Embed Size (px)
Citation preview

RISKASSESSMENT
(QRA)
At
PROPOSED 90 KLPD Distillery
For
ATHANI SUGARS LTD.AT/POST SONWADE-BAMBAWADE, TAL-SHAHUWADI, DIST-
KOLAHAPUR
Prepared ByUltra-Tech Environmental Consultancy & Laboratory
(NABET Accredited EIA Consulting Organization)Saudamini Commercial Complex, 2nd Floor, Building C3,
Right Bhusari Colony, Paud Road, Kothrud, Pune - 411 038.
MARCH 2017

2
CONTENTSSECTION DESCRIPTION PAGE NO.
1. EXECUTIVE SUMMARY. 032. HAZARD IDENTIFICATION. 16
2.1 Site Overview. 162.2 Process Description. 162.3 List Of Materials. 162.4 Inventory Analysis. 162.5 Classification Of Hazardous Chemicals. 162.6 MSDS. (Highlights). 162.7 Mond Index Assessment. 192.8 Dow F & E Index. 372.9 Preliminary Hazard Analysis. 42
2.10 HAZOP Study. 443. FAILURE FREQUENCY ANALYSIS.
3.1 Failure Frequency. 783.2 Event Tree Analysis. 78
4. CONSEQUENCE ANALYSIS.4.1 Ethanol pool fire 794.2 Ethanol tank fire 824.3 Accidental release of carbon di oxide 844.4 Accidental spill of HSD 85
5. IMPACT ASSESSMENT (PROBIT).5.1 Thermal Radiation Impact. 865.2 Over Pressure Impact. 875.3 Toxicity Impact. 87
6. RISK ESTIMATION.6.1 Individual Risk Isopleths. 896.2 Societal Risk (F – N Curve). 89
7 RISK MITIGATION MEASURES. 89
LIST OF ANNEXURESECTION DESCRIPTION PAGE NO.
1. GLOSSARY. 902. ABBRIVATIONS. 923. REFERENCES. 93

3
SECTION 1: EXECUTIVE SUMMARY1.1 INTRODUCTION
1.1.1 M/s Athani Sugars Ltd., Shahuwadi Unit (Distillery Plant) is desirous toestablish this unit at Village Sonawade, Tehsil Shahuwadi, Dist. Kolhapur,Maharashtra. The sister industry is M/s Athani Sugars Ltd., Shahuwadi unit(Sugar & Co-gen plant), is in the vicinity at village Sonawade – Bambawade.
1.1.2 There is proposal for expansion as follows;
Production Unit Existing Additional Total
Distillery 0 90 KLPD 90 KLPD
The Distillery involves production of Rectified Spirit (RS), Extra NeutralAlcohol (ENA) and Absolute Alcohol (AA).
1.2 THE ASSIGNMENT
1.2.1 In compliance to the TOR for synthetic organic chemicals, this QRA report is
prepared.
1.2.2 Mr. Subhash Bonde of M/s. Bonde Technical Services, Thane is “EIAFunctional Expert – Risk Assessment and Hazard Management (RH)”undertook this study in compliance with requirements of EIA reportpreparation which is prepared by M/s. Ultra –Tech EnvironmentalConsultancy & Laboratory.
1.2.3 The list of products under each product is listed in the following table. Theproducts mix listed here or any similar product of the same group will beplanned without exceeding the specified risk levels.
1.3 SCOPE OF WORKThe scope of the report covers the proposed site activities of manufacturing. Thebattery limits of this study are restricted to the installations indicated over theproposed site plan.
1.4 METHODOLOGY
Methodology followed in preparation of this report is as per Technical EIA GuidanceManual for Sugar Industries, Distilleries and Thermal Power Plants, prepared for theMinistry of Environment and Forests Government of India.The major steps are as outlined below;

4
Hazard Identification. Failure Frequency Analysis. Consequence Analysis. Impact Assessment. Protective System & Hazard Analysis. Risk Mitigation Measures. DMP.
FIGURE NO. 1.1: RISK ASSESSMENT METHODOLOGY.
1.5 HAZARD IDENTIFICATION
1.5.1 INVENTORY ANALYSIS
1.5.1.1 The proposed inventory is as follows : .
S.N.
LocationEquipment
codeMaterial
MaximumQuantityStored
1 Molasses tank farm T-101 Molasses 6000 m3
T-102 Molasses 6000 m3
2 Day & bulk alcohol T-710 RS feed tank 100 m3
storage section T-709 TA bulk storage tank 300 m3
T-708 A/B/C FA bulk storage tank 2500 m3
T-707 ENA bulk storage tank 700 m3
T-706 Pure spirit bulk storage tank 700 m3
T-705 Fusal oil receiver tank 30 m3
T-704 A/B TA daily receiver tank 200 m3
T-703 A/B/C FA daily receiver tank 300 m3
T-702 A/B/C ENA daily receiver tank 300 m3
T-701 A/B/C RS/ Pure spirit receiver tank 400 m3
3 Coal yard Coal4 Chemicals store Chemicals Small qty

5
1.5.1.2 HAZARDOUS CHEMICALS
Chemicals stored or handled at site are Hazardous chemicals which
satisfies; any of the following criteria.
1. Criteria laid down in part I or is listed in Column 2 of Part II Schedule Iappended to “Manufacture Storage and Import of Hazardous ChemicalsRules, 1989” and
2. Criteria laid down in part I or is listed in Column 2 of Part II Schedule Iappended to “The Maharashtra Factories (Control of Industrial MajorAccident Hazards) Rules, 2003” or
3. Listed in Column 2 of Schedule 2 appended to these rules or4. Listed in Column 2 of “The Second Schedule appended to the Factories
Act, 1948”.5. “The Hazardous Waste (Management and Handling) Rules, 1989”
Amended 2000 and 2003.1.5.1.3 MSDS
MSDS of Ethanol is enclosed in Section No. 2 and MSDS for others
are maintained at site.
1.5.1.4 Safety Properties Part I
SN NAME LEL UEL F.P B.P. NFPAHAZARD
INDEX% % 0C 0C Nh Nf Nr
1 Ethanol 3.3 19 13 79 0 3 0
2 Carbon Di Oxide - - - - 3 0 0
3 Diesel 0.6 7.5 32 -62 >150 0 2 0
1.5.1.5 Safety Properties Part II
SN NAME CAS TLV TOXICITYOralLD50
DermalLD50
InhalLC50
Ppm mg/kg. ml/kg. mg/m3
1 Ethanol 64-17-5 1000 NA NA NA
2 Carbon Di Oxide 124-38-9 5000 NA NA NA
3 Diesel 68476-34-6 5 7.5 NA NA

6
1.5.1.6 CLASSIFICATION OF HAZARDOUS CHEMICALS
TABLE NO. 1.3: HAZARDOUS CHEMICALS CLASSIFICATION
Group Name StorageCapacity
(Mt)
Threshold Quantitysch 2
column*3 4
5.3 Very Highly FlammableLiquids.
Ethyl Alcohol. More thanthreshold
1500 10000
5.6 Highly Flammable Liquids. Diesel 0.6 2500 20000
*Criteria used: “Manufacture Storage and Import of Hazardous Chemicals Rules, 1989”
1.5.1.7 MAH INSTALLATION
The site is Major Accident Hazards (MAH) Installation.
1.6 DOW F&E INDEX
Identification of hazardous units and segments of plants and storage units based on“relative ranking technique,” such as Fire and Explosion Index. F & EI, is a methoduniversally adopted for classifying/ categorizing/ indexing of chemicals based on theirreactivity and instability. The more widely used hazard index is the F & EI developedby DOW Chemical Company. Dow Fire and Explosion Index (F&EI) serve as a guideto the selection of fire protection methods. Methodology adopted is described inSection No. 2.8.

7
TABLE NO. 1.5: DOW F & E INDEX
Sr.No.
StorageInstallation
Fire AndExplosion
Index(F & IE)
The DegreeOf Hazard
Radius OfExposure M
DamageFactor
1 Diesel 15.6 Light 4.0 0.122 SDS 76 Moderate 19.4 0.513 Rectified Spirit 50.9 Moderate 13.0 0.364 Ethanol 75.6 Moderate 19.3 0.505 ENA 67 Moderate 17.0 0.48
1.7 MOND INDEX ASSESSMENT
1.7.1 The MOND Index is a rapid hazard assessment method for use on chemical
plant or in plant design. The use of this technique puts the hazard of a plant on
a numerical scale, where the comparative pictures of all subdivisions of the
plant form emerge. The assessment is carried out as per MOND INDEX
Manual 1993. Methodology adopted is described in Section No. 2.7.
TABLE NO. 1.4: MOND INDEX ASSESSMENT
SR.NO.
MATERIALFIRE
INDEX
INTERNALEXPLOSION
INDEX
AERIALEXPLOSION
INDEX
OVER ALLHAZARDRATING
1 Diesel 1.5Light
2.6Moderate
0.23Light
61low
2 Pure spirit T-706 3.36Low
4.1High
101Moderate
3482Very High
3 RS T-701 A 1.41Light
4.1High
47.13Moderate
1428High Group 2
4 TA T-709 1.39Light
4.1High
60.42Moderate
1661High Group 2
5 ENA T-707 3.24Low
4.1High
96.93Moderate
3242Very High
1.7.3 It is reasonable to assume that a unit assessed at this level can be operated in asatisfactory manner by providing adequate off setting measures, giving fullregard to the hazards indicated by the assessment provided adequate dependsheavily upon the maintenance of the hardware and of the managementprocedures; neglect of either will lead to loss of protection and the rating willrise.

8
1.8 COMPATIBILITY/ REACTIVITY HAZARD
At chemical store acid and alkali are seperated to avoid reactivity and compatabilityhazards .
1.9 HAZOP STUDY1.9.1 Identification of hazards by HAZOP study is carried out, the thrust area being
the environmental issues in the proposed activities. The methodology adoptedis described in the report.
1.9.2 HAZOP COMMITTEE
HAZOP committee was formed under the chairmanship of Project Proponent
with members of the project team and Mr. Subhash Bonde as Moderator.
1.9.3 PROCESS FLOW CHARTDISTILLERY

9
1.9.4 NODES
The HAZOP Study carried out under following NODES;
TABLE NO. 1.7: NODES FOR HAZOP STUDY
Node 1 Molasses Storage Tank Farm.Node 2 Ethanol Storage Tank Farm.Node 3 Coal storage and handlingNode 4 Spent wash treatment
1.9.5 MODES
Mode of operation is batch wise as well as continuous.
1.9.6 IDENTIFICATION OF HAZARDS
1.9.6.1 HAZARD RATINGProbability of each hazard according to its likelihood of
occurrence and the severity of each hazard according to its
potential for harm was estimated on 1 to 5 scale. By
multiplying these two factors i.e. probability and severity, a
range of risk ratings between 1 to 25 is obtained.
1.9.6.2 Identified hazards/ events having risk rating in 16 to 25 range
summarized as follows;
1. Fire /explosion at Molasses tank farm.
2. Ethyl Alcohol pool fire at tank farm.
3. Ethyl Alcohol tank fire at tank farm.
4. Fire /explosion at denaturant store.
5. Release of Carbon Di Oxide from pipeline at fermenter
area.
6. Release of toxic gases formed due to residual sulfur in
molasses.
7. Compatibility / reactivity hazard at store.
8. Diesel fuel spill followed by fire.
9. Boiler explosion.

10
1.10 CONSEQUENCE ANALYSIS
1.10.1 The potential consequences from the hazardous scenarios identified are
determined and the impact zones modeled using ALOHA and PHAST
software tools. The primary consequence types are pressure wave, thermal
radiations and toxic gas release. The neutral atmospheric stability conditions
and ambient temperature of 30 oC, wind speed was 4.0 m/s. and humidity
(50%) used for Consequence Analysis.
1.10.2 RESULTS
TABLE NO. 1.9 A: CONSEQUENCE ANALYSIS RESULTS
Downwind Affect Distance (m)
Sr.No.
Accident ScenarioRelease
Toxic Vapor Cloud
ERPG 3 ERPG 2 ERPG 1 IDLH1 Ethanol tank fire - - - -
2 Ethanol pool fire - 61 91 61
3 Carbon di oxide at vent <10 TEEL <10 TEEL <10 TEEL <10
4 Diesel pool fire - - - -
TABLE NO. 1.9B: CONSEQUENCE ANALYSIS RESULTS
Downwind Affect Distance (m)
Sr.No.
Accident ScenarioRelease
FlammableVapor Cloud
LEL
Blast OverPressure psi
Thermal Radiation(KW/m2)
60 % 10 % 8 3.5 1.0 10 5 21 Ethanol tank fire - - - - - 21 30 47
2 Ethanol pool fire 17 61 - - - 30 42 65
3 Carbon di oxideat vent
- - - - - - - -
4 Diesel pool fire - - - - - 11 12 13.5

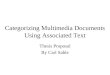
11
Ethanol Vapor CloudSide View
Ethanol Pool Fire Ethanol Flash Fire
1.11 FREQUENCY ASSESSMENT
1.11.1 Event trees begin with an initiating event and work toward a final result. Thisapproach is inductive. The method provides information on how a failure canoccur and the probability of occurrence.
1.11.2 Frequency of the incident is estimated by Event Tree.
Sr. No. Incident Event Frequency Per Yr1 Diesel pool fire at DG set area . 1.0 10-32 Release of Ethanol followed by pool fire 1.0 10-43 Ethanol tank fire 1.0 10-54 Release of Carbon di oxide from pipeline 5 × 10-7
1.12 IMPACT ASSESSMENT
1.12.1 Effect models are used to determine how people are injured by exposure to
heat, overpressure and toxic load. Effect models make use of a probit function.
In probit function a link exists between the load and percentage of people
exposed who suffer particular type of injury.
1.12.2 PROBIT CORRELATION RESULTS
TABLE NO. 1.10: PROBIT CORRELATION RESULTS
EventLevel OfConcern
AffectDistance Impact
Fatality%
Ethanol tank fire 10.0 KW/m2 21 Thermal Radiations 00Ethanol pool fire 10.0 KW/m2 30 Thermal Radiations 0.15Diesel pool fire 10.0 KW/m2 11 Thermal Radiations 00
Assuming forward movement for escape at 0.41 m/sec.Probit Correlation Pr = –14.9+ 2.56 ln [(t×I4/3)]

12
1.13 RISK ESTIMATION
1.13.1 VULNERABLE ZONE
Ethanol storage and handling pool fire vulnerable zone marked in red boundary.
1.13.2 INDIVIDUAL RISK
Individual Risk due to incidence i at a geographical location x, y is given as
iyxyx IR
NIR ,,,
1
Where,
N is number of persons in the affect zone approx
IMPACT AT ASSEMBLY POINT
S.N.i
Incident IncidentFrequency/
Yr
Level OfConcern
Impact atAP No 1
Fatality%
1 Diesel pool fire at DG setarea .
1.0 10-3 Insignificant Insignificant 0
2 Release of Ethanolfollowed by pool fire
1.0 10-4 Thermalradiations.
0.0722 KW/m2
0
4 Molasses storage tank fire 1.0 10-5 Insignificant Insignificant 0

13
/explosion
5 Ethanol tank fire 1.0 10-5 Insignificant 0.0369 kw/m2
0
7 Release of Carbon di oxidefrom pipeline
5 × 10-7 Insignificant Insignificant 0
Availability of person present at Assembly point assumed 100 %
1.13.3 QRA RESULTS
INDIVIDUAL RISK - FATALITY CRITERIA QRA RESULTS
IndividualFatalityper yr.
Individual FatalityCriteria
DownwindAffect
Distance(M)
Remarks
1 × 10-4 This contour remainson-site.
73 This contour remains on-site.
1 × 10-5 This contour extendsinto industrialdevelopments only.
112 This contour remains on-site.
1 × 10-6 This contour extendsinto commercial andindustrial developmentsonly.
126 This contour remains on-site.
* Assuming escape within 90 secMan Power: Staff, skilled and unskilled totally 120 persons
1.13.4 SITE SURROUNDING - POPULATION
s.n. Village Distance and Direction Population1 Sonwade 1.41 km, E 19402 Bambavade 2.53 Km NNS 38103 Shittur malkapur 1.82SW 25794 Gogave 2km WN 18095 Thamkewadi 2km NW 467
1.13.5 SOCITEL RISK
QRA RESULTS.
Sr.
No.Event
Event
Frequency
Per Yr
No. Of
Fatality
Cumulative
Frequency
1 Ethanol tank dyke pool
fire.
1 × 10-5 2 1 × 10-5
3 Diesel spill pool fire. 1 × 10-4 1 1.5 × 10-4
The societal risk results lies well below the UK societal risk criteria line in F-N Curve .

14
1.14 RISK MITIGATION MEASURES
1 Smoke detector & Alarm
2 Leak detector & Alarm
3 Manual fire call point system
4 Siren 1 km range
5 Portable Fire extinguishers
6 Fire hydrant system - Fire water storage , Fire pump electrically driven ,Fire pump
Diesel engine driven ,Jockey pump electrically driven, fire hydrant network , Fire
hoses and hose boxes, Foam water monitor ,Foam stock ,Fire tender .
7 Emergency power DG set
8 Ambulance
9 Wind direction sock
10 Safety shower and eye wash fountain
11 First aid boxes
12 Accidentail Spill containment dyke for storage tanks
13. Provide suitable arrangement at storm drain to avoid any organic contaminated water/
spill/ fire fighting water going out of the site.
14. “DMP” based on MCLS Analysis for the site with dove tailing data for Off Site
Disaster Control Plan.

15
1.16 We thank the staff and the management for positive approach shown and excellent co-operation extended throughout the studies to complete the studies in scheduled time frame.

16
SECTION 2: HAZARD IDENTIFICATION
2.1 SITE OVERVIEW
2.1.1 M/s Athani Sugars Ltd., Shahuwadi Unit (Distillery Plant) is desirous toestablish this unit at Village Sonawade, Tehsil Shahuwadi, Dist. Kolhapur,Maharashtra. The sister industry is M/s Athani Sugars Ltd., Shahuwadi unit (Sugar &Co-gen plant), is in the vicinity at village Sonawade – Bambawade. Thus,
2.1.2 Products for environmental clearanceRefer Table No. 1.1 in Section No. 1.
2.1.2 LIST OF PRODUCTS FOR ENVIRONMENTAL CLEARANCERefer Table No. 1.1 in Section No. 1.
2.2 Manufacturing processRefer HAZOP Study in section 2.10
2.3 LIST OF MATERIALS
2.3.1 FINISHED PRODUCTSRefer Table No. 1.1 in Section No. 1.
2.3.2 RAW MATERIALSRefer Table No. 1.2 in Section No. 1.
2.4 INVENTORY ANALYSISHAZARDOUS CHEMICALS
Chemicals stored or handled at site are Hazardous chemicals which satisfies; any ofthe following criteria.1. Criteria laid down in part I or is listed in Column 2 of Part II Schedule I
appended to “Manufacture Storage and Import of Hazardous Chemicals Rules,1989” and
2. Criteria laid down in part I or is listed in Column 2 of Part II Schedule Iappended to “The Maharashtra Factories (Control of Industrial MajorAccident Hazards) Rules, 2003” or
3. Listed in Column 2 of Schedule 2 appended to these rules OR4. Listed in Column 2 of “The Second Schedule appended to the Factories Act,
1948”.5. “The Hazardous Waste (Management and Handling) Rules, 1989” Amended
2000 and 2003.Properties of the chemicals are checked to classify the hazardous chemicals.Refer Table No. 1.3 in Section No. 1.
2.5 CLASSIFICATION OF HAZARDOUS CHEMICALS
Refer Table No. 1.5 in Section No. 1.

17
2.6 MSDS

18

19
2.7 MOND INDEX ASSESSMENT
2.7.1 METHODOLOGY
The MOND Index is a rapid hazard
assessment method for use on
chemical plant or in plant design.
The use of this technique puts the
hazard of a plant on a numerical
scale, where form the comparative
pictures of all subdivisions of the
plant emerges. (For details refer
MOND INDEX Manual 1993). The
plant installations having significant
inventory of flammable/
combustible materials are
considered and plant is sub divided
accordingly. MOND INDEX
ASSESSMENT (without offsetting) for
these installations is summerised.FIGURE NO. 2.1:
THE MOND INDEX PROCEDURE.
FIRE INDEX (F):
The Index concentrates on the amount of flammable material in the unit, its energy
release potential and the area of the unit. The expression is;
N
KBF
And descriptive categories can be derived from the table below.
TABLE NO. 2.4: FIRE INDEX CATEGORY.
FIRE INDEX CATEGORY0 – 2 Light.2 – 5 Low.5 – 10 Moderate.10 – 20 High.20 – 50 Very High.50 – 100 Intensive.100 – 250 Extreme.> 250 Very Extreme.

20
EXPLOSION INDICES (E):
Separate indices have been developed to indicate the potential of the unit for an
internal explosion an aerial (vapor cloud) explosion.
Internal Explosion Index (E) this is expressed as follows,
1001
SPME
And gives a measure of the potential for explosion within the unit. Corresponding
descriptive categories are given below.
TABLE NO. 2.5: INTERNAL EXPLOSION INDEX CATEGORY.
INTERNAL EXPLOSION INDEX CATEGORY0.0 – 1.5 Light.1.5 – 2.5 Low.2.5 – 4.0 Moderate.4.0 – 6.0 High.Above 6.0 Very High.
AERIAL EXPLOSION INDEX (A):
Important features in assessing aerial explosion risk include the quantity of material
available and its heat of combustion, the likelihood of release, the rate and height of
release and the mixing characteristics of the gas. All of these factors have been
considered to give an aerial explosion index according to the expression. Where, B is
material factor, characteristic of the material.
ptQHEm
BA
1
300
273
10001001
Corresponding descriptive categories are given below;
TABLE NO. 2.6: AERIAL EXPLOSION INDEX CATEGORY.
AERIAL EXPLOSION INDEX CATEGORY0 – 10 Light.10 – 30 Low.30 – 100 Moderate.100 – 400 High.400 – 1700 Very High.Above 1700 Extreme.

21
OVERALL HAZARD RATING (R):
As it is often necessary to compare units having different types of hazard, an overall
hazard index has been developed based upon the indices described above. The
combination adopted is, with the descriptive categories as given below.
AFEDR 2.01
TABLE NO. 2.7: OVERALL HAZARD RATING CATEGORY.
OVERALL HAZARD RATING CATEGORY0 – 20 Mild.
20 – 100 Low.100 – 500 Moderate.500 – 1100 High (Group 1).1100 – 2500 High (Group 2).
2500 – 12,500 Very High.12500 – 65,000 Extreme.Above 65,000 Very Extreme.
EQUIVALENT DOW INDEX:
1001
1001
1001
TLQSPMBD
2.7.2 SUB – DIVISION OF PLANT IN UNITS
Storage tank installations.

22

23

24

25

26

27

28

29

30

31

32

33

34

35

36

37
2.8 DOW F & E INDEX
HAZARDS IDENTIFICATION BY USE OF DOW INDEX:
By Dow's Fire and Explosion Index Method:
Fire and Explosion Index, F & EI, is a method universally adopted for classifying/
categorizing/ indexing of chemicals based on their reactivity and instability. The more
widely used hazard index is the F & EI developed by DOW Chemical Company.
1. Identification of equipment within a process plant that would contribute to the
initiation or escalation of an incident.
2. Qualification of the expected damage potential of fire and explosion incident
in realistic terms.
3. Determination of area of exposure surrounding the process unit.
The quantitative methodology relies on the analysis based on historical loss
data, the energy potential of the material under study and the extent to which
loss prevention measures are already taken.
F & EI = MF F3
Where,MF = Material factor which represents in flammability and Reactivity of substance.F3 = Hazard Factor.
= F1 × F 2
Where,F1 = Process Hazard.F2 = Special Process Hazard.
Deviation of MF
MF is a measure of intrinsic rate of potential energy release from fire or explosion
produced by combustion or any other chemical reaction. The National Fire Protection
Agency of U.S.A. (N.F.P.A.) has specified standard values of MF for many
substances. It is calculated from Flammability (Nf) and Reactivity (Nr) indices
provided in NFPA 325 M or NFPA-49. Knowing Flash Point (FP) and Boiling (B.P.)
Flammability can be determined.

38
General Process Hazard (F1)
Six operations, process units or processing conditions which contributes to a
significant enhancement of potential for fire and explosion have been identified and
numerical values of penalties to be added for obtaining the values of F1 are given.
These includes exothermicity and endothermicity of reactions, method of handling,
accessibility and facilities to drainage and spill control.
Special Process Hazards (F2) are factors that contribute primarily to the probability of
occurrence of a loss accident.
Evaluation of F & EI
The degree of hazard potential is identified based on the numerical value of F & E as
per the criteria given below:
TABLE NO. 2.8: F&EI RANGE & DEGREE OF HAZARD.
F & EI Range Degree of Hazard
0 – 60. Light.
61 – 96. Moderate.
97 – 127. Intermediate.
128 – 158. Heavy.
159 – and above. Severe.

39
MATERIALS AND PROCESS: ETHYL ALCOHOL ANHYDROUSMATERIAL FACTOR: 16
tank SDS
PENALTYFACTOR RANGE
PENALTYFACTOR USED
1. GENERAL PROCESS HAZARDSBase Factor. 1.0 1.0
A. Exothermic Chemical Reactions. 0.30 to 1.25 00B. Endothermic Process. 0.20 to 0.40 00C. Material Handling & Transfer. 0.25 to 1.05 0.5D. Enclosed or Indoor Process Unit. 0.25 to 0.90 00E. Access. 0.20 to 0.35 00F. Drainage and spill control. 0.25 to 0.50 0.25
General Process Hazards Factor (F1). 1.75
2. SPECIAL PROCESS HAZARDSBase Factor. 1.0 1.0
A. Toxic Materials. 0.20 to 0.80 0.0B. Sub – Atmospheric Pressure. 0.50 00C. Operation in or Near Flammable Range Inerted. – –
1. Tank Farm Storage Flammable Liquids. 0.0 0.52. Process Upset or Purge Failure. 0.3 0.03. Always in Flammable Range. – –
D. Dust Explosion. 0.25 to 2.0 00E. Pressure Operating atmospheric psig; Relief Setting. 0.0F. Low Temperature. 0.20 to 0.50 00G. Quantity of Flammable/ Unstable Material Quantity
3000 m3 , Hc 11.5 x 103 BTU/Lb.– –
1. Liquid or Gases in Process. – 1.132. Liquid or gases in Storage. – –3. Combustible Solids in Storage. – –
H. Corrosion and Erosion. 0.10 to 0.75 0.0I. Leakage – Joint and packing. 0.10 to 1.50 0.1J. Use of fired heaters. – 00K. Hot Oil Heat Exchange system > 210 ft. 0.15 to 1.15 00L. Rotating Equipment. 0.5 00
Special Process Hazards Factor (F2) 2.73
Unit Hazards Factor (F1 F2 = F3). 4.77Fire and Explosion Index (F3 MF) (F & IE). 76THE DEGREE OF HAZARD MODERATERADIUS OF EXPOSURE 19.4 mDAMAGE FACTOR 0.51AREA OF EXPOSURE 1182 m2

40
DOW FIRE & EXPLOSION INDEX WORKSHEET
PLANT:MATERIALS AND PROCESS: DIESEL OIL.MATERIAL FACTOR: 10.
PENALTYFACTOR RANGE
PENALTYFACTOR USED
1. GENERAL PROCESS HAZARDSBase Factor. 1.0 1.0
A. Exothermic Chemical Reactions. 0.30 to 1.25 0.0B. Endothermic Process. 0.20 to 0.40 0.0C. Material Handling & Transfer. 0.25 to 1.05 0.2D. Enclosed or Indoor Process Unit. 0.25 to 0.90 0.0E. Access. 0.20 to 0.35 0.0F. Drainage and Spill Control. 0.25 to 0.50 0.0
General Process Hazards Factor (F1). 1.2
2. SPECIAL PROCESS HAZARDSBase Factor. 1.0 1.0
A. Toxic Materials. 0.20 to 0.80 0.0B. Sub – Atmospheric Pressure. 0.50 0.0C. Operation in or Near Flammable Range Inerted. – –
1. Tank Farm Storage Flammable Liquids. 0.0 –2. Process Upset or Purge Failure. 0.3 –3. Always in Flammable Range. – 0.0
D. Dust Explosion. 0.25 to 2.0 0.0E. Pressure Operating atmospheric; – 0.0F. Low Temperature. 0.20 to 0.50 0.0G. Quantity of Flammable/ Unstable Material Quantity
0.95 Kl , Hc 18.7 103 BTU/Lb.– –
1. Liquid or Gases in Process. – –2. Liquid or gases in Storage. – 0.13. Combustible Solids in Storage. – –
H. Corrosion and Erosion. 0.10 to 0.75 0.1I. Leakage – Joint and packing. 0.10 to 1.50 0.1J. Use of fired heaters. – 0.0K. Hot Oil Heat Exchange system > 210 ft. 0.15 to 1.15 0.0L. Rotating Equipment. 0.5 0.0
Special Process Hazards Factor (F2) 1.3
Unit Hazards Factor (F1 F2 = F3). 1.56
Fire and Explosion Index (F3 MF) (F & IE). 15.6
THE DEGREE OF HAZARD LIGHT.
RADIUS OF EXPOSURE 4.0 meter.
DAMAGE FACTOR 0.12
AREA OF EXPOSURE 50 m2

41
DOW FIRE & EXPLOSION INDEX WORKSHEET.
PLANT: COAL SHEDMATERIALS AND PROCESS: COALMATERIAL FACTOR: 4
PENALTY FACTORRANGE
PENALTY FACTORUSED
1. GENERAL PROCESS HAZARDS.Base Factor. 1.0 1.0
A. Exothermic Chemical Reactions. 0.30 to 1.25 00B. Endothermic Process. 0.20 to 0.40 00C. Material Handling & Transfer. 0.25 to 1.05 0.0D. Enclosed or Indoor Process Unit. 0.25 to 0.90 00E. Access. 0.20 to 0.35 00F. Drainage and Spill Control. 0.25 to 0.50 0.0
General Process Hazards Factor (F1). – 1.0
2. SPECIAL PROCESS HAZARDS.Base Factor. 1.0 1.0
A. Toxic Materials. 0.20 to 0.80 0.2B. Sub – Atmospheric Pressure. 0.50 00C. Operation in or Near Flammable Range Inerted. – –
1. Tank Farm Storage Flammable Liquids. 0.0 –2. Process Upset or Purge Failure. 0.3 –3. Always in Flammable Range. – –
D. Dust Explosion. 0.25 to 2.0 0.25E. Pressure Operating atmospheric; Relief Setting. 00F. Low Temperature. 0.20 to 0.50 00G. Quantity of Flammable/ Unstable Material Quantity
200 MT., Hc 5300 kcal /kg– –
1. Liquid or Gases in Process. – –2. Liquid or gases in Storage. – -3. Combustible Solids in Storage. – 0.9
H. Corrosion and Erosion. 0.10 to 0.75 0.1I. Leakage – Joint and packing. 0.10 to 1.50 0.1J. Use of fired heaters. – 00K. Hot Oil Heat Exchange system > 210 ft. 0.15 to 1.15 00L. Rotating Equipment. 0.5 00
Special Process Hazards Factor (F2) – 2.35
Unit Hazards Factor (F1 F2 = F3). 2.35Fire and Explosion Index (F3 MF) (F & IE). 9.4THE DEGREE OF HAZARD. LIGHTRADIUS OF EXPOSURE. 2.4 meterDAMAGE FACTOR. 0.05AREA OF EXPOSURE. 18 m2

42
2.9 PRELIMINARY HAZARD ANALYSIS
Phase of the projectSr.no.
Hazard
Pre
Con
stru
ctio
n
Con
stru
ctio
n
Ope
rati
on
Pos
t O
pera
tion
/D
ecom
mis
sion
ing
Nat
ural
Ca
uses
Cyclone √ √ √Earth quake √ √ √Land slide √ √ √Flooding - heavy rain , √ √ √
Phy
sica
l haz
ards
Noise √ √ √Radiation (UV , radioactive materials ) x x X X
Extreme temperatures √ √ √Vibration √ √ √Material handling operations. √ √ √
Steam pressure piping failure/ boiler drum failure. √
Boiler explosion. √
Bio
haza
rds
Epidemics /Communicable diseases by pests ,insects,rodents
√ √ √
Animal / snake bites √ √ √Occupational health hazards at industry √ √
Elec
tric
al
haza
rd
Transformer oil fire /explosion √ √ √Lightening strike √ √ √ √fires due to Short circuit √ √ √Power outage √ √ √
Haz
ardo
us
subs
tanc
es
and
was
tes
AC , Refrigerators , Air conditioners Units fire/ explosion √ √Diesel fire at DG set √ √ √Foul odor at dumping sites √ √ √Hazardous waste uncontrolled disposal √ √ √Hazardous waste uncontrolled disposal - e –waste batteries √ √ √Welding cutting flammable gas cylinders fire /explosion √ √ √LPG / fuel cylinder at canteen failure fire /explosion √ √ √ √Release of toxic gas at (such as Chlorine) at Cooling tower √Site decontamination x x x XSmoke in fire , acrid gases in fire , dumping yard √ √Vehicles fuel fire √ √ √ √
Mec
han
ical
Failure of machinery and equipment √ √ √Lack of safety guards in machines √ √ √Poor maintenance of machinery and equipment √ √ √power driven tools , saws , grinders ,d abrasive cuttingwheels
√ √ √
scaffolding –fixed and portable failure √ √ √structural failure √ √ √Truck and transport vehicles √ √ √

43
IDENTIFICATION OF HAZARD. CHECK LIST Phase of the projectSr.no.
Hazard
Pre
Con
stru
ctio
n
Con
stru
ctio
n
Ope
rati
on
Pos
t O
pera
tion
/D
ecom
mis
sion
ing
Stor
ages
& p
roce
ss o
per
atio
ns
Molasses spill √ √
Molasses tank pressurization / failure √ √
Static charge as source of ignition √ √
Carbon di oxide release at fermentation section √ √
Ethyl Alcohol spill √ √
Ethyl Alcohol fire at dyke/ at tank. √ √
Smoldering or fire at Coal storage shed. √ √
Used Oil drum leak followed by fire. √ √
Fire at coal storage yard. √ √
Dust explosion hazard at coal pulverizing section. √ √
Compatability and reactivity hazard at chemical store √ √
Release of trapped gases at coal storage √ √
Freq
uent
cau
ses
of a
ccid
ents
dur
ing
cons
truc
tion
Act
ivit
y
Being struck by falling object √ √ √Caught in or compressed √ √ √Cranes , winches , hoisting and hauling equipments failure √ √ √Dusting √ √ √Electricity ( electrocution ) √ √ √Fall from height, √ √ √uncontrolled explosion during demolition / landdevelopment
√ √
Hit by sharp objects √ √Injuries during Handling heavy objects √ √Lack of PPE , housekeeping practices , safety signs √ √ √Oxygen deficiency in confined spaces √ √Paint/ thinner cleaners, pesticides , waste oil , flammablecombustible materials fire at store
√ √ √
Poor illumination √ √ √Slipping on wet surfaces √ √Snapping cables , ropes , chains , slings , hooks , chains √ √ √Struck by moving objects √ √ √ √Welding fumes and Radiations √ √
Ergo
nom
ics
&ps
ycho
soci
alha
zard
s
Repetitive ,monotonous ,excessive workload , strain injuries √ √Mental stress , human relations ( aggressive behavior ,alcohol and drug abuse , violance )
√ √ √
Poverty , low wages , lack of education √ √ √Long working hours , shift work , temporary employment √ √ √Security threats

44
2.10
HAZOP STUDYAt
PROPOSED 90 KLPD Distillery
For
ATHANI SUGARS LTD.AT/POST SONWADE-BAMBAWADE, TAL-SHAHUWADI, DIST-
KOLAHAPUR
Prepared ByUltra-Tech Environmental Consultancy & Laboratory
(NABET Accredited EIA Consulting Organization)Saudamini Commercial Complex, 2nd Floor, Building C3,
Right Bhusari Colony, Paud Road, Kothrud, Pune - 411 038.
APRIL 2017

45
CONTENTS
SECTION DESCRIPTIONPAGE
NO.
2.9.1 HAZOP Methodology. 48
2.9.2 Process Description ,Flow Chart , Material Balance 53
2.9.3 HAZOP worksheets
NODE 1: Mollases storage Tank Farm. 56
NODE 2: RS storage Tank farm 61
NODE 3: Coal storage and handling 66
NODE 4: Spent Wash Treatment 75

46
2.10..1 HAZOP METHODOLOGY
HAZOP
Safety and reliability of a modern processing plant can be improved by use of procedures that recognize andeliminate potential problems in the design stage. Hazard Operability study is now used to great satisfactionthroughout the chemical Industries.
It is based upon the supposition that most problems are missed because of a lack of knowledge on the part of thedesign team. It can be used to examine preliminary process design flow sheet at the start of a project or detailedpiping and instrument diagrams at the final design phase and during modifications of the existing plants.
In essence, it is an abbreviated form of "critical examination” based on the principle that a problem can onlyarise when there is a deviation from what is normally expected. The procedure, therefore, is to search theproposed scheme systematically for every conceivable deviation, and then look backwards for possible causesand forwards for the possible consequences.
DATA COLLECTION
Process description broken into steps & sub steps. Process flow diagram. Factory layout. Block-diagram of the plant equipment. P & I diagram of concerned equipment's. Material safety data sheets summary. Equipment specification & history.

47
HAZOP COMMITTEEThe HAZOP committee is formed as per following guidelines
CHAIRMAN OCCUPIER / FACTORY MANAGER.
CO –ORDINATOR Safety officer.
MODERATOR He is an expert in the HAZOP technique, not the plant; His job is to ensurethat the team follows the procedure. He needs to be skilled in leading a teamof people who are not responsible to him and should be the sort of person whopays meticulous attention to detail and can contribute wherever needed.
PROJECT or DESIGNENGINEER For a new design
MAINTENANCEMANAGERFor operating plant
Usually a mechanical engineer and, at this stage of the project, the personresponsible for keeping the costs within the sum sanctioned. He wants tominimize changes but at the same time wants to find out rather than later ifthere are any unknown hazards or operating problems.
PROCESS ENGINEER Usually the chemical engineer who drew up the flow sheet.
PLANT MANAGER Usually a chemical engineer, he will have to start up and operate the plant andis therefore inclined to press for any changes that will make life easier.
INSTRUMENT /DESIGNENGINEER
As modern plants contains sophisticated control and trip systems and asHAZOP often result in the addition of yet more instrumentation to the plant.
RESEARCH CHEMIST If new chemistry is involved.
STUDY PROCEDUREThe procedure involves examining the model systematically, section by section or line by line (depending on thelevel of detail required), looking for inadequacies in design. A checklist of guidewords is applied to each stageof the process in turn, thereby generating deviations opposites all conceivable eventualities.Typical aspects considered are normal plant operation, foreseeable changes in normal operation plant start-upand start- down, suitability of plant materials, equipment and instrumentation provisions for failure of plantservices, provision for maintenance safety etc.
The possible causes and consequences of each deviation so generated are then considered and potentialproblems thereby identified and noted if they merit action. The need for action is decided semi quantitatively bytaking into account both the seriousness of the consequence and the probability of the events occurring. For anymajor risk area a quantitative hazard analysis is also carried out.
The stage in the procedure are next considered for the case where a detailed line by line examination is required.If any member of the study team is not familiar with the technique an introductory talk and illustration isdesirable before commencement of the study. Before examining each section of the project, a team membersummarizes the function of the section, including normal process conditions and specifications if available toensure that all team members have the necessary background knowledge of the process.
All guidewords are then applied in turn on a line-by-line basis there by including process deviations, e.g. noflow. They thus serve as an agenda to ensure that all aspects of plant operation are considered and also forceconsideration of the lines joining items of equipment or connecting the equipment to off sites and not directly tothe equipment itself. This is because any problem that could arise in a piece of equipment should show up as acause or consequence of a deviation in a line joined to that piece of equipment. However, the guideword

48
“OTHER” which has special significance for aspects other than normal operation must be applied to items ofequipment as well as the lines.
MEANING OF THE GUIDE WORDSThe following list illustrate the types of deviation generated by each guide word (in capital letters):
NONE: No flow, reverse flow, i.e. no forward flow when there should be.
MORE OF: More of flow, temperature, pressure, viscosity etc. higher flow, higher temperature, orwhatsoever than there should be.
LESS OFF: Lower flow, temperature, pressure, Viscosity, etc. than there should be.
PART OF: Changes in compositions of the stream, e.g. ratio of components different from what it shouldbe.
MORE THAN: Impurities present, e.g. ingress of air, water, acids extra phase present, e.g. vapor, solids.
OTHER: What else part from normal operations can happen, e.g. start-up, shutdown, maintenance,catalyst change, failure of plant services.
Guide words are applied to the design intention tells us what the equipment is expected to do. Each guidewordwas applied to the relevant parameter under examination of a sub step to form a deviation. GUIDE WORDShelps in identifying the relevance of parameter for risk assessment.
Thus for each section, the team determined the applicable parameter / guide word combinations or deviations.Then for each deviation that could realistically occur, the team members brainstormed causes of the deviation.For each cause, consequences and safeguards were described. Consequences included fire, explosion, andrelease of flammable or toxic material & operating problems; while safeguards were those that help to preventthe cause of hazard or that mitigates the consequences of the hazard. In specific cases, safeguards also includedprecautionary steps in written procedures. Apart from these recommendations, whenever team members felt theneed for further improvement, further study was recommended considering the probability and seriousness ofthe hazard Recommendations were for installation of procedures or administrative controls, of additional studyto determine an optional solution or whether a problem exists which warrants any action.
The creative state in the procedure is the recognition of possible causes and consequences of each deviationgenerated by the guidewords. This relies entirely on the knowledge, experience and expertise of the team and onan attitude of mind which looks for what could go wrong in every conceivable eventuality. It must be thoroughand exhaustive. For example where provision has been made for a contingency, it must be questioned whetherthe provision is adequate (e.g. is a single non-return valve sufficient, do we need a high level alarm as well as alevel indicator, is the trip system reliable and of the right type, is the vent large enough etc.)
Potential problems, as represented by the consequences of the deviations, should be evaluated as they arise, anda decision reached on whether they merit further consideration or action. Except for major risk areas where afully quantitative assessment is required, this decision is made semi-quantitatively on the basis of both theseriousness of the consequence (usually scaled as trivial, important or every serious) and the frequency of theevent (unlikely, occasionally or every probable).
In some cases, the need for further action is clear-cut and the best remedy fairly obvious, e.g. install a non-returnvalve to prevent back-flow. An action can then be quickly agreed and recorded, before the study moves on to thenext point.

49
In other instances, where the need for action is again very clear but a satisfactory solution not immediatelyapparent, the team should avoid. It is sufficient to note the point as requiring further consideration outside thestudy meeting before moving on the to the next item. Also, if it is not possible to agree on whether or not anyfurther action is required, either because the problem is of borderline significance or because further informationis required, the point should again be recorded for attention outside the meeting.
DOCUMENTATIONThe worksheet, the basic documentation of the team deliberations, consists of the following details:
HAZOP STUDY : This consist of description in short of the process used or themanufacture of final product.
LOCATION/PLANT : This is obviously the place where the product is manufactured.
P & I REFERENCE : This refers to the concerned P & I drawing number used forparticular operating step.
OPERATING STEP : Description of the step in the manufacturing procedure.
DESIGN INTENTION : This actually is the sub step which describes the intention of the substep.
UNIT/ EQUIPMENT : The name /number of the unit used for the sub steps.
GUIDE WORD : These are the words which are to be applied to intentions for askingquestions for deviations. These are already well explained in aboveportion of this chapter. There can be many deviation.
CAUSE (S) : Each of the deviation as mentioned above can have many causes.These are mentioned in front of that deviation.
CONSEQUENCE : This is the cumulative effect of all or few deviations and are describedas number of consequences.
S/P/R : For each cause there is specified probability and seriousness associatedwith each deviation. The probability an seriousness individually needsto be judged quantitatively on the predetermined scale. Considering thelevel of consequences from 1 to 5 and probability levels as 1 to 5determined by safety philosophy and past experience of the HAZOPcommittee arrive at risk value index of level 1 to 10 for each identifiedhazard. The highest is indicated in the scale used.
ACTION : This is very important aspect and needs detail consideration. Theactions are to be suggested for all those consequences except whichfall as low class as far as probability and seriousness are concerned.While considering actions many points are to be debated to find a
solution which is cost effective and removes root cause, so that thedeviation does not occur or at lest it reduces the probability and/orseriousness.
BY : This specifies who is expected to take action (preferably one of theteam members) and by what time the action will be completed.Actually this needs management's concurrence as the time & money is

50
the main constrains in the action plan.
OPEN QUESTIONS : In this column as mentioned in the earlier portion of the chapter, iffurther study is to be done it has to be mentioned as to what is expectedfrom the experiments/data to be collected. Few can be doneimmediately as in our case or few may need longer period ofexperimenting.
Thus the total work sheet is filled as described above and documentedin. Further for each step, there is a need to have a summary sheet of theactions to be taken. These needs to be summarized in a single sheet as'Recommendations from “HAZOP”. Here detail description of theweakness observed during the study and the recommendations madeare described. This helps management to get a view of the study in anutshell without going through the volume of Hazard worksheets.Many actions on worksheet are repeated & hence one can cover manydeviations on one sheet.
Regular HAZOP meetings were carried out at factory. The HAZOP methodology adopted was explained to themembers of the committee in the opening session followed by updating of P & ID for the plant. This enabled theteam members to observe the equipment's layout, note environmental conditions and obtain a mental picture ofthe facility. Although the team members were familiar with the facility, they took the survey from differentperspective. Along with the drawings, documents were verified and corrected on the spot. These correctedcopies were used for the “HAZOP” study.
The “HAZOP” was then conducted for each section using the guidewords, which were fully explained to theteam. As the study proceeded a review of the past incidents were taken at appropriate intervals. Recording eachsession’s work in a “HAZOP” worksheet carried out the table work of conducting the study. The documentationindicates: -
Which segment of process or procedure were reviewed? Which guide words & parameters were considered? The cause and consequences of each deviation studied. Whether a potential problem exists? What are the existing safeguards?
If there was a potential problem, the team recommended action to address the problem In case of uncoveredpotential problems, the team recommended follows up & resolution of the problem outside the “HAZOP” studyto avoid spending of significant time. If the solution of the problem was obvious the team documented theirrecommended solution. The total work is documented as “HAZOP WORKSHEET”.
STUDY RESULTS/ FINDINGSThe success of the study is completely dependent upon there being an effective system for the progressing of thepoints raised in the study and for implementing as appropriate. Ideally, the implementing authority, e.g. theproject manager should be represented on the study team to gain commitment and to avoid having to explainpoints raised at the study meetings. This is particularly important if more than one department’s are involved inimplementation. Alternatively, progressing of the actions can be carried out at separate meetings attended by theproject manager and or engineer and the individual study team member responsible.
Qualitative Assessment of hazards is carried out based on probability and seriousness while working out actionplan based on experience of the HAZOP TEAM and past performance of the plant. Number of weaknessesleading to hazards are identified and summarized and recorded.

51
HAZARD RATING METHODOLOGY
Qualitative Assessment of hazards is carried out based on probability and seriousness while working out action
plan based on experience of the HAZOP TEAM and past performance of the plant. Number of weaknesses
leading to hazards are identified and summarized and recorded.
Step 1 : Estimate the probability of each hazard according to its likelihood of occurrence (very likely;likely; quite possible; possible; not likely) and assign the quantitative value accordingly.
Step 2 : Estimate the severity of each hazard according to its potential for harm (very high, high;moderate; slight; nil) and assign the quantitative value accordingly.
Step 3 : Once the probability and the severity of the hazard are determined, as per following table;
HAZARD PROBABILITY & SEVERITY RATING.
Hazard Probability Value Hazard Severity Value
Very Likely. 5 Very High. 5Likely. 4 High. 4Quite Possible. 3 Moderate. 3Possible. 2 Slight. 2Not Likely. 1 Nil. 1
HAZARD RATING
By multiplying these two factors i.e. probability and severity, a range of risk ratings between 1 to 25 is obtained.
HAZARD RATING MATRIX.
SEVERITY
PR
OB
AB
ILIT
Y
Very High(5)
High.(4)
Moderate(3)
Slight(2)
Nil.(1)
Very Likely. (5) 25 20 15 10 05Likely. (4) 20 16 12 08 04Quite Possible. (3) 15 12 09 06 03Possible. (2) 10 08 06 04 02Not Likely. (1) 05 04 03 02 01
Step 4 : According to the rating of each risk, it is necessary to evaluate it according to the following.
Urgent situations (16 to 25) that require action immediately. High-risk situations (10 to 15) that require action in the short and medium-term. Medium-risk situations (5 to 9) that require action or further evaluation within an
appropriate period. Low-risk situations (less than 5) that may require relatively little or no action.
Step 5 : Decide on the priorities for action and allocate resources to areas where they are likely to have
the greatest impact.

52
2.10.2 MANUFACTURING PROCESS
The flow-sheet and manufacturing process and flow diagram of distillery unit aregiven below:
Substrate (Feed) Preparation for Fermentation
Molasses is procured carefully with good contents. Molasses stored in a storage tankis first weighed in a tank with load cells so that accurate quantity can be fed to thefermentation section. The weighed molasses then transferred from tank to the diluterin fermentation section where it is diluted with water and fed to the fermenters orculture preparation vessels.
Yeast Propagation and Continuous Fermentation
In this process the culture containing highly efficient yeast strain is propagated inyeast culture vessel under aseptic conditions.

53
The ready yeast seed is then transferred from culture vessel to fermenter. Thesugar/glucose in media gets converted to Alcohol in the fermenters operating oncontinuous cascade mode. CO2 gas liberated during reaction is contaminated withtraces of alcohol vapours. It is sent to CO2 scrubber for recovery of Alcohol.Afterfermentation, the sludge containing spent yeast is separated from the wash in athickener consisting of settler cum decanter tank and then concentrated in a decantercentrifuge. The yeast sludge in the form of cake with 2.5 % solids is disposed for useas manure.
Multi-Pressure Distillation
The distillation plant consists of multi pressure vacuum distillation and columnsoperate at different pressures to save steam. The plant operated with own 2MWturbine. The distillation consists of following stages:
Distillation of clarified fermenter product (wart) in distillation columns to separateaqueous alcohol (7.5-10 %) and spent wash.
Rectification of aqueous alcohol to separate rectified spirit (RS) containing 95 %alcohol and spent lees.
Dilution and rectification of rectified spirit to produce extra neutral alcohol (ENA).The fermentation wash containing Alcohol, non-fermentable solids and water issupplied to distillation to separate the alcohol and other impurities, as a continuousflow. The distillation system is designed for quality. The system details are as below:
The system consists of 7 columns, namely Analyzer column, De-gassifier, Pre-rectifier column, Rectification Column, Extraction column, Recovery Column,Simmering column. Wash is fed to de-gassifier cum analyzer column. CO2 and othernon-condensable gases are removed at the de-gassifier unit. Distillate containing 40%alcohol from top of analyzer column is sent to RS column for further purification andconcentration. Alcohol free aqueous solution containing non fermentable matter isdischarged as spent wash from the bottom of analyzer column. Dilute alcohol isconcentrated in RS column from where distillate containing 95 % of alcohol isremoved as Rectified Spirit (RS) from top and aqueous waster containing traceimpurities is discharged from bottom as effluent. In case of ENA (Extra NeutralAlcohol) production, the RS along with dilution water is sent to extraction column.Most of the high boiling impurities are removed from top of this column and frombottom aqueous alcohol is obtained. The latter is taken to ENA column, and fromwhere 95 % alcohol is obtained as distillate. 95 % alcohol is further distilled inrecovery column to remove low boiling impurities (mainly methanol) along withbottoms. ENA from top of purification is sent to storage tanks.

54
The Alcohol with high boiling impurities (mainly aldehydes) removed from top ofRS, extraction, rectifier and refining columns are taken to aldehyde column. Impurespirit is recovered from top of aldehyde column and the balance alcohol withmoderate purity is recycled to RS column for further distillation. Low boiling alcoholssuch as propyl and amyl alcohol are removed from appropriate locations of the RSand ENA columns. These are concentrated in fuel oil columns and recovered as fueloil.
Energy Balance
Energy is provided by steam with appropriate pressures ranging from 1.5 to 3.5 kg/cm2 (g)and its temperature ranging from 127.5 to 147.9 o C. The details are:
Section Unit Normaloperation
Peak Pressure(kg/cm2 (g))
Temperature(o C)
Wash to RS Mode Kg/hr 6000 6700 3.5 147.9Wash to ENA Made Kg/hr 8000 8800 3.5 147.9MSDH Plant Kg/hr 9000 9500 3.5 147.9Evaporation Section Kg/hr 7000 7500 1.5 127.5
Mass Balance
The chemistry behind this with controlling equations can be presented as
Controlling Equations:
1. C12H22O11 + H2O 2C6H12O6
Sucrose + Water Reducing Sugar342 + 18 3601 + 0.05263 1.05263
2. C6H22O6 2C2H5OH + 2CO2
Reducing Sugar Ethyl Alcohol + Carbon Dioxide180 92 + 881 0.5111 + 0.48891.05263 0.53978 + 0.51462
# In Output Alcohol1. 1 kg Reducing Sugar 0.511 kg by Equation2. 463.68 kg Reducing Sugar
(Say 1 Tonn Molasses)236.98 kg by Equation
3. 463.68 kg Reducing Sugar 296.225 lit. by Equation4. 463.68 kg Reducing Sugar 262.603 Actually (88.65 % )
For the sake of eco-friendly considerations continuous fermentation and multi-pressuredistillation will be practiced. The CO2 will be scrubbed in water and the water that entrapsescaping alcohol fumes will be recycled for molasses preparation.

55
2.10.3 HAZOP worksheetsNODE – 1 : MOLLASE STORAGE TANK.
DESIGN INTENT : THE BULK MOLASSE STORAGE AND TRANSPORT OF MOLASSASE.
GuideWord
Parameter Deviation Cause Consequence Protection Measures S P R Recommendations
None. Flow. No flowmollaseduringtransfer fromtank ortanker.
No material in thetank/ tanker.Line blockage.Valve failure.Transfer pumpfailure (loss ofpower,mechanical pumpproblems etc.).
Delayed operation. Preventivemaintenance.
Supervision.
2 3 6
More. Flow. More flowrate.
More flow ratenot anticipated.
Dedicated pumps andsystem.
- - -
Less. Flow. Less flow. Line blockage.Valve failure.Transfer pumpfailure (loss ofpower,mechanical pumpproblems etc.).
Delayed operation. Preventivemaintenance.
Supervision.
2 3 6
As WellAs.
Flow. Moisture. Slight part of theproduct.
Not significant. - - -
Reverse Flow. Reverse flow. Not anticipated.

56
NODE – 1 : MOLLASE STORAGE TANK.
DESIGN INTENT : THE BULK MOLASSE STORAGE AND TRANSPORT OF MOLASSASE.
GuideWord
Parameter Deviation Cause Consequence Protection Measures S P R Recommendations
Other. Flow. Leak. Loss ofcontainmenttank/ pipingfailure.
Molasses spillagehazard.
Repeated skinexposure to thisproduct may resultin skin irritationand if persistent,dermatitis whichmay becomeinfected.
Molasses is anOxygen depletingsubstance inaquaticenvironments.
Non – hazardoussubstance.
High standards ofpersonal hygiene ie.Washing hands priorto eating, drinking,smoking or usingtoilet facilities.
3 3 9 Wet sweep, vacuum or shovel intosuitable labeled containers.
Wash area with water ensuring allwash water is captured anddischarged to an approvedtreatment facility.
Notify relevant waste orenvironmental authority.
OtherThan.
Flow. Mix up. Accidental mix upof materials.
Disturbed. Dedicated pipingsystem and welllabeled tanks.
2 2 4

57
NODE – 1 : MOLLASE STORAGE TANK.
DESIGN INTENT : THE BULK MOLASSE STORAGE AND TRANSPORT OF MOLASSASE.
GuideWord
Parameter Deviation Cause Consequence Protection Measures S P R Recommendations
More. Temperature Moretemperatureof themolassesstorage tank.
Summer season.
Local fire.
1. With heat,productburns/oxidises toform Carbon,Carbon MonOxide and orCarbon DiOxide, andsmoke.
2. Heating cancauseexpansion ordecompositionleading toviolent ruptureof containers.
Will burn if involvedin a fire but notconsidered to be asignificant fire risk.
Storage tank watersprinkler ring.
Temperaturemonitoring.
5 4 20 1. Fire-fighters should wear fullprotective clothing and selfcontained breathing apparatus(SCBA) operated in positivepressure mode.
2. Maintain Storage below 40°C.
Less. Temperature Winterseason.
Water layer dueto condensationfrom theheadspace abovethe liquid.
Fermentation mayalso occur in dilutesurface layers.
3 4 12

58
NODE – 1 : MOLLASE STORAGE TANK.
DESIGN INTENT : THE BULK MOLASSE STORAGE AND TRANSPORT OF MOLASSASE.
GuideWord
Parameter Deviation Cause Consequence Protection Measures S P R Recommendations
More. Pressure. Morepressure atMolassestorage tank.
Fermentation canyield Carbon DiOxide withpossible traces ofEthanol or volatileFatty Acids (e.g.Acetic, Propionic,Lactic, orButyric).
Flammable gasesformed duringfermentation ifexposed to a sparkor flame mayresult in anexplosion.
Dedicated piping andclosed system toavoid excessive watercontamination.
Storage in a cool, dry,well-ventilated area,out of moisture inwell labeled tanks.
5 4 20
Less. Pressure. Less pressureat Molassestorage tank.
Fast pumping outof material andvent blockage.
Partial negativepressure may leadto implosion.
Supervision.Preventivemaintenance.
5 4 20
As WellAs.
Composition. Water. Ingress ofexcessivemoisture.
Material canferment ifexcessive moisturecontamination isallowed.
Dedicated piping andclosed system toavoid excessive watercontamination.
5 4 20
More. Phase. Increase inphases.
Not anticipated. - - -
More. Level. More level atMolassestorage tank.
Excessive feed inerror.
Overflow.
Spill hazard.
LI.Supervision.Log book record.
3 3 9
Less. Level. Less level atMolassestorage tank.
Not significant. - - -

59
NODE – 1 : MOLLASE STORAGE TANK.
DESIGN INTENT : THE BULK MOLASSE STORAGE AND TRANSPORT OF MOLASSASE.
GUIDEWORD
PARAMETER DEVIATION CAUSE CONSEQUENCEPROTECTIONMEASURES
S P R RECOMMENDATIONS
Less. Level. Composition. Depletion of
Oxygen in vapor
space of the tank.
Maintenance of a
storage tank
requires entry by
personnel in
confined space.
Health hazard. Storage in open area.
Training.
3 3 9 1. Wear appropriate personal
protective equipment and
clothing to minimize exposure
to residual gases during tank
entry for maintenance.
2. Introduce work permit for
entry in confined space.
3. Precautions should be
complied with. Insufficient
Oxygen may be present in the
tank containing the product
due to the generation of gases
during fermentation, (if any).

60
NODE: 2 : Operations at RS Storage Tank. EQUIPMENT: RS Storage Tank No. 01.DESIGN INTENT : Receipt of Ethyl Alcohol/ RS (rectified spirit) from distillation section by transfer pump to storage tank located at tank farm, storage at
ambient conditions and dispatch by road tankers.GUIDEWORD PARAMETER DEVIATION CAUSE CONSEQUENCE
PROTECTIONMEASURES S P R RECOMMENDATIONS
None. Flow. No flow of EthylAlcohol fromdistillationsection to 364m3 capacitystorage tank.
No material in thereceivers at distillationsection.Valve/ line choke.Transfer pump(electrical /mechanical) problem.Human error.
Delayed operation.
Spill hazard duringblockage removaloperation.Delayed operation.
Delayed operation.
SOP.Log record.Preventivemaintenance.
Supervision.
2
3
2
2
3
2
4
9
4
Safe Operating Procedures(SOP’s).
Less. Flow. Less flow ofEthyl Alcohol.
Blocked flow (e.g.,plugged line)Manual block valveinadvertently closed orgate falls.
Spill hazard duringblockage removaloperation.
SOP. 3 3 9
More. Flow. More flow ofAlcohol.
Flow control valvetransfers or fails open.
Disturbed operation. Supervision. 2 3 6
Reverse. ReverseFlow.
Reverse flow ofAlcohol.
power failure. Reverse flow fromtank.Disturbed operation.
NRV. 3 3 9
Other. Leak. Minor spill ofEthyl Alcohol.
Pump gland leak.Drain points.Hose connections.Sampling.
Spill Release ofvapors.Formation offlammable mixturewith air.Fire/ Explosion hazardif finds source ofignition.
Open area.
Dyke.
2 4 8

61
NODE: 2 : Operations at RS Storage Tank. EQUIPMENT: RS Storage Tank No. 01.DESIGN INTENT : Receipt of Ethyl Alcohol/ RS (rectified spirit) from distillation section by transfer pump to storage tank located at tank farm, storage at
ambient conditions and dispatch by road tankers.GUIDEWORD PARAMETER DEVIATION CAUSE CONSEQUENCE
PROTECTIONMEASURES S P R RECOMMENDATIONS
Other. Leak. Major spill ofEthyl Alcohol.
The large leakagescan also occur frompump glands andseals & hose failures.
Catastrophic failure ofthe tanks.Overflow at vent.
Loss of containment.
Fire/ Explosion hazardif evaporating liquidpool finds source ofignition.
Open area.
Dyke.
5 4 20
Other. StaticCharge.
Static charge assource ofignition.
Higher flow rates ofduring transfer.Use of non conductive/ plastic hose.Free fall of material intank.‘V’ belt drive.
Static charge assource of ignition.
Fire/ explosionhazard.
Flameproofelectricals areprovided.
Earthing andbonding.
Equipments areearthed.
5 3 15 Provide effective measures forprevention of accumulation ofstatic charge to a dangerousextent.
More. Temperature. Moretemperature oftank.
No credible causesidentified.
- - -
Less. Temperature. Lesstemperature oftank.
Low ambienttemperature
Freezing notanticipated.
- - -

62
NODE: 2 : Operations at RS Storage Tank. EQUIPMENT: RS Storage Tank No. 01.DESIGN INTENT : Receipt of Ethyl Alcohol/ RS (rectified spirit) from distillation section by transfer pump to storage tank located at tank farm, storage at
ambient conditions and dispatch by road tankers.GUIDEWORD PARAMETER DEVIATION CAUSE CONSEQUENCE
PROTECTIONMEASURES S P R RECOMMENDATIONS
More. Pressure. More pressure
at tank.
Pumping in liquid
too fast.
Increase in
temperature of
liquid contents
while pumping in
hot liquid or to a
high ambient
temperature.
Blowing in air.
Pressurization spill
hazard.
Release of flammable
vapors at vent.
Tank fire in case of
lightening strike.
Fire/ Explosion hazard
if evaporating liquid
pool finds source of
ignition.
Tank vented to
atmosphere.
Dyke.
4 5 20 Standard procedures and
checklist for checking vent of
tank.
Other. Maintenance. Cleaning of tank
for inspection /
maintenance.
Corrosion/ erosion.
Material defect.
Sample station.
valve leaking.
Vent or drain.
valve leaking.
Residual gas in the
tank.
Health hazard.
Fire hazard.
Work permit. 3 3 9

63
NODE: 2 : Operations at RS Storage Tank. EQUIPMENT: RS Storage Tank No. 01.DESIGN INTENT : Receipt of Ethyl Alcohol/ RS (rectified spirit) from distillation section by transfer pump to storage tank located at tank farm, storage at
ambient conditions and dispatch by road tankers.GUIDEWORD PARAMETER DEVIATION CAUSE CONSEQUENCE
PROTECTIONMEASURES S P R RECOMMENDATIONS
Less. Pressure. Less pressure. Pumping out liquid oremptying liquid toofast.
Vent under capacity orblockage due to; Vent blanked off. Plastic bag over
vent. Vent choked. Flame trap
choked. Vent connected to
water seal. Vent too small. Vent modified. Flexible tubing
connected tovent.
Decrease oftemperature of liquidcontents &condensation of vaporcontents.
Implosion hazard.Tank damageresulting from collapseof the tank.Under vacuum.
Loss of containment.
Fire/ Explosion hazardif evaporating liquidpool finds source ofignition.
Local pressure.
Gauge at dischargeof upstream pump.
Dyke.
4 5 20

64
NODE: 2 : Operations at RS Storage Tank. EQUIPMENT: RS Storage Tank No. 01.DESIGN INTENT : Receipt of Ethyl Alcohol/ RS (rectified spirit) from distillation section by transfer pump to storage tank located at tank farm, storage at
ambient conditions and dispatch by road tankers.GUIDEWORD PARAMETER DEVIATION CAUSE CONSEQUENCE
PROTECTIONMEASURES S P R RECOMMENDATIONS
More. Level. More level. Inventory control error– Tank full and morereceipt in error.
Overflow, spill hazard.
Fire/ Explosion hazardif evaporating liquidpool finds source ofignition.
Capability tomanually isolate thetank.
PeriodicnondestructiveInspection.
Dike of adequatesize.
Emergencyresponseprocedures.
4 5 20 SOP for Ethanol transferprocedures with checklist thatincludes checking field reading oftank level before receipt.
Action plan for spill collectionand disposal facility at dyke ofthe storage tanks.
Less. Level. Low level duringdispensing.
No material orexcessive dispensing.
Dry run of pumps. Supervision. 3 3 9
As WellAs.
Composition. Impurities. process upset No safetyconsequences -quality issues.
2 3 6
As WellAs.
Composition. Ingress of water. Water not completelydrained.
Following a cleaningoperation.
Possible freezing ofaccumulated water inthe tank during aperiod of low ambienttemperature.
2 3 6

65
NODE: 3 : Coal storage and handlingDESIGN INTENT : Receipt of coal by road
GuideWord Parameter Deviation Cause Consequence Protection Measures S P R Recommendations
More Dusting Dusting due tocoal handlingvehicles
Dusty and Poorlymaintained roads
Health hazard Supervision 4 3 12 Wetting of roadways to reducetraffic dust and re-entrainedparticles
Control of vehicle speed on site
Periodical washing ofconstruction equipment andtransport vehicles to preventaccumulated dust
Vehicles covered duringtransportation
Reverse Flow Reversemovement ofvehicles
Layout in coalhandling area
Injury hazard Supervision 3 3 9
Otherthan
Flow Mix up Un intentional Mix up Disturbed operation Dedicated system 3 3 9

66
NODE: 3 : Coal storage and handlingDESIGN INTENT : Transport of coal by conveyor belt
GuideWord Parameter Deviation Cause Consequence Protection Measures S P R Recommendations
None Flow No flow of coalon conveyor
No materialElectrical /mechanical faults
Delayed operation SupervisionPreventivemaintenance
2 2 4
More Flow No qty. of coalon conveyor
In error Sagging Supervision 3 3 9
Less Flow Less qtytransferred
Spills LossDusting in the areaHealth hazard
Supervision 3 3 9
More Dusting Dusting due tocoal transporton conveoyerbelt
Conveyer beltoperations
Dust explosion hazardHealth hazardRespiratory problemdue to coal dust
Supervision 4 3 12 Safe Operating Procedure (SOP)for coal handling, conveyor andstorage operations, considerfollowing safety aspects in SOP.
Provision of fogging system tominimize the dust level belowexplosivity limits for dustexplosion
More Dusting Dusting due tocoal transporton conveoyerbelt
Conveyer beltoperations
Dust explosion hazardHealth hazard
Supervision 4 3 12 The conveyer to be distributedin zones of 50 met each withprovision of following heat sensing cables in each
zone
fire alarm system
sprinkler system which canbe activated in case of fireautomatically.

67
NODE: 3 : Coal storage and handlingDESIGN INTENT : Transport of coal by conveyor belt
GuideWord Parameter Deviation Cause Consequence Protection Measures S P R Recommendations
More Dust More dustingduring transferoperation
Static charge assource of ignition
Fire hazard Provision of doubleearthing for eachequipmentMinimizing theinstances of free fallof coal duringhandling
4 3 12 Static electricity scavengers willbe installed on the conveyor
More Dust More dustingduring transferoperation
Faulty layout ofconveoyer belt
Fire hazard Supervision 4 3 12 Layout and Design of the coalconveyor belt to ensureprotection from rain and heavywinds, easy access for fire tenderand fire-fighting.
More Temperature Moretemperature atcoal conveyer
Dusting at coalconveyerAnd source of ignitionaround
Fire /explosion hazard Approach road fromall sides for accessfor fire tender andfire fighting
5 4 20 Provision of heat sensing cablesin each zone at the conveyerdistributed in zones of 50 meteach.
Alarm Systems: Specificdeviation is indicated in controlroom from a number of alarmindications.
Ensure easy access for firefighting at the conveyer .
Public Address System from themain control room
Avoid any steam lines passingthrough coal storage area.

68
NODE: 3 : Coal storage and handlingDESIGN INTENT : Transport of coal by conveyor belt
GuideWord Parameter Deviation Cause Consequence Protection Measures S P R Recommendations
Other Handling Coal loading/unloading ,transfer etc .
slip and trip inmaterial handling
Catches on conveyerbelt maintenanceoperation
Fall from the heightduring work onconveyer beltetc.Struck by fallingobjectTransport equipmentaccident
Injury hazard Machinery guardingon moving part ofthe machinerysupervision,PPE’s
Training,
Safety belt,, Safetyhelmet, safety netSpeed limit forvehicles in plant areaWork permit system
3 3 9 Provide proper protection forthe conveyer from rain andheavy winds.
Prepare SOP for effectiveimplementation of the coalhandling and conveying system
Electrical fittings over conveyorsshould be dust proof type.
Provide parking area so thatroads will be obstruction free forany emergency movement.

69
NODE: 3 : Coal storage and handlingDESIGN INTENT : Storage of coal and size reduction for consumption
GuideWord Parameter Deviation Cause Consequence Protection Measures S P R Recommendations
More Temperature Moretemperature atcoal storage
Accumulation of fineparticles at storageDusting duringstoragesegregation of particlesizes leading tooverheating.
Addition of new coalon top of old coalleads tosegregation of particlesizes, which is a majorcause of overheating
Dust explosionHealth hazardspontaneous coalfires,
Retaining wall on allsides up to 2 metheight.
Provision for masks
5 3 15 Avoid addition of new coalsupply on top of old coal stockwhich results in segregation ofparticle sizes leading tooverheating.
Avoid dumping coal into a bigpile with a trestle or grab bucket.
More Temperature Moretemperature atcoal storage
Compacting of coalstock to seal air outthat contributes toheating,
Fire hazard Roof extractors atcoal storage shed toavoid accumulationof the releasedtrapped gases duringcoal handling
4 3 12 Coal to be packed in horizontallayers, which are then leveled byscraping and compacted byrolling to ensure evendistribution of coal and avoidsbreakage and segregation of finecoal.
Avoid sources of ignition in coalstorage & handling areaTemperature of the coal stock tobe monitored periodically todetect hot spots majority of hotspots will be within 1 – 1.25meters of the surface thereforeshould be inspected regularly foroverheating.

70
NODE: 3 : Coal storage and handlingDESIGN INTENT : Storage of coal and size reduction for consumption
GuideWord Parameter Deviation Cause Consequence Protection Measures S P R Recommendations
More Temperature Moretemperature atcoal storage
Poor ventilation atcoal storage shedAir circulating withina coal pile contributesto heating,
spontaneous coalfires,
Supervision 4 3 12 Adequate cross ventilation in thecoal storage shed
More Temperature Moretemperature atcoal storage
Moisture From feedRainy season
Shed 4 3 12 Covered shed for coal storage toprotect from rain.
Segregation of Coal having highmoisture content andconsumption of the same asquickly as possible to eliminatethe heat-of-wetting effect.
More Temperature Moretemperature atcoal storage
hot spots formation isdue to heat build-upfor portions of stockwhich remainundisturbed for a longtime
spontaneous coalfires,
Short coal handlingprocedures to avoidlong-time retentionof coal
Regular Safetyinspection
4 3 12 "first in, first out" rule of usingstock coal storage to eliminatethe possibility of hot spots byhelping preclude heat build-upfor portions of stock whichremain undisturbed for a longtime.
More Temperature Moretemperature atcoal storage
Electrical as source ofignition
Fire hazard Supervision 4 3 12 Explosion proof fixtures at coaldust prone area.
Sealing of all cable entries/openings in cable galleries withnon-inflammable /fire resistantsealing material.

71
NODE: 3 : Coal storage and handlingDESIGN INTENT : Storage of coal and size reduction for consumption
GuideWord Parameter Deviation Cause Consequence Protection Measures S P R Recommendations
More Dust More dustingduring sizereduction
size reduction forconsumption
Fire hazard Supervision 4 3 12 Sprinkling of water to avoid coaldusting
Maintaining dust levels withinpermissible limits
Dust handling systems for coalhoppers
Unloading of coal in the hopperto control dusting
More Dust More dustingduring sizereduction
size reduction forconsumption
Dust explosionhazard
Supervision 5 3 15 Extraction of dust by providingbag filters having bags madefrom conductive filter materialto prevent accumulation of staticcharge on the bags
More Dust More dustingduring sizereduction
Static charge as sourceof ignition
Fire hazard Provision of doubleearthing for eachequipmentMinimizing theinstances of free fall ofcoal during handling
Regular Testing of Fire hydrantsystem, periodical fire drills andtraining and increased employeeawareness to sensitive areas,
More Pressure Dust explosion atcoal conveyer bunker,shed , size reductionunit , loading/unloading operations.
Dust explosion Dust mask Properearthing for equipments
Avoid Freefall ofmaterial to avoidducting .
Dust handling systemsto control dusting
5 4 20 Provide explosion prooffixtures.
Provide Fogging system tosuppress dust during charging ofcoal
Coal dust deposits over electricalcables to be cleaned periodically.

72
during unloading ofcoal in the hopper
NODE: 3 : Coal storage and handlingDESIGN INTENT : Storage of coal and size reduction for consumption
GuideWord Parameter Deviation Cause Consequence Protection Measures S P R Recommendations
More Level More level ofcoal storage
More height of thecoal pile
Unstable heapInjury hazard inhandling
Supervision 3 3 9 Limit un-layered, un-compactedhigh grade coal to a height of5m;
Limit maximum height is 8m forlayered and packed coal
Retaining wall on all sides up to2 metre height.
As wellas
Composition Sulfur From feed Sox releasesulfur in the fluegas will causepreheater cold endcorrosion if fluegas temperature isallowed to dropbelow the acid dewpoint
Proper supply source ofcoal
5 4 20
More Composition Ash content From feed disturbed operationhigher furnace ashbuilt up , slagging ,fouling ofsuperheater ,economizer and airheater
erosion due tohigher silica ,alumina content ofash .
Proper supply source ofcoal
3 3 9

73
NODE: 3 : Coal storage and handlingDESIGN INTENT : Storage of coal and size reduction for consumption
GuideWord Parameter Deviation Cause Consequence Protection Measures S P R Recommendations
More Composition High Alkali More active sodiumand potassiumBeing loosely held inthe coal , vaporizesduring combustionand condenses as atenacious depositionin the convectivesurfaces of boiler
Higher degree offouling in theconvective surfacesof boiler
Proper supply source ofcoal
3 3 9
Less Composition Less Alkali Less sodium in coal Less sodium incoalDecreases theperformance ofelectrostaticprecipitators .
Proper supply source ofcoal
4 4 16
More Phase Increase inphase
Water accumulation atbase
Disturbedoperation
Supervision 3 3 9

74
SPENT WASH TREATMENT SCHEMES
The CPCB has identified different technologies for spent wash treatment and has also developed guidelines for some of thesetechnologies, which are as follows.
1. Anaerobic digestion followed by two stage aeration and ferti-irrigation2. Anaerobic digestion followed by controlled land application3. Raw spent wash composting4. Anaerobic digestion followed by Composting if filler material is adequate. If filler material is not adequate, anaerobic digestionfollowed by reboiler/reverse osmosis (RO)/ evaporation to reduce volume of the effluent and Composting/Drying5. Raw Spent wash Concentration and Incineration in Boiler
The treatment based on the first three options discussed above is being discontinued by the MoEF as these technologies are found to haveinherent Limitations resulting in groundwater and soil pollution.
As per the MoEF Guidelines, following options can be adopted for the treatment of effluent from distillery units.• Anaerobic digestion followed by evaporation and composting (if the distillery unit is attached to sugar unit)• Concentration and burning in a boiler for standard distilleries,
Distilleries attached with Sugar units can adopt anaerobic digestion of spent wash followed by composting if sufficient fillermaterial is available for composting. In case the filler material is not adequate, the effluent quantity shall be reduced by reboiler/evaporation/ RO to match the quantity of press mud. The concentrated effluent can be dried in spray dryers as powder which can besold as a fertilizer.
For standalone distilleries, the only option is to concentrate spent wash and bum in boiler.
In the present case the distillery falls in this category and the technology is adopted accordingly.

75
NODE: 4 : Spent wash treatmentDESIGN INTENT : Spent wash treatment
GuideWord Parameter Deviation Cause Consequence Protection Measures S P R Recommendations
As wellas
Spent wash Generation ofspent wash
Spent wash is theprincipal pollutantstream fromdistilleriesdischarged fromthe analyzercolumn.
The mainsource ofpollution fromthe distilleryindustry is thespent wash
Spent washtreatment scheme
4 4 16
More Spent wash Morequantity ofspent wash
Malfunctioning ofplant
Pollution issues Spent wash streamis a continuousprocess effluent andits volume is about17 kl per kL of RS
3 3 9
More Composition
high contentof potassiumsalts in spentwash
spent washoriginates fromthe cane sugar asit is generally veryrich in potashcontent
Pollution issuesDisturbedoperation inconcentrationstep .
Supervision 3 3 9 can be evaporated and thensubjected to incineration torecover the mineral matterspresent in spent wash.
The ash (mineral matter)thus recovered can befurther processed topotassium salt as potassiumsulphate which is a potentfertilizer commonly usedas one of the ingredients ofmixed fertilizer the worldover.

76
NODE: 4 : Spent wash treatmentDESIGN INTENT : Spent wash treatmentGuideWord Parameter Deviation Cause Consequence
ProtectionMeasures S P R Recommendations
More Composition high contentof solids inspent wash
The spent wash whichgenerally contains about 8%solids
Pollution issuesDisturbedoperation inconcentrationstep .
Supervision 3 3 9
More Phase Solid phase Sludge fromfermentors/settled sludge fromstorage tanks which may bearound 3-5 % of spent washquantity
Sludgetreatment/disposal issues
Supervision 3 3 9
More Phase Solid phase The sludge from biologicaltreatment / reject from RO
Sludgetreatment/disposal issues
Supervision 3 3 9 The sludge from biologicalreatment / reject from ROshall have to be treated eitherby composting or land fill orany other suitable method.
More More COD More CODof ofcondensate
The condensates from theevaporators whileconcentrating spent washwould have CODconcentration between10,000-15,000 mg/L, whichneeds to be treated.
Pollution issuesDisturbedoperation inspent washtreatment
Supervision 3 3 9 The suggested treatment forcondensates may bebiological such as anaerobicfollowed by aerobictreatment and recycling it asmake up water aftertreatment on RO principles.

77
NODE: 4 : Spent wash treatmentDESIGN INTENT : Spent wash treatment
GuideWord Parameter Deviation Cause Consequence Protection Measures S P R Recommendations
Less Acidity Less pH ofcondensate
The pH ofcondensate isaround 4.0 - 4.6which requiresneutralization. Thequantity ofcondensategenerated may bearound 50- 55% ofthe effluentquantitygenerated.
Corrosionissues
Supervision 3 3 9 Condensate pH is around4.0 - 4.6 which requiresneutralization

78
SECTION 3: FAILURE FREQUENCY ANALYSIS
3.1 FAILURE FREQUENCY
The frequency assessment stage of the analysis involved defining the potential release sources andsubsequently determining the likelihood (frequency) of the various releases. The failure frequencieswere determined using failure item counts for each of the failure items identified and publicly availablehistorical failure rate data. Ignition probability data was used to estimate the probability of a releasesubsequently being ignited.
3.1.1 Flange gasket failure/ gland failure. An accident/ event for gasket leakage/ failure can betermed as “quite probable”. The hole size in a gasket failure may be that due to completesection between bolt holes or something much smaller. The hole size for a complete sectionfailure of a gasket is usually calculated.
3.1.2 Failure of transfer line. The possible route of hazardous material going out of containment inopen atmosphere is the rupture of a transfer line. The case of guillotine type failure of tankerunloading hose / transfer line or bottom nozzle undergoing guillotine type of failure also arerather low. Failure frequency as per published literature for such lines is low and such eventscan be considered, “foreseeable”.
3.1.3 Accidental spill of flammable solvent and uncontrolled spreading pool followed by fire isconsidered as Worst Possible Scenario. It is to be noted that loss caused due to this event isvery high but the probability is low; however, in case of neglect of maintenance or naturalcalamities such as earthquake the possibility exists. Such events are unlikely to happen and arenot credible. Failure frequency of catastrophic rupture of such pressure vessel is very low i.e.3 per million per year.
3.2 EVENT TREE ANALYSIS
Pool fire frequency = 0.0001;*0.1 if distance to 50 % LFL falls inside electrically classified area.

79
SECTION 4: CONSEQUENCE ANALYSIS
ACCIDENT SCENARIO NO. 1: ETHANOL POOL FIRE
CHEMICAL NAME: ETHYL ALCOHOL. CAS Number: 64-17-5
Mole Weight 46.07 g/mol Ambient B.P. 78.2 oC VP. At ambient temp 0. 1 atmERPG -1 1800 ppm ERPG -2 3300 ppm ERPG -3 N/AIDLH 3300 ppm LEL 33000 ppm UEL 190000 ppm
ATMOSPHERIC DATA
Wind: from WSW at 3meters
1.5 m/s Stability Class F Cloud cover 5 tenth
No Inversion Height Relative Humidity 50 % Air temperature 30 oC
Ambient Saturation Concentration: 104,220 ppm or 10.4%
ACCIDENT SCENARIO NO. 1.1SOURCE STRENGTH:
Evaporating Puddle (Note: chemical is flammable)Puddle Area: 862 square meters Puddle Volume: 696 cubic metersGround Type: Concrete Ground Temperature: 30° CInitial Puddle Temperature: Ground temperatureRelease Duration: ALOHA limited the duration to 1 hourMax Average Sustained Release Rate: 29.8 kilograms/min
(averaged over a minute or more)Total Amount Released: 1,739 kilograms
Red ERPG 3 = no recommended LOC value -

80
Orange ERPG 2 = 3300 ppm 61 meter.
Yellow ERPG 1 = 1800 ppm 91 meter.
IDLH = 3300 ppm 61 meter.
ACCIDENT SCENARIO NO. 1.2
THREAT ZONE:Threat Modeled: Flammable Area of Vapor CloudModel Run: Heavy Gas
THREAT MODELED: FLAMMABLE AREA OF VAPOR CLOUD
THREAT ZONE
Red 19800 ppm = 60% LEL = Flame Pockets. 17 meters.Yellow 3300 ppm = 10% LEL. 61 meters.

81
ACCIDENT SCENARIO NO. 1.3
Threat Modeled:OVER PRESSURE (BLAST FORCE)VAPOR CLOUD EXPLOSION
Type of Ignition: ignited by spark or flameLevel of Congestion: congestedModel Run: Heavy Gas
No explosion as no part of the cloud is above the LEL at any time for this scenario.
ACCIDENT SCENARIO NO. 1.4: POOL FIRE
SOURCE STRENGTH:
Burning Puddle / Pool FirePuddle Area: 625 square metersInitial Puddle Temperature: Air temperatureFlame Length: 20 metersBurn Duration: ALOHA limited the duration to 1 hourBurn Rate: 1,110 kilograms/minTotal Amount Burned: 66,835 kilograms
THREAT MODELEDTHERMAL RADIATION FROM POOL FIRE
THERMAL RADIATION FROM POOL FIRE. THERMAL RADIATION ATA POINT.
THREAT ZONE
THERMAL RADIATION FROM POOL FIRE (ETHYL ALCOHOL)

82
1. Red Distance to 10.0 KW/M2 (Potentially lethal within 60 sec). 30 Meters.
2. Orange Distance to 5.0 KW/M2 (Second degree burns within 60 sec). 42 Meters.
3. Yellow Distance to 2.0 KW/M2 (Pain within 60 sec.). 65 Meters.
THREAT AT POINT:
Thermal Radiation Estimates at the point:Downwind: 300 meters Off Centerline: 0.1 metersMax Thermal Radiation: 0.0722 kW/(sq m)
ACCIDENT SCENARIO NO. 2 : ETHANOL 700 m3 RS TANK POOL FIRE

83

84
ACCIDENT SCENARIO NO. 3 : CARBON DIOXIDE RELEASE
CHEMICAL NAME: CARBON DIOXIDE
Mole Weight 44.01 g/mol Ambient B.P. - VP. At ambient temp > 1atmTEEL-1 30000 ppm TEEL -2 30000 ppm TEEL -3 40000 ppmIDLH 40000ppm
ATMOSPHERIC DATA
Wind: from WSW at3 meters
3.3 m/s Stability Class D Cloud cover 5 tenth
No Inversion Relative Humidity 50 % Air temperature 30 oC
SOURCE STRENGTH
Vent line failure maximum average sustained release rate = 0.3 kg/sec.
Accident Scenario: Release of CO2 piping failure.THREAT MODELED
TOXIC AREA OF VAPOR CLOUDTOXIC AREA OF VAPOR CLOUD (VENT GASES)
Red TEEL -3 40000ppm < 10 meters.
Orange TEEL -2 30000ppm < 10 meters.
Yellow TEEL -1 30000ppm < 10 meters.
IDLH 40000ppm < 10 meters.

85
ACCIDENT SCENARIO NO. 4: HSD FIRE
CHEMICAL NAME: DIESEL OIL
Heat ofcombustion
18,700 Btu/lb Ambient B.P. 185 oC Surface emissivepower
40 (KW/m2)
ATMOSPHERIC DATAWind from WSW at 3
meters m/sStability Class D Cloud cover 5 tenth
No Inversion Relative Humidity 50 % Air temperature 30 oC
Accidental HSD release due to transfer line failure, Discharge Rate 6.3 Kg/sec.in absence of any containmentarrangement lead to uncontrolled spread and pool formation resulting pool radius of 3.84 m as estimated.
For continuous release
R =75.0
4
19
32t
mg o
m
For instantaneous release
r =
41
8
L
gm
× t ½
POOL FIRE MODELThe Radiative Flux (Qt) on a target at a distance R (away from the center of fire) is given by:
EFTQt Where, F = Geometric View factor,
T = Atmospheric coefficient Transmissivity,E = Radiation flux at the Source.
TABLE NO. 4.4: THERMAL RADIATIONS FROM THE POOL FIRE.THREAT MODELED
Red Distance to 10.0 KW/M2 (Potentially lethal within 60 sec). 11 Meters.
Orange Distance to 5.0 KW/M2 (Second degree burns within 60 sec). 12 Meters.
Yellow Distance to 2.0 KW/M2 (Pain within 60 sec.). 13.5 Meters.
NOTE:
1. ATMOSPHERIC DATA
Wind from West at 1.5 meters m/s Stability Class F Cloud cover 5 tenthNo Inversion Relative Humidity 50 % Air temperature 30 oC2. Consequences zones have been calculated using software ALOHA , PHAST and also calculations based on the “TNO Yellow
Book”. Method for calculation of the Physical Effects of the escape of Dangerous Material (Liquid & Gases) Published by theDirectorate General of Labour, Ministry of Social Affair, Netherlands(1979).
3. Apart from the maximum credible releases, the conservative approach appears in adoption of atmospheric conditions, usedin the dispersion calculation. In general, the assumptions/ conditions will result in the largest damage distances. Hence, itmust be remembered that this analysis will be pessimistic & conservative in approach & is only a planning tool. Its useshould not be extended without understanding its limitations.
4. DISCLAIMER:
Information contained in this report is believed to be reliable but no representation, guarantee or warranties of any kind are made asto its accuracy, suitability for a particular application or results to be obtained from them. It is up to the manufacturer to ensure thatthe information contained in the report is relevant to the product manufactured/ handled or sold by him as the case may be. We makeno warranties expressed or implied in respect of the adequacy of this document for any particular purpose

86
SECTION 5: IMPACT ASSESSMENTEffect models are used for the impact analysis. These models used to determine how people are injured byexposure to heat, overpressure and toxic load. Effect models make use of a probit function. In probit function alink exists between the load and percentage of people exposed who suffer particular type of injury.
5.1 THERMAL RADIATION IMPACTThe effect of human exposure to a fire is a function of both the intensity of heat radiation and theduration of exposure. The harmful effect can be characterized by a thermal dose that is defined by the
function
3
4It .
Where,Y = probit value,I = heat radiation intensity, andt = exposure duration.
The probit equation utilized is the Eisenberg equation.
3
4
ln56.29.14 ItY
A probit function has been used to evaluate the likelihood of fatality for different heat flux exposures.
A radiation level of 12.5 KW/m2 will give 1 % fatalities for short exposure periods of 30 seconds and50 % fatalities for exposures of over 80 seconds.
TABLE NO. 5.1: FATAL THERMAL RADIATION EXPOSURE LEVELS.
RADIATION LEVELKW/m2
SECONDS EXPOSURE FOR A % FATALITY LEVELS
1 % 50 % 99 %
1.6 500 1300 3200
4.0 150 370 930
12.5 30 80 200
37.5 8 20 50
TABLE NO. 5.2: EFFECTS OF THERMAL RADIATION ON UNPROTECTED SKIN.
RADIATION LEVEL(KW/m2)
DURATION PERIOD SECONDS BEFORE
Pain is Felt Blistering Starts
22 02.0 03.0
18 02.5 04.3
11 05.0 08.5
08 08.0 13.5
05 16.0 25.0
2.5 40.0 65.0
Below 2.5 Prolonged exposure can. be tolerated.
Continued exposure to heat flux of 4.0 KW/m2 is considered sufficient to cause injury. Hence, injuryrisk was assessed based on exposure to this level of heat flux or greater. It is estimated that heat flux of10.0 KW/m2 is likely up to 37 m distance from the centre of the ethanol pool fire. It is assumed that anyperson near fire can take shelter within 90 seconds.

87
5.2 OVER PRESSURE IMPACTTABLE NO. 5.3: EFFECT OF BLAST PRESSURE WAVE.
OVER PRESSURE (bar) EFFECTS
0.01 Shattering of glass windows. Failure of panels.
0.03 Shattering of asbestos siding.
0.1 Collapse of steel framing panels.
0.3 Shearing of brick walls (8-12 inches).
5.2.1 Lung Hemorrhage
or PP ln91.677
Where,Po is the Peak Over Pressure (Pa).
= 5.1 corresponds to 54 %.
5.2.2 Ear Drum Rupture
or PP ln93.16.15
Where,Po is the Peak Over Pressure (Pa).
= 4.0 corresponds to 15 %.
5.2.3 Fatality Due To Impact
or PP ln82.41.46
Where,Po is the Peak Over Pressure (Pa).
= 2.3 corresponds to 0 %.
5.2.4 Vapor cloud explosion is not credible event and even if it happens over pressure of 3.5 psizone at tank farm persons are likely to take safe shelter quickly avoiding any fatality.
5.3 TOXICITY IMPACT
5.3.1 ETHANOLETHANOL CONC. AND EFFECT ON HUMANS
Mg/L Ppm
10-20 5300-10640 Some transient coughing and smarting of the eyes and nosewhich disappears after 5 to 10 minutes not comfortable buttolerable
30 15960 Continuous lacrimation and marked coughing ,could betolerated tolerable but with discomfort
40 21280 Just tolerable for short periods
>40 >21280 Intolerable even for short periods
The TLV (threshold limit value) for ethyl alcohol vapour is 1000 ppm , 8 hr TWA –ACGIH(1989listing)

88
The minimum identifiable odor of ehyl alcohol has been reported as 350 ppm CARBON DI OXIDERelease of Carbon Di Oxide in case of piping failure.
TABLE NO. 5.3:HEALTH EFFECT OF CARBON DI OXIDE CONCENTRATION
Levels of CO2 inthe air ppm POTENTIAL HEALTH PROBLEMS
250 – 350 Background (normal) outdoor air level.350 – 1,000 Typical level found in occupied spaces with good air exchange.
1,000 – 2,000 Level associated with complaints of drowsiness and poor air.2,000 – 5,000 Level associated with headaches, sleepiness, and stagnant, stale,
stuffy air. Poor concentration, loss of attention, increased heart rate andslight nausea may also be present.
>5,000 Exposure may lead to serious oxygen deprivation resulting inpermanent brain damage, coma and even death.
The concentration of Carbon Dioxide must be over about 2 % (20,000 ppm) before mostpeople are aware of its presence unless the odor of an associated material (auto exhaust orfermenting yeast, for instance) is present at lower concentrations.
Breathing rate doubles at 3 % CO2 and is four times the normal rate at 5 % CO2. Toxic levelsof carbon dioxide: at levels above 5 %, concentration CO2 is directly toxic. [At lower levelswe may be seeing effects of a reduction in the relative amount of Oxygen rather than directtoxicity of CO2].
Symptoms of high or prolonged exposure to carbon dioxide include headache, increased heartrate, dizziness, fatigue, rapid breathing, visual and hearing dysfunctions. Exposure to higherlevels may cause unconsciousness or death within minutes of exposure.
The effects of Carbon Di Oxide are well contained within the site.

89
SECTION 6: RISK ESTIMATION
6.1 INDIVIDUAL RISK ISOPLETH6.1.1 Individual risk is defined by AIChE/ CCPS as risk to a person in the vicinity of a hazard. This
includes the nature of the injury to the individual, the likelihood of the injury occurring andthe time period over which the injury might occur. Individual risk can be estimated for themost exposed individual, for groups of individuals at particular places or for an averageindividual in an effect zone. For a given incident or set of incidents, these individual riskmeasures have different values.
6.1.2 Individual Risk due to incidence ‘I’ at a geographical location x, y is given as;
iyxyx IR
NIR ,,,
1
Where,N is number of persons in the affect zone.
Continued exposure to heat flux of 4.0 KW/m2 is considered sufficient to cause injury. Hence,injury risk was assessed based on exposure to this level of heat flux or greater.
6.1.3 RISK ISOPLETHAverage individual risk (exposed hours/worked hours) individual risk of fatality at Assemblypoint is estimated. A broadly acceptable level of individual risk as per the ALARP (As low asreasonably practicable) concept of HSE, UK 10-6/year.
6.2 SOCIETAL RISK (F-N CURVE)Societal risk criteria are generally presented as curves on F – N plots. Mathematically, the equation foran F – N criterion curve may be presented as; [Ball 19981].
aNkF Where,
F = the cumulative frequency of N or more fatalities.N = the number of fatalities.a = aversion factor (often between 1 and 2).k = constant.
The slope of the societal risk criterion (when plotted on a log – log basis) is equal to ‘–a’ and representsthe degree of aversion to multi-fatality events embodied in the criterion.When the F – N curve slope isequal to -1, the risk criterion is termed ‘risk neutral’. A risk criterion for which the curve slope is morenegative than -1 is said to be more risk averse. An anchor point along the curve (e.g. N=10 fatalities,F=10-3/year) and a slope (e.g. -1) is usually enough information to plot a risk criterion F – N curve. Ifany portion of the calculated F – N curve exceeds the criterion line, the societal risk is said to exceedthat risk criterion.
Refer Section 1.13.3 for QRA results.
SECTION 7: RISK MITIGATION MEASURESRefer Section 1.14

90
ANNEXURE 1: GLOSSARY
Absolute alcohol : Alcohol with no more than 1% water
Acceptance Criteria(Risk).
: Defines the level of risk to which an individual is exposed, as either tolerable (negligible risk), intolerableor within the ALARP region.
Bagasse : Bagasse is the name given to the final remaining fibrous material in the process of cane milling orcrushing. The cane is passed through a set of two or three rollers and the juice from cane is extracted.Such a process is repeated four or five times and the material coming out of the final set of rollers(called the mill), is called the ‘Bagasse’.
Consequence : This is the severity associated with an event in terms of toxic doses, fire or explosion etc., i.e. thepotential effects of a hazardous event.
Denaturants : Such as Methanol , naphtha , pyridine
ERPG : The Emergency Response Planning Guidelines.ERPG 1: The maximum airborne concentration below which it is believed that nearly all individuals couldbe exposed for up to 1 hour without experiencing other than mild transient adverse health effects orperceiving a clearly defined, objectionable odor.ERPG 2: The maximum airborne concentration below which it is believed that nearly all individuals couldbe exposed for up to 1 hour without experiencing or developing irreversible or other serious healtheffects or symptoms which could impair an individual's ability to take protective action.ERPG 3: The maximum airborne concentration below which it is believed that nearly all individuals couldbe exposed for up to 1 hour without experiencing or developing life-threatening health effects.
Frequency : This is the number of occurrences of an event expressed per unit time. It is usually expressed as thelikelihood of an event occurring within one year.
Fusel oil : Higher order alcohols that is alcohols with more than two carbon atoms . its is by product withdrawn 3 or 4plates above the feed point in aldehyde column
Hazard : A physical situation with the potential for human injury, damage to property, damage to the environmentor some combination of these.
Hazardous Scenario : The identified isolatable sections and/or those which have been broken down into scenarios for specificitems of equipment.
IDLH : Immediately Dangerous To Life And Health.The maximum concentration would not cause any escape imparting symptoms or irreversible healtheffects to a person exposed for 30 minutes.
Individual Risk : The frequency at which an individual may be expected to sustain a given level of harm from therealization of specified hazards.
Individual RiskContours.
: As IR (Individual Risk) is calculated at a point, calculating the IR at many points allows the plotting of IRcontours, these being lines that indicate constant levels of risk. Most commonly used are the 1 chanceper million-year contour and the 10 chances per million-year contour.
Individual RiskOf Fatality.
: Individual risk with “harm” measured in terms of fatality. It is calculated at a particular point for astationary, unprotected person for 24 hours per day, 365 days per year. Normally measured in chancesof fatality per million years.

91
Individual RiskOf Injury.
: Similar to individual risk of fatality, however with “harm” measured in terms of injury.
Isolatable Section. : A system of pipes or vessels containing the hazardous materials that are bounded by specific isolationpoints.
Isolation Point. : A point in the process, which can be used to isolate one part of the process from the rest of the system.
LEL. : Lower Flammability Limit.Expressed as % by volume of flammable gas in air. This is the minimum concentration of gas in airmixture which can ignite. Gas air mixtures below this concentration do not ignite.
Probability. : The expression for the likelihood of an occurrence of an event or an event sequence or the likelihood ofthe success or failure of an event on test or demand. By definition, probability must be expressed as anumber between 0 and 1.
QuantitativeRisk Assessment.
: A risk assessment undertaken by combining quantitative evaluations of event frequency andconsequence.
Risk. : The combination of frequency and consequences, the chance of an event happening that can causespecific consequences.
Risk Reduction. : The process of risk assessment coupled to a systematic consideration of potential control measures anda judgment on whether they are reasonably practicable to implement.
SDS : Specially denatured spirit means formulations of alcohol containing denaturants
TEEL : Temporary Emergency Exposure Limits.TEEL-1: Maximum concentration in air below which it is believed nearly all individuals could be exposedwithout experiencing other than mild transient health effects or perceiving a clearly definedobjectionable odor.
TEEL-2: Maximum concentration in air below which it is believed nearly all individuals could be exposedwithout experiencing or developing irreversible or other serious health effects or symptoms that couldimpair their abilities to take protective action.
TEEL-3: Maximum concentration in air below which it is believed nearly all individuals could be exposedwithout experiencing or developing life-threatening health effects.
UFL : Upper Flammability Limit.Expressed as % by volume of flammable gas in air. This is the maximum concentration of gas in airmixture which can ignite. Gas air mixtures above this concentration do not ignite.
Vapor Cloud Explosion : An accidental release of flammable liquid or gas, there is possibility that it may form a cloud which canspread along the wind direction. Delayed ignition of the cloud away from the source of release results inVapor cloud explosion (flash back) and associated blast / over pressure effects.

92
ANNEXURE 2: ABBREVIATIONS
AIChE. American Institute Of Chemical Engineers.ALARP. As Low As Reasonably Practicable.BTU. British Thermal Unit.CCPS. Centre For Chemical Process Safety.DMP. Disaster Management PlanECC. Emergency Control Centre.EIA. Environmental Impact Assessment.ENA Extra Neutral Alcohol.F & E I. Fire And Explosion Index.HAZOP. Hazard Operability.HSD. High Speed Diesel.IDLH. Immediately Dangerous To Life And Health.IPL. Independent Protection Layer.KCal. Kilocalories.lb. Pound.LOC. Level Of Concentration.LOPA. Layers Of Protection Analysis.MCA. Maximum Credible Accident.MF. Material Factor.MIDC. Maharashtra Industrial Development Corporation.MoEF. Ministry Of Environment And Forests.MSDS. Material Safety Data Sheet.MT. Metric Ton.NFPA. National Fire Protection Association.PFD. Probability Of Failure On Demand.PHA. Preliminary Hazard Analysis.QRA. Quantative Risk Assessment.RH. Risk Assessment And Hazard Management.RS Rectified spirit ( 95%)
SIF. Safety Integrated Function.TEEL. Temporary Emergency Exposure Limits.UK. United Kingdom.

93
ANNEXURE 3: REFERENCES
1. Technical EIA Guidance Manual for Distilleries, prepared for the Ministry of
Environment and Forests Government of India.
2. MOND INDEX Manual 1993.
3. “TNO Yellow Book”. Method for calculation of the Physical Effects of the
escape of Dangerous Material (Liquid & Gases) Published by the Directorate
General of Labour, Ministry of Social affair, Netherlands (1979).
4. Frank P. Lees – Loss Prevention in the Process Industries – Volume I.
5. Risk Assessment for Process Industries, Loss Prevention News April - June
2001.
6. Techniques for assessing Industrial Hazards (World Bank Technical Paper,
ISSN 0253; No. 55).
7. Ref. Table 3.8 – Vapor Pressure of Organic Compounds, R. H. Perry, C.C.,
Chemical Engineers Handbook, 5th Edition (1969) Mc Graw – Hill Book co.
(New York, London).