Embed Size (px)
Citation preview

1
Title of Publication Edited byTMS (The Minerals, Metals & Materials Society), 2004
RHEO-DIECASTING OF ALUMINIUM ALLOYS AND COMPONENTS
Z. Fan, S. Ji, X. Fang
BCAST (Brunel Centre for Advanced Solidification Technology)
Brunel University, Uxbridge, Middlesex, UB8 3PH, UK
Keywords: Semisolid, Al-alloys, Rheo-diecasting, Microstructure, Mechanical properties.
Abstract A new technology, rheo-diecasting (RDC), has been developed for manufacturing near-net shape components of high integrity directly from liquid Al-alloys. The rheo-diecasting process innovatively adapts the well-established high shear dispersive mixing action of the twin-screw extruder to the task of in situ creation of high quality semisolid slurry followed by direct shaping of the semisolid slurry into a near net-shape component using the existing cold chamber diecasting process. The RDC process has been applied to process various Al-alloys, including cast alloys, wrought alloys, bearing alloys and immiscible alloys. Experimental results indicate that the rheo-diecast samples have close-to-zero porosity, fine and uniform microstructure throughout the entire component. Compared with those produced by conventional high-pressure diecasting, rheo-diecast samples have much improved tensile strength and ductility.
Introduction Al-alloys, as lightweight structural materials, are playing an important role in achieving vehicle weight reduction and improving fuel economy in the automotive industry. Since 1990, the use of Al has been doubled in cars and tripled in the light truck market. Currently, 85% of all Al castings are used by the automotive and mass transport industry, and a large proportion of such castings are produced by high-pressure diecasting (HPDC) process, due to its unique characteristics, such as high efficiency and low production cost. However, the quality of components manufactured by the HPDC process is limited by the presence of a substantial amount of porosity, which not only excludes the application of HPDC components in high-safety and airtight systems, but also denies the opportunity for further property enhancement by heat treatment. It is clear that further increase in Al application in the transport industry will require a major advance in processing technologies. The new processes need to be capable of producing components of high integrity and improved performance while being comparable with the HPDC process in terms of production cost and efficiency. Porosity due to turbulent mould filling could be reduced or even eliminated if the viscosity of the melt could be increased to reduce the Reynolds number sufficiently so that trapped air is minimised [1]. This is the concept of semisolid metal (SSM) processing. Since early 1970s, a number of SSM processing techniques have been proposed [2]. One of the most popular SSM processes is thixocasting, in which non-dendritic alloys pre-processed by electromagnetic stirring are reheated to the semisolid region prior to the shaping process. As a processing technique, thixocasting does improve component integrity and performance, but proves to be cost intensive, low efficiency and lack of flexibility. After 30 years of extensive R&D, thixocasting is currently experiencing a decline in acceptance as a viable production technology. Under such
circumstances, a new processing concept, rheo-diecasting (RDC) process, has been developed at the Brunel University. In this paper we present the rheo-diecasting process and the experimental results on microstructure and mechanical properties of rheo-diecast Al samples.
The rheo-diecasting process
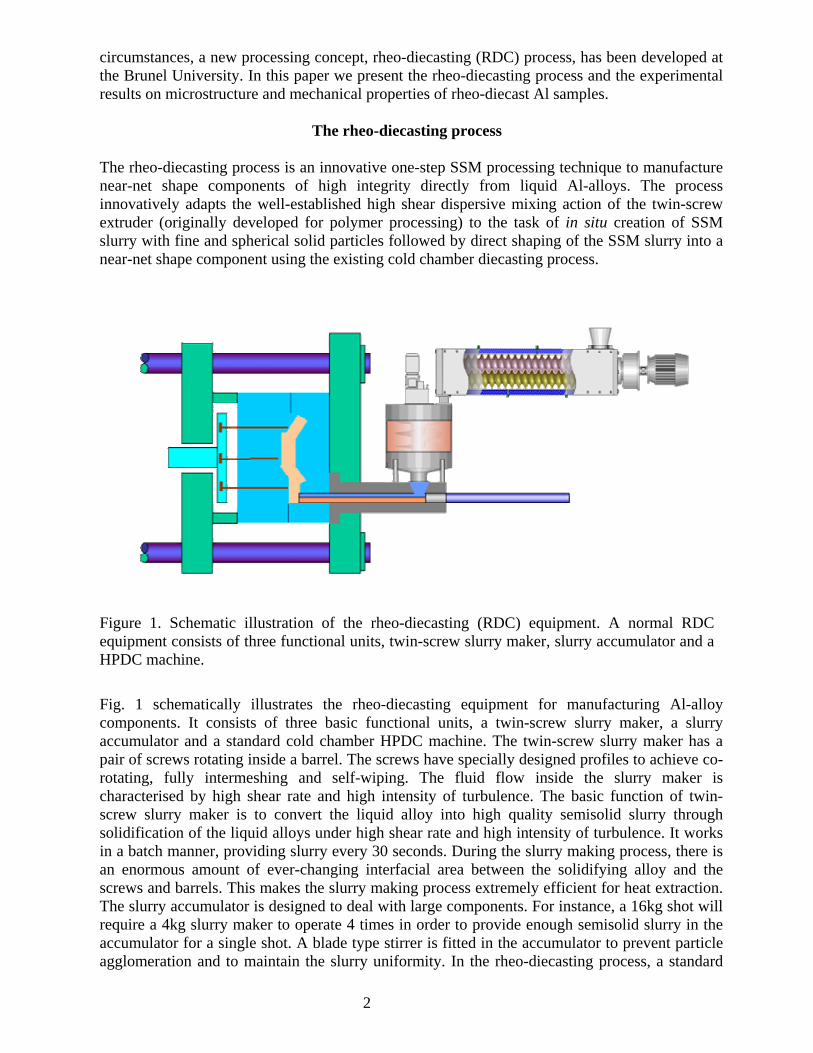
The rheo-diecasting process is an innovative one-step SSM processing technique to manufacture near-net shape components of high integrity directly from liquid Al-alloys. The process innovatively adapts the well-established high shear dispersive mixing action of the twin-screw extruder (originally developed for polymer processing) to the task of in situ creation of SSM slurry with fine and spherical solid particles followed by direct shaping of the SSM slurry into a near-net shape component using the existing cold chamber diecasting process.
Figure 1. Schematic illustration of the rheo-diecasting (RDC) equipment. A normal RDC equipment consists of three functional units, twin-screw slurry maker, slurry accumulator and a HPDC machine.
Fig. 1 schematically illustrates the rheo-diecasting equipment for manufacturing Al-alloy components. It consists of three basic functional units, a twin-screw slurry maker, a slurry accumulator and a standard cold chamber HPDC machine. The twin-screw slurry maker has a pair of screws rotating inside a barrel. The screws have specially designed profiles to achieve co-rotating, fully intermeshing and self-wiping. The fluid flow inside the slurry maker is characterised by high shear rate and high intensity of turbulence. The basic function of twin-screw slurry maker is to convert the liquid alloy into high quality semisolid slurry through solidification of the liquid alloys under high shear rate and high intensity of turbulence. It works in a batch manner, providing slurry every 30 seconds. During the slurry making process, there is an enormous amount of ever-changing interfacial area between the solidifying alloy and the screws and barrels. This makes the slurry making process extremely efficient for heat extraction. The slurry accumulator is designed to deal with large components. For instance, a 16kg shot will require a 4kg slurry maker to operate 4 times in order to provide enough semisolid slurry in the accumulator for a single shot. A blade type stirrer is fitted in the accumulator to prevent particle agglomeration and to maintain the slurry uniformity. In the rheo-diecasting process, a standard
2
3
cold chamber HPDC machine is used to achieve the final component shaping. No modification to the HPDC machine is required. The twin-screw slurry maker is designed to have 2 different processing capacities, 1kg and 4kg, and the slurry accumulator also has two capacities, 10kg and 20kg. By choosing the right combination of slurry maker, slurry accumulator and HPDC machine, the rheo-diecasting machines can handle components up to the limit of HPDC machines. Table 1 summarises the relationship between short weight and the RDC equipment. It is clear from Table 1 that there is no difficulty to scale-up the RDC process. Table 1. The relationship between the shot weight and different combinations of the RDC equipment.
Shot weight W (kg) Rheo-diecasting Equipment W<1 1kg slurry maker + HPDC 1<W<4 4kg slurry maker + HPDC 4<W<8 4kg slurry maker + 10kg accumulator + HPDC W>8 4kg slurry maker + 20kg accumulator + HPDC
During the rheo-diecasting process, a predetermined dose of liquid alloy from the melting furnace is fed into the slurry maker. The liquid alloy is rapidly cooled to the SSM processing temperature while being mechanically sheared by a pair of closely intermeshing screws converting the liquid into semisolid slurry. The solid fraction in the slurry is determined by the barrel temperature. The semisolid slurry is then transferred to a slurry accumulator. Once the shot weight is achieved in the accumulator, the semisolid slurry is transferred to the shot chamber of the HPDC machine for component shaping. In order to prevent Al-alloy from oxidation, nitrogen gas may be used as the protective environment during the slurry-making process. It is important to point out that in the rheo-diecasting process the component shaping process (solidification of SSM slurry inside the die cavity and the preparation of the die for next shot) and the slurry making process are parallel, rather than sequential. Once the SSM slurry is transferred to the shot chamber of the HPDC machine, the slurry supply system is started to prepare slurry for the next shot. The slurry making process is more efficient than component shaping process, and the cycle time of the RDC process is, therefore, dictated by the component shaping process. Consequently, rheo-diecasting process has shorter cycle time than the conventional HPDC process, since SSM slurries have less heat to be removed than a fully liquid feed.
Microstructures of rheo-diecast Al-alloys
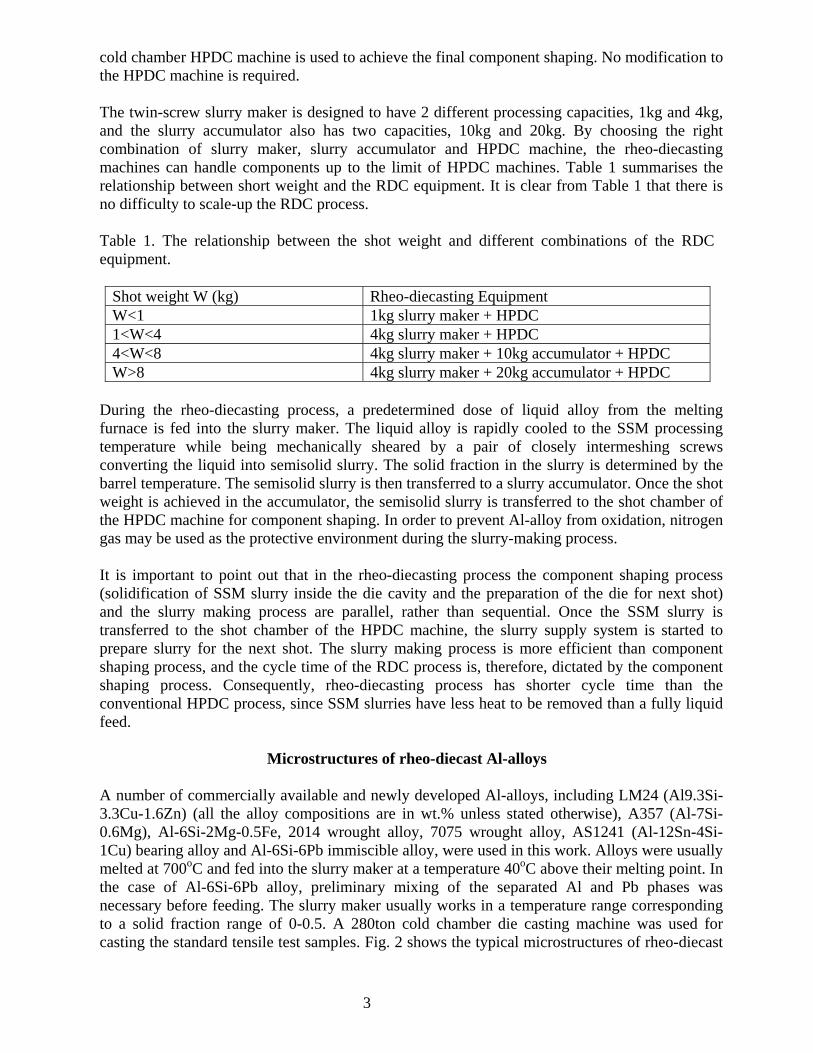
A number of commercially available and newly developed Al-alloys, including LM24 (Al9.3Si-3.3Cu-1.6Zn) (all the alloy compositions are in wt.% unless stated otherwise), A357 (Al-7Si-0.6Mg), Al-6Si-2Mg-0.5Fe, 2014 wrought alloy, 7075 wrought alloy, AS1241 (Al-12Sn-4Si-1Cu) bearing alloy and Al-6Si-6Pb immiscible alloy, were used in this work. Alloys were usually melted at 700oC and fed into the slurry maker at a temperature 40oC above their melting point. In the case of Al-6Si-6Pb alloy, preliminary mixing of the separated Al and Pb phases was necessary before feeding. The slurry maker usually works in a temperature range corresponding to a solid fraction range of 0-0.5. A 280ton cold chamber die casting machine was used for casting the standard tensile test samples. Fig. 2 shows the typical microstructures of rheo-diecast
alloys. Detailed microstructural characterisation of various rheo-diecast samples has revealed the following microstructural characteristics of rheo-diecast Al-alloys:
(b)
50µµ
(a)
100µ
(d)
50µm
(c)
50µm
(e)
100µ
(f)
100µ
Figure 2. Microstructures of the rheo-diecast Al-alloys. (a) A357 cast alloy; (b) A-6Si-2Mg-0.5Fe, cast alloy; (c) 2014 wrought alloy; (d) 7075 wrought alloy; (e) A1241 (Al-12Sn-4Si-1Cu), bearing alloy; (d) Al-6Si-6Pb, immiscible alloy, the dark particles are Pb.
• Porosity is well below 0.5 vol.%. Pores are rarely observed in the rheo-diecast samples.
Occasionally observed pores are small in size (at micron level).
4
• Micro-porosity due to solidification shrinkage can be very much reduced or even eliminated during casting. This is also true for both wrought alloys and alloys with large freezing range, which are usually difficult to cast.
• Oxide particles are fine (a few microns), spherical and well dispersed and uniformly distributed, reducing the harmfulness of oxide particle clusters and oxide film in cast components.
• Iron-containing intermetallic compounds are fine in size and equiaxed in morphology. The usual needles or plates present in HPDC samples are completely eliminated by the rheo-diecasting process. Therefore, rheo-diecasting process is more tolerant to Fe contents without promising the mechanical properties.
• Primary particles have a fine size, spherical morphology and uniform distribution throughout the entire casting.
• The remaining liquid in the SSM slurry solidifies under high cooling rate in the die resulting in the formation of extremely fine Al-phase (<10µm).
• The rheo-diecast microstructure is bimodal, larger particles (few tens of microns) were formed inside the slurry maker and fine particles (few microns) inside the die.
• Sn-rich phase is uniformly distributed in the rheo-diecast A1241 (Al-12Sn-4Si-1Cu) alloy. No macro-segregation of Sn was observed.
• Pb-rich phases can be dispersed uniformly without any macro-segregation, indicating that the rheo-diecasting process can be applied to process the usually immiscible alloys.
(b)(a)
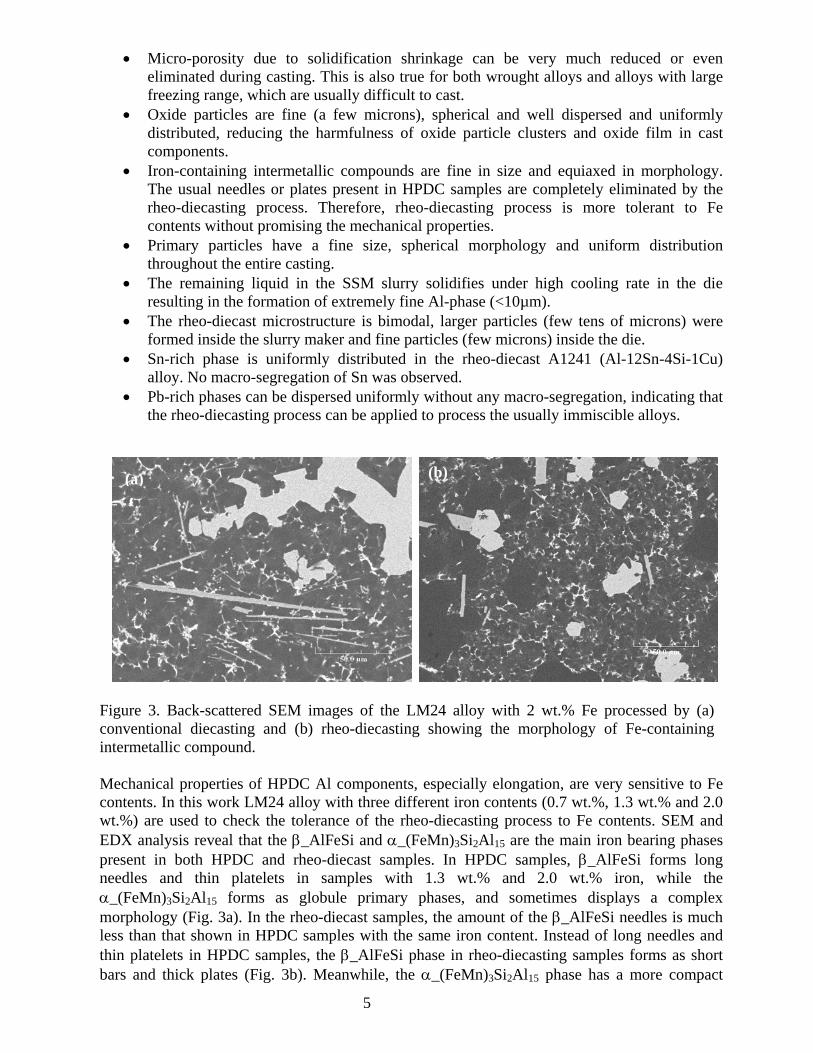
Figure 3. Back-scattered SEM images of the LM24 alloy with 2 wt.% Fe processed by (a) conventional diecasting and (b) rheo-diecasting showing the morphology of Fe-containing intermetallic compound. Mechanical properties of HPDC Al components, especially elongation, are very sensitive to Fe contents. In this work LM24 alloy with three different iron contents (0.7 wt.%, 1.3 wt.% and 2.0 wt.%) are used to check the tolerance of the rheo-diecasting process to Fe contents. SEM and EDX analysis reveal that the β_AlFeSi and α_(FeMn)3Si2Al15 are the main iron bearing phases present in both HPDC and rheo-diecast samples. In HPDC samples, β_AlFeSi forms long needles and thin platelets in samples with 1.3 wt.% and 2.0 wt.% iron, while the α_(FeMn)3Si2Al15 forms as globule primary phases, and sometimes displays a complex morphology (Fig. 3a). In the rheo-diecast samples, the amount of the β_AlFeSi needles is much less than that shown in HPDC samples with the same iron content. Instead of long needles and thin platelets in HPDC samples, the β_AlFeSi phase in rheo-diecasting samples forms as short bars and thick plates (Fig. 3b). Meanwhile, the α_(FeMn)3Si2Al15 phase has a more compact 5
morphology. Therefore, the rheo-diecasting may greatly modify the morphology of iron bearing phases presented in the specimens, especially at higher iron content. Mechanical testing revealed that the rheo-diecasting process can increase the iron tolerance without apparent degradation of the mechanical properties.
Mechanical properties of rheo-diecast Al-alloys
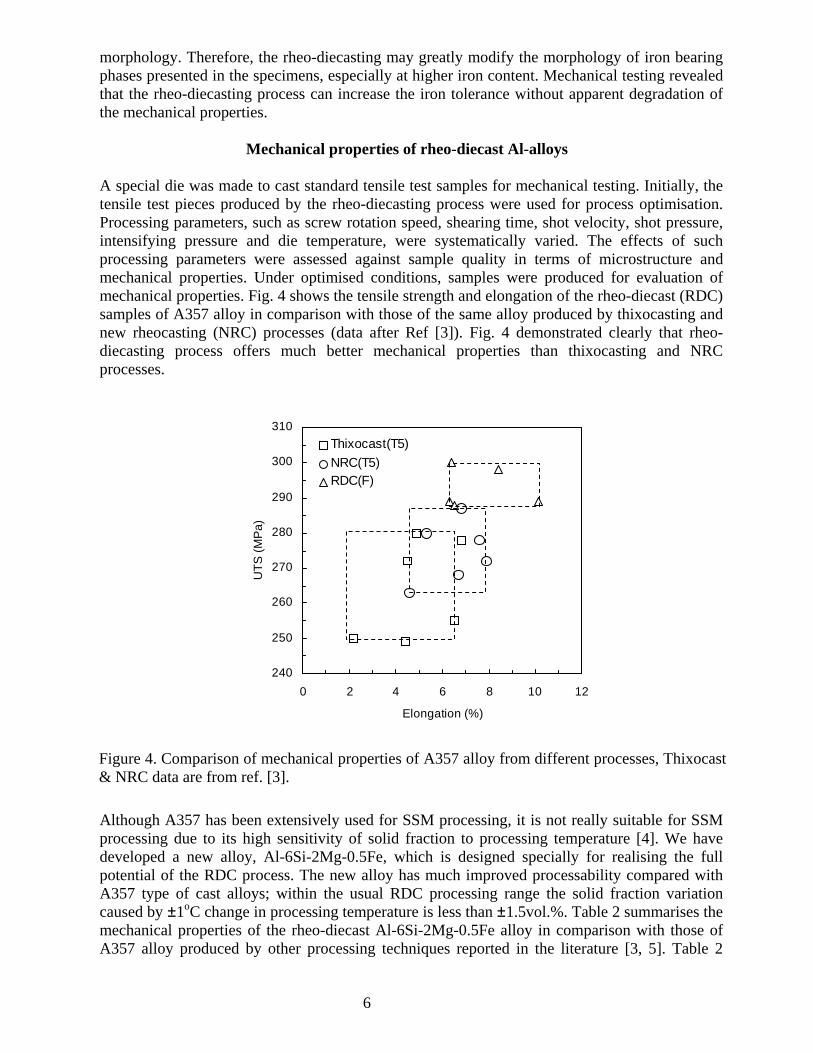
A special die was made to cast standard tensile test samples for mechanical testing. Initially, the tensile test pieces produced by the rheo-diecasting process were used for process optimisation. Processing parameters, such as screw rotation speed, shearing time, shot velocity, shot pressure, intensifying pressure and die temperature, were systematically varied. The effects of such processing parameters were assessed against sample quality in terms of microstructure and mechanical properties. Under optimised conditions, samples were produced for evaluation of mechanical properties. Fig. 4 shows the tensile strength and elongation of the rheo-diecast (RDC) samples of A357 alloy in comparison with those of the same alloy produced by thixocasting and new rheocasting (NRC) processes (data after Ref [3]). Fig. 4 demonstrated clearly that rheo-diecasting process offers much better mechanical properties than thixocasting and NRC processes.
240
250
260
270
280
290
300
310
0 2 4 6 8 10 12
Elongation (%)
UTS
(MP
a)
Thixocast(T5)NRC(T5)RDC(F)
Figure 4. Comparison of mechanical properties of A357 alloy from different processes, Thixocast & NRC data are from ref. [3]. Although A357 has been extensively used for SSM processing, it is not really suitable for SSM processing due to its high sensitivity of solid fraction to processing temperature [4]. We have developed a new alloy, Al-6Si-2Mg-0.5Fe, which is designed specially for realising the full potential of the RDC process. The new alloy has much improved processability compared with A357 type of cast alloys; within the usual RDC processing range the solid fraction variation caused by ±1oC change in processing temperature is less than ±1.5vol.%. Table 2 summarises the mechanical properties of the rheo-diecast Al-6Si-2Mg-0.5Fe alloy in comparison with those of A357 alloy produced by other processing techniques reported in the literature [3, 5]. Table 2
6
shows that rheo-diecast Al-6Si-2Mg-0.5Fe alloy has much improved tensile strength and acceptable ductility. Table 2. Mechanical properties of rheo-diecast Al-6Si-2Mg alloy in comparison with those of A357 alloy produced by other processing techniques.
Alloy (wt%)
Processing Conditions
Yield Strength (MPa)
UTS (MPa)
Elongation (%) Reference
HPDC (F) 233 308 2.6 HPDC + T5 318 338 1.0 RDC (F) 245 335 2.7
Al-6Si-2Mg
RDC + T5 316 363 2.0
This work
PM + T51 145 200 4.0 [5] Thixocast + T5 -- 250-280 2.2-6.8 [3]
Al-7Si-0.6Mg (A357)
NRC + T5 -- 263-287 4.6-7.9 [3]
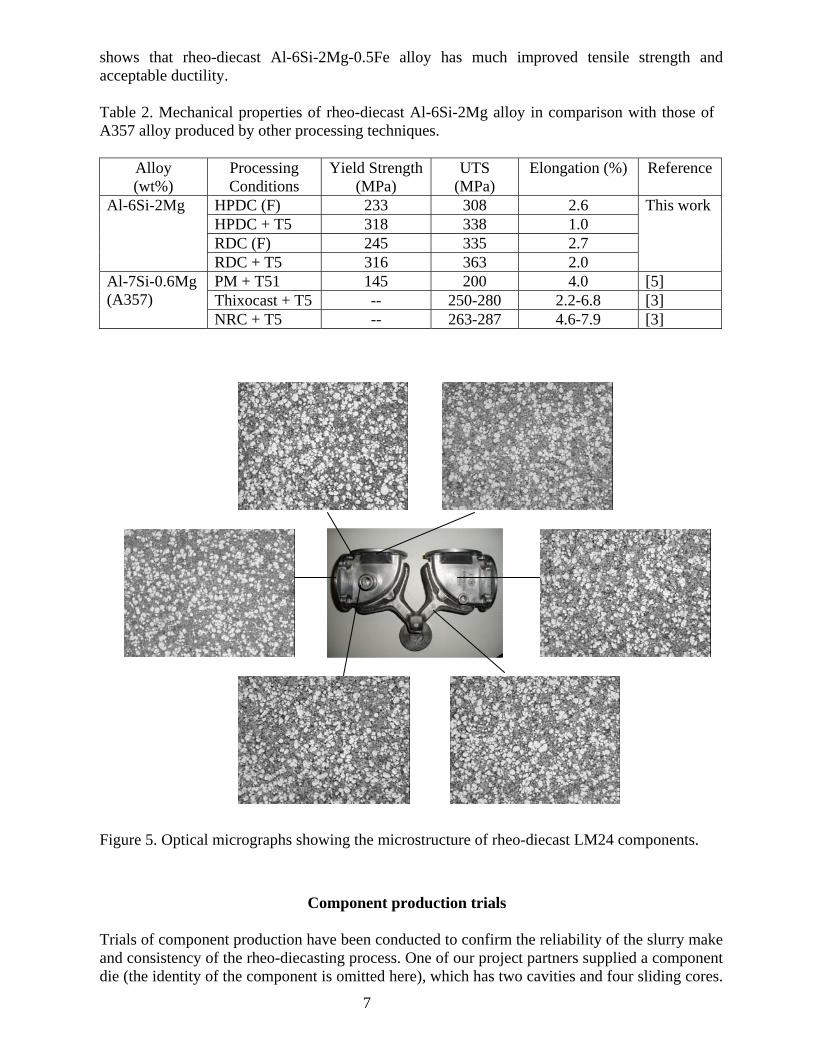
Figure 5. Optical micrographs showing the microstructure of rheo-diecast LM24 components.
Component production trials
7
Trials of component production have been conducted to confirm the reliability of the slurry make and consistency of the rheo-diecasting process. One of our project partners supplied a component die (the identity of the component is omitted here), which has two cavities and four sliding cores.

8
A production trial was carried out in our laboratory using this component die. The results indicate that rheo-diecast components produced under the optimised conditions have very good surface finish, close to zero porosity and very fine and uniform microstructure throughout the entire casting. Fig. 5 shows a photograph of the casting with runners and biscuit and micrographs showing the microstructures at different positions in the casting. Extremely low porosity and uniform microstructure are favourable for higher fatigue properties. Extensive fatigue tests and component evaluation are under way.
Discussion
Solidification behaviour during the rheo-diecasting process In the conventional casting processes, overheated liquid metal is poured into the relatively cold mould. Heterogeneous nucleation takes place in the undercooled liquid close to the mould wall. The majority of the nuclei flow into the overheated liquid region and remelt, only a small proportion (as low as 0.3%) of the nuclei survive and contribute to the final microstructure giving rise to a coarse and non-uniform microstructure. Under the intensive mixing action in the twin-screw slurry maker, both the temperature and composition fields in the melt are extremely uniform. During the continuous cooling under forced convection, heterogeneous nucleation takes place throughout the whole volume of the undercooled liquid. Compared with conventional solidification, the actual nucleation rate may not be increased but all the nuclei will survive resulting in an increased effective nucleation rate [6]. In addition, the intensive mixing action is likely to disperse the clusters of potential nucleation agents, giving rise to an increased number of potential nucleation sites. However, it seems that a laminar flow is much less effective for such purposes. Consequently, laminar flow is less powerful for microstructural refinement compared with turbulent flow. It has long been believed that the nondendritic particles are developed from the initial dendritic morphology under dynamic agitating conditions through the following mechanism. The initial dendrites are fragmented through dendrite arm detachment by either a shear force or remelting at the dendrite arm roots. With increasing shearing time, those fragmented dendrite arms change gradually to spheroids via stages of dendrite growth, rosettes and ripened rosettes [7]. However, our theoretical analysis of the morphological evolution during solidification revealed that the above mechanism might be only applicable to the case of a simple shear flow with low shear rate. With increasing shear rate and the intensity of turbulence, the growth morphology changes from dendrites to spheres via rosettes due to the change in the diffusion geometry in the liquid around the growing solid phase [8]. This theoretical prediction of the morphological change from dendritic growth to spherical growth with increasing shear rate and intensity of turbulence has been verified by our experimental results [9]. The remaining liquid in the SSM slurry will solidify in the die cavity without shear during its solidification. However, this remaining liquid has been intensively sheared in the twin-screw slurry maker. It has a uniform temperature and composition throughout the liquid. According to the previous analysis, nucleation would occur throughout the entire remaining liquid, and every single nucleus would survive and contribute to the final microstructure. However, different from the nucleation in the twin-screw slurry maker, nucleation in the die cavity will occur with a much higher nucleation rate due to the high cooling rate provided by the metallic die (in the order of 103K/s) of the HPDC machine. Under such conditions, each nucleus would not have much chance to grow before the remaining liquid is completely consumed, giving rise to a very fine structure [10].
9
Advantages of the rheo-diecasting process Based on our experiments on process optimisation and component production trials, we have identified the following advantages of the rheo-diecasting process over the conventional HPDC process:
• Fine and uniform microstructure resulted from enhanced effective nucleation and spherical growth during solidification under high shear rate and high intensity of turbulence.
• Close-to-zero porosity (well below 0.5 vol.%) due to the elimination of the entrapped air by laminar mould filling achieved by the viscous semisolid slurry.
• Rheo-diecast components can be subjected to full heat treatment for enhancing mechanical performance without compromising the surface quality and dimensional control.
• Well-dispersed oxide particles with fine size and spherical morphology achieved by the intensive shearing action of the twin-screw slurry maker.
• Much more tolerant to Fe contents. Rheo-diecast samples can tolerant up to 1.5 wt.% Fe as impurity without any severe damage to mechanical properties. This is because intensive shearing changes the morphology of Fe-containing compounds from long needles to equiaxed particles. Therefore more scraps can be used in the melting furnace.
• Much improved mechanical properties, elongation in particular, due to structural refinement and uniformity, reduced or even eliminated porosity and other cast defects.
• Capable of processing wrought alloys, as demonstrated by the rheo-diecast 2014 and 7075 alloys.
• Capable of processing alloys which are usually difficult to cast, such as alloys with large or narrow freezing range (e.g., Al-Sn) and alloys based on the immiscible systems (e.g., Al-Pb).
• Longer die life due to reduced thermal shock to the die by casting alloys at a much reduced temperature.
• Lower scrap rate and higher materials yield. • Lower overall component production cost due to higher productivity, lower scrap rate and
higher materials yield. • Rheo-diecasting can be achieved by simply attaching the slurry maker to a standard cold
chamber HPDC machine.
Summary
A new semisolid metal processing technology, rheo-diecasting, has been developed for the production of Al-alloy components with high integrity. Rheo-diecasting can be easily achieved by adding a twin-screw slurry maker to the existing cold chamber diecasting machine. The rheo-diecast samples have close-to-zero porosity, fine and uniform microstructure and are free from other casting defects. Compared with high pressure diecasting or any available semisolid processing techniques, rheo-diecasting offers components with improved strength and ductility, which can be attributed to microstructural refinement and uniformity, much reduced or eliminated porosity and other casting defects, and refined and dispersed oxide particles. Other advantages of the rheo-diecasting process include flexible with alloy compositions, more tolerant to Fe contents and lower overall production cost. Rheo-diecasting process is particularly suitable for production of high-safety, airtight and highly stressed components in the automotive industry.

10
Acknowledgement The authors acknowledge contributions to this work from Mr J Patel, Mr M Hitchcock, Mr G Liu and Dr Y Q Liu, and the financial support from EPSRC (UK) and Ford Motor Co. References [1] S. A. Metz and M. C. Flemings, AFS Trans., 78 (1970), 453. [2] Z. Fan: Inter. Mater. Rev., 47 (2002), 49-85 [3] P. Giordano and G. L. Chiatmetta, in “Proc. 7th Inter. Conf. Semisolid Metal Processing”,
Tsukuba, Japan, Sept. 25-27, 2002, eds. Y Tsutsui et al, pp665-670. [4] Y. Q. Liu and Z. Fan: Materials Science Forum, 396-402 (2002), 717. [5] J.R. Davis, ed, “Aluminium and aluminium alloys”, ASM International, Materials Park, 1993. [6] A Das and Z Fan, Mat. Sci. Tech., 19 (2003) 573-580. [7] M. C. Flemings: Metall. Trans., 22A (1991), 957-981. [8] A. Das, S. Ji and Z. Fan, Acta Materialia, 50 (2002), 4571-4585. [9] S. Ji and Z. Fan, Met. Mater. Trans. 33A (2002), 3511-3520. [10] S. Ji, A Das and Z. Fan, Scripta Mater., 46 (2002), 205-210.