Embed Size (px)
Citation preview

jfpe_410 1266..1281
RHEOLOGICAL PROPERTIES OF BATTER DOUGH:EFFECT OF EGG LEVEL
M. MIGLIORI, D. GABRIELE, N. BALDINO, F.R. LUPI and B. DE CINDIO1
Laboratory of Rheology and Food EngineeringDepartment of Engineering Modelling
University of CalabriaVia P. Bucci – Cubo 39c, I-87036 Arcavacata di Rende (CS) Italy
Accepted for Publication April 16, 2009
ABSTRACT
In this study a rheological characterization of batter dough for puddingproduction is presented. Small amplitude oscillation tests in linear viscoelasticrange were performed at different temperatures (from 10 to 76C), and rheo-logical characterization was completed also measuring apparent viscosity, asa function of shear rate and batter surface tension. A physical model based onweak gel behavior was used to asset the mechanical behavior of the materialby measuring the three-dimensional network connectivity and interactionstrength. This approach allowed the effect of egg level to be investigated,correlating the changes in mechanical properties to the egg amount in therecipe. It was found that egg affects the rheological response of the materialand its level may be adjusted in order to change the mechanical properties atlow temperatures (compensating raw ingredients variation). In addition, athigh temperature (after baking) some differences arise in network propertiesand the final structure of the proof may vary as a consequence.
PRACTICAL APPLICATIONS
Batter is a widely diffused “liquid-like” dough, used to produce numerousbaked cereal goods. Batter formulation is quite simple and, in addition to flour,egg proteins are added to guarantee the final proof texture. In addition, in someapplications raising agents are not used and water is responsible for proofexpansion during baking. Therefore a fine control of the rheological propertiesis requested in order to guarantee bubbles growth and gas retention withina weakly structured system. At industrial level, the control is performed by
1 Corresponding author. TEL: +39-0984-49-6708/4011; FAX: +39-0984-49-4009; EMAIL:[email protected]
Journal of Food Process Engineering 34 (2011) 1266–1281. All Rights Reserved.© 2009 Wiley Periodicals, Inc.DOI: 10.1111/j.1745-4530.2009.00410.x
1266
acting on the protein content (i.e., egg level) aiming at keeping the optimalrheological behavior even in the presence of raw material variability. Therheological characterization of batter at different egg levels may be helpful inorder to better understand the effect of protein amount variation on the batterstructure as a function of temperature.
INTRODUCTION
Batter dough is a flour-based “liquid-like” material that is used for dif-ferent applications: coater for frying (Sanz et al. 2004; Salvador et al. 2005),cake or biscuit manufacturing (Allais et al. 2006; Çelik et al. 2007; Sanz et al.2008). Basic ingredients are flour, water and often raising agents, even thoughother components, such as egg and starch, can be added to change batterrheological properties and final product characteristics (Sanz et al. 2005a).From a rheological point of view, batter is a complex system and many studiesare focused on the impact of ingredients in its mechanical response. Chen et al.(2008) evaluated the effect of composition on the rheology and flow propertiesin eggless batter by performing either flow curve or small amplitude oscilla-tory tests (SAOTs). The authors demonstrated that the addition of glutensignificantly enhances the “solid-like” characteristics of batter, whereast flowproperties can be changed by varying the protein level because viscosity isreduced when the protein content is lower. The effect of methylcellulose (MC)as a batter additive was studied (Sanz et al. 2005a,b) with the main objectiveof providing new products different in texture, moisture, color, etc., using MCas a thermal gelatinization conditioner. The authors demonstrated that MCsignificantly reduces the batter viscosity and this behavior does not dependupon other ingredients (such as gluten, dried egg and starches). Oscillatorymeasurements also showed that the addition of polysaccharides reduces thebatter consistency at low temperature whereas the effect disappears whenstarch gelatinization starts. As for the role of flour and salt, Xue and Ngadi(2006) performed SAOTs over batter prepared with different types of flours,finding that flour affects the rheological response and the addition of saltreduces either the batter viscosity or the dynamic moduli. Sakiyan et al. (2004)showed that the addition of fat causes a drop in batter viscosity and that theeffect is enhanced by the addition of emulsifier. As for macroscopic properties,Allais et al. (2006) demonstrated that density and bubble size distribution inthe batter are affected by the protein source (egg type), mixing procedure andoperating pressure. The effect of operating conditions on batter rheologicalproperties was also investigated by Baixauli et al. (2007) who found an impactof dosing method (manual or automatic) on batter rheological properties,potentially as the result of different deformation history.
RHEOLOGICAL PROPERTIES OF BATTER DOUGH 1267
The role of protein is recognized as a key factor in batter mechanicalproperties; egg particularly strongly affects the rheological behavior of thematerial (Chang and Chen 2000; Ashwini et al. 2009). It is recognized that, asa result of heating, egg yolk coagulation is a crucial step in determining thefinal product texture (Kiosseoglou 2003). Owing to its gelling, foaming andemulsifying characteristics and in addition to its high nutritional quality, eggwhite also plays a key role in batter structure control (Sozer 2009). Lee andChen (2002) demonstrated that the final cake volume is affected by surfaceproperties changes induced by egg white and that this effect is reduced whenegg white is dried. It is also known that egg from different sources (frozen,refrigerated, dried) act differently as a batter structure conditioner. Therefore,different treatment and storage procedures of egg and egg derivative can leadto different batter characteristics (Allais et al. 2006), even though Baixauliet al. (2003), reported that egg replacement with the dried version or dextrindid not significantly affect batter rheological properties.
With respect to production process, batter rheological properties maybe controlled acting on several technological parameters such as mixing time(Bohlin and Carlson 1980) or water level. In some applications also flowproperties are used to control spread level (flow under its own weight, affectingthe proof shape) and, indirectly, bubbles expansion at the early stage ofcooking (Swami et al. 2004). Different studies tried to link the mechanicalproperties of batter, induced by ingredients variation, and the final productstructure. Çelik et al. (2007) showed that soapwort extract can partially replaceegg white proteins in the making of sponge cake, improving the chewinesswithout affecting batter rheological properties and cake sensory characteris-tics. The effect of batter refrigeration and fat replacement was studied byBosman et al. (2000) and it was found that fat substitution can affect cakeproperties more that up to 48 h of refrigeration of batter.
Although batter rheology has been investigated from different points ofview, the chemical aspect has been privileged and modeling of rheological datahas not really been undertaken in most of the open literature. Castell-Perez andMishra (1995) and Nagaraju and Manohar (2000) reported on results of rheo-logical modeling of batter dough, showing the dependence of rheologicalparameters of the semisolid materials on various factors (concentrations of theflour, fermentation time).
From the point of view of rheological modeling, this paper presents therheological characterization of Yorkshire pudding batter prepared with differ-ent egg levels. Dynamic data at different temperatures are interpreted by usinga rheological model of the three-dimensional batter structure characterizedby a network strength and number of interacting rheological units (Gabrieleet al. 2001). Data of steady shear viscosity and batter surface tension at roomtemperature are also presented.
1268 M. MIGLIORI ET AL.
Yorkshire pudding is a typical well-baked British cereal usually accom-panying vegetables and roasted meat. The recipe includes only water, flour,egg and salt; no raising agents are used in the preparation and the productvolume increases during baking solely as the effect of water evaporation. Froman industrial point of view, the raising agent level control is the simplest wayto tackle issues of natural raw ingredient variation during production. In thecase of Yorkshire pudding, the absence of chemicals has forced technologiststo use the egg level as the pivot-ingredient to control batter rheological prop-erties. The control of batter mechanical properties is done before proof bakingand the change in egg level may significantly affect the final structure afterbaking. Therefore, even if a change in egg level can lead to a good rheologicalmatching of the batter during production, it may result in poor structure of thefinal product.
MATERIALS AND METHODS
Sample Preparation
Batter dough was prepared using an egg and flour-based recipe of typicalYorkshire pudding, reported in Table 1. The egg blend is obtained by mixingthe same amount of whole and white egg and adding 2–5% (w/w) of salt.Biscuit flour was supplied by a local miller, skimmed milk powder (SMP) wasfrom Okregowa Spółdzielnia Mleczarska (Bierun, Poland), and the composi-tion of both whole egg and egg white (Eurovo, Mordano, Italy) is reported inTable 2. From industrial evidence, it is known that rheological propertiesof batter are very sensitive to small egg level variations; therefore, in order toinvestigate this effect, the recipe was changed by increasing and decreasingby 0.4% (w/w) the amount of egg blend. Table 3 summarizes the egg levelchanges and the sample nomenclature used through the paper.
The ingredients were mixed using a two-blade mixer (Morton, Mother-well, Scotland, U.K.) equipped with a temperature control system composedof an external vessel where the water was circulating from a thermostatic bath.
TABLE 1.BATTER DOUGH: TYPICAL RECIPE
Ingredients Fractions (w/w %)
Flour 30–40Egg blend 20–25Skimmed milk powder 1–5Water 35–45
RHEOLOGICAL PROPERTIES OF BATTER DOUGH 1269
As the mechanical characteristics of aerated batter are affected by the amountof entrapped air, this may lead to confusing results when involved in therheological characterization of the continuum paste. Therefore samples wereprepared under vacuum conditions connecting a vacuum pump (Edwards Ltd.,Crawley, England, U.K.) to the mixing bowl.
The mixing order was as follows: all the powders (flour, salt, SMP) weremixed for 30 s at atmospheric pressure; liquids (egg blend and water) wereadded at once in the mixer, and the slurry homogenized at atmospheric pres-sure for 30 s. After this addition, the vacuum pump was switched-on and theinternal pressure sharply dropped down to 200 mbar and the batter was mixedfor a further 170 s. The total weight of any batch was 1.8 kg.
The temperature of the conditioning bath was fixed at 7C, ingredientstemperature was kept at 10C for flour, SMP and tap water, whereas egg blendwas added at 2–3C. The final batter temperature ranged between 12–14C and20 min, whereas resting time was included into the procedure before startingthe rheological test. Each recipe was replicated three times, and the maximumvariation caused by the preparation on the experimental data was less than10%.
Rheological Characterization
The rheological characterization of the batter was performed using acontrolled strain rheometer (ARES-RFS; TA Instruments, New Castle, DE) forboth the dynamic SAOT and steady state tests. The rheometer was equipped
TABLE 2.COMPOSITION OF EGG-BASED INGREDIENTS
Whole egg % (w/w) Egg white % (w/w)
Proteins 53.6 93.0Carbohydrates 4.2 6.8Fat 42.2 0.3
TABLE 3.SAMPLE ID AND EGG LEVEL CHANGE
Sample ID Egg blend variation (w/w %)
-Egg -0.4Std –+Egg +0.4
Std, standard.
1270 M. MIGLIORI ET AL.
with parallel plates geometry (plate diameter 50 mm), and temperature control(�0.1C) was guaranteed by a Peltier system acting under the lower plate.
Dynamic tests include a strain sweep test at the fixed frequency of 1 Hz,in order to evaluate the linear viscoelastic range of the material. Frequencysweep tests were performed at constant strain within the linear visco-elasticrange in the frequency range 0.1–10 Hz. Both tests were performed at 10, 30,50 and 76C as a representative temperature for process conditions. In order toobserve the structure evolution with the temperature, a dynamic “temperaturecure” test was also performed, increasing the temperature from 10 to 90C witha rate of 1C/min. The applied strain was adjusted according to the temperaturechange during the test in order to guarantee the linear viscoelastic regime.
Flow curves were performed only at 10, 30 and 50C in the shearrate ranging between 0.1 and 10/s. At temperatures higher than 50C viscositydetermination was difficult because of the marked “solid-like” material behav-ior. Preliminary tests were performed in order to evaluate the time needed toreach the steady state before measuring under constant shear-rate conditions.This “step shear-rate” test was performed at the lower limit of the shear raterange, 0.1/s and for all samples a time of 20 s was found to be sufficient to reachthe time, independent of the viscosity value. After this time, the steady shearviscosity was averaged over 10 s for all the testing conditions. During measure-ments water loss was prevented by spreading a low viscosity silicon oil,50 mPa·s, (Fluka I, Fluka, Milan, Italy) on the external surface of the sample.
Surface Tension Measurements
Surface tension was measured using a Du Noüy ring tensiometer (TD1,Lauda, Lauda-Königshofen, Germany), keeping temperature at the controlledvalue of 10 � 0.1C. The instrument was calibrated by measuring the surfacetensions of doubly distilled water and absolute ethanol at 25C as reference.
Dynamic Test: Data Analysis and Modeling
According to Gabriele et al. (2001), rheological properties of the materialcan be obtained by considering the batter as a weakly structured three-dimensional network. Mechanical characteristics of this network are deter-mined by considering the number of the interacting units inside the structureand the strength of the connections among them. At any temperature T, if thecomplex modulus G* is considered as a combination of the elastic modulusG′ and the dissipative one G″, data can be fitted using a two parameterspower law:
G T G T G T A T z T*( ) = ′( ) + ′′ ( ) = ( )⋅ ( )2 2 1
ϖ (1)
RHEOLOGICAL PROPERTIES OF BATTER DOUGH 1271
From the “weak gel” model, the parameter z is related to the number ofinteracting rheological units within the three-dimensional network and A is thestrength of these interactions. When A increases the interaction forces withinthe network are increasing, whereas a high z value indicates a large number ofinteracting units cooperating and increasing the network connectivity. All datafitting is performed through Table Curve 2D Software (Jandel Scientific, SanRafael, CA).
Flow Curve Interpretation
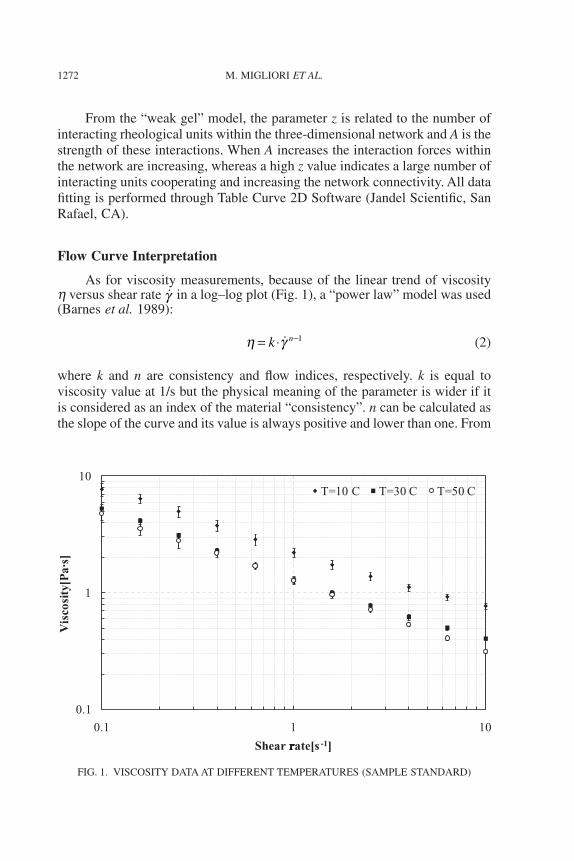
As for viscosity measurements, because of the linear trend of viscosityh versus shear rate �γ in a log–log plot (Fig. 1), a “power law” model was used(Barnes et al. 1989):
η γ= ⋅ −k n� 1 (2)
where k and n are consistency and flow indices, respectively. k is equal toviscosity value at 1/s but the physical meaning of the parameter is wider if itis considered as an index of the material “consistency”. n can be calculated asthe slope of the curve and its value is always positive and lower than one. From
0.1
1
10
0.1 1 10
Vis
cosi
ty [P
a·s]
Shear rrrrrr rate [s -1]
T= 10 C T= 30 C T= 50 C
FIG. 1. VISCOSITY DATA AT DIFFERENT TEMPERATURES (SAMPLE STANDARD)
1272 M. MIGLIORI ET AL.

a physical point of view, the lower the n value, the higher the curve slope,meaning a sharper decrease of viscosity when increasing shear rate (greatertendency to in-flow destructuring).
RESULTS AND DISCUSSION
Dynamic Test: Weak Gel Model
As already mentioned, the temperature fixed for the dynamic test ischaracteristic of the production process. In fact, 10C is the normal temperaturefor the industrial preparation (Chen et al. 2008), 30 and 50C are characteristictemperatures of the early stage of baking, when the batter flows ensuring thefinal pudding characteristic shape, and 76C was the lower limit temperature ofthe completion of the strengthening processes (mainly starch gelatinizationand proteins denaturation) when the material showed a “solid-like” structure.
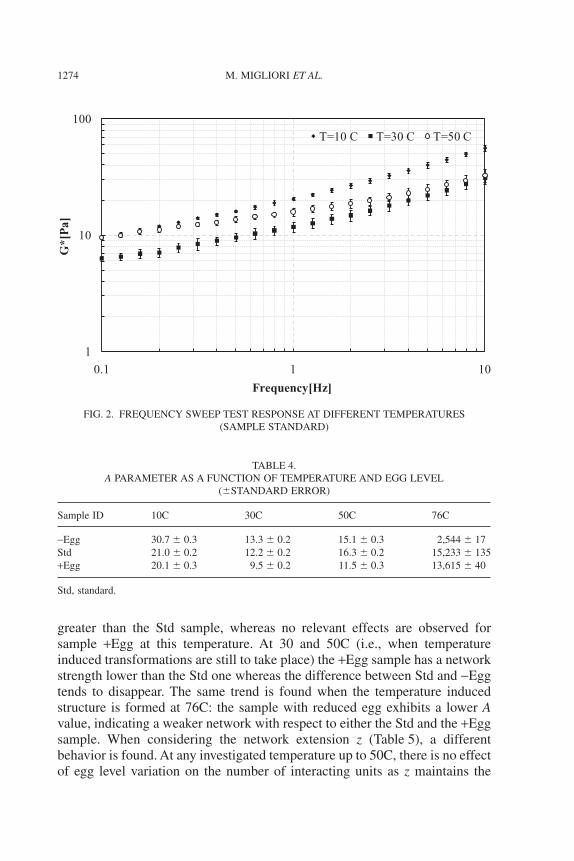
Stress sweep tests were performed in order to identify the linear vis-coelastic region as a function of the applied strain. Data results showed that theextension and value of the linear region were independent of the egg level andthat the linear region was wider when increasing temperature. Therefore,overlapping data at different temperatures, it was possible to identify a uniquestrain value guaranteeing the linear visco-elastic regime. This strain value is0.2% and rheological characterization (i.e., frequency sweep test and tempera-ture ramp test) was completed by imposing this deformation value. As forfrequency sweep tests, the dynamic moduli showed a linear trend when plottedversus frequency w in a double-log plot, as shown in Fig. 2 for standard (Std)sample, and the curve shape was the same when changing the egg blendamount.
Frequency sweep test data were then analyzed according to the “weakgel” model (Eq. 1) and data are summarized in Tables 4 and 5 for A and zparameters, respectively. Referring to network strength A, all the samplesshowed the same trend: the parameter value passes through a minimum valuewhen temperature increases. This effect can be explained by considering thecontribution of two opposite factors: a kinetic effect caused by the temperatureincrease that tends to weaken the structure (decreasing the A value); and thetemperature-induced transitions (mainly starch gelatinization) acting as amaterial network strengthening factor. As long as the kinetic effect prevails theA value decreases but, when temperature promotes gelation, a pronouncedstrengthening of the network is observed, increasing A value at 76C by at leasttwo orders of magnitude with respect to the low temperature values.
As for the effect of the egg level, the data of Table 4 show that, at anytemperature up to 50C the -Egg exhibits a network strength (A parameter)
RHEOLOGICAL PROPERTIES OF BATTER DOUGH 1273
greater than the Std sample, whereas no relevant effects are observed forsample +Egg at this temperature. At 30 and 50C (i.e., when temperatureinduced transformations are still to take place) the +Egg sample has a networkstrength lower than the Std one whereas the difference between Std and -Eggtends to disappear. The same trend is found when the temperature inducedstructure is formed at 76C: the sample with reduced egg exhibits a lower Avalue, indicating a weaker network with respect to either the Std and the +Eggsample. When considering the network extension z (Table 5), a differentbehavior is found. At any investigated temperature up to 50C, there is no effectof egg level variation on the number of interacting units as z maintains the
1
10
100
0.1 1 10
G* [
Pa]
Frequency [Hz]
T= 10 C T= 30 C T= 50 C
FIG. 2. FREQUENCY SWEEP TEST RESPONSE AT DIFFERENT TEMPERATURES(SAMPLE STANDARD)
TABLE 4.A PARAMETER AS A FUNCTION OF TEMPERATURE AND EGG LEVEL
(�STANDARD ERROR)
Sample ID 10C 30C 50C 76C
-Egg 30.7 � 0.3 13.3 � 0.2 15.1 � 0.3 2,544 � 17Std 21.0 � 0.2 12.2 � 0.2 16.3 � 0.2 15,233 � 135+Egg 20.1 � 0.3 9.5 � 0.2 11.5 � 0.3 13,615 � 40
Std, standard.
1274 M. MIGLIORI ET AL.
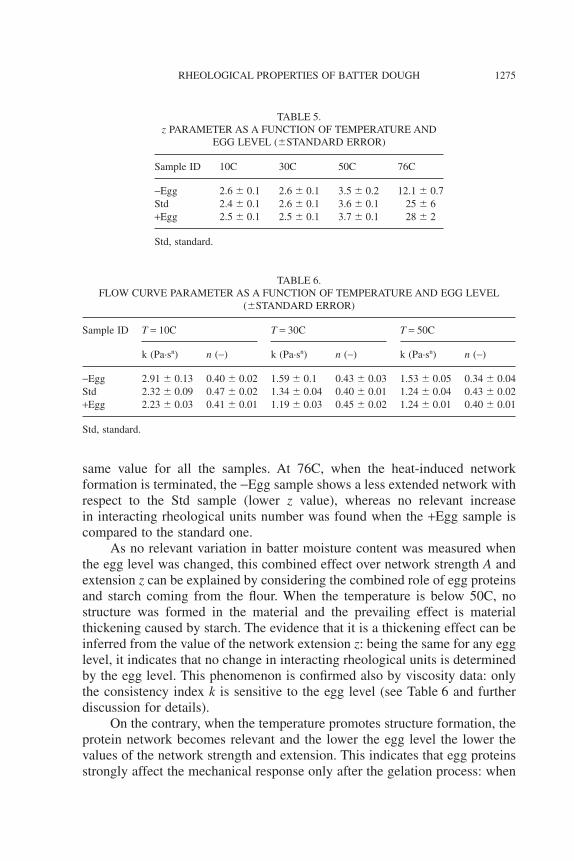
same value for all the samples. At 76C, when the heat-induced networkformation is terminated, the -Egg sample shows a less extended network withrespect to the Std sample (lower z value), whereas no relevant increasein interacting rheological units number was found when the +Egg sample iscompared to the standard one.
As no relevant variation in batter moisture content was measured whenthe egg level was changed, this combined effect over network strength A andextension z can be explained by considering the combined role of egg proteinsand starch coming from the flour. When the temperature is below 50C, nostructure was formed in the material and the prevailing effect is materialthickening caused by starch. The evidence that it is a thickening effect can beinferred from the value of the network extension z: being the same for any egglevel, it indicates that no change in interacting rheological units is determinedby the egg level. This phenomenon is confirmed also by viscosity data: onlythe consistency index k is sensitive to the egg level (see Table 6 and furtherdiscussion for details).
On the contrary, when the temperature promotes structure formation, theprotein network becomes relevant and the lower the egg level the lower thevalues of the network strength and extension. This indicates that egg proteinsstrongly affect the mechanical response only after the gelation process: when
TABLE 5.z PARAMETER AS A FUNCTION OF TEMPERATURE AND
EGG LEVEL (�STANDARD ERROR)
Sample ID 10C 30C 50C 76C
-Egg 2.6 � 0.1 2.6 � 0.1 3.5 � 0.2 12.1 � 0.7Std 2.4 � 0.1 2.6 � 0.1 3.6 � 0.1 25 � 6+Egg 2.5 � 0.1 2.5 � 0.1 3.7 � 0.1 28 � 2
Std, standard.
TABLE 6.FLOW CURVE PARAMETER AS A FUNCTION OF TEMPERATURE AND EGG LEVEL
(�STANDARD ERROR)
Sample ID T = 10C T = 30C T = 50C
k (Pa·sn) n (-) k (Pa·sn) n (-) k (Pa·sn) n (-)
-Egg 2.91 � 0.13 0.40 � 0.02 1.59 � 0.1 0.43 � 0.03 1.53 � 0.05 0.34 � 0.04Std 2.32 � 0.09 0.47 � 0.02 1.34 � 0.04 0.40 � 0.01 1.24 � 0.04 0.43 � 0.02+Egg 2.23 � 0.03 0.41 � 0.01 1.19 � 0.03 0.45 � 0.02 1.24 � 0.01 0.40 � 0.01
Std, standard.
RHEOLOGICAL PROPERTIES OF BATTER DOUGH 1275
the protein network holds up. These effects may be attributed to the starch–protein interactions; it is known (Rao 1999) that protein and starch are ther-modynamically different polymers and their presence together can lead tosignificant consequences on texture, depending on the specific interactions.Rao reports some results about starch/proteins network strength after gelation,demonstrating that if the starch gelatinization takes place earlier than theproteins gel formation, the two networks act independently and the totalstrength depends on both of them. This is actually our case, because eggproteins gelation takes place at a temperature higher than the starch gelatini-zation (Kiosseoglou 2003): the two networks can coexist and their responsesbe overlapped. As a consequence of a lower egg level (-Egg sample), theproteins network is weaker (A is lower) but also less extended (low z value).
It is also worth noticing that at 76C the +Egg sample showed a lowernetwork strength with respect to the Std. Thus it seems that the rheologicalproperties’ value of the structure is affected by flour–egg interactions in anon-monotonous way. Li et al. (2007) studied a system based on corn starchand soy protein, with the starch concentration ranging between 16.7 (w/w) and37.5% (w/w) and the greatest G′ value for the intermediate starch concentra-tion (28.6% w/w) was found at the same peak temperature (73C). Analogouslyto the cited reference, even if in the present work a more complex system wasstudied, experimental results seem to indicate the existence of an optimalconcentration (the Std sample), exhibiting maximum structure strength aftergelation completion.
Dynamic Test: Temperature Cure Test
Figure 3 shows the temperature cure test results for the three samplesin terms of complex modulus G* and loss tangent (tan d) values. The lastparameter is defined as the ratio of dissipative and elastic modulus:
tanδ = ′′′
G
G(3)
Values of tan d below unity indicates the prevalence of “solid like”behavior, the elastic modulus being greater than the dissipative one.
All the samples showed a decrease in the dynamic moduli when increas-ing temperature up to 55C and then, as an effect of gelatinization, a progressiveincrease, ending at around 76C with a pseudo-plateau region. This resultconfirms the literature evidence (Sanz et al. 2005a,b) of an initial decrease ofthe batter moduli, when heated up to the gelatinization temperatures (~55C).As observed by Chen et al. (2008), the initial moduli decrease up to the onsetof gelatinization (batter softening) may be attributed to a kinetic effect but,
1276 M. MIGLIORI ET AL.
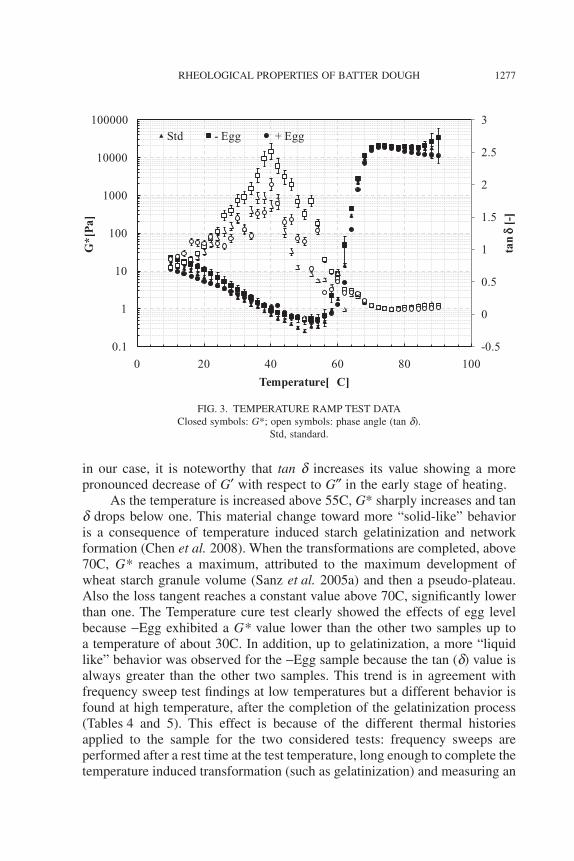
in our case, it is noteworthy that tan d increases its value showing a morepronounced decrease of G′ with respect to G″ in the early stage of heating.
As the temperature is increased above 55C, G* sharply increases and tand drops below one. This material change toward more “solid-like” behavioris a consequence of temperature induced starch gelatinization and networkformation (Chen et al. 2008). When the transformations are completed, above70C, G* reaches a maximum, attributed to the maximum development ofwheat starch granule volume (Sanz et al. 2005a) and then a pseudo-plateau.Also the loss tangent reaches a constant value above 70C, significantly lowerthan one. The Temperature cure test clearly showed the effects of egg levelbecause -Egg exhibited a G* value lower than the other two samples up toa temperature of about 30C. In addition, up to gelatinization, a more “liquidlike” behavior was observed for the -Egg sample because the tan (d) value isalways greater than the other two samples. This trend is in agreement withfrequency sweep test findings at low temperatures but a different behavior isfound at high temperature, after the completion of the gelatinization process(Tables 4 and 5). This effect is because of the different thermal historiesapplied to the sample for the two considered tests: frequency sweeps areperformed after a rest time at the test temperature, long enough to complete thetemperature induced transformation (such as gelatinization) and measuring an
-0.5
0
0.5
1
1.5
2
2.5
3
0.1
1
10
100
1000
10000
100000
0 20 40 60 80 100
tan d
[-]
G* [
Pa]
Temperature [ C]
Std - Egg + Egg
FIG. 3. TEMPERATURE RAMP TEST DATAClosed symbols: G*; open symbols: phase angle (tan d).
Std, standard.
RHEOLOGICAL PROPERTIES OF BATTER DOUGH 1277
equilibrium property. On the contrary, during the temperature ramp test cure,performed with a fixed heating rate (1C/min), the batter undergoes a differentthermal history and, therefore, the ending structure may be significantly dif-ferent from the equilibrium one, measured in the frequency sweep test.
Steady Shear Viscosity
Data were fitted according to Eq. (2) and the k and n values are summa-rized in Table 6. As already anticipated, the effect of the decrease in egg levelclearly appears when the consistency index is considered: sample – Eggexhibits a significant increase in the k value if compared with both the othertwo samples and this behavior was attributed to the starch thickening effect.This marked difference (about 25%) was found at any investigated tempera-ture, whereas significant less pronounced variation in the consistency indexappears when comparing Std and +Egg samples. As far as the flow index n isconcerned, this parameter seems to be less sensitive to egg level variation.
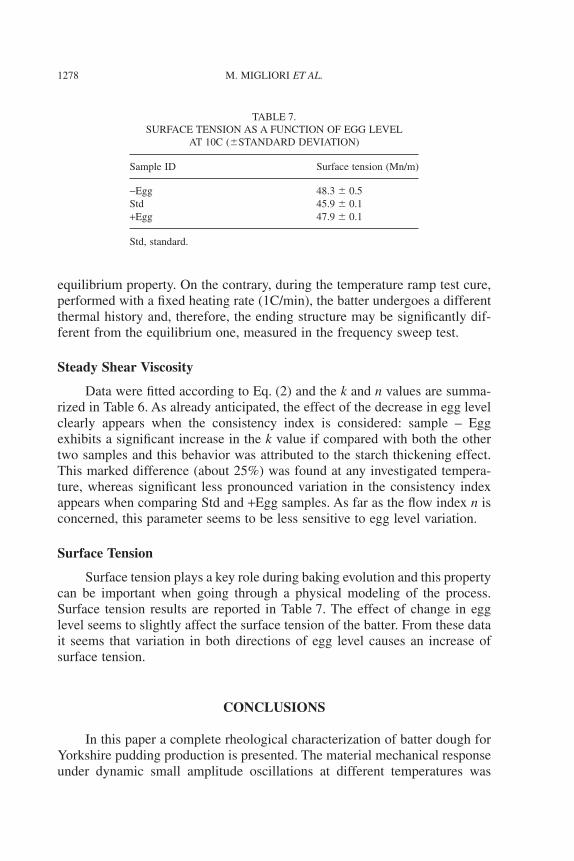
Surface Tension
Surface tension plays a key role during baking evolution and this propertycan be important when going through a physical modeling of the process.Surface tension results are reported in Table 7. The effect of change in egglevel seems to slightly affect the surface tension of the batter. From these datait seems that variation in both directions of egg level causes an increase ofsurface tension.
CONCLUSIONS
In this paper a complete rheological characterization of batter dough forYorkshire pudding production is presented. The material mechanical responseunder dynamic small amplitude oscillations at different temperatures was
TABLE 7.SURFACE TENSION AS A FUNCTION OF EGG LEVEL
AT 10C (�STANDARD DEVIATION)
Sample ID Surface tension (Mn/m)
-Egg 48.3 � 0.5Std 45.9 � 0.1+Egg 47.9 � 0.1
Std, standard.
1278 M. MIGLIORI ET AL.
obtained. Rheological techniques proved sensitive enough to pick up differ-ences in material properties also when a small change in the recipe is intro-duced by varying the protein content of the egg blend. The mechanicalspectrum under equilibrium conditions was related to the structure of thematerial by using “weak gel” rheological modeling. Information aboutnetwork strength and connectivity change is shown for different samples:rheological behavior significantly diverged when changing the temperature,revealing different behavior when the material is processed.
In addition, a temperature cure test was performed up to completingtemperature-induced transformation (mainly starch gelatinization and proteinsnetwork formation), when all the structuring processes are completed. Themechanical behavior in these conditions was measured when the recipe ischanged and a different dependence on egg concentration was found by chang-ing the temperature: decreasing the egg level seems to increase the productconsistency at low temperature probably caused by a change in humidity,whereas a significant decrease in the network strength is observed at a hightemperature. On the contrary, an increase in egg concentration does not sig-nificantly affect the mechanical response at high temperature whereas someeffects were found between 30 and 50C. This behavior can be explained as aneffect of the interactions between protein and starch in the three-dimensionalnetwork formed by the gelation mechanism, which depends on both tempera-ture and component concentration.
According to the literature data for protein/starch systems (Li et al.2007), it seems that the highest dynamic moduli are obtained for intermediateconcentrations, giving the “strongest” network after the temperature-inducedgelation. Data also confirmed that structures induced by starch gelatinizationand protein gel supplement each other forming two continuous networkswithout any specific interaction (Rao 1999).
In conclusion, the application of rheological modeling to mechanicalproperties of batter dough is presented for different egg levels. Owing to thephysical meaning of the model parameters, this approach allowed rheologicaldata of samples at different egg levels to be related to the physical evolution ofthe mechanical characteristics of the batter, both at low temperatures, wherethe main effect was attributed to the starch thickening-ability, and at hightemperatures, where structure properties result as a combination of starchgelatinization and proteins gel.
ACKNOWLEDGMENTS
The authors gratefully acknowledge Mr. David BARR, UK Manufac-turer, for technical support and ingredient supplying, and Dr. Cesare OlivieroRossi for surface tension measurements.
RHEOLOGICAL PROPERTIES OF BATTER DOUGH 1279
REFERENCES
ALLAIS, I., EDOURA-GAENA, R.B., GROS, J.B. and TRYSTAM, G. 2006.Influence of egg type, pressure and mode of incorporation on density andbubble distribution of a lady finger batter. J. Food Eng. 74, 198–210.
ASHWINI, A., JYOTSNA, R. and INDRANI, D. 2009. Effect of hydro-colloids and emulsifiers on the rheological, microstructural and qualitycharacteristics of eggless cake. Food Hydrocolloids 23, 700–707.
BAIXAULI, R., SANZ, T., SALVADOR, A. and FISZMAN, S.M. 2003.Effect of the addition of dextrin or dried egg on the rheological andtextural properties of batters for fried foods. Food Hydrocolloids 17,305–310.
BAIXAULI, R., SANZ, T., SALVADOR, A. and FISZMAN, S.M. 2007.Influence of the dosing process on the rheological and microstructuralproperties of a bakery product. Food Hydrocolloids 21, 230–236.
BARNES, H.A., HUTTON, J.F. and WALTERS, K. 1989. An Introduc-tion to Rheology, Elsevier Science Publishers B.V., Amsterdam, TheNetherlands.
BOHLIN, L. and CARLSON, T.L.G. 1980. Dynamic viscoelastic propertiesof wheat flour dough: Dependence on mixing time. Cereal Chem. 57,174–177.
BOSMAN, M.J.C., VORSTER, H.H., SETSER, C. and STEYN, H.S. 2000.The effect of batter refrigeration on the characteristics of high-fibremuffins with oil replaced by a protein-based fat substitute. J. Fam. Ecol.Consum. Sci. 28, 1–25.
CASTELL-PEREZ, M.E. and MISHRA, A.K. 1995. Flow behaviour ofregular and peanut-fortified idli batters. J. Texture Studies 26, 273–279.
ÇELIK, I., YILMAZ, Y. and ÜSTÜN, Ö. 2007. Effect of soapwort extract onphysical and sensory properties of sponge cakes and rheological proper-ties of sponge cake batters. Food Chem. 101, 907–911.
CHANG, Y.I. and CHEN, T.C. 2000. Functional and gel characteristics ofliquid whole egg as affected by pH alteration. J. Food Eng. 45, 237–241.
CHEN, H.H., KANG, H.Y. and CHEN, S.D. 2008. The effects of ingredientsand water content on the rheological properties of batters and physicalproperties of crusts in fried foods. J. Food Eng. 88, 45–54.
GABRIELE, D., DE CINDIO, B. and D’ANTONA, P. 2001. A weak gelmodel for foods. Rheol. Acta 40(2), 120–127.
KIOSSEOGLOU, V. 2003. Egg yolk protein gel and emulsions. Curr. Opin.Colloid Interface Sci. 8, 363–370.
LEE, W.C. and CHEN, T.C. 2002. Functional characteristics of egg whitesolids obtained form papain treated albumen. J. Food Eng. 51, 263–266.
1280 M. MIGLIORI ET AL.
LI, J.Y., YEH, A.I. and FAN, K.L. 2007. Gelation characteristics andmorphology of corn starch/soy protein concentrate composites duringheating. J. Food Eng. 78, 1240–1247.
NAGARAJU, V.D. and MANOHAR, B. 2000. Rheology and particle sizechanges during idli fermentation. J. Food Eng. 43, 167–171.
RAO, M.A. 1999. Rheology of food gum and starch dispersions. In Rheologyof Fluid and Semisolid Foods (M.A. Rao, ed.) pp. 208–212, AspenPublishers Inc, Gaithersburg, MD.
SAKIYAN, O., SUMMU, G., SAHIN, S. and BAYRAM, G. 2004. Influenceon fat content and emulsifier type on the rheological properties of cakebatter. Eur. Food Res. Technol. 219, 635–638.
SALVADOR, A., SANZ, T. and FISZMAN, S.M. 2005. Effect of the additionof different ingredients on the characteristics of a batter coating for friedseafood prepared without a pre-frying step. Food Hydrocolloids 19, 703–708.
SANZ, T., SALVADOR, A. and FISZMAN, S.M. 2004. Effect of concen-tration and temperature on properties of methylcellulose-added batters.Application to battered systems. Food Hydrocolloids 18, 127–131.
SANZ, T., SALVADOR, A., VÉLEZ, G., MUÑOZ, J. and FISZMAN, S.M.2005a. Influence of ingredients on the thermo-rheological behaviour ofbatters containing methylcellulose. Food Hydrocolloids 19, 869–877.
SANZ, T., FERNÁNDEZ, M.A., SALVADOR, A., MUÑOZ, J. andFISZMAN, S.M. 2005b. Thermogelation properties of methylcellulose(MC) and their effect on a batter formula. Food Hydrocolloids 19, 141–147.
SANZ, T., SALVADOR, A. and FISZMAN, S.M. 2008. Evaluation of fourtypes of resistant starch in muffin baking performance and relationshipwith batter rheology. Eur. Food Res. Technol. 227, 813–819.
SOZER, N. 2009. Rheological properties of rice pasta dough supplementedwith proteins and gums. Food Hydrocolloids 23, 849–855.
SWAMI, S.B., DAS, S.K. and MAITI, B. 2004. Effect of water and air contenton the rheological properties of black gram batter. J. Food Eng. 65,189–196.
XUE, J. and NGADI, M. 2006. Rheological properties of batter systemsformulated using different flour combinations. J. Food Eng. 77, 334–341.
RHEOLOGICAL PROPERTIES OF BATTER DOUGH 1281





























