Embed Size (px)
Citation preview

7/28/2019 Rolling Variables Used in the Investigation
http://slidepdf.com/reader/full/rolling-variables-used-in-the-investigation 1/4
Influence of processing parameters on the bond toughnessof roll-bonded aluminium strip
M.Z. Quadir,a,b,* Andre Wolz,b M. Hoffmanb and M. Ferryb
aElectron Microscope Unit, University Analytical Centre, Australian Microscopy and Microanalysis Research Facility (AMMRF),
University of New South Wales, Kensington, Sydney, NSW 2052, AustraliabARC Centre of Excellence for Design in Light Metals, School of Materials Science and Engineering,
University of New South Wales, Sydney, NSW 2052, Australia
Received 17 October 2007; revised 3 January 2008; accepted 15 January 2008Available online 24 January 2008
The bond toughness of two adjacent aluminum sheets produced by roll bonding was investigated by measuring the critical strainenergy release rate required to initiate a crack between them. It was found that higher rolling temperatures, higher rolling reductionand post-rolling recrystallization annealing improved the bond toughness. Higher rolling reduction also generated both simple andbranched shear bands that helped to puncture the interfacial oxide layer and enhance bond toughness.Ó 2008 Acta Materialia Inc. Published by Elsevier Ltd. All rights reserved.
Keywords: Accumulative roll-bonding (ARB); Aluminum; Deformation structures; Shear bands; Recrystallization
Structural refinement by severe plastic deformation(SPD) is a recent trend for fabricating advanced materi-
als which produces a unique combination of properties.A large number of these techniques are under extensiveinvestigation, with many of the outcomes of these workssummarized in a recent review by Valiev and Langdon[1]. A promising method of SPD devised by Saito et al.[2] is accumulative roll-bonding (ARB), whereby stackedmetal sheets are bonded during rolling to relatively highreductions (>50%). For a large number of roll-bondingcycles, ARB generates very high strains in the individuallayers which generally results in substantial grain refine-ment [1]. Since ARB is a relatively simple process usingconventional rolling mills, it has been investigated on alarge number of metals over the past few years [1]. A ma- jor factor in ascertaining the applicability of roll-bond
systems is the bond strength of adjacent metal layers.The degree of metal–metal bonding during ARB hasbeen considered by Saito and co-workers, based on theearly work by Nicholas and Milner [3], where it wasfound that there is a threshold amount of rolling reduc-tion, which is temperature dependent, below which a
sound bond is not possible. For temperatures less thanhalf the homologous melting temperature, the critical
strain is $50%; this also allows an accumulated strainduring each ARB cycle without recrystallization. The re-cent expansion of ARB to a range of materials (see e.g.[4–7]) has prompted the present study on the influenceof rolling parameters on metal–metal bond quality.The aim of the present investigation is to determine thebond strength between two aluminium sheets using frac-ture principles [8].
Commercial purity aluminium plate was cold rolledto a 1 mm thick sheet and annealed for 40 min at375 °C to generate a fully recrystallized microstructureof grain size 70 ± 30 lm throughout the sheet thickness.Samples of dimensions 105 Â 32 Â 1 mm3 were cleanedby ultrasonic vibration in an acetone bath and scrubbed
using a stainless steel wire brush to remove any oxide.To maintain consistency between samples, wire brushingwas carried out to generate evenly distributed scratchesover the sample, as monitored using a low magnificationoptical microscope. Each sample was thoroughly driedand $25 mm of an end was painted using a dispersionof gypsum powder particles in water and dried at roomtemperature (Fig. 1a). The aim of this procedure is toprevent bonding in this region during subsequent roll-ing. The samples were stacked and rolled without lubri-cation in a two-high rolling mill (210 mm diameter rolls)using the variables shown in Table 1. An air circulating
1359-6462/$ - see front matterÓ
2008 Acta Materialia Inc. Published by Elsevier Ltd. All rights reserved.doi:10.1016/j.scriptamat.2008.01.022
* Corresponding author. Address: Electron Microscope Unit, Univer-sity Analytical Centre, University of New South Wales, Kensington,Sydney, NSW 2052, Australia. Tel.: +61 2 9385 9752; fax: +61 2 93856400; e-mail: [email protected]
Available online at www.sciencedirect.com
Scripta Materialia 58 (2008) 959–962
www.elsevier.com/locate/scriptamat
7/28/2019 Rolling Variables Used in the Investigation
http://slidepdf.com/reader/full/rolling-variables-used-in-the-investigation 2/4
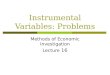
furnace was used for heating the samples for 5 min priorto rolling and also for subsequent annealing. For testingthe bond strength, as-rolled samples were cut into stripsof width 10 mm and length 80 mm, with the plaster-coated region bent apart by 90° at the bonded–unbond-ed interface (Fig. 1b). Since some deviation of both thetarget rolling reduction and final sample dimensions isto be expected (i.e. 10 Â 80 mm2), individual sampledimensions were used for calculating bond toughness.Figure 1b shows the testing procedure: each sample
was clamped and loaded at a constant crosshead speedof 2 mm minÀ1 in an InstronÒ 1185 mechanical testingmachine equipped with a 100 N load cell. Figure 1cshows a typical force–displacement curve for a samplerolled at 400 °C in which crack initiation occurs at themaximum load, after which it does not increase anymore. The loading condition used in this work is similarto the double-cantilever beam specimen, enabling thestrain energy release rate, G , during fracture to be calcu-lated [8]. The critical value strain energy release rate,equivalent to the toughness of the bond then be deter-mined as
G c ¼
12 P 2maxc2
Eh3 B ð1Þ
where P max is the load at which the crack starts to prop-agate, E is Young’s modulus of aluminium (70.6 GPa[8]), h and B are dimensional parameters shown in Fig-ure 1b, and c is the crack length which can be obtainedusing the loading compliance of the specimen:
c ¼Eh3 BQ
8
3=2
ð2Þ
where Q is the compliance of the sample prior to crackpropagation, as shown in Figure 1c.
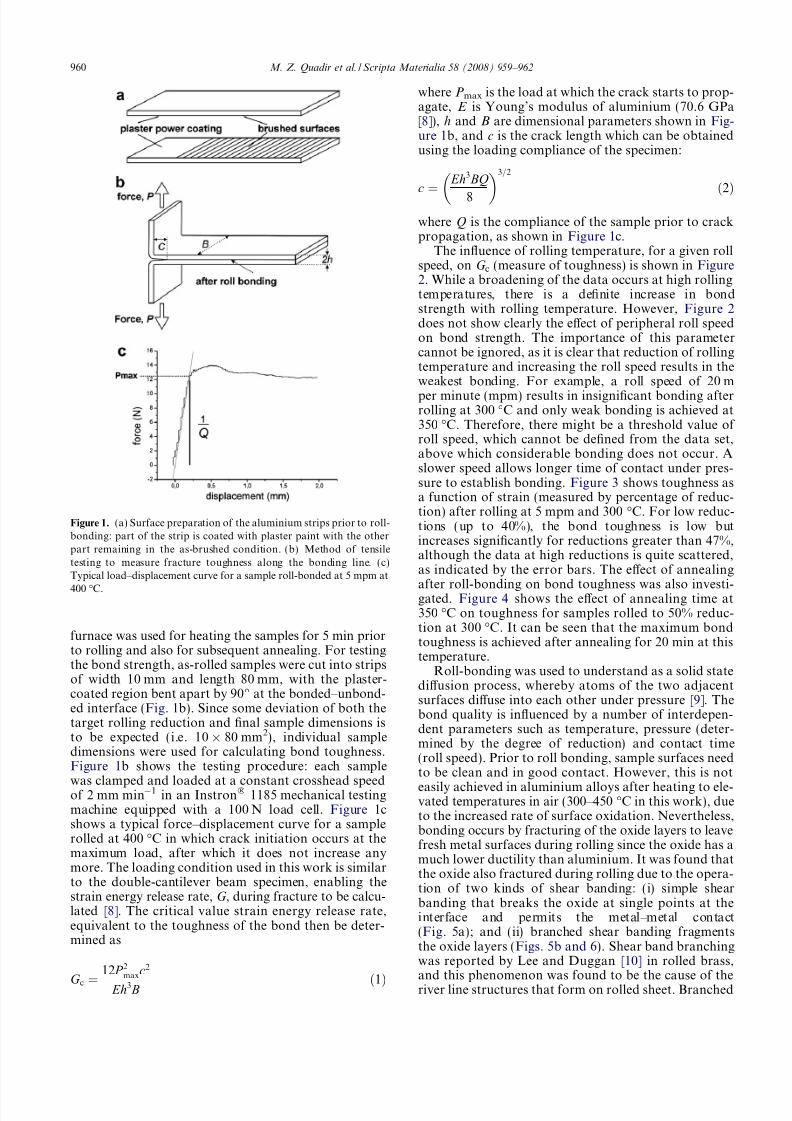
The influence of rolling temperature, for a given rollspeed, on G c (measure of toughness) is shown in Figure2. While a broadening of the data occurs at high rollingtemperatures, there is a definite increase in bondstrength with rolling temperature. However, Figure 2does not show clearly the effect of peripheral roll speedon bond strength. The importance of this parametercannot be ignored, as it is clear that reduction of rollingtemperature and increasing the roll speed results in theweakest bonding. For example, a roll speed of 20 m
per minute (mpm) results in insignificant bonding afterrolling at 300 °C and only weak bonding is achieved at350 °C. Therefore, there might be a threshold value of roll speed, which cannot be defined from the data set,above which considerable bonding does not occur. Aslower speed allows longer time of contact under pres-sure to establish bonding. Figure 3 shows toughness asa function of strain (measured by percentage of reduc-tion) after rolling at 5 mpm and 300 °C. For low reduc-tions (up to 40%), the bond toughness is low butincreases significantly for reductions greater than 47%,although the data at high reductions is quite scattered,as indicated by the error bars. The effect of annealing
after roll-bonding on bond toughness was also investi-gated. Figure 4 shows the effect of annealing time at350 °C on toughness for samples rolled to 50% reduc-tion at 300 °C. It can be seen that the maximum bondtoughness is achieved after annealing for 20 min at thistemperature.
Roll-bonding was used to understand as a solid statediffusion process, whereby atoms of the two adjacentsurfaces diffuse into each other under pressure [9]. Thebond quality is influenced by a number of interdepen-dent parameters such as temperature, pressure (deter-mined by the degree of reduction) and contact time(roll speed). Prior to roll bonding, sample surfaces needto be clean and in good contact. However, this is not
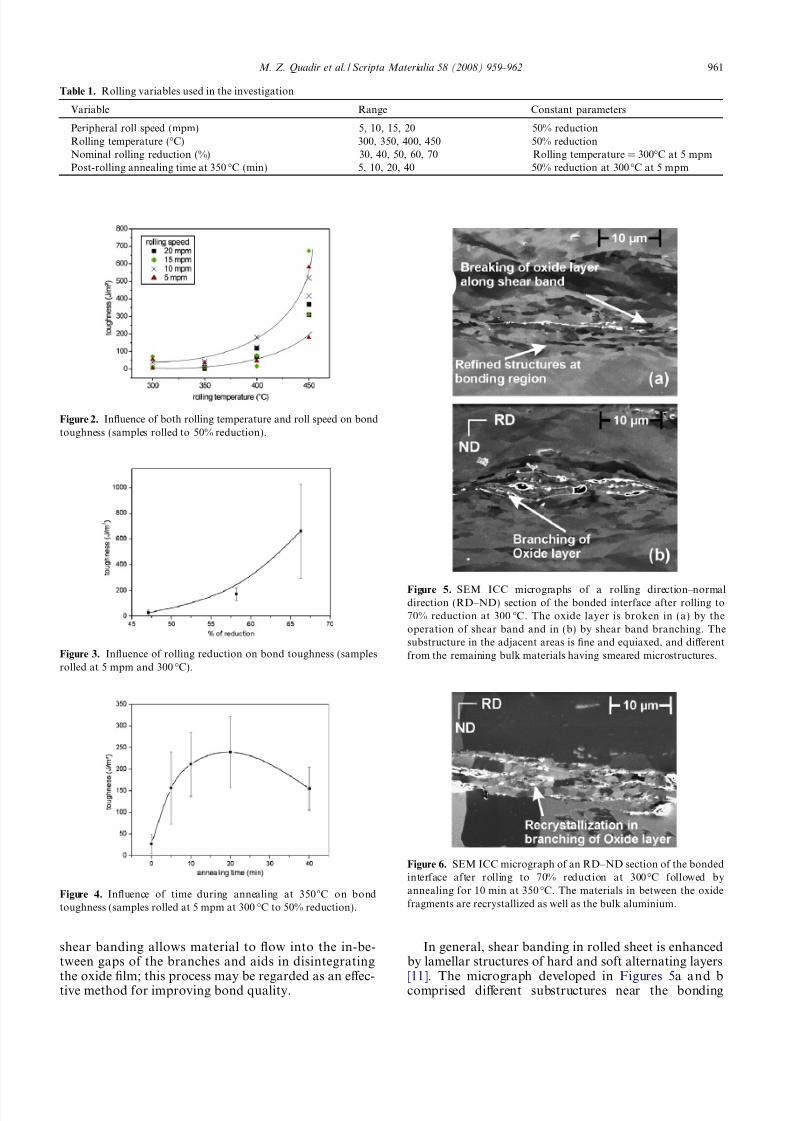
easily achieved in aluminium alloys after heating to ele-vated temperatures in air (300–450 °C in this work), dueto the increased rate of surface oxidation. Nevertheless,bonding occurs by fracturing of the oxide layers to leavefresh metal surfaces during rolling since the oxide has amuch lower ductility than aluminium. It was found thatthe oxide also fractured during rolling due to the opera-tion of two kinds of shear banding: (i) simple shearbanding that breaks the oxide at single points at theinterface and permits the metal–metal contact(Fig. 5a); and (ii) branched shear banding fragmentsthe oxide layers (Figs. 5b and 6). Shear band branchingwas reported by Lee and Duggan [10] in rolled brass,and this phenomenon was found to be the cause of theriver line structures that form on rolled sheet. Branched
Figure 1. (a) Surface preparation of the aluminium strips prior to roll-bonding: part of the strip is coated with plaster paint with the otherpart remaining in the as-brushed condition. (b) Method of tensiletesting to measure fracture toughness along the bonding line. (c)Typical load–displacement curve for a sample roll-bonded at 5 mpm at
400 °C.
960 M. Z. Quadir et al. / Scripta Materialia 58 (2008) 959–962
7/28/2019 Rolling Variables Used in the Investigation
http://slidepdf.com/reader/full/rolling-variables-used-in-the-investigation 3/4
shear banding allows material to flow into the in-be-tween gaps of the branches and aids in disintegrating
the oxide film; this process may be regarded as an effec-tive method for improving bond quality.
In general, shear banding in rolled sheet is enhancedby lamellar structures of hard and soft alternating layers
[11]. The micrograph developed in Figures 5a and bcomprised different substructures near the bonding
Table 1. Rolling variables used in the investigation
Variable Range Constant parameters
Peripheral roll speed (mpm) 5, 10, 15, 20 50% reductionRolling temperature (°C) 300, 350, 400, 450 50% reductionNominal rolling reduction (%) 30, 40, 50, 60, 70 Rolling temperature = 300 °C at 5 mpmPost-rolling annealing time at 350 °C (min) 5, 10, 20, 40 50% reduction at 300 °C at 5 mpm
Figure 2. Influence of both rolling temperature and roll speed on bondtoughness (samples rolled to 50% reduction).
Figure 3. Influence of rolling reduction on bond toughness (samplesrolled at 5 mpm and 300 °C).
Figure 4. Influence of time during annealing at 350 °C on bondtoughness (samples rolled at 5 mpm at 300 °C to 50% reduction).
Figure 5. SEM ICC micrographs of a rolling direction–normaldirection (RD–ND) section of the bonded interface after rolling to70% reduction at 300 °C. The oxide layer is broken in (a) by theoperation of shear band and in (b) by shear band branching. Thesubstructure in the adjacent areas is fine and equiaxed, and differentfrom the remaining bulk materials having smeared microstructures.
Figure 6. SEM ICC micrograph of an RD–ND section of the bondedinterface after rolling to 70% reduction at 300 °C followed byannealing for 10 min at 350 °C. The materials in between the oxidefragments are recrystallized as well as the bulk aluminium.
M. Z. Quadir et al. / Scripta Materialia 58 (2008) 959–962 961

7/28/2019 Rolling Variables Used in the Investigation
http://slidepdf.com/reader/full/rolling-variables-used-in-the-investigation 4/4
region and away from the bonding line. Adjacent to thebounding line, the material comprised fine equiaxedblocks of sharp greyscale contrast, which is normallyharder than the far region materials having a smearedappearance, which is an indicator of coarser substruc-tures. This suggests that the interior substructure wasproduced from rolling and the surface substructure of
each sheet was produced from brushing [12–17] plusrolling. Since shear banding increases with the degreeof rolling reduction [18], this phenomenon will also im-prove the bond toughness as indicated in Figure 3. Formultiple cycles of ARB, the oxide film is expected tosubstantially fragment into fine oxide particles, and theirdispersion in the matrix may aid in material (i.e. bond)strengthening [19,20]. The strengthening phenomenonby incoherent Al2O3 has been recently overviewed byKarnesky et al. [21]. Figure 2 indicates that, once theoxide film is effectively broken with rolling reduction,the bond toughness increases with increasing tempera-ture due to an enhanced rate of diffusion at the metal– metal interface [5,9]. It has been shown recently by a
molecular dynamics (MD) simulation of Chen et al.[22] that the effect of surface roughness is influencedby temperature: higher temperatures enhances materialflow and promotes the filling of voids created betweenany two rough surfaces in contact, thereby improvingbonding. It is worth noting that the length scale of thesurface roughness in the MD simulation is 2–5 nm,which is much smaller than the scratches generated inthe present samples by wire brushing. Nevertheless someother experimental data of larger length scale producedoutcomes consistent with the MD simulation of Chenet al. [22]. For example, Derby and Wallach [23] and El-zey and Wadley [24] found that microscale surface
roughness improved bonding more effectively at highrolling temperatures. This implies that their MD simula-tion results are applicable for wider length scales. Final-ly, Figure 4 confirms that bond toughness is improvedby recrystallization. The present work highlights anadditional mechanism for enhancing bond toughnessby recrystallizing the materials trapped in between thebranches of shear bands in Figure 6: growth of thosematerials across the oxide boundaries creates a kind of composite-like strengthening effect from the unidirec-tional aligned structures of both oxides and aluminiumgenerated after rolling. However, extensive grain growthis expected to have a minor negative effect on bondtoughness.
The authors gratefully acknowledge the AustralianResearch Council (ARC) for supporting this workthrough the ARC Centre of Excellence for Design inLight Metals (CEO561574), and the Electron Micro-scope Unit of Analytical centre of University of NewSouth Wales.
[1] R.Z. Valiev, T.G. Langdon, Prog. Mater. Sci. 51 (2006)881.
[2] Y. Saito, H. Utsunomiya, N. Tsuji, T. Sakai, Acta Mater.47 (1999) 579.
[3] M.G. Nicholas, D.R. Milner, Br. Weld. J. 8 (1961) 375.[4] N. Tsuji, Progress in Severe Plastic Deformation, in: B.S.
Altan (Ed.), NOVA Publishers, New York, 2006, p. 545.[5] S. Ohsaki, S. Kato, N. Tsuji, T. Ohkubo, K. Hono, Acta
Mater. 55 (2007) 2885.[6] J.A. del Valle, M.T. Perez-Prado, O.A. Ruano, Mater.
Sci. Eng. A 410–411 (2005) 353.[7] M.Z. Quadir, O. Al-Buhamad, L. Bassman, M. Ferry,
Acta Mater. 55 (2007) 5438.[8] A.G. Atkins, Y.-W. Mai, Elastic and Plastic Fracture,
John Wiley & Sons, Chichester, 2005.[9] W.A. Owczarski, D.F. Paulonis, Weld. J. 62 (1981) 22.
[10] C.S. Lee, W.T. Hui, B.J. Duggan, Scripta Metall. Mater.24 (1990) 752.
[11] M.Z. Quadir, B.J. Duggan, ISIJ Int. 46 (2006) 1495.[12] M. Sato, N. Tsuji, Y. Minamino, Y. Koizumi, Mater. Sci.
Forum. 426–432 (2003) 753.[13] M. Sato, N. Tsuji, Y. Minamino, Y. Koizumi, Sci. Tech.
Adv. Mater. 5 (2004) 45.[14] N. Takata, K. Yamada, K. Ikeda, F. Yoshida, H.
Nakashima, N. Tsuji, Mater. Sci. Forum. 503–504(2006) 919.
[15] B.L. Li, N. Tsuji, N. Kamikawa, Mater. Sci. Eng. A 423(2006) 331.
[16] M. Slamova, P. Homola, P. Slama, M. Karlik, M. Cieslar,
Y. Ohara, N. Tsuji, Mater. Sci. Forum. 519–521 (2006)1227.
[17] N. Takata, K. Yamada, K. Ikeda, F. Yoshida, H.Nakashima, N. Tsuji, Mater. Trans. 48 (2007) 2043.
[18] M.R. Barnett, J.J. Jonas, ISIJ Int. 37 (1997) 697.[19] M.Y. Drits, Phys. Met. Metall. 57 (1984) 118.[20] M. Ferry, N. Burhan, Acta Mater. 55 (2007) 3479.[21] R.A. Karnesky, L. Meng, D.C. Dunand, Acta Mater. 55
(2007) 1299.[22] S. Chen, F. Ke, M. Zhou, Y. Bai, Acta Mater. 55 (2007)
3169.[23] B. Derby, E.R. Wallach, Metal Sci. 16 (1984) 49.[24] D.M. Elzey, H.N.G. Wadley, Acta Metall. Mater. 41
(1993) 2297.
962 M. Z. Quadir et al. / Scripta Materialia 58 (2008) 959–962