Embed Size (px)
Citation preview

ANALISIS POTENSI BAHAYA DAN PENGENDALIAN RISIKO K3
PADA PRODUKSI PLASTIK DENGAN METODE HIRARC
SKRIPSI
TEKNIK INDUSTRI
Diajukan untuk memenuhi persyaratan
memperoleh gelar Sarjana Teknik
RILLO AULIA PUTRA
NIM 135060707111065
UNIVERSITAS BRAWIJAYA
FAKULTAS TEKNIK
MALANG
2017



i
KATA PENGANTAR
Puji syukur atas kehadirat Tuhan Yang Maha Esa, berkat segala rahmat-Nya sehingga
penulis dapat menyelesaikan skripsi yang berjudul “Analisis Potensi Bahaya dan
Pengendalian Risiko K3 Pada Produksi Plastik dengan Metode HIRARC”.
Selama menyusun skripsi ini, tentu banyak hambatan yang dialami. Tetapi berkat
bimbingan, dukungan, arahan serta bantuan dari berbagai pihak, skripsi ini dapat
terselesaikan. Maka dalam kesempatan ini, penulis ingin menyampaikan ucapan terimakasih
kepada:
1. Allah SWT yang telah memberikan kemudahan dan kelancaran sehingga dapat
terselesaikannya skripsi ini.
2. H. Subari dan Hj. Rodiah yang merupakan orang tua penulis yang telah memberikan
doa, dukungan material dan nasihat selama kuliah di Universitas Brawijaya Malang dan
dalam menyelesaikan skripsi ini.
3. Ekky Sugiantara yang merupakan kakak penulis yang telah terus mendukung dan
memberi semangat selama kuliah di Universitas Brawijaya Malang dan dalam
menyelesaikan skripsi.
4. Ishardita Pambudi Tama, ST., MT., Ph.D. selaku Ketua Jurusan Teknik Industri
Fakultas Teknik Universitas Brawijaya yang telah membantu penulis dengan
memberikan masukan-masukan dalam menyelesaikan skripsi.
5. Sugiono, ST., MT., Ph.D. selaku Dosen Pembimbing 1 dan Dwi Hadi Sulistyarini, ST.,
MT. selaku Dosen Pembimbing 2 yang telah memberikan bimbingan dan arahan saat
mengerjakan penelitian skripsi ini.
6. Debrina Puspita Andriani, ST., M.Eng. selaku Dosen Pembimbing Akademik yang telah
memberikan dukungan selama perkuliahan.
7. Bapak Kieswo dan Mas Koko selaku pihak PT. Murni Mapan Makmur yang telah
membantu dalam mengerjakan skripsi dengan memberi banyak informasi.
8. Ratih Ardia Sari, ST., MT. dan Suluh Elman Swara, ST., MT. selaku dosen pengamat
seminar proposal yang telah memberikan banyak saran mengenai skripsi ini.
9. Ir. Mochamad Choiri, MT. dan Debrina Puspita Andriani, ST., M.Eng selaku dosen
pengamat seminar hasil yang telah memberikan masukan dalam pengerjaan skripsi ini.
10. Ratih Ardia Sari, ST., MT., Remba Yanuar Efranto, ST., MT., dan Ir. Purnomo Budi
Santoso, M.Sc., Ph.D. selaku dosen penguji ujian komprehensif yang telah memberikan
banyak masukan dan saran mengenai skripsi ini.
ii
11. Para penghuni kos Bendungan Bening 54; Ihram, Partogi, Kresna, Raka, Al, Fikra, dan
Rhiezky yang telah memberikan semangat kepada penulis dan yang selalu ada ketika
penulis membutuhkan bantuan.
12. Rekan kuliah sekalian; Bayu, Asmar, Happy, Sani, Hendro, Lucqman, Ario, Bimo, dan
Farhan yang sudah banyak membantu saat perkuliahan dan dalam pengerjaan skripsi
ini.
13. Vega, Nissa, dan Taufani selaku rekan SMA yang di Brawijaya yang sedia kala
membantu dan memberikan masukan kepada penulis ketika sedang kesusahan.
14. Teman-teman penulis di Jakarta yang selalu memberikan semangat dan masukan ketika
penulis mengalami hambatan.
15. Mbak Us yang telah memberikan dukungan dan semangat kepada penulis dan yang
selalu ada ketika penulis membutuhkan bantuan.
16. Seluruh teman-teman Teknik Industri 2013 yang telah menemani dan membantu penulis
dari maba sampai sekarang.
17. Segenap staff Jurusan Teknik Industri yang telah membantu selama penulis kuliah di
Universitas Brawijaya Malang.
Penulis menyadari skripsi ini jauh dari kata sempurna, oleh karena itu penulis senantiasa
mengharapkan kritik dan saran yang membangun. Semoga skripsi ini dapat bermanfaat dan
dapat digunakan sebagai tambahan informasi bagi semua pihak yang membutuhkan.
Malang, November 2017
Penulis

iii
DAFTAR ISI
Halaman
KATA PENGANTAR .......................................................................................................... i
DAFTAR ISI ....................................................................................................................... iii
DAFTAR TABEL ................................................................................................................ v
DAFTAR GAMBAR ......................................................................................................... vii
DAFTAR LAMPIRAN ...................................................................................................... ix
RINGKASAN ...................................................................................................................... xi
SUMMARY ....................................................................................................................... xiii
BAB I PENDAHULUAN
1.1 Latar Belakang .................................................................................................... 1
1.2 Identifikasi Masalah............................................................................................ 6
1.3 Perumusan Masalah ............................................................................................ 6
1.4 Batasan Masalah ................................................................................................. 6
1.5 Tujuan Penelitian ................................................................................................ 6
1.6 Manfaat Penelitian .............................................................................................. 7
1.7 Asumsi Penelitian ............................................................................................... 7
BAB II TINJAUAN PUSTAKA
2.1 Penelitian Terdahulu ........................................................................................... 9
2.2 Keselamatan Dan Kesehatan Kerja (K3) .......................................................... 10
2.2.1 Keselamatan Kerja ................................................................................ 12
2.2.2 Kesehatan Kerja .................................................................................... 13
2.3 Kecelakaan Kerja .............................................................................................. 13
2.4 Definisi Bahaya ................................................................................................ 13
2.4.1 Kategori Bahaya ................................................................................... 13
2.4.2 Identifikasi Bahaya ............................................................................... 14
2.5 Definisi Risiko .................................................................................................. 15
2.5.1 Identifikasi Risiko ................................................................................. 15
2.5.2 Analisis Risiko ...................................................................................... 16
2.6 Manajemen Risiko ............................................................................................ 17
2.6.1 Manfaat Manajemen Risiko .................................................................. 17
2.6.2 Risk Identification ................................................................................. 18

iv
2.6.3 Risk Evalution ........................................................................................ 18
2.6.4 Risk Control ........................................................................................... 18
2.7 HIRARC (Hazard Identification, Risk Assessment and Risk Control) ............. 19
2.8 Organizational Health and Safety Assesment Systems
(OHSAS 18001:2007) ...................................................................................... 21
2.9 Peraturan Perundang-undangan Keselamatan dan Kesehatan Kerja ............... 23
2.9.1 Undang – Undang No. 13 tahun 2003 Pasal 86 .............................. 23
2.9.2 Undang – Undang No.13 tahun 2003 Pasal 87 .............................. 23
2.10 Australian Standard / New Zealand Standard 4360 (AS/NZS 4360) .............. 24
BAB III METODE PENELITIAN
3.1 Jenis Penelitian .................................................................................................... 27
3.2 Tempat dan Waktu Penelitian .............................................................................. 27
3.3 Langkah-Langkah Penelitian ............................................................................... 27
3.4 Diagram Alir Penelitian ....................................................................................... 30
BAB IV HASIL DAN PEMBAHASAN
4.1 Gambaran Umum Perusahaan ......................................................................... 31
4.1.1 Profil Perusahaan ................................................................................ 31
4.1.2 Tujuan Perusahaan .............................................................................. 32
4.1.3 Struktur Organisasi .............................................................................. 32
4.2 Proses Produksi ............................................................................................... 34
4.3 Pengumpulan Data .......................................................................................... 35
4.4 Pengolahan Data ............................................................................................. 37
4.4.1 Identifikasi Bahaya .............................................................................. 37
4.4.2 Penilaian Risiko .................................................................................. 46
4.4.2.1 Skala Penilaian ....................................................................... 46
4.4.3 Pengendalian Risiko ............................................................................ 51
4.5 Analisis dan Pembahasan ................................................................................ 59
BAB V KESIMPULAN DAN SARAN
5.1 Kesimpulan ........................................................................................................ 63
5.2 Saran .................................................................................................................. 64
DAFTAR PUSTAKA ......................................................................................................... 65
LAMPIRAN ........................................................................................................................ 67

v
DAFTAR TABEL
Halaman
Tabel 1.1 Daftar Kejadian Terganggunya Kesehatan dan Kecelakaan Kerja ....................... 4
Tabel 2.1 Penelitian Terdahulu ............................................................................................ 10
Tabel 2.2 Nilai Kemungkinan/Likelihood Suatu Kejadian .................................................. 24
Tabel 2.3 Nilai Keparahan/Severity Suatu Kejadian ........................................................... 24
Tabel 2.4 Skala Risk Matrix ................................................................................................ 25
Tabel 4.1 Temuan Bahaya pada Produksi Iner PT. Murni Mapan Makmur ....................... 37
Tabel 4.2 Temuan Bahaya pada Produksi Iner PT. Murni Mapan Makmur ....................... 39
Tabel 4.3 Temuan Bahaya pada Produksi Iner PT. Murni Mapan Makmur ....................... 39
Tabel 4.4 Temuan Bahaya pada Produksi Iner PT. Murni Mapan Makmur ....................... 41
Tabel 4.5 Temuan Bahaya pada Produksi Iner PT. Murni Mapan Makmur ....................... 41
Tabel 4.6 Temuan Bahaya pada Produksi Iner PT. Murni Mapan Makmur ....................... 42
Tabel 4.7 Temuan Bahaya pada Produksi Iner PT. Murni Mapan Makmur ....................... 44
Tabel 4.8 Daftar Potensi Bahaya PT. Murni Mapan Makmur............................................. 47
Tabel 4.9 Penilaian Risiko dari Bahaya............................................................................... 47
Tabel 4.10 Klasifikasi Rating dari Bahaya PT. Murni Mapan Makmur ............................. 50
Tabel 4.11 Pengendalian Risiko Tangga Hanya Satu Pegangan ......................................... 52
Tabel 4.12 Pengendalian Risiko Mesin Tidak Terdapat Tutup Pelindung .......................... 53
Tabel 4.13 Pengendalian Risiko Alat Pelindung Tidak Standar ......................................... 54
Tabel 4.14 Pengendalian Risiko Kabel Putus dan Terkelupas ............................................ 55
Tabel 4.15 Pengendalian Risiko Panel Listrik Tidak Tertutup ........................................... 57
Tabel 4.16 Pengendalian Risiko Pisau Pemotong Longgar ................................................. 58
Tabel 4.17 Prosedur Inspeksi............................................................................................... 58
Tabel 4.18 Pengendalian Risiko Udara Panas, Material Panas, dan Berdebu ..................... 58

vi
Halaman ini sengaja dikosongkan

vii
DAFTAR GAMBAR
Halaman
Gambar 1.1 Grafik Kejadian Kecelakaan Kerja di Indonesia ............................................... 1
Gambar 1.2 Hasil Produksi Pabrik Pertama .......................................................................... 3
Gambar 1.3 Bahan Baku dan Hasil Olahan ........................................................................... 3
Gambar 2.1 Tahapan Proses HIRARC ................................................................................. 21
Gambar 2.2 Hirarki Pengendalian K3 ................................................................................. 22
Gambar 3.1 Diagram Alir Penelitian ................................................................................... 30
Gambar 4.1 Struktur Organisasi Perusahaan ....................................................................... 33
Gambar 4.2 Alur Proses Produksi ....................................................................................... 34
Gambar 4.3 Responden Pekerja........................................................................................... 36
Gambar 4.4 Rekomendasi Penambahan Pegangan, Safety Helmet, dan Safety Shoes ........ 53
Gambar 4.5 Mesin Dilengkapi dengan Pelindung dan Safety Gloves ................................. 54
Gambar 4.6 Pelindung Dengan Pelengkap dan Safety Box ................................................. 55
Gambar 4.7 Kabel Braided dan Velcro Strap ...................................................................... 56
Gambar 4.8 Kabel Strap dan Tutup Panel ........................................................................... 57
Gambar 4.9 Exhaust Fan Dinding dan Peringatan Wajib APD ........................................... 59

viii
Halaman ini sengaja dikosongkan
ix
DAFTAR LAMPIRAN
Halaman
Lampiran 1 Kuisioner Lembar Pengamatan ........................................................................ 67

x
Halaman ini sengaja dikosongkan

xi
RINGKASAN
Rillo Aulia Putra. Jurusan Teknik Industri, Fakultas Teknik Universitas Brawijaya,
November 2017, Analisis Potensi Bahaya dan Pengendalian Risiko K3 Pada Produksi
Plastik Dengan Metode HIRARC. Dosen Pembimbing: Sugiono dan Dwi Hadi Sulistyarini.
PT. Murni Mapan Makmur merupakan perusahaan perseorangan yang bergerak di
bidang manufaktur yaitu pengolahan plastik, namun berubah menjadi perusahaan perseroan
terbatas yang disahkan pada tahun 1990. Proses produksi rutin yang dijalankan oleh
perusahaan, ternyata kebanyakan para pekerja tidak begitu sadar akan pentingnya K3
sehingga dapat menimbulkan potensi kecelakaan dan risiko yang dialami oleh pekerja.
Berdasarkan identifikasi bahaya yang dilakukan pada pekerja produksi iner ditemukan 23
potensi bahaya kecelakaan dan gangguan kesehatan yang dialami pekerja yang berjumlah
25 orang, sebagai contoh yaitu pada proses pembentukan iner ditemukan potensi bahaya
dimana terkena cairan olahan plastic yang menyebabkan iritasi serta luka bakar. Kondisi
tersebut terjadi didukung juga oleh pekerja yang tidak menggunakan alat pelindung diri
seperti safety gloves dan safety shoes sehingga pekerja terkena paparan panas yang
dihasilkan sehingga menimbulkan luka bakar. Oleh sebab itu, diperlukan proses identifikasi
dan pengendalian risiko K3 di proses produksi iner sehingga dapat dilakukan rekomendasi
perbaikan untuk mengurangi bahkan menghilangkan bahaya itu sendiri agar pekerja di area
produksi iner dapat bekerja dengan aman dan tanpa gangguan kesehatan ataupun bahaya.
Penelitian ini dilakukan dengan menggunakan metode HIRARC (Hazard Identification,
Risk Assestment, and Risk Control). Metode tersebut digunakan untuk mengidentifikasi
potensi bahaya dan gangguan kesehatan yang muncul di area proses produksi plastik iner di
PT. Murni Mapan Makmur. Setelah proses identifikasi bahaya dilakukan, ditemukan
sebanyak 23 potensi bahaya yang dilakukan juga dengan observasi dan penyebaran lembar
kuisioner. Hal selanjutnya yang dilakukan adalah penilaian risiko terhadap bahaya yang
telah ditemukan untuk mengetahui bahaya menurut nilai risiko bahaya, nilai risiko yang
digunakan adalah likelihood dan severity. Langkah selanjutnya yaitu melakukan
pengklasifikasian bahaya dari hasil penilaian risiko yang dimana diketahui apakah bahaya
tersebut berisiko rendah, sedang, atau tinggi sehingga dapat dilakukan pengendalian dan
rekomendasi perbaikannya
Hasil penelitian yang dilakukan terdapat 7 risiko bahaya yang mempunyai risiko tinggi,
sebanyak 4 berisiko sedang, dan sejumlah 12 berisiko rendah Berdasarkan hasil tersebut,
diasumsikan jika bahaya risiko ekstrim dan tinggi dilakukan pengendalian akan mengurangi
dampak yang cukup signifikan bagi keselamatan dan kesehatan para pekerja. Beberapa
rekomendasi perbaikan yang dapat diberikan adalah khususnya menyediakan dan
melengkapi alat pelindung diri, membuat sebuah prosedur dan peringatan tentang pemakaian
fasilitas dan lain-lain, perbaikan pada pegangan tangga dan tutup panel listrik, melakukan
pengorganisasian kabel dengan salah satu cara yaitu dengan menggunakan velcro strap, dan
membuat prosedur baru untuk maintenance.
Kata Kunci: K3, Potensi Bahaya, Risiko Bahaya, HIRARC (Hazard Identification, Risk
Assestment, and Risk Control).

xii
Halaman ini sengaja dikosongkan

xiii
SUMMARY
Rillo Aulia Putra. Department of Industrial Engineering, Faculty of Engineering,
Universitas Brawijaya, in November 2017, Analysis of Potential Hazard and K3 Risk
Control in the Process of Plastic Production Using HIRARC Method. Academic
Supervisors: Sugiono and Dwi Hadi Sulistyarini.
PT. Murni Mapan Makmur is the company individuals engaged in manufacturing
namely processing plastic, but turned into company limited which was enacted in 1990. In
the routine production process, it turns out most of the workers not so aware of the
importance of K3 that could lead to an accident and potential risk for workers. Based on
hazard identification done on workers production inner found 23 potential hazards of wreck
and an impairment of health experienced worker who were 25 people, For example where
the process of forming inner found potential hazard where affected by a liquid processed
plastic that causes irritation and burn. This has happened supported by workers who do not
use the self protection like safety gloves and safety shoes so the workers are affected by
exposure to heat produced sparking burns. Therefore, required the identification process
and K3 risk control in the process of production inner so as to be done recommendations
for the improvement of to reduce even remove itself that workers in the area production
inner can work with safe and without interference health or hazard.
The study is done by using the method HIRARC (Hazard Identification, Risk Assestment,
and Risk Control). This method used to identify potential hazard and an impairment of health
that appears in the area the process of the production of inner plastic in PT. Murni Mapan
Makmur. After a process of hazard identification done, there were 23 potential hazard that
is also by observation and spreading questionnaire sheets. The next thing do is risk
assessment of hazard that has been found to know hazard according to grades the risk of
hazard, the value of risk that is used is likelihood and severity. The next step is to do
classifying hazard of the assessment results of the risk that by which known whether this
hazard risky low, medium, or high so as to be done control and recommendations
improvement.
The results of research conducted there are 7 risk hazard that have high risk, as many
as 4 risky medium, and a number of 12 risky low. Based on these results, assumed if the
danger extreme and high risk done control will reduce a fairly significant impact to the
safety and health workers. Some recommendations for the improvement of that can be given
is particularly providing and equip instrument self protection, make a procedure and a
reminder on the use of facilities and others, improvement in the handrail and a electricity
panel, do organizing a cord with one way that is by using velcro strap, and make a new
procedure for maintenance.
Keywords: Occupational Safety and Health, Potential Hazard, Risk Hazard, HIRARC
(Hazard Identification, Risk Assestment and Risk Control).
xiv
Halaman ini sengaja dikosongkan

1
BAB I
PENDAHULUAN
Pada bab ini akan dijelaskan secara besar mengenai beberapa hal melalui latar belakang,
identifikasi masalah, rumusan masalah, batasan masalah, tujuan penelitian, manfaat
penelitian serta asumsi-asumsi dari permasalahan yang akan dibahas pada penelitian ini.
1.1 Latar Belakang
Saat ini, banyak perusahaan yang bergerak di bidang manufaktur sehingga persaingan
pasar yang sangat ketat pun tidak dapat dihindari. Persaingan yang sangat ketat ini terus
mendorong bagaimana perusahaan mampu melakukan perbaikan terus menerus pada
keseluruhan aktivitas perusahaan, agar dapat terus membuat kualitas produk terbaik
perusahaan pastinya sangat memperhatikan seluruh aspek yang ada demi mencapai tujuan
tersebut salah satunya aspeknya adalah karyawan. Karyawan merupakan salah satu aset
perusahaan yang paling berharga karena mayoritas dari karyawan di bidang manufaktur
secara langsung bertanggung jawab dalam kegiatan proses produksi yang selalu berkutat
dengan mesin. Karyawan tersebut yang berkutat langsung dengan mesin bisa saja dapat
menimbulkan kemungkinan-kemungkinan bahaya yang menyebabkan kecelakaan kerja bagi
karyawan tersebut. Oleh sebab itu perlu adanya kepedulian terhadap aspek kenyamanan dan
keselamatan para karyawannya. Berikut ini merupakan jumlah terjadinya kecelakaan kerja
di Indonesia ditunjukkan pada Gambar 1.1.
Gambar 1.1 Grafik kejadian kecelakaan kerja di Indonesia
Sumber: Kemenkes RI & BPJS Ketenagakerjaan
2012 2013 2014 2015
Kejadian 60.322 97.144 40.694 105.182
0
20.000
40.000
60.000
80.000
100.000
120.000
Jum
lah
Kej
adia
n
Tahun
1

2
Pada Gambar 1.1 dapat dilihat bahwa kejadian kecelakaan kerja di Indonesia mengalami
pasang surut. Menurut dari Kementerian Kesehatan didapatkan informasi jumlah kecelakaan
akibat kerja yang jauh lebih kecil yaitu pada tahun 2014 sebanyak 40.694 kejadian, hal ini
sangat baik karena pada tahun sebelumnya yaitu tahun 2012 sebanyak 60.322 kejadian dan
tahun 2013 terdapat kecelakaan kerja sebanyak 97.144 kejadian (DepKes-RI, 2015). Website
Badan Penyelenggara Jaminan Sosial (BPJS) Ketenagakerjaan mencatat pada bulan Juli
2015 terdapat 50.089 kasus kecelakaan, namun pada akhir tahun 2015 data jumlah
kecelakaan kerja meningkat sebesar 105.182 kasus dimana tercatat 2.375 kasus kecelakaan
berat (BPJS Ketenagakerjaan, 2016), ini merupakan kecelakaan tertinggi dari tahun-tahun
sebelumnya. Kasus kecelakaan berat yang dijelaskan sebelumnya tidak secara khusus
memuat informasi tentang penyebab kecelakaan kerja, namun beberapa sumber (BPJS
Ketenagakerjaan, 2016; Pritanti et al., 2012) mencatat paling tidak 30% kasus kecelakaan
kerja terjadi di sektor konstruksi. Dapat dilihat dari informasi data-data kecelakaan kerja di
atas memperlihatkan bahwa jumlah kecelakaan kerja di Indonesia belum mengalami
penurunan yang signifikan tiap tahunnya.
Oleh karena itu, kecelakaan harus dihindari dengan suatu tindakan yang sangat penting
dan tidak dapat diabaikan begitu saja. Hal itu bisa saja menanggung keselamatan nyawa
seseorang dan lingkungan. Kecelakaan kerja dapat menyebabkan kematian, berimbas pada
kerugian perusahaan yang berdampak pada penurunan produktivitas serta kehilangan tenaga
kerjanya. Oleh sebab itu, sebuah perusahaan harus melakukan program mengenai
keselamatan dan kesehatan kerja dalam semua bidang perindustrian agar tidak mengalami
hal–hal yang menyebabkan kerugian.
PT. Murni Mapan Makmur merupakan salah satu perusahaan yang bergerak dalam
sektor industri manufaktur plastik. Adapun beberapa produk yang dihasilkan antara lain
adalah iner karung, terpal, tali tambang, kalsium karbonat, dan juga memproduksi biji plastik
yang siap digunakan langsung ataupun diproses kembali. PT. Murni Mapan Makmur berdiri
sejak tahun 1990 dan masih terus berkembang hingga sekarang, PT. Murni Mapan Makmur
memiliki 3 pabrik yang berlokasi di 3 lokasi yang berbeda. Wilayah Purwosari menjadi
pabrik pertama yang dibangun, pabrik tersebut sekarang khusus hanya memproduksi
kalsium karbonat dan kain terpal yang bisa dilihat pada Gambar 1.2.

3
(a) (b)
Gambar 1.2 Hasil produksi pabrik pertama
(a) Kalsium karbonat
(b) Kain terpal
Pabrik kedua berlokasi di daerah Gempol yang hanya memproduksi biji plastik yang
dibuat dari daur ulang yang dilebur dari plastik-plastik yang tidak terpakai, biji plastik ini
hasil produksi pabrik kedua ini biasanya dijual pada perusahaan lain yang membutuhkan.
Pada pabrik ketiga dimana penelitian ini berlangsung, lokasinya tidak jauh dari pabrik
pertama yang berada pada wilayah Purwosari. Pabrik ketiga ini masih dalam proses
pengembangan karena merupakan lokasi baru sejak tahun 2014. Pabrik ini mendapat peran
yang menghasilkan produk dari hasil olahan biji plastik seperti tali tambang dan inner
karung. Hasil olahan yang diproduksi oleh pabrik ketiga ini memiliki permintaan yang tidak
tentu tiap bulannya dikarenakan harus disesuaikan dengan pesanan yang ada. Di bawah ini
merupakan gambar dari bahan baku dan hasil olahannya yang ditunjukkan pada Gambar 1.3.
(a) (b) (c)
Gambar 1.3 Bahan baku dan hasil olahan
(a) Biji plastik
(b) Iner karung
(c) Tali tambang
Sumber: PT. Murni Mapan Makmur
Pengolahan plastik menjadi plastik iner diperlukan berbagai macam proses dimulai dari
pengangkatan bahan yang diperlukan yaitu biji plastik, kalsium karbonat, dan campuran
lainnya ke mesin mixer, dilakukan pengadukkan bahan, memanaskan biji plastik dan
campurannya, serta memotong hasil plastik hingga menjadi berbentuk sebuah lembaran-
lembaran dan dilanjutkan dengan pengemasan. Proses tersebut dilakukan dengan

4
disediakannya 5 mesin mixer, dimana satu mesin mixer memerlukan 5 bahan campuran
dengan bobot masing-masing 25 kg.
Berdasarkan hasil pengamatan didapatkan bahwa para pekerja PT. Murni Mapan
Makmur memiliki beberapa keluhan salah satunya tentang kesehatan dan keselamatan dalam
bekerja, apabila tidak segera diatasi pastinya nanti akan mempengaruhi kinerja produktivitas
sehari-hari. Pekerja mengalami beberapa masalah yang nantinya disajikan pada Tabel 1.1.
Oleh karena itu, perlu adanya pengamatan tentang indikasi-indikasi permasalahan kesehatan
dan keselamatan kerja di area produksi iner dengan metode yang sesuai, diharapkan nantinya
akan ada perbaikan dan rekomendasi yang dapat digunakan perusahaan untuk meningkatkan
kinerja para pekerjanya.
Berdasarkan hasil penelitian awal dilakukan di PT. Murni Mapan Makmur di area
produksi iner, maka diperoleh beberapa daftar kejadian terganggunya kesehatan dan
kecelakaan yang dialami pekerja dalam rutinitasnya. Berikut pada Tabel 1.1 adalah daftar
beberapa kejadian terganggunya kesehatan dan kecelakaan para pekerja yang terjadi
sepanjang tahun 2016 pada pabrik ketiga PT. Murni Mapan Makmur.
Tabel 1.1
Daftar Kejadian Terganggunya Kesehatan dan Kecelakaan Kerja
Jenis Kejadian Jumlah
Tersandung, terpleset, tersetrum oleh kabel yang
berserakan/tidak beraturan
7 kejadian
Terjatuh di tangga area produksi 4 kejadian
Kejatuhan benda (berat, keras, tajam) akibat
penumpukan barang dan peletakan alat yang
tidak pada tempatnya
2 kejadian
Iritasi/luka/tergores karena terkena mesin 1 kejadian
Terkilir pada saat pemindahan barang (material
handling)
12 kejadian
Menabrak objek di area produksi (benda,
perkakas)
5 kejadian
Batuk akibat terhirup udara yang dihasilkan dari
mesin
18 kejadian
Sumber: PT. Murni Mapan Makmur
Dari Tabel 1.1 dapat diketahui daftar kejadian selama proses produksi terdapat 7 jenis
kejadian. Kejadian yang terjadi menurut skala likelihood pada standar Australian
Standard/New Zealand Standard 4360 yaitu dimana suatu kejadian terjadi 9-12 kali per
tahun pada “terkilir pada saat pemindahaan barang (material handling)” dikategorikan risiko
bahaya tersebut merupakan bahaya fisik yang dapat terjadi sewaktu-waktu namun tidak
sering, begitu juga dengan bahaya mekanik yang salah satunya adalah “Batuk akibat terhirup
udara yang dihasilkan dari mesin” dikategorikan risiko bahaya tersebut sering terjadi pada
saat keadaan normal. Penyebab dari kejadian–kejadian tersebut ternyata didapatkan bahwa

5
para pekerja sering sekali mengalami gangguan nyeri pada saat pengangkutan (manual
handling) serta batuk yang disebabkan oleh tidak tahannya terhadap panas dan bau yang
dihasilkan pada sebuah kondisi dimana di saat mesin-mesin bekerja, keluhan dari pekerja
muncul karena udara yang dihasilkan cukup mengganggu pada saat kegiatan produksi
berjalan yang mungkin dikarenakan juga proses pembuangan berkumpul di satu tempat
dikarenakan tidak memiliki ventilasi yang cukup. Pekerja di area produksi sepertinya juga
menganggap Alat Pelindung Diri (APD) merupakan hal yang dipandang sebelah mata bahwa
APD tersebut seperti masker dan sarung tangan yaitu dengan alasan repot atau malas
mengenakannya. Masker dan sarung tangan dilihat dari segi kegunaannya padahal sangat
membantu untuk mengurangi panas dan udara yang dihasilkan pada proses produksi agar
melindungi dan mencegah udara buruk masuk ke tubuh melalui sistem pernapasan, ada pula
bahaya – bahaya lain seperti bahaya listrik pada “Tersandung, terpeleset, tersetrum oleh
kabel yang berserakan/tidak beraturan”. Oleh karena itu dapat disimpulkan bahwa sebagian
besar para pekerja di PT. Murni Mapan Makmur masih belum menyadari tentang
keselamatan dan kesehatan kerja, padahal hal itu bisa sangat mengganggu kesehatan serta
menyebabkan kecelakaan kerja yang diakibatkan oleh pekerja itu sendiri, sehingga
perusahaan lah yang mengalami kerugian. Oleh karena itu, perlu melakukan tindakan dan
pencegahan agar kenyamanan dan keselamatan para pekerja dapat tercapai. Kenyamanan
dan keselamatan akan membuat pekerja semakin baik dalam bekerja seperti yang dijelaskan
dalam UU No. 13 Tahun 2003 tentang ketenagakerjaan pasal 86 ayat ke 2 yaitu “Untuk
melindungi keselamatan pekerja/buruh guna mewujudkan produktivitas kerja yang optimal
diselenggarakan upaya keselamatan dan kesehatan kerja”
Dalam penelitian di PT. Murni Mapan Makmur ini akan digunakan pendekatan dengan
menggunakan metode HIRARC (Hazard Identification, Risk Assessment and Risk Control).
Metode ini digunakan untuk menganalisis permasalahan dan potensi bahaya dari aktivitas
kerja yang mengganggu aktivitas kerja tersebut serta memberikan penilaian resiko terhadap
suatu pekerjaan. Metode HIRARC merupakan elemen pokok dalam sistem manajemen
keselamatan dan kesehatan kerja (K3) yang berkaitan dengan upaya pencegahan dan
pengendalian bahaya. HIRARC harus dilakukan di seluruh aktivitas organisasi untuk
menentukan suatu kegiatan yang mengandung potensi bahaya dan menimbulkan dampak
serius terhadap K3 (Ramli, 2010). Metode ini digunakan untuk mengetahui nilai risiko yang
paling tinggi (high risk) maupun risiko paling rendah (low risk) dari suatu potensi bahaya
pada aktivitas kerja. Dalam penerapannya, analisis tersebut nantinya dapat digunakan untuk
mengaplikasikan rekomendasi dan perbaikan antara lain seperti pendisiplinan pekerja serta

6
penggunaan alat pelindung diri yang dapat digunakan untuk pencegahan terjadinya bahaya
kerja dan berbagai gangguan kesehatan yang berguna bagi PT. Murni Mapan Makmur.
1.2 Identifikasi Masalah
Berdasarkan latar belakang penelitian yang telah dijelaskan di atas, maka dapat
identifikasi masalah yang akan dibahas dari penelitian ini adalah sebagai berikut:
1. Masih adanya potensi terjadinya kecelakaan kerja di lingkungan produksi iner PT.
Murni Mapan Makmur.
2. Belum adanya kesadaran pekerja mengenai Keselamatan dan Kesehatan Kerja (K3).
1.3 Perumusan Masalah
Adapun perumusan masalah untuk identifikasi masalah yang telah disampaikan sebagai
berikut:
1. Apa saja potensi bahaya yang ada pada lingkungan produksi iner di PT. Murni Mapan
Makmur?
2. Bagaimana pengukuran dan penilaian risiko K3 dengan metode HIRARC?
3. Apa saja rekomendasi perbaikan yang dapat diberikan terhadap PT. Murni Mapan
Makmur?
1.4 Batasan Masalah
Agar penulisan laporan dapat dilakukan dengan baik dan pembahasan dapat terfokus,
maka dibuat beberapa batasan masalah dalam penelitian ini, yaitu:
1. Penelitian ini dilakukan pada lingkungan produksi iner PT. Murni Mapan Makmur
pabrik 3, Pasuruan.
2. Penelitian ini tidak membahas biaya.
1.5 Tujuan Penelitian
Tujuan penelitian yang ingin dicapai dari penelitian ini adalah sebagai berikut:
1. Mengidentifikasi potensi-potensi resiko bahaya yang ada pada lingkungan produksi iner
dengan metode HIRARC (Hazard Identification, Risk Assessment and Risk Control) di
PT. Murni Mapan Makmur.
2. Pengukuran dan penilaian risiko K3 dengan metode HIRARC
3. Mengetahui rekomendasi perbaikan apa saja yang diberikan dari penelitian ini.

7
1.6 Manfaat Penelitian
Adapun manfaat penelitian ini sebagai berikut adalah:
1. Untuk mengurangi adanya bahaya atau mengendalikan bahaya pada bagian produksi
iner di PT. Murni Mapan Makmur
2. Perusahaan memiliki bahan pertimbangan bagi PT. Murni Mapan Makmur untuk
mengambil kebijakan yang berhubungan dengan keselamatan dan kesehatan kerja.
3. Memberikan rekomendasi perbaikan kepada perusahaan yang telah dihasilkan dari
penelitian ini.
1.7 Asumsi Penelitian
Adapun asumsi yang terdapat pada penelitian ini, yaitu:
1. Kondisi perusahaan pada saat penelitian di PT. Murni Mapan Makmur tidak mengalami
perubahan kebijakan.
8
Halaman ini sengaja dikosongkan
7
BAB II
TINJAUAN PUSTAKA
Pada pelaksanaan penelitian diperlukan dasar-dasar argumentasi ilmiah yang
berhubungan dengan konsep-konsep yang menjadi masalah dalam penelitian dan digunakan
dalam analisis. Pada bab ini akan dijelaskan beberapa dasar argumentasi atau teori yang
digunakan dalam penelitian.
2.1 Penelitian Terdahulu
Penelitian terdahulu diperlukan untuk dijadikan referensi dalam suatu penelitian,
penelitian tersebut merupakan beberapa penelitian yang telah dilakukan sebelumnya
mengenai kecelakaan kerja. Beberapa penelitian terdahulu yang berkaitan dapat dilihat pada
Tabel 2.1.
1. Socrates (2013) melakukan penelitian yang terkait dengan pengidentifikasian bahaya
dan melakukan analisis risiko kecelakaan kerja alat suspension preheater di produksi
plant 6/11 PT. Indocement Tunggal Prakarsa. Penelitian tersebut menggunakan
HIRARC sebagai metodenya untuk mengidentifikasi bahaya 11 jenis pekerjaan. Peneliti
melakukan berbagai proses pengumpulan data dari wawancara kepada para expert
hingga arsip yang didapat pada bagian produksi yang menggunakan alat suspension
preheater. Hasil penelitian yang didapat dibandingkan dengan HIRARC perusahaan
yang tersedia, peneliti lalu melakukan analisis risiko kecelakaan kerja yang ditimbulkan
pada PT. Indocement Tunggal Prakarsa.
2. Kurniawati (2014) melakukan penelitian analisis potensi bahaya kecelakaan kerja pada
produksi spring bed. Penelitian ini menggunakan metode Hazard Identification and
Risk Assessment (HIRA) untuk menemukan bahaya yang ditimbulkan lalu dilakukan
penilaian risikonya terhadap sumber bahaya tersebut. Hasil yang didapatkan pada
penelitian ini terdapat beberapa daerah sumber bahaya kecelakaan kerja memungkinkan
terjadi pada area produksi spring bed. Daerah tersebut tergolong menjadi 6 sumber
bahaya yaitu antara lain; sikap pekerja, material kerja, kondisi lingkungan kerja, pisau
pemotong, lantai basah, dan panel listrik.
3. Ishamulladien (2016) melakukan analisis keselamatan dan kecelakaan pada lingkungan
pendidikan dengan metode HIRARC. Peneliti mengidentifikasikan bahaya apa yang
ditimbulkan pada lingkungan tersebut guna meningkatkan kondisi yang aman dan bebas
9

10
dari bahaya keselamatan kerja. Peneliti melakukan penelitian dimulai dengan cara
pendekatan kuisioner pada pihak yang terkait pada lingkungan pendidikan tersebut,
perundang-undangan K3, OHSAS 18001 dan kondisi terkait. Dari hasil pengumpulan
informasi tersebut dilakukan identifikasi risiko–risiko yang dihasilkan lalu melakukan
pengendalian risiko, dan hasil akhir penelitian ini didapatkan risiko yang terbesar
sampai terkecil.
Tabel 2.1
Penelitian Terdahulu
No Penulis Objek Tujuan Metode Hasil Penelitian
1 Socrates
(2013)
PT. Indocement
Tunggal
Prakarsa
Mengidentifkasi,
menganalisis,
dan
mengendalikan
risiko pada alat
suspension
preheater
Hazard
Identification,
Risk
Assessment
and Risk
Control
(HIRARC)
-Identifikasi
risiko
keselamatan
kerja pada
lingkungan alat
-Pengendalian
risiko dilakukan
2 Kurniawati
(2014)
PT. Malindo
Intitama Raya
Mengetahui
potensi bahaya
kecelakaan kerja
dan penilaian
risiko di bagian
produksi Spring
Bed
Hazard
Identification
and Risk
Assessment
(HIRA)
-Hasil temuan
potensi bahaya
-Penilaian risiko
berdasarkan
sumber bahaya
-Pengendalian
risiko dilakukan
3 Ishamulladien
(2015)
Gedung Jurusan
Teknik Industri
Universitas
Brawijaya
Potensi hazard
dan
pengendalian
bahaya tersebut
Hazard
Identification,
Risk
Assessment
and Risk
Control
(HIRARC)
-Identifikasi
hazard yang ada
-Mengenali
kondisi terkait
keselamatan
kerja
-Rekomendasi
perbaikan
dilakukan
4 Penelitian ini PT. Murni
Mapan Makmur
Analisis potensi
bahaya dan
pengendalian
risiko pada
produksi plastik
Hazard
Identification,
Risk
Assessment
and Risk
Control
(HIRARC)
-Identifikasi
potensi bahaya
terkait
keselamatan
kerja
-Mengetahui
risiko terbesar
dan terkecil
-Memberikan
saran
rekomendasi
perbaikan pada
perusahaan
2.2 Keselamatan dan Kesehatan Kerja (K3)
Keselamatan dan kesehatan kerja adalah bagian penting dan perlu diperhatikan dalam
terlaksananya kegiatan perusahaan. Setiap pihak terkait berusaha semaksimal mungkin jika

11
adanya jaminan keselamatan dan kesehatan kerja dari perusahaan. Adanya jaminan
keselamatan dan kesehatan kerja karyawan seharusnya memang hal wajib yang harus
dilaksanakan oleh setiap perusahaan. Adapun beberapa pengertian dari keselamatan dan
kesehatan kerja menurut para expert antara lain:
Menurut Mangkunegara (2003:159) keselamatan adalah suatu kondisi aman yang
dirasakan seseorang dalam melakukan sebuah kegiatan kerja. Kondisi tersebut terdapat dari
internal dan eksternal. Dimaksudkan internal ialah kemampuan dan kesadaran seseorang
dalam menjaga dirinya sendiri sedangkan eksternal ialah kejadian atau bahaya yang terjadi
dari luar kehendak kita. Rivai (2005:411) menjelaskan bahwa keselamatan dan kesehatan
kerja sangat bergantung kepada kondisi psikologis dan fisiologis-fiskal dari masing - masing
tenaga kerja yang diakibatkan oleh lingkungan yang perusahaan sediakan kepada tenaga
kerja tersebut. Sedangkan Suma’mur (1988) menjelaskan keselamatan kerja ialah
keselamatan yang berhubungan dengan alat-alat, bahan, mesin, pesawat, serta prosesnya,
landasan kerja dan lingkungan beserta bagaimana cara melakukannya. Tujuan dari
keselamatan kerja itu sendiri yaitu: (Suma’mur, 1981).
1. Melindungi setiap tenaga kerja atas hak dan keselamatannya dalam melakukan suatu
kegiatan kerja untuk kesejahteraan hidup serta meningkatkan produksi dan
produktivitas nasional.
2. Menjamin keselamatan setiap orang yang berkenaan di lokasi kerja.
3. Menjamin agar sumber produksi dirawat dan dipergunakan secara aman dan efisien.
Adapun beberapa syarat-syarat keselamatan kerja yang diatur dalam Undang-Undang
keselamatan dan kesehatan kerja yang diperuntukkan (Undang-Undang K3 pasal 3 ayat 1,
tahun 1970):
a. Mencegah dan mengurangi kecelakaan;
b. Mencegah, mengurangi, dan mengatasi kebakaran;
c. Mencegah dan mengurangi bahaya peledakan;
d. Memberi kesempatan atau jalan menyelamatkan diri pada saat kebakaran dan kejadian
yang berbahaya lainnya;
e. Memberi pertolongan pada suatu kecelakaan;
f. Menyediakan alat-alat perlindungan diri;
g. Mencegah serta mengatasi timbul dan menyebar luasnya debu, kotoran, asap, suhu,
kelembaban, suara dan getaran, uap, gas, hembusan angin, cuaca, sinar atau radiasi;
h. Mencegah dan mengatasi timbulnya penyakit akibat kerja baik fisik maupun psikis,
racun, penularan, dan infeksi;

12
i. Melakukan penyesuaian suhu dan lembab yang baik;
j. Menyediakan penerangan yang cukup;
k. Menyediakan penyegaran udara yang cukup;
l. Memelihara segala kebersihan, kesehatan, dan ketertiban;
m. Memperoleh keseimbangan antara tenaga kerja, alat, lingkungan, proses dan cara
kerjanya;
n. Memperlancar dan memonitor berbagai pengangkitan seperti manusia, hewan,
tumbuhan, serta material;
o. Memelihara segala jenis bangunan;
p. Mengamankan dan memperlancar pekerjaan bongkar muat dan penyimpanan barang;
q. Mencegah terjadinya kecelakaan aliran listrik yang berbahaya;
r. Menyesuaiakan dan mengatasi kegiatan kerja yang memiliki bahaya kecelakaannya
yang semakin tinggi.
Dari beberapa penjelasan yang telah dipaparkan maka dapat disimpulkan bahwa
keselamatan dan kesehatan kerja ialah upaya untuk melindungi para pekerja dari bahaya
kecelakaan kerja selama kegiatan bekerja yang mempunyai tujuan agar menciptakan
lingkungan kerja yang aman dan sehat yang membantu pencapaian aman dari tujuan
perusahaan.
2.2.1 Keselamatan Kerja
Mangkunegara (2009:160) berpendapat keselamatan kerja adalah suatu kondisi aman
atau selamat dari kejadian penderitaan, kerusakan atau kerugian di lingkungan kerja. Risiko
keselamatan kerja yang dapat ditimbulkan dari lingkungan kerja dapat menyebabkan
kebakaran, ketakutan dengan aliran listrik, memar, tergores, terpotong, keseleo, patah tulang,
kerugian alat tubuh, penglihatan serta pendengaran.
Menurut Suma’mur (2001:1), keselamatan kerja merupakan keselamatan yang
berhubungan dengan sesuatu di lingkungan kerja seperti; alat kerja, bahan. mesin, pesawat,
dan pada prosesnya, dan lingkungannya serta bagaimana cara dalam melakukan suatu
kegiatan kerja. Mondy (2009:360) menjelaskan bahwa keselamatan kerja adalah suatu
perlindungan dari perusahaan atas karyawannya dari kerugian yang disebabkan oleh
kejadian kecelakaan kerja.
Dari beberapa informasi di atas, diketahui bahwa keselamatan kerja adalah suatu
kondisi dimana para karyawan merasakan nyaman dan aman dalam melakukan
pekerjaannya, karena dari suatu perlakuan aman tersebut sangat berpengaruh pada kualitas

13
dan kinerja pekerjaannya. Hal tentang kerugian dalam bekerja juga sering berkaitan dengan
sarana yang disediakan perusahaan serta lingkungan kerja sehingga sangat diperlukan suatu
latihan dan pengendalian agar mencegah dari kerugian akibat kerja tersebut.
2.2.2 Kesehatan Kerja
Menurut Meily (2010:72), kesehatan kerja adalah suatu usaha meningkatkan dan
mempertahankan kesehatan fisik dan mental serta kesejahteraan sosial semua pekerja.
Mencegah kerugian yang disebabkan oleh suatu kondisi pekerjaan, dapat melindungi pekerja
dari risiko-risiko pekerjaan yang merugikan kesehatan, begitu juga dengan penempatan
pekerja dalam suatu lingkungan kerja harus disesuaikan dengan kemampuan psikologi dan
fisiologi serta dapat dikatakan proses adaptasi antara manusia kepada pekerjaanya dan
pekerjaan kepada manusianya.
2.3 Kecelakaan Kerja
Suma’mur (2009) menjelaskan bahwa kecelakaan tidak terjadi kebetulan, melainkan
ada sebabnya. Suatu kecelakaan harus diamati dan ditemukan sumbernya, agar tindakan
selanjutnya dilakukan korektif bertujuan menanggulangi penyebabnya serta dengan usaha
preventif kecelakaan dapat dicegah dan tidak berulang kembali.
Menurut Silalahi dan Rumondang (1995), kecelakaan kerja didefinisikan sebagai setiap
kondisi tidak aman atau selamat yang dapat menyebabkan suatu kejadian kecelakaan.
Berdasarkan dari definisi tersebut, maka keselamatan dan kesehatan kerja mengutarakan
bahwa bagaimana cara mengatasi dan mencegah kejadian kecelakaan kerja adalah
mengurangi sumber penyebab kecelakaan dan perlu adanya pengawasan dan pengendalian
yang baik.
2.4 Definisi Bahaya
Bahaya atau hazard adalah segala sesuatu yang berkaitan dengan situasi atau tindakan
yang mempunyai potensi menyebabkan kecelakaan, kerusakan, gangguan atau cidera pada
manusia. Karena adanya bahaya tersebut maka diperlukan usaha pengendalian agar bahaya
tersebut tidak mengakibatkan kerugian (Ramli, 2010).
2.4.1 Kategori Bahaya
Bahaya atau hazard dapat dikategorikan menjadi beberapa jenis yaitu antara lain
sebagai berikut (ILO, 1989):

14
1. Kategori bahaya berdasarkan kejadiannya: bahaya yang ditimbulkan oleh alam
(bencana alam) dan yang ditimbulkan oleh perbuatan manusia
2. Kategori bahaya berdasarkan jenisnya:
a. Biological Hazard (bahaya biologi), dalam kategori ini antara lain, virus, jamur,
bakteri, tumbuhan, burung, hewan yang dapat menginfeksi manusia.
b. Chemical Hazard (bahaya kimia), bahaya yang ditimbulkan oleh zat kimia seperti
toksitisitas, daya ledak, penyebab kanker, oksidasi, bahan kimia yang mudah
terbakar.
c. Ergonomic Hazard (bahaya ergonomi), dalam kategori ini antara lain, desain
tempat kerja yang tidak sesuai, salahnya postur tubuh saat melakukan aktifitas,
keadaan pekerjaan yang dilakukan, dan kegiatan yang berulang–ulang.
d. Phsyical Hazard (bahaya fisika), yang termasuk ke dalam kategori ini antara lain
seperti kebisingan, tekanan, suhu, getaran, dan radiasi.
e. Psychological Hazard (bahaya psikososial), dalam kategori ini adalah pekerja yang
mengalami stres kerja seperti halnya terlalu lamanya jam kerja, pimpinan yang
terlalu menuntut, lingkungan kerja yang tidak kondusif, dan lain sebagainya.
2.4.2 Identifikasi Bahaya
Identifikasi bahaya ialah suatu landasan dari pencegahan kecelakaan atau pengendalian
risiko. Tanpa mengenal bahaya, maka risiko dapat ditentukan sehingga upaya pencegahan
dan pengendalian risiko tidak dapat dijalankan (Ramli, 2010). Identifikasi bahaya
memberikan berbagai manfaat antara lain sebagai berikut:
1. Mengurangi kemungkinan kecelakaan.
Identifikasi bahaya dapat mengurangi peluang terjadinya kecelakaan, karena
identifikasi bahaya berhubungan dengan sumber kecelakaan.
2. Untuk memberikan pemhaman bagi semua pihak mengenai potensi bahaya dari suatu
aktivitas perusahaan sehingga dapat meningkatkan kewaspadan dalam menjalankan
aktivitas kerja perusahaan.
3. Sebagai saran dan pedoman untuk menentukan strategi pencegahan dan pengamanan
yang tepat dan efektif. Dengan mengetahui bahaya yang ada, manajemen dapat
menentukan prioritas sehingga hasil nantinya akan lebih efektif dan efisien.
4. Memberikan informasi yang terdokumentasi mengenai sumber bahaya dalam
perusahaan kepada semua pihak khususnya pemangku kepentingan. Dengan demikian
mereka dapat memperoleh gambaran mengenai risiko suatu usaha yang akan dilakukan.

15
2.5 Definisi Risiko
Menurut OHSAS 18001, risiko adalah kombinasi dari kemungkinan terjadinya kejadian
berbahaya dengan keparahan dari gangguan kesehatan dan cedera yang disebabkan oleh
kejadian tersebut. Manajemen risiko sendiri yaitu suatu proses untuk mengelola risiko yang
ada dalam setiap kegiatan (Ramli, 2010). Vaughan dan Elliot (1996), mendefinisikan sebagai
berikut:
1. Kans kerugian–the chance of loss
2. Kemungkinan kerugian–the possibility of loss
3. Ketidakpastian–uncertainty
4. Ketidaksesuaian kenyataan dari hasil yang diharapkan–the dispersion of actual from
expected result
5. Probabilitas bahwa suatu hasil berbeda dari yang diharapkan–the probability of any
outcome different. from the one expected
2.5.1 Identifikasi Risiko
Langkah ini merupakan suatu usaha untuk mengidentifikasi risiko yang akan dikelola.
Pada proses identifikasi harus menggunakan cara yang sistematis, hal ini sangat penting
karena potensi yang tidak teridentifikasi pada langkah ini akan dianalisis lebih lanjut.
Identifikasi harus mencakup semua risiko yang ada di dalam suatu organisasi untuk
bertujuan menghasilkan daftar dari suatu kejadian yang dapat memberikan pengaruh
terhadap setiap elemen.
Memiliki daftar identifikasi dari suatu kejadian, diperlukan untuk menentukan
kemungkinan penyebab. Ada berbagai cara untuk memulai suatu kejadian. (Australian
Standard/ New Zealand Standard 4360:2004)
Proses identifikasi harus dilakukan secara sistematis, risiko yang tidak teridentifikasi
harus dilakukan analisis lebih lanjut agar tidak terlewatkan. Berikut merupakan beberapa
teknik dalam identifikasi risiko yaitu (Ramli, 2010):
1. Brainstorming
2. Questionnaire
3. Checklist Safety
4. Scenario analysis
5. Risk Assesment workshop
6. Incident/Accident investigation
7. Auditing
16
8. Inspection
9. Industry benchmarking
10. HAZOP (Hazard and Operability Studies)
Adapun beberapa hal lain untuk melakukan identifikasi risiko dalam sebuah proyek adalah:
1. Membuat daftar bisnis yang dapat menyebabkan kerugian
2. Membuat daftar kerugian potensual. Dalam checklist ini dibuat daftar kerugian dan
peringkat kerugian yang terjadi
3. Membuat klasifikasi kerugian
a. Kerugian atas kekayaan (property)
1) Kekayaan langsung yang dihubungkan dengan kebutuhan untuk mengganti
kekayaan yang hilang atau rusak
2) Kekayaan yang tidak langsung, misalnya penurunan permintaan, image
perusahaan, dan sebagainya
b. Kerugian atas hutang piutang, karena kerusakan kekayaan atau cederanya pribadi
orang lain
c. Kerugian atas personil perusahaan. Misalnya akibat kematian, ketidakmampuan,
usia tua, pengangguran, sakit, dan sebagainya.
2.5.2 Analisis Risiko
Setelah proses identifikasi dari semua risiko yang mungkin terjadi yang berkaitan
dengan kegiatan kerja yang dilakukan, selanjutnya diperlukan tindakan lain untuk
menganalisis risiko–risiko tersebut. Al-Bahar dan Crandall (1990) menjelaskan bahwa
sesuatu yang diperlukan adalah menentukan dampak dari risiko tersebut melalui suatu teori
analisis probabilitas, sebelum risiko–risiko tersebut dilanjutkan dan dilaksanakan keputusan
manajemen.
Menurut Al-Bahar dan Crandall (1990), analisis risiko diartikan sebagai sebuah proses
yang menyatukan ketidakpastian dalam bentuk kuantitatif, menggunakan teori probabilitas,
untuk mengetahui dan mengevaluasi dampak potensial suatu risiko.
Tahapan awal yaitu adalah pengumpulan data yang sesuai terhadap risiko yang akan
dianalisis. Pengumpulan ini biasanya diperoleh dari data historis atau pengalaman suatu
kegiatan perusahaan. Apabila data historis tersebut dianggap kurang memadai, dapat
dilaksanakan metode identifikasi risiko yang lainnya.
Setelah data yang diperlukan rampung, selanjutnya dilakukan proses evaluasi dampak
dari risiko. Proses evaluasi dampak risiko dilakukan dengan cara mengkombinasikan antara

17
teori probabilitas (sebagai bentuk kuantitatif dari faktor ketidakpastian) dan dampak dari
terjadinya risiko.
2.6 Manajemen Risiko
Nosworthy (2000:600) mengemukakan bahwa manajemen risiko adalah suatu cara
identifikasi dari ancaman dan implementasi. dari pengukuran yang ditujukan pada
mengurangi kejadian ancaman tersebut dan meminimasi setiap kerusakan. Analisis risiko
dan pengendalian risiko merupakan suatu manajemen risiko dimana pengendalian risiko
tersebut adalah aplikasi dari pengelolaan yang sesuai untuk mendapatkan keseimbangan
antara keamanan, penggunaan dan biaya. Manajemen risiko harus mampu menyeleksi:
1. Metode pengelolaan risiko yang bisa menghasilkan suatu keuntungan ekonomi dari
suatu perusahaan
2. Asuransi hanya dapat dilihat berbagai satu dari beberapa metode yang digunakan dalam
mengatasi risiko
3. Dalam pengaplikasian ilmu ini membutuhkan pengetahuan dan keterampilan manager
risiko (risk manager).
2.6.1 Manfaat Manajemen Risiko
Manajemen risiko merupakan hal yang sangat penting bagi keberlangsungan suatu
usaha dan merupakan sarana untuk mencegah dan melindungi perusahaan dari setiap
kemungkinan yang merugikan. Manajemen tidak cukup melakukan langkah-langkah
pengaman yang memadai sehingga peluang terjadinya bencana semakin besar. Dengan
melaksanakan manajemen risiko diperoleh berbagai manfaat sebagai berikut antara lain
(Ramli, 2010):
1. Menjamin keberlangsungan usaha dengan mengurangi risiko dari setiap kegiatan yang
mengandung bahaya
2. Menimbulkan rasa nyaman dan aman di kalangan pemegang saham mengenai
keberlangsungan dan keamanan investasinya
3. Menekan biaya untuk mengatasi kejadian yang tidak diinginkan
4. Memenuhi persyaratan perundang-undangan yang berlaku
5. Meningkatkan pemahaman dan kesadaran mengenai risiko operasi bagi setiap unsur
dalam organisasi/perusahaan
18
2.6.2 Risk Identification
Risk Identification adalah suatu cara untuk mengetahui risiko – risiko apa yang akan
muncul dari bahaya yang sudah didapatkan (Ramli, 2010). Cara-cara mengidentifikasi risiko
sebagai berikut:
1. Usaha untuk menemukan dan menyeleksi risiko–risiko yang mungkin muncul dalam
aktivitas kerja yang dilaksanakan oleh perusahaan
2. Risiko–risiko yang diolah harus dilihat dalam lingkup yang paling luas, tidak hanya
yang terbatas pada risiko–risiko yang dapat diasuransikan
3. Pemeriksaan Fisik
4. Tiga cara yang disarankan dapat mendukung dalam mengidentifikasi risiko:
a. Bagan organisasi (Organizational Chart)
Menunjukan struktur organisasi dari perusahaan terkait. Struktur organisasi ini akan
terlihat kelemahan yang ada dalam perusahaan pada masa itu.
b. Bagan Alir (Flow Chart)
Umum digunakan untuk perusahaan yang memiliki sistem produksi yang
melibatkan bahan dan alat dengan proses produksi secara keseluruhan
c. Daftar Periksa (Check List)
Melakukan pembuatan suatu daftar pertanyaan mengenai aktivitas kerja dalam
mengenai risiko yang biasanya dihadapi dalam menjalani pabrik tersebut.
2.6.3 Risk Evaluation
Risk Evaluation bertujuan mengevaluasi dampak dari risiko yang timbul pada
perusahaan sehingga nantinya perusahaan mampu memberikan dan mengambil kebijakan
yang paling tepat untuk mengatasinya (Ramli, 2010). Evaluasi risiko yang dilakukan
bergantung adanya data kejadian di masa lalu.
2.6.4 Risk Control
Risk control merupakan hal yang paling penting dimana seorang manajer risiko harus
mampu menggunakan seluruh informasi yang diterima dan dimilikinya untuk memutuskan
kebijakan yang terbaik atas nama perusahaanya. Risk Control merupakan tahap terakhir dari
proses Manajemen Risiko (Ramli, 2010). Berikut merupakan bagian dari manajemen risiko:
1. Financial Risk Control
Financial risk control merupakan suatu usaha untuk mengendalikan risiko yang
dibebankan pada para pemegang saham yang sebagaimana yang dihasilkan dari

19
keputusan yang merupakan untuk mendapatkan pendanaan melalui utang yang muncul
karena ada digunakannya utang.
2. Physical Risk Control
Physical risk control adalah sebuah usaha pengurangan dan pencegahan risiko yang
saling berkaitan dan pada dasarnya dapat dicapai dengan cara menyingkirkan dan
menghilangkan sebagian atau sepenuhnya risiko yang akan muncul.
2.7 HIRARC (Hazard Identification, Risk Assessment and Risk Control)
Metode HIRARC (Hazard Identification Risk Assesment and Risk Control) digunakan
pada penelitian ini, Ramli (2010:79) menjelaskan HIRARC merupakan elemen dasar dalam
dalam sistem manajemen keselamatan dan kesehatan kerja mengenai bagaimana upaya
pencegahan dan pengendalian bahaya dilakukan. Menurut OHSAS 18001, metode ini harus
dilakukan di seluruh rutinitas kerja perusahaan untuk menentukan kegiatan perusahaan yang
menimbulkan potensi bahaya dan menyebabkan dampak serius terhadap keselamatan dan
kesehatan kerja. Jadi ada tiga bagian utama dalam HIRARC, yaitu:
1. Hazard Identification (identifikasi bahaya)
Identifikasi bahaya merupakan langkah awal yang harus dilakukan dalam melakukan
pengembangan risiko K3. Identifikasi bahaya adalah suatu cara sistematis untuk
mengenal bahaya yang ditimbulkan oleh dari sebuah aktivitas kerja yang dilakukan
dengan pengamatan, wawancara, dan lain sebagainya. Identifikasi bahaya merupakan
landasan dari program pencegahan kecelakaan atau pengendalian risiko. Tanpa
mengenal bahaya, maka risiko tidak dapat ditentukan sehingga upaya pencegahan dan
pengendalian risiko tidak dapat dijalankan (Ramli, 2010). Identifikasi bahaya yang
dilakukan dengan pengamatan, wawancara, dan kuisioner. Kuisioner yang disebarkan
kepada para pekerja yang di area produksi iner sebanyak 25 orang. Wawancara
dilakukan dengan dengan para pekerja dan pimpinan. Pengamatan atau observasi
dilakukan sendiri.
2. Risk Assesment (penilaian risiko)
Setelah semua risiko dapat diidentifikasi, maka selanjutnya adalah dengan melakukan
penilaian risiko melalui pendekatan Australian Standard/New Zealand Standard 4360.
Pendekatan disini bertujuan untuk menentukan besarnya suatu risiko dengan
mempertimbangkan kemungkinan yang dapat terjadi dan dampak keparahan yang dapat
ditimbulkan. Berikut merupakan langkah dalam melakukan penilaian risiko, yaitu:

20
a. Melakukan identifikasi dari berbagai faktor bahaya yang berhubungan dengan
aktivitas.
b. Menentukan tingkat konsekuensi (dampak keparahan) dengan menggunakan skala
yang dapat mudah dimengerti. Contohnya:
• Tingkat fatal (High): kerusakan berat (meninggal, luka berat, hilangnya harta
benda, dan lain-lain).
• Sedang (Moderate): kerusakan sedang (luka yang membutuhkan kesembuhan
lama, kerusakan peralatan, dan lain-lain).
• Rendah (Low): kerusakan rendah (menimbulkan luka atau kerusakan yang
tidak berarti, dan lain-lain)
c. Menentukan tingkat keseringan seperti klasifikasi tersebut misalnya dengan kode
H, M, dan L.
• H (High) = high frequency (sering terjadi, misalnya: beberapa kejadian dalam
setahun)
• M (Medium) = medium frequency (satu atau dua kali dalam setahun)
• L (Low) = low frequency (jarang dan hampir tidak pernah terjadi, misalnya:
sekali seumur hidup)
d. Menentukan risiko dengan menggunakan skala di atas. Hal demikian dilakukan
dengan mempertimbangkan tingkat konsekuensi dan tingkat seringnya.
e. Selanjutnya hasil penilaian tersebut diklasifikasikan.
Analisis penilaian dilakukan untuk menentukan dan mengetahui besarnya suatu
risiko dengan mempertimbangkan kemungkinan terjadinya dan dampak keparahan
yang ditimbulkannya. Setelah menentukan dan mengetahui besarnya tingkat risiko,
selanjutnya adalah pengklasifikasian risiko dari yang paling rendah hingga paling
tinggi yang nantinya pengendaliannya disesuaikan.
3. Risk Control (pengendalian risiko)
Tahapan pengendalian risiko dilanjutkan dengan adanya nilai pada pengklasifikasian
risiko sehingga tindakan rekomendasi perlu dilakukan guna mengurangi risiko
kecelakaan kerja menurut standar OHSAS 18001 seperti alat pelindung diri, warning
system, administrative control, dan lain sebagainya.
Aktivitas HIRARC harus direncanakan dan dilakukan:
a. Pada situasi:
1) Pada saat hazard menimbulkan ancaman yang signifikan

21
2) Saat control yang dilakukan tidak memadai atau tidak pasti
3) Sebelum menerapkan tindakan korektif atau preventif
b. Pada organisasi yang ingin terus memperbaiki system manajemen K3
Dalam memperbaiki system manajemen K3 ini menjadi tugas para pemimpin
atau atasan untuk memberi tenaga ahli atau terlatih serta membuat tim yang bisa
memimpin para karyawan pada perusahaan tersebut terkait dengan satu proses atau
aktivitas yang ada atau tertentu untuk melakukan HIRARC.
Proses dari HIRARC membutuhkan 4 langkah:
1) Klasifikasi aktivitas kerja
2) Identifikasi hazard
3) Melakukan penilaian pada risiko (analisis dan estimasi risiko–risiko dari setiap
hazard) dengan kalkulasi atau estimasi
• Kemungkinan terjadi
• Tingkat keparahan hazard
Memutuskan apakah risiko dapat ditoleransi dan dapat dikontrol atau
dikendalikan (jika diperlukan). Berikut adalah Gambar 2.1 yang menjelaskan
langkah HIRARC.
Gambar 2.1 Tahapan proses HIRARC
Sumber: Department of Occupational Safety and Health Ministry of Human Resources Malaysia
2.8 Organizational Health and Safety Assesment Systems (OHSAS 18001:2007)
OHSAS 18001:2007 digunakan sebagai syarat agar organisasi mampu mengatasi
risiko–risiko K3 dan bagaimana meningkatkan kemampuan kinerjanya. Spesifiknya metode
OHSAS 18001:2007 tidak memperlihatkan dan mendeskripsikan suatu kriteria kinerja,
ataupun memberikan persyaratan secara rinci dalam merancang sistem manajemen.

22
Untuk mengelola suatu perubahan kondisi, organisasi harus mengidentifikasi potensi
bahaya–bahaya yang ada sebelum melakukan suatu penilaian terhadap munculnya suatu
bahaya–bahaya. Organisasi harus mengecek dan memastikan penilaian yang dihasilkan
dapat dipertimbangkan sehingga dapat melaksanakan pengendalian yang tepat.
Saat menetapkan keputusan atas perubahan yang terjadi atas pengendalian yang ada saat
ini, pertimbangan harus diberikan untuk mengurangi risiko berdasarkan hirarki yang ada
sebagai berikut (Ramli, 2010):
1. Eliminasi
Eliminasi merupakan suatu teknik pengendalian dengan cara menghilangkan sumber
bahaya, cara tersebut sangat efektif sehingga potensi risiko dapat dihilangkan.
2. Substitusi
Substitusi merupakan teknik pengendalian bahaya melalui cara mengganti bahan, alat,
bahkan sistem yang sudah ada yang terindikasi berbahaya dengan yang lebih aman.
3. Pengendalian Teknis
Pengendalian teknis dimaksudkan lebih kepada perbaikan pada desain, atau
penambahan peralatan pengaman sehingga bahaya dapat diredam
4. Pengendalian Administrasi
Pengendalian ini dilakukan biasnaya dengan cara mengatur jadwal kerja, istirahat, dan
prosedur kerja yang lebih aman serta adanya pemeriksaan kesehatan.
5. Alat Pelindung Diri (APD).
Urutan tahapan akhir yaitu dengan mengendalikan bahaya dengan menyediakan dan
memakai alat pelindung diri seperti safety helmet, safety gloves, dan masker, dan lain
sebagainya.
Gambar 2.2 Hirarki pengendalian K3
Sumber: Ramli (2010)
Dalam konsep K3 yang dimana dapat dilihat dari hirarki K3 pada Gambar 2.2,
penggunaan pelindung diri merupakan alternatif terakhir dalam pencegahan dan

23
pengendalian bahaya. Sesuai dengan peraturan terkait pasal 14C Undang-undang
Keselamatan Kerja No. 1 tahun 1970, bahwa pengusaha perusahaan wajib menyediakan alat
keselamatan secara cuma-cuma sesuai dengan sifat bahayanya. Oleh sebab itu, suatu
perusahaan harus mampu selalu melakukan perbaikan yang terus menerus terhadap bahaya
yang ada dan pengendaliannya.
2.9 Peraturan Perundang-undangan Keselamatan dan Kesehatan Kerja
Keselamatan dan Kesehatan kerja pastinya diatur oleh sebuah peraturan-peraturan yang
berlaku saat ini. Peraturan – peraturan tersebut dibuat sebagai dasar hukum yang berkenaan
keselamatan dan kesehatan kerja. Berikut ini merupakan beberapa dasar hukum yang
mengatur kesehatan dan keselamatan kerja.
2.9.1 Undang–Undang No. 13 tahun 2003 Pasal 86
Undang Undang yang berlaku yaitu UU No. 13 tahun 2003 tentang ketenagakerjaan
pasal 86 yaitu:
1. Setiap pekerja/buruh mempunyai hak untuk memperoleh perlindungan atas:
a. Keselamatan dan kesehatan kerja;
b. Moral dan kesusilaan; dan
c. Perlakuan yang sesuai dengan harkat dan martabat manusia serta nilai-nilai agama.
2. Untuk melindungi keselamatan pekerja/ buruh guna mewujudkan produktivitas kerja
yang optimal diselenggarakan upaya keselamatan dan kesehatan kerja.
3. Perlindungan sebagaimana dimaksud pada ayat (1) dan ayat (2) dilaksanakan sesuai
dengan peraturan perundang-undangan yang berlaku.
2.9.2 Undang–Undang No.13 tahun 2003 Pasal 87
Undang undang No. 13 tahun 2003 tentang ketenagakerjaan pasal 87 yaitu:
1. Setiap perusahaan wajib menerapkan sistem manajemen keselamatan dan kesehatan
kerja yang terintegrasi dengan sistem manajemen perusahaan.
2. Ketentuan mengenai penerapan sistem manajemen keselamatan dan kesehatan kerja
sebagaimana dimaksud pada ayat (1) diatur dengan Peraturan Pemerintah.
24
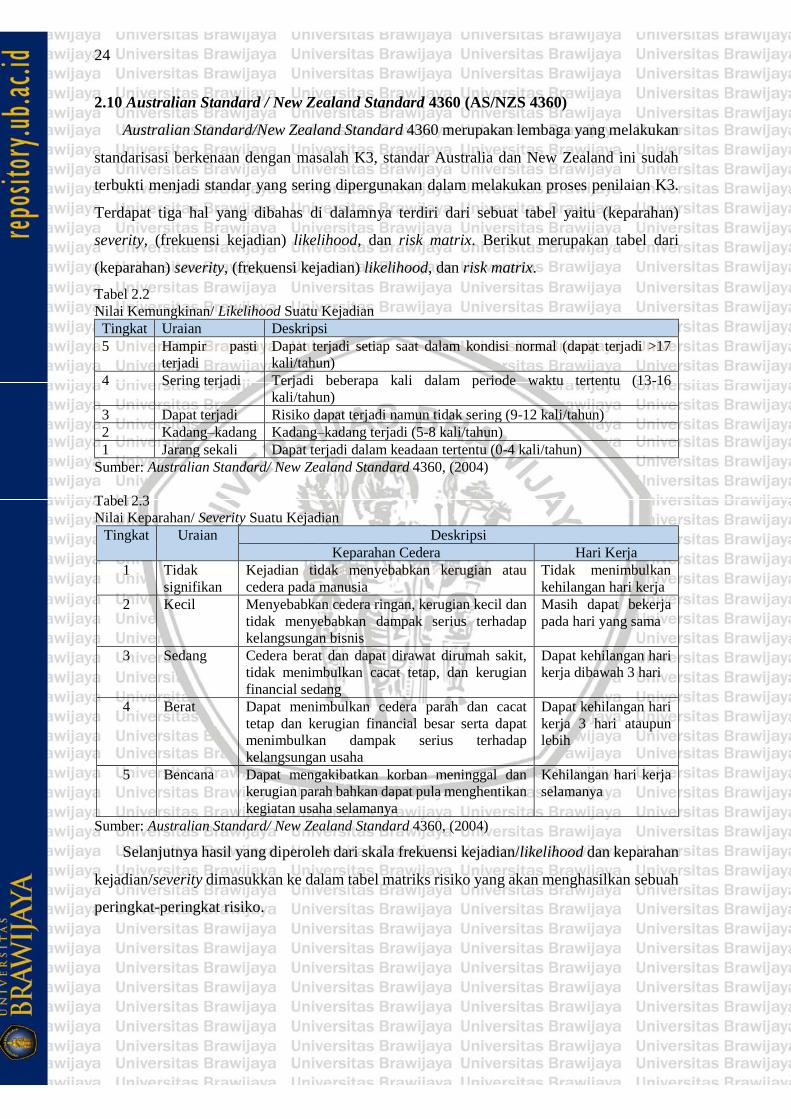
2.10 Australian Standard / New Zealand Standard 4360 (AS/NZS 4360)
Australian Standard/New Zealand Standard 4360 merupakan lembaga yang melakukan
standarisasi berkenaan dengan masalah K3, standar Australia dan New Zealand ini sudah
terbukti menjadi standar yang sering dipergunakan dalam melakukan proses penilaian K3.
Terdapat tiga hal yang dibahas di dalamnya terdiri dari sebuat tabel yaitu (keparahan)
severity, (frekuensi kejadian) likelihood, dan risk matrix. Berikut merupakan tabel dari
(keparahan) severity, (frekuensi kejadian) likelihood, dan risk matrix.
Tabel 2.2
Nilai Kemungkinan/ Likelihood Suatu Kejadian
Tingkat Uraian Deskripsi
5 Hampir pasti
terjadi
Dapat terjadi setiap saat dalam kondisi normal (dapat terjadi >17
kali/tahun)
4 Sering terjadi Terjadi beberapa kali dalam periode waktu tertentu (13-16
kali/tahun)
3 Dapat terjadi Risiko dapat terjadi namun tidak sering (9-12 kali/tahun)
2 Kadang–kadang Kadang–kadang terjadi (5-8 kali/tahun)
1 Jarang sekali Dapat terjadi dalam keadaan tertentu (0-4 kali/tahun)
Sumber: Australian Standard/ New Zealand Standard 4360, (2004)
Tabel 2.3
Nilai Keparahan/ Severity Suatu Kejadian
Tingkat Uraian Deskripsi
Keparahan Cedera Hari Kerja
1 Tidak
signifikan
Kejadian tidak menyebabkan kerugian atau
cedera pada manusia
Tidak menimbulkan
kehilangan hari kerja
2 Kecil Menyebabkan cedera ringan, kerugian kecil dan
tidak menyebabkan dampak serius terhadap
kelangsungan bisnis
Masih dapat bekerja
pada hari yang sama
3 Sedang Cedera berat dan dapat dirawat dirumah sakit,
tidak menimbulkan cacat tetap, dan kerugian
financial sedang
Dapat kehilangan hari
kerja dibawah 3 hari
4 Berat Dapat menimbulkan cedera parah dan cacat
tetap dan kerugian financial besar serta dapat
menimbulkan dampak serius terhadap
kelangsungan usaha
Dapat kehilangan hari
kerja 3 hari ataupun
lebih
5 Bencana Dapat mengakibatkan korban meninggal dan
kerugian parah bahkan dapat pula menghentikan
kegiatan usaha selamanya
Kehilangan hari kerja
selamanya
Sumber: Australian Standard/ New Zealand Standard 4360, (2004)
Selanjutnya hasil yang diperoleh dari skala frekuensi kejadian/likelihood dan keparahan
kejadian/severity dimasukkan ke dalam tabel matriks risiko yang akan menghasilkan sebuah
peringkat-peringkat risiko.

25
Tabel 2.4
Skala Risk Matrix
Likelihood Severity
1 2 3 4 5
5 H H E E E
4 M H E E E
3 L M H E E
2 L L M H E
1 L L M H H
Sumber: Australian Standard/ New Zealand Standard 4360, (2004)
Keterangan:
E: Extreme M: Medium
H: High L: Low

26
Halaman ini sengaja dikosongkan

27
BAB III
METODE PENELITIAN
Metode penelitian ini merupakan suatu tahap yang harus ditetapkan sebelum penelitian
dilakukan. Hal ini dimaksudkan agar proses penelitian ini dapat dipahami secara sistematik.
Adapun mengenai tahapan–tahapan yang dilakukan tentang bagaimana penelitian dilakukan
serta tahapan-tahapannya lainnya dalam penelitian sehingga tercapainya tujuan penelitian.
3.1 Jenis Penelitian
Jenis penelitian yang digunakan pada penelitian ini adalah penelitian deskriptif yaitu
penelitian yang berusaha mendeskripsikan suatu gejala, peristiwa, kejadian yang terjadi pada
saat sekarang (Sudjana dan Ibrahim, 1989). Penelitian ini dilakukan dengan penggambaran
kejadian-kejadian yang ada. Adapun yang diteliti mengenai risiko keselamatan kerja di
bagian produksi iner PT. Murni Mapan Makmur, yang kemudian dilakukan untuk
menentukan tingkat risiko yang ditimbulkan dengan metode HIRARC (Hazard
Identification Risk Assessment and Risk Control) serta rekomendasi perbaikannya.
3.2 Tempat Dan Waktu Penelitian
Penelitian ini dilaksanakan di PT. Murni Mapan Makmur yang berlokasi di Jl. Raya
Purwosari KM 2,8 Purwosari Pasuruan, Jawa Timur 67162. Adapun pelaksanaannya
dilakukan pada bulan Desember 2016–Oktober 2017.
3.3 Langkah-Langkah Penelitian
Berikut merupakan langkah-langkah dalam melakukan penelitian ini.
1. Studi Lapangan
Kegiatan ini digunakan sebagai langkah awal dalam penelitian adalah melakukan
penelitian lapangan demi mendapatkan informasi terkait dengan topik penelitian dan
memperhatikan masalah yang terjadi pada tempat penelitian secara mendalam. Topik
yang diambil pada skripsi ini yaitu identifikasi risiko dalam upaya mengurangi hazard
pada PT. Murni Mapan Makmur menggunakan metode HIRARC (Hazard Identification
Risk Assessment and Risk Control. Penelitian lapangan ini dilakukan dengan cara
wawancara langsung, wawancara merupakan metode pengumpulan data secara
langsung dengan cara mengajukan pertanyaan secara lisan kepada pihak yang terkait.

28
2. Studi Pustaka
Langkah ini merupakan langkah yang dilakukan untuk mendapatkan data dengan cara
mempelajari teori-teori dan ilmu pengetahuan yang berkaitan dengan permasalahan
objek yang diteliti. Sumber pustaka diperoleh dari sumber data informasi seperti
perpustakaan, jurnal, internet, dan lainnya yang berhubungan dengan pembahasan.
Studi pustaka yang dipelajari mengenai metode identifikasi risiko, penilaian risiko, serta
cara mengolah data penilaian risiko tersebut.
3. Identifikasi Masalah
Sebelum melakukan penelitian, ada baiknya peneliti melakukan identifikasi pada objek
penelitian yang akan diteliti. Pada langkah ini akan merumuskan masalah-masalah apa
saja yang mungkin muncul dalam objek yang sedang diteliti sehingga dapat
memudahkan langkah penelitian selanjutnya karena penyebab nya sudah diketahui
sebelumnya.
4. Perumusan Masalah
Perumusan masalah dilakukan berdasarkan identifikasi masalah yang telah dijabarkan
sebelumnya. Dengan adanya tujuan penelitian akan membuat penelitian lebih jelas
arahnya dan menentukan batasan-batasan yang perlu dalam pengolahan data yang akan
dilakukan.
5. Pengumpulan Data
Pengumpulan data yang dilakukan yaitu mengumpulkan dan pendokumentasian seluruh
data atau informasi yang berkaitan dalam menunjang penelitian dengan permasalahan
yang ada nantinya akan menjadi hasil dari penelitian objek tersebut. Dalam penelitian
ini data yang dikumpulkan yaitu data primer dan sekunder seperti berikut:
a. Data Primer, menurut Sugiyono (2012:139) menjelaskan yaitu sumber data yang
langsung memberikan data kepada pengumpul data, yaitu sebagai berikut:
1) Observasi dilakukan dengan pengamatan langsung terhadap aktivitas kerja PT.
Murni Mapan Makmur
2) Interview dengan melakukan tanya jawab dalam membuat latar belakang
permasalahan nantinya akan diberikan analisisnya pada PT. Murni Mapan
Makmur. Interview dilakukan dengan menanyakan expert yang terkait.
3) Diskusi dilakukan dengan yang terkait dalam proses pengidentifikasian risiko
bahaya yang ada di perusahaan

29
b. Data Sekunder, menurut Sugiyono (2012:141) data sekunder adalah sumber data
yang didapatkan dengan cara membaca, mempelajari, dan memahami melalui
sumber lain dari literature, buku-buku, serta arsip perusahaan, yaitu sebagai berikut:
1) Peraturan perundang-undangan terkait keselamatan dan kesehatan kerja
2) Profil PT. Murni Mapan Makmur
3) Data internal PT. Murni Mapan Makmur
6. Pengolahan Data
Pada tahap ini selanjutnya dilakukan pengolahan data dan analisis terhadap hasil data
identifikasi bahaya potensial yang didapatkan. Untuk melakukan identifikasi risiko
terhadap bahaya yang ada pada proses produksi, diawali dengan mengidentifikasi
bahaya potensial dengan melakukan diskusi untuk membantu dalam menganalisis risiko
bahaya dari sebuah aktivitas kerja serta dilakukan dengan penilaian resiko dan
pengendalian risiko terhadap aktivitas kerja yang akan dibahas di analisis dan
pembahasan.
7. Analisis dan Pembahasan
Setelah mengetahui identifikasi bahaya potensial yang ada dengan metode HIRARC,
akan dilakukan penilaian dan analisis risiko serta sebagai pendukung dengan OHSAS
18001 dan Australian Standard/New Zealand Standard 4360 yang nantinya akan
diberikan rekomendasi perbaikan pada perusahaan untuk dijadikan pedoman dalam
melakukan penelitian risiko selanjutnya berdasarkan data risiko yang sudah diteliti
sebelumnya.
8. Rekomendasi Perbaikan
Setelah mengetahui masing-masing nilai dari hasil analisis risiko akan diberikan
rekomendasi perbaikan dengan HIRARC dan OHSAS 18001 pada perusahaan untuk
dijadikan pedoman dalam melakukan penelitian risiko selanjutnya berdasarkan data
risiko yang sudah diteliti sebelumnya.
9. Kesimpulan dan Saran
Kesimpulan dan saran merupakan tahap akhir pada langkah penelitian. Pada tahap
kesimpulan yang didapat yang bersumber dari hasil penelitian sesuai dengan rumusan
masalah penelitian dan saran yang didapatkan dari hasil analisis rekomendasi serta saran
untuk penelitian selanjutnya.

30
3.4 Diagram Alir Penelitian
Berikut ini adalah langkah-langkah penelitian yang ditampilkan dengan diagram alir
pada Gambar 3.1
Mulai
Studi Lapangan
Studi Pustaka
Identifikasi Masalah
Perumusan Masalah
Pengumpulan Data:
1. Identifikasi Kecelakaan
2. Temuan Bahaya
3. Peraturan perundang-undangan K3
4. Profil PT. Murni Mapan Makmur
5. Kondisi terkait di PT. Murni Mapan Makmur
Pengolahan Data:
1. Mengidentifikasi bahaya terkait kondisi perusahaan dengan wawancara dan
kuisioner
2. Menentukan penyebab dan konskuensi yang didapat dengan metode HIRARC
3. Melakukan penilaian risiko
4. Mengurutkan risiko terbesar hingga terkecil
Kesimpulan dan
Saran
Selesai
Analisis dan
Pembahasan
Rekomendasi
Perbaikan
(Risk Control)
Gambar 3.1 Diagram alir penelitian

BAB IV
HASIL DAN PEMBAHASAN
Pada bab hasil dan pembahasan ini akan dijelaskan mengenai data yang telah
dikumpulkan dan selanjutnya dilakukan pengolahan berdasarkan metode penelitian yang
sudah dilakukan. Kemudian menginterpretasi data untuk mendapatkan hasil analisis dan
pembahasan dari metode yang digunakan dalam penelitian ini.
4.1 Gambaran Umum Perusahaan
Pada bagian ini akan dijabarkan mengenai gambaran PT. Murni Mapan Makmur secara
umum, meliputi profil singkat perusahaan, tujuan, dan struktur organisasi dari perusahaan.
4.1.1 Profil Perusahaan
PT. Murni Mapan Makmur terletak pada kecamatan Purwosari, Kabupaten Pasuruan,
Provinsi Jawa Timur yang merupakan dataran rendah dengan ketinggian 41 meter di atas
permukaan laut. PT. Murni Mapan Makmur merupakan perusahaan yang bergerak dibidang
industri plastik. Produksi utama perusahaan ini berupa iner karung, terpal, tali tambang,
kalsium karbonat, dan juga memproduksi biji plastik.
PT. Murni Mapan Makmur memproduksi barang berdasarkan permintaan pasar dan
penggunaannya. Produk yang dihasilkan oleh PT. Murni Mapan Makmur tidak memiliki
merek tertentu, karena produk yang dihasilkan akan dijual kembali kepada berbagai
produsen lain sehingga nantinya akan ditambahkan label sendiri tergantung dari produsen
tersebut.
Awalnya perusahaan ini merupakan perusahaan keluarga yang memiliki perizinan
hukum berupa perusahaan perseorangan. Setelah berjalan beberapa tahun, perusahaan ini
mengalami beberapa perubahan dikarenakan berbagai kendala yang mengharuskan
perusahaan menjadi perusahaan perseroan terbatas tepatnya pada tanggal 23 September
1988. Selanjutnya perusahaan tersebut disahkan oleh Direktur Jendral Hukum dan
Perundang-undangan sebagai mana tertera pada surat Keputusan Menteri Kehakiman
Republik Indonesia pada tanggal 22 Januari 1990.
31
32
4.1.2 Tujuan Perusahaan
Dalam menjalankan proses usahanya, tujuan yang ingin dicapai oleh PT. Murni Mapan
Makmur hingga sampai saat ini adalah sebagai berikut:
1. Menjalankan usaha perindustrian dari berbagai barang-barang dari plastik serta
memperdagangkan hasilnya.
2. Menjalankan usaha dalam bidang pertanian dan perkebunan.
3. Menjalankan perdagangan umum dalam arti kata seluas-luasnya termasuk impor dan
ekspor, dagang interinsulir dan pertokoan, baik untuk perhitungan sendiri ataupun
orang lain atas dasar komisi atau amanat.
4. Mengusahakan biro bangunan dengan menerima, merencanakan serta melaksanakan
pembangunan berbagai rupa bangunan termasuk rumah-rumah, gedung-gedung,
jalanan-jalanan, jembatan-jembatan, proyek irigasi serta mengerjakan pekerjaan
pemeliharaan bangunan (maintenance) serta bertindak sebagai instalatur air dan
listrik atau singkatnya bertindak sebagai pemborong pada umumnya (general
contractor).
5. Bertindak sebagai leverancier, grossier, pragenan, atau perwakilan dari badan-
badan atau perusahaan-perusahaan lainnya.
4.1.3 Struktur Organisasi
PT. Murni Mapan Makmur terdiri dari lima departemen kerja, yaitu departemen
personal & plant HRD, keuangan, produksi, export import, dan administrasi & keuangan.
Pada penelitian ini, objek penelitiannya adalah departemen produksi, yang mana departemen
produksi merupakan departemen yang bertanggung jawab terhadap seluruh kegiatan
produksi. Sehingga dalam penelitian ini akan dilakukan pengambilan data primer maupun
sekunder pada departemen produksi.
Gambar 4.1 menunjukkan struktur organisasi dari PT. Murni Mapan Makmur. Dari
kelima departemen yang dimiliki, terdapat satu orang yang bertanggung jawab menjadi
seorang manajer. Satu manajer dengan manajer lainnya mempunyai tugas masing-masing
dan saling berkoordinasi dalam perusahaan.
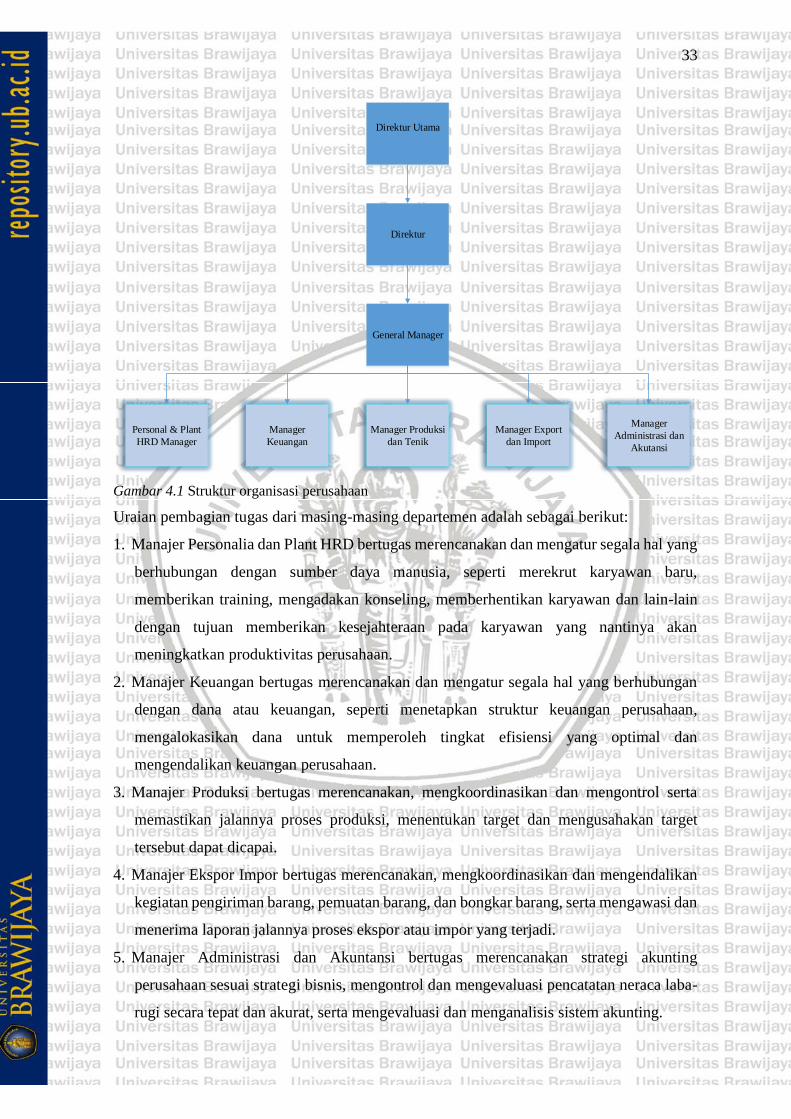
33
Direktur
General Manager
Manager Produksi
dan Tenik
Manager
Keuangan
Manager Export
dan Import
Manager
Administrasi dan
Akutansi
Personal & Plant
HRD Manager
Direktur Utama
Gambar 4.1 Struktur organisasi perusahaan
Uraian pembagian tugas dari masing-masing departemen adalah sebagai berikut:
1. Manajer Personalia dan Plant HRD bertugas merencanakan dan mengatur segala hal yang
berhubungan dengan sumber daya manusia, seperti merekrut karyawan baru,
memberikan training, mengadakan konseling, memberhentikan karyawan dan lain-lain
dengan tujuan memberikan kesejahteraan pada karyawan yang nantinya akan
meningkatkan produktivitas perusahaan.
2. Manajer Keuangan bertugas merencanakan dan mengatur segala hal yang berhubungan
dengan dana atau keuangan, seperti menetapkan struktur keuangan perusahaan,
mengalokasikan dana untuk memperoleh tingkat efisiensi yang optimal dan
mengendalikan keuangan perusahaan.
3. Manajer Produksi bertugas merencanakan, mengkoordinasikan dan mengontrol serta
memastikan jalannya proses produksi, menentukan target dan mengusahakan target
tersebut dapat dicapai.
4. Manajer Ekspor Impor bertugas merencanakan, mengkoordinasikan dan mengendalikan
kegiatan pengiriman barang, pemuatan barang, dan bongkar barang, serta mengawasi dan
menerima laporan jalannya proses ekspor atau impor yang terjadi.
5. Manajer Administrasi dan Akuntansi bertugas merencanakan strategi akunting
perusahaan sesuai strategi bisnis, mengontrol dan mengevaluasi pencatatan neraca laba-
rugi secara tepat dan akurat, serta mengevaluasi dan menganalisis sistem akunting.

34
4.2 Proses Produksi
Sebelum mengidentifikasi potensi bahaya yang terdapat pada proses produksi iner maka
perlu juga diketahui proses pembuatan inernya itu sendiri. Berikut adalah alur pembuatan
iner pada Gambar 4.2.
Peleburan
Bahan Baku
Pencampuran
Bahan
Pembentukan
dan
Penggulungan
Iner
Pemotongan
Iner RollPackaging
Gambar 4.2 Alur proses produksi
Uraian dari masing-masing proses produksi adalah sebagai berikut:
1. Peleburan bahan baku
Pada tahap awal ini dilakukan dengan cara penghancuran dan peleburan menjadi bahan
baku plastik (berisi limbah plastik, limbah karung dan sebagainya) melalui mesin
penghancur dengan dicacah dilanjutkan ke mesin extruder dilakukan pemanasan dengan
suhu tinggi hingga plastik pun meleleh setelah keluar dari ujung extruder, lelehan plastik
tersebut langsung jatuh ke air untuk didinginkan dengan water tank agar langsung beku,
proses terakhirnya ditarik dan dihubungkan dengan mesin pemotong sehingga terpotong
menjadi butiran biji plastik yang nantinya menjadi bahan baku
2. Pencampuran bahan
Pada tahap ini bahan baku dicampurkan dengan terdiri dari kalsium karbonat dan resin
serta campuran lainnya ke mesin mixer dilakukan pengadukkan bahan setiap dua jam
sekali sebelum dilanjutkan ke proses pemanasan. Proses pemanasan dilanjutkan ke
mesin hopper dengan dua jenis perlakuan yaitu apabila jenis LDPE suhu temperature
yang digunakan adalah 1500C, sedangkan jenis HDPE maka suhu yang digunakan
adalah sebesar 2000C.
3. Pembentukan iner roll
Pada proses ini hasil lelehan hasil pemanasan akan dihisap dan berbentuk silinder
sebelumnya akan dibantu oleh mesin extruder film menjadi sebuah lembaran roll dengan
ketebalan 40 mikron setelah itu iner roll tersebut dilanjutkan ke proses selanjutnya yaitu
proses pemotongan.
4. Pemotongan iner roll
Pada tahap proses ini iner yang dihasilkan menjadi sebuah gulungan lembaran iner yang
dilanjutkan ke proses pemotongan iner roll yang bersamaan dengan proses sealing
ditentukan juga dari panjang potongan, jarak seal dengan tepi iner yang dibutukan.

35
5. Packaging
Pada tahap proses akhir ini lembaran iner yang sudah dipotong mulai dilakukan
packaging untuk dijual atau dilanjutkan ke proses pemasukan iner ke dalam karung yang
nantinya siap digunakan
4.3 Pengumpulan Data
Saat ini, keselamatan dan kesehatan kerja (K3) merupakan hal yang sangat penting dan
dihargai setinggi-tingginya dimana keadaan tersebut dipengaruhi juga oleh berbagai faktor
yang mendukungnya maupun faktor yang memperburuknya salah satunya adalah kecelakaan
dan bahaya.
Setiap kecelakaan dan bahaya baik itu cedera atau kerusakan material yang ditimbulkan
dapat berimbas bagi organisasi. Banyak kecelakaan juga tidak menyebabkan suatu cedera
tetapi hanya kerusakan sarana produksi yang sering disebut non-injury accident. Oleh karena
itu, K3 menjadikan objektif agar mencegah dan upaya pengendalian bahaya – bahaya
tersebut salah satunya adalah dengan metode HIRARC (Hazard Identification, Risk
Assesment, and Risk Control). Metode HIRARC digunakan dengan tujuan menilai dan
mengendalikan risiko yang mungkin muncul di produksi iner PT. Murni Mapan Makmur.
Risiko yang ditimbulkan mungkin dikarenakan oleh suatu keadaan atau kondisi tidak aman
yang biasa disebut unsafe condition serta unsafe action yang dimana suatu tindakan yang
dilakukan dengan tidak aman pula, untuk itu pengumpulan data dilakukan di produksi iner
PT. Murni Mapan Makmur.
Organisasi harus menetapkan metode identifikasi bahaya yang akan dilakukan dengan
mempertimbangkan beberapa aspek seperti ruang lingkup misal seperti seluruh bagian,
proses, atau peralatan kerja, dari segi bentuk identifikasinya seperti kualitatif atau kuantitatif,
serta waktu pelaksanaan identifikasinya. Identifikasi bahaya memiliki beberapa klasifikasi
sebagai berikut yaitu pasif, semiproaktif, dan proaktif. Pasif adalah dimana suatu kejadian
bahaya dapat diketahui dengan mengalaminya secara langsung, namun ini bersifat telat
karena kecelakaan sudah terjadi, baru dilakukan langkah pencegahan. Semiproaktif yaitu
disebut juga penanganan yang berdasarkan pengalaman seseorang yang sudah lebih dahulu
mendapatkan bahaya, seperti itu juga kurang efektif karena tidak semua bahaya telah
diinformasikan. Proaktif adalah penanganan dimana dilakukan pencarian bahaya sebelum
bahaya itu muncul dan menimbulkan kerugian bagi perusahaan.
Upaya yang dilakukan di atas bertujuan untuk menjaga keselamatan dan kesehatan para
pekerja yang ada di produksi iner PT. Murni Mapan Makmur sehingga juga meminimasi

36
kerugian dan pemborosan apabila hal buruk terjadi. Maka diperlukan data-data untuk
mengidentifikasi bahaya untuk mengendalikannya salah satunya dengan cara melakukan
pengamatan langsung, wawancara dan lembar pengamatan berupa kuisioner sebanyak 25
kuisioner.
Pengamatan langsung merupakan salah satu cara untuk meneliti secara langsung untuk
mengetahui potensi bahaya yang ada. Wawancara dilakukan dengan cara menanyakan
kepada beberapa orang yang sering berkutat di tempat kejadian. Wawancara dilakukan
dengan para pekerja dan bagian produksi dengan melihat keluhan-keluhan dari tempat
kejadian serta membagikan lembar kuisioner. Berikut merupakan para responden yang
bekerja ditampilkan pada Gambar 4.3 di bawah ini.
Gambar 4.3 Responden pekerja
Sumber: Dokumentasi
Setelah mendapatkan data-data yang diperlukan dari lembar kuisioner, wawancara, dan
observasi langsung maka tahap selanjutnya dilakukan pengolahan data.
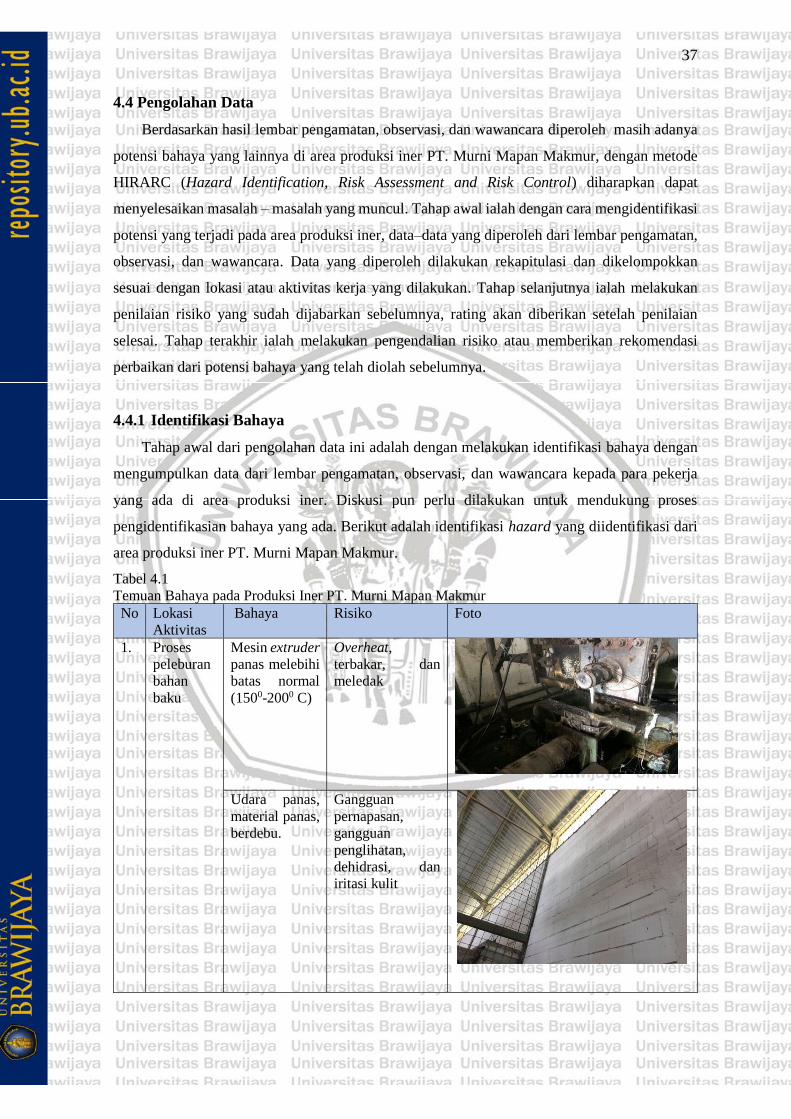
37
4.4 Pengolahan Data
Berdasarkan hasil lembar pengamatan, observasi, dan wawancara diperoleh masih adanya
potensi bahaya yang lainnya di area produksi iner PT. Murni Mapan Makmur, dengan metode
HIRARC (Hazard Identification, Risk Assessment and Risk Control) diharapkan dapat
menyelesaikan masalah – masalah yang muncul. Tahap awal ialah dengan cara mengidentifikasi
potensi yang terjadi pada area produksi iner, data–data yang diperoleh dari lembar pengamatan,
observasi, dan wawancara. Data yang diperoleh dilakukan rekapitulasi dan dikelompokkan
sesuai dengan lokasi atau aktivitas kerja yang dilakukan. Tahap selanjutnya ialah melakukan
penilaian risiko yang sudah dijabarkan sebelumnya, rating akan diberikan setelah penilaian
selesai. Tahap terakhir ialah melakukan pengendalian risiko atau memberikan rekomendasi
perbaikan dari potensi bahaya yang telah diolah sebelumnya.
4.4.1 Identifikasi Bahaya
Tahap awal dari pengolahan data ini adalah dengan melakukan identifikasi bahaya dengan
mengumpulkan data dari lembar pengamatan, observasi, dan wawancara kepada para pekerja
yang ada di area produksi iner. Diskusi pun perlu dilakukan untuk mendukung proses
pengidentifikasian bahaya yang ada. Berikut adalah identifikasi hazard yang diidentifikasi dari
area produksi iner PT. Murni Mapan Makmur.
Tabel 4.1
Temuan Bahaya pada Produksi Iner PT. Murni Mapan Makmur
No Lokasi
Aktivitas
Bahaya Risiko Foto
1. Proses
peleburan
bahan
baku
Mesin extruder
panas melebihi
batas normal
(1500-2000 C)
Overheat,
terbakar, dan
meledak
Udara panas,
material panas,
berdebu.
Gangguan
pernapasan,
gangguan
penglihatan,
dehidrasi, dan
iritasi kulit

38
No Lokasi
Aktivitas
Bahaya Risiko Foto
Suara mesin
bising (di atas
85 dB)
Mengganggu
pendengaran,
konsentrasi dan
sulit
berkomunikasi
Dapat dilihat pada Tabel 4.1 diuraikan bahwa pada pada kerja di area peleburan bahan
baku terdapat temuan bahaya sebagai berikut:
1. Kemungkinan juga terjadi di saat kondisi mesin sedang tidak optimal yang mampu
menimbulkan adanya overheat pada mesin sehingga suhu mesin meningkat pesat dari
batas normal (1500-2000 C) yang dapat mengakibatkan mesin dapat meledak akibat
kepanasan sehingga membuat kerugian yang besar bagi perusahaan dikarenakan
pekerjanya lah yang terkena dampak langsung dari ledakan dari mesin di area tersebut.
2. Salah satu risiko dari bahaya yang ada di area peleburan bahan baku adalah debu dan
material panasnya, sebab debu panas yang dihasilkan cukup membuat para sebagian
pekerja kewalahan untuk berlama-lama dekat mesin-mesin di area tersebut, apalagi
terkena material panas. Menurut mereka bahwa berlama-lama di area seperti itu yang
paling tidak tahan adalah cepat dehidrasi dan batuk-batuk dikarenakan udara di sekitar
sehingga apabila terlalu lama disana membuat pekerja pusing dan lemas.
3. Faktor bahaya selanjutnya adalah suara mesin yang dihasilkan dari peleburan bahan
baku tersebut, pada gambar di atas bisa dilihat bahwa pekerja tersebut menggunakan
sisa plastik untuk menutup telinga mereka agar meredam suara mesin yang keras,
diketahui bahwa pendengaran manusia akan aman apabila frekuensi suara kurang lebih
85 desibel sehingga bisa dikategorikan suara tersebut sudah melewati frekuensi 85
desibel yang mampu mengganggu pendengaran para pekerjanya, maka diperlukan
penanganan agar masalah tersebut tidak menghambat para pekerja.

39
Tabel 4.2
Temuan Bahaya pada Produksi Iner PT. Murni Mapan Makmur
No Lokasi
Aktivitas
Bahaya Risiko Foto
2. Proses
pemindahan
dan
pengangkutan
Hand
pallet/forklift
tidak pada
posisi siap
digunakan
Menabrak
material
atau
pekerja
Penempatan
pallet tidak
teratur pada
pengangkutan
Material
terjatuh dan
menimpa
pekerja
Dapat dilihat pada Tabel 4.2 diuraikan bahwa pada pengoperasian alat angkut terdapat
temuan bahaya sebagai berikut:
1. Bahaya yang ditimbulkan mungkin bisa terjadi dari alatnya itu sendiri, kondisi alat
angkut seperti hand pallet/forklift tersebut tidak pada posisi siap untuk digunakan
sehingga pada saat menggunakannya bisa menjadi bahaya bagi para penggunanya,
diikuti juga dengan pengoperasian yang tidak tepat sehingga memungkinkan bahaya
yang muncul seperti menabrak suatu objek seperti material maupun pekerja yang
menyebabkan material yang ditabraknya terjepit.
2. Bahaya yang dihasilkan dari alat angkut tersebut juga bisa terjadi dimana material atau
pallet yang diangkut tidak teratur dan tidak ada pengecekan kembali sebelum proses
pengangkutan dimulai sehingga pada saat proses pengangkutan material yang diangkut
terjatuh dan mencederai pekerja sehingga muncul luka dan memar.
Tabel 4.3
Temuan Bahaya pada Produksi Iner PT. Murni Mapan Makmur
No Lokasi
Aktivitas
Bahaya Risiko Foto
3. Area
extruder
inner film
Pallet
berserakan
dan tidak pada
tempatnya
Terjatuh dan
menimpa
pekerja atau
material lain
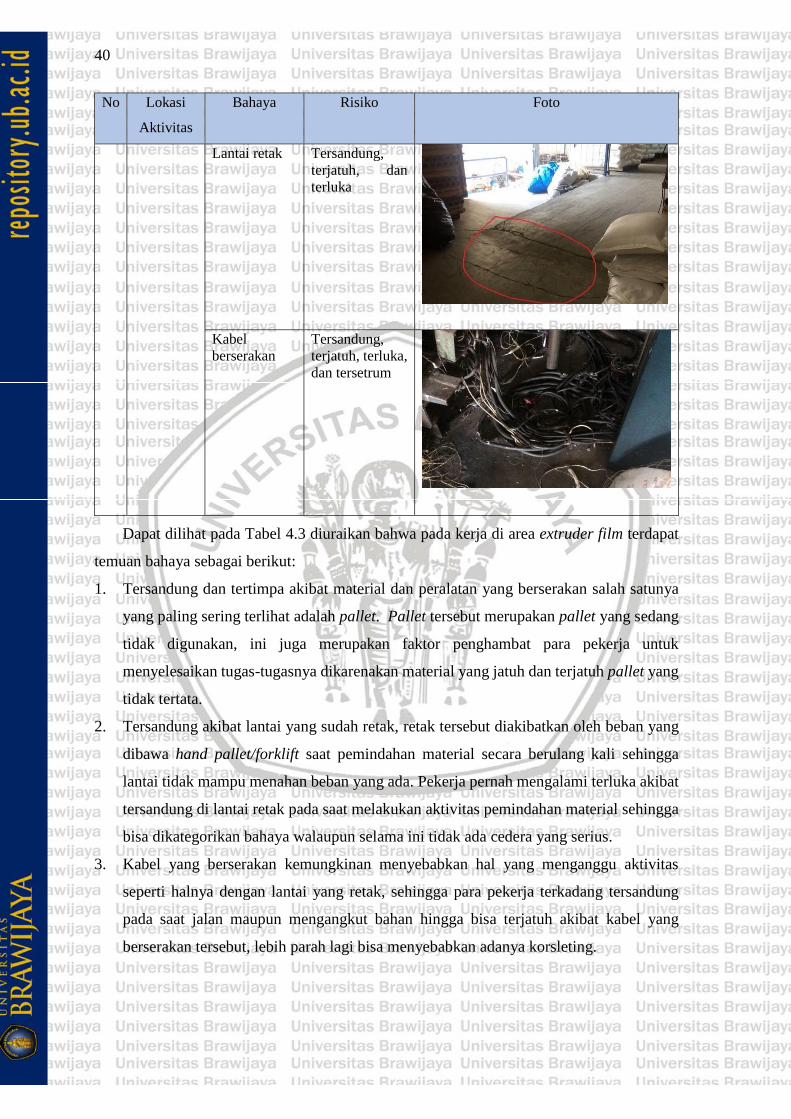
40
No Lokasi
Aktivitas
Bahaya Risiko Foto
Lantai retak Tersandung,
terjatuh, dan
terluka
Kabel
berserakan
Tersandung,
terjatuh, terluka,
dan tersetrum
Dapat dilihat pada Tabel 4.3 diuraikan bahwa pada kerja di area extruder film terdapat
temuan bahaya sebagai berikut:
1. Tersandung dan tertimpa akibat material dan peralatan yang berserakan salah satunya
yang paling sering terlihat adalah pallet. Pallet tersebut merupakan pallet yang sedang
tidak digunakan, ini juga merupakan faktor penghambat para pekerja untuk
menyelesaikan tugas-tugasnya dikarenakan material yang jatuh dan terjatuh pallet yang
tidak tertata.
2. Tersandung akibat lantai yang sudah retak, retak tersebut diakibatkan oleh beban yang
dibawa hand pallet/forklift saat pemindahan material secara berulang kali sehingga
lantai tidak mampu menahan beban yang ada. Pekerja pernah mengalami terluka akibat
tersandung di lantai retak pada saat melakukan aktivitas pemindahan material sehingga
bisa dikategorikan bahaya walaupun selama ini tidak ada cedera yang serius.
3. Kabel yang berserakan kemungkinan menyebabkan hal yang menganggu aktivitas
seperti halnya dengan lantai yang retak, sehingga para pekerja terkadang tersandung
pada saat jalan maupun mengangkut bahan hingga bisa terjatuh akibat kabel yang
berserakan tersebut, lebih parah lagi bisa menyebabkan adanya korsleting.

41
Tabel 4.4
Temuan Bahaya pada Produksi Iner PT. Murni Mapan Makmur
No Lokasi Aktivitas Bahaya Risiko Foto
4. Proses
pencampuran
bahan
Biji plastik yang
tumpah
Terpeleset dan
tertimpa karung
Debu biji plastik
yang berterbangan
di udara
Gangguan
pernapasan
Dapat dilihat pada Tabel 4.4 diuraikan bahwa pada proses pembersihan sisa saat
pencampuran bahan terdapat temuan bahaya sebagai berikut:
1. Sisa biji plastik yang berserakan di lantai akibat penuangan ke mesin mixer juga bisa
membuat bahaya yang berarti yaitu apabila tidak hati-hati pekerja pun bisa terpleset dan
terjatuh dari tumpahan tersebut. Begitu juga dengan penuangan material tersebut, antara
lantai dan tinggi mesin mixer yaitu 140 cm cukup membuat otot tangan pegal sehingga
bisa terjadinya keram otot pada saat pengangkatan material ke mesin mixer yang
mengakibatkan tertimpa oleh karung material tersebut.
2. Debu yang dihasilkan pun cukup menganggu pada saat penuangan dikarenakan udara
pada saat pencampuran pun menjadi panas dipadukan dengan bau yang dihasilkan oleh
biji plastik itu sendiri sehingga mengalami batuk-batuk dan terkadang biji plastik
tersebut terlempar keluar dari mesin tersebut pada saat pencampuran dan pengadukkan
bahan.
Tabel 4.5
Temuan Bahaya pada Produksi Iner PT. Murni Mapan Makmur
No Lokasi
Aktivitas
Bahaya Risiko Foto
5. Proses
pengaturan
temperatur
Sensor
mesin
error
akibat
overheat
Kerusakan,
terbakar, dan
meledak
Panel
listrik
tidak
tertutup
Tersetrum
Dapat dilihat pada Tabel 4.5 diuraikan bahwa pada proses pengaturan temperatur di

42
mesin extruder film terdapat temuan bahaya sebagai berikut:
1. Kemungkinan yang terjadi yaitu di saat kondisi mesin sedang bekerja secara lebih yaitu
mesin-mesin mengalami overheat ini berakibat pada sensor yang dapat terjadi error
sehingga menyebabkan malfungsi bahkan bisa terjadi kerusakan hingga mengakibatkan
ledakan mesin yang nanti kerugiannya dari sumber daya dan manusia yang terkena efek
akibat dari mesin tersebut.
2. Panel listrik yang tidak tertutup kemungkinan para pekerja akan tersetrum pada saat
rutinitas penggunaannya bahkan akan mengakibatkan suatu korsleting sehingga
menyebabkan alat atau mesin lainnya yang menggunakan jaringan listrik yang sama
akan mengalami masalah yang sama.
Tabel 4.6
Temuan Bahaya pada Produksi Iner PT. Murni Mapan Makmur
No Lokasi
Aktivitas
Bahaya Risiko Foto
6. Proses
pembentukan
dan
penggulungan
iner
Kabel putus
dan
terkelupas
Tersandung,
terjatuh,
terluka, dan
tersetrum
Lelehan
olahan
plastik
panas
Iritasi kulit
dan luka bakar

43
No Lokasi
Aktivitas
Bahaya Risiko Foto
Tangga
hanya satu
pegangan
Terjatuh
Alat
pelindung
tidak
standar
Gangguan
penglihatan,
gangguan
pernapasan,
iritasi kulit,
luka bakar,
tertimpa
material,
tergores, dan
terjatuh
Penerangan
kurang baik
(di bawah
300 lux)
Gangguan
penglihatan
dan
konsentrasi
Dapat dilihat pada Tabel 4.6 diuraikan bahwa pada proses pembentukan iner terdapat
temuan bahaya sebagai berikut:
1. Kabel terkelupas dan putus dibiarkan begitu saja, kemungkinan yang terjadi yang dapat
memberikan risiko cedera yang serius dikarenakan kontak fisik langsung dengan
manusia dan kabel sehingga bisa menyebabkan korsleting dan tersetrum, cedera yang
dihasilkannya cukup berat dan ini bisa menimbulkan kerugian yang cukup parah.
2. Pada proses ini salah satu pekerja mengaku pernah terkena cairan panas dari olahan
plastik sehingga menyebabkan iritasi dan luka bakar, namun untuk saat ini belum ada
penanganan lebih lanjut setelah kejadian tersebut sehingga perlu adanya inspeksi
kembali agar kejadian tersebut tidak terulang kembali pada proses produksi ini.

44
3. Mesin extruder film sendiri merupakan mesin yang lumayan tinggi sehingga pada saat
inspeksi pun diperlukan juga untuk melihat keadaan dari atas dengan tersedianya tangga
pegangan hanya pada satu sisi, oleh sebab itu, kemungkinan bahaya yang terjadi juga
semakin besar karena apabila pekerja tidak hati-hati dapat menyebabkan terjadinya
kecelakaan yang berat yaitu terjatuh ketinggian.
4. Roll mesin dilepas untuk diambil gulungan inernya juga menimbulkan bahaya karena
apa yang dilakukan oleh pekerja disana dengan cara manual material handling hanya
sebagian orang yang menggunakan alat pelindung tangan yang sudah tidak layak
sehingga berisiko terhadap bagian tubuh lainnya seperti kaki akan tertimpa roll akibat
tidak menggunakan Alat Pelindung Diri (APD) seperti safety shoes sehingga
menyebabkan kaki menjadi memar, terluka, hingga keseleo.
5. Penerangan lampu yang tersedia pada proses pembentukan iner kurang baik dan tidak
cukup untuk menerangi lingkungan area produksi (di bawah 300 lux) sehingga bisa
mengakibatkan menghambat proses produksi, terganggunya penglihatan dan
konsenstrasi para pekerja karena ini merupakan pekerjaan rutin sehingga area ini
membutuhkan penerangan yang lebih baik agar para pekerja pun nyaman dan aman.
Tabel 4.7
Temuan Bahaya pada Produksi Iner PT. Murni Mapan Makmur
No Lokasi
Aktivitas
Bahaya Risiko Foto
7. Area proses
pemotongan
dan sealing
Penempatan
mesin terlalu
dekat dengan
akses jalan (45
cm)
Tersandung
dan terjatuh
Mesin tidak
terdapat tutup
pelindung
Tergores
dan
terpotong
pisau
Pisau
pemotong
longgar
Tertimpa
dan tergores
8. Penggunaan
toilet
Lantai basah
dan licin
Terpeleset
dan terjatuh
Exhaust fan
tidak berfungsi
Sirkulasi
udara
terhambat

45
No Lokasi
Aktivitas
Bahaya Risiko Foto
9. Penggunaan
APAR
Tabung APAR
bocor
Iritasi kulit
Dapat dilihat pada Tabel 4.7 diuraikan bahwa pada pada kerja di area proses
pemotongan dan sealing serta penggunaan toilet dan alat pemadam api ringan (APAR)
terdapat temuan bahaya sebagai berikut:
1. Area proses pemotongan dan sealing merupakan tempat yang sempit dikarenakan akses
yang ada selebar 45 cm sehingga hanya cukup untuk para pekerja berpindah-pindah
tempat, keadaan itu bisa sangat berbahaya sewaktu-waktu akibatnya para pekerja
tersandung dengan material dan menginjak alat yang tidak pada tempatnya sehingga
menyebabkan adanya terjatuh dan goresan akibat terkena alat atau material yang
ditempatkan sembarangan.
2. Kondisi mesin pemotong juga diperlukan pengawasan berkala karena tidak disertai
dengan tutup pelindung mesin sehingga tidak terjadi hal yang tidak diinginkan karena
memungkinkan alat tersebut tidak bekerja optimal menyebabkan adanya malfungsi
yang berujung kecelakaan yang melanda para pekerja seperti tergores oleh pisau
pemotong.
3. Pisau dari mesin pemotong pernah mencelakakan pekerja diakibatkan oleh baut yang
tidak terpasang dengan benar pada saat inspeksi dikarenakan para pekerja tidak
melakukan pengecekan ulang pada saat pemasangan mesin dan alat sehingga berisiko
tinggi apalagi para pekerja menghiraukan himbauan pengenaan APD sehingga
menyebabkan kecelakaan kerja yang lebih parah lagi.
4. Lantai basah dan licin akibat genangan air yang dihasilkan dari penggunaan toilet cukup
membuat bahaya banyak orang yang dapat membuat orang terjatuh dan terluka akibat
terpeleset oleh genangan air yang tidak diatasi, serta terkadang ada bau yang dihasilkan
juga cukup membuat para pekerja terganggu.
5. Udara beserta zat-zat lainnya yang dihasilkan dari kerja proses produksi masuk ke toilet

46
dan exhaust fan yang tersedia pun tidak berfungsi sehingga menghambat sirkulasi
udara di daerah tersebut yang membuat pengap pengguna toilet.
6. Pada saat penggunaan APAR ternyata memungkinkan adanya bahaya yang muncul
dilihat apabila APAR mengalami kerusakan dan bocor, pada saat bocor tidak
dianjurkan untuk digunakan karena bertekanan tinggi bisa berbahaya bila mengenai
kulit karena bisa menyebabkan kulit mati rasa, iritasi, hingga melepuh sehingga perlu
petunjuk yang jelas tentang penggunaan APAR.
4.4.2 Penilaian Risiko
Penilaian risiko dilakukan berdasarkan penyebab dan konsekuensi yang dihasilkan.
Penilaian tersebut dilakukan dengan melihat faktor dari severity dan likelihood yang
dilakukan berdasarkan Australian Standard/New Zealand Standard 4360. Semakin besar
nilai dari sebuah risiko maka itulah yang menjadi prioritas utama dalam melakukan
pengendalian risikonya.
4.4.2.1 Skala Penilaian
Kemungkinan bahaya yang didapatkan pada tahap sebelumnya yaitu identifikasi
bahaya akan dilanjutkan dengan penilaian risiko agar mengetahui tingkat risiko dari potensi
bahaya tersebut. Penilaian yang dilakukan dengan dua parameter yaitu jumlah kejadian
(likelihood) dan dampak (severity) yang dihasilkan. Hasil dari penilaian parameter tersebut
nantinya menjadi nilai risk rating. Skala penilaian yang dilakukan berdasarkan dari
Australian Standard/New Zealand Standard 4360 sebagai standarisasi terhadap masalah
Keselamatan dan Kesehatan Kerja (K3). Australian Standard/New Zealand Standard 4360
terdapat tiga bagian yaitu likelihood, severity, dan risk matrix. Likelihood bisa dilihat
bagaimana jumlah kejadian yang terjadi apakah hampir terjadi, dapat terjadi, kadang-kadang
terjadi, sering, atau malah jarang terjadi. Severity dilakukan untuk mengetahui apakah suatu
kejadian yang dihasilkan memberikan dampak kecil, sedang, berat, bencana, dan dampak
yang tidak signifikan sekalipun. Risk matrix digunakan untuk mengetahui rating risiko
apakah termasuk low, medium, ataupun, high. Tabel-tabelnya bisa dilihat pada bagian BAB
II halaman 24-25.
Sebelum melakukan penilaian risiko, pada Tabel 4.8 akan menampilkan daftar potensi
bahaya yang ada dari PT. Murni Mapan Makmur di produksi iner yaitu sebagai berikut.
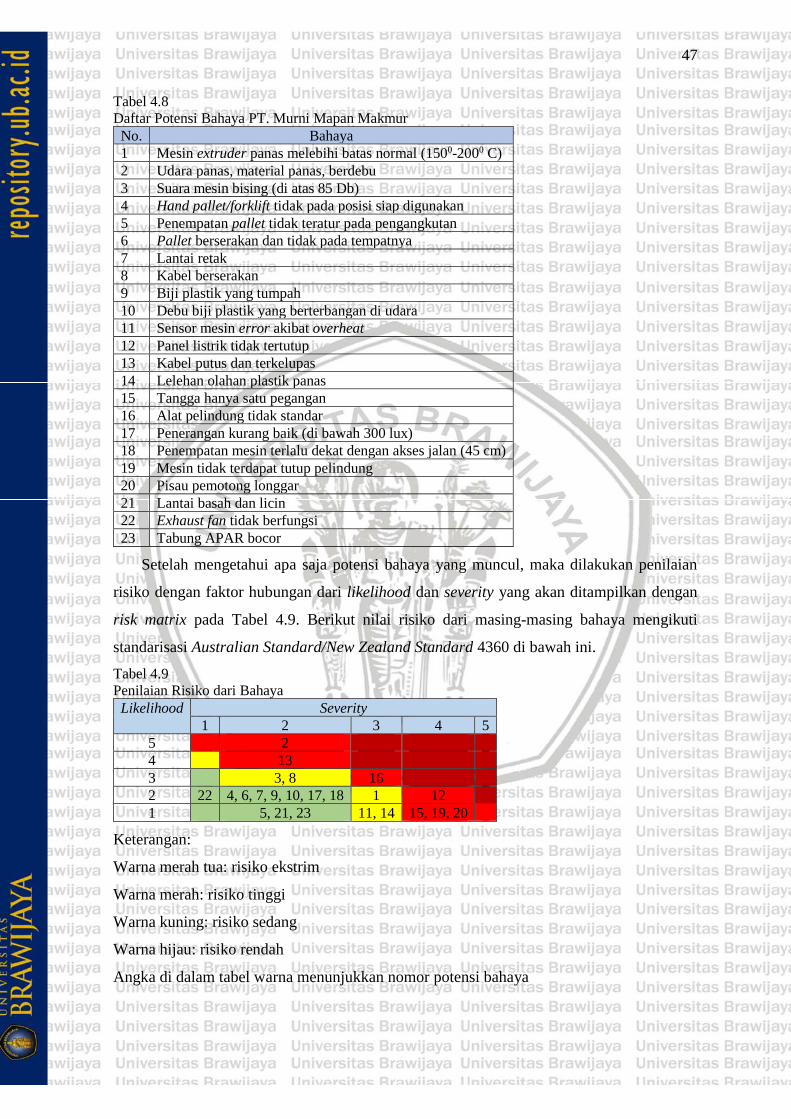
47
Tabel 4.8
Daftar Potensi Bahaya PT. Murni Mapan Makmur
No. Bahaya
1 Mesin extruder panas melebihi batas normal (1500-2000 C)
2 Udara panas, material panas, berdebu
3 Suara mesin bising (di atas 85 Db)
4 Hand pallet/forklift tidak pada posisi siap digunakan
5 Penempatan pallet tidak teratur pada pengangkutan
6 Pallet berserakan dan tidak pada tempatnya
7 Lantai retak
8 Kabel berserakan
9 Biji plastik yang tumpah
10 Debu biji plastik yang berterbangan di udara
11 Sensor mesin error akibat overheat
12 Panel listrik tidak tertutup
13 Kabel putus dan terkelupas
14 Lelehan olahan plastik panas
15 Tangga hanya satu pegangan
16 Alat pelindung tidak standar
17 Penerangan kurang baik (di bawah 300 lux)
18 Penempatan mesin terlalu dekat dengan akses jalan (45 cm)
19 Mesin tidak terdapat tutup pelindung
20 Pisau pemotong longgar
21 Lantai basah dan licin
22 Exhaust fan tidak berfungsi
23 Tabung APAR bocor
Setelah mengetahui apa saja potensi bahaya yang muncul, maka dilakukan penilaian
risiko dengan faktor hubungan dari likelihood dan severity yang akan ditampilkan dengan
risk matrix pada Tabel 4.9. Berikut nilai risiko dari masing-masing bahaya mengikuti
standarisasi Australian Standard/New Zealand Standard 4360 di bawah ini.
Tabel 4.9
Penilaian Risiko dari Bahaya
Likelihood Severity
1 2 3 4 5
5 2
4 13
3 3, 8 16
2 22 4, 6, 7, 9, 10, 17, 18 1 12
1 5, 21, 23 11, 14 15, 19, 20
Keterangan:
Warna merah tua: risiko ekstrim
Warna merah: risiko tinggi
Warna kuning: risiko sedang
Warna hijau: risiko rendah
Angka di dalam tabel warna menunjukkan nomor potensi bahaya

48
Bahaya yang tercantum pada Tabel 4.9 diperoleh dari observasi langsung, wawancara
dan diskusi langsung yang dilakukan kepada pimpinan dan beberapa pihak perusahaan.
Beberapa dari penjabaran nilai atau rating yang ditentukan sebagai berikut.
1. Mesin extruder panas yang melebihi batas normal (1500-2000 C) merupakan bahaya
yang dapat menyebabkan risiko yang cukup serius karena dimana pada suatu keadaan
mesin bekerja lebih sehingga tidak optimal yang menyebabkan suhu mesin tersebut
meningkat sehingga menjadi overheat dan kemungkinan lebih parah lagi bisa
menyebabkan mesin terbakar dan meledak sehingga menimbulkan cedera berat bagi
para pekerja yang terkena paparan. Nilai severity yang diberikan “3” untuk kejadian
tersebut namun terkadang memang terjadi overheat (5-8 kali/tahun) sehingga nilai
likelihood sebesar “2”, sehingga dikategorikan berisiko sedang.
2. Udara panas, material panas, dan berdebu merupakan kejadian yang sering terjadi pada
proses produksi ini (sekitar >17 kali/tahun) karena para pekerja rutin bekerja di keadaan
seperti itu yang membuat batuk-batuk dan cepat dehidrasi sehingga nilai likelihood
diberikan sebesar “5” dan membuat keparahan kecil dan masih bisa bekerja pada hari
yang sama sehingga nilai severity sebesar “2”.
3. Suara mesin yang dihasilkan sangat mengganggu para pekerja namun tidak sering,
diperkirakan melebihi 85 desibel bisa terlihat bagaimana pekerja melakukan sesuatu
dengan cara menyumbat telinga mereka dengan serpihan plastik. Kejadian ini tidak
memberikan dampak serius pada pekerja sehingga nilai yang diberikan pada likelihood
dan severity yaitu sebesar “3” dan “2”.
4. Hand pallet dan forklift yang dioperasikan pada saat pengangkutan terkadang
menyebabkan hal-hal yang cukup menimbulkan risiko yang dikarenakan oleh pengguna
sebelumnya yang menyebabkan kejadian seperti menabrak material dan terjepit namun
tidak memberikan dampak yang serius, sehingga nilai likelihood-nya “2” dan nilai
severity-nya diberikan “2”.
5. Pallet yang diangkut pun terkadang menimbulkan risiko seperti kejatuhan dan menimpa
material atau para pekerjanya sehingga menyebabkan kerugian dan cedera ringan hal itu
dikarenakan pallet yang diangkut tidak teratur dan tidak dilakukan pengecekan sehingga
kejadian itu dapat terjadi dalam suatu keadaan. Nilai likelihood dan severity masing-
masing diberikan “1” dan “2”.
6. Likelihood bahaya pada pallet yang berserakan dan tidak pada tempatnya kadang-
kadang terjadi di saat permintaan tinggi sehingga dengan tempat yang terbatas pallet
yang sudah digunakan dibiarkan begitu saja namun nilai severity yaitu dampak yang

49
terjadi cukup memberikan cedera ringan karena bisa saja tersandung akibat menabrak
pallet tersebut, maka dari itu masing-masing nilai yang diberikan yaitu “2”. Rating
risiko dari bahaya ini masih tergolong rendah yaitu low.
7. Lantai retak juga bisa menyebabkan cedera ringan akibat terjatuh karena tidak ratanya
permukaan sehingga memungkinkan para pekerja yang tidak hati-hati akan tersandung
dan kejadian ini juga kadang-kadang terjadi sehingga nilai likelihood dan severity-nya
sama-sama diberi nilai “2” yang masih dikategorikan risikonya rendah.
8. Severity diberikan nilai “2” karena dampak yang terjadi dari kabel berserakan cukup
memberikan cedera ringan karena para pekerja tersangkut kakinya pada saat aktivitas
kerja seperti mengangkut material bahan baku biji plastik dari tempat ke tempat lainnya,
dan ternyata kejadian ini terjadi namun tidak sering (dengan nilai likelihood “3”),
sehingga risiko dari bahaya ini dikategorikan sedang.
9. Severity diberikan nilai “2” karena dampak yang terjadi dari biji plastik yang tumpah
bisa membuat para pekerja jatuh pada saat aktivitas kerja seperti mengangkut atau
menuang material bahan baku biji plastik ke mesin mixer, dan ternyata kejadian ini
terkadang terjadi (nilai likelihood “2”), sehingga risiko dari bahaya ini masih
dikategorikan rendah.
10. Debu biji plastik yang berterbangan merupakan suatu bahaya yang menimbulkan risiko
seperti pada saat mesin mixer bekerja, debu dan biji plastik pun terkadang terlempar dari
mesin tersebut sehingga menyebabkan pekerja kelilipan dan batuk-batuk akibat
kejadian tersebut maka nilai likelihood dan severity diberikan nilai masing-masing “2”.
11. Sensor mesin error akibat overheat kemungkinan terjadi pada saat pengaturan
temperature yang dimana nilai severity-nya “3” cedera yang dihasilkan bagi para pekerja
yang mengakibatkan dirawatnya di rumah sakit, dikarenakan mesin bekerja lebih yang
membuat mesin malfungsi pada panel temperatur yang membuat mesin panas hingga
kebakaran atau ledakan yang menyebabkan juga kerugian bagi perusahaan. Oleh sebab
itu rating diberikan moderate dengan nilai likelihood “1”.
12. Panel listrik yang tidak tertutup bisa saja menyebabkan hal yang tidak diinginkan terjadi
karena kadang-kadang memang dari para pekerja lalai untuk menutup sehingga kapan
saja bisa terjadi korsleting atau tersetrum yang bisa membuat cedera parah. Nilai
likelihood diberikan “2” dan nilai severity “4”. Dikategorikan berisiko bahaya yang
tinggi.
13. Nilai likelihood bahaya pada kabel putus dan terkelupas sebesar “4” karena diketahui
juga bahwa risiko bahaya ini sering terjadi dikarenakan biasanya kabelnya yang

50
terkelupas atau putus tidak langsung diperbaiki dan dibiarkan begitu saja sehingga bisa
menimbulkan cedera ringan yang ditampilkan dengan nilai “2” pada severity. Rating
risiko dari bahaya ini termasuk high.
14. Likelihood bahaya pada cairan proses olahan plastik panas dapat terjadi di saat-saat
proses peleburan bahan baku para pekerja pernah terkena cairan panas ini, nilai severity
yaitu dampak yang terjadi sehingga menyebabkan cedera yang berat namun tidak
menyebabkan cacat tetap, maka dari itu masing-masing nilai yang diberikan yaitu “1”
pada likelihood dan severity “3”. Rating risiko dari bahaya ini tergolong moderate.
Setelah diperoleh hasil dari penilaian risiko dari masing – masing bahaya temuan maka
dapat dikelompokkan dan diurutkan dengan membuat rating nilai risiko tertinggi sampai
dengan terendah ditunjukkan pada Tabel 4.10.
Tabel 4.10
Klasifikasi Rating Risiko dari Bahaya PT. Murni Mapan Makmur
No. Bahaya Likelihood Severity Rating
1 Tangga hanya satu pegangan 1 4 H
2 Mesin tidak terdapat tutup pelindung 1 4 H
3 Alat pelindung tidak standar 3 3 H
4 Kabel putus dan terkelupas 4 2 H
5 Panel listrik tidak tertutup 2 4 H
6 Pisau pemotong longgar 1 4 H
7 Udara panas, material panas, berdebu 5 2 H
8 Lelehan olahan plastik panas 1 3 M
9 Sensor mesin error akibat overheat 1 3 M
10 Mesin extruder panas melebihi batas normal (1500-
2000 C)
2 3 M
11 Suara mesin bising (di atas 85 dB) 3 2 M
12 Kabel berserakan 2 2 L
13 Penerangan kurang baik (di bawah 300 lux) 1 1 L
14 Pallet berserakan dan tidak pada tempatnya 2 2 L
15 Lantai retak 2 2 L
16 Penempatan pallet tidak teratur pada pengangkutan 1 2 L
17 Biji plastik yang tumpah 2 2 L
18 Debu biji plastik yang berterbangan di udara 5 2 L
19 Hand pallet/forklift tidak pada posisi siap digunakan 2 2 L
20 Penempatan mesin terlalu dekat dengan akses jalan
(45 cm)
2 2 L
21 Lantai basah dan licin 1 2 L
22 Exhaust fan tidak berfungsi 2 1 L
23 Tabung APAR bocor 1 2 L
Setelah diurutkan rating tertinggi hingga terendah, maka didapatkan rating risiko tinggi
sebanyak tujuh bahaya, berisiko sedang sebanyak empat bahaya, serta sejumlah dua belas
bahaya dengan rating rendah. Tahap selanjutnya dilanjutkan dengan pengendalian risiko,
bahaya dianggap berisiko tinggi akan diberikan beberapa rekomendasi perbaikan untuk
pengendalian risikonya. Bahaya - bahaya yang berisiko tersebut menjadi prioritas bagi

51
perusahaan untuk mencegah terjadinya kecelakaan kerja dan menjamin keselamatan para
pekerjanya.
4.4.3 Pengendalian Risiko
Pengendalian risiko merupakan tahap akhir yang dilakukan pada metode HIRARC
(Hazard Identification, Risk Assesstment, and Risk Control). Bahaya yang memiliki rating
high dan moderate akan dilakukan penanganannya sesuai dengan standar OHSAS 18001
yang diperoleh dari penilaian risiko sebelumnya. Pengendalian risiko ini dilakukan dengan
cara mengetahui potensi risiko – risiko yang muncul.
Dapat dilihat bahwa pada Tabel 4.10 terdapat rating prioritas bahaya yang muncul pada
PT. Murni Mapan Makmur produksi iner, setiap bahaya yang ada pastinya juga ada risiko
yang ditimbulkan. Oleh sebab itu, perlu dilakukannya pengananan yang sering disebut
pengendalian risiko pada metode HIRARC dengan menggunakan pendekatan OHSAS
(Occupational Health and Safety Assessment System) 18001:2007 yang berdasarkan hirarki
pengendalian sebagai berikut.
1. Eliminasi ialah suatu teknik pengendalian dengan cara menghilangkan sumber bahaya,
cara tersebut sangat efektif sehingga potensi risiko dapat dihilangkan.
2. Substitusi ialah teknik pengendalian bahaya dengan cara mengganti alat, bahan, sistem
yang sudah ada yang terindikasi berbahaya dengan yang lebih aman.
3. Pengendalian Teknis dimaksudkan lebih kepada perbaikan pada desain, atau
penambahan peralatan pengaman sehingga bahaya dapat diredam
4. Pengendalian Administrasi ialah biasanya dengan cara mengatur jadwal kerja, istirahat,
dan prosedur kerja yang lebih aman serta adanya pemeriksaan kesehatan.
5. Alat Pelindung Diri (APD) ialah mengendalikan bahaya dengan menyediakan dan
memakai alat pelindung diri seperti pelindung kepala, sarung tangan, dan pelindung
pernafasan, dan lain sebagainya.
Tahap yang dilakukan dari pengendalian risiko adalah dengan melihat dari rating yang
dianggap berisiko tinggi pada tahap sebelumnya ialah penilaian risiko, rating yang berisiko
tinggi tersebut terdapat enam risiko bahaya yaitu; risiko kabel putus dan terkelupas, panel
listrik tidak tertutup, tangga pada mesin yang hanya mempunyai pegangan satu sisi saja,
mesin pemotong yang tidak terdapat penutupnya, alat pelindung diri yang tidak standar dan
kurang memadai, serta baut pada mesin yang kurang rapat. Hal-hal tersebut pastinya sangat
berisiko bagi para pekerja yang ada di area produksi iner, oleh sebab itu perlu tindakan
penanganan yang tepat sehingga aktivitas proses yang terjadi tidak terganggu.
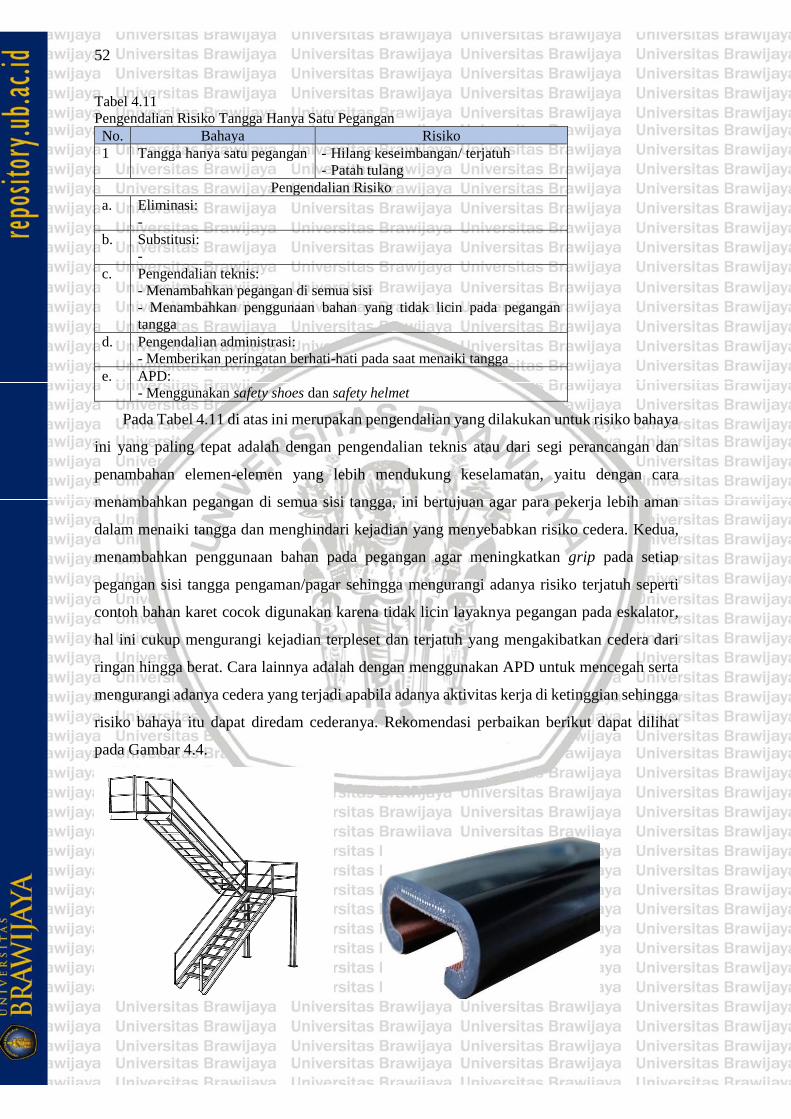
52
Tabel 4.11
Pengendalian Risiko Tangga Hanya Satu Pegangan
No. Bahaya Risiko
1 Tangga hanya satu pegangan - Hilang keseimbangan/ terjatuh
- Patah tulang
Pengendalian Risiko
a. Eliminasi:
-
b. Substitusi:
-
c. Pengendalian teknis:
- Menambahkan pegangan di semua sisi
- Menambahkan penggunaan bahan yang tidak licin pada pegangan
tangga
d. Pengendalian administrasi:
- Memberikan peringatan berhati-hati pada saat menaiki tangga
e. APD:
- Menggunakan safety shoes dan safety helmet
Pada Tabel 4.11 di atas ini merupakan pengendalian yang dilakukan untuk risiko bahaya
ini yang paling tepat adalah dengan pengendalian teknis atau dari segi perancangan dan
penambahan elemen-elemen yang lebih mendukung keselamatan, yaitu dengan cara
menambahkan pegangan di semua sisi tangga, ini bertujuan agar para pekerja lebih aman
dalam menaiki tangga dan menghindari kejadian yang menyebabkan risiko cedera. Kedua,
menambahkan penggunaan bahan pada pegangan agar meningkatkan grip pada setiap
pegangan sisi tangga pengaman/pagar sehingga mengurangi adanya risiko terjatuh seperti
contoh bahan karet cocok digunakan karena tidak licin layaknya pegangan pada eskalator,
hal ini cukup mengurangi kejadian terpleset dan terjatuh yang mengakibatkan cedera dari
ringan hingga berat. Cara lainnya adalah dengan menggunakan APD untuk mencegah serta
mengurangi adanya cedera yang terjadi apabila adanya aktivitas kerja di ketinggian sehingga
risiko bahaya itu dapat diredam cederanya. Rekomendasi perbaikan berikut dapat dilihat
pada Gambar 4.4.

53
Gambar 4.4 Rekomendasi penambahan pegangan, safety helmet dan safety shoes
Sumber: Dokumentasi
Pengendalian yang selanjutnya yaitu adalah pada mesin pemotong yang tidak terdapat
tutup pelindung sehingga dapat menyebabkan risiko yang dapat mencederai para pekerja di
saat proses pemotongan iner seperti dilihat pada Tabel 4.12.
Tabel 4.12
Pengendalian Risiko Mesin Tidak Terdapat Tutup Pelindung
No. Bahaya Risiko
1 Mesin tidak terdapat tutup pelindung - Tergores pisau
Pengendalian Risiko
a. Eliminasi:
-
b. Substitusi:
-
c. Pengendalian teknis:
- Melengkapi penutup pada mesin pemotong
d. Pengendalian administrasi:
- Melakukan inspeksi berkala
e. APD:
- Menggunakan safety gloves
Pengendalian risiko yang tepat pada Tabel 4.12, bahaya mesin tidak terdapat tutup
pelindung adalah melengkapi suatu penutup pada mesin pemotong agar para pekerja
terhindar dari risiko cedera yang dihasilkan dari mesin yaitu pisau pemotong dalam
melakukan aktivitas kerja. Solusi pengendalian lainnya yaitu dengan cara mengurangi cedera
yang dihasilkan dengan penggunaan alat pelindung diri seperti safety gloves sehingga cedera
yang dihasilkan tidak terlalu serius, gambaran pengendalian risiko seperti contoh pada
Gambar 4.5.

54
Gambar 4.5 Mesin dilengkapi dengan pelindung dan safety gloves
Sumber: Dokumentasi
Risiko dari bahaya yang ketiga adalah alat pelindung yang ada tidak standar, sehingga
perlu dilakukan pengendalian agar kegiatan proses produksi tidak terhambat oleh
kecelakaan-kecelakaan yang seharusnya tidak perlu apabila alat pelindung sudah sangat
memadai, alat pelindung yang saat ini digunakan hanyalah sarung tangan, namun itu juga
jarang dikenakan oleh para pekerja. Jadi, hanya sebagian pekerja yang memakai alat
pelindung diri tersebut. Pada Tabel 4.13 dapat dilihat beberapa pengendalian risiko sebagai
berikut.
Tabel 4.13
Pengendalian Risiko Alat Pelindung Tidak Standar
No. Bahaya Risiko
1 Alat pelindung tidak standar - Kecelakaan kerja
Pengendalian Risiko
a. Eliminasi:
- Membuang alat pelindung yang sudah tidak layak digunakan
b. Substitusi:
- Mengganti alat pelindung yang lebih lengkap dan lebih baik
c. Pengendalian teknis:
- Menyediakan adanya tempat yang memudahkan para pekerja
menggunakan alat pelindung
d. Pengendalian administrasi:
- Memberikan peringatan untuk mengembalikan alat pelindung ke
tempat semula yang disediakan
e. APD:
-
Tabel 4.13 menampilkan bahwa pengendalian risiko yang dapat dilakukan di produksi iner
PT. Murni Mapan Makmur dengan cara membuang semua alat pelindung yang sudah tidak
layak digunakan, karena percuma juga sudah digunakan tapi tidak ada manfaatnya, setelah
itu mengganti alat pelindung yang lebih lengkap kegunaannya misal untuk pelindung kepala
disertai dengan safety goggle sehingga lebih praktis dan tidak merepotkan. Wadahnya pun
juga harus dipersiapkan agar para pekerja dengan mudah menggunakan-melepaskan di
wadah yang sudah disediakan dan jangan lupa untuk memberikan peringatan agar
mengembalikan alat pelindung yang sudah selesai digunakan agar tidak tercecer di area

55
produksi yang malah akan membuat alat pelindung itu hilang bahkan rusak akibat
sembarangan dalam meletakkannya. Berikut beberapa penanganan yang dilakukan
ditunjukkan pada Gambar 4.6.
Gambar 4.6 Pelindung dengan pelengkap dan safety box
Sumber: Dokumentasi
Pengendalian risiko yang ketiga yaitu adalah pada kabel putus dan terkelupas yang
menyebabkan risiko mencederai para pekerja pada aktivitas kerja di area produksi seperti
dilihat pada Tabel 4.14 di bawah ini.
Tabel 4.14
Pengendalian Risiko Kabel Putus dan Terkelupas
No. Bahaya Risiko
1 Kabel putus dan terkelupas - Tersetrum
- Korsleting
- Terbakar
Pengendalian Risiko
a. Eliminasi:
- Membuang kabel putus yang sudah tidak terpakai lagi
b. Substitusi:
- Mengganti kabel dengan kabel braided
c. Pengendalian teknis:
- Melakukan penambalan kabel dengan cara diplester
- Mengorganisasikan kabel dengan velcro strap
d. Pengendalian administrasi:
- Melakukan inspeksi berkala
e. APD:
- Menggunakan safety gloves dan safety shoes
Dilihat pada Tabel 4.14 bahwa pengendalian risiko yang dilakukan pada bahaya yang
ada ialah kabel putus dan terkelupas. Risiko ini bisa mengakibatkan para pekerja tersetrum
sengatan listrik dari kabel yang terbuka apabila mengenainya tanpa disengaja. Korsleting
bisa terjadi sewaktu-waktu yang menimbulkan percikan api yang bisa menyebabkan
kebakaran. Oleh sebab itu perlu dilakukan pengendalian risiko yang tepat, berikut dengan
cara eliminasi yaitu dengan membuang kabel-kabel yang sudah tidak bisa disambung dan
tidak terpakai lagi dikarenakan terlalu banyaknya kabel yang menghalangi area yang ada di

56
jalan maupun dekat mesin. Substitusi yang dilakukan adalah dengan mengganti kabel
dengan yang kualitasnya lebih baik dari sebelumnya dengan cara menggunakan kabel
braided. Kabel braided adalah kabel yang dimana kabel tersebut ditambahkan semacam
lapisan proteksi lebih pada kabel pada umumnya dan memberikan tampilan beda juga
daripada kabel lainnya, kabel tersebut juga lebih mudah dikontrol jika ada yang terbelit.
Pengendalian teknis melihat kembali kabel-kabel yang terkelupas dan membedakan apakah
bisa digunakan kembali setelah ditambal atau diplester, perlu juga dilakukan
pengorganisasian kabel-kabel yang ada misalnya menggabungkan kabel-kabel yang sejenis
atau dari masing-masing mesin lalu menggunakan velcro strap sehingga lebih terorganisasi.
Tindakan preventif dilakukan yaitu melakukan inspeksi berkala dan menggunakan alat
pelindung pada saat berkutat dengan kabel-kabel yaitu dengan menggunakan safety gloves
dan safety shoes demi menghindari adanya kejadian tersetrum. Berikut pengendalian risiko
untuk kabel putus dan terkelupas ditunjukkan pada Gambar 4.7 di bawah ini.
Gambar 4.7 Kabel braided dan velcro strap
Sumber: Dokumentasi
Pengendalian risiko keselamatan selanjutnya adalah hampir sejenis yaitu panel listrik
yang terbuka, risiko yang ditimbulkan akan menjadi parah jika salah satu pekerja tidak
berhati-hati akan tersetrum, terjadi korsleting, dan membuat mesin terbakar. Demi mencegah
hal tersetrum dianjurkan juga menggunakan safety gloves dan safety shoes. Mungkin ini
merupakan kejadian yang paling umum di perusahaan karena biasanya para pekerja luput
dalam melakukan aktivitasnya sehingga hal-hal ini bisa saja terjadi seperti contoh yaitu
membiarkan panel listrik terbuka. Berikut dapat dilihat pada Tabel 4.15 di bawah ini.
Tabel 4.15
Pengendalian Risiko Panel Listrik Tidak Tertutup
No. Bahaya Risiko
1 Panel listrik tidak tertutup - Tersetrum
- Korsleting
- Terbakar
Pengendalian Risiko

57
No. Bahaya Risiko
a. Eliminasi:
-
b. Substitusi:
-
c. Pengendalian teknis:
- Melengkapi dengan kunci pada tiap panel listrik sehingga tetap tertutup
- Mengorganisasikan kabel agar lebih rapi
d. Pengendalian administrasi:
- Memberikan peringatan agar panel untuk kembali dikunci
e. APD:
- Menggunakan safety gloves dan safety shoes
Pengendalian risiko bahaya yang dilakukan pada Tabel 4.15, yaitu dengan cara
pengendalian teknis melengkapi dengan kunci pada panel-panel listrik sehingga tetap
tertutup setelah mengorganisasikan kabel dengan strap. Pemberian tanda juga sangat
berguna agar para pekerja lebih memerhatikan lagi kondisi penggunaan panel listrik yang
ada. Berikut merupakan beberapa rekomendasi perbaikan yang dilakukan pada Gambar 4.8
Gambar 4.8 Kabel strap dan tutup panel.
Sumber: Dokumentasi
Risiko dari bahaya selanjutnya adalah dimana risiko itu muncul pada keadaan di saat
inspeksi mesin usai dilakukan, seperti yang dilaporkan salah satu pekerja pada proses
pemotongan iner, yaitu adalah saat dimana pisau pemotong longgar bahkan lepas dari
mesinnnya akibat baut pisau pemotong yang kurang rapat pada saat aktivitas kerja
pemotogan iner tersebut, itu dikarenakan pada saat inspeksi mesin para pekerja luput atau
tidak mengecek kembali apakah mesin itu sudah siap untuk digunakan kembali. Berikut
adalah adalah pengendalian yang ditunjukkan pada Tabel 4.16.
Tabel 4.16
Pengendalian Risiko Pisau Pemotong Longgar
No. Bahaya Risiko
1 Pisau Pemotong Longgar - Tertimpa
- Tergores pisau
Pengendalian Risiko

58
a. Eliminasi:
-
b. Substitusi:
-
c. Pengendalian teknis:
-
d. Pengendalian administrasi:
- Membuat prosedur baru pada saat inspeksi mesin
e. APD:
-
Salah satu pengendalian yang paling tepat untuk risiko bahaya pada baut yang kurang
rapat adalah dengan memberikan prosedur kerja dengan cara melakukan pengecekan ulang
setelah inspeksi sehingga mesin benar-benar siap untuk digunakan kembali karena jika tidak
begitu akan terjadi hal-hal yang akan merugikan perusahaan yaitu para pekerjanya mungkin
akan terkena dampak yaitu berupa kecelakaan kerja akibat pisau atau komponen lainnya
jatuh tertimpa sehingga dapat juga menyebabkan mesin rusak dan tidak bisa digunakan
kembali. Hal-hal tersebut membuat perusahaan tersebut mengalami kerugian yang cukup
parah. Berikut merupakan prosedur inspeksi pada Tabel 4.17 di bawah ini.
Tabel 4.17
Prosedur Inspeksi
No. Prosedur Tindakan
1 Memeriksa fungsi dari mekanisme komponen
2 Memeriksa dan menyetel (adjustment)
3 Membersihkan
4 Mengencangkan bagian-bagian yang kendur
5 Memeriksa kembali (re-checking)
Pengendalian risiko dari bahaya selanjutnya yaitu udara panas, material panas dan
berdebu pada proses peleburan bahan baku dapat dilihat pada Tabel 4.18 di bawah ini.
Tabel 4.18
Pengendalian Risiko Udara Panas, Material Panas dan Berdebu
No. Bahaya Risiko
1 Udara Panas, Material Panas, dan Berdebu - Gangguan pernapasan
- Kontak panas
- Iritasi
Pengendalian Risiko
a. Eliminasi:
-
b. Substitusi:
-
c. Pengendalian teknis:
- Menambahkan exhaust fan dinding agar udara dapat keluar
d. Pengendalian administrasi:
- Memberikan peringatan wajib untuk penggunaan alat pelindung diri
e. APD:
- Menggunakan masker, safety gloves dan safety shoes

59
Pengendalian yang tepat pada risiko dari bahaya udara panas, material panas, dan
berdebu di area proses peleburan bahan baku yaitu dengan cara melakukan pengendalian
teknis dengan menambahkan exhaust fan dinding agar udara yang ada di dalam area tersebut
dapat keluar sehingga sirkulasi udara terjaga dengan baik. Kapasitas exhaust fan pun perlu
diperhitungkan sehingga sesuai dengan kebutuhan ruangan. Kapasitas yang baik untuk
ruangan mesin adalah sekitar 15-30 pergantian udara per jam (ketentuan Hygienis
Laboratories Japan) yang nantinya dikalikan dengan volume ruangan sehingga didapatkan
kapasitas exhaust fan yang sesuai. Selanjutnya dengan memberikan peringatan tentang wajib
penggunaan alat pelindung diri (APD) agar para pekerja dapat melakukan aktivitas kerjanya
terhindar dari risiko yang mencederai para pekerja tersebut, dan pastinya diperlukan juga
penggunaan seperti masker, safety gloves, dan safety shoes untuk meminimasi kejadian-
kejadian dengan kontak fisik dengan mesin ataupun material panas. Peringatan ini
dianjurkan berada di pintu masuk area produksi tersebut. Berikut beberapa pengendalian
yang dilakukan ditunjukkan pada Gambar 4.9 di bawah ini.
Gambar 4.9 Exhaust fan dinding dan peringatan wajib APD
Sumber: Dokumentasi
Berbagai pengendalian risiko keselamatan dan kesehatan kerja yang sebelumnya sudah
dijelaskan dibuat berdasarkan dengan bahaya yang muncul dan terjadi di produksi iner PT.
Murni Mapan Makmur, pengendalian risiko dari bahaya tersebut diharapkan nantinya
menjadi rekomendasi bagi perusahaan agar bermanfaat dalam menemukan dan mencegah
adanya risiko bahaya kecelakaan kerja serta menjadi pertimbangan dalam mengambil
keputusan yang berkenaan dengan keselamatan dan kesehatan kerja itu sendiri.
4.5 Analisis dan Pembahasan
Proses pertama pada HIRARC yaitu identifikasi risiko sudah dilakukan dan setelahnya
dilakukan juga penilaian risiko serta pengendalian risikonya dari risiko bahaya yang sudah
ditemukan. Hasil yang diperoleh dari observasi langsung, wawancara, penyebaran lembar
pengamatan berupa kuisioner ternyata masih ada risiko bahaya yang lainnya yang

60
ditemukan. Terdiri dari 23 bahaya yang ditemukan diantaranya setelah dirating menjadi
enam bahaya yang dikategorikan berisiko tinggi sehingga dilakukan penanganan atas
prioritas bahaya tersebut dan didapatkan cara pengendalian atau perbaikan yang bertujuan
untuk mengurangi dan menghilangkan risiko bahaya yang ada di produksi iner PT. Murni
Mapan Makmur. Australian Standard/New Zealand Standard 4360 digunakan sebagai
standar untuk melakukan penilaian risiko yang ada di perusahaan karena fleksibel tanpa
mengurangi ketepatannya. Penilaian yang diambil terbagi jadi likelihood (banyaknya
kejadian) dan severity (dampaknya). Nilai yang didapat dari bahaya yang ada diamati
kembali dengan pengklasifikasian bahaya-bahaya yang nantinya akan dirating sebagaimana
dari bahaya tersebut berisiko rendah, sedang, bahkan berisiko berat. Dari 23 bahaya yang
ditemukan terdapat tiga berisiko ekstrim, empat berisiko tinggi, lima berisiko sedang, dan
lainnya berisiko rendah.
Bahaya yang mendapat rating ekstrim dan tinggi dianggap yang memberikan dampak
yang serius bagi keselamatan dan kesehatan kerja, bahaya-bahaya tersebut yaitu tangga yang
hanya satu pegangan sisi, mesin pemotong tidak terdapat tutup pelindung, alat pelindung diri
yang tidak standar, kabel putus dan terkelupas, panel listrik tidak tertutup, pisau pemotong
longgar, udara panas, material panas, dan berdebu. Bahaya-bahaya tersebut berpotensial
berisiko paling tinggi yang menyebabkan kecelakaan kerja dan kerugian bagi perusahaan.
Bahaya yang dikategorikan berisiko tinggi ini dijadikan prioritas dalam pengendalian risiko
karena diharapkan bahaya-bahaya ini dapat berkurang dan hilang serta memberikan dampak
bagus yang signifikan terhadap keselamatan dan kesehatan kerja perusahaan. Pengendalian
risiko dilakukan dengan pendekatan OHSAS 18001:2007 yang merupakan hirarki
terstruktur dan sistematis yang terdiri dari eliminasi, substitusi, pengendalian teknis,
pengendalian administrasi, serta alat pelindung diri (APD).
Pengendalian bahaya yang dilakukan pertama adalah pegangan tangga yang hanya satu
sisi adalah dari segi perancangan dan penambahan elemen-elemen yang lebih mendukung
keselamatan, rekomendasinya yaitu menambahkan sisi pegangan tiap tangga dan sisi itu
sendiri serta menambahkan elemen pendukung yang dapat memaksimalkan grip pada setiap
pegangan sisi tangga yaitu seperti pegangan berbahan karet seperti halnya pegangan tangga
eskalator sehingga mengurangi adanya risiko bahaya terjatuh. Penggunakan APD seperti
safety helmet dan safety shoes juga berguna untuk mencegah serta meredam hal terjadinya
cedera yang dihasilkan dari kejadian terjatuh tersebut. Untuk hal yang terakhir, sebisa
mungkin hindari lah untuk menaiki tangga apabila tidak diperlukan sehingga mencegah
risiko bahaya tersebut muncul.

61
Bahaya mesin tidak terdapat tutup pelindung adalah bisa menyebabkan para pekerja
mengalami cedera yang ringan hingga berat karena memungkinkan para pekerja terkena
seperti pisau pemotong iner sehingga perlu adanya pemasangan penutup pada mesin serta
melakukan monitoring terhadap pengendalian risiko tersebut agar masalah bahaya tersebut
dapat dikontrol bahkan dapat dihilangkan sehingga risiko bahaya itu tidak muncul kembali.
Bahaya dari alat pelindung diri yang tidak standar bisa dikendalikan dengan cara
membuang semua alat pelindung yang sudah tidak layak digunakan, menggantinya dengan
yang lebih lengkap kegunaannya seperti contoh yaitu sebuah safety helmet dilengkapi juga
dengan fitur safety goggles sehingga lebih praktis dan lebih ringkas. Wadah juga perlu
dipersiapkan seperti contoh sebuah safety box. Peringatan dibuat untuk mengingatkan para
pekerja apabila bahaya sudah terjadi untuk langsung menggunakannya sampai kegiatan
proses produksi tersebut selesai setelah itu langsung mengembalikannya ke tempat semula.
Kabel yang putus dan terkelupas, para pekerja serius memerhatikan hal ini karena
sengatan listrik dari kabel yang terbuka bisa menjadi malapetaka bagi mereka sendiri. Arus
pendek juga bisa terjadi kapan saja yang mampu menyebabkan kebakaran. Pengendalian
risiko atau mitigasi risiko yang dilakukan adalah dengan cara eliminasi yaitu dengan
membuang kabel-kabel yang sudah tidak bisa terpakai lagi. Substitusi yang dilakukan adalah
pergantian kabel yang lebih baik dari sebelumnya dengan penggunaan kabel braided, kabel
ini memberikan lapisan proteksi lebih dibandingkan kabel biasa dan juga lebih mudah
dikontrol apabila kabel terbelit. Pengendalian teknis dengan dilakukannya penambalan pada
kabel yang hanya terkelupas sehingga masih bisa digunakan kembali, perlu adanya
pengorganisasian kabel-kabel yang ada dengan cara mengikat dengan velcro strap bersama
kabel yang sejenis sehingga memudahkan para pekerja untuk mengenali dari masing-masing
kabelnya dan juga menggunakan sarung tangan demi menghindari adanya sengatan listrik.
Untuk mitigasi risiko yang dilakukan setelah bahaya itu terjadi yaitu dengan cara
menyediakan atau menggunakan APAR yang sesuai sehingga bahaya yang terjadi dapat
segera diredam atau dihilangkan.
Begitu juga dengan penanganan bahaya panel listrik tidak tertutup dengan cara
melengkapi dengan kunci pada panel-panel listrik seperti melengkapi dengan kode pin untuk
membukanya sehingga tetap tertutup untuk menghindari kejadian-kejadian yang
menyebabkan kecelakaan kerja seperti contohnya korsleting yang menyebabkan percikan
listrik yang menyebabkan kebakaran serta penempatan APAR juga berperan apabila bahaya
itu sudah terjadi langsung dapat diatasi. Pemberian peringatan juga diperlukan agar para

62
pekerja akan terus ingat dan berhati-hati untuk penggunaan panel listrik yang ada sehingga
setelah selesai digunakan dapat ditutup kembali.
Risiko bahaya yang ditemukan yaitu saat inspeksi usai seperti yang dilaporkan pekerja
proses pemotongan iner, pisau pemotong longgar dan terjatuh hampir mengenai pekerja
tersebut, diketahui ternyata akibat baut-baut yang ada pada mesin kurang rapat dan kencang.
Untuk itu perlu adanya penanganan yang tepat mengenai pemeriksaan dan pemeliharaan
tersebut agar kejadian itu tidak terjadi lagi dengan cara pembuatan suatu prosedur baru
inspeksi serta pemeliharaan yang sering dikontrol sehingga kejadian bahaya tersebut tidak
dapat terulang lagi.
Risiko bahaya terakhir yaitu adalah udara panas, material panas, dan berdebu di area
proses peleburan bahan baku, ini merupakan kejadian yang sering terjadi karena para pekerja
mengeluhkan bahwa bekerja di area itu sebenernya cukup sulit karena udara dan debu yang
dihasilkan lebih banyak dibanding area yang lain karena dimana mesin extruder yang
menggiling dan menghancurkan plastik mengeluarkan debu yang cukup parah disertai udara
panas yang dihasilkan sehingga membuat para pekerja cepat dehidrasi. Lebih menyulitkan
lagi, mereka bekerja dengan minim proteksi tubuh mereka sehingga jika berhadapan keadaan
seperti itu lebih terasa sulitnya apalagi jika terkena material panas pastinya dampak yang
dihasilkan akan lebih berat. Oleh sebab itu, penanganan yang dilakukan dengan
menambahkan pembuangan udara seperti exhaust fan di dinding agar udara dan debu bisa
keluar. Selanjutnya memberikan peringatan kawasan wajib alat pelindung diri (APD)
sehingga para pekerja merasa lebih aman dan terhindar dari bahaya yang muncul demi
mengurangi hal-hal yang akan mencederai para pekerja.

63
BAB V
PENUTUP
Pada bagian ini akan dibahas mengenai kesimpulan dan saran yang dapat diambil dari
penelitian ini baik untuk perusahaan maupun untuk pembaca dan juga untuk penulis.
5.1 Kesimpulan
Adapun kesimpulan yang bisa diberikan dari penelitian ini:
1. Identifikasi bahaya yang dilakukan di produksi iner PT. Murni Mapan Makmur
dikarenakan masih ada terjadinya kecelakaan kerja. Hasil identifikasi terdapat 23
bahaya yang ditemukan.
2. Penilaian risiko dilakukan setelah ditemukan bahaya-bahaya yang ada di produksi iner
PT. Murni Mapan Makmur denga melakukan klasifikasi rating dengan yang berisiko
tinggi terdiri dari tujuh bahaya; tangga yang hanya satu pegangan sisi, mesin pemotong
tidak terdapat tutup pelindung, alat pelindung diri yang tidak standar, kabel putus dan
terkelupas, panel listrik tidak tertutup, pisau pemotong longgar, udara panas, material
panas, dan berdebu.
3. Rekomendasi perbaikan didapatkan dari hasil pengendalian risiko yang berisiko tinggi
diharapkan dapat mengurangi bahkan mencegah kecelakaan kerja yang terjadi dari
masing-masing bahaya yang ditemukan, beberapa dari rekomendasi perbaikannya
dengan pendekatan OHSAS 18001:2007 adalah bagaimana mengatasi alat pelindung
diri yang tidak standar dan pisau pemotong yang longgar. Alat pelindung diri yaitu
dengan cara eliminasi alat pelindung diri yang tidak layak pakai menggantinya dengan
alat pelindung yang lebih lengkap kegunaannya seperti safety helmet yang dilengkapi
safety goggles, penambahan safety box untuk memudahkan para pekerja menggunakan
alat pelindung serta diberikannya peringatan agar mengembalikan alat pelindung agar
tidak tercecer di area produksi. Pisau pemotong longgar dikarenakan pada saat inspeksi
usai, baut yang belum terpasang dengan benar sehingga kendur dan menyebabkan
cedera para pekerja akibat terkena pisau pemotong tersebut, sehingga perlu penanganan
yang tepat yaitu dengan membuat prosedur baru tentang inspeksi mesin secara berkala
dan pemeliharannya.
63

64
5.2 Saran
Adapun saran yang bisa diberikan dari penelitian ini:
1. Rekomendasi perbaikan yang diberikan dari hasil penelitian ini diharapkan dapat
diaplikasikan di penelitian selanjutnya untuk mengetahui apakah rekomendasi yang
diberikan berdampak baik bagi perusahaan.
2. Penelitian selanjutnya yang diharapkan dari penelitian ini yaitu dengan menindaklanjuti
temuan bahaya dengan melibatkan keseluruhan gedung perusahaan.
3. Penelitian selanjutnya yang diharapkan dari penelitian ini yaitu dengan melakukan
identifikasi risiko dengan menggunakan metode Fault Tree Analysis (FTA) untuk
menemukan inti permasalahan dari sebuah insiden kecelakaan kerja.

DAFTAR PUSTAKA
Al-Bahar, J.F. & Crandall, K.C (1990): Systematic Risk Management Approach for
Construction Projects, Journal of Management and Engineering ASCE, 166 (3), 533-
546
Australian Standard/New Zealand Standard 4360. (2004). Risk Management Guidelines.
BPJS Ketenagakerjaan. (2015), “Angka Kasus Kecelakaan Kerja Menurun.”
http://www.bpjsketenagakerjaan.go.id/berita/2943/Angka-Kasus-Kecelakaan-Kerja-
Menurun.html, diakses pada tanggal 24 Juni, 2016
BPJS Ketenagakerjaan. (2016), “Jumlah Kecelakaan Kerja di Indonesia Masih Tinggi.”
http://www.bpjsketenagakerjaan.go.id/berita/5769/Jumlah-kecelakaan-kerja-di-
Indonesiamasih-tinggi.html, diakses pada tanggal 24 Juni, 2016
BPJS Ketenagakerjaan. (2016), “Konstruksi Sumbang 32 Persen dari Seluruh Kecelakaan
Kerja di Indonesia.” http://www.bpjsketenagakerjaan.go.id/berita/5797/Konstruksi-
Sumbang-32-Persen-dari-Seluruh-Kecelakaan-di-Indonesia.html, diakses pada 24
Juni, 2016
ILO (1989). Pencegahan Kecelakaan, Jakarta: PT. Pustaka Binaman Prestindo
Ishamulladien, R.L. (2016). Upaya Reduksi Hazard Untuk Meningkatkan Keselamatan
Kerja Pada Sarana Pendidikan Dengan Metode HIRARC. Skripsi. Tidak
Dipublikasikan. Malang: Universitas Brawijaya
Kurniawati, E. (2014). Analisis Potensi Kecelakaan Kerja Pada Departemen Produksi
Springbed Dengan Metode Hazard Identification And Risk Assessment (HIRA).
Skripsi. Tidak Dipublikasikan. Malang: Universitas Brawijaya
Mangkunegara, A.A. Anwar Prabu. (2010). Evaluasi Kinerja Sumber Daya Manusia.
Bandung: Refika Aditama
Ministry of Human Resources. (2008). Guidelines for Hazard Identification Risk Assessment
and Risk Control. Department of Occupational Safety and Health. Malaysia.
Meily, K. (2010). Teori dan Aplikasi Kesehatan Kerja. Jakarta: Ui Press
Mondy, R. Wayne. (2008). Manajemen Sumber Daya Manusia, Jilid 1 Edisi Sepuluh,
Jakarta: Erlangga.
Nosworthy. (2000). A Practical Risk Analysis Approach : Managing BCM Risk, Computers
& Security Vol. 19 no.4
65

66
OHSAS 18001: (2007). Occupational health and safety management system –
Requirements. PT. Pustaka Binaman Presindo; 1995.
Pritanti, H., Purwoto, & Solechan. (2012). Pertanggungjawaban Pidana Terhadap
Kontraktor Dalam Hal Terjadi Kecelakaan Kerja Menurut Undang-undang Nomor 3
Tahun 1992 Tentang Jaminan Sosial Tenaga Kerja. Law Journal (Universitas
Diponegoro), 1(4).
Ramli, S. (2010). Sistem Manajemen Keselamatan & Kesehatan Kerja OHSAS 18001.
Jakarta : Dian Rakyat
Rivai, V. (2005). Manajemen Sumber Daya Manusia untuk Perusahaan. Jakarta: Murai
Kencana
Silalahi, & Rumondang. (1995). Manajemen Keselamatan dan Kesehatan Kerja. Jakarta:
Bina Rupa Aksara
Socrates, M.F. (2013). Analisis Risiko Keselamatan Kerja Dengan Metode HIRARC
(Hazard Identification, Risk Assessment and Risk Control) Pada Alat Suspension
Preheater Bagian Produksi Di Plant 6 Dan 11 Citeureup PT. Indocement Tunggal
Prakarsa. Skripsi. Tidak Dipublikasikan. Jakarta: Universitas Islam Negeri Syarif
Hidayatullah.
Sudjana, Nana. & Ibrahim. (2001). Penelitian dan Penilaian Pendidikan. Bandung: Sinar
Baru Algesindo.
Sugiyono. (2012) Memahami Penelitian Kualitatif. Bandung: ALFABETA.
Suma’mur. (2009). Higiene Perusahaan dan Kesehatan Kerja Hiperkes. Jakarta: Sagung
Seto.
Republik Indonesia. (1970). Undang-Undang No. 1 Tahun 1970 Pasal 3 Ayat 1 tentang
Keselamatan Kerja.
Republik Indonesia. (1970). Undang-Undang No. 1 Tahun 1970 Pasal 14C tentang
Keselamatan Kerja.
Republik Indonesia. (2003). Undang-Undang No. 13 Tahun 1970 Pasal 86 tentang
Ketenagakerjaan.
Republik Indonesia. (2003). Undang-Undang No. 13 Tahun 1970 Pasal 87 tentang
Ketenagakerjaan.
Vaughan, Emmet J. & Curtis M. Elliot. (1996). Fundamental of Risk and Insurance.
New York: John Willey & Sons Inc.