Embed Size (px)
Citation preview

______________________________1 Aeronautic Engineer - TENARIS2 Material Engineer – TENARIS
IBP2723_08NEWLY DEVELOPED DOPE-FREE COATINGS
HELP IMPROVE RUNNING OPERATIONSIN REMOTE PROTECTED AREAS
Néstor J.Santi1, Ernesto A. Gallo2
Copyright 2008, Brazilian Petroleum, Gas and Biofuels Institute - IBPThis Technical Paper was prepared for presentation at the Rio Oi & Gas Expo and Conference 2008, held between September, 15-18, 2008, in Rio de Janeiro. This Technical Paper was selected for presentation by the Technical Committee of the event according to the information contained in the abstract submitted by the author(s). The contents of the Technical Paper, as presented, were not reviewed by IBP. The organizers are not supposed to translate or correct the submitted papers. The material as it is presented, does not necessarily represent Brazilian Petroleum, Gas and Biofuels Institute’ opinion, nor that of its Members or Representatives. Authors consent to the publication of this Technical Paper in the Rio Oil & Gas Expo and Conference 2008Proceedings.
Abstract
The Oil and Gas industry has been evolving in a permanent way to reach new sources of energy or to produce in the existing ones in a more efficient way, triggering in such a way the development of new drilling, completion and production techniques, equipments and processes; among these equipments, pipes and connections are not the exception, and the requirements on material and connections performance and reliability have been increased as well. The complexity of the new wells is not only related to the architecture of the well but also to the type of environments that are being found such as H2S, CO2, high pressure and/or high temperature; therefore, for these cases, connections have to be special premium connections threaded in most of the cases on highly alloyed materials (Ni-Cr alloys). Additionally, most of the regions under exploration are offshore and/or in remote areas of the planet which areconsidered untouchable due to economic reasons (fishing) or preservation (endangered flora and fauna) for instance Alaska, North Atlantic, North Sea, etc. For these areas, new environmental restrictions are applied which make it difficult for the operators to use standard practices. Among the recent solutions developed for Oil & Gas industry aiming to help with the protection of the environment are the dope-free coatings. These coatings are applied on tubing and casing connections providing a real greener alternative to traditional thread compounds, while maintaining the performance of the connections, for different materials as carbon steels, 13Cr and Corrosion Resistance Alloys (Ni, Cr). In spite of being a technically sound solution, the elimination of thread compounds may lead to potential operational problems such as galling, difficulties in making-up due to low temperature, etc. In addition, it is also necessary to evaluate the interaction between the dry coatings and the different connections to be used, as the designs have to be able to allocate the coating (even soft ones) without detrimentally affecting the expected performance. This paper describes the main concept and features of Dopeless™ technology, a fully dry Dope-free solution, and the evaluations carried-out in laboratories and field environments on new families of premium connections to help improve the more demanding operations in remote protected areas.
1. Introduction
Tubing and Casing connections are normally run using a thread compound or dope that contains a combination of a base grease, and a certain distribution and composition of solid fillers to provide high resistance to galling, in addition, these fillers also help improve the sealing performance on API connections. The typical thread compound used in oil and gas fields worldwide is the API Modified thread compound, which contains a 60% in weight of a combination of lead, zinc and copper as fillers, and sometimes also graphite. Most of these fillers areheavy metals which in many areas are not allowed to be used due to environmental issues; however, this type of dope is very effective to prevent damage of the connections during running. Since the mid nineties, a new type of dopes has been introduced, also called green dopes, which are less contaminating than API Modified – in few cases the do not contaminate at all, but in terms of performance most of them are not as good as the dopes with heavy metals.

Rio Oil & Gas Expo and Conference 2008
2
More recently in time, coatings that can be applied on connections, especially on premium connections, have been introduced in the industry with the purpose of replacing the dopes for running pipes. These connections are especially designed to provide the same performance with both thread compounds and with dry coatings providing with the later option a dope-free connection.
The concept of dope-free connections completely eliminates all the dopes both for storage and for running, leading in parallel to a cleaner environment as its use eliminates the need of associated activities such as cleaningstorage compounds, cleaning protectors, disposal of the associated waste, etc. Additionally, the “zero discharge” of tubing and casing thread compounds inside the well and formation assures a minimum impact on the environment.
However, eliminating the thread compounds for running the connections may lead to potential problems that could end up with damaging the connections, having troubles to assemble the same in the rig under different weather conditions (very low or high temperature, dust) and/or causing secondary effects due to the interaction with the fluids of the wells. Therefore the development process of this type of dry alternatives should evaluate all the possible consequences of replacing the thread compounds to provide a robust solution.
After several internal tests and field trials the dope-free connections became a real alternative for substituting dopes in all conditions and especially in those critical environments where no discharge of contaminants is permitted.An application in the Barents Sea region supported by specific testing demonstrated its applicability.
2. Dry Dope-free Solution
The final solution resulted in a three-layer coating applied on the pin side of the connection with a thickness of approximately 30-40 microns. The three layers as indicated in Figure 1 below consist of one layer of a corrosion protection applied on top of the blasted surface of the pin, another layer of a dry lubricant and finally a third coating which is intended to provide an additional protection against corrosion.
Figure 1 – Dopeless™ coating on Pin side
The counterpart on the box side consists of another coating to help control friction and reduce spread of torque values, and on top of this the same product used in the pin as third layer is applied. These two layers are applied on the box side either over Manganese phosphate or Copper plating depending on the base metal, carbon steel or corrosion resistant alloys respectively. Figure 2 indicates how the different layers are disposed on the box side of a connection threaded on carbon steel.

Rio Oil & Gas Expo and Conference 2008
3
Figure 2 – Dopeless™ coating on Box side
3. Verification of the Dopeless™ Coating
As it has been mentioned before, there were several aspects that had to be considered in order for the solution to be considered suitable for use. In particular, it was important not to loose any feature of the dope version of the connection, therefore the connection with this coating had to be able to be subjected to repeated make-ups and break-outs operations without suffering detrimental effects on its performance.
Moreover, as this coating is also substituting the storage compounds the second aspect that had to be tackled was the resistance to different weather conditions to prevent corrosion during transportation and storage. In this case the type of evaluation consists of placing samples of the product inside a humid and salty environment (Salt Spray Test) in accordance to ASTM B117 standard.
However, there are also some conditions in the field environment that also need to be replicated in the laboratory to provide a more robust solution; among them, make-up and break-out tests on dope-free connections contaminated with mud or being affected by brines, and specific tests developed for the specific application.
3.1. Make-up and Break out TestsIn order to verify that the solution could be applied on different sizes and steel grades tests on different sizes,
weights and different API grades, proprietary grades and 13CrL80 were conducted. These tests on sizes from 2 7/8” to 14” including demanding heavy weight connections such as 5 ½” 32.6# Q125, confirmed that the dry coating offersexcellent galling resistance, even exceeding the performance of API Modified thread compound. In Figure 3 below it is depicted a TenarisBlue® connection manufactured on 5 ½” 32.6# Q125 before and after evaluation program which included ten (10) the make-ups and break-outs.
Figure 3 – Samples of 5 ½” 32.6# Q125
The bright zones of the connection showed the areas where there are higher contact pressures such as the tip of the connection which is coincident with the location of the metal to metal seal area. The important point is that even after ten (10) assemblages there was not any damage on the most sensitive areas of the connection.
All the Make-up and Break-out were performed in accordance to ISO 13679 testing requirements. Samples for these tests were manufactured in accordance to the requirements of this testing standard where it is required that connections be checked in the worst manufacturing conditions per the corresponding drawings. All of them were manufactured in Low thread-High seal (L-H) and High thread-Low seal (H-L) interferences to evaluate seal and thread galling resistance respectively. In all the cases, the results exceeded by far the requirements of this standard.
In addition to the typical make-up and break-out tests there were some evaluations on typical sizes of pipes aiming to simulate running conditions during which the dope-free coatings could be affected with the presence of foreign substances such as drilling muds. Figure 4 shows the evolution of the shoulder torque value of the connections manufactured with the two configurations mentioned above both for a connection only with Dopeless™ coating and the same coating but contaminated with water-based and oil-based muds. The size of the pipe was 7 inches and the test was performed at Center for Industrial Research (Argentina).

Rio Oil & Gas Expo and Conference 2008
4
Figure 4 – Evaluation of the Dopeless™ solution with Contaminants
It can be observed that the coating is not highly influenced by the presence of the water based mud; however the tests performed with oil-based mud produced a reduction in the shoulder torque value when compared against the standard coating.
3.2. Corrosion ResistanceTaking into consideration that using a dry-coating implies not having a storage compound during
transportation and storage, then it was necessary to evaluate the resistance of this coating system. ASTM B117 was the standard used for this evaluation which defines the salt spray tests performed in steel sheets to evaluate coating performance during the development stage and later on actual connections to evaluate corrosion resistance. Figure 5shows the chamber used for this type of evaluation and the disposition of the different samples during the test.
Figure 5 – Salt Spray Test
During the evaluation, several connections were tested and subsequently analyzed looking for rust or corrosion pits. In addition, also connections with thread protectors were evaluated to simulate the condition of joint during transportation by ship and storage in an open yard in the North Sea region.
3.3. Sealability TestIn addition to the functional tests mentioned above, some sizes of TenarisBlue® with Dopeless™ coating
were tested per ISO 13679 CALIV conditions aiming to see if the application of a dry lubricant could affect in any way the seal capability of the connection. In order to provide an objective evidence to compare against to, these evaluations were conducted together with ISO 13679 CALIV tests conducted on similar connections assembled with thread compounds. Results were consistent in both conditions, with dope and dope-free coating.
Rio Oil & Gas Expo and Conference 2008
5
4. Running Field Tests
Despite all the tests and evaluations that can be done in a laboratory, field tests can provide very valuable information about the product and its performance in the most demanding conditions where the connection can be used. The feedback obtained from this kind of test is a strong validation of certain design characteristics and, focuses the attention in some issues that can’t be detected in a regular laboratory test.
Besides that, those experiences provide an excellent opportunity for the customers and Field Service personnel to observe the benefits of this technology first hand in a running simulation using the same equipment as anoff-shore location. As result of those experiences, running records of several connections were collected; tubing sizes in several wall thicknesses and materials, casing sizes and also integral connections were run on this testing rig in order to validate the solution, simulating all possible conditions of a real rig, like misalignment from straight position, extreme weather, running in stands and repeated make-up and break-out operations.
4.1. Tubing Connections TestedFor this test, one of the most popular sizes in the North Sea area was used, 5 ½” 17 ppf, which is widely used
in carbon steel material and 13Cr (80 ksi). Also 5 ½” 23 ppf in Super 13Cr (110 ksi) pipes were run simulating rough environmental condition (wet and dry in low temperature).
A misalignment between pin and box using a side-door elevator to displace the upper pipe 0,4 meter away from the aligned position was also evaluated; by doing this test the connections were forced to self align. In all cases, connections were engaged without difficulties even when both parts (pin and box) were forced to align themselves. No damage on threads, seals or coating was observed, and no cross-threading occurred.
That kind of facility is also quite useful to verify the anti-galling properties of the coating with tools, equipment and conditions like a real off- shore running; repeated make-ups and break-outs as well as running in stands of two (2) pipes are very demanding conditions for any connection but dry lubrication is good enough to preserve surface integrity in those conditions.
In a running simulation of continuous running, pipes could be run to a rate of 11 to 12 pipes in 1 hour.
4.2. Casing Sizes TestedIn the same facility, another test was conducted on casing sizes (9 5/8” 53.5ppf L-80 and 10 ¾” 55ppf
TN110SS). On this testing it was also verified that same dope-free solution, when applied to casing sizes it has alsogood performance on difficult running conditions; the “run-ability” of the connection design together with the dope-free coating enhanced the operation, avoiding cleaning, doping and, providing a reliable anti-galling performance and acceptable torque values for regular casing equipment.
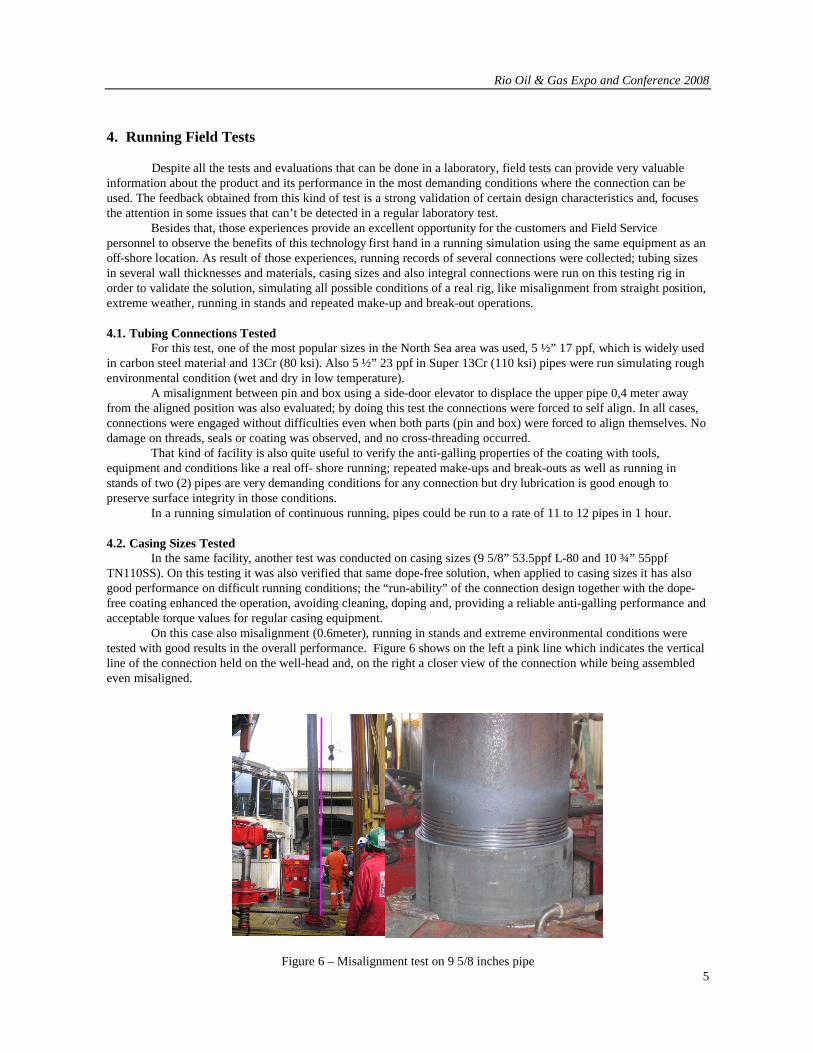
On this case also misalignment (0.6meter), running in stands and extreme environmental conditions were tested with good results in the overall performance. Figure 6 shows on the left a pink line which indicates the vertical line of the connection held on the well-head and, on the right a closer view of the connection while being assembled even misaligned.
Figure 6 – Misalignment test on 9 5/8 inches pipe

Rio Oil & Gas Expo and Conference 2008
6
Another test conducted on the rig consisted of evaluating the break-out toque values of the dope-free solution after being made-up and after some time to compare it with the dopes. A remarkable point for that kind of solution, compared with regular dope is that just after make-up (less than 1 hour), the break-out torque is quite similar to the make-up values, which can be seen in Figure 7. In the same Figure, it is observed that after several hours, while break-out torque values of the doped connections increased over the make-up torque values, this dope-free solution remained stable and close to the make-up value.
Figure 7 – Comparison of break-out torque values between doped and dope-free connections
4.3. Integral ConnectionsAs mentioned before, the dope-free solution is also applicable to integral connections and field test is of
particular interest for that kind of connections due to the special equipment required for running these strings such as spider elevators or lifting plugs to raise the pipes and hold the whole string during running. In this case, lifting plugs should also be dope-free so as not to contaminate the surfaces, therefore requesting several make-ups in these accessories.
Two different sizes of TenarisBlue® NearFlush connections were run during this test, 9 5/8” 53.5 ppf P-110 and 7 5/8” 39ppf P-110, both using dope-free lifting plugs. Figure 8 depicts a connection after two break-outs and a pipe being handled by the crew.
Figure 8 – Dope-free semi-flush connection being run in the rig
Bo/Mu torque
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
140,00%
160,00%
180,00%
0,01 0,1 1 10 100 1000Hours
Torq
ue re
latio
n Dopeles™
API dope

Rio Oil & Gas Expo and Conference 2008
7
This test was also a good opportunity to evaluate the “run-ability” of the dope-free connection in a real situation. Even considering the intermediate steps of engaging lifting plug and changing from lifting collar to lifting elevator, it was found that during a continuous running operarion the running rate was between 10 and 11 pipes per hour for a 7 5/8”, a quite remarkable rate for this size and integral connection.
5. Case History – Design Validation
As described by Carcagno et all (2007) one customer in the Barents Sea region requested in 2003 the use of several dope-free connections forced by the laws of the area which requested zero discharge of contaminants. This was one of the first applications of the dope-free connections.
That offshore location is situated 140km from the shore, and the surrounding area is home of a huge variety of fauna; therefore it is important not to contaminate the environment with any disposal as this could affect fishing interests and as a consequence the local economies. In this context, Tenaris was requested to supply connections with the Dopeless™ coating as it was considered the only dry solution that matched the local regulations in terms of zero discharge.
The wells had pipes ranging from 7 inches to 32 inches, and the manufacturer supplied connections with this dope-free technology in pipes smaller than and equal to 14 inches in different steel grades. Due to the lack of experience at that moment with very large diameters and some corrosion resistant alloys, several tests were performedto validate the use in steel grades not tested at that moment, for instance 25%Cr, and/or to corroborate interaction with other substances used during the operation of the well such as brines or the behavior under difficult weather conditions – very low temperatures.
5.1. Long Time Exposure to BrinesAs required by the operator, a full-scale test on a full assembled connection was performed in Centro Sviluppo
Materiali (Italy). Two samples of TenarisBlue® 5 ½” 17ppf L80-13Cr coated with the dope-free solution were exposed to a brine solution during 30 and 90 days respectively, at a temperature of 100°C +/-5°C. The purpose of the test was to evaluate the effect of the brine in break-out torque values and, additionally, to check if the brine could detrimentally affect the coating.
The brine used for the test consisted of sodium chloride, being de-aerated with nitrogen. The pressure during the test varied between 1.35 and 1.45 bar.
After the required time the connections were broken out, and it was found out that the break-out torque values were around 180% of the make-up torque values which were not different from those values observed after a thermal cycle test (Test Series C – ISO 13679). In spite of these high break-out torque values no sign of damage (galling, scratch) or chemical attack was observed, therefore the solution proved to be not affected by the solution to be used in the well.
5.2. Make-up Tests at Low TemperatureAs the premium connections would be exposed to very low temperatures during storage or transportation in this
extreme zone, the operator and the dope-free solution manufacturer agreed on performing a laboratory test to evaluate the effect on make-up and break-out performance when coating is exposed to very low temperature.
The temperature selected for such application was set at -40° C as defined by the operator. Test was performed in Centro Sviluppo Materiali (Italy) and was witnessed by the operator.
Test procedure requested the testing of two samples of a 5 ½” 20# P110 TenarisBlue® Dopeless™ connection which should be subjected to five (5) Make-up and Break-out tests. The tests were performed after the connection was exposed to -40°C during 36 hrs.
During the test, no detrimental effect of low temperature exposure was observed (physical or visual), and neither galling nor scratch detected after the make-ups and break-out tests. Moreover, all the make-up graphs showed a very stable shoulder torque value with similar torque values (friction factor) throughout the tests. These results were consistent with those performed at room temperature.
The results obtained confirmed no detrimental effect of low temperature exposure on anti-galling coating performance or friction (torque) behavior.
5.3. Actual Performance in the FieldAs mentioned by Carcagno et al (2007) after some difficulties in the first running which mostly affected the

Rio Oil & Gas Expo and Conference 2008
8
number of joints run per hour, this behavior was rapidly improved. In terms of connection performance, there were no rejects of the connections due to damage (galling, seizure), coating adherence, cross threading, etc. The main actions to improve the running rate were concentrated on adjusting the torque values and acceptance criteria based on the experience obtained in the field, training for the crews and running company.
Since this first running, more than 190000 feet were run afterwards at a rate of 12 joints/hour, which was the target of the operator for that field. The other aspect to highlight is that the rejection rate was nearly zero, showing in such a way the applicability of the solution in a real drilling environment.
6. Conclusions
The use of dope-free connections in difficult environments has proved to be successful thus validating the premises established during the development stage of this product.
The performance showed during one of the first applications, though very good, demonstrated that there was a need of performing some field trials to adjust some minor details for the field and to train the crews, users and servicemen; as a consequence of that, a very comprehensive program of testing to be carried out in a rig in the North Sea region was launched. The solution also demonstrated in the tests completed up to this moment that it is a robust solution able to stand the actual harsh conditions and operations of a rig in the North Sea area.
7. Acknowledgements
The authors would like to thank the following people and institutions who collaborate with this paper: Mr Gabriel Carcagno, Mr Tomas Castiñeiras, Mr. Diego Dell’Erba, Centro Sviluppo Materiali (Italy), and Center for Industrial Research (Argentina).
8. References
ASTM B117 - Standard Practice for Operating Salt Spray (Fog) Apparatus, 2003.CARCAGNO, G., CASTINEIRAS, T., EIANE, D.J. SPE/IADC 105855 - First Gas Field Developed Using
Exclusively Dope-Free Casing and Tubing Connections – Statoil Snøhvit.ISO 13679 – Petroleum and natural gas industries – Procedures for testing casing and tubing connections, 2002.