Embed Size (px)
Citation preview

Page 1 of 37
Issue 2 September 2017
Right First Time Concession Submissions
Page 2 of 37
1) Contents
1) Contents ............................................................................................................................ 2
2) Scope ................................................................................................................................ 3
3) Associated Documents ...................................................................................................... 3
4) Definition of Terms............................................................................................................. 3
5) Generic Standard Information ............................................................................................ 4
6) Casting Defects ................................................................................................................. 5
7) Coatings ............................................................................................................................ 7
7.1 Chipping of Coating........................................................................................... 7
7.2 Overspray of Coating ........................................................................................ 8
7.3 Staining of Coating ............................................................................................ 8
8) Concentricity, Roundness and Runout .............................................................................. 9
9) Constrained Inspection .................................................................................................... 11
10) Diameter .......................................................................................................................... 12
11) Flatness ........................................................................................................................... 13
12) Forging Defects – Dimensional ........................................................................................ 14
12.1 Pre-Ultrasonic Inspection Machining (Pre UI) ................................................. 14
12.2 Post-Ultrasonic Inspection Machining (Post UI) .............................................. 15
13) Forging Defects – Process Violation ................................................................................ 16
13.1 Heat Treatment ............................................................................................... 17
13.2 Surface Indications ......................................................................................... 18
13.3 Ultrasonic Inspection (UI) Noise ...................................................................... 19
13.4 Ultrasonic Indication(s) .................................................................................... 20
14) Forging Defects – Microstructural .................................................................................... 21
15) Forging Defects - V2500 Concession Submissions ......................................................... 22
15.1 V2500 Product Numbers ................................................................................. 22
16) Honeycomb ..................................................................................................................... 23
17) Length .............................................................................................................................. 24
18) Mismatch ......................................................................................................................... 25
18.1 Machined Parts ............................................................................................... 25
18.2 Fabricated Parts .............................................................................................. 26
19) Position ............................................................................................................................ 27
20) Profile .............................................................................................................................. 29
21) Radii ................................................................................................................................ 30
22) Salvages .......................................................................................................................... 31
23) Scratches/Scores/Dents/Surface Finish/Visual Findings ................................................. 32
24) Thickness ........................................................................................................................ 34
25) Welding ............................................................................................................................ 35

Page 3 of 37
2) Scope
This guide is to assist raising the standard of concession submissions with the necessary information to achieve Right First Time. It is to aid the understanding of the non-conformance for engineering assessment.
The views/pictures used within this document reflect typical non-conforming features. Where different or additional features are required this document is to be used to determine the dimensioning methods, required format and content for concession submission.
This guide sets out the requirements for the typical information needed from the supplier for concession input into Rolls-Royce, which will improve concession turnaround time.
For features not covered in this guide, refer to generic standard information as a minimum requirement.
3) Associated Documents
For the supply chain, SABRe2 is to be followed
For the domestic plants, GPQI2.3 is to be followed
4) Definition of Terms
A Production Repair (salvage) is an application of non-standard operations on a non-conforming product, which has not been released to the customer, to make it acceptable for its intended use. Production Repairs are typically established to reduce major non-conformances to minor non-conformances that can be accepted.
Re-work is defined as the repeat of already authorised standard operations to make the product conforming.
Page 4 of 37
5) Generic Standard Information
Engineering knowledge should be applied to determine suitability of information prior to concession submission.
Provide reference numbers to any Deviation Permits applied to the part.
Highlighted drawing sheet and/or schematic identifying location(s) of defect(s).
Clear and good quality photograph(s).
Provide the inspection data in Excel and a graphical representation showing the deviation from nominal. (Where required, see individual section).
If relevant standard or specification does not allow salvage on part(s), include a copy of operation sequence.
Where Forumpass is used, ensure documents are uploaded and linked to SAP. Ensure documents are named according to associated non-conformance item.
Standard of measurement used; JES 160 or RRES90004.
If the Concession may result in a CAT2/CAT3 split decision for a batch of parts, submit on separate Concessions to avoid delay.
Ensure concession submission is in-line with any previous feedback received from Rolls-Royce.

Page 5 of 37
6) Casting Defects
Required for Concession
Ensure the parts are inspected and sentenced in line with the correct RQSG/RQSC. Provide a highlighted drawing sheet and/or schematic identifying location(s) of
defect(s) including quantity, length, width and depth. Provide clear and good quality photograph(s) showing the non-conforming area
before and after salvage operations. For porosity, provide clear and good quality photograph(s) under UV light showing
defects highlighted following Fluorescent Penetrant Inspection (FPI). For defects identified post machining, provide details of any salvage operation
performed on the part to attempt to remove/improve the non-conformance.
Calibrated gauge to show size of defect Schematic showing location of defect
UV photograph post FPI UV Photograph post FPI
30.57 mm
13.38 mm
Page 6 of 37
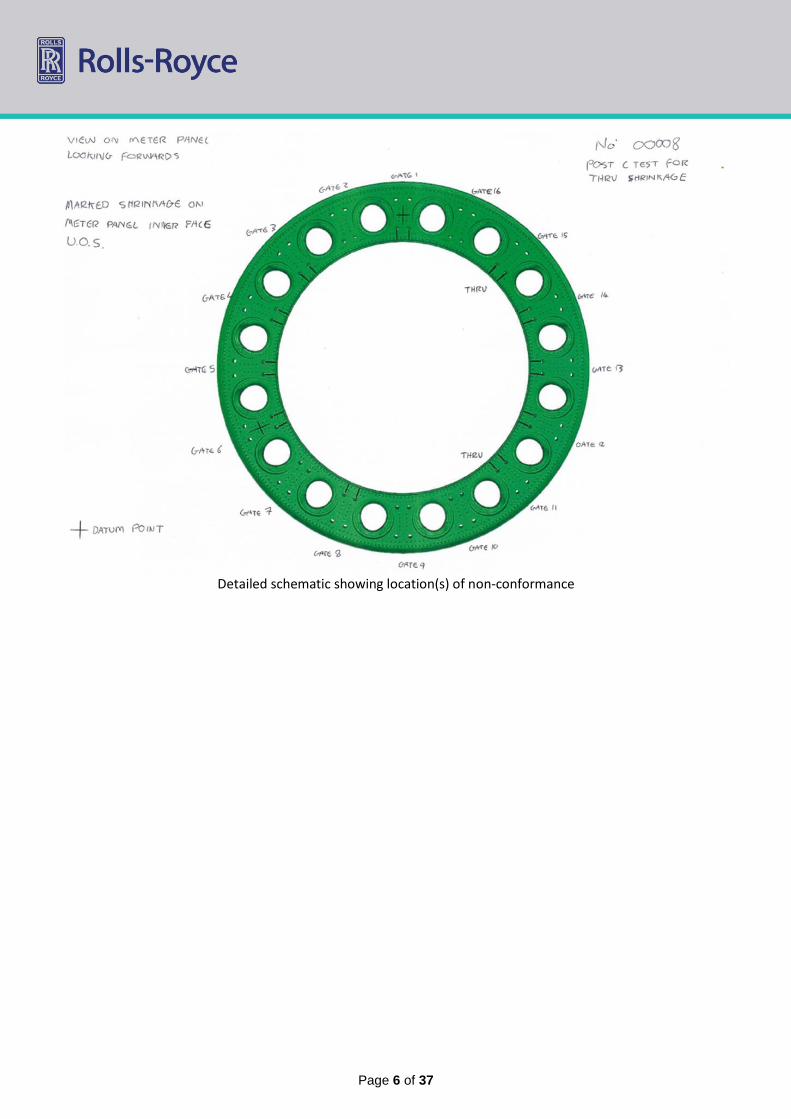
Detailed schematic showing location(s) of non-conformance

Page 7 of 37
7) Coatings
7.1 Chipping of Coating
Action PRIOR to Concession submission
Where there is chipping present to any coating, perform the tape adhesion test as stated below.
Use CSS13 Plasma approved spray tape. Apply the tape as required to the chipped coated area(s) to confirm adhesion of the
adjacent coating. Leave in contact with the coating for a minimum of 10 seconds before removing (submit confirmation of the tape adhesion test has been carried out).
Assess number of chips, size (axial & radial) for concession submission.
Required for Concession
Confirmation that tape adhesion test has been carried out. Direct measurement results of the non-conforming area, quote the number of chips
with sizes, both axial & radial. Provide clear and good quality photograph(s) showing the non-conformaning areas
and size of chipping and spacing. Provide a highlighted drawing sheet and/or schematic identifying location(s) of
defect(s).
Detailed photograph showing extent of chipping
Page 8 of 37
7.2 Overspray of Coating
Action PRIOR to Concession submission
Overspray: Assess to RQSP020 - 5.5.10 / RQSC and drawing requirements.
Re-work shall be carried out in accordance with the requirements in the relevant application specification(s). Overspray may be removed by mechanical dressing.
Chemical removal may only be undertaken with the consent of the Rolls-Royce Laboratories.
Small defects may be removed by dressing provided that after dressing the coating conforms to the requirements of the RQSP/RQSC/drawing requirement.
Required for Concession
Confirm all adjacent holes are clear of loose material and not blocked (if applicable). Provide clear and good quality photograph(s) from a distance and close up, if the
overspray cannot be re-worked or salvaged. Provide a highlighted drawing sheet and/or schematic identifying location(s) and
extent of the overspray.
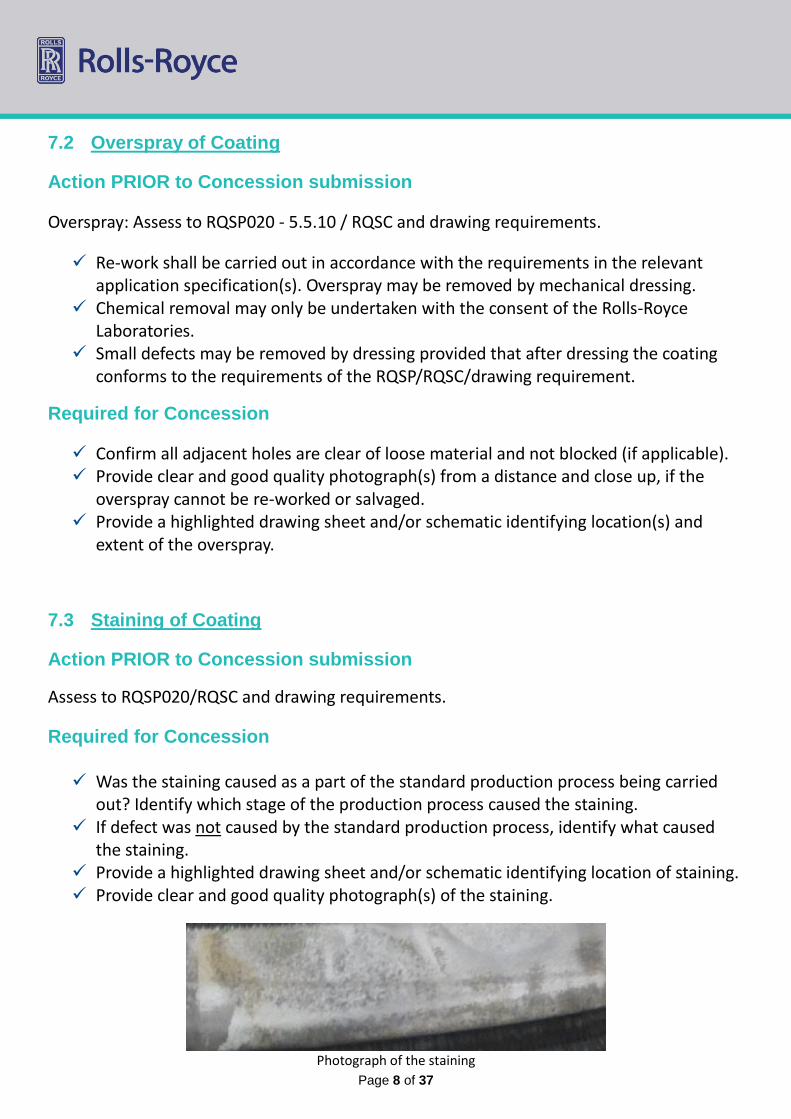
7.3 Staining of Coating
Action PRIOR to Concession submission
Assess to RQSP020/RQSC and drawing requirements.
Required for Concession Was the staining caused as a part of the standard production process being carried
out? Identify which stage of the production process caused the staining. If defect was not caused by the standard production process, identify what caused
the staining. Provide a highlighted drawing sheet and/or schematic identifying location of staining. Provide clear and good quality photograph(s) of the staining.
Photograph of the staining
Page 9 of 37
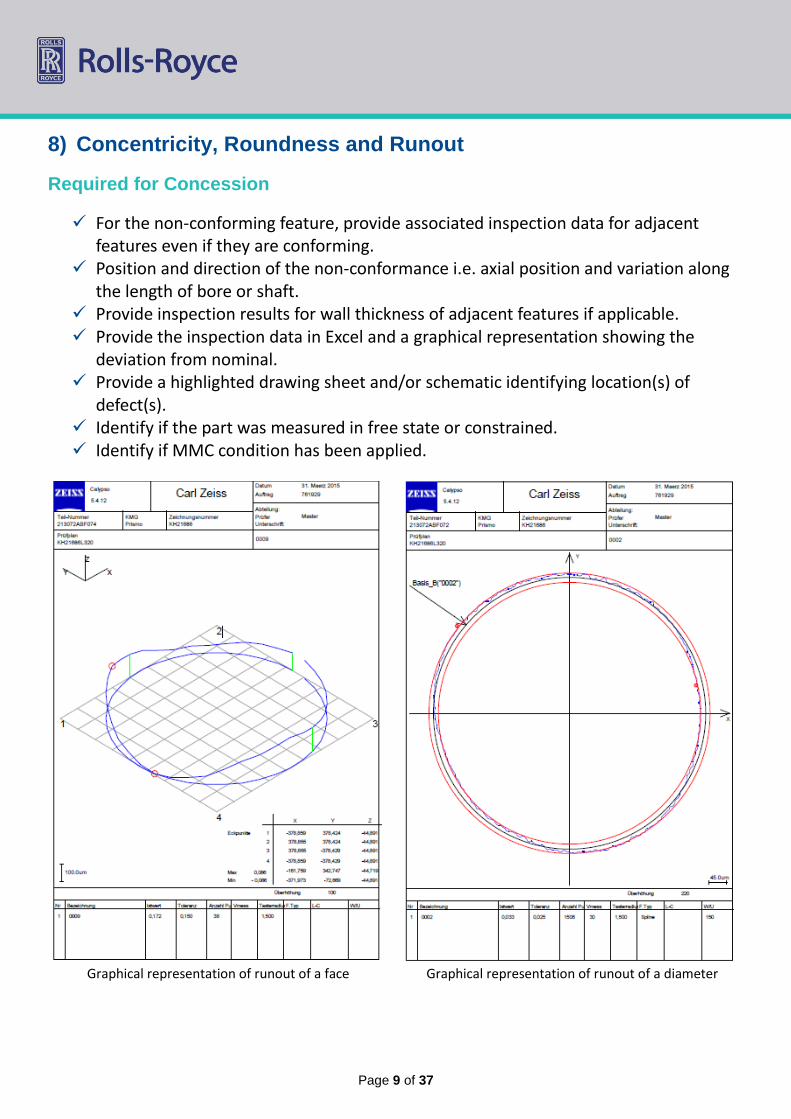
8) Concentricity, Roundness and Runout
Required for Concession
For the non-conforming feature, provide associated inspection data for adjacent features even if they are conforming.
Position and direction of the non-conformance i.e. axial position and variation along the length of bore or shaft.
Provide inspection results for wall thickness of adjacent features if applicable. Provide the inspection data in Excel and a graphical representation showing the
deviation from nominal. Provide a highlighted drawing sheet and/or schematic identifying location(s) of
defect(s). Identify if the part was measured in free state or constrained. Identify if MMC condition has been applied.
Graphical representation of runout of a face Graphical representation of runout of a diameter
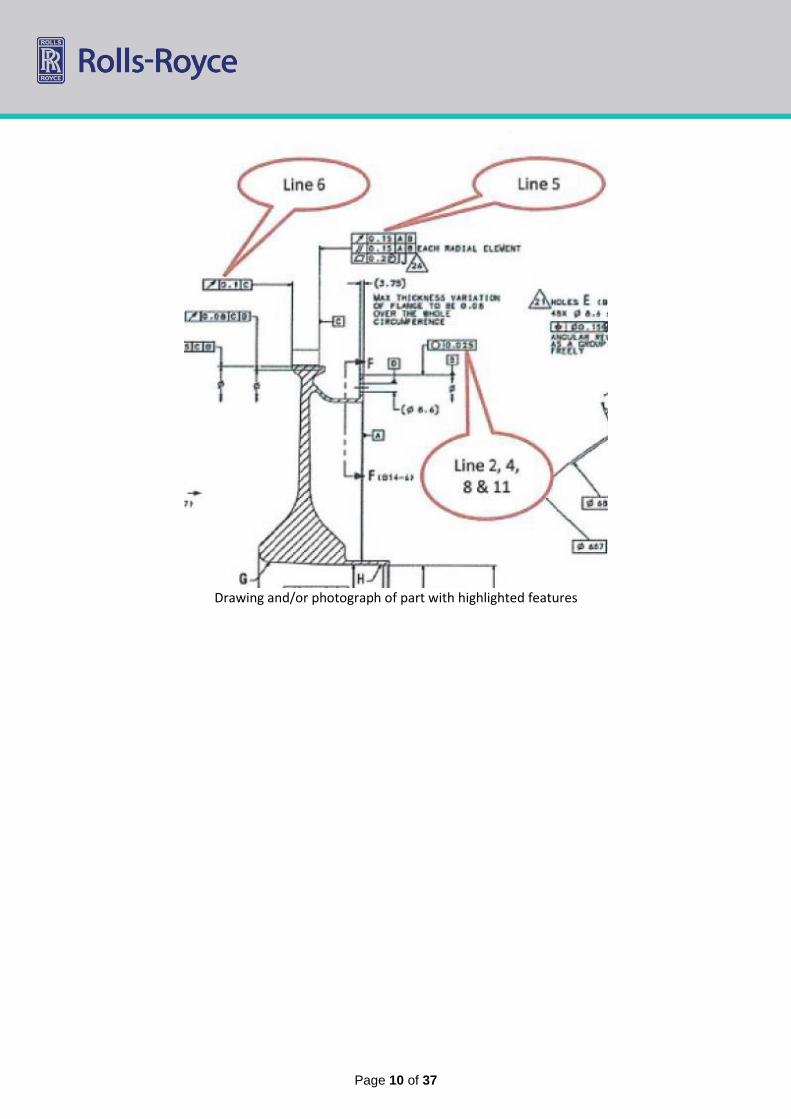
Page 10 of 37
Drawing and/or photograph of part with highlighted features

Page 11 of 37
9) Constrained Inspection
Required for Concession
Identify the reason for constrained inspection. Confirmation of which stage in production part has been inspected; i.e. in process or
final inspection? Provide the inspection data in Excel and a graphical representation where necessary,
showing free state versus constrained inspection. Provide a highlighted drawing sheet and/or schematic identifying constraining face,
points and method. Provide clear and good quality photograph(s) identifying constraining face, points and
method.

Page 12 of 37
10) Diameter
Action PRIOR to Concession submission
For oversize dowel holes, measure and record size of dowel pin fitted. Ensure cooling holes are smooth, free of notches and no sharp edges are present.
Required for Concession
State quantity of variation i.e. 6 out of 8 places around circumference. Position and direction of the non-conformance i.e. axial position and variation along
the length of bore or shaft. For the non-conforming feature, provide associated inspection data for adjacent
features even if they are conforming. Provide the inspection data in Excel and a graphical representation showing the
deviation from nominal. Provide a highlighted drawing sheet and/or schematic identifying location(s) of
defect(s). Identify if MMC condition has been applied. For oversize dowel holes state size of dowel pin fitted. For oversize holes, conduct ligament checks between holes and adjacent features (if
applicable).
Drawing and/or photograph of part with highlighted features

Page 13 of 37
11) Flatness
Required for Concession
Provide the inspection data in Excel and a graphical representation showing the deviation from nominal.
Where positive and negative values are provided, confirm direction relative to datum with a schematic for clarity.
Provide a highlighted drawing sheet and/or schematic identifying location(s) of defect(s).
Identify if the part was measured in free state or constrained. If constrained, provide a highlighted drawing sheet and/or schematic identifying constraining face, points and method.
Typical pictorial example; colour of dots with actual values represent location, direction and magnitude
of error

Page 14 of 37
12) Forging Defects – Dimensional
12.1 Pre-Ultrasonic Inspection Machining (Pre UI) Required for Concession Highlighted drawing sheet and/or schematic identifying location(s) and extent of
the non-conformance. Clear and good quality photograph(s) of non-conforming areas compared
to a conforming area. Ultrasonic Inspection Report(s). Modified ACE file (Rolls-Royce software), as PDF outlining the results and impact on
declared ultrasonic limitations (If applicable).
Modified ACE file

Page 15 of 37
12.2 Post-Ultrasonic Inspection Machining (Post UI)
Action PRIOR to Concession submission
Confirm with Rolls-Royce Manufacturing Engineer that the feasibility of future machining stages is not disrupted by the non-conformance.
Required for Concession Report amount of stock material leftover and relevant dimensional data against the
finished forging. Clearly indicate in the concession that the non-conformance was created at post-
UI/second-stage machining. Highlighted drawing sheet and/or schematic identifying location(s) and extent of
the non-conformance. Clear and good quality photograph(s) of non-conforming areas compared
to a conforming area, indicating the size of the non-conformance.
Highlighted schematic identifying location(s) and
extent of the non-conformance

Page 16 of 37
13) Forging Defects – Process Violation
Examples of process violation:
As-forged areas.
Heat treatment time.
Quench harden time.
Pressure pre-set.
Hammer blows.
Transfer time.
Furnace temperature.
Required for Concession Microstructural and macrostructural data in-line with material specification
requirements. Mechanical property data from test-ring, compared to specification. Indicate the process deviation’s location within SPC limits (If applicable). Highlighted drawing sheet and/or schematic identifying location(s) of the non-
conformance. Clear and good quality photograph(s) of non-conforming areas compared
to a conforming area, indicating the size of the non-conformance.
Evidence of deviation within SPC limits

Page 17 of 37
13.1 Heat Treatment Action PRIOR to Concession submission
Refer to ‘Forging Methods of Manufacture Data Sheet’ to verify the extent of
authorised corrective action. Required for Concession Microstructural and macrostructural data in-line with material specification
requirements. Mechanical property data from test-ring compared to specification. Indicate the process deviation’s location within SPC limits (If applicable). Detailed record of actions leading to failure to meet the specified requirements. Report deviation from the fixed process with supporting documentation.
Furnace Trace as part of furnace documentation pack

Page 18 of 37
13.2 Surface Indications
Action PRIOR to Concession submission
Refer to ‘Forging Methods of Manufacture Data Sheet’ to verify the extent of authorised corrective action.
Required for Concession Mechanical property data from test-ring compared to specification. Microstructural and macrostructural data in-line with material specification
requirements. Indicate the process deviation’s location within SPC limits (If applicable). Macro-etch results (e.g. Inspection Certificate). Clear and good quality photograph(s) under UV light showing defects highlighted
following Fluorescent Penetrant Inspection (FPI). Ultrasonic Inspection (UI) report. Highlighted drawing sheet and/or schematic identifying location(s) of the non-
conformance. Clear and good quality photograph(s) of non-conforming areas compared
to a conforming area, indicating the size of the non-conformance. Room Temperature Elevated Temperature
Serial Number PS (MPa) UTS (MPa) EL(%) RA(%) PS (MPa) UTS (MPa) EL(%) RA(%)
RR 0001234 1049 1173 14 29 749 911 13 60
RR 0001235 1072 1194 13 32 751 941 10 30
RR 0001236 1068 1196 12 16 759 943 16 61
RR 0001237 1079 1204 15 29 770 954 12 43
RR 0001238 1073 1198 12 32 775 967 11 44
RR 0001239 1079 1198 14 31 793 984 10 30
Mechanical property data from test-ring
Page 19 of 37
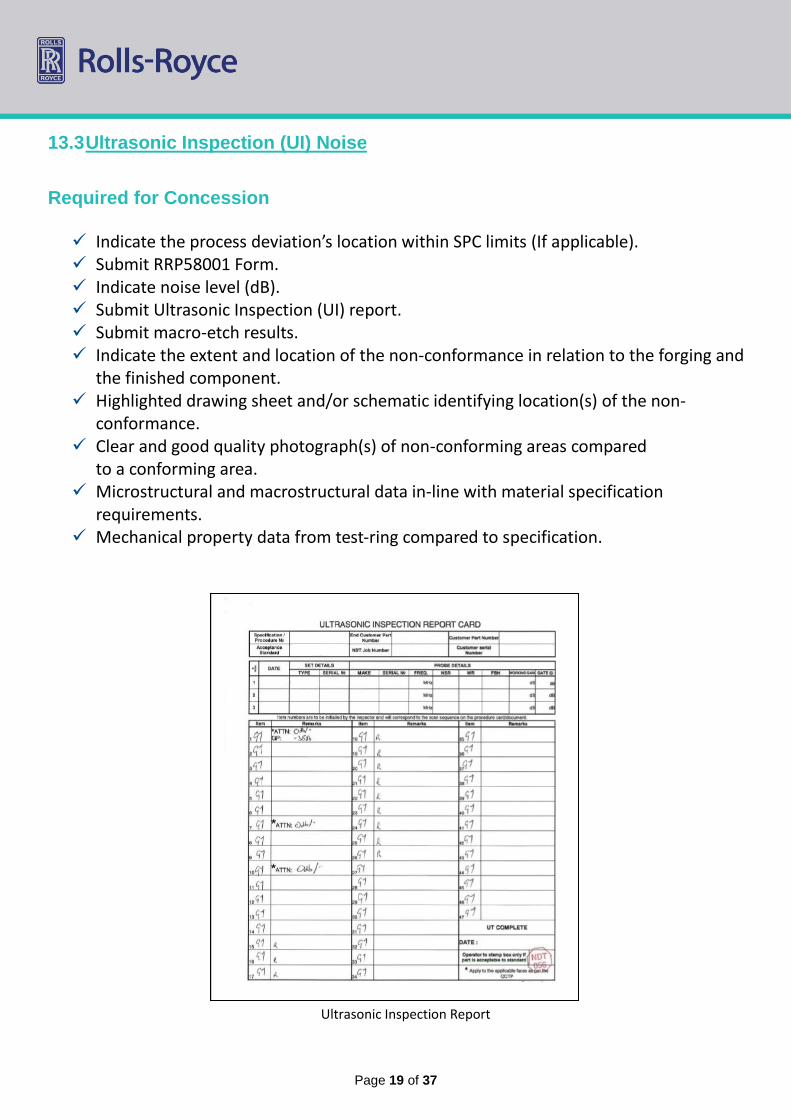
13.3 Ultrasonic Inspection (UI) Noise
Required for Concession Indicate the process deviation’s location within SPC limits (If applicable). Submit RRP58001 Form. Indicate noise level (dB). Submit Ultrasonic Inspection (UI) report. Submit macro-etch results. Indicate the extent and location of the non-conformance in relation to the forging and
the finished component. Highlighted drawing sheet and/or schematic identifying location(s) of the non-
conformance. Clear and good quality photograph(s) of non-conforming areas compared
to a conforming area. Microstructural and macrostructural data in-line with material specification
requirements. Mechanical property data from test-ring compared to specification.
Ultrasonic Inspection Report
Page 20 of 37
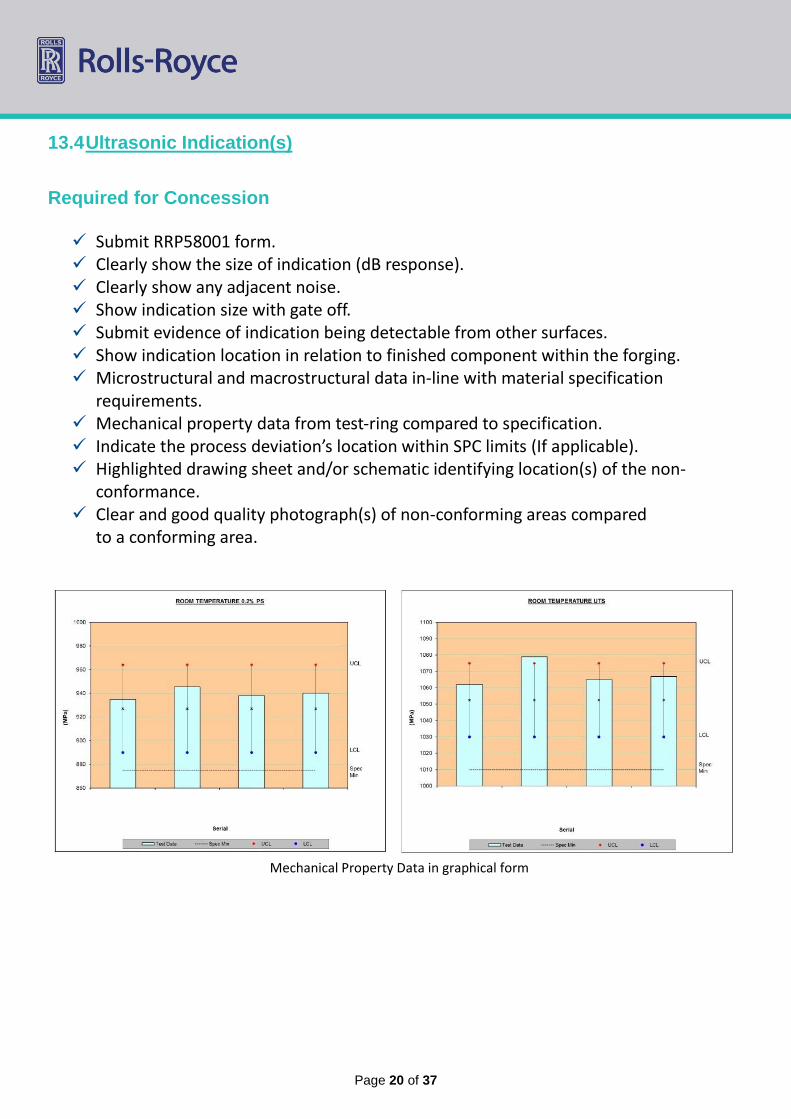
13.4 Ultrasonic Indication(s)
Required for Concession Submit RRP58001 form. Clearly show the size of indication (dB response). Clearly show any adjacent noise. Show indication size with gate off. Submit evidence of indication being detectable from other surfaces. Show indication location in relation to finished component within the forging. Microstructural and macrostructural data in-line with material specification
requirements. Mechanical property data from test-ring compared to specification. Indicate the process deviation’s location within SPC limits (If applicable). Highlighted drawing sheet and/or schematic identifying location(s) of the non-
conformance. Clear and good quality photograph(s) of non-conforming areas compared
to a conforming area.
Mechanical Property Data in graphical form

Page 21 of 37
14) Forging Defects – Microstructural
Action PRIOR to Concession submission
Refer to ‘Forging Methods of Manufacture Data Sheet’ to verify the extent of authorised corrective action.
Required for Concession Microstructural and macrostructural data in-line with material specification
requirements. Clear and good quality photograph(s) of non-conforming areas compared
to a conforming area. Mechanical property data from test-ring compared to specification. Indicate the process deviation’s location within SPC limits. Mechanical property data from test-ring compared to specification. Submit polished and swab-etched images at a suitable magnification. Indicate ASTM value (average & as large as.). Highlighted drawing sheet and/or schematic identifying location(s) of the non-
conformance.
Microstructure Data
Serial Number Average (ASTM) ALA (ASTM) Structure
(CME5013)
RR 0001234 6 4 Figure 1
RR 0001235 5.5 3.5 Figure 1
Microstructural data with reference to relevant figures
Page 22 of 37
15) Forging Defects - V2500 Concession Submissions
15.1 V2500 Product Numbers
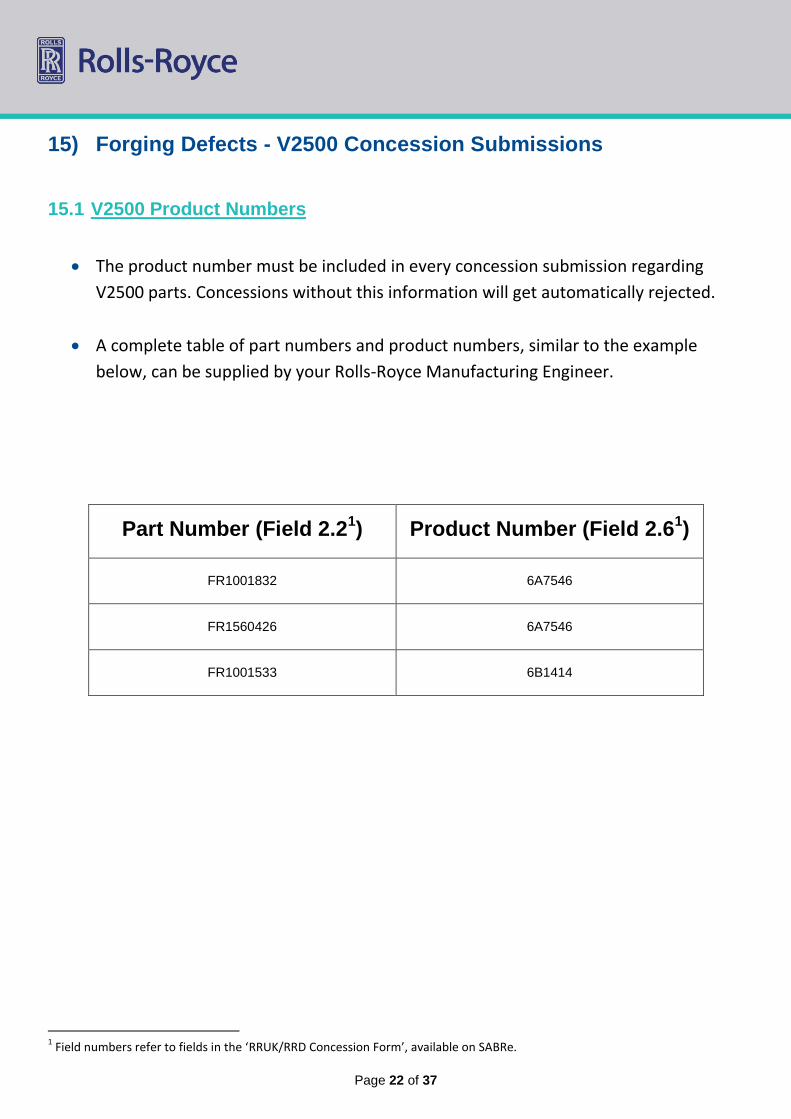
The product number must be included in every concession submission regarding
V2500 parts. Concessions without this information will get automatically rejected.
A complete table of part numbers and product numbers, similar to the example
below, can be supplied by your Rolls-Royce Manufacturing Engineer.
1 Field numbers refer to fields in the ‘RRUK/RRD Concession Form’, available on SABRe.
Part Number (Field 2.21) Product Number (Field 2.6
1)
FR1001832 6A7546
FR1560426 6A7546
FR1001533 6B1414
Page 23 of 37
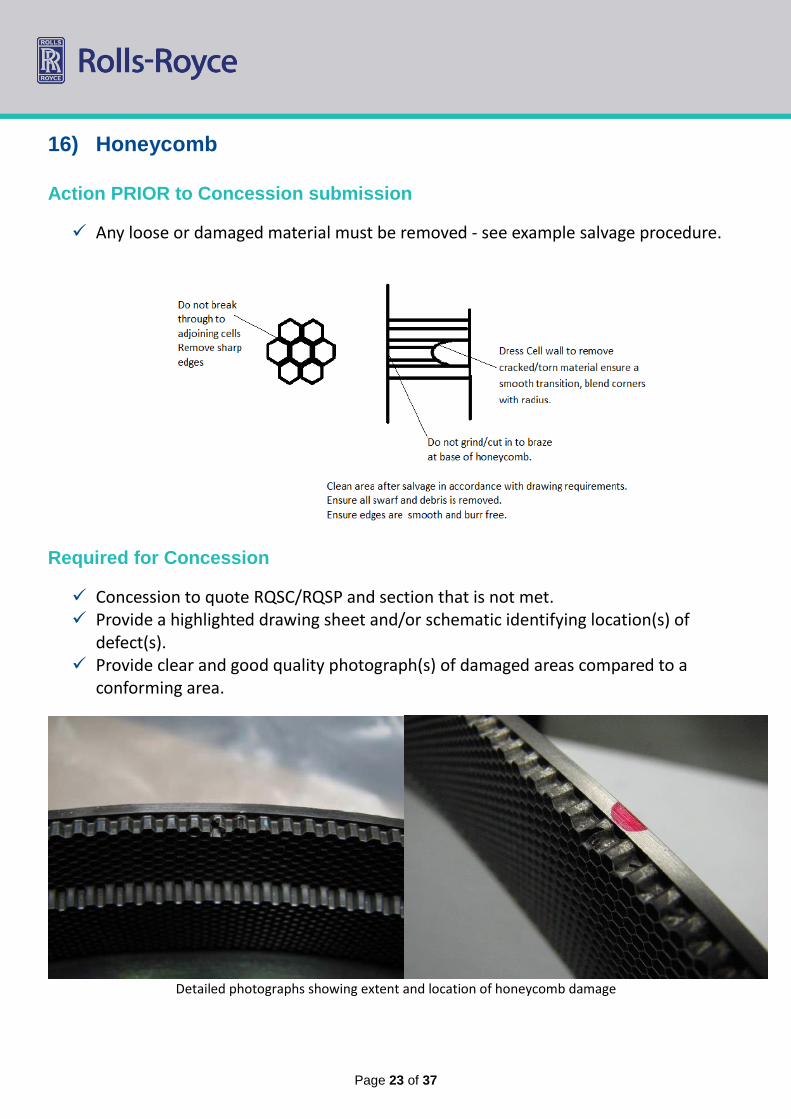
16) Honeycomb
Action PRIOR to Concession submission
Any loose or damaged material must be removed - see example salvage procedure.
Required for Concession
Concession to quote RQSC/RQSP and section that is not met. Provide a highlighted drawing sheet and/or schematic identifying location(s) of
defect(s). Provide clear and good quality photograph(s) of damaged areas compared to a
conforming area.
Detailed photographs showing extent and location of honeycomb damage

Page 24 of 37
17) Length
Required for Concession
State quantity of variation i.e. 6 out of 8 places around circumference. If there is a metal on condition; State why the part cannot be re-machined. Conduct ligament/wall thickness checks between adjacent features (if applicable). Provide length and positional inspection data in Excel showing the deviation from
nominal. Provide a highlighted drawing sheet and/or schematic identifying location(s) of
defect(s). Provide clear and good quality photograph(s) showing the non-conformance and
adjacent features (if applicable). Identify if MMC condition has been applied (if applicable).
Page 25 of 37
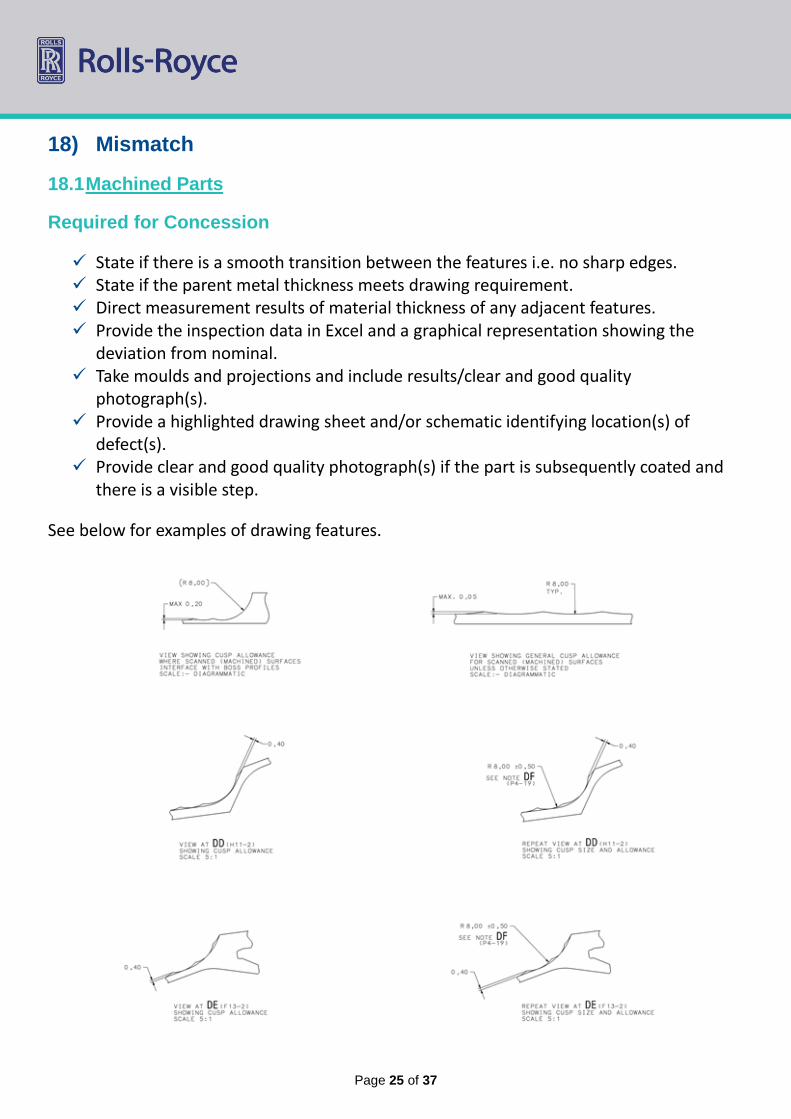
18) Mismatch
18.1 Machined Parts
Required for Concession
State if there is a smooth transition between the features i.e. no sharp edges. State if the parent metal thickness meets drawing requirement. Direct measurement results of material thickness of any adjacent features. Provide the inspection data in Excel and a graphical representation showing the
deviation from nominal. Take moulds and projections and include results/clear and good quality
photograph(s). Provide a highlighted drawing sheet and/or schematic identifying location(s) of
defect(s). Provide clear and good quality photograph(s) if the part is subsequently coated and
there is a visible step.
See below for examples of drawing features.
Page 26 of 37
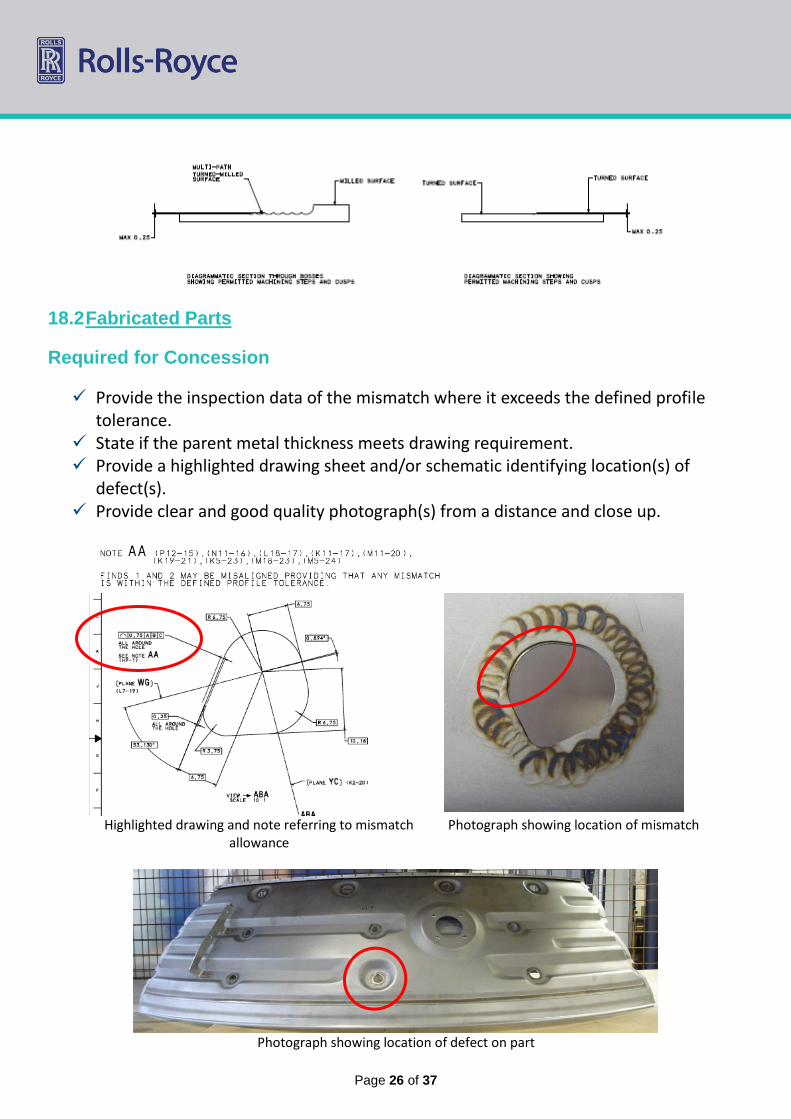
18.2 Fabricated Parts
Required for Concession
Provide the inspection data of the mismatch where it exceeds the defined profile tolerance.
State if the parent metal thickness meets drawing requirement. Provide a highlighted drawing sheet and/or schematic identifying location(s) of
defect(s). Provide clear and good quality photograph(s) from a distance and close up.
Highlighted drawing and note referring to mismatch
allowance
Photograph showing location of mismatch
Photograph showing location of defect on part

Page 27 of 37
19) Position
Required for Concession
Where positive and negative values are provided, confirm direction relative to datum/nominal hole axis with a schematic for clarity.
Provide the inspection data in Excel and a graphical representation showing the deviation from nominal.
Provide a highlighted drawing sheet and/or schematic identifying location(s) of defect(s).
Identify if the part was measured in free state or constrained. Identify if MMC condition has been applied. For a group of holes where position is defined to themselves, ensure the holes have
been reviewed to engineering drawing requirements. For a pattern of holes; if there is a concern with the section thickness; carry out a
ligament check to adjacent features, state which feature(s) and provide clear photo(s).
Example of presentation of radial non-conformance

Page 28 of 37
Example chart showing axial/circumferential non-conformance
Photograph showing example features where ligament check may be required
Page 29 of 37
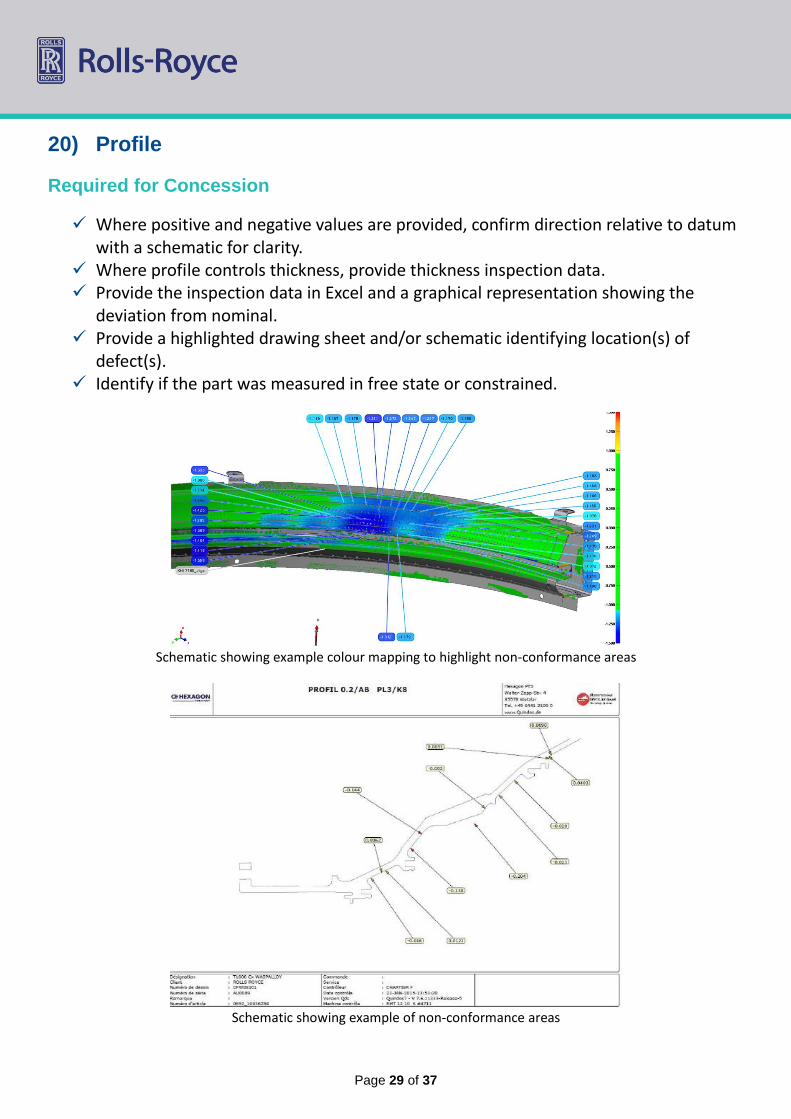
20) Profile
Required for Concession
Where positive and negative values are provided, confirm direction relative to datum with a schematic for clarity.
Where profile controls thickness, provide thickness inspection data. Provide the inspection data in Excel and a graphical representation showing the
deviation from nominal. Provide a highlighted drawing sheet and/or schematic identifying location(s) of
defect(s). Identify if the part was measured in free state or constrained.
Schematic showing example colour mapping to highlight non-conformance areas
Schematic showing example of non-conformance areas
Page 30 of 37
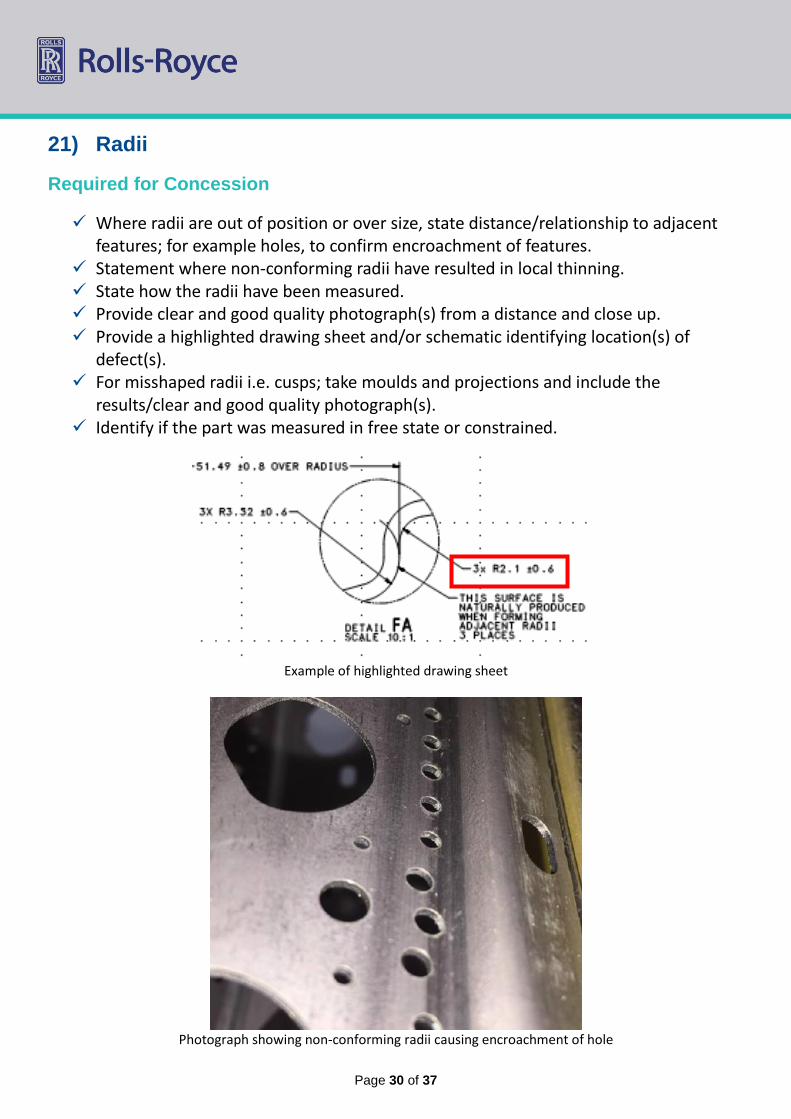
21) Radii
Required for Concession
Where radii are out of position or over size, state distance/relationship to adjacent features; for example holes, to confirm encroachment of features.
Statement where non-conforming radii have resulted in local thinning. State how the radii have been measured. Provide clear and good quality photograph(s) from a distance and close up. Provide a highlighted drawing sheet and/or schematic identifying location(s) of
defect(s). For misshaped radii i.e. cusps; take moulds and projections and include the
results/clear and good quality photograph(s). Identify if the part was measured in free state or constrained.
Example of highlighted drawing sheet
Photograph showing non-conforming radii causing encroachment of hole

Page 31 of 37
22) Salvages
Action Summary PRIOR to Concession submission
A cost V’s risk approach should be adopted when determining suitability of a salvage operation against a concession submission.
Any approved salvage procedure should be assessed for suitability prior to concession submission.
If no approved salvage procedure is in place, but is likely to succeed in returning a part to specification, it must be formally created and assessed for suitability by the appropriate Rolls-Royce technical authority.
If the salvage is in accordance with an approved repair scheme, ensure the salvage returns the part to the design intent; no new part numbers can be used.
Required for Concession
Provide a copy of the laboratory approved salvage operation sequence used on part. Salvage operations to be submitted if it is not covered by an RQSC or approved
laboratory controlled salvage operation. Provide a highlighted drawing sheet and/or schematic identifying location(s) of
defect(s). Clear and good quality photograph(s) showing the non-conformance prior to salvage,
after salvage and at final inspection.

Page 32 of 37
23) Scratches/Scores/Dents/Surface Finish/Visual Findings
Action Summary PRIOR to Concession submission
The part should be inspected and sentenced in line with relevant RQSG/RQSC for material type and composition.
Required for Concession
Identify any salvage operation that has been performed on the part. Clear statement highlighting proximity of defect to adjacent features (if applicable). Mouldings of defects and Ra (surface finish) result (if applicable). Clear and good quality photograph(s) showing defect and any clustering of defects
that may be present from a distance and close up. Provide clear and good quality photograph(s) showing non-conforming area alongside
a conforming area. Provide a highlighted drawing sheet and/or schematic identifying location(s) of
defect(s) including quantity, length, width and depth.
Marked up drawing and detailed photograph showing location and size of defects

Page 33 of 37
Photograph showing acceptable (left) and unacceptable (right) scratch damage
Photograph showing location of defect
Photographs showing example of visual over-dressing non-conformance (left) and acceptable dressing (right)
Page 34 of 37
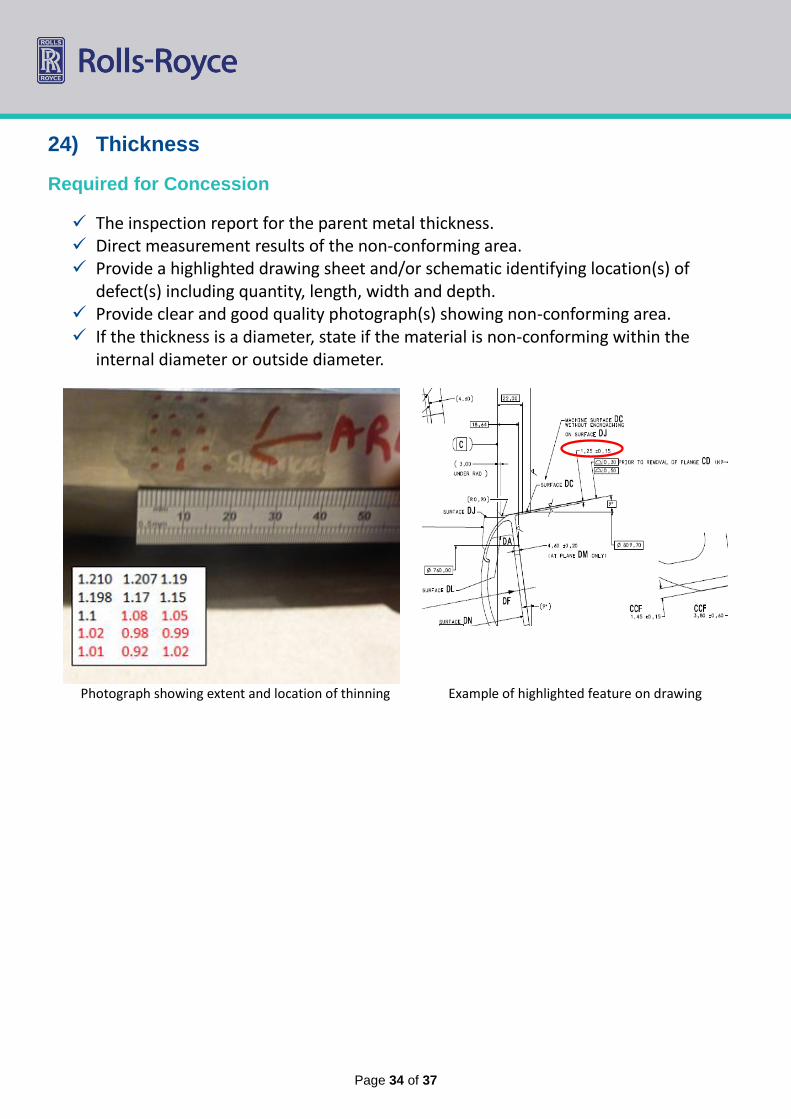
24) Thickness
Required for Concession
The inspection report for the parent metal thickness. Direct measurement results of the non-conforming area. Provide a highlighted drawing sheet and/or schematic identifying location(s) of
defect(s) including quantity, length, width and depth. Provide clear and good quality photograph(s) showing non-conforming area. If the thickness is a diameter, state if the material is non-conforming within the
internal diameter or outside diameter.
Photograph showing extent and location of thinning Example of highlighted feature on drawing

Page 35 of 37
25) Welding
Action Summary PRIOR to Concession submission
Assess the non-conformance to the following specifications: RQSP001 (fusion welding). RQSP0026 (resistance welding). RQSP003 (electron beam welding).
Can the part be salvaged? If so this should be carried out prior to concession
submission. Un-approved salvage to be written in conjunction with laboratory specialists may
include; re-weld, heat treatment, X-ray inspection and FPI as required. Concession required for this salvage.
Approved standard laboratory salvage may be applied. Review salvage for concession requirements e.g. zoned areas.
Non-heat treated weld repair needs to be agreed with design engineering prior to salvage. (Green welds)
Review how many times the part has been welded, refer to RQSP001 8.1.9.
Required for Concession
Salvage operations to be submitted, if it is not covered by an RQSC or Approved Laboratory controlled salvage.
Detailed laboratory report (if required). Details of any heat treatment, FPI and/or X-ray inspection carried out, if not covered
by Engineering Drawing or RQSC. Weld length and/or width. Clear and good quality photograph(s) showing the non-conformance prior to salvage,
after salvage and at final inspection. Provide a highlighted drawing sheet and/or schematic identifying location(s) of
defect(s). Statement for the position of welds i.e. spot weld within 1,25mm of free edge. If the part has been heat treated and is coated; State whether only un-coated surfaces
have been subject to FPI after salvage operations.

Page 36 of 37
Detailed photograph showing quantity and location of non-conformance
Detailed close up photograph showing the scale of the non-conformance
Detailed close up photograph showing the non-conformance
Page 37 of 37
© Rolls-Royce plc 2017 The information in this document is the property of Rolls-Royce plc and may not be copied, communicated to a third party or used for any purpose other than that for which it is supplied, without the express written consent of Rolls-Royce plc. While the information is given in good faith based upon the latest information available to Rolls-Royce plc, no warranty or representation is given concerning such information, which must not be taken as establishing any contractual or other commitment binding upon Rolls-Royce plc or any of its subsidiary or associated companies.
Change History
Issue Date Description of Change Authors Owners Approver
1 May 2016 Issue 1
J Berridge K Buckley
A Mahmood T Milward
C Hindley S Matthews P Stanley
S Dewfall I Fifoot
2 September
2017
New Content Introduction Chapters 12 - 15: ‘Forging Defects’ requirements.
S Antorkas JL Lee
C Hindley S Matthews P Stanley
D Benbow I Fifoot