Embed Size (px)
Citation preview

WSA - Meeting industry demands
by Jens K. Laursen and Frands E. Jensen

The WSA process is a process for theconversion of sulphurous streams intosulphuric acid developed by Haldor
Topsøe A/S, Denmark. Since its introduc-tion in the 1980s, the WSA process hasbeen recognised as an efficient process forrecovering sulphur from various sources inthe form of commercial quality sulphuricacid. The WSA process has found wide-spread application in the refineries, oil andcoal based industries, the metallurgicalindustry, the steel industry (coking), thepower industry, and the cellulose industry.More than 60 plants have now beenlicensed worldwide for treatment of processgases in a wide range of process industries.
ApplicationThe WSA process is applied in all indus-tries where removal of sulphur is an issue.Typical applications include:
Refinery and petrochemicals● H2S-containing gases from amine units● Sour water stripper gases● Regeneration of spent sulphuric acid
from alkylation● Treatment of stack gases from boilers
fired by heavy residues and petroleumcoke
Metallurgical industry● Off-gases from metal sulphide roasters
(Mo, Zn, Pb, Cu, and other)
Coal based industry● H2S, NH3 and HCN containing gases in
coking plants● H2S, NH3 and HCN containing gases
from coal gasification
● H2S containing gases in crude benzeneprocessing units
Cellulose industry● H2S and CS2 containing gases in vis-
cose fibre plants
Power industry● Flue gases from combustion of high-sul-
phur fuels. Both sulphur oxides and NOxare removed.
Salient featuresCompared to other sulphur treatmentprocesses, the WSA process offers a widerrange of features:
● More than 99% recovery of the total sul-
phur content, always in compliance withenvironmental legislation
● Product is clean, concentrated sulphuricacid of commercial quality, also in turn-down situations
● Heat of reaction is recovered as super-heated or saturated steam
● Gases containing hydrocarbons – alsovery high CO2 content – are accepted
● Optional DeNOx for gases with high con-tent of NH3 and HCN
● No consumption of chemicals (exceptfor optional DeNOx)
● Very low consumption of cooling water● No consumption of process water● No liquid or solid waste effluents● Wide turndown range● Simple layout, simple operation, overall
attractive economy
80 Sulphur 312 | September -October 2007
WSA PROCESS
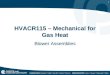
Fig 1: WSA process for H2S gas
H2S gas
combustion air
incinerator
blower
stackgas
blower
air
WSAcondenser
SO2converter
inte
rbed
coo
lers
acidcooler
steamsystem
product acidsuperheated steam
gascooler
Meeting industrydemandsJens K. Laursen and Frands E. Jensen of Haldor Topsøe A/S give anoverview of the process principles of the WSA process for sulphurrecovery, providing industry examples from a variety of applications.
S-312_WSA_process 13/09/2007 14:09 Page 80

Process principlesWSA is short for Wet gas Sulphuric Acid,meaning that contrary to conventional sul-phuric acid processes, the WSA processtreats the process gas with all of its watercontent. This means that cooling and con-densation prior to the SO2 conversionstage are not required. Consequently,there will be no liquid waste effluent, noloss of acid, no use of cooling water for thispart, and no loss of heat. This feature alsoreduces pressure drop and thereby electricpower consumption.
The process principles can be illus-trated by three different cases: One casetreating hydrogen sulphide (Fig. 1), onecase treating sulphur dioxide (Fig. 3) andone case treating flue gas from combus-tion of high-sulphur residual oil (Fig. 4).Basically, the same process steps apply forall feed gases:
● Combustion (except in the case of SO2
gases)● Heating or cooling of the gas to the
reactor temperature● Conversion of SO2 to SO3
● Hydration of the SO3 to gaseous H2SO4
● Condensation of H2SO4 in the WSA con-denser
Case 1 – H2S gases (Fig. 1)The WSA process is an effective and insome cases superior alternative to the Clausprocess. The process can be applied forgases with high H2S content as in amineregenerator off-gas, and for gases with alower H2S content as in off-gas from Rectisolunits in coal gasification. The latter type ofgas typically has a high content of CO2 andoften a substantial content of hydrocarbons;this is also accepted by the WSA process.
In the case of H2S, e.g. from an amineregeneration unit, the gas is incinerated toSO2 in a burner followed by a waste heatboiler. Unless the feed gas contains othercombustibles, support fuel is necessary ifthe feed gas contains less than, say, 25%H2S. The incinerated gas typically contains5-6% SO2 and all the water from the com-bustion of the H2S and other combustibles.The gas leaving the waste heat boiler hasa temperature of approximately 400°C.
The gas then enters the SO2 reactorwhich contains two or three catalytic beds,depending on the actual process conditionsand the desired degree of conversion. Asthe reaction in the reactor is exothermal,the gas is cooled between the beds in order
82 Sulphur 312 | September -October 2007
WSA PROCESS
Fig 3: SNOX™ process
feed gas
feed gas preheater
naturalgas
SO2converter
interbedcooler
gascooler WSA
condenser
acid cooler
product acid
saltpump
salttank
salt circulationsystem
boiler
stack gas
blower
air
feed gas blower
feed gaspreheater
start-up/supportburner
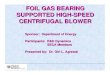
Fig 2: WSA Condenser
clean gas outlet
cooling air inlet
hot air outlet
sulphuric acidto acid cooling system
acid gas inlet
S-312_WSA_process 13/09/2007 14:09 Page 82

to optimise the SO2/SO3 equilibrium. Afterthe last conversion stage, the gas is cooledand most of the SO3 reacts with the watervapour and forms gas phase sulphuric acid(Table 1). The process gas then goes to theWSA condenser where final hydration andcondensation of acid takes place.
The WSA condenser (Fig. 2) is a verti-cal shell-and-tube type falling film con-denser and concentrator with tubes madeof boron silicate glass resistant to thermalshock and acid. The process gas flowsinside the tubes, which are cooled on theoutside by ambient air in cross-current flowpattern. Sulphuric acid condenses in thetubes and flows downwards while beingconcentrated in counter-current contactwith the hot process gas. The sulphuricacid is collected in the acid resistant brick-lined bottom part and is cooled to 30-40°Cin a water-cooled plate type heat exchangerand then pumped to storage.
The cleaned process gas leaves theWSA condenser at approximately 100°Cand can be sent directly to the stack. It isa notable feature of the WSA condenserthat the gas contains only a very smallamount of acid mist, typically less thanstatutory requirements.
The cooling air leaves the WSA con-denser at approximately 200-250°C. Partof the hot air is used as combustion air inthe H2S burner, and the remaining part canbe mixed into the stack for increased buoy-ancy or it can be used for boiler feed waterpreheating.
When the feed gas contains apprecia-ble amounts of ammonia, hydrogen cyan -
ide or other nitrogen compounds, or if theincineration takes place at elevated tem-peratures, a certain amount of nitrogenoxides (NOx) will be formed. In order tocomply with statutory requirements and toavoid discolouration of the stack emission,it may be necessary to remove the NOx.This can conveniently take place in an SCRprocess stage (Selective Catalytic Reduc-tion) upstream the SO2 reactor. Ammoniain stoichiometric amounts relative to theNOx content is injected into the processgas which passes over an SCR catalystwhereby the NOx is reduced to nitrogenand water vapour (Table 1).
The heat of reaction is recovered in theform of steam. Saturated steam at typically50-60 barg is generated in the waste heatboiler and in the gas cooler downstream theSO2 reactor. Saturated steam drawn fromthe steam drum is then used for coolingbetween the catalytic reactor stages and isexported as superheated steam, typicallyat more than 400°C, or it can be condi-tioned to the desired properties. Therequired steam pressure is determined bythe content of SO3 and water in the processgas in such a way that all surface temper-
atures are well above the acid dew point.The construction materials of the WSA
plant is generally carbon steel, except wheredesign temperature necessitates heatresistant steel (stainless or ½ Mo alloy).The combustion chamber of the H2S burnerand the waste heat boiler inlet are protectedby refractory lining. The parts of the WSAcondenser in contact with condensing acidwill be protected by a fluoro-polymer lining,and the bottom of the condenser is linedwith acid resistant bricks. The acid cooler istypically made of Hastelloy C. The acidpump is lined and has magnetic coupling.
For example, in a large refinery expan-sion project, TNK-BP in Ryazan, Russiadecided to use WSA for the sulphur recov-ery of the entire site, including SWS gastreatment. This decision was made basedon eight years of successful operation oftwo other WSA plants on the site. Alkylationwas part of the expansion and naturally itwas decided to incorporate acid regenera-tion in the overall system; in this case theH2S capacity was much more than neededas fuel for the spent acid regeneration. Twoseparate WSA plants were built, one forH2S plus SWS gas, including SCR reactor,
Sulphur 312 | September -October 2007 83
WSA PROCESS
Combustion H2S + 3/2 O2 → H2O + SO2 + 518 kJ/mole
Oxidation SO2 + 1/2 O2 → SO3 + 99 kJ/mole
Hydration SO3 + H2O → H2SO4 (gas) + 101 kJ/mole
Condensation H2SO4 (gas) + 0.17 H2O (gas) → H2SO4 (liq) + 69 kJ/mole
DeNOx NO + NH3 + 1/4 O2 → N2 + 3/2 H2O + 410 kJ/mole
Table 1: Reactions in WSA and SNOX™ plants
Fig 4: WSA process for SO2 gas
blower SCR DeNOx and SO2 reactor
boiler
filter
petcoke
flue gas
air preheater acid cooler
flue gasblower
heatexchanger support
heatNH3
product acid
cleaned gas
WSAcondenser air
S-312_WSA_process 13/09/2007 14:09 Page 83

and one for spent acid plus H2S. The newWSA plants were started up in 2005 and2006, respectively. Table 2 shows the keyparameters of the two plants.
Case 2 – SO2 gases (Fig. 3)In the case of SO2 gases, e.g. from a min-erals roaster, the feed gas is received froma scrubbing unit upstream of the WSA plantat a temperature of around 40°C, saturatedwith water, free from particulates, and typi-cally containing some SO3. In order to avoidcorrosion of downstream equipment, thetemperature is increased by heating withhot air from the WSA condenser in a glass-tube gas/gas heat exchanger. In most
cases a heat distribution system withmolten salt is applied to recover the heatof reaction and deliver it to preheat the SO2
gas to the operating temperature of the SO2
converter. If the content of SO2 is in theorder of 3 vol-% or higher, there will be suf-ficient heat in the system to preheat theSO2 gas. Otherwise support fuel must beapplied. Excess heat is exported as steam.
The WSA process is of particular interestfor low and medium SO2 concentrations (1 –8 vol-%, but depending on the actual appli-cation), such as off-gases from smelters ofmolybdenum, zinc and lead sulphide, andseveral types of off-gases from copper sul-phide smelters. SO2 gases with higher SO2
content have to be diluted with air beforethey can be treated in the WSA process.
For example, the Chilean-based molyb-denum group, Molymet, has been operat-ing WSA plants at their molybdenumroasters in Belgium, Chile and Mexicosince 1990, 1993 and 2001, respectively.It was therefore natural for Molymet tochoose a WSA plant for their expansionproject in Nos near Santiago, Chile. Thismeans that they will now have two WSAplants at this site, where the requirementsfor efficient gas cleaning are high becauseof the location near Santiago. The newplant was started up successfully in thesummer of 2007. Table 3 shows the keyparameters of the plant.
Case 3 – Flue gases from combustion of high-sulphur fuels (Fig. 4)
The WSA process principles are alsoapplied for large process gas volumes asin power plants, and units are in operationfor both coal fired power plants and for util-ity boilers (typical unit size is 1 millionNm3/h). Usually, DeNOx is incorporated insuch installations. This version of theprocess is termed SNOX™. The SNOX™
process is more advantageous for fuelswith very high sulphur content, and its mainapplication is therefore for combustion ofhigh sulphur residues in refineries ratherthan for the average coal fired power plant.
When a utility boiler is equipped with aSNOX™ plant, it will be possible to fuel theboiler with very high sulphur residues,petroleum coke, H2S gas, Claus tail gas,SWS gas and the like. This will bring theSO2 content of the flue gas to 0.4-0.5% orhigher, which is unacceptable to most otherFGD processes. Additionally, the SNOXTM
process readily accepts SO3 which is trou-blesome to other FGD processes. The heatcontent of the flue gas and the heat of reac-tion are utilised and returned to the boiler,and substantial revenue is received fromsale of the product acid. There are no sec-ondary waste materials, and the onlyreagent used is ammonia for the DeNOx.
The SNOX™ process is illustrated in Fig.4. Flue gas from the boiler is cleaned in anelectrostatic precipitator and heated by thegas leaving the SO2 converter in a regen-erative or recuperative heat exchanger.After heat exchange, NOx is reduced in theSCR reactor, and the gas is then sent tothe SO2 converter. The converted gas iscooled in the feed/effluent heat exchanger,and further cooling and condensation
84 Sulphur 312 | September -October 2007
WSA PROCESS
Plant A Plant B
Spent acidH2O, wt-% 4 -H2SO4, wt-%. 90 -Hydrocarbons, wt-% 6 -
Acid gasH2S, vol-% 91 91
SWS gasNH3, vol-% - 53H2S, vol-% - 47
Typical performanceSpent acid, t/d 100 -Acid production, t/d 330 400Acid concentration, wt-% 98 98Steam production, t/h 25 45Cooling water consumption, m3/h 125 195
Table 2: Key parameters of WSA plants for H2S gas
Flow of feed gas, Nm3/h 60,000SO2 concentration, vol-% 1.40–3.75
Typical performanceAcid production, t/d 170Acid concentration, wt-% 98Cooling water consumption, m3/h 57
Table 3: Key Parameters of WSA Plant for SO2 Gas
Raffineria di Gela, Italy OMV, Austria
Fuel Petcoke, residue residueSulphur in fuel, wt-% 5-7 4Flue gas vol., Nm3/h 1,200,000 820,000SO2 in flue gas, mg/Nm3 10,000 7,000
Typical performanceAcid production, t/d 440 220Acid concentration, wt-% 94-95 94-95
Table 4: Key parameters of SNOX™ plants
S-312_WSA_process 13/09/2007 14:10 Page 84

Sulphur 312 | September -October 2007 85
WSA PROCESS
takes place in the WSA condenser. Thecleaned gas is sent directly to the stack,and the heated cooling air is returned tothe boiler, thereby increasing its efficiency.
For example, two large SNOX™ plantsare installed at two European oil refineries.
Raffineria di Gela, Italy, is based onheavy crude oil with high sulphur content andcoking processes. As environmental regula-tions have become stricter, proper disposalof the heavy residues and the petroleumcoke is a prerequisite for the operation. Therefinery boilers are fuelled mostly with petro-leum coke, and the SNOX™ process wasselected as the only viable process able todeal with the high sulphur flue gases. TheSNOXTM plant was started up in 1999.
The Schwechat refinery of OMV, Austria,had an existing flue gas treatment plantinstalled on its boilers fuelled with heavyresidual oil. The existing flue gas treatmentplant could not fulfil new environmentalrequirements, and operation costs couldbe improved very much by installation of aSNOXTM plant. Therefore, in 2005, it wasdecided to replace the existing flue gastreatment unit with a SNOX™ plant which
was able to fulfil all statutory requirementsin the foreseeable future. The SNOXTM plantwill also treat tail gases from the Clausunits of the refinery. Start-up is scheduledfor October 2007.
Table 4 shows the key parameters ofthe two plants.
CatalystsThe SO2 conversion catalysts applied in theWSA and SNOXTM processes are the TopsoeVK-series catalysts. The catalysts are basedon vanadium pentoxide and sodium andpotassium pyrosulphates on a dia toma-ceous earth silica carrier material and spe-cially adapted for moist gases. The TopsoeVK-series of catalysts will cover all relevantprocess conditions and make it possible toselect the best catalyst or combination ofcatalysts for a given performance specifica-tion. They are also widely used in conven-tional dry sulphuric acid plants.
The SCR DeNOx catalyst is one of theTopsøe DNX series catalysts, a corrugatedmonolithic catalyst based on titanium, tung-sten and vanadium as active materials.
Conclusion
The WSA and SNOXTM processes are simpleand efficient sulphur recovery processeswhich meet the demands of the industryfor environmental compliance, low energyusage, and low overall operating costs.
Sulphur in any form is recovered asconcentrated sulphuric acid of commercialquality. The WSA technology can be ap -plied for a variety of process streams,ranging from flue gases to concentratedH2S gases as well as for elemental sul-phur and various sulphur containing liquidwaste materials.
In oil refining, the WSA process isapplied for HDS acid gases, spent alkyla-tion acid, Claus tail gases, flue gases, andvarious combinations hereof. In the metal-lurgical and other process industries, theWSA process is recognised as a suitableprocess, in particular for treating of low tomedium SO2 gases. In all cases, the maincriteria for selecting the WSA process arelow operating costs, the value of the sul-phuric acid product, and the absence ofsecondary effluents. ■
S-312_WSA_process 13/09/2007 14:10 Page 85