-
8/2/2019 Rubber Lining Procedure
1/38
RUBBER LINING FOR ABRASION AND CORROSION SERVICE
PROJECT
CLIENT
RL-O1 / 02.04.2003/ Issue 1/ Rev 0
-
8/2/2019 Rubber Lining Procedure
2/38
Rubber
ProductsDivision
RUBBER LINING FOR CORROSION AND ABRASION SERVICECode :
RL-01/01
Issue : 1
Revision : 0
Page : 1 / 1
RUBBER LINING
CONTENTS
No. Description Doc. Nr. Rev. Nr
1. Contents RL-01/01 02. Introduction RL-01/02 03 Reference
Standards RL-01/03 04 Design of Pipes and Structures RL-01/04 05
Lining Materials RL-01/05 0
6 Technical Data sheet for rubber material Technical Data sheet
for Priming and Bonding
solutionRL-08/01 to 04 0
7 Rubber Lining Flow Chart RL-09/04.01 08 Rubber lining Process
Control RL-01/06 0
9 Operation Manual Pre Inspection of LiningComponents RL 9.5
0
10 Operation Manual Lining Material Selection RL 9.6 011
Operation Manual Surface Preparation RL 9.10 0
12 Operation Manual Adhesive Coating RL 9.11 013 Operation
Manual Lining RL 9.12 014 Operation Manual Curing RL 9.13 015
Operation Manual Repair of Rubber Linings RL 9.14 0
16 Operation Manual Final Inspection and Testing RL 9.15 0
17 Operation Manual - Handling, Storage, Packagingand Delivery
of rubber lined products RL 9.18 0
18 Quality Plan Rubber Lining PL-20-01 019 Quality Control
Formats
A. Pre Inspection Report F-20-01 0
B. Inspection Report - Blasting F20-02 0
C. Inspection Report Adhesive Coating F-20-03 0
D. Material Inspection Report F-20-04 0
E. Inspection Report - Lining F-20-04 0
F. Curing Sheet - Lining F-20-05 0
G. Final Inspection Report F-20-06 0
H. Material Test Report F-28-02 0
Prepared by Approved by
2
-
8/2/2019 Rubber Lining Procedure
3/38
Date :
Rubber ProductsDivision
RUBBER LINING FOR CORROSION AND ABRASION SERVICECode :
RL-01/01
Issue : 1
Revision : 0
Page : 1 / 2
RUBBER LINING
CONTENTS
1.0 Scope
This RL-01 specifies requirements, gives recommendations for the
application,qualification testing, production testing, inspection
and transportation of rubber lined
process equipment, piping and flanges.
This RL-01 is applicable to vulcanized rubber lined process
equipment, piping andstructures.
2.0 Procedure
2.1 Receiving the structure to the rubber lined at our works in
Jebel Ali (UAE).
2.2 Inspection of areas to be lined for the suitability and
feasibility of carrying outrubber lining works.
2.3 Acceptance of the design of the metal equipment to be lined
shall be inaccordance with BS 6374: Part 5: Clause 2.2. Areas found
otherwise shall berejected from being lined and proper, corrective
actions shall be taken by the clientor if approved at our
works.
2.4 Acceptance of the fabrication of the metal equipment to be
lined shall be inaccordance with BS 6374: Part 5: Clause 2.3. Areas
found otherwise shall berejected from being lined and proper,
corrective actions shall be taken by the client
or if approved at our works.
2.5 Control plan for rubber-lined equipment is as per
PL-20-01.
2.6 Upon acceptance of the metal equipment to be lined, all
rubber lining procedures,testing and acceptance, criteria shall be
in accordance with related ASTM, BS,SIS, and etc. reference
standard as per Operation Manual RL 9.5.
2.7 Material specifications shall be as per RL-01/05.
3
-
8/2/2019 Rubber Lining Procedure
4/38
Rubber ProductsDivision
RUBBER LINING FOR CORROSION AND ABRASION SERVICECode :
RL-01/02
Issue : 1
Revision : 0
Page : 2 / 2
RUBBER LINING
CONTENTS
2.8 The areas to be lined shall be grit blasted to SA 3.0 degree
of cleanliness inaccordance with SIS 005 590. Grit blasting of the
surfaces shall be carried out asper Operation Manual RL 9.10.
2.9 The grit blasted areas shall be coated with appropriate
primer, elastomer bondingagent and rubber solutions and then rubber
lined as detailed in Operation ManualRL 9.11 and RL 9.12.
2.10 Rubber lined areas shall be tested and accepted in
accordance with BS 903 in our Operation Manual RL 9.15.
2.11 The rubber-lined equipment shall be collected from our
works as detailed inOperation Manual RL 9.18.
3.0 DistributionThis manual RL-01 is confined to the companies
and the contractors andmanufacturers/suppliers nominated by
them.
This manual RL-01 is intended for use in oil refineries,
chemical plants, desalinationplants, industrial plants etc where
applicable.
4
-
8/2/2019 Rubber Lining Procedure
5/38
Rubber
ProductsDivision
RUBBER LINING FOR CORROSION AND ABRASION SERVICE
Code : RL-01/03
Issue : 1
Revision : 0
Page : 1 / 1
REFERENCE STANDARDS
The following Standards, latest editions are normally followed
in the execution of the works.
Specific standards related to the rubber compound to be applied
are to be followed, wherever applicable. In addition to the above
standards, any other standards specified by the client shallbe
obtained and met after review compliance, wherever applicable.
5
ISO 9002 - 1994 Quality Systems Part 2
ISO 83.060 Methods of testing unvulcanised rubber
ISO 37 Tensile Properties
ISO 48 Rubber Hardness IRHD
ISO 188 Accelerated ageing and heat resistance test
ISO 815 Compression Set
ISO 1431 Part 1 Resistance to Ozone Cracking
ISO 1817 Determination of the effects of liquids
ISO 7619 Rubber Determination of indentation hardness bymeans of
pocket hardness meters
ASTM 09.01 Annual book of ASTM standards - Rubber, Natural
Rubber and Synthetic - General Test Methods; Carbon Black ASTM
09.02 Annual book of ASTM standards - Rubber products,
Industrial
Specifications and related test methods ; Gaskets; Tires
-
8/2/2019 Rubber Lining Procedure
6/38
Rubber
ProductsDivision
RUBBER LINING FOR CORROSION AND ABRASION SERVICECode :
RL-01/04
Issue : 1
Revision : 0
Page : 1 / 1
RUBBER LINING
DESIGN OF PIPES AND STRUCTURES
6
-
8/2/2019 Rubber Lining Procedure
7/38
Rubber ProductsDivision
RUBBER LINING FOR CORROSION AND ABRASION SERVICECode :
RL-01/05
Issue : 1
Revision : 0
Page : 1 / 1
RUBBER LINING
LINING MATERIALS
1.0 Material Selection
Material selection is determined by:
Service condition - Application, Pressure, Temperature, type of
medium, mediumconcentration etc.
Manufacturing method. Design.
As per Operation Manual RL 9.6
2.0 Lining Materials
2.1 The rubber material to be used for lining is determined for
the specific applicationor in accordance with clients
specifications. The client prior to use approvestechnical data
sheets of the material to be used.
2.2 Appropriate primer material compatible with the rubber
material to be used.
2.3 Appropriate elastomer bonding solution compatible with the
rubber material andprimer to be used.
2.4 Appropriate rubber solutions compatible with the rubber
material, primer andbonding solution to be used for holding the
rubber sheets in position while lining.
7
-
8/2/2019 Rubber Lining Procedure
8/38
8
-
8/2/2019 Rubber Lining Procedure
9/38
9
-
8/2/2019 Rubber Lining Procedure
10/38
10
-
8/2/2019 Rubber Lining Procedure
11/38
11
-
8/2/2019 Rubber Lining Procedure
12/38
RUBBER LINING MATERIAL DATA SHEET
POLYMER: NEOPRENE RUBBER CODE: CR65A
SL No Physical properties Test Method Units Specification
1 Specific Gravity - 1.45 1.552 Hardness ISO 7619 SHORE A 60 703
Tensile Strength ISO 37 Kg/ Cm 2 Min. 804 Elongation at Break ISO
37 % Min. 300
5
After ageing propertiesAt 100 C for 72 Hrs.Change in
HardnessChange in TensileChange in E.B.
ISO 188 10Max. - 20Max. - 30
6 Compression Set
At 100 C for 24 Hrs.ISO 815 % 30 Max.
7Water AbsorptionAt 70 C for 7 days.Change in Volume
ISO 1817 % 5 Max.
8 Spark resistance Spark Tester - No Spark
9
General Characteristics:
Excellent resistance to ageing and weather.
Excellent resistance to Ozone.
Excellent resistance to Flame.
Good resistance to Chemicals.
Good resistance to mineral Oils, grease, many refrigerants water
and crude oils.
Good resistance to erosion at high impingement angles. (Bends,
Tees etc.)
Colour - Black
Prepared By: Approved By: Date:
The information provided is believed to be accurate but the
company disclaims any responsibility for consequences arising
fromusage of material, in that the conditions of usage are beyond
the companys control
12
RL-08-01RL-08-01
-
8/2/2019 Rubber Lining Procedure
13/38
Issue No: 1 Rev No: 0 Date: 02.04.2003
RUBBER LINING MATERIAL DATA SHEET
POLYMER: NITRILE RUBBER CODE: NB70A
SL No Physical properties Test Method Units Specification
1 Specific Gravity - 1.25 1.35
2 Hardness ISO 7619 SHORE A 60 70
3 Tensile Strength ISO 37 Kg/ Cm2
Min. 80
4 Elongation at Break ISO 37 % Min. 300
5
After ageing propertiesAt 100 C for 72 Hrs.Change in
HardnessChange in TensileChange in E.B.
ISO 188 10Max. - 20Max. - 30
6 Compression SetAt 100 C for 24 Hrs. ISO 815 % 30 Max.
7Oil resistanceAt 100 C for 7 days in ASTM3 Oil.Change in
Volume
ISO 1817 % 5 Max.
8 Spark resistance Spark Tester - No Spark
9
General Characteristics :
Excellent resistance to Chemicals.
Excellent resistance to mineral Oils, grease, many refrigerants
water and crude oils.
Colour - Black
Prepared By:
Approved By: Date:
The information provided is believed to be accurate but the
company disclaims any responsibility for consequences arising
fromusage of material, in that the conditions of usage are beyond
the companys control
Issue No: 1 Rev No: 0 Date: 02.04.2003
13
RL-08-02RL-08-02
-
8/2/2019 Rubber Lining Procedure
14/38
RUBBER LINING MATERIAL DATA SHEET
POLYMER: NATURAL RUBBER CODE: NR70D
SL No Physical properties Test Method Units Specification
1 Specific Gravity - 1.20 1.302 Hardness ISO 7619 SHORE A 60 703
Tensile Strength ISO 37 Kg/ Cm 2 Min. 804 Elongation at Break ISO
37 % Min. 300
5
After ageing propertiesAt 100 C for 72 Hrs.Change in
HardnessChange in TensileChange in E.B.
ISO 188 Shore A %%
10Max. - 20Max. - 30
6 Compression SetAt 100 C for 24 Hrs. ISO 815 % 30 Max.
7Oil resistanceAt 100 C for 7 days in ASTM3 Oil.
Change in Volume
ISO 1817 % 5 Max.
8 Spark resistance Spark Tester - No Spark
9
General Characteristics:
Good resistance to Acid.
Good resistance to Water.
Good resistance to Tear.
Colour - Black
Prepared By:
Approved By: Date:
The information provided is believed to be accurate but the
company disclaims any responsibility for consequences arising
fromusage of material, in that the conditions of usage are beyond
the companys control
Issue No: 1 Rev No: 0 Date: 02.04.2003
14
RL-08-03RL-08-03
-
8/2/2019 Rubber Lining Procedure
15/38
RUBBER LINING MATERIAL DATA SHEET
POLYMER: EBONITE - NATURAL RUBBER CODE: EB70A
SL No Physical properties Test Method Units Specification
1 Specific Gravity - 1.50 0.05
2 Hardness ISO 7619 SHORE D Min. 60
3 Spark resistance Spark Tester - No Spark
4 Service Temperature - - - 20 C to + 100 C
5
General Characteristics:
Good resistance to Acid (32 % HCl).
Good resistance to Water containing H 2S and very high
alkalinity.
Very good resistance to weather and Ozone.
Good resistance to Tear.
Prepared By:
Approved By : Date :
The information provided is believed to be accurate but the
company disclaims any responsibility for consequences arising
fromusage of material, in that the conditions of usage are beyond
the companys control .
Issue No: 1 Rev No: 0 Date: 02.04.2003
15
RL-08-04RL-08-04
-
8/2/2019 Rubber Lining Procedure
16/38
Rubber
ProductsDivision
RUBBER LINING FOR CORROSION AND ABRASION SERVICECode :
RL-01/06
Issue : 1
Revision : 0
Page : 1 / 5
RUBBER LINING
RUBBER LINING PROCESS CONTROL
RECEIVING INSPECTION
1.1 Based on Operation Manual RL 9.5 , Foreman and Stores in
Charge to receivecustomer supplied products and verify the products
for transit damage andconformance to the specified requirements.
J.O. Number shall be marked onaccepted products. Acceptance of the
design of the metal equipment to be linedshall be in accordance
with BS 6347: Part V: Clause 2.3. Any minor grinding is tobe done
on the customer supplied products against the requirement for
lining iscarried out after getting the consent of the
customer.Responsibility: Foreman/ Stores in charge
SURFACE PREPARATION
1.2 Grit blast areas to be rubber lined to SA 3.0. The surface
amplitude shall be in therange of 75 to 100 microns clean blasted
areas to remove all dust and foreign
particles by compressed air. Inspection to be carried out in
accordance withOperations Manual RL 9.10. Remove any visible oil or
grease prior to blasting.Responsibility: Operator
1.3 Apply Primer (25 microns minimum) within 4 hours of grit
blasting by spraying or by brush application. Allow primer to dry
for 15 to 30 minutes depending on theweather
condition.Responsibility: Operator .
1.4 Apply cover coat (40 microns minimum) by hand brushing.
Allow 30 to 40 minutesdrying time.
Responsibility: Operator
16
-
8/2/2019 Rubber Lining Procedure
17/38
Rubber
ProductsDivision
RUBBER LINING FOR CORROSION AND ABRASION SERVICECode :
RL-01/06
Issue : 1
Revision : 0
Page : 2 / 5
RUBBER LINING
RUBBER LINING PROCESS CONTROL
LAYING OF RUBBER SHEETS
1.5 Based on Operation Manual RL 9.12, Lab in Charge &
Foreman will select thesuitable rubber compound required in
consultation with FM/ QAMResponsibility: Lab in Charge/ Foreman
1.6 Foreman will inform the Mill Operator the required weight
for mixing. Lab inCharge will check the physical properties of the
compound and give clearancecertificate for further
process.Responsibility: Lab in Charge/ Operator
1.7 Rubber used for lining may be a portion of any final batch
or mix of one or morefinal batches based on the quantity required
to complete on job card. Final lotnumbers and weight consumed shall
be indicated on the job card.Responsibility: Foreman .
1.8 Use the Calendered or Milled sheet for rubber lining and
select the type of joint asindicated below. The Foreman decides
this. The rubber thickness is as per thecustomers
specification.Responsibility: Foreman/ Operator
17
-
8/2/2019 Rubber Lining Procedure
18/38
Rubber
ProductsDivision
RUBBER LINING FOR CORROSION AND ABRASION SERVICECode :
RL-01/06
Issue : 1
Revision : 0
Page : 3 / 5
RUBBER LINING
RUBBER LINING PROCESS CONTROL
1.9 Cut the sheets carefully with a knife and place it on a
white fabric spread on atable. Roll the compound strapped in
textile in such a way that the compound doesnot stick together.
Transfer the roll to the desired table for lining.Responsibility:
Operator
1.10 Apply two coats of Rubber Solution by hand brush to ensure
proper holding of therubber in position. Allow 5 to 15 minutes per
coat as drying time depending onweather conditions.Responsibility:
Operator .
1.11 Apply sheeted uncured rubber by hand application. Stitch
properly with specialtools (wheels) to ensure that no air is
trapped between the body and the sheets.Methods of rubber lining
flanges can be any one method described below:
18
-
8/2/2019 Rubber Lining Procedure
19/38
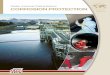
RL -9.4.1 FLOW CHART RUBBER LINING
DEFECTOK
OK
19
CUSTOMER PROPERTY
P R E L I M I N A R Y
I N S P E C T I O N
REMOVAL OFRUBBER
BLASTING
ADHESIVESYSTEM
LINING
INSPECTION
CURING
FINALINSPECTION
MIXING
AGEING ROOM
EXTRUDER /CALENDER
SHEET
RAWMATERIALS
LABTESTINGG
REPAIR
DELIVERY
REPAIR
-
8/2/2019 Rubber Lining Procedure
20/38
Rubber
ProductsDivision
RUBBER LINING FOR CORROSION AND ABRASION SERVICECode :
RL-01/06
Issue : 1
Revision : 0
Page : 4 / 5
RUBBER LINING
RUBBER LINING PROCESS CONTROL
The Foreman according to the nature of the project requirement
decides the type.Linings of pipes are also done by the same method
and larger diameter pipe intowhich a person can crawl and do the
lining. Rubber lining of a small diameter pipeis done by making a
tube and pulling the tube through the pipes using a
protectivecloth. Remove the cloth from another end and adhere the
rubber tube of the wallsof the pipe either by using compressed air
or by using rubber bowls.
Before curing, the Pinholes are detected by the holiday
detection (1.5 KV/mm or as the voltage agreed in the contract and
as per the Control Plan as agreed for theproject) are marked and
such areas are repaired by filling with rubber. Deflashexcess
rubber wherever to be trimmed and wherever detected, loose
bondingshall be stitched properly.Responsibility: QC
Inspector/Operator.
CURING
1.12 Complete rubber lining of the whole structure and carry out
the curing process at 0kg/cm 2 pressure for open steam curing and
up to 5 kg/cm 2 pressure for autoclavecuring as indicated on the
job card. Water curing and chemical curing are alsocarried out. The
Production Manager decides curing technique for the particular
job.Responsibility: Operator
1.13 Steam temperature, pressure and curing duration is
determined depending on thesize and shape of the product, thickness
of lining and recommendations in the JobOrder Card F-08-04 and as
per Operation Manual RL 9.13 for determining thecuring time.
1.14 After the minimum stipulated time of curing is completed,
stop steam supply andremove the products.Responsibility:
Operator
1.15 Remove excess rubber, overflows, etc. and repair the areas,
if any.Responsibility: Operator
1.16 Inform QC after finishing for inspection.Responsibility:
Operator
1.17 Operators are trained in accordance with the Operation
Manual RL 9.12.Responsibility: Foreman
20
-
8/2/2019 Rubber Lining Procedure
21/38
Rubber
Products
Division
OPERATION MANUAL Code : RL 9.5Issue : 1
Revision : 0
Page : 1 / 1
RUBBER LINING
PRE INSPECTION OF LINING COMPONENTS
Purpose:
Scope:
Responsibility:
Definition:
Procedure:
Related Documents:
References:
Distribution:
To ensure that components, materials and products given to the
company as a part of the joborders is suitable for Rubber
Lining.
All Rubber Lining Components.
Factory Manager (FM) / Production Manager (PRM) / Stores In
charge (SI) / ProductionForeman (PF)
Nil.
1. Stores In Charge in co-ordination with PF will check and
verify all components anditems on receipt against delivery
documents for type, quantity and visuallyexamines for any damages
etc. and enter in the Customer Property Register.(RG-25-01)
2. Customer property is identified by marking the customer's
name or name code on
the product and fixing a tag where marking is not practical. (
L-25-01)
3. Foreman in co ordination with QCO will verify the suitability
of the components for lining(Pre Inspection Report F-20-01)
4. Any discrepancies are reported to the PRM who will inform the
FM / SM for notifying the customer.
5. Any mechanical damage will be rectified after Customers
approval.
6. The type and quantity of the items received is informed to
the SPCO.
7. The components, items and materials are handled using
appropriate methods toavoid damage or lost throughout the
production process.
8. Any damage or loss is reported immediately to the FM for
notifying the customer and a note is made on the job order of such
damage or loss.
9. Customer drawings and specification sheets are filed in the
respective customer filesas described under Control of Documents.
QSP 02
Job Order Card F-08-04Customer Property Register RG-25-01Pre
Inspection Report F-25-01Customer Property Identification Tag
L-25-01.
Document Control QSP 02
FM/ QAM/ PRM/ SI
Prepared by:
QA/QC Manager Date:
Approved By
Executive Director Date:
21
-
8/2/2019 Rubber Lining Procedure
22/38
Rubber
ProductsDivision
OPERATION MANUAL Code : RL 9.6Issue : 1
Revision : 0
Page : 1 / 1
RUBBER LINING
LINING MATERIAL SELECTION
Prepared By
QA/ QC ManagerDate:
Approved By
Executive DirectorDate:
Purpose:
Scope:
Responsibility:
Definitions:
Procedure:
Related Documents:
Distribution:
To ensure that the material selected for the lining is correct
and conforms to the specifiedrequirement.
All Lining materials.
FM/ QAM/ SM / LIC
Nil.
1.0 The material suitable for lining the particular item is
identified by the FM/QAM / SM taking into consideration the,1.1
Service condition, type of medium and its concentration,
temperature of
use etc.1.2 Lining method.1.3 Design
2.0 Suitable material will be recommended by QAM/ LIC by
analyzing existingrubber Lining.
3.0 The compound to be used is written in the JOC.
Job Order Card F-08-04
FM/ QAM/ PRM/ SM/ SE / LIC.
22
-
8/2/2019 Rubber Lining Procedure
23/38
Rubber
ProductsDivision
OPERATION MANUAL Code : RL9.10Issue : 1
Revision : 0
Page : 1 / 1
RUBBER LINING
SURFACE PREPARATION
Purpose:
Scope:
Responsibility:
Definition:
Procedure:
Related Document:
Distribution:
To establish procedures which will generate a steel substrate
suitable for lining.
This procedure will cover preparation and inspection of
fabricated components, cleaningof the steel and blasting for
lining
Production Manager (PRM) / Production Foreman (PF)
Blasting - Removal of rust, scale or any foreign material by use
of abrasives propelledthrough a nozzle.
1. The Welding should be continuous and the steel surface shall
be ground such thatthere are no sharp corners, to achieve a radius
3 5 mm maximum.
2. Any surface defects particularly surface laminations, scars,
which are likely toaffect the linings, shall be removed by
dressing. All welds are to be inspectedand repaired prior to the
blasting.
3. Cuttings / Heat application produces hard zones on the edges
of plates, flanges,grinding is to be done in these areas. i.e.
Where normal blasting is insufficientto obtain the required
finish.
4. All welding flux and waste must be removed and welds rounded
to obtain asmooth radius.
5. In case the item has damaged rubber linings the lining is
removed first by either chipping / de-bonding application of heat
on the external surface as to de-bondthe rubber inside.
6. All metal surfaces to be blasted shall be free from oil,
grease or any other foreign matters. Cleaning of the surface should
be done by washing with asolvent.
7. Blasting media must be clean, new material or properly
separated to removefines to ensure a proper profile and clean
surface.
8. The temperature of the substrate shall be minimum 3-5 C above
the dew pointduring surface preparation. The relative humidity
shall not exceed 85%. Thisshall be monitored at the beginning and
every four hours during continuous
blasting.
9. After the blasting, the grit particles shall be removed from
the steel by brushingor by blowing compressed air.
10. Air used for blowing shall be moist free.
Inspection Report - Blasting F 20 02
FM/PRM/PF
Prepared By
QA/ QC Manager Date:
Approved By
Executive Director Date:
23
-
8/2/2019 Rubber Lining Procedure
24/38
Rubber
ProductsDivision
OPERATION MANUAL Code : RL 9.11Issue : 1
Revision : 0
Page : 1 / 1
RUBBER LINING
ADHESIVE COATING
Purpose:
Scope:
Reference:
Responsibility:
Procedure:
Reference:
Distribution:
To ensure that the application of adhesive is appropriate for
Lining. This procedures covers the timing and application
guidelines for the different coats of theadhesive used.
Manufacturer specification and Material Safety Data Sheets.
Production Manager (PRM) / Production Foreman (PF)/ Liner
1. The bonding agent as in the JOC is taken from the Store.
2. Mix thoroughly the contents in the tin before using.
3. Avoid exposure to sunlight and keep away from sources of
ignition.
4. Before coating metal surface to be cleaned with Solvent.
5. Apply primer with out any dilution by brush/ spray / roller
to get thin,uniform coating.
6. The primer coat should be allowed to dry for 30 40 minutes
before thefinal coat.
7. Care should to be taken that all surface / including corners
and bolt holesare fully covered.
8. Apply the final coat with out any dilution, taking care not
to over brush.
9. Coated surface should not be exposed to direct sun light.
Inspection Report Adhesive Coating F 20 - 03Material Data
sheet.
FM/ PRM / PF
Prepared By
QA/ QC Manager Date:
Approved By
Executive Director Date:
OPERATION MANUAL Code : RL 9.12
24
-
8/2/2019 Rubber Lining Procedure
25/38
Rubber
ProductsDivision
Issue : 1
Revision : 0
Page : 1 / 1
RUBBER LINING
LINING
Purpose:
Scope:
Responsibility:
Definitions:
Procedure:
Related Documents:
Distribution:
To establish a procedure for the application of the rubber
lining to tanks, pipes and other steelfabrications.
The procedure will define the steps involved in the application
of the sheet in rubber lining.
PF/ Liner.
Nil.
1.0 According to the JOC check whether the rubber sheet material
is as per therequirement (compound code, thickness).
2.0 The Ok sheet is put on the table and care should be taken to
avoid anygrinding/dusting operations near it.
3.0 The un-vulcanized sheet is kept for shrinking.4.0 Individual
sheets shall be tailored to fit the surface to be lined. The edges
are
prepared as per the joint to be used5.0 The contacting surface
of the lining sheet shall be made tacky by either wiping with
a solvent or the application of a coat of adhesive, the other
surface is on the cloth or plastic film.
6.0 The sheets are allowed to dry for 10-15 minutes for the
solvent to evaporate.7.0 The tailored sheet is then taken carefully
and positioned on the cemented metal and
rolled with a stitcher and the cloth or the plastic film is
removed gently. After thesheet is partially tacked in the place it
should be rolled with a steady, firm over lapping stroke. The
rolling or stitching should start at the center of the sheet
andworked towards the edges.
8.0 It is essential that the rubber lining be rolled tightly
against the metal surface toremove any trapped air and assure a
complete contact between rubber and the metal.
9.0 Puncture any air blisters that are found with the help of a
needle.10.0 Stretching or applying tension to rubber sheets is to
be avoided. Special care is to be
given to avoid stretching in corners of right angled junctions.
Use a proper shape piece as a stock that can be filled in sharp
inside corners where stretching is aconcern.
11.0 Rubber panels shall be joined together by making skived lip
of approximately 1 to 2inches.
12.0 The edge of the underlying panel is up skived at a slope of
45 and the over lapping panel is down skived at the same slope.
13.0 Where ever possible it is to be seen that the over lap
joint made is in the direction of the product flow.
14.0 For lining nozzles and pipes a tube of the rubber is made
and inserted through the pipe or nozzle and is stitched to remove
trapped air.15.0 At the end of the application of the rubber sheets
a spark test is carried out at all
places to ensure that the un vulcanized lining has no blisters
or loose bonding.16.0 In case any spark is observed then the area
is repaired by filling and again spark
tested.17.0 All uneven edges and excess rubber shall be trimmed
properly.
Inspection Report Lining F 20 - 04
FM/ QAM/ PRM/LIC/ QCO/ PF.
Prepared By
QA/ QC Manager Date:
Approved By
Executive Director Date:
25
-
8/2/2019 Rubber Lining Procedure
26/38
Rubber
ProductsDivision
OPERATION MANUAL Code : RL 9.13Issue : 1
Revision : 0
Page : 1 / 1
RUBBER LINING
CURING
Purpose:
Scope:
Responsibility:
Definitions:
Procedure:
Related Documents:
Distribution:
To ensure the correct curing methods to achieve consistent
quality Lining.
All Rubber Lining products.
FM / QAM / PRM / PF/ Liner.
Nil.
1. Curing characteristics are decided based on the compounds,
type of cure and arewritten on the JOC.
2. Refer the JOC for curing conditions.
Curing Sheet - Lining F - 20 - 05
FM/ QAM/ PRM/LIC/ QCO/ PF.
Prepared By
QA/ QC Manager Date:
Approved By
Executive Director Date:
26
-
8/2/2019 Rubber Lining Procedure
27/38
Rubber
ProductsDivision
OPERATION MANUAL Code : RL 9.14Issue : 1
Revision : 0
Page : 1 / 1
RUBBER LINING
REPAIR OF RUBBER LININGS
Purpose:
Scope:
Responsibility:
Procedure:
To ensure that defects observed are rectified in pre and post
Vulcanization of rubber Linings. For all defects before and after
Vulcanization.
Quality Assurance Manager (QAM) / Lab in charge (LIC) /
Production Foreman (PF) /Operator
1.0 Repair Before Cure:
1.1 Remove the rubber by knife carefully in the defective
area.
1.2 Grind defective area if required.
1.3 Clean the surface with Solvent. (Toluene or MEK)
1.4 Apply adhesive and rubber solution on the area to be
repaired and allow it to dry.
1.5 After drying, the to-be-repaired area is lined using the
same quality of un-vulcanized rubber.
2.0 Repair After Cure:
Repairs will be done after curing by any one of the methods
2.1. Hot Repair 2.2. Cold Repair 2.3. Self Curing Compounds
2.1 Hot Repair
2.1.1 The repair areas vary from small blister or cracks to
major failure innumerous rubber sheets. The methods of repair are
dictated by,
The Type of Lining Defects Extent of repair
2.1.2 Pinhole repair must be prepared by buffing and grinding.
Thesurface of the rubber adjacent to the repair area to be buffed
back for a minimum 2 3 inches around the periphery to ensure
good
bond between the parent and repair material.
2.1.3 Clean the buffing and grinding dust with brush or blow
air.
2.1.4 Clean the buffed surface with solvent. (Toluene or
MEK)
2.1.5 Apply the bonding agent and rubber solution.
2.1.6 After drying, the to-be-repaired area is lined with un
vulcanizedrubber sheet.
2.1.7 The repaired area is then vulcanized.
2.2 Cold Repair:
27
-
8/2/2019 Rubber Lining Procedure
28/38
Reference:
Distribution:
3.1. Remove the lined rubber completely until the metal surface
isvisible.
3.2. Prepare the vulcanized sheet. The vulcanized rubber quality
should besame as the parent rubber.
3.3. Grind / Buff the metal surface of the rubber Lined product
and
vulcanized sheet to the size of repair area.
3.4. Clean the surface using solvent. (Toluene or MEK)
3.5. Apply one coat of metal primer on the metal surface and
allow it for drying.
3.6. Mix 40 grams (4%) of hardener (UTR 20) with 1 Kg. of cold
bondingagent (SC 2000) and stir well until a homogeneous mixture
isobtained.
3.7. Apply two even and thin coats of hardener mixed bonding
agent on the
metal surface and vulcanized rubber sheet.
3.8. Allow the first coat to dry completely (at least 30 min.).
Let the secondcoat dry until it is slightly tacky. (Check with the
back of finger). Incase of over drying, apply another coat.
3.9. Put the bonding surfaces on one another, avoiding air
entrapment.Stitch vigorously or press firmly.
3.10. The stabilization period for the repair is minimum 12
hours.
2.3 Repair with self curing compound:
2.3.1 Remove the lined rubber completely until the metal surface
isvisible.
2.3.2 Grind / Buff the metal surface of the rubber Lined
product.
2.3.3 Clean the ground surface using Toluene or MEK.
2.3.4 Apply one coat of repair solution over the ground
area.
2.3.5 Fill the self curing compound by using the hand extruder
or manually.
2.3.6 Two stage compounds should be mixed thoroughly in equal
quantities before applying.
2.3.7 Allow the repaired area for self-curing for 48 Hrs.
2.3.8 After curing is over, the area to be grinded smoothly and
level therepaired area.
Rema Tip Top Manual.
FM/SM/PRM/Q AM/PF/ Liner
Prepared By
QA/ QC Manager Date:
Approved By
Executive Director Date:
28
-
8/2/2019 Rubber Lining Procedure
29/38
Rubber
ProductsDivision
OPERATION MANUAL Code : RL 9.15Issue : 1
Revision : 0
Page : 1 / 1
RUBBER LINING
FINAL INSPECTION AND TESTING
Purpose:
Scope:
Responsibility:
Definitions:
Procedure:
Related Documents:
Distribution:
To ensure thorough inspection of Rubber Lining to avoid even a
minor defect in the lining.
The inspection practices of visual examination, spark testing
for both before and after vulcanization and hardness check.
QAM / QCO/ LIC / PRM / PF
Nil.
1.0 Visual Inspection :
On completion of the rubber lining operation, it is visually
inspected with specialattention to:1.1 The linings shall be checked
against the JOC to see that all areas conform
to the requirements. The general appearance of the rubber
surface is to beobserved. The lining should be checked for
wrinkles, blisters, depressionsand de-laminations.
1.2 All joints shall be checked for looseness and uniformity.1.3
Trapped air is detected by holding a light near the surface of the
rubber
and looking for shadow areas caused by the trapped air forming
highspots. All trapped air should be removed before cure and repair
to bemade.
2.0 Spark Testing:
2.1 Before and after the rubber lining is cured, it must be
tested with a spark tester to determine the presence of pin hole
leaks, punctures, cuts etc. andare to be repaired.
2.2 All surfaces must be free of moisture, dirt, grit or foreign
matter at thetime of testing.
2.3 No curing is done until the complete lining is inspected and
repairs madeare re-inspected and found O.K.
3.0 Hardness:
3.1 Hardness of the rubber after cure is an indication of proper
cure.3.2 The readings are measured by the Durometer after the item
is cooled to
the ambient temperature.3.3 In case the hardness values are less
than the required the item is re-cured
to achieve the maximum hardness.3.4 The readings of the
Durometer are taken by making a firm contact between the Durometer
and the rubber surface making sure to record theinitial highest
reading.
3.5 Record approximately five readings per 100 square ft. to
ensurerepresentative readings.
Final Inspection Report Lining F-20-06
FM/ QAM/QCO/ LIC / PF
Reviewed By
QA/ QC Manager Date:
Approved By
Executive Director Date:
29
-
8/2/2019 Rubber Lining Procedure
30/38
Rubber
ProductsDivision
OPERATION MANUAL Code : RL 9.18Issue : 1
Revision : 0
Page : 1 / 1
RUBBER LINING
HANDLING, STORAGE, PACKING AND DELIVERY
Purpose:
Scope:
Responsibility:
Procedure:
Reference:
Distribution:
To ensure proper handling, shipment and storage of rubber lined
items to avoid damage. To protect all the Lined items against
damage.
Production Manger (PRM) /Quality Assurance Manger (QAM) /Stores
In charge (SI) / Production Foreman (PF)
1. All vessels / items are to be lifted by Lifting equipment
like Fork Lift, over head crane etc to prevent damage to the
exterior of the items.
2. Lined equipment shall not be stored directly under sunlight.
Tarpaulin/ thick fabric can be used to cover the rubber lined
products.
3. Lined product should not be stored near sources of Ozone
generation such asWelding machines and electric generators.
4. All branches, manholes, Pipe ends and other shall be
protected frommechanical damage by using wooden blanks, plastics,
plain rubber Sheets or other suitable materials.
5. Care should be taken to avoid lifting of vessels/ items so
that chains and other lifting aids do not come in to contact with
lined surfaces.
6. High local loads on the lined surfaces shall be avoided.
7. Product delivery is conducted as per delivery procedure.
8. Loose fittings shall not be placed inside Lined equipment
while it is beingtransported.
9. Ladders, scaffolding poles are avoided inside the Lined
equipment.
Handling and Preservation of Materials QSP 27Storage, Dispatch
and Delivery QSP 28
FM/ SM / QAM / PRM / PF / SI
Prepared By
QA/ QC Manager Date:
Approved By
Executive Director Date:
30
-
8/2/2019 Rubber Lining Procedure
31/38
.4.2 QUALITY PLAN RUBBER LINING PL-20-01SLNo. Activity
Responsibility
Machine /Equipment
Ref.Document Frequency
QualityRecords Location
1Receiving
compounds& Raw materials
Stores in ChargeFork Lift
Hand operated Trolley
QSP 26 - - Stores
2 Initial Verification Stores in Charge Visual DeliveryDocuments
Every DeliveryF-26-01F-26-02F-26-05
Stores
3 Initial Inspectionand Testing Lab in Charge Lab Equipments
Quality Plan Every DeliveryF-33-01F-33-02 Lab
4 Storage &Identification Stores in Charge Visual QSP 24
Every Item - Stores
5 Issue toproductionStores in Charge/Product. Foreman
Fork LiftHand operated
Trolley
QSP 26, F-26-05F-08-03, F-12-02 Every Item F-12-01
Stores /Production
6 Mixing of RubberCompounds Mixing mill Operator
16 x12 mixingMill
Avery BalanceElectronic Balance
CFC , WI 20 - 01 100 % RG13-01 Mill area
7 Testing of RubberCompounds Lab in charge Lab Equipments 100 %
L34- 01 LAB
8Receiving of
LiningComponents
Stores in chargeFork Lift
Hand operated Truck
DeliveryDocuments 100 % -
Factory orSite
9Preliminary
Inspection of Components
SI/ PF Visual PIR 100 % F20- 01 Factory orSite
10Surface
preparation andInspection
Operator Blasting machine WI 20 01, lRB Random F20- 02
ProductionArea
11 Adhesive coating Operator Brush / Roller WI-20-02, IRA - F20-
03 ProductionArea
12 Rubber Lining Operator Tools WI-20-03, IRL 100 % F20- 04
ProductionArea
13 Curing Moulding operator/Prod. Foreman Auto clave WI-20-04,
IRC Every Item F -20-05Production
Area
14 Final Inspection QAM, QAO, LIC, QCIHardness meter ,
Spark tester , Tape,Venier,
QSP 35, IRF 100 % L -20-06 InspectionArea
16 Delivery SCPO, PRM Fork Lift, Manual F 08 - 03 All Lined
itemF08 05F 08 06
DN,Customer
MATERIAL TEST REPORT
Customer: Date:
31
F-28-02
-
8/2/2019 Rubber Lining Procedure
32/38
Invoice No: Job Order No: LPO No:
Product: Quantity:
Polymer: Code: Lot No:
Reference Standard:
F-20-01
PRE INSPECTION REPORT (PIR) DATE:NO. :
CUSTOMER NAME :
DESCRIPTION OF ITEMS:
SL No Physical properties
TestMethod Condition Units Specification
ObservedValue
Remarks
1 Specific Gravity -
2 Hardness
3 Tensile Strength Kg/ Cm 2
4 Elongation at Break %
5
After ageing properties at
Change in HardnessChange in T.S.Change in E.B.
6Compression Set at
%
7Oil resistance at
Change in Volume %
8 Spark resistance Spark Tester -
Prepared By:
Lab in Charge
Approved By:
QA/ QC Manager Date:
Issue No: 1 Rev No: 0 Date: 02.04.2003
32
-
8/2/2019 Rubber Lining Procedure
33/38
DO NO.
SLNO INSPECTION AREA
VERIFICATIONSTATUS REMARKS
COMMENTS:
INSPECTED BY QA/ QC MANAGER
Issue No: 1 Rev No: 0 Date: 02.04.2003
F 20 - 02
INSPECTION REPORT BLASTING (IRB)
Customer Name : Date :
Job order No : No. :Job description :
33
-
8/2/2019 Rubber Lining Procedure
34/38
Environment
SLNo. Time
AtmosphereTemperature
C
Work AreaTemperature
C
RelativeHumidity
%Remarks
Surface Blasting
SLNo. Time Total area blasted Observation Remarks
Tested By
Issue No: 1 Rev No: 0 Date: 02.04.2003
F 20 - 03
INSPECTION REPORT ADHESIVE COATING (IRA)
Customer Name : Date :
Job order No : No. :
Job description :
Environment
34
-
8/2/2019 Rubber Lining Procedure
35/38
SLNo. Time
AtmosphereTemperature
C
Work AreaTemperature
C
RelativeHumidity
%Remarks
Adhesive Coating DetailsSLNo. Time Type of coat
Total areacoated Observation Remarks
Tested By
Issue No: 1 Rev No: 0 Date: 02.04.2003
F 20 - 04
INSPECTION REPORT LINING (IRL)
Customer Name : Date :
Job order No : No. :
Job description :
Rubber Sheet Inspection
SL Sheet Thickness Spark Test Remarks
35
-
8/2/2019 Rubber Lining Procedure
36/38
No. VisualInspectionRequired Observed Kv Result
Inspection after Lining
SLNo. Lining Area Visual Inspection
Spark TestRemarks
kV Result
Tested By
Issue No: 1 Rev No: 0 Date: 02.04.2003
F 20 - 05
CURING SHEET LINING (CSL)
Customer Name : Date :
Job Order No : No. :
Job Description :
Curing Method :Step 1 Steam Pressure : Time :Step 2 Steam
Pressure : Time :
36
-
8/2/2019 Rubber Lining Procedure
37/38
Steam Opening Time and Date :
SL No. T TimeSteam pressure
Temperature Atmospheretemperature Tested bySetpressure
Observed
Tested By
Issue No: 1 Rev No: 0 Date: 02.04.2003
F 20 - 06FINAL INSPECTION REPORT LINING (FIR)
Customer Name : Date :
Job order Card No : No. :
Job description :
HardnessSLNo. 1 2 3 4 5 Remarks
37
-
8/2/2019 Rubber Lining Procedure
38/38
Required
Observed
SLNo. Description Specification Observation Remarks
1 Visual Inspection Free fromdefects
2 Thickness
3 Spark Tester No spark at . Kv
Tested By
Issue No: 1 Rev No: 0 Date: 02.04.2003
38