Embed Size (px)
Citation preview

Rheology of Short Glass Fiber-Reinforced Thermoplastics and its Application to Injection Molding
1. Fiber Motion and Viscosity Measurement R. J. CROWSON,+ M. J. FOLKES,* and P. F. BRIGHT**
Department of Materials Cranfild Institute of Technology
Cranfield, Bedford M K 4 3 OAL, England
A study has been made ofthe fiber orientation in short glass fiber-filled thermoplastics resulting from convergent, diver- gent and shear flows. Convergent flow results in high fiber alignment along the flow direction, whereas diverging flow causes the fibers to align at 90" to the major flow direction. Shear flow produces a decrease in alignment parallel to the flow direction and the effect is pronounced at low flow rates. Non-linear Bagley plots have been observed, under some con- ditions, during rheological measurements. The data are consistent with a pressure dependent viscosity.
INTRODUCTION hort glass fiber-reinforced thermoplastics (SFRTP) S are commercially important engineering materials,
which may be processed by conventional techniques, for example injection molding, while providing an im- provement in physical properties relative to those of the unfilled material. During processing, the fibers can adopt complex patterns of orientation and these are retained in the final component. This will affect the physical properties of the molding, which may well show very significant anisotropy due to preferred orientation of the fibers. The injection molding process involves flow at very high shear rates into complex molds, and consequently analysis of the process in terms of rheometric flows is difficult. In order to predict the fiber orientation in any given component, a study of the rheology of the SFRTP in both simple and complex flows is required.
Work on the rheology of SFRTP dates from the mid 1960's but the broader subject of the rheology of disper- sions developed from the work of Einstein (l), who considered the case of dilute suspensions of spherical fillers in Newtonian fluids. Jeffery (2) derived an expres- sion for the shear viscosity of a dilute suspension of ellipsoid-shaped particles and recently the extensional flow of a dilute suspension of fibers has also been con- sidered (3). Most of the earlier work on the rheology of dispersions was concerned with very dilute suspensions for which particle-particle interactions could be ne-
+ Present address: GKN, Group Technological Centre, Birmingham New Road, Wolverhampton, WV4 6BW, England.
* Present address: De affment of Non-Metallic Materials, Brunel University, Ux- bridge, Middlesex, UBl'BI'H, England.
** Present address: Raychem Ltd., Cheney Manor, Swindon, Wiltshire, England.
glected. The rheology of these types of dispersions will differ from that of filled thermoplastics of commercial importance, where individual particles are in close prox- imity to each other. In a more recent treatment Cox and Brenner (4) have determined the rheological behavior of suspensions of particles in Newtonian fluids. This theory, which takes into account particle-particle and particle-wall interactions may be applied to particles of arbitrary shape.
The general area of flow of fiber-filled polymeric fluids has been the subject ofrecent reviews (5-7). The effect of fiber concentration on viscosity has been studied by several workers (8-11). Charrier and Rieger (8) claimed that there was no effect on the flow curve of the matrix material when fibers were added. This has been ques- tioned by Hill (6), who refers to work by Maschmeyer (12) where it is shown that the shear viscosity can be affected dramatically by the presence of a small fraction of very long fibers. Other workers (10, 11) have shown that the increase in viscosity due to the presence of fibers is most pronounced at low shear rates. In Ref. (10) the fiber-filled material had the lower viscosity at high shear rate.
Fiber orientation in simple flows has been studied by a few authors. Lockett (13) and Johnson (14) have de- veloped a theory for the flow ofconcentrated dispersions of chopped fibers in polymer melts in different flows, and have calculated the equilibrium fiber orientation. However, this approach is limited in that the polymer matrix is described by a second order fluid and only two-dimensional flow is considered.
Modlen (15) has derived a simple geometrical theory and shown that extensional strain is more effective than shear strain for aligning fibers. In capillary rheometers this leads to the effect that the fibers are aligned prior to
POLYMER ENGINEERING AND SCIENCE, SEPTEMBER, 1980, Vol. 20, No. 14 925

R. J . Crowson, M . J . Folkes, and P . F . Bright
entering the die (16-19). Partial plug flow has been observed by several authors with SFRTP (10, 17, 19, 20), while other authors have commented on migration effects (21, 22). The flow front was found to be deficient in polymer for a low density polyethylene/glass bead material in the spiral mold test (22), and for an epoxy resinlglass fiber composite flowing in a rectangular sec- tion end-gated mold (21).
Knowledge of the elastic properties of fiber-filled thermoplastic melts is rather confused. The usual signs of elastic behavior are the existence of large die swells and die entry lengths in capillary rheometry, a large Weissenberg rod climbing effect, and large normal stress differences, as measured for example by a Weis- senberg rheogoniometer. Several workers have re- ported that die swell is reduced when fibers are added (20, 23, 24), and yet Mewis and Metzner (3) observed rod climbing in suspensions of fibers in inelastic silicon oils. There are also contradictory reports about the effect on die entrance length. According to Newman and Tre- mentozzi (20) the Bagley end correction (25) decreases with addition of fibers. Roberts (23), and Chan, et al. (24) report to the contrary.
The work reported in this paper (Part I) is concerned with observations of the fiber orientation of SFRTP under conditions of converging, diverging and shearing flows. We have also examined the various procedures used for obtaining reliable rheological data for this class of material. Part I1 describes the effect on the rheologi- cal behavior of a number of parameters, including fiber concentration, fiber length, and temperature and their effect on the injection mold filling behavior. Part I11 describes a new high shear rate rheometer, which has been used to make rheological measurements in the shear rate range which is used in commercial injection molding practice.
STUDY O F FIBER MOTION AND ORIENTATION DURING FLOW
Two methods have been used in our work to examine fiber orientation resulting from melt flow. The first made use of Contact Microradiography (CMR) to study the development of fiber orientation during capillary rheometry and also that resulting from diverging flow at the gate of a simple injection mold. In these cases, it is the solidified material that is examined and the flow processes that were responsible for the particular fiber alignment observed are inferred from these mea- surements, after cessation of flow. Secondly, fiber mo- tion has been observed directly during flow in a capillary and in a rectangular mold using a visible tracer tech- nique. These two approaches will be discussed sepa- rately below.
Materials
A number of materials have been used in these studies and will be referred to at the appropriate points in the paper.
Material A. A commercially available glass fiber-filled polypropylene produced by ICI (Propathene HW60GW20). This material was supplied in roughly
spherical granules, containing 20 percent by weight of well-dispersed glass fibers having a diameter of 1 0 ~ and modal length of 5 0 0 ~ .
Material B. A glass fiber-filled polypropylene pro- duced by ICI (Propathene HW70GR). This material was supplied as cylindrically-shaped granules containing fibers which are poorly dispersed, and are aligned along the cylinder axis. The fibers have diameters of lop and a well-defined fiber length of 10mm.
Material C. An unfilled polypropylene produced by ICI (Propathene GXM43), which was used for our visi- ble tracer experiments. This material was supplied in granular form and is very similar to the matrix material used in the fiber-filled polypropylenes listed above.
Contact Microradiography
Experimental Technique. The application of the CMR technique to SFRTP has been described by Darlington and McGinley (26) and has been developed from a technique which has been used for biological materials. A thin section (100 to 150 microns) of the sample is cut using a slow speed diamond cutting blade. This section is laid onto a fine grain photographic plate, and exposed to an uncollimated, unfiltered beam of X-rays. The resolution obtained depends on the grain size of the photographic plate, and the width of the penumbra. The contrast depends on the difference be- tween the X-ray absorption coefficients of fibers and matrix material. Using this technique, individual fibers may be easily resolved.
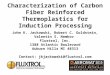
Application of CMR to the Study of Fiber Orienta- tion in Capillary Flow. Contact microradiography was used to study extrudates produced using a Davenport constant volume flow rate capillary rheometer. A variety of dies of different diameters was used, and in each case the entry angle was 180". Contact microradiographs were made at various flow rates and the fiber orientation was found to depend strongly on flow rate. Figure I shows contact microradiographs of sections cut parallel to the cylinder axis in extrudates obtained from 2mm diameter dies for material A. Figure 1 (a) shows an ex- trudate collected at a shear rate of 1.5 s-' from a die of lOOmm length. The fibers show little sign of alignment and appear to form afairly random tangled mesh. In Fig. 1 (b) the shear rate is 24 s-' from the same die. The fibers are more highly aligned along the flow direction at this flow rate. Figure 1 (c ) shows an extrudate collected at a shear rate of 24 s-' from a 2mm diameter die of length 0.3mm, and the alignment in the flow direction is more pronounced than for the 1OOmm die. Figurp I ( d ) shows a section cut from the extrudate at a shear rate of 1430 s-' from a die oflength 0.3mm, and in this case the fibers are aligned almost completely in the flow direction. From these contact microradiographs it appears that fiber alignment increases with flow rate, but decreases with die length.
Contact microradiographs of the die entry region were obtained using the following method. The barrel of the rheometer was filled and, after the material had
926 POLYMER ENGINEERING AND SCIENCE, SEPTEMBER, 1980, Vol. 20, No. 14

Rheology of Short Glass Fiber-Reinforced Thermoplastics and its Application to Injection Molding. Part I .
1 (c)
reached an equilibrium temperature, half the material was extruded through a 2Omm long die of4mm diameter at a shear rate of 1430 s-'. The extrusion was then stopped, the die blocked, and the heaters switched off. When the material had frozen, the whole of the material below the piston could be removed, and by very careful handling, the die could be removed, leaving a single
1 (4
Fig. 1 . CMR's of extrudate of Material A f r o m a capillary rheometer. Extrudate was obtained at 210°C f r o m dies of 2 m m diameter. (a ) lOOmm long die, shear rate = 1.5 s-I, (b) lOOmm long die, shear rate = 24 s-', (c) 0.3mm long die, shear rate = 24 s-', ( d ) 0.3mm long die, shear rate = 1,430 s-'.
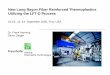
piece of material from the bottom of the barrel and the die. A thin section (about 1OOp) was then cut in the plane containing the flow direction, and contact mi- croradiographs of this section are shown in Fig. 2. In Fig. 2(a) the material is material A, while Fig. 2(b) shows a similar section for material B. From these mi- croradiographs it is apparent that the fibers begin to be aligned long before they enter the die. At the die en- trance the alignment in the flow direction is very pro- nounced, but further along the die alignment is much less pronounced. It would appear therefore from these experiments that convergent flow at the die entrance results in high fiber alignment, but that subsequent shear flow along the capillary can reduce this very sig- nificantly.
Application of CMR to the Study of Fiber Orienta- tion in Diverging Flow. For this study, a Bipel 130/24 injection molding machine was used. This machine is
POLYMER ENGINEERING AND SCIENCE, SEPTEMBER, 1980, Vol. 20, No. 14 927

R. J. Crowson, M . 1. Folkes , and P. F . Bright
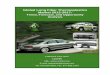
alignment at the gate. This is confirmed by the CMR shown in Fig. 4(a) of a section cut transverse to the flow direction at the entrance to the mold. Immediately on entry to the mold cavity the fiber orientation changes as shown in Fig. 4(b ) which is again a section cut transverse to the flow direction, at a distance of 6mm from the gate. The fibers are seen to be highly aligned transverse to the flow direction. The 90" rotation of the fibers in moving from the gate into the cavity occurs within a remarkably small distance (- 3mm). Further evidence of this is shown in Fig. 4(c) , which is a contact microradiograph of a section containing the major flow direction and the thickness direction. The gate position is marked by an arrow. From this CMR it may be seen that fibers are aligned in the flow direction at the gate, but are aligned transverse to flow within the first 3 to 5mm of the mold.
Direct Observation of Fiber Motion
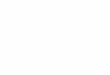
For this study, use was made of a small mold which was equipped with glass faces. The mold was arranged so that it could be attached to the bottom of a capillary rheometer, and a diagram is given in Fig. 5 . The appa- ratus consists of a Pyrex tube leading into the upper end of the mold, a similar Pyrex tube leading out at the bottom end of the mold, and a rectangular cavity
2(b )
Fig. 2. Contact microrudiographs of the bot tom of the rheome- ter reservoir und the cupilla y, followingflow at u shear rate of 1,430 s-', (u) Material A, (b) Material B .
equipped with a Bosch SPR 200 closed loop adaptive control system which has the facility for giving a constant rate of injection. A single-end-gated rectangular cavity mold was used with dimensions 190 x 30 x 1.5 mm (see Fig. 3). The melt was fed into the cavity via a semicircu- lar gate of radius Imm and a land length of lmm. This mold was also used in an earlier study offiber orientation in injection moldings (27). It serves as a convenient geometry for achieving diverging flow, since in the vi- cinity of the gate the fluid decelerates on entering the cavity due to the sudden change of cross-section, Moldings were produced in material A using an injec- tion time of 0.2 s, the other molding conditions being as described in Ref. (27). Prior to entry into the gate, the fluid is subjected to convergent flow during its passage from the runner. One therefore anticipates high fiber
Fig. 3. Diagram of the injection mold cavity.
928
4 @ )
POLYMER ENGINEERING AND SCIENCE, SEPTEMBER, 1980, Vol. 20, No. 14

Rheology of Short Glass Fiber-Reinforced Thermoplastics and its Application to lnjection Molding. Part 1.
4(c)
Fig. 4 . Contact microradiographs of sections cut f rom a simple end-gated strip mold. (a ) Transverse to the majorflow direction, at the gate. (b) Transverse t o the majorjlow direction, 6mm from the gute. ( c ) Plane containing the majorflow direction, and the thickness direction. The position of the gate is marked by an arrow.
sandwiched between two glass slabs. Both Pyrex tubes are equipped with temperature control, as is the mold cavity. All experiments using this mold have been con- ducted at 210°C. The diameter of the Pyrex tubes was 5mm and for safety reasons, the mold could be filled only rather slowly (volume flow rate - 70mm3 s-').
The glass fibers in material A render the melt opaque and consequently direct observation of fiber motion was not possible using this material. However direct obser- vation was possible using the unfilled material, material C, and steel tracer fibers. This gives valuable informa- tion regarding the fiber motion for the case of a dilute suspension, where fiber-fiber interactions and fiber-wall interactions do not take place. The steel fibers, which were chopped from a length of steel wire, were used in very small concentrations (< 1 percent by weight). The fibers had a typical length of2mm and diameter of 1 0 0 ~ . Although the fiber length and concentration were very difficult from Material A, the pattern of fiber movement observed was consistent with our CMR measurements. Thus in the upper capillary the tracer fibers spent most of their time aligned along the tube axis, but periodically described a rotation through 180". On average a fiber would rotate only once in the upper capillary (which was about 1Ocm long). On entry into the mold, the tracer fibers almost invariably rotated through 90" and took up an orientation transverse to the major flow direction. This rotation took place within l m m of the mold en- trance. Thereafter the pattern of fiber movement within the mold is less easy to describe and was much less uniform. The fibers continued to rotate, but less rapidly than in the capillary, and some fibers moved along the flow direction without rotating, with their axes inclined by up to 40" to the flow direction. In the lower half of the mold the fibers began to align in the flow direction prior to exit via the lower capillary. All the fibers were aligned 3cm before entering the lower tube, and remained in this orientation until in the tube. In the lower tube the
Reservoir. R heome ter --$ Pressure Transducer. /
Capillary. -1 Heater-lI Windings.
Glass Fronted Heated Mould.
Araldite.
GLass Capillary.
Fig. 5 . Diagram of the apparatus used for the direct observation o f p o w .
tracer fibers showed the same behavior exhibited in the upper capillary.
Although this method has the obvious advantage that it allows direct observation of the flow process, the injection rates are considerably less than the maximum rates likely to occur in commercial injection molding processes. Also, the technique is applicable only to di- lute suspensions of visible fibers in transparent fluids. However the results obtained, when considered jointly with the results of the CMR study, give valuable infor- mation about the fiber motion in various flow fields and
POLYMER ENGINEERING AND SCIENCE, SEPTEMBER, 7980, Vol. 20. No. 14 929

R . J. Crowson, M . 1. Folkes, and P. F . Bright
have been very useful in understanding the differences between the flow behavior of the unfilled and the fiber- filled melts, discussed in Part I1 of this paper.
MEASUREMENT OF APPARENT VISCOSITY All the data quoted here were obtained using a con-
stant volume flow rate capillary rheometer manufac- tured by Davenport Limited. This is a convenient and simple method for obtaining viscosity data, and consists of measuring the pressure drop along a die for different values of the volume flow rate. A detailed description of the techniques of capillary rheometry is given by Van Wazer, et al. (28).
The usual expressions used to relate pressure drop AP to shear stress T, and volume flow rate Q to Newtonian shear rate p N in a capillary of radius R and length L are as follows:
and
where both T and Y N apply at the capillary wall. In practice both equations require correction. Equation 2 may be corrected using the Rabinowitsch correction (this makes allowance for the fact the material may be non-Newtonian). This correction is given by:
{ p = - 3 + 4 d log log pN T I (3)
where 7 is the true shear rate. The expression for shear stress is also incorrect, because it assumes that the pressure drop along the die is linear. This is not usually the case, and contributions to the total pressure drop along the die arise because of entrance and exit effects. These effects have been discussed in detail in Ref. (29- 33).
The contribution of the ends of the capillary towards the total pressure drop may be large and it is thus very important to establish a reliable method to correct for this effect. As was mentioned in the introduction there is a difference of opinion in the literature regarding the effect of fiber concentration on the entrance correction (20, 23, 24). For this reason it was considered important to make a detailed study of this in order to establish routine correction procedures for this class of material.
Methods of Correcting for End Effects Correction of Eq 1 may be made in several ways.
Some workers merely use a die with large LID ratio, where D is the diameter, and assume that the additional pressure required in the die entrance region will then be only a small proportion of the total pressure drop (Method 1). An alternative technique (Method 2) used by many authors (34), is to make measurements on two dies of different lengths but equal diameter, and sub- tract the pressure drops corresponding to a given flow rate. Usually the shorter die is considerably shorter than the die diameter, and is often referred to as a “zero length” die. Equation 1 then becomes:
(API - AP2) R 2(L1 - L2)
7 =
where APl and APz denote pressure drops along dies of length L1 and Lz. A third method of correction (Method 3) is the one usually ascribed to Bagley (25). In this method, a fictitious die of length L + ND, where N is dimensionless, is considered, along which there is a linear pressure drop. One may then write
AP D = 4(L + ND)
or (4)
A P = 4 r - + N G I Hence, measurements of pressure drop AP for a number of dies with different LID for fixed shear ratm will give a straight line from which r may be evaluated.
Experimental
Measurements of pressure drop at different volume flow rates were made for several different dies. Die diameters of4,2, 1 and ?hmm were chosen, and for each die diameter, die lengths of 100, 80, 40, 20, and 0.3mm were used. In addition, for the 2mm diameter dies, lengths of 10 and 5mm were also used. All mea- surements were made at 210°C, and the materials used were materials A and C. The different dies were de- signed so that the die entry region of each die was situated in a fixed position within the rheometer barrel, relative to the melt pressure transducer, which was flush-mounted in the barrel wall, very close to the die entrance. For the long dies, additional heaters were used. These heaters were small cylindrical coil-wound heaters powered by a variable transformer. Using this arrangement, temperature could be held constant, and the maximum temperature variation along the die was less than k2”C.
Results
For each value of die diameter a Bagley plot (AP vs LID) was made. For the 4mm and 2mm diameter dies the Bagley plots were linear for both of the materials tested, and these data are not shown here. The data obtained for the 1 and Vimm diameter dies were non- linear and are shown for the lmm dies in Figs. 6 and 7. The essential data from the Bagley plots for 4mm, 2mm and lmm dies are given in Table 1 . It should be noted that for Imm dies melt fracture was observed at shear rates of above about 3,000 reciprocal seconds in the unfilled polypropylene. In the fiber-filled polypropyl- enes there was no evidence of melt fracture in the shear rate range employed here.
Discussion Non-linear Bagley plots have been reported previ-
ously for unfilled polymer melts, and different explana- tions have been advanced (35, 36). Before examining these in the light of our data, two points should be made. Firstly it would seem unlikely that fiber orientation is responsible for the nonlinearity, since the unfilled mate- rial shows the same nonlinearity as the fiber-filled mate-
930 POLYMER ENGINEERING AND SCIENCE, SEPTEMBER, 1980, Vol. 20, No. 14

Rheology of Short Glass Fiber-Reinforced Thermoplastics and its Application to Injection Molding. Part 1.
60 1""1
0 20 LO 60 80 100 L I D
F i g . 6. Plot of AP v s LID for l m m dies at 21O"C, Material C . Volumepow rates: 6, 1130mm31s; 0: 567 mm31s; 0, 283mm3/s; 0,. 142mm31s; 9, 75.6mm31s; p, 37.8mm31s;-0, 18.9mm31s; '0, 9.45mm31s; &, 4.72mm31s; ~ 2 . 3 6 m m 3 1 s ; 7, 1 .18mm31s.
rial for l m m diameter dies. Similarly melt fracture is unlikely to be the cause of the nonlinearity, since melt fracture is not observed in the fiber-filled polypropyl- enes. Secondly the shape of the Bagley plots in Figs. 6 and 7 means that care must be taken in using Method 2 to analyze the rheological data. In this method the shear stress is proportional to the slope of the line joining the two points on the Bagley plot corresponding to the two die lengths chosen. Since the data at high LID give a negative value of AP when extrapolated back to L/ D = 0 (and this is obviously physically unrealistic), it is inap- propriate to use this method with two long dies. I t may however be justifiable to use this method if two short dies are chosen.
The non-linear pressure drop is a fairly large effect, both for fiber-filled and unfilled polypropylene. Table 1 gives values of the entrance pressure drop (AP,) ob-
I I I I
N E z L \
.- R a
0 20 LO 60 80 100
I
L I D
Fig. 7 . Plotof hPvsLIDforlmmdiesat2100C MaterialA.Foran explanation of the symbols see Fig . 6 .
tained by extrapolating the Bagley plot from high LID values to a value at L/ D = 0. Values are also given for the extrapolated value of LID at P = 0, {L/ D},. This corre- sponds to the quantity N in E q 4 , but has the opposite sign. Also shown in the table are values for the ratio APo~,lAPzo which is the ratio of the measured pressure drop along a die of length 0.3mm, to the pressure drop along a 20mm die of the same diameter. Data are given for materials A and C for 4mm, 2mm and l m m diameter dies, and at several values ofshear rate. From Table 1 we see that the values ofN, AP, and APo.3/AP20 all increase with shear rate for a given die diameter for both mate- rials for the 4 and 2mm diameter dies. The data for Imm diameter dies behave differently for reasons which are discussed below.
Further examination of Table 1 reveals that N , APo, and APo,JAPzo are all greater for material A than for material C. Thus although the fiber-filled and unfilled melts have very similar Bagley plots, the entrance effect
Table 1. Values of the End Effect Parameters for Fiber-Filled and Unfilled Polypropylene
Material C Material A
Ap0.3 Ap0.3 Die diameter, Q (mm3/s) Y(s- ' ) AP,(KN/mZ) - -N = (UD), AP,(KN/mZ) - -N = (UD)o
mm APZO APZO
4 4 4
2 2 2
18.9 3.01 283 45.0 1130 180
18.9 24.1 283 360 1130 1440
1.18 12.0 283 2880 1130 11.500
17.24 -
110.3
0 482.6 1103
- 1034 - 965.3
930.8
- 0.1 7 0.26
0.07 0.1 5 0.22
0.10 0.21 2 0.31 2
-0.5
-0.6
0 -1.8 -2.9
-
- 11.3 4
-1.3
68.95 344.7 689.5
344.7 1,289 2,413
1,103 1,379 5,860
0.25 0.32 0.34
0.25 0.44 0.50
0.20 0.32 0.48
-1.8 - 2.0 -2.7
-2.5 -4.75 -5.75
8.0 -1.7 -6.7
POLYMER ENGINEERING AND SCIENCE, SEPTEMBER, 1980, Vol. 20, No. 14 93 1

R. J. Crowson, M . J. Folkes, and P . F . Bright
is more pronounced for the fiber-filled melt. Because the entrance effect is so large it seems unlikely that the method ofusing a single die with high LID ratio (Method 1) will be satisfactory for these materials. Method 2 will be unsuitable if the two dies chosen are in the high LID region of the Bagley plot, as discussed earlier. The method also has a disadvantage in that if the distance over which the nonlinear pressure drop exists is greater than the length of the shorter die, the method of correc- tion will be in error. The third method of correction of pressure drop data is one of the most commonly used methods. It requires considerable experimentation and analysis of results, and if the Bagley plot is linear it gives the same values for shear stress as Method 2, which is much simpler. Method 2 is thus more suitable for routine measurements than Method 3, but for a com- plete understanding a Bagley plot is invaluable. If the Bagley plot is non-linear Method 2 may still be used provided that the values of LID chosen are neither too long nor too short for the reasons outlined above. In the present study values of LID of between 0.3 and 20 were considered to satisfy these conditions.
Some workers have interpreted their non-linear Bag- ley plots on the basis of a pressure dependent viscosity. Thus as LID is increased, larger pressures are required to produce a given shear rate. The increase in pressure can produce an increase in viscosity, so that the viscosity of the material in the entrance region of a long tube is greater than that in a short tube at the same extrusion rate. This explanation has been suggested by Duvdevani and Klein (35), and Thomas and Hagan (37). Penwell and Porter (38-40) have used the WLF equation (41) to- gether with knowledge of the pressure dependence of the glass transition temperature, T,, to correct their data for this effect, and have thus produced linear Bagley plots for polystyrene and poly(methylmethacry1ate) near their T,’s.
The Penwell-Porter analysis is not applicable in our case since their analysis applies to polymers close to T,. A pressure dependent viscosity effect is nevertheless well established in the literature for polymer melts (42- 46) and is consistent with our data, at least qualitatively. Numerical evaluation is difficult due to a lack of appro- priate data for the polymer that we have used.
An alternative explanation has been suggested by McLuckie and Rogers (36), and is based on the work of Philipoff and Gaskins (47) who suggest that N , the di- mensionless number in the Bagley equation, is com- posed of both a geometrical end correction and a second component equal to half of the recoverable shear strain at the wall. McLuckie and Rogers used die swell as a measure of the recoverable shear strain. Since the fiber-filled and unfilled polypropylenes have die swells of a very different magnitude, and since both materials display similar non-linear Bagley plots, this explanation does not seem to be appropriate for our materials.
It would appear therefore that the simplest and most reasonable explanation of our data is in terms of a pressure-dependent viscosity. In such a case the estab- lished procedure for obtaining rheological data using
Method 2 appears to be applicable providing sufficiently short dies (LID < 20) are used.
CONCLUSIONS In this paper we have described some observations
relating to fiber motion in SFRTP in a variety of flow fields. Certain basic conclusions can be drawn from this study. Converging flow produces a high alignment of the fibers along the flow direction so that, for example, during capillary rheometry, measurements will invari- ably be performed on melts containing previously aligned fibers. Shear flow has the effect of partially dis- orienting the fibers, the effect being more pronounced at low flow rates than at high flow rates. Diverging flow, such as occurs at the gate of an injection mold, causes a 90” rotation of previously aligned fibers, i.e., the fibers will then be aligned normal to the major flow direction.
The fiber alignment produced during measurements of apparent viscosity appears to lead to an increase in the Bagley entrance correction, N , and an increase in en- trance pressure drops. Nevertheless the usual correc- tion method, using two short dies (Method 2) appears to be satisfactory. The non-linearity of our Bagley plots is consistent with a pressure dependent viscosity.
ACKNOWLEDGMENTS This work has been supported in part by grants from
the Science Research Council and the National Physical Laboratory, for which we thank them. I.C.I. have kindly supplied the materials used in this study. We should also like to thank Mr. A. J. Scott and Mr. D. A. M. Russellfor their assistance with some of the experimental work.
1.
2. 3. 4. 5.
6. 7. 8.
9.
10.
11.
12.
13.
14.
15. 16.
17.
REFERENCES A. Einstein, Ann. der Phys., 19,289 (1906). English transla- tion in “Investigations on the Theory of Brownian Motion,” Dover, New York (1956). G. B. Jeffery, Proc. Royul SOC., 102, 161 (1922). J. Mewis and A. B. Metzner, J. Fluid Mech., 62,593 (1974). R. G. Cox and H. Brenner, Chem. Eng. Sci., 26,65 (1971). R. 0. Maschmeyer and C. T. Hill, ACS Ado. Chem., 134,95 (1973). C. T. Hill, 33rd S P E ANTEC, Tech. Pupers, p. 9 (1975). D. McNally, Polym. Plust. Technol. Eng., 8, 101 (1977). J. M. Charrier and J. M. Rieger, Fibre Sci. Technol., 7, 162 (1974). R. 0. Maschmeyer and C. T. Hill, Trans. Soc. Rheol., 21, 183, 195 (1977). D. P. Thomas, R. S. Hagan, SPI (Reinf. Plast. Divn.) 21st Annual Conf. Section 3-C, Chicago (1966). Y. Chan, J. L. White, and Y. Oyanagi, Polymer Science and Engineering Report No. 96, University of Tennessee, May (1977). R. 0. Maschmeyer, D.Sc. Thesis, Washington University, St. Louis (1974). F. J. Lockett, National Physical Laboratory report, Division of Materials Applications, Report No. 25, Teddington, En- gland (1972). A. F. Johnson, National Physical Laboratory report, Divi- sion of Materials Applications, Report No. 26. Teddington, England (1973). G. F. Modlen, J. Muter. Sci., 4, 283 (1969). L. Nicodemo, L. Nicolais, and D. Acierno, Ing . Chim. Ztal., 9, 113 (1973). J . P. Bell, 1. Comp. Muter., 3, 244 (1969).
932 POLYMER ENGINEERING AND SCIENCE, SEPTEMBER, 1980, Vol. 20, No. 14

Rheology of Short Glass Fiber-Reinforced Thermoplastics and its Application to Injection Molding. Part 1.
18. K. N. Murty and G. F. Modlen, Polym. Eng. Sci., 17, 848
19. W. K. Lee and H. M. George, Polym. Eng. Sci., 18, 146
20. S. Newman and Q. A. Trementozzi, J . Appl. Polym. Sci., 9,
21. L. A. Goettler,3lst SPE ANTEC, Tech. Papers, p . 559( 1973). 22. J . Kubat and A. Szalanczi, Polym. Eng. Sci., 14,873 (1974). 23. K. D. Roberts, MSc. Thesis, Washington University, St.
Louis (1973). 24. Y. Chan, J. L. White, and Y. Oyanagi, Polymer Science &
Engineering Report No. 102, University of Tennessee, June (1977).
(1977).
(1978).
3071 (1965).
25. E. B. Bagley, 1. Appl. Phys., 28, 624 (1957). 26. M. W. Darlington and P. L. McGinley,J. Muter. Sci., 10,906
(1975). 27. P. F. Bright, R. J. Crowson, and M. J. Folkes,]. Muter. Sci.,
13, 2497 (1978). 28. J. R. Van Wazer, J. W. Lyons, K. Y. Kim, and R. E. Colwell,
“Viscosity and Flow Measurement,” Interscience, New York (1963).
29. D. V. Boger, R. Gupta, and R. I. Tanner,]. Non-Newt. Fluid Mech., 4, 239 (1978).
30. D. V. Boger and R. Binnington, Trans. Soc. Rheol., 21,515 (1977).
31. J. L. White and A. Kondo, J. Appl. Polym. Sci., 21, 2289 (1977).
32. K. S. Hyun, Polym. Eng. Sci., 14, 666(1974). 33. D. V. Boger and R. R. Huilgol, Trans. Soc. Rheol., 21,447
34. R. F. Westover and B. Maxwell, S P E I., 13, 27 (1957). 35. I. Duvdevani and I . Klein, SPE 13th ANTEC, Tech. Papers,
36. C . McLuckie and M. G. Rogers, 1. Appl. Polym. Sci., 13,
37. D. P. Thomas and R. S. Hagan, Polym. Eng. Sci., 9, 164
38. R. C. Penwell and R. S. Porter, J . Appl. Polym. Sci., 13,2427
39. R. C. Penwell and R. S. Porter, J . Polym. Sci., A-2, 9, 463
40. A. Casale, R. C. Penwell, and R. S. Porter, Rheol. Acta., 10,
41. M. L. Williams, R. F. Landel, and J . D. Ferry,]. Am. Chem.
42. B. Maxwell and A. Jung, Mod. Plast., 35, 174 (1957). 43. R. F. Westover, SPE Trans., 1, 14 (1961). 44. J. F. Carley, Mod. Plast., 39, 123 (1961). 45. P. H. Goldblatt and R. S. Porter, 1. Appl. Polym. Sci., 20,
46. F. N. Cogswell and J. C . McGowan, Brit. Polym. I., 4, 183
47. W. Philipoff and F. N. Gaskins, Trans. Soc. Rheol., 2,263
(1977).
p. 445 (1967).
1049 (1969).
(1969).
(1969).
(1971).
412 (1971).
Soc., 77, 3701 (1955).
1199 (1976).
(1972).
(1958).
POLYMER ENGINEERING AND SCIENCE, SEPTEMBER, 1980, Vol. 20, No. 14 933