application
it can be demonstrated to the satisfaction of the Engineer that the problem can immediately be (or already has been) resolved. Address any material represented by the failing test results in accordance with 334‑5.1.9.5.
Slide 100
January 2009 10 - 100
334-5.1.9 Minimum Acceptable Quality Levels:
• Individual Pay Factors below 0.90: – First time correct and report action to Engineer– If 2 consecutive LOTs for same characteristic,
cease production unless it can be demonstrated to the satisfaction of the Engineer that the problem can immediately be (or already has been) resolved, Engineer approval to restart.
334-5.1.9 Minimum Acceptable Quality Levels: 334-5.1.9.1 Pay Factors Below 0.90: In the event that an individual pay factor for any quality characteristic of a LOT falls below 0.90, take steps to correct the situation and report the actions to the Engineer. In the event that the pay factor for the same quality characteristic for two consecutive LOTs is below 0.90, cease production of the asphalt mixture until the problem is adequately resolved (to the satisfaction of the Engineer), unless it can be demonstrated to the satisfaction of the Engineer that the problem can immediately be (or already has been) resolved. Actions taken must be approved by the Engineer before production resumes.
Slide 101
January 2009 10 - 101
334-5.1.9 Minimum Acceptable Quality Levels: (cont.)
• Composite Pay Factors < 0.90 and >0.80:– cease production …and Engineer
approval to restart.
334-5.1.9.2 Composite Pay Factors Less Than 0.90 and Greater Than or Equal to 0.80: If the composite pay factor for the LOT is less than 0.90 and greater than or equal to 0.80, cease production of the asphalt mixture until the problem is adequately resolved (to the satisfaction of the Engineer), unless it can be demonstrated to the satisfaction of the Engineer that the problem can immediately be (or already has been) resolved. Actions taken must be approved by the Engineer before production resumes.

Asphalt Plant Level II – January 2009 Page 50 of 89 Module 10 – Specification Application
Slide 102
January 2009 10 - 102
334-5.1.9 Minimum Acceptable Quality Levels: (cont.)
• Composite Pay Factor 0.75 to 0.79– Evaluate per 334-5.1.9.5 (Defective
Material)• Composite Pay Factor Less than 0.75
– Remove and Replace
334-5.1.9.3 Composite Pay Factors Less Than 0.80 and Greater Than or Equal to 0.75: If the composite pay factor for the LOT is less than 0.80 and greater than or equal to 0.75, address the defective material in accordance with 334‑5.1.9.5. 334-5.1.9.4 Composite Pay Factors Less Than 0.75: If the composite pay factor for the LOT is less than 0.75, remove and replace the defective LOT at no cost to the Department, or as approved by the Engineer.
Slide 103
January 2009 10 - 103
334-5.1.9.5 Defective Material:
• Assume responsibility for removing and replacing all defective material placed on the project, at no cost to the Department.
• As an exception to the above and upon approval of the Engineer, obtain an engineering analysis (EAR) by an independent laboratory …
334-5.1.9.5 Defective Material: Assume responsibility for removing and replacing all defective material placed on the project, at no cost to the Department. As an exception to the above and upon approval of the Engineer, obtain an engineering analysis by an independent laboratory (as approved by the Engineer) to determine the disposition of the material. The engineering analysis must be signed and sealed by a Professional Engineer licensed in the State of Florida. The Engineer may determine that an engineering analysis is not necessary or may perform an engineering analysis to determine the disposition of the material. Any material that remains in place will be accepted with a composite pay factor as determined by 334‑8, or as determined by the Engineer.

Asphalt Plant Level II – January 2009 Page 51 of 89 Module 10 – Specification Application
Slide 104
January 2009 10 - 104
334-5.1.9.5 (cont.)
• The Engineer may determine that an engineering analysis is not necessary…
• Any material that remains in place will be accepted with a composite pay factor as determined by 334-8, or as determined by the Engineer.
334-5.1.9.5 Defective Material: (Continued) The Engineer may determine that an engineering analysis is not necessary or may perform an engineering analysis to determine the disposition of the material. Any material that remains in place will be accepted with a composite pay factor as determined by 334‑8, or as determined by the Engineer.
Slide 105
January 2009 10 - 105
334-5.1.9.5 (cont.)
• If the defective material is due to a gradation, asphalt binder content or density failure,
• Upon approval of the Engineer the Contractor may perform delineation testson roadway cores in lieu of an engineering analysis
• Minimum limited +/- 50 feet from failure.• Air voids failures require EAR.
334-5.1.9.5 Defective Material: (Continued) If the defective material is due to a gradation, asphalt binder content or density failure, upon approval of the Engineer the Contractor may perform delineation tests on roadway cores in lieu of an engineering analysis to determine the limits of the defective material that requires removal and replacement. Prior to any delineation testing, all sampling locations shall be approved by the Engineer. All delineation sampling and testing shall be monitored and verified by the Engineer. The minimum limit of removal of defective material is fifty-feet either side of the failed sample. For materials that are defective due to air voids, an engineering analysis is required.

Asphalt Plant Level II – January 2009 Page 52 of 89 Module 10 – Specification Application
Slide 106
January 2009 10 - 106
Quiz
T/F: IV testing. If the average of the sublot cores meet Table 334-5, no action is required.
T/F: If the first time an individual pay factor is below 0.90, correct and report action to Engineer
T/F: The Engineer will always require an EAR on defective material.
Slide 107
January 2009 10 - 107
334-5.2.1 General: Option 2• Plant Acceptance: (P-8 and P-200),
asphalt content (Pb), & roadway density.
• Acceptance based on Engineers Tests LOT by LOT– A LOT is max of 4 sublots– Random samples per sublot– Sublot = 1 days production (min of 100 tons)– Less than 100 tons per day – no acceptance
testing– Maximum Lot duration is 7 calendar days
OPTION 2 only
334-5.2.1 General: The mixture will be accepted with respect to gradation (P-8 and P-200), asphalt content (Pb) and density of roadway cores. Acceptance of the mixture will be based on the Engineer’s test results. Acceptance will be on a LOT-by-LOT basis (for each mix design) based on tests of random samples obtained within each sublot taken at a frequency of one set of samples per sublot. A roadway LOT and a plant production LOT shall be the same. A LOT shall consist of a maximum of four sublots, where a sublot is defined as one day’s production. A day’s production is defined as a period of time no longer than 24 hours where a minimum of 100 tons of hot mix asphalt for the project (including Type B, Type SP and Type FC) is produced. When less than 100 tons of hot mix asphalt for the project (including Type B, Type SP and Type FC) is produced in a day, no acceptance testing will be required. A LOT shall not extend past seven calendar days from the start of the LOT. A LOT shall be complete after four sublots have been produced or seven calendar days have

Asphalt Plant Level II – January 2009 Page 53 of 89 Module 10 – Specification Application
transpired (whichever comes first). If a Traffic Level C mixture is substituted for a Traffic Level B mixture per 334-1.2 and Option 2 was selected, the mixture will be accepted under Option 2.
Slide 108
January 2009 10 - 108
334-5.2.1 Acceptance of the Mixture.
• If a Traffic Level C mixture is substituted for a Traffic Level B mixture per 334-1.2 and Option 2 was selected, the mixture will be accepted under Option 2.
OPTION 2 only
Additional criteria involving substitution of mixes falling under Option 2.
Slide 109
January 2009 10 - 109
334-5.2.2 Gradation and Asphalt Content Testing:
• One sample per sublot• Sample per FM 1-T168• At completion of LOT, Engineer
randomly tests one sample.
OPTION 2 only
334-5.2.2 Gradation and Asphalt Content Testing: The Engineer (or Contractor, if directed by the Engineer) will randomly obtain a minimum of one sample per sublot. The samples shall be obtained in accordance with FM 1‑T 168. At the completion of the LOT or seven calendar days (whichever comes first), the Engineer will randomly test one sample for gradation per FM 1-T 030, asphalt content per FM 5-563 and maximum specific gravity per FM 1-T 209.
Asphalt Plant Level II – January 2009 Page 54 of 89 Module 10 – Specification Application
Slide 110
January 2009 10 - 110
334-5.2.3 Roadway Density Testing:
• Obtain 5 cores with 24 hours within each sublot
• Minimum of 3 cores if impractical to cut 5.• 12 inches from unsupported edge• Patch with 3 days• Engineer to test cores from same sublot
as gradation and asphalt content.
OPTION 2 only
334-5.2.3 Roadway Density Testing: Obtain five 6 inch diameter roadway cores within 24 hours of placement at random locations as directed by the Engineer within each sublot. In situations where it is impractical to cut five cores per sublot, obtain a minimum of three cores per sublot at random locations as identified by the Engineer. Do not obtain cores any closer than 12 inches from an unsupported edge. Maintain traffic during the coring operation, core the roadway and patch the core holes (within three days of coring). The Engineer will determine density of the cores from the same sublot as the sample for gradation and asphalt content tested in 334-5.2.2.
Slide 111
January 2009 10 - 111
334-5.2.4 Acceptance Criteria
• 334-5.2.4 Acceptance Criteria: Acceptance will be on a pass/fail basis. Engineer’s test results that meet the criteria shown in Table 334-7, Criteria A, will be accepted at full pay.
OPTION 2 only
334-5.2.4 Acceptance Criteria: Acceptance will be on a pass/fail basis. Engineer’s test results that meet the criteria shown in Table 334-7, Criteria A, will be accepted at full pay.

Asphalt Plant Level II – January 2009 Page 55 of 89 Module 10 – Specification Application
Slide 112
January 2009 10 - 112OPTION 2 only
Table 334-7Acceptance Criteria for Traffic Level A and B Mixtures
CharacteristicTolerance (1)
Criteria A Criteria B
Asphalt Binder Content (percent) Target ± 0.55 Target ± 0.75
Passing No. 8 Sieve (percent) Target ± 5.50 Target ± 10.00
Passing No. 200 Sieve (percent) Target ± 1.50 Target ± 3.50
Density, minimum percent Gmm (2) (3) 92.00 90.00
Notes:(1) Tolerances for sample size of n = 1 from the verified mix design.(2) Based on the average value of the roadway cores and Gmm for the
sample.(3) If the Engineer (or Contract Documents) limits compaction to the static
mode only, the tolerance for Criteria A shall be 91.00 and the tolerance for Criteria B shall be 90.00.
Slide 113
January 2009 10 - 113
334-5.2.5 Failing Test Results:
• If any test results don’t meet Table 334-7 (Criteria A);– sublot is considered defective, – cease production, unless…– Engineer to test remaining samples in
LOT to determine extent of defective material.
OPTION 2 only
334-5.2.5 Failing Test Results: Should any of the test result(s) for the sample not meet the criteria given in Table 334-7, Criteria A, then the material for that sublot is considered defective. Cease production of the asphalt mixture until the problem is adequately resolved (to the satisfaction of the Engineer). The work can proceed if it can be demonstrated to the satisfaction of the Engineer that the problem can immediately be (or already has been) resolved. The Engineer will then test the remaining samples for all of the characteristics in Table 334-7 to determine the extent of the defective material. The additional samples to be tested are those from the remaining sublots of the LOT.

Asphalt Plant Level II – January 2009 Page 56 of 89 Module 10 – Specification Application
Slide 114
January 2009 10 - 114
334-5.2.5 Failing Test Results (continued)
Contractor Options for defective material:
1. Remove and Replace at no cost2. Leave in place at 75% pay, if approved3. Perform delineation testing to
determine limits. If material doesn’t meet Table 334-7 criteria A – See 1 and 2 above.
OPTION 2 only
334-5.2.5 Failing Test Results: (continued) The Contractor has the following options with respect to defective material: 1. Remove and replace the defective material at no cost to the Department. 2. Leave the defective material in place at 75% pay, if approved by the Engineer. 3. Perform delineation testing using a testing plan and a qualified laboratory approved by the Engineer to determine the limits of the defective material. The Engineer reserves the right to witness delineation testing conducted by the approved laboratory. Delineated material not meeting the criteria given in Table 334-7, Criteria A, shall be removed and replaced at no cost to the Department or left in place at 75% pay, if approved by the Engineer.
Slide 115
January 2009 10 - 115
334-5.2.5 Failing Test Results (continued)
If any test results don’t meet Table 334-7 (Criteria B);
1. Remove and replace the defective material at no cost to the Department.
2. Perform delineation testing using.– Materials not meeting Criteria A but
meet Criteria B: R&R or 75% pay– Materials not meeting Criteria B: R&R
OPTION 2 only
334-5.2.5 Failing Test Results: (continued) Should the test result(s) for the sample not meet the criteria given in Table 334-7, Criteria B, the Contractor has the following options with respect to the defective material: 1. Remove and replace the defective material at no cost to the Department. 2. Perform delineation testing using a testing plan and a qualified laboratory approved by the Engineer to determine the limits of the defective material. The Engineer reserves the right to witness delineation testing conducted by the

Asphalt Plant Level II – January 2009 Page 57 of 89 Module 10 – Specification Application
approved laboratory. Delineated material not meeting the criteria given in Table 334-7, Criteria A, but meeting the criteria given in Table 334-7, Criteria B shall be removed and replaced at no cost to the Department or left in place at 75% pay, if approved by the Engineer. Delineated material not meeting the criteria given in Table 334-7, Criteria B shall be removed and replaced at no cost to the Department.
Slide 116
January 2009 10 - 116
QUIZ
T/F: A LOT has a maximum of 4 sublots for option 2.
T/F: For option 2, one Sublot is equal to one days production (min of 100 tons).
T/F: For option 2, acceptance is based on the contractors QC test results.
Slide 117
January 2009 10 - 117
334-6 Comparison Testing.
• Only applies to Option 1 materials, at the start of the project (unless waived by the Engineer) and at other times as determined necessary by the Engineer,…
• Purpose is to verify that the testing equipment is functioning properly and that the testing procedures are being performed correctly.
• Correct or cease production• Split may be used for QC• Will meet IV requirements Table 334-5.1.7
334-6 Comparison Testing. For materials accepted under Option 1, at the start of the project (unless waived by the Engineer) and at other times as determined necessary by the Engineer, provide split samples for comparison testing with the Engineer. The purpose of these tests is to verify that the testing equipment is functioning properly and that the testing procedures are being performed correctly. In the event that the Engineer determines that there is a problem with the Contractor’s testing equipment and/or testing procedures, immediately correct the problem to the Engineer’s satisfaction. In the event that the

Asphalt Plant Level II – January 2009 Page 58 of 89 Module 10 – Specification Application
problem is not immediately corrected, cease production of the asphalt mixture until the problem is adequately resolved to the satisfaction of the Engineer. If so agreed to by both the Contractor and the Engineer, the split sample used for comparison testing may also be used for the Quality Control sample. The split sample used for comparison testing will also meet the requirements for Independent Verification Testing described in 334‑5.1.7. For materials accepted under Option 2, the requirements of this Article do not apply.
Slide 118
January 2009 10 - 118
334-8 Basis of Payment
• Pay factor for each characteristic determined• Composite Pay factor is based on:
– 35% Density– 25% Air Voids– 25% AC Content– 10% P-200– 5% P-8
• Perform all calculations with the Department’s Asphalt Plant - Pay Factor Worksheet (Form No. 675-030-22).
334-8 Basis of Payment. 334-8.1 General: Price and payment will be full compensation for all the work specified under this Section (including the applicable requirements of Sections 320 and 330). There will be no pay adjustments for materials accepted in accordance with 334-5.2. For materials accepted in accordance with 334-5.1, based upon the quality of the material, a pay adjustment will be applied to the bid price of the material as determined on a LOT by LOT basis. The pay adjustment will be assessed by calculating a Pay Factor for the following individual quality characteristics: pavement density, air voids, asphalt binder content, and the percentage passing the No. 200 and No. 8 sieves. The pay adjustment will be computed by multiplying a Composite Pay Factor for the LOT by the bid price per ton. Perform all calculations with the Department’s Asphalt Plant - Pay Factor Worksheets (Form No. 675‑030‑22).

Asphalt Plant Level II – January 2009 Page 59 of 89 Module 10 – Specification Application
Slide 119
January 2009 10 - 119
334-8.2 Pay Factors:
• 334-8.2.1 Two or Less Sublot Test Results: In the event that two or less sublot test results are available for a LOT, Pay Factors will be determined based on Table 334-8using deviations from target (absolute value)
• 334-8.2.2 Three or More Sublot Test Results: When three or more sublot test results are available for a LOT, the variability-unknown, standard deviation method will be used. (a.k.a. PWL)
334-8.2 Pay Factors: 334-8.2.1 Two or Less Sublot Test Results: In the event that two or less sublot test results are available for a LOT, Pay Factors will be determined based on Table 334‑8, using the average of the accumulated deviations from the target value. (Deviations are absolute values with no plus or minus signs.) Use the 1‑Test column when there is only one sublot test result and use the 2‑Tests column when there are two sublots.
Slide 120
Quality Characteristic Specification Limits
Passing No. 8 [2.36 mm] sieve (%) Target ± 3.1
Passing No. 200 [75 μm] sieve (%) Target ± 1.0
Asphalt Content (%) Target ± 0.40
Air Voids – Coarse Mixes (%) 4.00 ± 1.40
Air Voids – Fine Mixes (%) 4.00 ± 1.20
Density – Coarse Mixes (% of Gmm): 94.50 ± 1.30
Density – Fine Mixes (% of Gmm): 93.00 + 2.00, - 1.20 (1)
Note (1): If the Engineer (or Contract Documents) limits compaction to the static mode only, the specification limits are as follows: 92.00 + 3.00, -1.20. No additional compensation, cost or time, shall be made.
January 2009 10 - 120
Table 334-9 Specification Limits
This table provides the specification limits that are used in the PWL calculations. Note the difference in the air void and density limits when comparing coarse mixes to fine mixes. Also, see Note 1 which changes the specification limits for fine mixes per the Engineer or Contract Documents.
Slide 121
January 2009 10 - 121
Density Chart
% ofMaximumTheoreticalDensity
In-PlaceAir
Voids
0
1
2
3
4
5
6
7
8
991
92
93
94
95
96
97
98
99
100
Lab. Mix Design
Coarse Mix Rdwy Target
Fine Mix Rdwy TargetFine Mix – Rdwy Static Only
Reference density comparison chart showing how each specification relates to the others. Mixes are designed at 4% air voids for durability and long life. On the roadway, the target density is based on the type of mix, whether it is coarse graded or fine graded. The specification also allows a different target for fine mixes when vibration is not allowed for a specific reason.

Asphalt Plant Level II – January 2009 Page 60 of 89 Module 10 – Specification Application
Slide 122
January 2009 10 - 122
334-8.2.2.2 Pay Factors (PF):
• Pay Factors calculated using equation:
• Pay Factor = (55 + 0.5 x PWL) / 100• PWL is determined according to 334-8.2.2.1.
• Perform all calculations with the Department’s Asphalt Plant - Pay Factor Worksheets (Form No. 675-030-22).
The Pay Factor formula is shown on this slide. Using the formulas in the specification, the average and standard deviation from the LOT information, and the Specification Limits just discussed, A PWL value is calculated for each pay characteristic. The PWL value is converted into a percent pay using this formula. Up to 105% Pay can be achieved for a PWL equal to 100.
Slide 123
January 2009 10 - 123
Pay Systems – Old versus New
Precision: poor good good
Bias: low high low
This graphic show the difference between being accurate (Bias) and precision (uniformity). Ideally, you would like to have the mix to be uniform and on the mix design target (low bias). The other conditions are not as desirable, but may be acceptable. The poorer the precision and the bias, the lower the PWL and resulting Pay Factor.
Slide 124
January 2009 10 - 124
334-8.3 Composite Pay Factor (CPF)• CPF : 35 % (D) Density, 25% (Va) Air voids, 25%
(Pb) Binder, 10 % (P-200) & 5 % (P-8).
• CPF = [(0.350 x PF D) + (0.250 x PF Va) + (0.250 x PF Pb) + (0.100 x PF P-200) + (0.050 x PF P-8)] (round each multiplication to 0.01)
• Perform all calculations with Asphalt Plant -Pay Factor Worksheet (Form No. 675-030-22).
• Pay adjustment computed by multiplying CPF for the LOT by the bid price per ton.
This slide shows the formula which proportions the individual characteristic’s pay factors together to achieve a composite pay factor for the LOT. A spreadsheet is used to do all these calculations – they are too cumbersome to do by hand.

Asphalt Plant Level II – January 2009 Page 61 of 89 Module 10 – Specification Application
Slide 125
January 2009 10 - 125
Asphalt Plant - Pay Factor Worksheets
• Form No. 675-030-22.• Random Number generation and printout• QC data - checks each sublot for extremes• VT adds data and runs verification• Calculates individual PF and CPF • Identifies low PF and CPF• Form is updated frequently – know which
version you have.
Slide 126
January 2009 10 - 126
Screenshot from Pay Factor Worksheet showing a Plant Sample Random Numbers. These are generated prior to beginning a new Lot. Contractor has the option of using a 2000 or 4000 ton lot. The random number generator in the software generates a random number for each sublot for the QC sample. It also generates the random number of the sublot that will be “Verified” once the Lot is completed. This sheet is kept at the plant under the security of the VT technician.
Slide 127
January 2009 10 - 127
Screenshot from Pay Factor Worksheet showing the Roadway Density Core Random Numbers (only a partial of the sheet is shown). You will be referred to the actual sheet for the class. This sheet generates a series of 20 random numbers for the Lot size in question –In our example the Lot size is 2000 tons. It also generates an offset random number based on the spread width (12 feet in our example). This sheet is kept in the field under the security of the VT technician.

Asphalt Plant Level II – January 2009 Page 62 of 89 Module 10 – Specification Application
Slide 128
January 2009 10 - 128
Screenshot from Pay Factor Worksheet showing a completed sheet. Note that all the Verification Tests have verified – look at the Tolerance rows (all Green ‘”In”) showing each property verified. If one property showed up in red “Out”, this would require going to resolution to resolve the difference. The Lot is considered verified at this point and the composite pay factor and ending dates would be entered into the Lot Information & Packet Cover Sheet shown on the next slide.
Slide 129
January 2009 10 - 129
Screenshot from Pay Factor Worksheet showing a completed Lot Information & Packet Cover Sheet. Once all the related sheets for this Lot are compiled, this will finalize the paperwork for this Lot.
Slide 130
January 2009 10 - 130
Screenshot from Pay Factor Worksheet showing only 2 sublots of data. There will be situations where you don’t have a full Lot and the software can accommodate this easily. Notice that the PWL calculations are turned off since the number of sublots is less than 3. The pay factor in this case would be based on the small quantity pay table in the 334 specification to calculate the pay for this Lot.

Asphalt Plant Level II – January 2009 Page 63 of 89 Module 10 – Specification Application
Slide 131
January 2009 10 - 131
QUIZ• Option 1 Payment is based on:
• A. Verification and Resolution Tests• B. Quality Control Tests• C. Verified QC or Resolution Tests• D. Independent Verification Tests
• How many splits are needed for each standard plant sample?
• A. 2• B. 3• C. 4
• Bonus: How are these splits labeled?
Slide 132
January 2009 10 - 132
QUIZ
T/F: If VT doesn’t verify the individual sublotcores, VT retests all remaining cores in LOT.
T/F: The Composite Pay Factor for Air Voids is 25%
T/F: The pay factor for air voids is the same as roadway density.
T/F: If Resolution testing supports QC results, Use QC for pay.
Slide 133
January 2009 10 - 133
Section 337
ASPHALT CONCRETE FRICTION COURSES
(REV 3-7-08)(FA 7-15-08) (1-09)

Asphalt Plant Level II – January 2009 Page 64 of 89 Module 10 – Specification Application
Slide 134
January 2009 10 - 134
337-1 Description:
• Construct an asphalt concrete friction course pavement with the type of mixture specified in the Contract,
• Or when offered as alternates, as selected.
• This Section specifies mixes designated as FC-5, FC-9.5, and FC-12.5.
337-1 Description. Construct an asphalt concrete friction course pavement with the type of mixture specified in the Contract, or when offered as alternates, as selected. This Section specifies mixes designated as FC‑5, FC‑9.5, and FC‑12.5. Meet the plant and equipment requirements of Section 320, as modified herein. Meet the general construction requirements of Section 330, as modified herein. On projects with only Traffic Level A and/or B asphalt mixtures, select Option 1 or Option 2 Mixture Acceptance as specified in 337-6. The selection shall be indicated in the Contractor Quality Control Plan in accordance with Section 105 and shall apply to all mixes, including base, structural and friction course mixes, on the entire project. Traffic Level C, D and E mixtures will be accepted under Option 1 Mixture Acceptance only. On Contracts having both Traffic Level A or B and Traffic Level C, D or E asphalt mixtures, material will be accepted only under Option 1 Material Acceptance. When Option 2 Mixture Acceptance is selected, the requirements of 330-2 will not apply, with the exception of the roadway requirements as defined in 330-2.2.

Asphalt Plant Level II – January 2009 Page 65 of 89 Module 10 – Specification Application
Slide 135
January 2009 10 - 135
337-1 Description (continued)
• Option 1: Same criteria as 334
• Option 2: Same criteria as 334
Slide 136
January 2009 10 - 136
337-2.2 Asphalt Binder:
• Use asphalt rubber binder (Section 336)
• When called for in the Contract Documents, use a PG 76-22 (916-1).
•
• For projects with a total quantity of FC-5, FC-9.5, or FC-12.5 less than 500 tons, the Contractor may elect to substitute a PG 76-22 (916-1) for the ARB-12 or ARB-5.
337-2.2 Asphalt Binder: Meet the requirements of Section 336, and any additional requirements or modifications specified herein for the various mixtures. When called for in the Contract Documents, use a PG 76‑22 asphalt binder meeting the requirements of 916‑1. For projects with a total quantity of FC‑5, FC‑9.5, or FC‑12.5 less than 500 tons, the Contractor may elect to substitute a PG 76‑22 for the ARB‑12 or ARB‑5, meeting the requirements of 916‑1.
Slide 137
January 2009 10 - 137
337-3.2.1 Specific Components FC-5
• 337-3.2.1.1 Aggregates: Either 100% crushed granite or 100% crushed Oolitic limestone or 100% other crushed materials approved.
• 337-3.2.1.2 Binder: Use ARB-12 (336). If called for in contract use PG76-22 (916)
• 337-3.2.1.3 Lime: 1% for granite mixes ONLY.
• 337-3.2.1.4 Fibers: 0.4% mineral or 0.3% cellulose for ALL mixes.

Asphalt Plant Level II – January 2009 Page 66 of 89 Module 10 – Specification Application
Slide 138
January 2009 10 - 138
337-3.2.2 Specific Components FC-9.5 & FC-12.5:
• 337-3.2.2.1 Aggregates: Meet aggregate requirements for SP-9.5 or SP-12.5 (334).
• Blend that consists of crushed granite, crushed Oolitic limestone, or a combination, or other approved sources.
• Exception mix with minimum 60%granite: MAY use up to 40% FINE AGGREGATE other sources or up to 15% RAP.
• 337-3.2.2.2 Binder: Use an ARB-5 (336). If in the Contract, use a PG 76-22 (916).
337-3.2.2 FC-9.5 and FC-12.5: 337-3.2.2.1: Aggregates: Use an aggregate blend that consists of crushed granite, crushed Oolitic limestone, other crushed materials (as approved by the Engineer for friction courses per Rule 14-103.005, Florida Administrative Code), or a combination of the above. Crushed limestone from the Oolitic formation may be used if it contains a minimum of 12% silica material as determined by FM 5‑510 and the Engineer grants approval of the source prior to its use. As an exception, mixes that contain a minimum of 60% crushed granite may either contain: 1) up to 40% fine aggregate from other sources or 2) a combination of up to 15% RAP and the remaining fine aggregate from other sources. A list of aggregates approved for use in friction course may be available on the Department’s website. The URL for obtaining this information, if available, is: www.dot.state.fl.us/statematerialsoffice/quality/programs/qualitycontrol/materialslistings/sources/frictioncourse.pdf. 337-3.2.2.2: Asphalt Binder: Use an ARB‑5 asphalt rubber binder. If called for in the Contract, use a PG 76‑22 asphalt binder.

Asphalt Plant Level II – January 2009 Page 67 of 89 Module 10 – Specification Application
Slide 139
January 2009 10 - 139
337-6 Acceptance FC-9.5 and FC-12.5
• 337-6.1 FC-9.5 and FC-12.5:– Option 1 – meet 334-5.1– Option 2 – meet 334-5.2
337-6 Acceptance of the Mixture. 337-6.1 FC‑9.5 and FC‑12.5: For Option 1 Mixture Acceptance, meet the requirements of 334-5.1. For Option 2 Mixture Acceptance, meet the requirements of 334-5.2.
Slide 140
January 2009 10 - 140
337-6 Acceptance FC-5• 337-6.2.1 FC-5: Meet the requirements of
334-5.1 with the following exceptions:
• Accepted on gradation (P-3/8, P-4, and P-8), and binder content (Pb) ONLY.
• No initial production LOT required.
• Standard LOT size is 2,000 tons.
• Table 334-6 is modified to include (P-3/8, P-4, and P-8) tolerance per FM 1-T 030 (Figure 2)
• Table 337-2 replaces Table 334-5 Master Range
337-6.2 FC‑5: 337-6.2.1 Option 1 Mixture Acceptance: For Option 1 Mixture Acceptance, meet the requirements of 334-5.1 with the following exceptions: 1. The mixture will be accepted with respect to gradation (P-3/8, P-4, and P-8), and asphalt binder content (Pb) only. 2. Testing in accordance with AASHTO T312‑04 and FM 1‑T 209 (and conditioning prior to testing) will not be required as part of 334‑5.1.1.1. 3. The standard LOT size of FC‑5 will be 2,000 tons, with each LOT subdivided into four equal sublots of 500 tons each. 4. Initial production requirements of 334‑5.1.3 do not apply. 5. The Between-Laboratory Precision Values described in Table 334‑6 are modified to include (P-3/8, P-4, and P-8) with a maximum difference per FM 1‑T 030 (Figure 2). 6. Table 334‑5 (Master Production Range) is replaced by Table 337‑2. 7. The mixture will be accepted
Asphalt Plant Level II – January 2009 Page 68 of 89 Module 10 – Specification Application
on the roadway with respect to surface tolerance in accordance with 334‑5.1.8. No density testing will be required for these mixtures.
Slide 141
January 2009 10 - 141
337-6 Acceptance FC-5
• 337-6.2.1.1 Individual QC test FC-5:
• Individual test for gradation does not meet Table 337-2: – Correct Problem
• Two consecutive same gradation or individualbinder content not meet Table 337-2:– Terminate Lot and stop production… etc– Evaluate according to 334-5.1.9.5 (EAR)
337-6.2.1.1 Individual Test Tolerances for FC-5 Production: Terminate the LOT if any of the following Quality Control failures occur: 1) An individual test result of a sublot for asphalt binder content does not meet the requirements of Table 337‑2, 2) Two consecutive test results for gradation on any of the following sieve sizes (P-3/8, P-4, and P-8) do not meet the requirements of Table 337-2, When a LOT is terminated due to a QC failure, stop production of the mixture until the problem is resolved to the satisfaction of the Quality Control Manager(s) and/or Asphalt Plant Level II technician(s) responsible for the decision to resume production after a quality control failure, as identified in 105-8.6.4. In the event that it can be demonstrated that the problem can immediately be or already has been resolved, it will not be necessary to stop production. When a LOT is terminated, make all necessary changes to correct the problem. Do not resume production until appropriate corrections have been made. Inform the Engineer of the problem and corrections made to correct the problem. After resuming production, sample and test the material to verify that the changes have corrected the problem. Summarize this information and provide it to the Engineer prior to the end of the work shift when

Asphalt Plant Level II – January 2009 Page 69 of 89 Module 10 – Specification Application
production resumes. In the event that a Quality Control failure is not addressed as defined above, the Engineer’s approval will be required prior to resuming production after any future Quality Control failures. Address any material represented by a failing test result in accordance with 334‑5.1.9.5. Any LOT terminated under this Subarticle will be limited to a maximum Pay Factor of 1.00 (as defined in 337‑12.3) for each quality characteristic.
Slide 142
January 2009 10 - 142
337-6 Acceptance FC-5 (Option 2 Acceptance)
1. Gradation (P-3/8, P-4, and P-8), and asphalt binder (Pb).
2. Testing in accordance with FM 1-T 209 will not be required as part of 334-5.2.2.
3. Values in Table 334-6 are modified to include (P-3/8, P-4, and P-8) with a maximum difference per FM 1-T 030 (Figure 2).
4. Table 334-7 (Acceptance Criteria for Traffic Level A and B Mixtures) is replaced by Table 337-3.
5. Accepted on the roadway with respect to surface tolerance in accordance with the applicable requirements of 334-5.2.7. No density testing will be required.
OPTION 2 only
337-6.2.2 Option 2 Material Acceptance: For Option 2 Mixture Acceptance, meet the requirements of 334-5.2 with the following exceptions: 1. The mixture will be accepted with respect to gradation (P-3/8, P-4, and P-8), and asphalt binder content (Pb) only. 2. Testing in accordance with FM 1‑T 209 will not be required as part of 334‑5.2.2. 3. The Between-Laboratory Precision Values described in Table 334‑6 are modified to include (P-3/8, P-4, and P-8) with a maximum difference per FM 1‑T 030 (Figure 2). 6. Table 334‑7 (Acceptance Criteria for Traffic Level A and B Mixtures) is replaced by Table 337‑3. 7. The mixture will be accepted on the roadway with respect to surface tolerance in accordance with the applicable requirements of 334‑5.2.7. No density testing will be required for these mixtures.
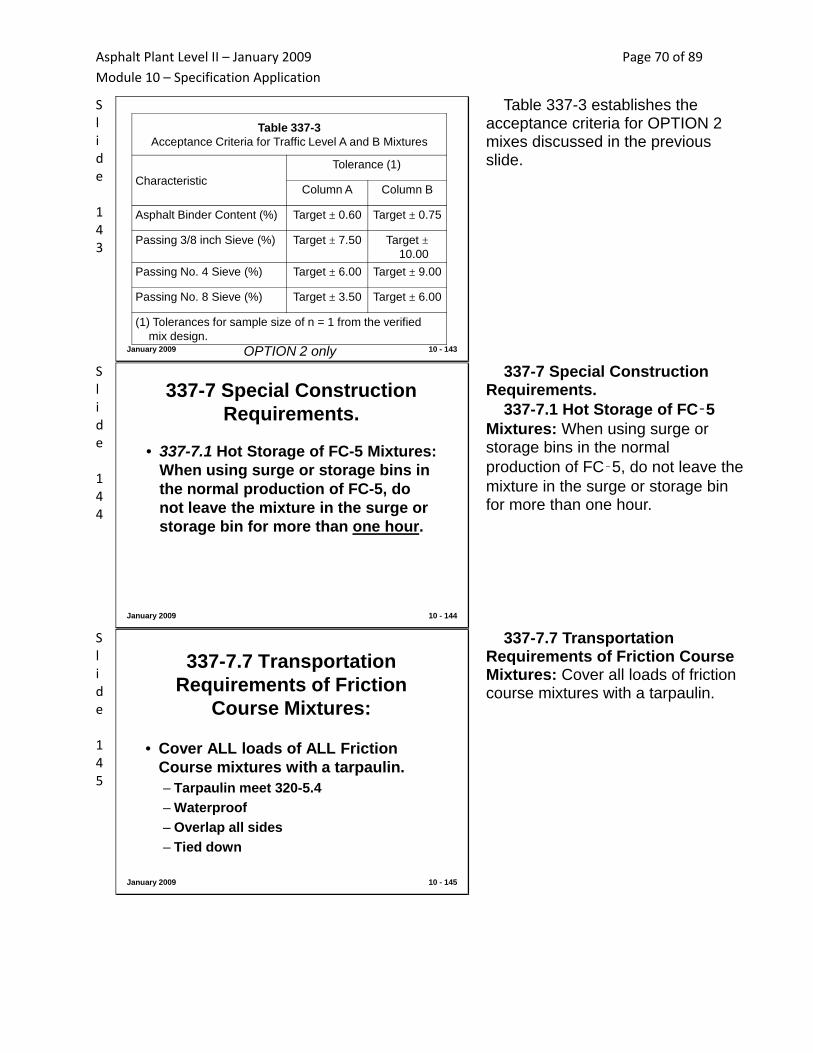
Asphalt Plant Level II – January 2009 Page 70 of 89 Module 10 – Specification Application
Slide 143
January 2009 10 - 143
Table 337-3Acceptance Criteria for Traffic Level A and B Mixtures
CharacteristicTolerance (1)
Column A Column B
Asphalt Binder Content (%) Target ± 0.60 Target ± 0.75
Passing 3/8 inch Sieve (%) Target ± 7.50 Target ±10.00
Passing No. 4 Sieve (%) Target ± 6.00 Target ± 9.00
Passing No. 8 Sieve (%) Target ± 3.50 Target ± 6.00
(1) Tolerances for sample size of n = 1 from the verified mix design.
OPTION 2 only
Table 337-3 establishes the acceptance criteria for OPTION 2 mixes discussed in the previous slide.
Slide 144
January 2009 10 - 144
337-7 Special Construction Requirements.
• 337-7.1 Hot Storage of FC-5 Mixtures: When using surge or storage bins in the normal production of FC-5, do not leave the mixture in the surge or storage bin for more than one hour.
337-7 Special Construction Requirements. 337-7.1 Hot Storage of FC‑5 Mixtures: When using surge or storage bins in the normal production of FC‑5, do not leave the mixture in the surge or storage bin for more than one hour.
Slide 145
January 2009 10 - 145
337-7.7 Transportation Requirements of Friction
Course Mixtures:
• Cover ALL loads of ALL Friction Course mixtures with a tarpaulin.– Tarpaulin meet 320-5.4 – Waterproof– Overlap all sides– Tied down
337-7.7 Transportation Requirements of Friction Course Mixtures: Cover all loads of friction course mixtures with a tarpaulin.

Asphalt Plant Level II – January 2009 Page 71 of 89 Module 10 – Specification Application
Slide 146
January 2009 10 - 146
Basis of Payment
• FC-9.5 and FC-12.5: For Option 1 Material Acceptance, meet the requirements of 334-8.
• FC-5 (Option 1)– Asphalt Binder content and 3/8, 4, 8
sieves
337-12.2 FC-9.5 and FC-12.5: For Option 1 Material Acceptance, meet the requirements of 334‑8. For Option 2 Material Acceptance, meet the requirements of 334-5.2. 337-12.3 FC-5: For Option 1 Material Acceptance, meet the requirements of 334‑8 with the following exceptions: 1. Pay factors will be calculated for asphalt binder content and the percentages passing the 3/8 inch, the No. 4, and the No. 8 sieves only. 2. Table 337‑4 replaces Table 334‑8. 3. Table 337‑5 replaces Table 334‑9. 4. The Composite Pay Factor equation in 334‑8.3 is replaced with the following: CPF = [(0.20 x PF 3/8 inch) + (0.30 x PF No. 4) + (0.10 x PF No. 8) + (0.40 x PF AC)] For Option 2 Material Acceptance, meet the requirements of 337-6.2.2.
Slide 147
January 2009 10 - 147
337-12.3 FC-5 (Payment):
• Meet … 334-8 with following exceptions:
– Pay factors: binder content and 3/8 inch, No. 4, and No. 8 sieves ONLY.
– Table 337-3 replaces Table 334-6 Small Quantity.
– Table 337-4 replaces Table 334-7 Spec Limits.– CPF in 334-8.3 is replaced
• CPF = [(0.20 x PF 3/8 inch) + (0.30 x PF No. 4) + (0.10 x PF No. 8) + (0.40 x PF AC)]
See slide notes. Note FC-5 has a different composite pay factor that the other mixes.

Asphalt Plant Level II – January 2009 Page 72 of 89 Module 10 – Specification Application
Slide 148
January 2009 10 - 148
Section 337 (continued)
• PWL Tolerances Table 337-5– Based on FC-5 construction data
• Composite Pay Factor• 20% 3/8” Sieve• 30% No. 4 Sieve• 10% No. 8 Sieve• 40% AC
Slide 149
January 2009 10 - 149
Quiz
T/F: Only Granite or Oolitic limestone can be used in Friction Courses.
T/F: For FC-5, the composite pay factor for density is 35%
T/F: Two consecutive gradation failures for FC-5 require shutdown.
Slide 150
January 2009 10 - 150
Table 337-5Specification Limits for FC-5
Quality Characteristic Specification Limits
Asphalt Binder Content (%) Target ± 0.45
Passing 3/8 inch sieve (%) Target ± 6.00
Passing No. 4 sieve (%) Target ± 4.50
Passing No. 8 sieve (%) Target ± 2.50
This table establishes a set of specification limits to be used for FC-5 mixes only. These limits are used along with the formulas and acceptance results to calculate a PWL for each quality characteristic.
Asphalt Plant Level II – January 2009 Page 73 of 89 Module 10 – Specification Application
Slide 151
January 2009 10 - 151
YOU DID IT!
• You made it though the specifications.
• Now, let’s bring this together by walking through the process.
Slide 152
January 2009 10 - 152
Walking through the CQC process
• Focus on Plant Operations
• Plant Sampling and Testing
• Roadway (Covered in the Paving Level II course)
The last series of slides in this chapter will focus on a “walk through” of a typical lot and what is involved from the QC and VT perspective. The roadway portion of the testing is covered in Paving Level 2.
Slide 153
January 2009 10 - 153
Load software and open file (VT)
• Form No. 675-030-22.• Need to be able to use a computer
and Excel 2000
• Software check – use calibration numbers to check formulas.
This first step involved obtaining a copy of the correct spreadsheet (from number shown on slide) and making sure it runs on the computer provided.

Asphalt Plant Level II – January 2009 Page 74 of 89 Module 10 – Specification Application
Slide 154
January 2009 10 - 154
Enter Project Data (VT) The project information would be entered on the first worksheet along with the intended LOT size and the width of paving.
Slide 155
January 2009 10 - 155
Hit F9 (VT) to generate Random Numbers
The next step would be to press the F9 key one time to generate the random numbers. The random number for the plant and roadway cores will be automatically generated. Do not press the F9 button repeatedly, once is sufficient, as one might unintentionally introduce bias if looking for a specific random number. .
Slide 156
January 2009 10 - 156
Print and secure sheets (VT)
• Secure plant copy• Forward roadway sheet
The VT must print the two sheets (plant and roadway) out immediately, the random numbers do not save. The roadway form is typically sealed in an envelope and shipped on the next truck to the jobsite for the roadway inspector/VT.

Asphalt Plant Level II – January 2009 Page 75 of 89 Module 10 – Specification Application
Slide 157
January 2009 10 - 157
Select truck (VT) The VT should keep on eye on the accumulated tonnage in the LOT to notify the plant operator in time to route the truck containing the random number to the sample stand. A couple trucks notice is sufficient to ensure the right truck is not missed.
Slide 158
January 2009 10 - 158
Obtain 3 buckets of mix (QC/VT)
• Recommended: need at least three 4 Gallon galvanized wash tub – each holds 35 pounds of mix
• Working together (QC/VT) when sampling
As the truck is about to be sampled, the VT need also notify the QC technician to allow them time to suspend what testing they are doing currently and allow them to get to the sample stand when the truck arrives. It is best not to hold up the truck anymore than necessary to sample. It is very important that everyone follow the correct sampling techniques to ensure a representative sample is secured. One sample is composed of three 4 gallon buckets (each holding at least 35 pounds of mix).
Slide 159
January 2009 10 - 159
Start QC Testing(QC)
• Split QC sample:– Condition loose mix SGC and Gmm for 1
hour at compaction temp. in covered container; then• Compact 2 SGC pills• Run 1 Gmm including dry-back
– Extraction sample to pre-weighed basket
Once the sample is taken, the truck is released to travel to the jobsite, and the testing can begin. Since the mix is hot, it is important to get the QC sample properly reduced for testing size as soon as possible. Generally it is preferable to leave the VT and RT buckets aside until the QC samples are underway.

Asphalt Plant Level II – January 2009 Page 76 of 89 Module 10 – Specification Application
Slide 160
January 2009 10 - 160
Box and Secure VT and RT Samples
• While mix is conditioning…• 3 boxes per sample – 2 samples,
properly ID’d (Project Number, Mix, Lot, Sublot, Date, Type)
• Stored in secure location• Box Samples (QC & VT)
While the QC samples are conditioning, take one of the buckets and dump it into three smaller portions/boxes (this allows better and faster reheating). There is no need to split/quarter or handle the material excessively since the three boxes will be recombined later to allow the test sample sizes.
Slide 161
January 2009 10 - 161
Box and Secure VT and RT Samples (cont.)
• The Plant VT shall make certain that the boxes are sealed (taped closed) and to sign his/her name across the seal, and that each box is stored in a secure location
• Verification testing should be conducted after the entire lot is completed ASAP
See slide text. In the interest of security, the boxes (once cool to handle) need to be taped together securely as discussed in the slide. Once the LOT is completed, the randomly selected verification sublot should be tested immediately.
Slide 162
January 2009 10 - 162
QC Testing: • Sampling - FM 1-168 • Gmm - FM 1-T209 • Compact Samples with SGC test for
Gmb - AASHTO T312-04 / FM 1-T166• AC content / Recovered Gradation
FM 5-563 / FM 1-T 030• All QC Testing (Who? QC)
This slide show the typical tests that are conducted on a plant sample.
Asphalt Plant Level II – January 2009 Page 77 of 89 Module 10 – Specification Application
Slide 163
January 2009 10 - 163
Process QC data (QC)• QC test worksheet (675-030-25) to VT
when complete (before calculations)
• QC Calculate test results for Gradation, AC, Gmm, Gmb, Air Voids no later than 10:00 AM the following day
• QC enters QC Data into spreadsheet (675-030-22) and checks Table 334-5 Master Production Range
Slide text shows additional requirements on QC testing.
Slide 164
January 2009 10 - 164
Correction of QC data
• Any corrections made to the raw data shall be made by striking through the incorrect data with a single line and writing the correct data above the struck-through data with the technician’s initial beside it and a brief explanation of why such correction is being made
• Erasing any data is prohibited
NO erasing. Strike-through and initial all errors.
Slide 165
January 2009 10 - 165
Verification Process (VT)
• WHEN LOT COMPLETE, pull boxes from sublot number on random sheet– Reheat at compaction temp. 1.5 hr
Reduce to test size, Condition for 1hr, Test for Gradation, AC, Gmm, Gmb.
– VT data into spreadsheet (675-030-22).– Check QC-VT comparison (Table 334-5)– Comparison OK? Pay using QC data.– Comparison not OK? Start Resolution.
Slide test provides an overview of the Verification Testing process. Emphasis on when LOT is complete.

Asphalt Plant Level II – January 2009 Page 78 of 89 Module 10 – Specification Application
Slide 166
January 2009 10 - 166
QC Plant - Things to do• Meet QC Plan requirements• Inspect plant operation• Monitor Truck Temperatures• Incoming stockpile testing (including
RAP material)• Keep test equipment calibrations up-to-
date including plant calibration operations and truck scales weekly check
The next two slides summarize some of the QC technician responsibilities at the asphalt plant.
Slide 167
January 2009 10 - 167
QC Plant - Things to do (cont.)• Review results for trends. Inform QC
Manager, PA, DBE of any failures immediately
• Test moisture content• Test QC samples and roadway density
cores• Prepare Asphalt Plant Daily Report of
QC
Slide continues.
Slide 168
January 2009 10 - 168
VT Plant – Things to do.• Walk around plant
– Stockpiling techniques / contamination• Watch truck loading• Randomly check truck temps• Is Contractor meeting QC plan requirements• Observe QC testing• Help with sampling / boxing / clean up• Review data QC / VT / IV
The next two slides summarize some of the QC technician responsibilities at the asphalt plant.

Asphalt Plant Level II – January 2009 Page 79 of 89 Module 10 – Specification Application
Slide 169
January 2009 10 - 169
VT Plant – Things to do.• Generate random numbers for plant and
roadway VT for core locations• Perform verification testing and complete
Asphalt Plant Verification Report• Prepare Mix Design Summary Spreadsheet• Notify Roadway VT, PA of any failures
immediately• Review QC Plant’s report & Asphalt Plant
operations• Forward non-comparing samples for
resolution
Slide continues.
Slide 170
January 2009 10 - 170
Forms• Asphalt IV Report 675-030-17• Asphalt Plant - Daily Report of QC 675-030-18• Asphalt Plant - Verification Report 675-030-19• Asphalt Plant - Pay Worksheet 675-030-22• Asphalt Resolution Report (LIMS) 675-030-23A• Asphalt Mix Design Summary 675-030-24• Asphalt Plant Worksheet 675-030-25• Disposition of Defective Material 700-011-01• Complete daily and have checked for accuracy• Copies and instructions in Appendix
Shown here are a listing of the typical forms and form numbers.
Slide 171
January 2009 10 - 171
FORMS
• Sample Forms
• Complete daily & checked for accuracy.

Asphalt Plant Level II – January 2009 Page 80 of 89 Module 10 – Specification Application
Slide 172
January 2009 10 - 172
Asphalt Independent Verification Report 675-030-17
Slide 173
January 2009 10 - 173
Screenshot of the Top half of the Asphalt Independent Verification Report for LIMS
Slide 174
January 2009 10 - 174
Screenshot of the bottom half of the Asphalt Independent Verification Report for LIMS

Asphalt Plant Level II – January 2009 Page 81 of 89 Module 10 – Specification Application
Slide 175
January 2009 10 - 175
Asphalt Plant – Daily Report of Quality Control Report
675-030-18
Slide 176
January 2009 10 - 176
Screenshot of the top half of the Asphalt Plant – Daily Report of Quality Control.
Slide 177
January 2009 10 - 177
Screenshot of the bottom half of the Asphalt Plant – Daily Report of Quality Control.
Asphalt Plant Level II – January 2009 Page 82 of 89 Module 10 – Specification Application
Slide 178
January 2009 10 - 178
Asphalt Plant – Verification Report 675-030-19
Slide 179
January 2009 10 - 179
Screenshot of the top half of the Asphalt Plant – Verification Report. This form is used daily, but stays open until the LOT is completed.
Slide 180
January 2009 10 - 180
Screenshot of the bottom half of the Asphalt Plant – Verification Report. This form is used daily, but stays open until the LOT is completed.

Asphalt Plant Level II – January 2009 Page 83 of 89 Module 10 – Specification Application
Slide 181
January 2009 10 - 181
Asphalt Plant – Pay Factor Worksheet 675-030-22
Slide 182
January 2009 10 - 182
Screenshot of the first worksheet on the “spreadsheet” which is used to generate the LOT random numbers and complete the necessary calculations to conduct the Verification analysis and also calculate the Pay factor for the LOT.
Slide 183
January 2009 10 - 183
Screenshot from Pay Factor Worksheet showing a completed Lot Information & Packet Cover Sheet. Once all the related sheets for this Lot are compiled, this will finalize the paperwork for this Lot.

Asphalt Plant Level II – January 2009 Page 84 of 89 Module 10 – Specification Application
Slide 184
January 2009 10 - 184
Asphalt Resolution Report (LIMS) 675-030-23A
Slide 185
January 2009 10 - 185
Screenshot of the top half of the Asphalt Resolution Report. This form is used when the Verification Testing does not verify the QC test results.
Slide 186
January 2009 10 - 186
Screenshot of the bottom half of the Asphalt Resolution Report. This form is used when the Verification Testing does not verify the QC test results.
Asphalt Plant Level II – January 2009 Page 85 of 89 Module 10 – Specification Application
Slide 187
January 2009 10 - 187
Asphalt Mix Design Summary Report 675-030-24
Slide 188
January 2009 10 - 188
Screenshot of the Mix Design Summary form.
Slide 189
January 2009 10 - 189
Additional screenshot of the Mix Design Summary form.

Asphalt Plant Level II – January 2009 Page 86 of 89 Module 10 – Specification Application
Slide 190
January 2009 10 - 190
Additional screenshot of the Mix Design Summary form.
Slide 191
January 2009 10 - 191
Additional screenshot of the Mix Design Summary form, showing the control chart function.
Slide 192
January 2009 10 - 192
Asphalt Plant Worksheet Report 675-030-25

Asphalt Plant Level II – January 2009 Page 87 of 89 Module 10 – Specification Application
Slide 193
January 2009 10 - 193
Screenshot of the top half of the Asphalt Plant Worksheet data form.
Slide 194
January 2009 10 - 194
Screenshot of the bottom half of the Asphalt Plant Worksheet data form.
Slide 195
January 2009 10 - 195
Implementation – Hints
• Read the specifications
• Spend time at Pre-Con and Pre-paving troubleshooting and developing working relationships.
• Be a little flexible, issues will come up,

Asphalt Plant Level II – January 2009 Page 88 of 89 Module 10 – Specification Application
Slide 196
January 2009 10 - 196
Implementing CQC
• Relax, Take it easy, and just do it.
Slide 197
January 2009 10 - 197
Links• http://www.dot.state.fl.us/construction/
State Construction Office
• http://www.dot.state.fl.us/specificationsoffice/FDOT Specifications Office
• http://www.dot.state.fl.us/statematerialsoffice/FDOT State Materials Office
• http://formserver.dot.state.fl.us/capture/listings/FormListing.aspx?ListType=FormOffice&office=MATERIALS FDOT Forms site
• www.acaf.org ACAF website
Shown here is a list of good links to bookmark on one’s computer for future reference.
Slide 198
January 2009 10 - 198
What we covered:
• Definitions• Specifications• How do they work

Asphalt Plant Level II – January 2009 Page 89 of 89 Module 10 – Specification Application
Slide 199
January 2009 10 - 199
QUESTIONS ?
Any questions?
















![o v } W o µ P } ' µ ] - Connolly Sales & Marketing · · 2015-01-087088-2 330 7735-10 330 7773 331 7808-3 310 7088-10 330 7742 194 n7773-ho 331 7808-7 310 7107 153 7744-2 330](https://img.pdfslide.us/doc/110x75/5ad1b3a07f8b9aff738bf67f/o-v-w-o-p-connolly-sales-330-7735-10-330-7773-331-7808-3-310-7088-10-330.jpg)












