Embed Size (px)
Citation preview
Risks in power plant OMMI (Vol. 1, Issue 3) December 2002
APPLYING ENGINEERING CONTRACTOR SKILLS TO MANAGE AND MITIGATE RISKS ON POWER PLANT D J Irving, Mitsui Babcock Energy Limited, Renfrew, UK
(Eur Ing) David Irving has over twenty years experience in the energy industry, the vast majority being spent with Mitsui Babcock, and with most of his work having been associated with mechanical integrity. In Mitsui Babcock he is mainly involved in the provision of specialist technical services, aimed at assisting energy plant operators plan and implement operations and maintenance strategies to maximise plant life, optimise reliability and comply with legislation (e.g. emissions, safety). He has also been involved in negotiations for plant rehabilitation and upgrade projects. His current position is Sales and Business Development Manager, with particular responsibility in a number of technology based business streams which address integrity issues throughout the thermal power, nuclear and oil/gas sectors.
ABSTRACT This paper describes how Mitsui Babcock, the UK based energy products, services and business solutions provider, is assisting asset owners and operators to reduce technical and commercial risks to their businesses. Examples are provided of work being carried out to mitigate the risk of plant failure using design assessment, risk based strategies, and physical testing. Information is included on how imaginative commercial arrangements (such as self financing schemes) between engineering contractors and asset owners/ operators, can contribute towards reducing business risk.
1. INTRODUCTION As commercial pressures on power plant operators increase, more attention is being focussed on the measures which can be taken to manage and mitigate technical and business risks.
Technical risk management tends to concentrate on the prevention of plant failures, which can cause unscheduled downtime, safety incidents and loss of income. Actions to minimise such threats typically comprise development of risk based maintenance and inspection strategies, together with design and operation reviews, and analysis of the likelihood and consequences of failure. Such analysis is often backed up by detailed condition assessments and inspections, reviews of operation and maintenance histories, and design (code based or by analysis e.g. finite element). Full scale physical testing in controlled environments can also be appropriate when analytical design does not provide sufficient reassurance that plant will operate reliably and safely. The suitability of these strategies can vary depending on a number of factors
Risks in power plant OMMI (Vol. 1, Issue 3) December 2002
2 including operating regimes and demands of licensing authorities and regulatory bodies. Business risks which may adversely affect profitability can be more difficult to identify and therefore more difficult to quantify and manage. Any aspect of an asset’s operation which limits output from design conditions is a business risk, but justification to devote resources to address such issues can be very difficult. The situation often demands a step out in faith to encourage those involved to explore where improvements could be made, without introducing additional risk. A constructive working relationship between the asset owner and other organisations with appropriate specialist skills can contribute greatly to improving the business performance and mitigating risks to mutual benefit.
Historically, the suppliers of equipment, services and turnkey project capability have concentrated on protecting their own business interests when bidding and executing contracts. However, the development of closer working relationships between contractors and asset owner operators has increased in recent years, either through long term alliances or one off projects, to the point that contractors are encouraged to share risk and benefit from client success throughout the life cycle of the assets.
2. MINIMISING TECHNICAL RISKS 2.1 Thermal Plant Design and Operation Reducing the threat of unplanned plant failure is one of the main priorities of asset owners and new measurement techniques continue to be developed (Ref 1). Technologies which relate the mechanics of potential failures to risk analysis models have resulted in a number of tools being commercially available. To be effective, these tools must be able to accommodate variations in plant operation and maintenance strategies as well as the actual and predicted trading conditions which could influence plant reliability. Their success is also dependent on the correct fundamental engineering principles being applied.
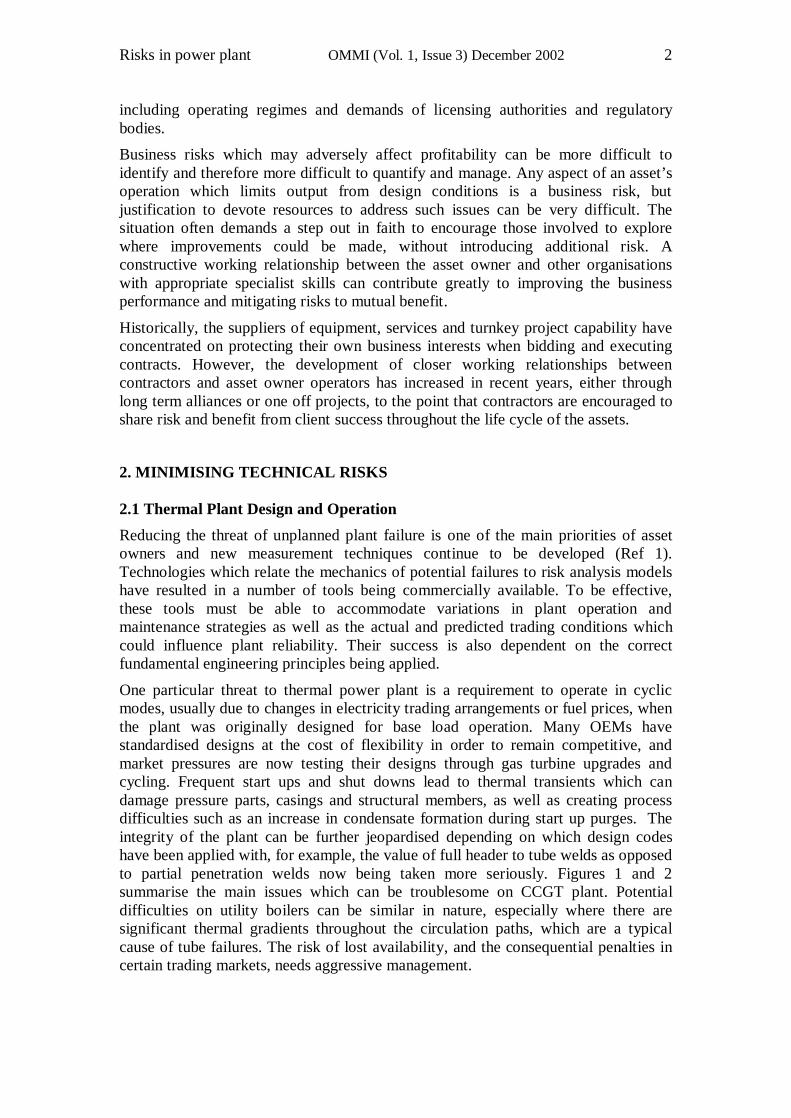
One particular threat to thermal power plant is a requirement to operate in cyclic modes, usually due to changes in electricity trading arrangements or fuel prices, when the plant was originally designed for base load operation. Many OEMs have standardised designs at the cost of flexibility in order to remain competitive, and market pressures are now testing their designs through gas turbine upgrades and cycling. Frequent start ups and shut downs lead to thermal transients which can damage pressure parts, casings and structural members, as well as creating process difficulties such as an increase in condensate formation during start up purges. The integrity of the plant can be further jeopardised depending on which design codes have been applied with, for example, the value of full header to tube welds as opposed to partial penetration welds now being taken more seriously. Figures 1 and 2 summarise the main issues which can be troublesome on CCGT plant. Potential difficulties on utility boilers can be similar in nature, especially where there are significant thermal gradients throughout the circulation paths, which are a typical cause of tube failures. The risk of lost availability, and the consequential penalties in certain trading markets, needs aggressive management.
Risks in power plant OMMI (Vol. 1, Issue 3) December 2002
3
Figure 1: Horizontal Tube Bank/Assisted Circulation – Forced Outage Risks
1. GT ramp rates 2. EGT 3. Gas
S
1. Pump life 2. Dew point corrosion 3. Common header dam plate bending 4. Inadequate drains, failure or control issues 5. Tube bank dry out/ vibration 6. Header cracking 7. Pipework Fatigue
1. Hot liner pin failures/ casing leaks 2. Hot casing leaks 3. Expansion Joint stiction / leaks
Figure 2: Vertical Tube Bank/Natural Circulation Forced Outage Risks
ST
1. Pipework Fatigue 2. Header cracking 3. Tube bank dry out/ vibration 4. Inadequate drains, failure or control issues
1. Dew point corrosion 2. Common header dam plate bending
1. Hot liner pin failures/ casing leaks 2. Hot casing leaks 3. Expansion Joint stiction/leaks
Risks in power plant OMMI (Vol. 1, Issue 3) December 2002
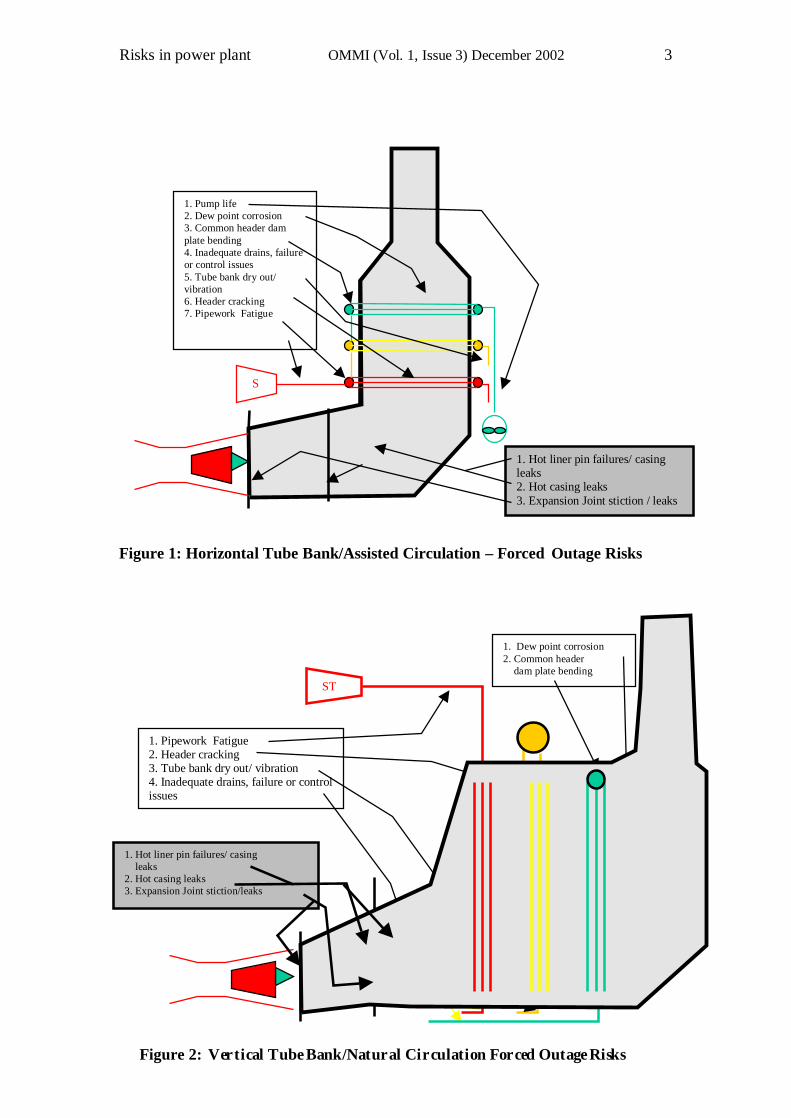
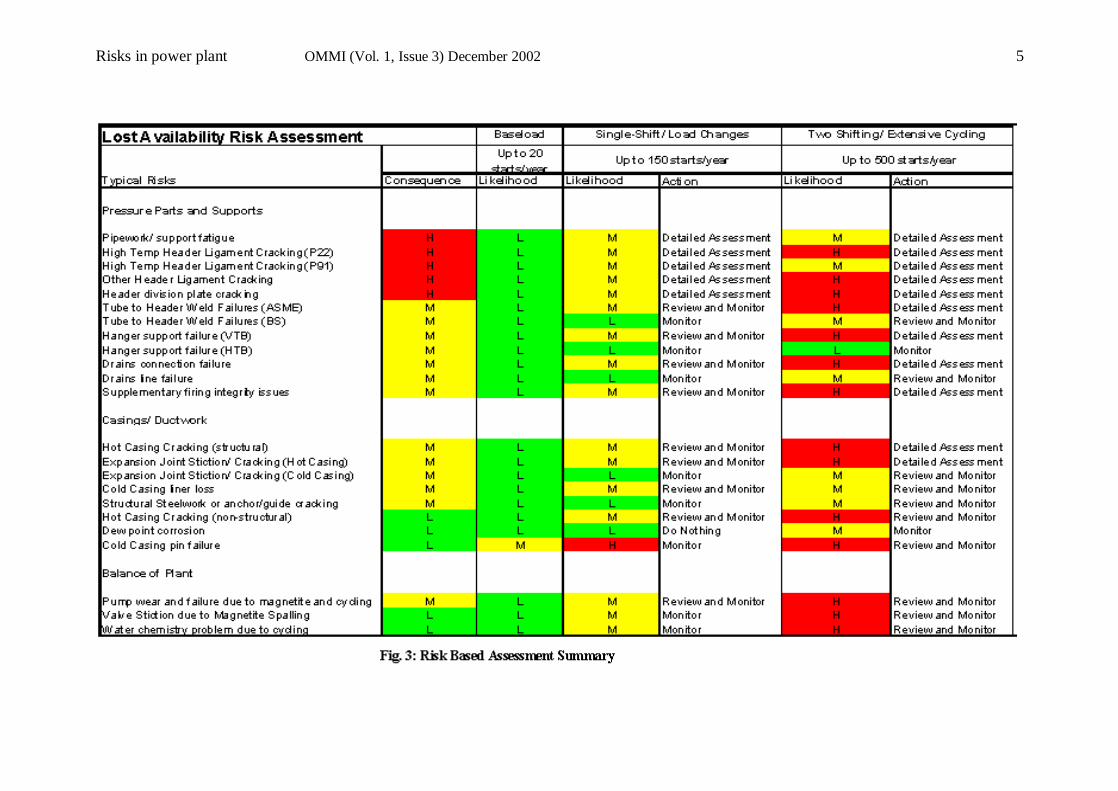
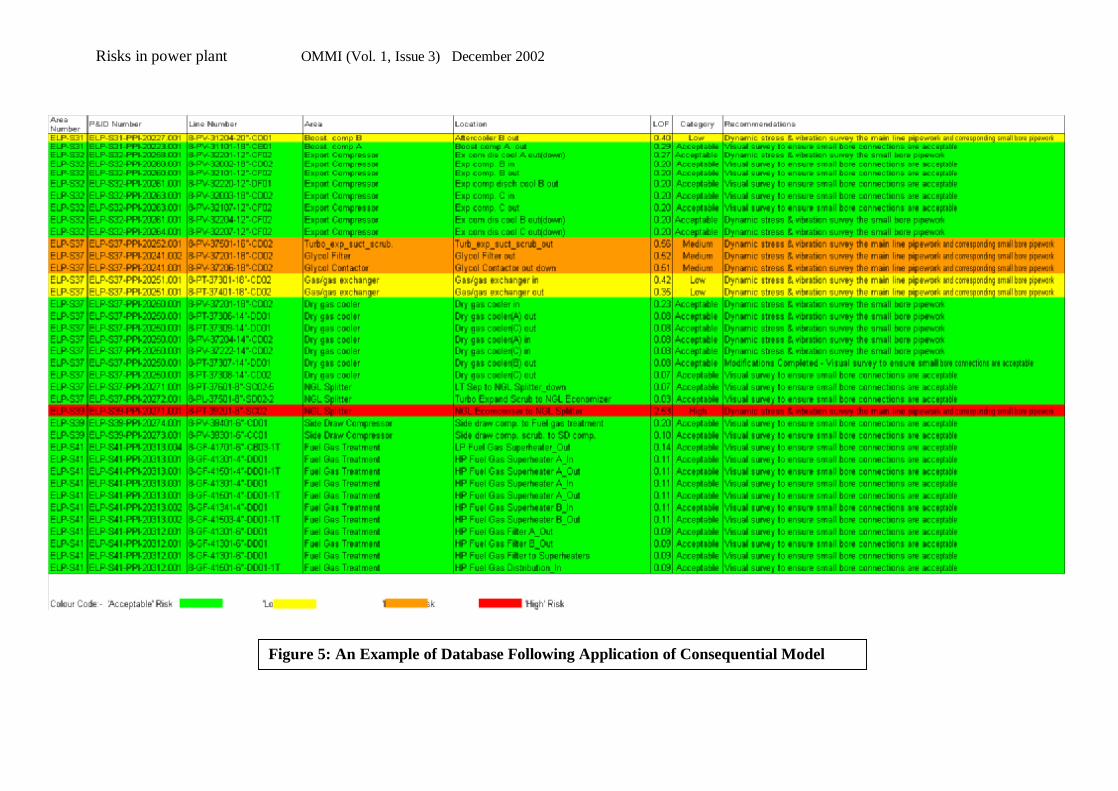
4 Mitsui Babcock has developed a risk based approach to identify the aspects of the plant which may require modification to ensure safe and reliable service during periods of cyclic operation (Ref 2). Optimisation of operational procedures especially during transients is also integrated into the assessment. Mitsui Babcock apply a health check approach, which comprises a combination of reviewing the design, the historical operating conditions, and the current condition. Table 1 shows a typical likelihood and consequence analysis and Figure 3 provides an overview on a typical power plant of how priorities can be presented, with certain issues being generic in nature and others more plant specific.
This risk based approach has proved invaluable as a rationalisation and prioritisation tool, ensuring resource is devoted to the areas which really are at risk. Owner operators can use the results of this approach to plan their long term strategies for the asset, while also minimising difficulty gaining insurance cover.
Table 1: Typical likelihood and consequence analysis
Likelihood (L)
Consequence (C)
Time Cost Safety/Performance/Life High L>70% Immediate
Shutdown with up to 3 months lost availability
>$500K Plant failure and safety risk. Unacceptable component life reduction
Medium 30%<L<70% Shutdown after 4 hrs One week lost availability
>$100K Minimal plant safety risk. Some secondary damage. Significant component life reduction
Low 10%<L<30% Minimal lost availability or continue production with additional monitoring
<$100K Little Effect on safety, performance and life.
Risks in power plant OMMI (Vol. 1, Issue 3) December 2002
5
Risks in power plant OMMI (Vol. 1, Issue 3) December 2002
6
2.2 Refining Risk Based Strategies With a small number of critical components such as major pressure parts on a boiler, a clear picture emerges fairly quickly as to where the threat of forced outage is likely to arise, and where remedial work should be focussed. However, on certain areas of the plant, where there may be a large number of similar components, it is often the case that a large proportion of items or locations land on the same area of the likelihood/consequence criticality matrix. This is because the likelihood of failure is almost impossible to distinguish between different items without embarking on a quantified risk assessment on every item which would not only be uneconomic in most cases, but would produce a final result which is subjective and open to different interpretation.
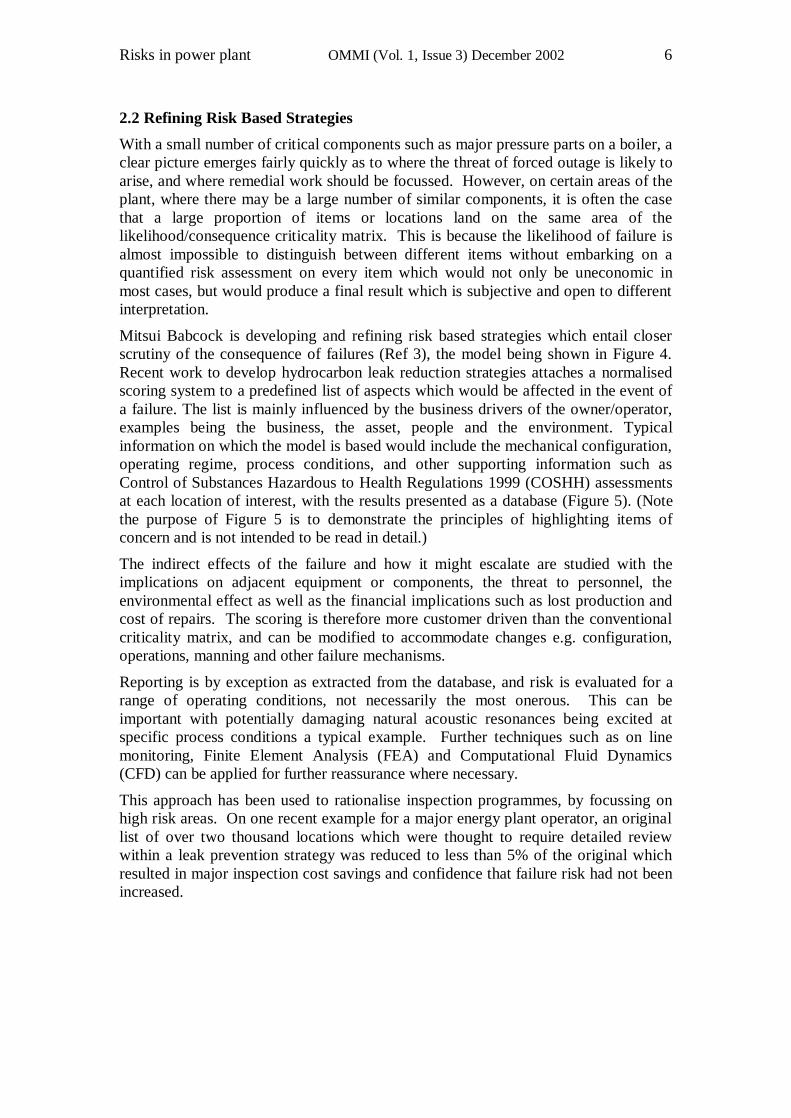
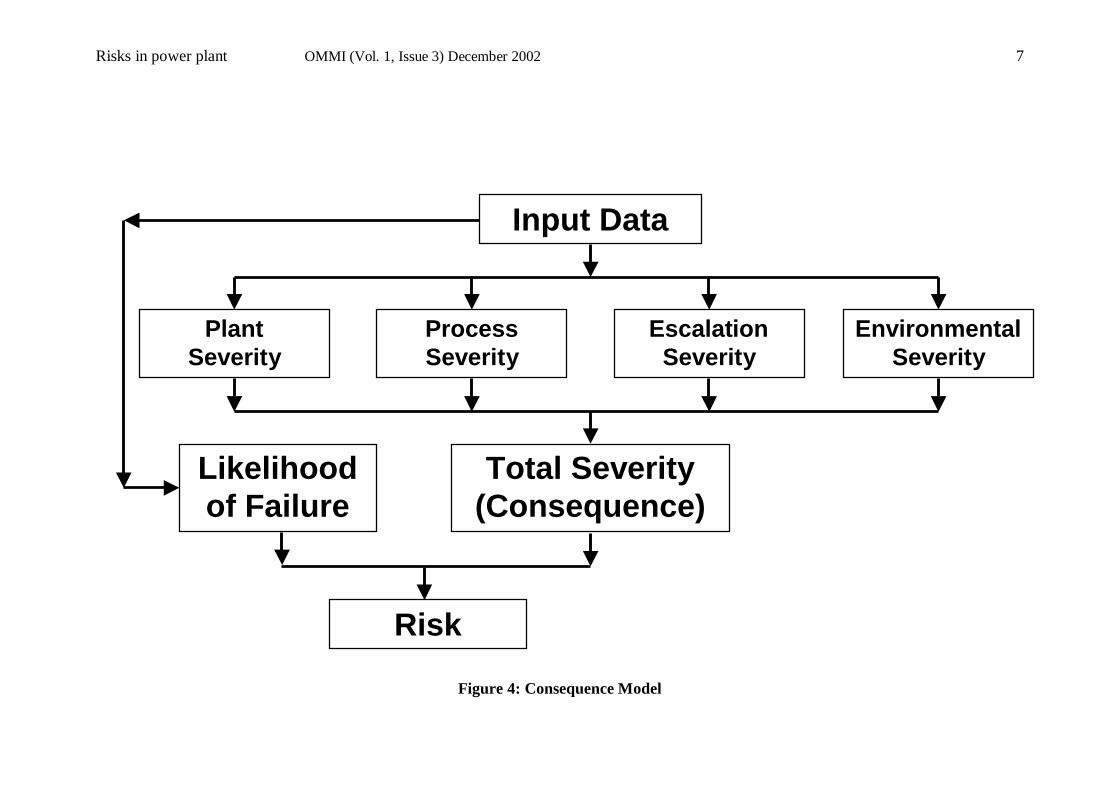
Mitsui Babcock is developing and refining risk based strategies which entail closer scrutiny of the consequence of failures (Ref 3), the model being shown in Figure 4. Recent work to develop hydrocarbon leak reduction strategies attaches a normalised scoring system to a predefined list of aspects which would be affected in the event of a failure. The list is mainly influenced by the business drivers of the owner/operator, examples being the business, the asset, people and the environment. Typical information on which the model is based would include the mechanical configuration, operating regime, process conditions, and other supporting information such as Control of Substances Hazardous to Health Regulations 1999 (COSHH) assessments at each location of interest, with the results presented as a database (Figure 5). (Note the purpose of Figure 5 is to demonstrate the principles of highlighting items of concern and is not intended to be read in detail.)
The indirect effects of the failure and how it might escalate are studied with the implications on adjacent equipment or components, the threat to personnel, the environmental effect as well as the financial implications such as lost production and cost of repairs. The scoring is therefore more customer driven than the conventional criticality matrix, and can be modified to accommodate changes e.g. configuration, operations, manning and other failure mechanisms.
Reporting is by exception as extracted from the database, and risk is evaluated for a range of operating conditions, not necessarily the most onerous. This can be important with potentially damaging natural acoustic resonances being excited at specific process conditions a typical example. Further techniques such as on line monitoring, Finite Element Analysis (FEA) and Computational Fluid Dynamics (CFD) can be applied for further reassurance where necessary.
This approach has been used to rationalise inspection programmes, by focussing on high risk areas. On one recent example for a major energy plant operator, an original list of over two thousand locations which were thought to require detailed review within a leak prevention strategy was reduced to less than 5% of the original which resulted in major inspection cost savings and confidence that failure risk had not been increased.
Risks in power plant OMMI (Vol. 1, Issue 3) December 2002
7
Environmental Severity
Escalation Severity
Plant Severity
Process Severity
Input Data
Total Severity (Consequence)
Likelihood of Failure
Risk
Figure 4: Consequence Model
Risks in power plant OMMI (Vol. 1, Issue 3) December 2002
Figure 5: An Example of Database Following Application of Consequential Model
Risks in power plant OMMI (Vol. 1, Issue 3) December 2002
9 2.3. The Role of Testing Demonstrating code compliance of pressure parts, pipework and structures within risk assessment strategies is a requirement for all power plant. In the nuclear industry sensitivity to the possibility of failure is particularly intense, with regulatory bodies in place to police asset integrity issues. The development and application of a nuclear safety case often relies on a combination of design by code and /or analysis, but there can be occasions when this does not provide sufficient reassurance to the licensing bodies. Codes and standards have been created and developed to address risk, but the conservatism which typically exists in codes can make the difference between a licence to operate being granted or not, with obvious implications on the risks to the plant owners business.
To overcome this potential impasse, the use of testing must be considered. Opinions throughout industry on the relevance, cost effectiveness and applicability of testing has varied in recent years. It is believed in some quarters that computational analysis techniques have become so advanced that material behaviour can be predicted with more accuracy than ever before. In addition there is a perception that testing is expensive.
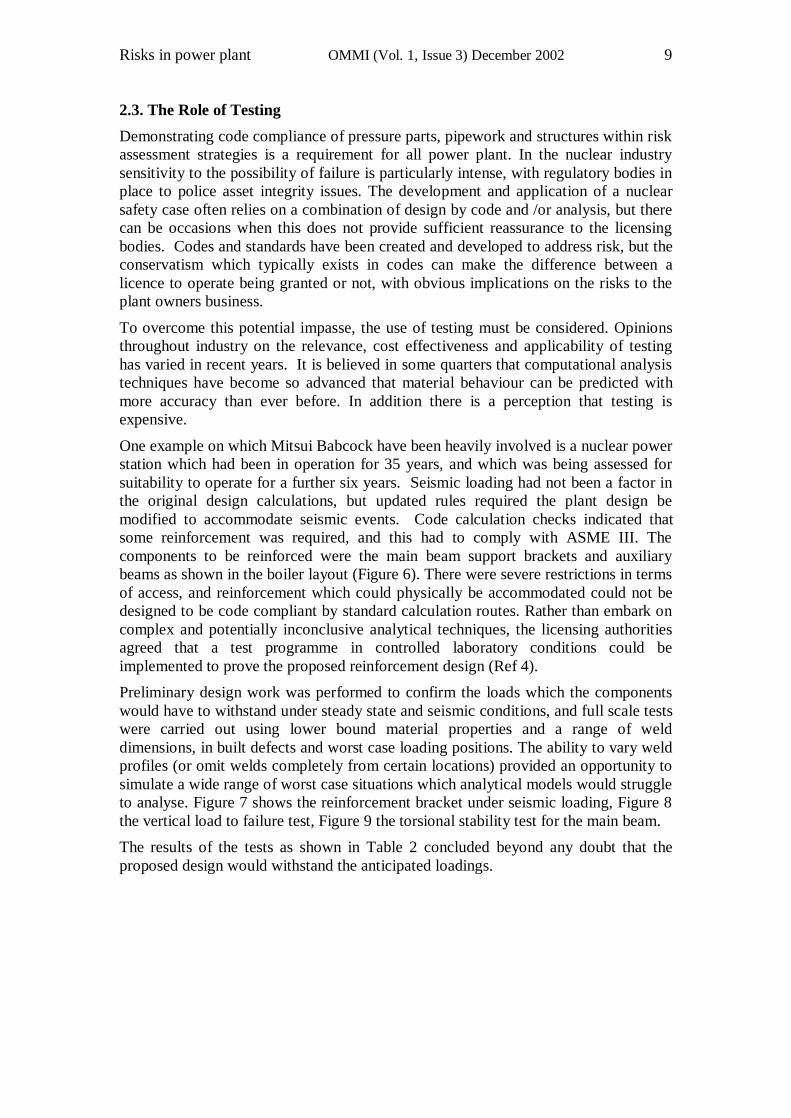
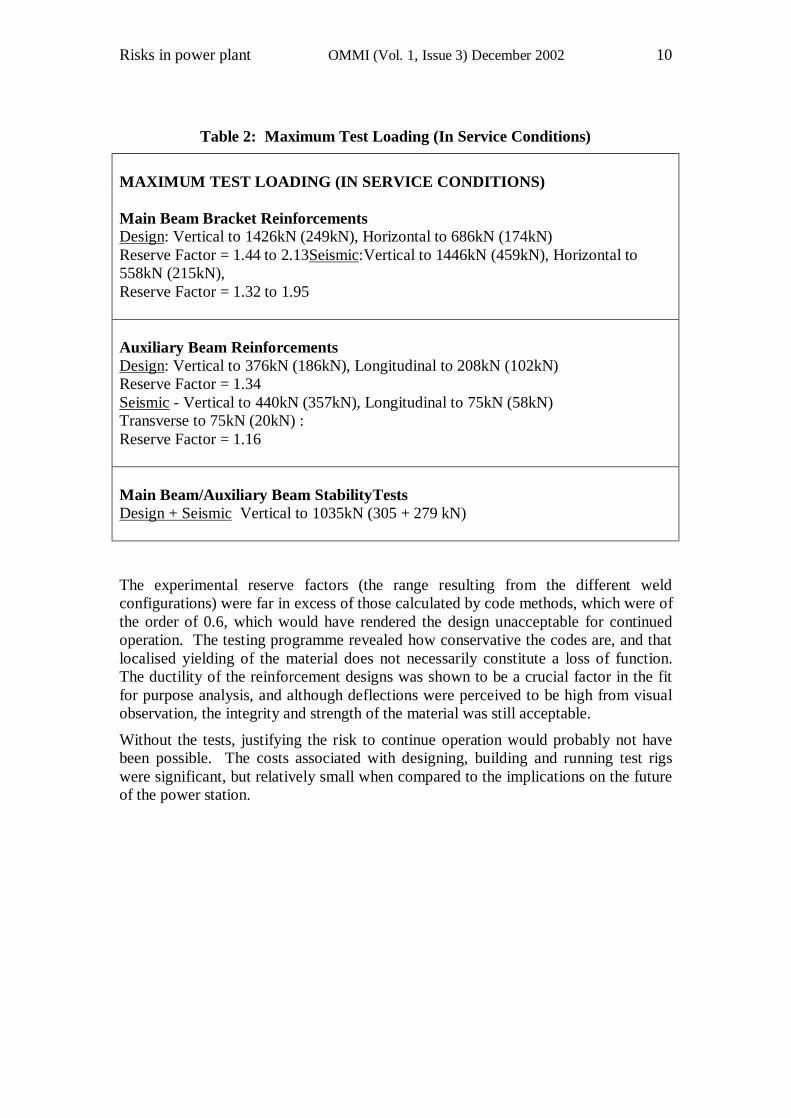
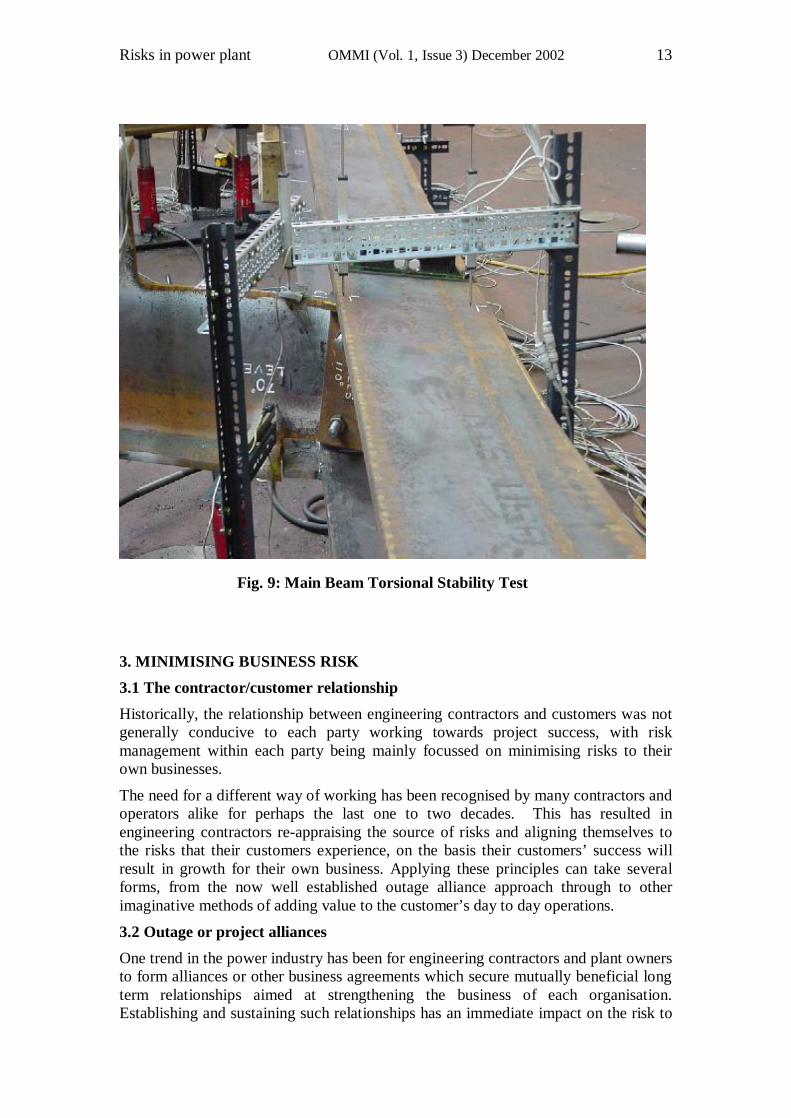
One example on which Mitsui Babcock have been heavily involved is a nuclear power station which had been in operation for 35 years, and which was being assessed for suitability to operate for a further six years. Seismic loading had not been a factor in the original design calculations, but updated rules required the plant design be modified to accommodate seismic events. Code calculation checks indicated that some reinforcement was required, and this had to comply with ASME III. The components to be reinforced were the main beam support brackets and auxiliary beams as shown in the boiler layout (Figure 6). There were severe restrictions in terms of access, and reinforcement which could physically be accommodated could not be designed to be code compliant by standard calculation routes. Rather than embark on complex and potentially inconclusive analytical techniques, the licensing authorities agreed that a test programme in controlled laboratory conditions could be implemented to prove the proposed reinforcement design (Ref 4). Preliminary design work was performed to confirm the loads which the components would have to withstand under steady state and seismic conditions, and full scale tests were carried out using lower bound material properties and a range of weld dimensions, in built defects and worst case loading positions. The ability to vary weld profiles (or omit welds completely from certain locations) provided an opportunity to simulate a wide range of worst case situations which analytical models would struggle to analyse. Figure 7 shows the reinforcement bracket under seismic loading, Figure 8 the vertical load to failure test, Figure 9 the torsional stability test for the main beam. The results of the tests as shown in Table 2 concluded beyond any doubt that the proposed design would withstand the anticipated loadings.
Risks in power plant OMMI (Vol. 1, Issue 3) December 2002
10
Table 2: Maximum Test Loading (In Service Conditions)
MAXIMUM TEST LOADING (IN SERVICE CONDITIONS) Main Beam Bracket Reinforcements Design: Vertical to 1426kN (249kN), Horizontal to 686kN (174kN) Reserve Factor = 1.44 to 2.13Seismic:Vertical to 1446kN (459kN), Horizontal to 558kN (215kN), Reserve Factor = 1.32 to 1.95 Auxiliary Beam Reinforcements Design: Vertical to 376kN (186kN), Longitudinal to 208kN (102kN) Reserve Factor = 1.34 Seismic - Vertical to 440kN (357kN), Longitudinal to 75kN (58kN) Transverse to 75kN (20kN) : Reserve Factor = 1.16 Main Beam/Auxiliary Beam StabilityTests Design + Seismic Vertical to 1035kN (305 + 279 kN)
The experimental reserve factors (the range resulting from the different weld configurations) were far in excess of those calculated by code methods, which were of the order of 0.6, which would have rendered the design unacceptable for continued operation. The testing programme revealed how conservative the codes are, and that localised yielding of the material does not necessarily constitute a loss of function. The ductility of the reinforcement designs was shown to be a crucial factor in the fit for purpose analysis, and although deflections were perceived to be high from visual observation, the integrity and strength of the material was still acceptable.
Without the tests, justifying the risk to continue operation would probably not have been possible. The costs associated with designing, building and running test rigs were significant, but relatively small when compared to the implications on the future of the power station.
Risks in power plant OMMI (Vol. 1, Issue 3) December 2002
11
Fig. 6: Layout of Boiler Internals
Risks in power plant OMMI (Vol. 1, Issue 3) December 2002
12
Figure 7: Main Beam Support Seismic Testing
Figure 8: Main Beam Support Vertical Load Testing
Risks in power plant OMMI (Vol. 1, Issue 3) December 2002
13
3. MINIMISING BUSINESS RISK 3.1 The contractor/customer relationship Historically, the relationship between engineering contractors and customers was not generally conducive to each party working towards project success, with risk management within each party being mainly focussed on minimising risks to their own businesses.
The need for a different way of working has been recognised by many contractors and operators alike for perhaps the last one to two decades. This has resulted in engineering contractors re-appraising the source of risks and aligning themselves to the risks that their customers experience, on the basis their customers’ success will result in growth for their own business. Applying these principles can take several forms, from the now well established outage alliance approach through to other imaginative methods of adding value to the customer’s day to day operations.
3.2 Outage or project alliances One trend in the power industry has been for engineering contractors and plant owners to form alliances or other business agreements which secure mutually beneficial long term relationships aimed at strengthening the business of each organisation. Establishing and sustaining such relationships has an immediate impact on the risk to
Fig. 9: Main Beam Torsional Stability Test
Risks in power plant OMMI (Vol. 1, Issue 3) December 2002
14 which those involved are exposed. Close working relationships require the sharing of commercial risk, confidentialities, joint objectives and investment into each others businesses to ensure success.
The use of alliance relationships are fairly well established in the outage repair and maintenance arena. The successful execution of an outage has a significant effect on meeting statutory requirements of the industry inspectorate and maximising the financial return from the asset through high availability and good performance. The measures typically set in place to ensure the mutual aim of take the form of Key Performance Indicators, where the contractors income is derived from factors such as availability, quality, health and safety and programme. It is often the case that the contractors profit element is solely based on such performance criteria. With plant performance forming such a high proportion of this income, the contractor is committed to sharing significant commercial risk and will do its utmost to ensure the plant performance criteria are met. The development and management of target costing on projects also results in the risk share principles being a mutual driver to control costs. Contractor’s risks can be brought about by factors outwith their control, particularly when income is influenced by station performance. Even if the outage has been executed as planned, external trading conditions or issues with plant not included in the contractors scope can lead to a deterioration in performance, which then impinges on the contractor’s income. One other risk to guard against is complacency which can arise for very positive reasons i.e. the close working relationships between individuals in each organisation. It is vital that the disciplines in authorising work and maintaining quality standards are maintained, and that the enthusiasm from those involved does not result in short cuts which could cause difficulties at a later time.
3.3 Added Value Projects There are many aspects of day to day operations which can adversely affect financial performance and can be construed a risk to the asset owners business. Such risks tend not to be associated with catastrophic failure, but are of a more commercial nature. They can arise from best practice during operation and maintenance of the asset not being applied and because the asset is profitable, they can go unnoticed. In many production facilities, often with a history of de-manning to meet business objectives, personnel are fully occupied ensuring the facility either operates when required or is ready to do so. The opportunity never seems to arise to consider how working practices, or plant configurations could be altered to improve the business.
A step out in faith is therefore required, and in Mitsui Babcock experience, the engineering contractor can be a catalyst for improving the respective businesses through added value projects. The temporary secondment of technical personnel from an external organisation is a means of addressing this difficulty. Selection of the individual(s) is vital, because as well as being able to input ideas and knowledge, success will hinge on personalities. Both the operator and the contractor have to be willing to accept there is value in assigning suitable qualified engineers, on a value added basis i.e. without direct responsibility to execute programmes of work (outages, repairs, maintenance, statutory inspections), but with a remit to simply “to make things better”.
As commercial pressures on operators increase, obtaining capital sanction for improvement schemes becomes more difficult, particularly when the nature of the
Risks in power plant OMMI (Vol. 1, Issue 3) December 2002
15 improvement, no matter how well justified, falls outside the normal parameters to gain internal approval. The concept of self financing schemes then becomes a more attractive proposition as long as funding can be arranged. In return for finance from external sources, such as the contractor, the operator sacrifices an agreed proportion of the savings which the project generates.
With contractor personnel integrated into the operations group, ideas are developed jointly for plant improvements, with an estimate of attendant benefits. The joint decision as to whether or not a project is to proceed is based on an assessment of the payback period and project risk, with both parties sharing the information on which to base their decisions. The contractor’s profit is only provided from the shared actual benefits after the costs have been recovered. The contract can be written to incorporate an effective “no cure, no pay” type of agreement. The major risk is with the contractor both in terms of financing employees to become a member of the operations team site, and funding the cost of designing and implementing the scheme. Operator risks effectively commences on implementation of the project, when modifications to the asset could impinge on production. Commitment from all parties is crucial at this stage to see the project through to completion, despite short term inconvenience. Mitsui Babcock has established an alliance with a major plant operator at a site where several industrial scale boilers provide steam for process (approximately 300 T/h) and power (approximately 20MW). The agreement is based on the cost utilisation of the plant and uses a fundamental fuel in/steam out basis, with some other features to accommodate the operators business drivers.
To date three projects have been implemented and successfully completed under the partnering contract, these being:
• An existing, but unused feedwater heater was relocated to an operating boiler which resulted in a reduction in fuel consumption by the boiler for the same evaporation. The capital expenditure was incurred by Mitsui Babcock with an estimated project payback of 3 years, the estimated added value to the client is twice the original outlay based on a ten year project life
• A tubular air heater was found to be in a poor state of repair with significant leakage, and air bypassing the furnace reduced output from the boiler, through fan restrictions. The air heater refurbishment allowed full load to be achieved for the first time in many years and also allowed an older, less efficient boiler to be disinvested. The benefits arising from this project were due to the higher efficiency of boiler and the savings from not having to maintain the older boiler. The capital expenditure was again incurred by Mitsui Babcock with an actual project payback of 15 Months, and the estimated added value to the operator over ten years is estimated to be over three times the original capital cost.
• It was estimated that the manufacturing complex was potentially losing money flaring excessive fuel gas production from the process. An investigation by Mitsui Babcock found that the installation of new gas burners on two boilers would significantly reduce the volume of excess fuel gas produced. The project was a greater success than pre-installation
Risks in power plant OMMI (Vol. 1, Issue 3) December 2002
16
analysis predicted and was subsequently a major factor in the site operating without this issue impacting the refinery performance for the first summer in many years. The project payback is expected to be 18 Months, with a ten year payback of six times the original value to the operator.
Other additional improvement projects that are under investigation include:
• Reducing the boiler operating excess air, by improving the instrument and control scheme.
• Implementing an on-line system for removing catalyst deposits from a waste heat boiler. The deposits of the catalyst build up and reduce the heat transfer properties necessitating an outage to manually remove the deposits.
• Replacement of the steam turbine prime mover for the FD and ID fans on two boilers with electric motors and variable frequency drives.
• Increasing the gas firing to the remaining operational units to increase the capacity of the units and optimise utilisation of the gas supply handling facility.
Each of the three projects completed has been in essence a learning process and it could not be said that the partnering agreement was an instant success. Patience and trust was required prior to implementation of the three projects. The successful implementation of the completed projects has formed a solid foundation of trust and willingness to manage risk.
The closer integration of the Mitsui Babcock engineer within the plant utilities team has produced benefits for both parties. For Mitsui Babcock this has taken the form of additional contracts, for the client it has been a different perspective on dealing with certain plant problems.
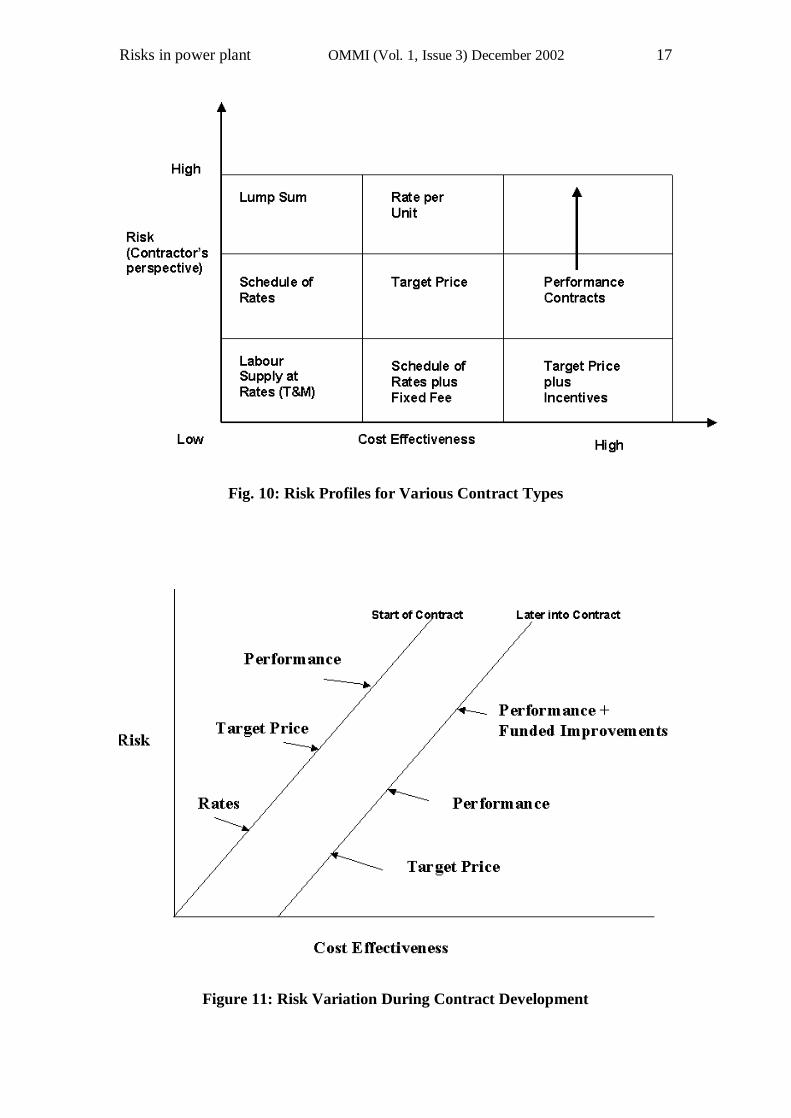
3.4 The Value of Long Term Relationships All forms of contract have an element of risk to the contractor, and this is normally assessed and allowed for in the pricing structure as indicated in Figure 10. Schedules of rates have a low level of risk to the contractor, but cost effectiveness tends to be low as there is little scope for improvements. Similarly all contracts have a different cost effectiveness and risk profile for the asset owner.
The outsourcing of operations and maintenance activities on specific plant areas such as fuels handling, fuels processing on larger stations, and for the whole operation on smaller sites is now established. As a contract develops over time, and experience of the personnel increases, the cost effectiveness (i.e. potential to maximise profitability) also rises as shown in Figure 11. The risk perception at the start of the contract gradually changes following contract implementation. For example target price and performance based contracts have the same level of cost effectiveness, but the level of risk reduces as the contract proceeds.
Risks in power plant OMMI (Vol. 1, Issue 3) December 2002
17
Fig. 10: Risk Profiles for Various Contract Types
Figure 11: Risk Variation During Contract Development
Risks in power plant OMMI (Vol. 1, Issue 3) December 2002
18
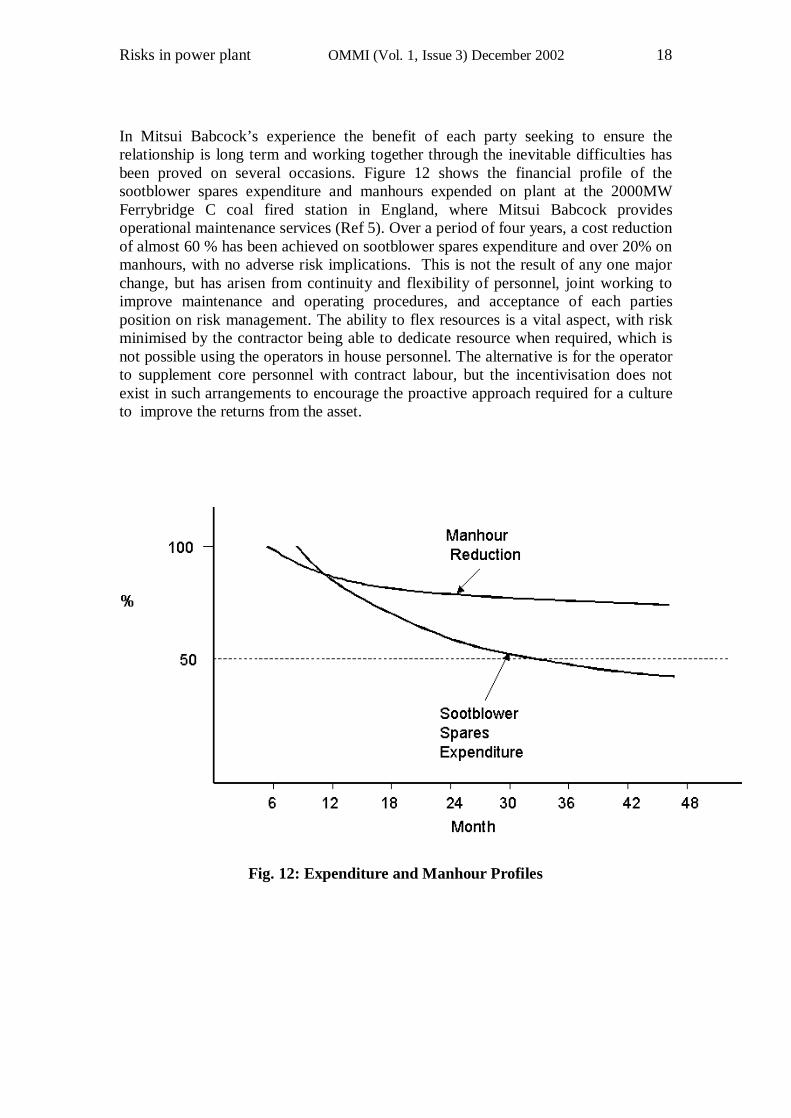
In Mitsui Babcock’s experience the benefit of each party seeking to ensure the relationship is long term and working together through the inevitable difficulties has been proved on several occasions. Figure 12 shows the financial profile of the sootblower spares expenditure and manhours expended on plant at the 2000MW Ferrybridge C coal fired station in England, where Mitsui Babcock provides operational maintenance services (Ref 5). Over a period of four years, a cost reduction of almost 60 % has been achieved on sootblower spares expenditure and over 20% on manhours, with no adverse risk implications. This is not the result of any one major change, but has arisen from continuity and flexibility of personnel, joint working to improve maintenance and operating procedures, and acceptance of each parties position on risk management. The ability to flex resources is a vital aspect, with risk minimised by the contractor being able to dedicate resource when required, which is not possible using the operators in house personnel. The alternative is for the operator to supplement core personnel with contract labour, but the incentivisation does not exist in such arrangements to encourage the proactive approach required for a culture to improve the returns from the asset.
Fig. 12: Expenditure and Manhour Profiles
Risks in power plant OMMI (Vol. 1, Issue 3) December 2002
19
Scope often exists to extend relationships by the introduction of other specialist services offered by the contractor. This can bring risk management to a diverse range of topics associated with the operators business. For example, an energy management approach can encourage the principles of self financing projects once the contractor has gained operational experience on the asset. A similar situation exists with the strategy for spares procurement and inventory control depending on how specialist the component is i.e. if the spare component is widely used across industry sectors then the use of internet companies can quickly source items. However, for a bespoke major spare like a utility boiler header or drum, or components for burners or milling plant, then developing the strategy with the engineering contractor can be advantageous. A long term relationship with a contractor who is able to supplement site project services with specialist manufactured products can minimise lost production risk once the requirement to replace a component is agreed. The potential for the contractor to secure more favourable terms with suppliers on material price and delivery through volume sales can bring a competitive advantage to both parties, and form an integral part of the risk based management strategy for the asset.
4. CONCLUSIONS There are opportunities for the owners of power generation equipment to improve the management and mitigation of technical and commercial risks to their businesses by enlisting the skills of appropriate multi facetted engineering contractors. The contractual arrangements can be established to encourage the contractor to share the risks and to receive income which is related to the profitability of the asset. The increased requirement of onerous operating regimes, such as frequent start ups and shut downs, has highlighted the risk of forced outage of equipment originally designed for more stable or base load operation. Risk based strategies for specialist components can be relatively simple, but for high volume standard items, the risk management process must provide a more detailed analysis of the consequences of failure, and the potential risk of escalation. When reviewing the suitability of designs for continued operation, code based design standards are frequently conservative. Although viewed in some quarters as prohibitively expensive, the implementation of a full scale laboratory testing programme can mean the difference between an asset being granted a licence to operate and being forced to either implement uneconomic remedial work, or cease operation. The identification of other risks to profitability brought about by assets not operating to full capacity can be overcome by working with contractors, who are prepared to commit resources and possibly finance, to implement improvement programmes. The establishment of alliance partnerships during outages or major projects has become an established aspect of the power generation business. There is greater overlap in resultant risks to which each party is exposed when compared with traditional contracting, and it is in the interests of the contractor to ensure the project succeeds, as rewards are related to the profitability of the asset. Seconding contractors’ engineers into the operators organisation on a value added basis can provide the catalyst for improvement programmes, although selection of the
Risks in power plant OMMI (Vol. 1, Issue 3) December 2002
20 right individual(s) in terms of experience and personality is crucial. Such an arrangement provides the ideal platform for instigating self financing improvement projects which would otherwise not qualify for capital sanction. Both parties can base their risk assessment on the same detailed plant performance information, which would not occur in a more traditional contractor/client relationship. When providing the front end engineering together with the finance the contractor is exposed to a high level of risk compared with the operator, but significant gains will result in the longer term for both parties when the project is successful. Management of the risks associated with long term contracts such as operational maintenance or energy management can improve as the relationship develops and the contractor’s familiarity with the plant increases. The advantage to both parties of persevering to sustain a long term relationship may take time to come to fruition, but through imaginative commercial arrangements such as self financing improvement projects and a belief from both sides that the arrangement will work, the results can be very satisfying.
ACKNOWLEDGEMENTS The author wishes to thank the many colleagues who have contributed to the preparation of this paper through their dedicated efforts and hard work during the execution of the projects described. Several other colleagues contributed by sharing their ideas based on their day to day experiences with Mitsui Babcock clients and alliance partners, and the author is greatly indebted to them for their invaluable assistance.
5. REFERENCES 1. J M Farley, J A Pugh, G McMillan & T Addie “Boiler Failure Mechanisms and Damage Detection Techniques” Mitsui Babcock Internal Technical Report 1997.
2. D J Spalding “HRSG Plant – Risk Management for Flexibility – A Changing Perspective” IIR Conference on Maintaining Reliable and Flexible CCGT Operation Under NETA in London April 2002. 3. D H Mitchell “Technologies for Pipework Integrity Management” Mitsui Babcock presentation at the opening of the company’s new Technology and Engineering facility in Renfrew, Scotland. October 2001.
4. A V Holt “Code Compliance – An Alternative Approach for Plant in the Nuclear Industry” British Institute of Nuclear Engineers Conference on Trends in Power Plant Operation and Maintenance in Warrington, UK. November 2001. 5. M Frith & M Gee “New Approaches to Repair and Maintenance Contracts for a more Flexible Service” IIR Conference on Operations and Maintenance Strategies in London. November 2001.





























