Embed Size (px)
Citation preview

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 1/29
g
GE Hydro Dokumenttype / Document
ProcedureDok. nr. / Doc. No.
14110
Rev.
0Side / Page
1av / of
4
NATHPA JHAKRI
Procedure for Runner Repair due to Silt Erosion Sign. dato / Date
2004-11-17Retten til utnyttelse av denne beskrivelse tilhører GE Energy (Norway) AS og må ikke kopieres, utleveres el ler forelegges uvedkommende uten tillatelse fra GE Energy.This document and the design is the property of GE Energy (Norway) AS and must not be used nor disclosed to any part without GE Energy's permission.
R:\Kjeller\Projects\Nathpa Jhakri.fra\Order\V12800\_Techdoc\Silt erosion\14110-0(runner repair procedure).doc G E H R e v .
0 3 6 0 3 . 9
9 M i c r o s o f t W o r d
Ordre nr. / Order No.
260281
Kunde / Customer
SJVNL
Prosj. dok. nr. / Proj. Doc. No.
Indeks / Index
A150 Anlegg / Site
Nathpa JhakriFilnavn / File Name
14110-0(runner repair
procedure).doc
1 OBJECTIVE
The objective of this procedure is to give guidelines for repair of the silt eroded runners for
the Nathpa Jhakri turbines.
This procedure applies to repair of non-coated runners with partly extensive silt erosion. The procedure can also be used for coated runners provided the remaining coating is stripped off
before start of repair work.
2 REPAIR PROCEDURE
2.1 General requirements
Welders and welding operators shall be qualified according to NS-EN 287-1 or other
equivalent standards.
Qualified welders shall carry out all welding on the guide vanes according to an approved
WPS. WPS shall be qualified according to NS-EN 288-3 or ASME IX. Recording of welders
and welding operators shall be carried out.
NDT-operators shall generally be qualified according to EN 473/NORDTEST - Level 2 or
other equivalent standards (EN 473 /NORDTEST is equivalent to ASNT SNT-TC-1A).
NDT shall be carried out according to a written procedure compatible with an internationally
recognized standard such as ASME V, and the acceptance criteria specified.
Full traceability for NDT records is required.
Handling of welding consumables shall be according to procedure no. 871349, see Enclosure
C.
0 2004-11-17 Issued for use H.Aun 364Rev. Dato / Date Beskrivelse / Description Sign. Avd. / Dept. Godkj. / Appr.

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 2/29
g
GE Hydro Dokumenttype / Document
ProcedureDok. nr. / Doc. No.
14110
Rev.
0Side / Page
2av / of
4
NATHPA JHAKRI
Procedure for Runner Repair due to Silt Erosion Sign. dato / Date
2004-11-17Retten til utnyttelse av denne beskrivelse tilhører GE Energy (Norway) AS og må ikke kopieres, utleveres el ler forelegges uvedkommende uten tillatelse fra GE Energy.This document and the design is the property of GE Energy (Norway) AS and must not be used nor disclosed to any part without GE Energy's permission.
R:\Kjeller\Projects\Nathpa Jhakri.fra\Order\V12800\_Techdoc\Silt erosion\14110-0(runner repair procedure).doc G E H R e v .
0 3 6 0 3 . 9
9 M i c r o s o f t W o r d
2.2 Silt eroded areas
The areas with major silt erosion are shown in Figure 1 below.
Eroded areas
Inlet cut back
Figure 1: Areas with major silt erosion.
2.3 Procedure
Repair at inlet section
The repair work shall be carried out according to the following procedure:
1. Map the extent of repair required (i.e. areas to be repair welded) for the crown, band
and blade inlet edge. The inlet of blade against the crown does not require any repair
welding as the intended cut back will remove the eroded areas.
2. Remove extrusions and other irregularities on the silt eroded areas to make the surface
suitable for welding. Clean all surfaces to remove dust, grease etc.
3. Welding shall be carried out according to WPS 399414, see Enclosure A. All eroded
surfaces shall be rebuilt by welding to exceed the original surface. Welding sequence

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 3/29
g
GE Hydro Dokumenttype / Document
ProcedureDok. nr. / Doc. No.
14110
Rev.
0Side / Page
3av / of
4
NATHPA JHAKRI
Procedure for Runner Repair due to Silt Erosion Sign. dato / Date
2004-11-17Retten til utnyttelse av denne beskrivelse tilhører GE Energy (Norway) AS og må ikke kopieres, utleveres el ler forelegges uvedkommende uten tillatelse fra GE Energy.This document and the design is the property of GE Energy (Norway) AS and must not be used nor disclosed to any part without GE Energy's permission.
R:\Kjeller\Projects\Nathpa Jhakri.fra\Order\V12800\_Techdoc\Silt erosion\14110-0(runner repair procedure).doc G E H R e v .
0 3 6 0 3 . 9
9 M i c r o s o f t W o r d
and –method shall be selected to limit distortions. In general low heat input will limit
distortions.
4. After welding all surfaces shall be checked if they have sufficient working allowance
for the following finish grinding/machining. This shall be carried out by special
templates. Moreover, all “as welded” surfaces shall be checked by PT and according
to standard 871205. Acceptance criteria shall be according to standard 871205, Class
III..
5. Finishing of the weld-repaired areas shall be carried out by grinding using special
templates. For the outer diameter of the crown and band a special measurement tool
shall be used for dimensional checking. Dimensions shall be according to drwg. no.
314491.
6. All finished surfaces shall be checked by PT and according to standard 871205.Acceptance criteria shall be according to standard 871205, Class III.
Repair at outlet section
The repair work shall be carried out according to the following procedure:
1. If the runner has suffered from blade cracking, the missing blade part shall be welded
first, see procedure no. 13807.
2. Map the extent of repair required (i.e. areas to be repair welded) for the blade and
outlet area on the band, see Figure 1 above. For the blades special templates or
alternatively thickness measurements shall be used.
3. Remove extrusions and other irregularities on the silt eroded areas to make the surfacesuitable for welding. Clean all surfaces to remove dust, grease etc.
4. Welding shall be carried out according to WPS 399414, see Enclosure A. All eroded
surfaces shall be rebuilt by welding to exceed the original surface. Welding sequence
and –method shall be selected to limit distortions. In general low heat input will limit
distortions. This is especially important for repair of the blades due to their relatively
low stiffness. For the blade repair welding the welding shall hence be carried out
alternately on the pressure and suction side. Moreover, peening of each layer shall be
done. Start/stop pieces shall preferably be used at the blade outlet against the band to
limit risk for weld defects at the outlet edge.
5. All “as welded” surfaces shall be checked by PT and according to standard 871205.
Acceptance criteria shall be according to standard 871205, Class III.
6. Finishing of the repaired areas shall be done by grinding and using special templatesto check the geometry.
7. All finished surfaces shall be checked by NDT as specified below:

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 4/29
g
GE Hydro Dokumenttype / Document
ProcedureDok. nr. / Doc. No.
14110
Rev.
0Side / Page
4av / of
4
NATHPA JHAKRI
Procedure for Runner Repair due to Silt Erosion Sign. dato / Date
2004-11-17Retten til utnyttelse av denne beskrivelse tilhører GE Energy (Norway) AS og må ikke kopieres, utleveres el ler forelegges uvedkommende uten tillatelse fra GE Energy.This document and the design is the property of GE Energy (Norway) AS and must not be used nor disclosed to any part without GE Energy's permission.
R:\Kjeller\Projects\Nathpa Jhakri.fra\Order\V12800\_Techdoc\Silt erosion\14110-0(runner repair procedure).doc G E H R e v .
0 3 6 0 3 . 9
9 M i c r o s o f t W o r d
A. Blade area from outlet edge against the band and 125 mm inwards along the blade.
The area is limited from the band surface to a distance 80 mm from the band surface.
See blue area marked in Figure 1.
Scope:
100% visual inspection (VI), dye penetrant inspection (PT) and radiographic testing
(RT).
Procedure:
See standard 871205, chapter 5.2.
Acceptance criteria:VI: According to standard 871205, Class I
PT: According to standard 871205, Class I for pressure side and Class II for suction
side
RT: According to standard 871205, Class I
B. Remaining part of the weld repaired areas
Scope:
100% visual inspection (VI) and dye penetrant inspection (PT).
Procedure:
See standard 871205, chapter 5.2.
Acceptance criteria:
VI: According to standard 871205, Class III
PT: According to standard 871205, Class III
ENCLOSURES
Enclosure A: WPS 399414
Enclosure B: Standard 871205, rev. BEnclosure C: Procedure no. 871349

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 5/29
18−20
8−12
8−12
1,3
2,0
2,0
1,8
2,1
0,7
0,7
0,7
0,8
0,9
120−180
70−100
250
60
40
120
80
350
100
60
170
120
AWS A5.4 E 309L−17309L AC/DC
20,05,0QT
30
13
8
13
K1−EN−10088−2
24
CrNi 16−5
23
24
11
−−−
11
−−−
23
70−90
2.4
22
DC+
−−−
DC+
180
−−−
DC+
−−−
150
Base Metal
DC−100
−−−
Degreasing
DC−
Grinding
150
DC+
120
See sketch
160
3G/PF
100
2G/PC
60
1G/PA
100
GE Hydro
−−−
80
2004−11−12
−−−
0
Secure18(18%C02/82%A ARGON
FCAW(136)SMAW(111) GTAW(141)
Molab as
ASME IX
OB
NO NO
India
Nathpa Jhakri
NO
FCAW
GTAW
GTAW
150
SMAW
20
SMAW
1,20
2,40
23
2,00
SMAW
4,00
22
3,20
C
B
B
8050
A
2,50 80
A
50
1−n
2,2
−−−
0,8
1−n
1−n
−−−
A
1−n
V11350/012A
9
2004−11−12
1−n
50−80
7121/0−5
Ref.Procedure 871349
One of the welding process or combination may be used.
9
9
AWS A.5.22 E309LT−1
510110/1−A
N/A
AWS A5.9−93 ER 309LSi
309L
1−n
N/A
14302452
309LSi
399414
ODD BUSCHMANN
1
N/A
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
Rev.
mm
mm
o
IIC max: CE max: C max: CE max:I
Index no: Produced by WeldEye
oC Soaking: Heating rate: Cooling rate:min/mm C/h C/ho o
max.:
Heat treatment Method:
Preheat min:
PWHT min:
Interpass temp. max.: Heat treatment proc.: Temp. control:Co
Identification of parent metal
Identification of filler metal
Welding parameters
WELDING PROCEDURE
SPECIFICATION (WPS)
Welding processes
Shielding gas types 1 2 3
Purging gas type
Welding positions
Joint type
Cleaning method
Back gouging
Joint preparation
Backing
Single/double
Flux designation
Flux handling
Tungsten electrode
Torch angle
Stand off distance
Nozzle diameter(s)
max.: mm max.: mm max.: mmWeaving (yes/no)
Equipment:
1
2
3
PCM max: PCM max:
Tack welding proc.
−
oC
oC
ofPage
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
Ref.:
Date: Rev.:
WPS no:
Current /
[mm][l/min]
[mm/min][kJ/mm]
[m/min][V]
length
Run−outHeat InputGas
speed
Welding
Polarity
Voltagespeed
Wire feed
process
Welding
[mm]
Dia.Index
no.
Pass
[A]
Current
GroupClassificationTrade name Filler handlingIndex
−
−
−
−II
I
Delivery cond.GroupStandardName/GradePart [mm][mm]Diameter rangeThickness range
Ref.WPAR:
Exam.body:
Location:
Client: Ref.stand.:
Ref. spec.:Project:
Prod.by:
Remarks: Additional info enclosed (Yes/No):
Approved
Date/signature:
−
−
−
−
−
Min. 50
TYPICAL REPAIR
o
Doc. no. 14110 Enclosure A

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 6/29
g GE Hydro Dokumenttype/Document
Procedure Nr./No.
871205 Side/Page av/of
1 14Sign. dato/Date
2003-03-08
SVEISTE LØPEHJUL/FABRICATED RUNNERS
SVEISING OG NDT/WELDING AND NDT
Utført av/Written by Godkjent av/Approved by Rev.
Bent Aspeli Hans Aunemo B
INNHOLDSFORTEGNELSE
1.0 GENERELT
1.1 Omfang
1.2 Formål
1.3 Referanser
1.4 Forkortelser og definisjoner1.5 Ansvar
2.0 PERSONELL
2.1 Sveisere og sveiseoperatører
2.2 NDT - operatører
3.0 SVEISEFUGER
4.0 SVEISING
4.1 Generelt
4.2 Sveisemetoder og tilsettmaterialer
4.3 Heftsveiser
4.4 Midlertidig påsveiste detaljer og løfteører
4.5 Forvarming og mellomstrengstemperatur
4.6 Produksjonssveising og rengjøring
4.7 Sveisereparasjoner
5.0 NDT
5.1 Kontrollomfang
5.2 Prosedyrer5.3 Akseptkriterier
5.3.1 Sveisens geometri
5.3.2 Akseptklasser
5.3.3 Retningslinjer
5.4 Rapportering og kontrollklasser
TABLE OF CONTENTS
1.0 GENERAL
1.1 Scope
1.2 Purpose
1.3 References
1.4 Abbreviations and definitions1.5 Responsibility
2.0 PERSONNEL
2.1 Welders and welding operators
2.2 NDT - operators
3.0 WELDING GROOVES
4.0 WELDING
4.1 General
4.2 Welding methods and consumables
4.3 Tack welds
4.4 Temporary attachments and lifting lugs
4.5 Preheating and interpass temperature
4.6 Fabrication welding and cleaning
4.7 Weld repairs
5.0 NDT
5.1 Extent of inspection
5.2 Procedures
5.3 Acceptance criteria5.3.1 Weld geometry
5.3.2 Acceptance classes
5.3.3 Guide-lines
5.4 Reporting and inspection classes
6 ENDRINGER
7 VEDLEGG
6 CHANGES
7 ENCLOSURE
Doc. no. 14110 Enclosure B

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 7/29
g GE Hydro Dokumenttype/Document
Procedure Nr./No.
871205 Side/Page av/of
2 14Sign. dato/Date
2003-03-08
SVEISTE LØPEHJUL/FABRICATED RUNNERS
SVEISING OG NDT/WELDING AND NDT
1.0 GENERELT 1.0 GENERAL
1.1 Omfang 1.1 Scope
Denne spesifikasjonen definerer krav til sveising
og NDT av sveiste Francis- og pumpeturbin
løpehjul i martensittisk rustfritt stål av type
CrNiMo 16-5-1 eller CrNi 13-4,og austenittisk
rustfritt stål av type CrNi 18-8. Løpehjulene er
oppsveist av støpt boss og ring (alternativtoppsveist av plater/støpegods) og skovler av
varmformede plater eller alternativt støpte
skovler. Spesifikasjonen gjelder for boss og ring
med og uten maskinerte stubber.
This specification defines requirements for
welding and NDT of fabricated Francis- and
pump turbine runners in martensitic stainless ste
type CrNiMo 16-5-1 or CrNi 13-4, and austeniti
stainless steel type CrNi 18-8. The runners are
fabricated from cast crown and band(alternatively fabricated from plates/castings) an
blades made from hot formed plates or
alternatively cast blades. This specification
applies to runner crown and -band with and
without machined "stubs".
1.2 Formål
Spesifikasjonen skal benyttes ved produksjon av
løpehjul og som informasjon for kunde.
1.2 Purpose
The specification is to be used for fabrication of
runners and as information for customer.
1.3 Referanser
Dokumentet oppfyller, for alle relevante detaljer,
følgende standarder:
ASME V ASME Boiler and Pressure
Vessel Code, Section V:
"Non Destructive Examination".
ASME IX ASME Boiler and Pressure
Vessel Code, Section IX:"Qualification Standard for
Welding and Brazing
Procedures, Welders, Brazers,
and Welding and Brazing
Operators".
NS-EN 287-1 Godkjenning av Sveisere.
Smeltesveising, Del 1: ”Stål”
NS-EN 288-3 Spesifisering og Godkjenning av
Sveiseprosedyrer for Metalliske
Materialer, Del 3:
”Sveiseprosedyreprøving forBuesveising av Stål.”
1.3 References
The document complies for all relevant details,
with the following standards:
ASME V ASME Boiler and Pressure
Vessel Code, Section V:
"Non Destructive Examination"
ASME IX ASME Boiler and Pressure
Vessel Code, Section IX:"Qualification Standard for
Welding and Brazing
Procedures, Welders, Brazers,
and Welding and Brazing
Operators".
NS-EN 287-1 Approved Testing of Welders.
Fusion Welding, Part 1: "Steels
NS-EN 288-3 Specification and Approval of
Welding Procedures for Metalli
Materials, Part 3:
"Welding Procedure Tests forthe Arc Welding of Steels."

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 8/29
g GE Hydro Dokumenttype/Document
Procedure Nr./No.
871205 Side/Page av/of
3 14Sign. dato/Date
2003-03-08
SVEISTE LØPEHJUL/FABRICATED RUNNERS
SVEISING OG NDT/WELDING AND NDT
NS-EN 473 Qualification and Certification of
NDT Personnel,
General Principles.
EN473/
NORDTEST Nordtest Doc Gen 010, Fourth
Edition, Approved 2001-06:
"Scheme for Examination and
Certification of Non Destructive
Testing Personnel".
CCH 70-3. Cahier Des Charges,
Specification for Inspection of
Steel Castings for Hydraulic
Machines, edition 3, June 1997.
STANDARD
31101 Francis- and Pump Turbine
Fabricated Runner Requirements
NS-EN 473 Qualification and Certification
NDT Personnel,
General Principles.
EN473/
NORDTEST Nordtest Doc Gen 010, Fourth
Edition, Approved 2001-06:
"Scheme for Examination and
Certification of Non Destructiv
Testing Personnel".
CCH 70-3. Cahier Des Charges,
Specification for Inspection of
Steel Castings for Hydraulic
Machines, edition 3, June 1997
STANDARD
31101 Francis- and Pump Turbine
Fabricated Runner Requiremen
1.4 Forkortelser og definisjoner 1.4 Abbreviations and definitions
- WPS : Sveiseprosedyrespesifikasjon - WPS : Welding Procedure Specification
- NDT : Ikke - destruktiv kontroll - NDT : Non - Destructive Testing
- VI : Visuell kontroll - VI : Visual Inspection
- PT : Penetrantprøving - PT : Dye Penetrant Testing
- RT : Radiografisk prøving - RT : Radiographic Examination
- UT : Ultralydprøving
- SAW: Pulverbuesveising
- UT : Ultrasonic Examination
- SAW: Submerged Arc Welding
- SMAW : Sveising med dekkede elektroder - SMAW : Shielded Metal Arc Welding
- FCAW : Rørtrådsveising - FCAW : Fluxed Cored Arc Welding
- GTAW : TIG – sveising- GMAW : MIG - sveising - GTAW : Gas Tungsten Arc Welding- GMAW : Gas Metal Arc Welding
- T : Maksimal skovltykkelse. - T : Max. runner blade thickness
- t : Skovltykkelse i tynnet del av skovl,
(variabel parameter), se Fig.A
- t : Runner blade thickness in thinned
part of blade (variable parameter),
see Fig.A
- t2 : Skovltykkelse ved avløp, se
Fig. A.
- D12
: Innløpsdiameter for løpehjul, ved
krysningspunktet mellom skovl og
ring, se fig. A.
- D22 : Avløpsdiameter for løpehjul, vedkrysningspunktet mellom skovl og
ring se fig A
- t2 : Runner blade thickness at outlet, see
Fig. A
- D12
: Runner inlet diameter at blade-to-
band intersection, see Fig. A
- D22 : Runner outlet diameter at blade-to- band intersection, see Fig. A

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 9/29
g GE Hydro Dokumenttype/Document
Procedure Nr./No.
871205 Side/Page av/of
4 14Sign. dato/Date
2003-03-08
SVEISTE LØPEHJUL/FABRICATED RUNNERS
SVEISING OG NDT/WELDING AND NDT
Profilsnitt av
skovl/ Profile
section of
blade
Boss/
Crown
Avløpskant, skovl/
Outlet ed e, blade
Ring/
Band
Fig. A : Sveist løpehjul (skissen viser et mellomtrykks løpehjul)/
Fabricated runner (the sketch shows a medium head runner)
1.5 Ansvar
- Det er konstruktørens ansvar at spesifikasjonen
gjenspeiles i aktuelle tegninger og tabeller.
- NDT-personell og sveise/slipe- operatører er
ansvarlige for å utføre arbeidet i henhold til
denne spesifikasjonen.
- CoE er ansvarlige for å revidere dettedokumentet.
1.5 Responsibility
- It is the responsibility of the engineer to make
sure that all relevant drawings and tables are
corresponding to this specification.
- NDT-, welding- and grinding personnel are
responisble for perfoming the work according
to this specification.
- CoE is responsible for revision of thisdocument.
8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 10/29
g GE Hydro Dokumenttype/Document
Procedure Nr./No.
871205 Side/Page av/of
5 14Sign. dato/Date
2003-03-08
SVEISTE LØPEHJUL/FABRICATED RUNNERS
SVEISING OG NDT/WELDING AND NDT
2.0 PERSONELL 2.0 PERSONNEL
2.1 Sveisere og sveiseoperatører 2.1 Welders and welding operators
Sveisere og sveiseoperatører skal være godkjent i
henhold til NS-EN 287 eller andre ekvivalente
standarder.
Welders and welding operators shall be qualified
according to NS-EN 287 or other equivalent
standards.
2.2 NDT - operatører 2.2 NDT - operators
NDT - operatører skal generelt være godkjent i
henhold til EN 473/NORDTEST - Level 2 eller
andre ekvivalente standarder (EN 473
/NORDTEST er ekvivalent til ASNT -TC-1A).
For radiografisk prøving gjelder dette for
personell som tolker filmer.
NDT - operators shall generally be qualified
according to EN 473/NORDTEST - Level 2 or
other equivalent standards (EN 473 /NORDTES
is equivalent to ASNT -TC-1A). For radiographi
testing this applies to personnel responsible for
film interpretation.
Ansvarlig person for all NDT skal være godkjent
i henhold til EN 473/NORDTEST - Level 3 eller
andre ekvivalente standarder.
Responsible person for all NDT shall be qualifie
according to EN 473/NORDTEST - Level 3 or
other equivalent standards.
3.0 SVEISEFUGER 3.0 WELDING GROOVES
Skovlene skal ha maskinerte eller slipte fuger.
Fugenesen bør utformes slik at senter av ferdig
sveis blir liggende i skovlens senter.
The blades shall have machined or ground
grooves. The groove landing should be shaped s
that the centre of the finished weld is positioned
in the centre of the blade.
Fugevinkelen skal tilpasses skovlens vinkel mot
boss/ring.
The groove angle shall be adjusted to the angle
between the blade and crown/band.
4.0 SVEISING 4.0 WELDING
4.1 Generelt 4.1 General
Sveising skal utføres av kvalifiserte sveisere og i
henhold til godkjent WPS. Dette gjelder også
heftsveiser, midlertidig påsveiste detaljer og
løfteører. WPS skal kvalifiseres i henhold til NS-
EN 288 eller ASME IX.
Welding shall be carried out by qualified welder
according to approved WPS. This apply to tack
welds, temporary attachments and lifting lugs as
well. WPS shall be qualified according to NS-EN
288 or ASME IX.
8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 11/29
g GE Hydro Dokumenttype/Document
Procedure Nr./No.
871205 Side/Page av/of
6 14Sign. dato/Date
2003-03-08
SVEISTE LØPEHJUL/FABRICATED RUNNERS
SVEISING OG NDT/WELDING AND NDT
Registrering av sveisere og sveiseoperatører skal
utføres.
Recording of welders and welding operators sha
be carried out.
4.2 Sveisemetoder og tilsettmaterialer 4.2 Welding methods and consumables
SMAW, FCAW, GMAW, GTAW og SAW er
betraktet som likeverdige metoder og kan brukes
om hverandre avhengig av tilkomst etc. GTAW
skal fortrinnsvis benyttes til små
sveisereparasjoner.
SMAW, FCAW, GMAW, GTAW and SAW are
regarded as equal methods and can be used
alternatively dependent on access etc. GTAW
shall preferably be used for small weld repairs.
Følgende typer tilsettmaterialer kan benyttes : The following types of consumables can be
used :
- Artslike tilsettmaterialer (Dvs.
tilsettmaterialer som gir et avsett med
tilsvarende mikrostruktur og mekaniske
egenskaper som grunnmaterialet)
- Matching consumables (I.e. consumables
giving a deposit with comparable
microstructure and mechanical properties
as the base material)
- Austenittiske tilsettmaterialer - Austenitic consumables
Hvilke type tilsettmateriale som skal benyttes
avhenger av type løpehjul og skal være iht.
interne retningslinjer (se Standard 31101) eller
iht. krav i kontrakt.
Which type of consumable to be used depend on
the type of runner and shall be according to
internal guide - lines (see Standard 31101) or
according to contractual requirements.
4.3 Heftsveiser 4.3 Tack welds
Heftsveiser (tosidige sveiser) kan inngå i den
ferdige sveisen forutsatt at de er av samme
størrelse som rotstrengen, sveist iht. WPS for produksjonsveis og at endene slipes jevne.
Tack welds (double sided welds) can be include
in the production weld provided they are of the
same size as the root pass, welded according toWPS for production weld and their ends are
ground and feathered.
Heftsveiser skal kontrolleres med 100 % PT og
akseptkriteriet skal være i henhold til CCH 70-3,
klasse 3.
Tack welds shall be inspected by 100 % PT and
the acceptance criteria shall be according to CCH
70-3, class 3.

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 12/29
g GE Hydro Dokumenttype/Document
Procedure Nr./No.
871205 Side/Page av/of
7 14Sign. dato/Date
2003-03-08
SVEISTE LØPEHJUL/FABRICATED RUNNERS
SVEISING OG NDT/WELDING AND NDT
4.4 Midlertidig påsveiste detaljer og løfteører 4.4 Temporary attachments and lifting lugs
Midlertidige påsveiste detaljer og løfteører skal
være av samme type materiale som det de sveises
til. Dog tillates austenittiske rustfritt stål hvis
belastningen tillater det.
Temporary attachments and lifting lugs shall be
of the same type of material as that to which they
are attached. However, austenitic stainless steel
can be used if the loading is acceptable.
Både austenittiske- og artslike tilsettmaterialer
tillates brukt. For sveiser som skal belastes før
spenningsgløding, f.eks. løfteører, tillates derimot bare austenittiske tilsettmaterialer.
Both austenitic- and matching consumables are
allowed. However, for welds to be loaded prior t
stress relieving, e.g. lifting lugs, only austeniticconsumables are allowed.
Midlertidige påsveiste detaljer skal fjernes helt og
sveiseområdet skal slipes rent og kontrolleres
med 100 % PT. Akseptkriteriet skal være i
henhold til CCH 70-3, klasse 3.
Temporary attachment shall be completely
removed by grinding and the rectified area shall
be inspected by 100 % PT. The acceptance
criteria shall be according to CCH 70-3, class 3.
4.5 Forvarming og mellomstrengstemperatur 4.5 Preheating and interpass temperature
Forvarming og mellomstrengstemperatur skal
være som spesifisert i WPS
Preheating and interpass temperature shall be as
specified in WPS.
4.6 Produksjonssveising og rengjøring 4.6 Fabrication welding and cleaning
Rotåpningen skal være 0 - 3 mm. Fugeflater
rengjøres godt før sveising.
The root gap shall be 0 - 3 mm. Weld bevels sha
be properly cleaned prior to welding.
Bunnstrengen skal legges fra den siden med
vanskeligst tilkomst.
For sveiser med full gjennomsveis (klasse I, II ogIII) skal rotfuring av bunnstreng med påfølgende
sliping utføres. Sliping kan erstattes med
blåserensing (ikke-metallisk type) ved vanskelig
tilkomst. Området kontrolleres med 100 % PT før
sveising fra motsatt side.
The root pass shall be welded from the side with
most difficult access.
For full penetration welds (class I, II and III), back gouging of root pass with subsequent
grinding is required. Grinding can be substituted
with blast cleaning (non-metallic abrasive) if
difficult access. The area to be inspected by 100
% PT prior to welding from the opposite side
For sveiser med delvis gjennomsveis (klasse IV
og V) skal rotområdet sjekkes og rengjøres før
sveising fra motsatt side.
For partial penetration welds (class IV and V) th
root area shall be checked and cleaned prior to
welding from opposite side.

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 13/29
g GE Hydro Dokumenttype/Document
Procedure Nr./No.
871205 Side/Page av/of
8 14Sign. dato/Date
2003-03-08
SVEISTE LØPEHJUL/FABRICATED RUNNERS
SVEISING OG NDT/WELDING AND NDT
Sveisingen skal organiseres slik at det blir minst
mulig deformasjoner. Dersom det er praktisk skal
det sveises vekselvis :
- på skovler diametralt ovenfor
hverandre
- mot boss og ring
- på skovlenes trykk- og sugeside
The welding shall be organised in a way to
minimise deformations. If possible, the welding
shall be carried out alternately :
- on blades diametrically opposite each
other
- against crown and band
- on the blades pressure- and suction
side
Tennsår utenfor fugen er ikke tillatt og skal
fjernes og kontrolleres som for midlertidige
påsveiste detaljer.
Arc strikes outside the welding groove are not
allowed and they shall be removed and inspected
as for temporary attachments.
Etter sveising skal sveisen og området rundt
rengjøres for all sprut, slagg, fluks og andre
urenheter.
After welding, the weld and the adjacent area
shall be cleaned free from all spatters, slag, flux
and other impurities.
4.7 Sveisereparasjoner 4.7 Weld repairs
Før spenningsgløding skal det benyttestilsettmateriale som angitt i WPS for
produksjonssveising. Sår i skovlenes overflate
oppstått før speningsgløding skal imidlertid alltid
sveises med artslikt tilsettmateriale
Consumables as specified in WPS for fabricationwelding shall be used prior to stress relieving.
Any damages on blade surfaces occurred prior to
stress relieving, shall in any case be welded with
matching consumables
Sveisereparasjoner etter spenningsgløding skal
forelegges prosjektet for godkjenning. Dog ved
mindre overflate reparasjoner i sveiseavsettet der
det opprinnelige tilsettsmaterialet er av
austenittisk art, behøver man ikke godkjenning av prosjektet.
Normalt kan mindre reparasjoner utføres med
austenittiske tilsettmaterialer. Denne type
reparasjoner skal fortrinnsvis utføres med GTAW
for å redusere nødvendig opptak og sveisevolum.
Ved større reparasjoner etter spenningsgløding
skal ny spenningsgløding vurderes.
Weld repairs after stress relieving shall be
submitted to the project for approval. However i
minor surface defects are detected in the weld
area and the ordinary weld material is austenitic,
is there no need for project approval.
Normally, minor repairs can be carried out by
austenitic consumables. GTAW shall preferably
be used for this type of repairs in order to
minimise the required excavation and volume of
weld.
For major repairs after stress relieving a new
stress relieving shall be considered
5 0 NDT 5 0 NDT

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 14/29
g GE Hydro Dokumenttype/Document
Procedure Nr./No.
871205 Side/Page av/of
9 14Sign. dato/Date
2003-03-08
SVEISTE LØPEHJUL/FABRICATED RUNNERS
SVEISING OG NDT/WELDING AND NDT
5.1 Kontrollomfang 5.1 Extent of inspection
VI : 100 % VI : 100 %
PT : 100 % PT : 100 %
PT skal utføres som følger : PT shall be carried out as follows :
- etter behov under oppsveising (intern
kontroll).
- as required during welding (internal
control).
- alle sveiser før spenningsgløding(intern
kontroll).
- all welds prior to stress relieving (internal
control).- alle sveiser etter spenningsgløding. - all welds after stress relieving.
UT : 100 % (Bortsett fra når klasse V er
spesifisert)
UT : 100 % (Except when class V is specified)
Følgende regler skal gjelde : The following rules shall apply :
- kontrollen skal uføres både før (intern
kontroll) og etter spenningsgløding
- the inspection shall be carried out both pri
(internal control) and after stress relieving
- kontrollomfanget kan reduseres pga.
tilkomst og/eller materialtykkelse. Dette
vurderes i hvert enkelt tilfelle.
- the extent of inspection can be reduced du
to access and/or material thickness. This
will be assessed in each case.
RT : 100% (kun av buttskjøt B1/B2 og hvis
klasse I er spesifisert).
RT : 100 % (for buttweld B1/B2 if acceptance
class I is specified only)
RT utføres som følger: RT shall be carried out as follows:
- kontrollen skal uføres både før og etter
spenningsgløding
- the inspection shall be carried out both pri
(internal control) and after stress relieving
5.2 Prosedyrer
VI : Prosedyre 870320 "Visuell kontroll av
sveiste konstruksjoner"
5.2 Procedures
VI : Procedure 870320 "Visual inspection of
welded structures"
PT : Prosedyre 870354
“Penetrantprøving”
PT : Procedure 870354 “Penetrant testing”
UT : Prosedyre 870348 “Ultralydprøving av
Sveiste Francis løpehjul”
UT : Procedure 870348 “Ultrasonic testing of
Welded Francis Runners”
RT : Prosedyre 870300 “Radiografiskprøving,
generelt”
RT : Procedure 870300 ”Radiographic testing,
general”

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 15/29
g GE Hydro Dokumenttype/Document
Procedure Nr./No.
871205 Side/Page av/of
10 14Sign. dato/Date
2003-03-08
SVEISTE LØPEHJUL/FABRICATED RUNNERS
SVEISING OG NDT/WELDING AND NDT
Rapportering:Prosedyre 871417 “Sveising og NDT,
Rapportering”
Reporting:Procedure 871417 “Welding and NDT,
Reporting”
5.3 Akseptkriterier 5.3 Acceptance criteria
5.3.1 Geometri av sveis 5.3.1 Weld geometry
Hulkilradius Fillet radius
Hulkilradius er gitt på tegning. Toleransen skal
være + 15/- 15 %.
Fillet radius is specified on the drawing. The
tolerance shall be + 15/- 15 %.
Der skovlen på den tynnede delen har en vinkel
mindre enn 90 ° mot boss/ring kan hulkilradiusen
reduseres.
Where the angle between the blade on the thinne
part and crown/band is less than 90 °, the fillet
radius can be decreased.
Hulkilradiusen reduseres jevnt mot avløp til
minste tillatte hulkilradius som er R ≅ 0,6 * t,
min. 5 mm.
The fillet radius shall be gradually decreased
towards the outlet to the minimum allowable
radius which is R ≅ 0,6 * t, min. 5 mm
Undersliping Grinding below nominal surface
Følgende krav til undersliping av skovler skal
gjelde :
The following requirements for grinding below
the nominal surface of blades shall apply :
- Innløp : Maks. 2,5 % av T. - Inlet : Max. 2,5 % of T
- Avløp : Maks. 5 % av t respektive t2 - Outlet : Max. 5 % of t respectively t2
For boss og ring skal følgende gjelde: For crown and band the following shall apply:
- Maks. 2,5 % av T - Max. 2,5 % of T
Undersliping av skovler bør unngås. Det må også
ved eventuell undersliping tas hensyn til
bølgethet langs sveisen.
Grinding below the nominal surface for blades
should be avoided. For a possible grinding below
the nominal surface, the waviness along the weld
shall be taken into account.
5.3.2 Akseptklasser 5.3.2 Acceptance classes
Følgende fem akseptklasser er definert, i henhold
til Standard 31101:
The following five acceptance classes are
defined, according to Standard 31101:
Acceptanceclass
VI PT UT 4) RT
I St d d 30103 CCH 70 3 S b k i l S b k i l

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 16/29
g GE Hydro Dokumenttype/Document
Procedure Nr./No.
871205 Side/Page av/of
11 14Sign. dato/Date
2003-03-08
SVEISTE LØPEHJUL/FABRICATED RUNNERS
SVEISING OG NDT/WELDING AND NDT
Klasse A
Standard 30103
Class A
Klasse 1
CCH 70-3, Class 1
nedenfor
See definition below
nedenfor
See definition below
II Standard 30103
Klasse A. Dog
tillates lineære,
enkeltstående feil1)
,
med maks.
dimensjon 1,0 * 2,0
mm2)
Standard 30103 ,
Class A. However,
single, linear defects1) of max. size 1,0 x
2,0 mm 2) are
acceptable
CCH 70-3,
Klasse 2
CCH 70-3, Class 2
ASME VIII, Div. 1,
App. 12
ASME VIII, Div. 1, App. 12
ASME VIII, Div. 1,
Para. UW-51 (hvis
krav om RT)
ASME VIII, Div. 1,Para. UW-51 (if
required)
III
------- " -------
CCH 70-3, Klasse 2
CCH 70-3, Class 2
Pros. 870361,
Klasse 1
Proc. 870361,
Class 1
Pros. 870361, Klass
1 (Hvis krav om RT
Proc. 870361,
Class 1 (if required)
IV Standard 30103,
Klasse A. Dog
tillates lineære,
enkeltstående feil1)
,
med maks.
dimensjon 1,5 * 3,0
mm2)
Standard 30103 ,
Class A. However,
single, linear defects1)
of max. size 1,5 x3,0 mm 2) are
acceptable
CCH 70-3, Klasse 3
CCH 70-3, Class 3
Pros. 870361,
Klasse 1. Dog tillates
feil med plassering
og størrelse som
beskrevet nedenfor
Proc. 870361, Class
1. However, defects
with location and
size as defined beloware acceptable
Ikke aktuelt
Not applicable
V
------- " -------
CCH 70-3, Klasse 3
CCH 70-3, Class 3
Ikke aktuelt3)
Not applicable3)
Ikke aktuelt
Not applicable
Fig. D : Tabell for NDT- akseptklasser /
Table for NDT acceptance classes

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 17/29
g GE Hydro Dokumenttype/Document
Procedure Nr./No.
871205 Side/Page av/of
12 14Sign. dato/Date
2003-03-08
SVEISTE LØPEHJUL/FABRICATED RUNNERS
SVEISING OG NDT/WELDING AND NDT
Anmerkninger til Tabell D:
1) Kantsår er ikke tillatt.
2) Dybde x lengde.
3) Krav til sveis som for klasse IV.
4) UT kan sløyfes eller begrenses på grunnlag av
tilkomst og/eller tykkelse.
Notes for Table D:
1) Undercuts are not acceptable.
2) Depth x length.
3) Welding requirements as for acceptance clas
IV.
4) UT may be omitted or limited based on acces
and/or section thickness.
Definisjoner og kommentarer til Tabell D: Definitions and comments to Table D:
Akseptklasse I for UT Acceptance class I for UT
Indikasjoner som overskrider 20 % av
referansekurven skal undersøkes mht. form,
indentitet og beliggenhet og evalueres iht.
følgende akseptkriterier :
Indications exceeding 20 % of the reference curv
shall be investigated with respect to shape,
identity and location and evaluated according to
the following acceptance criteria :
• Indikasjoner karakterisert som sprekker,
bindefeil eller rotfeil er uakseptable uansett
lengde.
• Indications characterized as cracks, lack of
fusion or incomplete penetration are
unacceptable regardless of length.
• Andre indikasjoner som overskrider 60 % av
referansekurven er uakseptable uansett
lengde. Indikasjoner i denne gruppen med
ekkohøyde som overskrider 40 % av
referansekurven kan aksepteres hvis lengden
er maks. 5 mm.
• Other indications exceeding 60 % of the
reference curve are unacceptable regardless o
length. Indications within this group which
produce a response exceeding 40 % of the
reference curve can be accepted if the length
is max. 5 mm.
• Ved tvilstilfeller ved bedømmelse av UT skal
akseptkriteriene for RT gjelde.
• If any doubt in the interpretation of the UT
response, the acceptance criteria for RT shal
apply.
Akseptklasse I for RT Acceptance class I for RT
Akseptkriteriene skal være som følger : The acceptance criteria shall be as follows:
• Lineære feil (lengde/bredde forhold størreeller lik 3) er ikke akseptable.
• Linear defects (length/width - ratio greater oequal than 3) are not acceptable.
• Runde feil (lengde/bredde forhold mindre enn
3) med hoveddimensjon større enn 1,0 mm er
ikke akseptable.
• Rounded defects (length/width - ratio less
than 3) with a main dimension greater than
1,0 mm are not acceptable.
• Konsentrasjoner av runde feil eller runde feil
på linje med maks. størrelse mindere enn
akseptkriteriet ovenfor er generelt ikke
akseptable. Aksept kan gis etter egen
vurdering.
• Concentration of rounded defects or aligned
rounded defects with a max. dimension less
than the acceptance criteria above are
generally not acceptable. Acceptance can be
given after a separate assessment.

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 18/29
g GE Hydro Dokumenttype/Document
Procedure Nr./No.
871205 Side/Page av/of
13 14Sign. dato/Date
2003-03-08
SVEISTE LØPEHJUL/FABRICATED RUNNERS
SVEISING OG NDT/WELDING AND NDT
Akseptklasse II og III for UT Acceptance class II and III for UT
Akseptkriterier for UT er sammenlignbare for
klasse II og klasse III. Klasse III er strengere i
området nær overflaten (T/3, t/3 fra hver
overflate)og litt mer liberal i midten av sveisen
sammenlignet med klasse II.
The acceptance criteria for class II and class III
are comparable. Class III is more stringent in the
area adjacent to the surface (T/3, t/3 from each
surface) and slightly more liberal in the mid-
section of the weld compared to class II.
Akseptklasse IV for UT Acceptance class IV for UTIht. prosedyre 870361, klasse 1. Dog tillates feil
med ubegrenset lengde i miderste tredjedel (T/3,t/3) av sveisen med maks. bredde på 7,0 mm eller
T/3, t/3 avhengig hva som er minst.
According to procedure 870361, Class 1, except
that defects located in the mid third (T/3, t/3) ofthe weld with max. depth of 7,0 mm or T/3, t/3,
whichever is lesser, are acceptable regardless of
length.
5.3.3 Retningslinjer 5.3.3 Guide - lines
Hvis ikke annet er spesifisert i kontrakt, skal
akseptklassene for NDT velges i.h.h.t kravene i
Standard 31101. Disse er basert på
bruddmekaniske vurderinger og erfaringer.
Klassene skal angis på sveisetegning av ingeniør.
If not otherwise specified in contract, the
acceptance classes for NDT shall be chosen
according to the requirements in Standard 31101
These are based on fracture mechanics
assessments and experiences. The classes are to
be stated on the welding drawing by the enginee
5.4 Rapportering og kontrollklasser 5.4 Reporting and inspection classes
Prosedyre 871417 “Sveis og NDT, Rapportering”
dekker følgende:
• Rekvirering og rapportering av NDT
• Registrering av sveisere og WPS på ordre
• Kontrollklasser som som skal angis på
tegning for hver enkelt sveis
Procedure 871417 “Welding and NDT,
Reporting” covers the following:
• Requisition and reporting of NDT
• Registration of welders and WPS on order
• Inspection classes to be specified on the
drawing for each weld.

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 19/29
g GE Hydro Dokumenttype/Document
Procedure Nr./No.
871205 Side/Page av/of
14 14Sign. dato/Date
2003-03-08
SVEISTE LØPEHJUL/FABRICATED RUNNERS
SVEISING OG NDT/WELDING AND NDT
6 ENDRINGER
Prosedyren endret nummer fra A015-1 rev. B til
871205 rev. 0.
Fjernet kapittel 1.6 i rev A
Flyttet alle referanser til 1.3 i rev. A
Rev.B:
Lagt til materiale CrNi 18-8 i kap. 1.1
Endret fra” Third to Fourht edition” i kap 1.3
Lagt til tekst:Buttskjøt B1/B2 i kap. 5.1
Rettet opp 870353 til 870354 i kap.5.2
Endret fra 870362 til 30103 i kap. 5.3.2Endret tekst etter gløding i kap. 4.7
6 CHANGES
Procedure number changed from A015-1 rev. B
to 871205 rev. 0
Deleted section 1.6 in rev. A
Moved all references to 1.3 in rev. A
Rev.B
Added to material CrNi 18-8 in sec.1.1
Changed from Third to Fourth edition in sec.1.3
Added to text:Buttweld B1/B2 in sec.5.1
Changed from 870353 to 870354 in sec.5.2
Changed from 870362 to 30103 in sec. 5.3.2Changed text after stress relieving sect. 4.7
7 VEDLEGG
Ingen
7 ENCLOSURE
Non

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 20/29
R:\Kjeller\Projects\Nathpa Jhakri.fra\Order\V12800\_Techdoc\Silt erosion\871349 welding consumables.doc
Dokumenttype/Document
PROSEDYRE/PROCEDURENr./No.
871 349
(Erstatter 01.10.I.004 og 006)Side/Page av/of
1 8Sign. dato/Date
04.10.96
BEHANDLING AV TILSETTMATERIALER
HANDLING OF WELDING CONSUMABLES
aUtført av/Written by Godkjent av/Approved by Rev.
Tom Fjeld / Hans Julsgaard Knut Bratsberg 0
INNHOLD CONTENT
1. HENSIKT 1. PURPOSE2. DEFINISJONER 2. DEFINITIONS3. ANSVAR 3. RESPONSIBILITY4. BESKRIVELSE 4. DESCRIPTION
4.1 Behandling 4.1 Handling
4.1.1 Elektroder 4.1.1 Electrodes4.1.2 Rørtråd 4.1.2 Flux cored wire4.1.3 Massiv tråd, MIG 4.1.3 Solid wire, MIG4.1.4 Massiv tråd, SAW 4.1.4 Solid wire, SAW4.1.5 Pulver 4.1.5 Flux
4.2 Identifikasjon 4.2 Identification
4.2.1 Generelt 4.2.1 General4.2.2 Elektroder 4.2.2 Electrodes4.2.3 Rørtråd 4.2.3 Flux cored wire
4.2.4 Massiv tråd, MIG 4.2.4 Solid wire, MIG4.2.5 Massiv tråd, SAW 4.2.5 Solid wire, SAW
5. REFERANSER 5. REFERENCES
6. VEDLEGG 6. ENCLOSURES
1. HENSIKT 1. PURPOSE
Doc. no. 14110 Enclosure C

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 21/29
R:\Kjeller\Projects\Nathpa Jhakri.fra\Order\V12800\_Techdoc\Silt erosion\871349 welding consumables.doc
Dokumenttype/Document
PROSEDYRE/PROCEDURENr./No.
871 349
(Erstatter 01.10.I.004 og 006)Side/Page av/of
2 8Sign. dato/Date
04.10.96
BEHANDLING AV TILSETTMATERIALER
HANDLING OF WELDING CONSUMABLES
Hensikten med denne prosedyren er The purpose of this prosedure is to ensureå sikre at tilsettmaterialer og pulver that welding consumables and flux are handled
blir behandlet og lagret på forskrifts- and stored correctly to ensure good weldingmessig måte for å sikre god kvalitet quality.
på sveisearbeidet.
Denne prosedyren omfatter alle This procedure covers all electrodes,elektroder, tråd og fluxpulver som wire and flux for use in Kværner Energy,
blir benyttet under Kværner Energy, Sørumsand`s production area.Sørumsand`s produksjonsområde.
2. DEFINISJONER 2. DEFINITIONS
3. ANSVAR 3. RESPONSIBILITY
Arbeidsleder har ansvar for å The foreman in the fabrication workshopinformere sveiseren/operatøren is responsible for informing the welders/om de til enhver tid gjeldende welding operators about this procedure.
prosedyrer/rutiner. The forman is also responsible for heat treatingArbeidsleder er også ansvarlig for the electrodes before use according toat elektroder blir tørket/varmebehandlet this procedure.før bruk i.h.t. denne prosedyren. Each welder/welding operator is responsibleHver enkelt sveiser/operatør er for knowing the actual routines and to follow them.ansvarlig for å gjøre seg kjent med The tool store staff in the fabrication workshop
rutinene og å følge disse. is responsible for that only clearly markedPersonalet i verktøybur i plateverksted consumables are stored and delivered forer ansvarlig for at kun merket tilsett- welding.materiale blir lagret og utlevert for The forman and each individual welder are sveising. Arb.leder i plateverkstedet og responsible for using the right cunsumables. den enkelte sveiser er ansvarlig for at riktig tilsettmateriale benyttes.
4. BESKRIVELSE 4. DESCRIPTION

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 22/29
R:\Kjeller\Projects\Nathpa Jhakri.fra\Order\V12800\_Techdoc\Silt erosion\871349 welding consumables.doc
Dokumenttype/Document
PROSEDYRE/PROCEDURENr./No.
871 349
(Erstatter 01.10.I.004 og 006)Side/Page av/of
3 8Sign. dato/Date
04.10.96
BEHANDLING AV TILSETTMATERIALER
HANDLING OF WELDING CONSUMABLES
Alle tilsettmaterialer, inkl. pulver All welding consumables,incl. flux, shall beskal behandles forsvarlig og beskyttes handled carefully and protected against dampness,mot fuktighet, fett, olje og andre grease, oil and other impurities.urenheter.Tilsettmaterialene lagres i eget rom i The welding consumables are stored in a separate
plateverkstedet ved min. 20°C og room in the plateshop, where the temperature isrelativ fuktighet max. 40%. min. 20°C, and the relativ humidity is max. 40%.Tilsettmaterialer og pulver som ikke Welding consumables and flux which arekan identifiseres, eller som er unidentificable or damaged by humidity, grease,
beskadiget ved fuktighet, fett, olje oil or other detrimental impurities, shall not be
eller andre skadelige urenheter, used.
skal ikke brukes. NB! Fuktige elektroder må ikke blandes NOTE! Damp electrodes must not be mixedsammen med tørkede elektroder i skap with dried ones i cabinet or boxes.eller bokser.
4.1 Behandling 4.1 Handling
4.1.1 Elektroder 4.1.1 Electrodes
Ulegerte og lavlegerte elektroder Unalloyed and low alloyed electrodes,med basiskt dekke. basic coated.
Elektrodene tørkes før bruk ved Before use the elektrodes must be dried300-350°C i 2-4 timer. at 300-350°C for 2-4 hours.Overføres deretter til oppbevaringsskap After drying, the electrodes shall bemed temperatur 100-150°C. På transferred to holding ovens at 100-150°C.arbeidsplassen skal elektrodene opp- On site, the electrodes shall be kept in
bevares i elektrodebokser ved min 70°C. electrode ovens at a temperature of min. 70°C.Ved arbeidstidens slutt skal gjenværende At the end of working hours, remainingelektroder overføres fra elektrodeboks electrodes shall be transferred from the
til oppbevaringsskap. electrodeboxes into holding ovens.Avvik fra dette medfører at elektrodene Deviation from this routine involves amå omtørkes ved 300-350°C før bruk. redrying at a temperature of 300-350°CDenne rutine er vist i vedlegg nr.1. before use. This procedure is shown in encl. no. 1.
Elektroder i vakuumforpakning. Electrodes in vacuum package.
8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 23/29
R:\Kjeller\Projects\Nathpa Jhakri.fra\Order\V12800\_Techdoc\Silt erosion\871349 welding consumables.doc
Dokumenttype/Document
PROSEDYRE/PROCEDURENr./No.
871 349
(Erstatter 01.10.I.004 og 006)Side/Page av/of
4 8Sign. dato/Date
04.10.96
BEHANDLING AV TILSETTMATERIALER
HANDLING OF WELDING CONSUMABLES
Elektrodene kan benyttes direkte fra Electrodes may be useddirectly from the
pakningen, forutsatt at de er beskyttet package, providing they are protectedmot fuktighet som regn, e.l. against humidity as rain or similar.
Når pakningen åpnes skal den merkes The package shall be marked with themed dato, klokkeslett og sveiserens date, opening time and the actual weldersidentifikasjon. Etter åpning av forpakning identification.kan elektrodene oppbevares max. The electrodes can be out of the packag8-9 timer uten noen form for varmebeh. for max. 8-9 hours after opening of theUbrukte elektroder skal tørkes ved package. Unused electrodes shall be redried325-375°C i 2 timer. at 325-375°C for 2 hours.
Ulegerte elektroder med surt Unalloyed electrodes with acidiceller rutilt dekke. or rutile coating.
Elektrodene oppbevares i emballasjen The electrodes are stored in the packing på arb.plassen ved utførelse av jobb. on site while performing the spesific job.
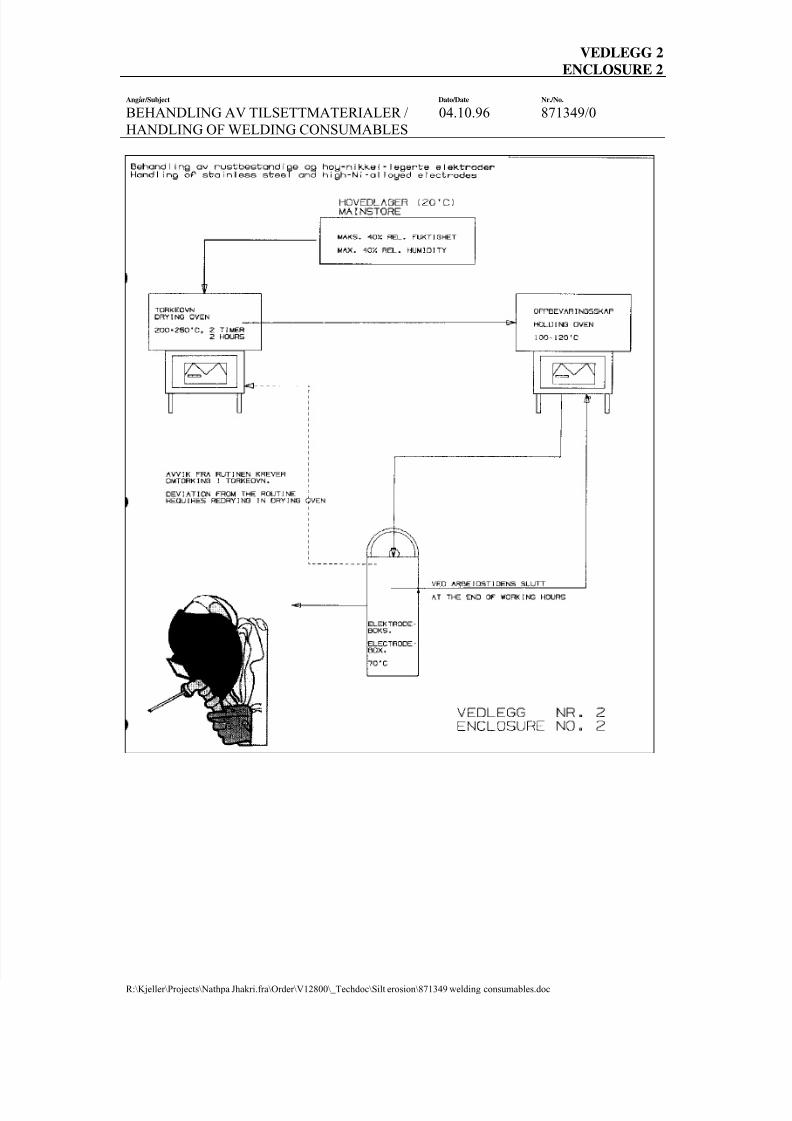
Rustbestandige elektroder. Stainless steel electrodes.
Høy nikkel-legerte elektroder High nickel-alloyed electrodes
og sveising av herdbare stål. and welding of hardenable steel.Ved sveising av herdbare stål (f.eks.: By welding of hardenable steel (e.g. 13Cr-steel13Cr-stål, 16Cr/5Ni-stål, 5-9% Ni-stål) 16Cr/5Ni-steel, 5-9% Ni-steel) the electrodeog ved bruk av høy-nikkel elektr. skal shall be dried at 200-250°C for 2 hours.elektr. tørkes før bruk ved 200-250°C Then they are transferred to holding ovensi 2 timer. Deretter skal de overføres til at 100-120°C. On site the electrodes shall beoppbev.skap med temp. 100-120°C. stored in electrodeboxes keeping appr. 70°C.På arb.plassen skal elektrodene opp- at the end of working hours, the remaining
bevares i elektr. ved ca. 70°C. electrodes shall be transferred from theVed arb.tidens slutt kan gjenværende electrodeboxes into holding ovens.elektroder overføres fra elektrodeboks Deviations from this routine involves a redrying
til oppbev.skap. Avvik fra denne rutine at a temperature of 200-250°C before use.krever omtørking ved 200-250°C. This routine is shown in enclosure no.2.Rutinen er vist i vedlegg nr. 2.
Ikke herdbare stål. Non hardenable steel.
Ved sveising av ikke herdbare stål, By welding of non hardenable steel

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 24/29
R:\Kjeller\Projects\Nathpa Jhakri.fra\Order\V12800\_Techdoc\Silt erosion\871349 welding consumables.doc
Dokumenttype/Document
PROSEDYRE/PROCEDURENr./No.
871 349
(Erstatter 01.10.I.004 og 006)Side/Page av/of
5 8Sign. dato/Date
04.10.96
BEHANDLING AV TILSETTMATERIALER
HANDLING OF WELDING CONSUMABLES
(f.eks.: Austenittiske 18Cr8Ni-stål (e.g. Austenitic 18Cr8Ni-steeloreller ulegerte stål til austenittiske stål) unalloyed steel to austenitic-stainless steel)forlanges normalt ikke tørking av no drying of electrodes is normally required.elektrodene. On site the electrodes shall be kept inElektrodene skal oppbevares i original their original packing.forpakning på arbeidsplassen.
Elektrodene kan også lagres i The electrodes can also be stored inoppbevaringsskap ved 70-100°C før holding ovens at 70-100°C. Damp electrodes
bruk. Fuktige elektroder kan gi porer can cause welding pores.
i sveisen.
Avvik fra denne rutinen skal medføre Deviations from this routine involves a redryingretørking ved 200-250°C før bruk. at a temperature of 200-250°C before use.
Andre elektroder. Other types of electrodes.
Behandling etter spesielle anvisninger. Handling according to special instructions.
4.1.2 Rørtråd 4.1.2 Flux cored wire
Tråden lagres på hovedlager ved The wire is to be stored in the main store
temperatur 20-35°C og max. 40% with temperature between 20-35°C, andrelativ fuktighet. Det taes ut mindre max. 40% relative humidity.kvanta fra hovedlager. Small quantities are taken from the store toEmballasjen åpnes umiddelbart før the workshop. The wire is unpacked directly
bruk og settes på maskinen. before use.
Generelt gjelder at trådspolen ved Generally at stops (pauses) exeeding 8 hours,lengre pauser enn 8 timer skal beskyttes the reel shall be protected against humidity,mot fuktighet, skitt o.l. ved tildekking. dirt e.t.c. by cover.
NB! Tørking har ingen effekt på NOTE! Drying will have no effect on beskadiget rørtråd. damaged flux cored wires.
4.1.3 Massiv tråd, MIG 4.1.3 Solid wire, MIG
Taes ut ifra lager i mindre kvanta. The wire is taken from store in smaller

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 25/29

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 26/29
R:\Kjeller\Projects\Nathpa Jhakri.fra\Order\V12800\_Techdoc\Silt erosion\871349 welding consumables.doc
Dokumenttype/Document
PROSEDYRE/PROCEDURENr./No.
871 349
(Erstatter 01.10.I.004 og 006)Side/Page av/of
7 8Sign. dato/Date
04.10.96
BEHANDLING AV TILSETTMATERIALER
HANDLING OF WELDING CONSUMABLES
4.2.1 Generelt 4.2.1 General
Tilsettmaterialet er merket fra Consumables are marked by theleverandør. supplier.Alle tilsettmaterialer som ikke kan All welding consumables which can notidentifiseres skal kastes. be identified shall not be kept.
4.2.2 Elektroder 4.2.2 Electrodes
Elektrodetypen er stemplet på The electrodes are stamped on thedekket, i tillegg kan enden være coat, in addition one end may be
merket med fargekode. marked with a colour code.
4.2.3 Rørtråd 4.2.3 Flux cored wire
Trådtype fremgår av merking på Wiretype is marked on each wirecoil.
trådspole.
4.2.4 Massiv tråd, MIG 4.2.4 Solid wire, MIG
Trådtype fremgår av merking på Wiretype is marked on each wirecoil.trådspole.
4.2.5 Massiv tråd, SAW 4.2.5 Solid wire, SAW
Lagres ved min. 15°C i hovedlager. Solid wire is stored at min. 15°C in mainType er merket på emballasjen. store. Type is marked on the packing.
Når emballasjen fjernes er tråden After removing the packing, the wire isidentifisert ved at det benyttes spesielt identified by using wiredrums speciallymerkede trådtrommler med følgende marked with the wire/colour combination.farge/tråd kombinasjoner for
standardtråder.
TRÅDKVALITET FARGE WIRE QUALITY COLOUR
OK 16.30 (316L) Grønn OK 16.30 (316L) GreeenOK 16.53 (309L) Rød OK 16.53 (309L) Red

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 27/29
R:\Kjeller\Projects\Nathpa Jhakri.fra\Order\V12800\_Techdoc\Silt erosion\871349 welding consumables.doc
Dokumenttype/Document
PROSEDYRE/PROCEDURENr./No.
871 349
(Erstatter 01.10.I.004 og 006)Side/Page av/of
8 8Sign. dato/Date
04.10.96
BEHANDLING AV TILSETTMATERIALER
HANDLING OF WELDING CONSUMABLES
OK 12.10 (Uleg.) Svart OK 12.10 (Unall.) Black248SV (16/5) Gul 248SV (16/5) YellowOK 11.82 (17%) Blå OK 11.82 (17%) BlueOK 12.60 (Uleg.) Svart OK 12.60 (Unall.) Black
5. REFERANSER 5. REFERENCES
Prosedyren er i vesentlig grad This procedure is in general according to
i samsvar med KENO prosedyre KENO procedure no.: 870 051,nr.: 870 051, bortsett fra elektrode- exept electrode supplier and colour codes.merke og fargekoder.
6. VEDLEGG 6. ENCLOSURES
1. Behandling av ulegerte og lavlegerte 1. Handling of nonalloyed and lowalloyedelektroder med basiskt dekke. electrodes, basic coated.
2. Behandling av rustbestandige og 2. Handling of stainless steel and high-Ni-alloyedhøy-nikkel-legerte elektroder. electrodes.

8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 28/29
VEDLEGG 1ENCLOSURE 1
Angår/Subject Dato/Date Nr./No.
BEHANDLING AV TILSETTMATERIALER /HANDLING OF WELDING CONSUMABLES
04.10.96 871349/0
R:\Kjeller\Projects\Nathpa Jhakri.fra\Order\V12800\_Techdoc\Silt erosion\871349 welding consumables.doc
8/18/2019 Runner Repair Procedure
http://slidepdf.com/reader/full/runner-repair-procedure 29/29
VEDLEGG 2ENCLOSURE 2
Angår/Subject Dato/Date Nr./No.
BEHANDLING AV TILSETTMATERIALER /HANDLING OF WELDING CONSUMABLES
04.10.96 871349/0