-
lly exfailur
(9.0%), high temperature (short-term overheating) (8.8%),
erosion (6.5%), oxygen pitting (5.6%), caustic attack (3.5%)
andstress corrosion cracking (2.6%). In general, 30% of all tube
failures in boilers and reformers are caused by creep [57].
1350-6307/$ - see front matter 2010 Elsevier Ltd. All rights
reserved.
* Corresponding author. Tel.: +60 3 89217269; fax: +60 3
89212116.E-mail address: [email protected] (M.M. Rahman).
Engineering Failure Analysis 17 (2010) 14901494
Contents lists available at ScienceDirect
Engineering Failure
Analysisdoi:10.1016/j.engfailanal.2010.05.005originally specied
[1]. Tube metal temperature may increase gradually over many years
due to the growing oxide scalesinside tube or elevate rapidly
caused by loss of internal steam or water-coolant ow. Internal
pressurized tubes are criticalcomponents in water-tube boiler and
steam superheater elements. Tubes in such application are
vulnerable to high temper-ature upset condition, undergoing severe
creep deformation or even nal rupture. Therefore, boiler tubes in
power plantshave nite life because of prolonged exposure to high
temperature, stress, aggressive environment, corrosive
degradation,etc. However, uses of suitable boiler tube material in
thermal power plants are required to ensure that the materials
aresafely used under higher temperatures and pressures for a long
period of operation [2]. Many works concerning the failureproblems
in water-tube boiler have been reported.
The North American Electric Reliability Council (NERC) reported
that the coal-red boilers are among the highest eco-nomic risk
components in any other power plant. By far, the greatest number of
forced outages in all types of boiler is causedby failures [3].
Elimination of boiler tube failure could save the electric power
industry about $5 billion a year [4]. Metallur-gists from French,
Inc. [1] published data of the top 10 causes of failures where
creep (long-term overheating) is 23.4%, fol-lowed by fatigue
(13.9%) (thermal 8.6%, corrosion 5.3%), ash corrosion (12.0%),
hydrogen damage (10.6%), weld failuresKeywords:Superheater
tubeCoal-red boilerLocalized overheatingVisual
inspectionMetallurgical analysis
1. Introduction
Coal-red boiler tubes are generacommon cause of any
metallurgicalposed to high internal pressure and high temperature
of steam and ue gas. Thee of a superheater tube is due to the tube
metal temperature higher than that asShort communication
Root cause failure analysis of a division wall superheater
tubeof a coal-red power station
M.M. Rahman a,*, J. Purbolaksono a, J. Ahmad b
aDepartment of Mechanical Engineering, Universiti Tenaga
Nasional, Km 7 Jalan Kajang-Puchong, Kajang 43009, Selangor,
MalaysiabKapar Energy Ventures Sdn Bhd, Jalan Tok Muda, Kapar
42200, Malaysia
a r t i c l e i n f o
Article history:Received 27 January 2010Received in revised form
3 May 2010Accepted 23 May 2010Available online 26 May 2010
a b s t r a c t
journal homepage: www.elsevier .com/locate /engfai lanal
-
Ray et al. [8] conducted assessment of service exposed to boiler
tube of the superheater and reheater made of 2.25 Cr-1Mosteels in a
120 MWboiler of a thermal power plant. The results showed that
although therewas degradation of ultimate tensilestrength (UTS) and
stress rupture of the boiler tubes due to increasing temperature
and prolonged service exposure. But at theoperating condition of
540 C and 40 MPa in pressure, all these service exposed tubes have
a remaining life of more than100,000 h, provided that there are no
defects in the materials due to long-term service exposure. Husain
and Habib [9] inves-tigated the steel tubes failure in a
superheater boiler at one of the Kuwait Electrical and Power plants
which suffered localizedoverheating. The tube was made of low alloy
steel, SA 213-T 12 and it has been in operation for 109,415 h
before failed. Theinvestigation indicated that the failure was
attributed to the formation of thick scale of magnetite at the
inner surface of thetubewall. This phenomenonprevented the
accessibility of heat to the tubematerials and consequently
localized andprolongedoverheating took place, in which the
temperature raised up to 700 C in a frequent manner for long period
of time. The prop-erties of the tubematerials changed from its
original design values due to the effect of the localized and
prolonged overheating.
Baoyou et al. [10], analyzed a boiler tube rupture through
chemical analysis, scanning electron microscope, and
energydispersion spectroscopy. The results showed that the tube
burst due to overheating and excess temperature caused
byobstruction of steam ow associated with the bubble clusters on
the surface of local regions. Khajavi et al. [11]
conductedinvestigation through visual examination, optical
microscope, scanning electron microscope (SEM), and X-ray
diffraction(XRD), to reveal the root causes of the boiler tube
failure due to water-side corrosion problems. The results showed
that cor-rosion failures are caused by a combination of ineffective
control of water chemistry, deciencies in design and
materialselection and operational problems such as inadequate
water-side circulation which led to the formation of deposits in
local-ized zones along a water line.
Srikanth et al. [12] conducted failure analysis of several
evaporator tubes during commissioning and trial run of a waste
Chattoraj et al. [13] have investigated the corrosive
degradation and failures of vertical furnace wall tubes of a
co-gener-
M.M. Rahman et al. / Engineering Failure Analysis 17 (2010)
14901494 1491ation boiler. The investigations included chemical
analysis of the corrosion deposit and microstructure observations.
The re-sults showed that the most probable degradation mechanism is
acid corrosion and under deposit corrosion due to thepresence of
deposits, leading to localized heating (due to scale formation),
and eventual rupture assisted by overheatingand
decarburization.
Recently, several works on the failure analysis of boiler tubes
that included superheater tube, reheater tube as well aswater wall
tube have been reported [1421]. The reported works are conducted
either through experimentation or numer-ical simulation. Most of
the boiler tubes reported in the previous works failed after
thousands of hours in operation.
Thisworkpresents failure investigationonadivisionwall
superheater tubeof BoilerUnit 4 at SultanShalahuddinAbdulAzizShah
Power Station by visual inspections, metallurgical examination and
temperature estimation using the empirical formula.The ndings
obtained from the investigation are discussed to deduce the failure
mechanisms and the root cause of the failure.
2. Boiler operational backgrounds
Boiler unit number 4 at Sultan Shalahuddin Abdul Aziz Shah Power
Station was noticed to have operated normally untilring of Bontang
coal. It is a medium standard coal that was imported from East
Kalimantan, Indonesia. The coal started to be
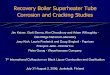
Fig. 1. Massive clinkers covering superheater region.heat
recovery boiler using visual inspection, chemical analysis, X-ray
radiography, fractography, microscopic examination atvarious
locations, mechanical properties measurement and analysis using
SEM. The results showed that the failure of theevaporator tubes at
the bent tubes have been initiated by lamellar tearing because of
inherent defects in the material, im-proper design of welding, and
the absence of stress relieving treatment after the cold bending
and welding operations.
-
1492 M.M. Rahman et al. / Engineering Failure Analysis 17 (2010)
14901494used on June 2007, and few weeks later a tube rupture was
occurred at a division wall superheater region. It was reportedthat
the failed tube had only operated at around 394 h with the average
steam pressure of 122.5 bar (12.25 MPa). The failedsuperheater tube
material is Chrome Molybdenum alloy steel (SA213-T 22). Based on
site condition of the failure, Bontangcoal had signicantly caused
formation of heavy slag and clinker as for example depicted in Fig.
1.
3. Visual inspections
Generally, Bontang clinkers have covered the empty spaces in the
division wall superheater area. However, there weresporadic spots
which were not covered or lightly covered by clinker in the
division wall superheater region. The failed tubewas taken from the
plant for further inspection. The as-received failed tube with a
total length of 190 mm as shown in Fig. 2was inspected visually and
dimensions of the cross section were measured by verniar caliper.
The measurements showedthat outer diameter and thickness of the
failed tube were 45 mm and 6.2 mm, respectively. Measurement of the
scale thick-
Fig. 2. The as-received failed tube: (a and b) longitudinal view
and (c and d) cross sectional view.ness inside tube was carried out
through a metallographic sectioning and observed by an illuminated
microscope. It wasfound that the thickness was about 0.197 mm (7.74
103 in.).
Evidence of localized coal-ash corrosion was seen at the rupture
region of the failed tube sample (Fig. 2a and b). The crosssection
of the sample was found in proper round shape (Fig. 2c and d)
indicating that there were no deformations that trans-formed the
tube metal to oval shape.
Fig. 3. Metal structure of SA213-T 22 showing complete stage of
spheroidization.
-
whereBas
M.M. Rahman et al. / Engineering Failure Analysis 17 (2010)
14901494 1493where p is operational internal pressure; r and h are
inner radius and wall thickness of the tube, respectively. Based on
theaverage operating steam pressure of 12.25 MPa and the geometry
of the tube, hence the operating hoop stress can be cal-culated
equal to 38.33 MPa. According to Section 2, Part D of the ASME
Boiler and Pressure Vessel Code [23], the maximumallowable stress
for different operating temperature of seamless tube SA213-T 22 may
be tabulated as shown in Table 1. Itcan be referred to Table 1 that
the operating hoop stress with regard to the operating temperature
at the time of failure ismuch higher than that as specied in ASME
Code [23].
6. Discussion
Based on the information for the boiler operational backgrounds
and on site inspection, it is obvious that the ring of Bon-tang
coal which had low ash fusion temperature had caused massive heavy
clinker formation, leading to obstruction of theue gas ow path in
superheater tube bank. The small remaining portion of areas not
covered by clinker around the failed
superhsevere5667the mresultRecennume
Higshowier temrh pr h2
h3ature at the time of failure may be estimated at around 636 C.
It is clear that the operating temperature is higher than thedesign
operating temperature of 540 C.
The estimated hoop stress developed in the tube may be
determined as:T is the temperature in degree Celsius; t is the
service time in h; C is a constant equal to 20.ed on the measured
scale thickness of 0.197 mm and the tube operating hours of 394 h,
thus the operating temper-where X is scale thickness in mm and P is
the Larson-Miller parameter. In the Larson-Miller method, time and
temperatureare related by the following equation:
P 95T 492
C log t 2logX
0:0254
0:00022 P 7:25 14. Metallurgical examination
The metal structures at the rupture region of the as-received
tube were examined by the metallurgical microscope
formicro-structural assessment. It can be seen from Fig. 3 that the
metal structure was found to have signicant evidencesof the
complete stage of spheroidization where the carbide particles have
dispersed uniformly throughout the microstruc-ture. It indicates
the expected changes in morphology from a normalized structure of
ferrite and pearlite as normally exhib-ited by the virgin tube
metal.
5. Operating temperature and hoop stress
An empirical formula correlating scale thickness and
Larson-Miller parameter as reported by Rehn et al. [22] is utilized
toestimate the operating temperature as:
Table 1The maximum allowable stress for different operating
temperature of seamless tube SA213-T 22 [23].
Temperature (C) Max. allowable stress (MPa)
537.78 55.16565.56 39.30593.33 26.20621.11 16.55648.89 9.65eater
tube was then exposed to higher ue gas temperature, causing the
higher operating metal temperature. In thiscondition, coal-ash
corrosion is expected to occur on metals whose surface temperatures
are in the range of
32 C [24]. When fuel supply or fuel type is changed, it will
result in production of an aggressive ash. As consequence,olten ash
would be carried over from the furnace to the tube superheater
bank, and the high velocity gas ow wouldin a higher metal
temperature above the safe operating limit and subsequently caused
the tube to fail by overheating.tly, the phenomenon of a boiler
tube exposed to higher temperature and higher velocity of ue gas
was also describedrically by Purbolaksono et al. [25,26].her
temperature operation is also conrmed by the nding from the
metallurgical examination on the failed tube,ng a complete
spheroidization. If the pearlite has spheroidized, then the rupture
has almost certainly occurred at high-perature operation above 600
C [6]. Spheroidization in ferritic tube structures would usually
commence as the carbon
-
tube metal temperature is around 600 C. The estimated operating
temperature based on the measured scale thickness uti-lizing the
empirical formula [22] also showed a higher temperature operation.
At this particular temperature, the operatinghoop stress becomes
much higher than that as specied in ASME Code [23].
7. Conclusions
Failure analysis on the failed division wall superheater tube of
a boiler unit through visual inspections, metallurgicalexaminations
and estimation of the operating temperature utilizing an empirical
formula were presented. It was found thatthe failed SA213-T 22 tube
was caused by localized overheating due to the formation of clinker
because of the burning of lowquality coal. In addition, the molten
ash had worsened the situation by synergically causing coal-ash
corrosion.
Acknowledgements
1494 M.M. Rahman et al. / Engineering Failure Analysis 17 (2010)
14901494The authors would like to express the best gratitude to
Kapar Energy Ventures Sdn Bhd Malaysia for permission of uti-lizing
all the facilities and resources during this study.
References
[1] French DN. Metallurgical failures in fossil red boilers. 2nd
ed. New York: John Wiley & Sons, Inc.; 1993.[2] Ranjbar K.
Failure analysis of boiler cold and hot reheater tubes. Eng Fail
Anal 2007;14:6205.[3] Ameri M, Shamshirgaran SR. A case study: the
effects of the design factors on the thermal prole of Shahid
Rajaiee boiler. Appl Therm Eng
2008;28:95561.[4] Noori SA, Price JWH. A risk approach to the
management of boiler tube thinning. Nucl Eng Des 2006;236:40514.[5]
Xu L, Khan JA, Chen Z. Thermal load deviation model superheater and
reheater of utility boiler. Appl Therm Eng 2000;20:54558.[6] Jones
DRH. Creep failures of overheated boiler, superheater and reformer
tubes. Eng Fail Anal 2004;11:87393.[7] Masuyama F. Creep rupture
life and design factors for high-strength ferritic steels. Int J
Pressure Ves Pip 2007;84(2):5361.[8] Ray AK, Sahay SK, Goswami B.
Assessment of service exposed boiler tubes. Eng Fail Anal
2003;10:64554.[9] Husain A, Habib K. Investigation of tubing
failure of super-heater boiler from Kuwait desalination electrical
power plant. Desalination 2005;183:2038.[10] Baoyou Z, Zhonghong L,
Yuexian C, Xigang F. Analysis of a boiler pipe rupture. Eng Fail
Anal 2006;13:759.[11] Khajavi MR, Abdolmaleki AR, Adibi N,
Mirfendereski S. Failure analysis of bank front boiler tube. Eng
Fail Anal 2007;14:7318.[12] Srikanth S, Das SK, Sasikumar C,
Ravikumar B. Failure of evaporator tubes initiated by lamellar
tearing during the commissioning of a waste heat
recovery boiler. Eng Fail Anal 2007;14:26278.[13] Chattoraj I,
Das S, Ravikumar B, Bhattacharya DK. Corrosive degradation and
failure of vertical furnace wall tubes of a boiler. Eng Fail
Anal
1997;4(4):27986.[14] Purbolaksono J, Hong YW, Nor SSM, Othman H,
Ahmad B. Evaluation on reheater tube failure. Eng Fail Anal
2009;16(1):5337.[15] Purbolaksono J, Tarlochan F, Rahman MM, Nordin
NF, Ahmad B. Failure investigation on reheater tube due to deposit
and wall thinning. J Fail Anal
Prevent 2009;9(4):3659.[16] Ahmad J, Purbolaksono J, Beng LC,
Rashid AZ, Khinani A, Ali AA. Failure investigation on rear water
wall tube of boiler. Eng Fail Anal
2009;16(7):232532.[17] Othman H, Purbolaksono J, Ahmad B.
Failure investigation on deformed superheater tubes. Eng Fail Anal
2009;16(1):32939.[18] Purbolaksono J, Ahmad J, Khinani A, Ali AA,
Rashid AZ. Failure case studies of SA213-T 22 steel tubes of boiler
through computer simulations. J Loss
Prevent Proc 2009;23(1):98105.[19] Ahmad J, Purbolaksono J, Beng
LC. Thermal fatigue and corrosion fatigue in heat recovery area
wall side tubes. Eng Fail Anal 2010;17(2):57986.[20] Ahmad J,
Purbolaksono J, Beng LC. Failure analysis on high temperature
superheater Inconel
800 tube. Eng Fail Anal 2010;17(1):32833.
[21] Purbolaksono J, Ahmad J, Beng LC, Rashid AZ, Khinani A, Ali
AA. Failure analysis on a primary superheater tube of a power
plant. Eng Fail Anal2009;17(1):15867.
[22] Rehn IM, Apblett Jr WR, Stringer J. Controlling steamside
oxide exfoliation in utility boiler superheaters and reheaters.
Mater Perform1981;20(6):2731.
[23] ASME international electronic stress table. Table 1A: The
maximum allowable stress values for ferrous materials. Section II,
Part D of The ASME boilerand pressure vessel code. Copy Right 1998
ASME International.
[24] Port RD, Herro HM. The NALCO guide to boiler failure
analysis. Nalco Chemical Company, McGraw-Hill; 1991.[25]
Purbolaksono J, Khinani A, Ali A, Rashid AZ, Ahmad J, Nordin NF. A
new method for estimating heat ux in superheater and reheater
tubes. Nucl Eng
Des 2009;239(10):187984.[26] Purbolaksono J, Khinani A, Ali A,
Rashid AZ, Nordin NF. Prediction of oxide scale growth in
superheater and reheater tubes. Corros Sci
2009;51(5):10229.
Root cause failure analysis of a division wall superheater tube
of a coal-fired power stationIntroductionBoiler operational
backgroundsVisual inspectionsMetallurgical examinationOperating
temperature and hoop
stressDiscussionConclusionsAcknowledgementsReferences