Embed Size (px)
Citation preview

Submitted to Fuel Processing Technology – February 2014
1
Esterification of Free-‐Fatty-‐Acids to Fatty Acid Alkyl Esters in a Bubble 1
Column Reactor for Use as Biodiesel 2 Colin J. Stacy, Cory A. Melick, and Richard A. Cairncross* 3
Drexel University, Chemical and Biological Engineering Department, Philadelphia, PA 19104 4
Abstract 5 Biodiesel is readily produced from refined vegetable oils; however, many low-‐value degraded 6 and waste oils contain a high concentration of free fatty acids which are difficult to convert to fatty 7 acid alkyl esters for use as biodiesel. This paper evaluates the performance of an acid-‐catalyzed 8 bubble column reactor that is highly robust for esterification of free fatty acids to fatty acid alkyl 9 esters. The bubble column reactor typically operated at 120°C and ambient pressure; methanol 10 bubbling through the reactor reacts with free fatty acids and strips by-‐product water, which enables 11 high conversions and makes the reactor more robust to water than other reactor designs. This 12 paper shows the effects alcohol, feedstock type and quality, alcohol flow rate, and oil feedstock on 13 the reactor performance. Most reaction conditions produce greater than 98% conversion in less 14 than two hours including reactions with alcohols containing 10% water by volume and lipids 15 extracted from trap grease. 16
Keywords 17 Biodiesel, Fatty Acid Methyl Ester, Free Fatty Acid, Trap Grease, Esterification 18
1 Introduction 19 Rising prices of crude oil and concerns about carbon dioxide emissions have led to increased 20
research into alternative fuels and renewable energy. There are several other pressures for increased 21 research into renewable fuels including: worsening air quality by emissions of sulfur oxides, particle 22 matter, and other gases; security of domestic energy supply; and limited long-‐term supply of 23 petroleum. This paper analyzes performance of a bubble column reactor for producing biodiesel 24 from low-‐value lipid feedstocks containing high concentrations of Free Fatty Acids (FFA); these low-‐25 value lipids can be obtained from non-‐food crops grown on marginal land or from waste fats, greases 26 and oils. 27
Biodiesel is a promising renewable fuel. Biodiesel is a name given to fatty acid alkyl esters 28 that are suitable diesel-‐substitutes. Biodiesel is typically produced chemically by reacting plant or 29 animal derived lipids with an alcohol. The majority of biodiesels are produced by reacting lipids with 30 methanol to produce Fatty Acid Methyl Esters (FAME). Throughout this paper, the term FAME is 31
* Corresponding Author: [email protected], 215-‐895-‐2230, 3141 Chestnut Street, Philadelphia, PA 19104

Submitted to Fuel Processing Technology – February 2014
2
used to refer to the reaction product. Before selling FAME as biodiesel it is necessary to demonstrate 32 that the product satisfies the full suite of ASTM specifications for biodiesel as a diesel substitute. The 33 majority of current biodiesel is produced from refined lipids with low FFA concentrations, such as 34 soybean oil (in USA), rapeseed oil (in Europe) and palm oil (in Asia), which are agricultural crops that 35 are relatively high-‐cost, require significant fertilizer and chemical inputs, and compete with food 36 crops for land. However, biodiesel is not a complete solution for the United States energy demand. 37 Van Gerpen (2005) notes that only about 14% of current diesel demand can be replaced by biodiesel 38 produced from crop-‐based lipids [1]. Other waste lipid feedstocks can add significant production 39 capacity [2]. 40
Published techno-‐economic analyses of biodiesel production processes have predicted 41 attractive conversion economics, but the results are highly sensitive to the feedstock used. 42 Apostolakou (2009) and Haas (2005) showed that the cost of raw materials can be 75-‐90% of the cost 43 of manufacturing [3, 4]. Marchetti (2008) reported three scenarios for producing biodiesel from 44 lipids containing 5% FFA, and all three processes were profitable with raw materials being more than 45 80% of the manufacturing costs [5]. Zhang (2003) compared four biodiesel processes; production of 46 biodiesel from refined lipids had the lowest capital expense and highest cost of raw materials [6, 7]. 47 Processes converting waste lipids to biodiesel required more methanol and larger distillation 48 columns to recover methanol for recycle. Because feedstock is a major fraction of the manufacturing 49 costs, processes that use low-‐value feedstocks (such as waste oils) are likely to show much greater 50 economic profitability [2, 4]. 51
The reactor described in this paper has several potential advantages related to sustainability 52 including: flexibility to varying FFA content, flexibility for alcohol feed, robustness to moisture and 53 reduced energy requirements. The results section of this paper presents parametric studies of how 54 the bubble column reactor performance varies with some key process variables. A robust reactor 55 that can handle a variety of feedstocks without additional pretreatment will reduce economic 56 hurdles to constructing and operating biodiesel production facilities and will result in lower consumer 57 prices of biodiesel products. 58
1.1 Chemistry for Production of Fatty Acid Methyl Esters 59 The most common reaction pathway for producing FAME is transesterification of TriAcyl 60 Glycerides (TAG), or triglycerides. During transesterification, a TAG molecule reacts with three 61 alcohol molecules to form three FAME molecules with byproduct glycerin: 62
R
O
O
CH3
+ CH3 OH +Base
O
O
O
O
O
O
R
R
R
3 3
OH
OH OH
(1)
In this reaction equation the alcohol is methanol and R represents a long aliphatic fatty acid chain, 63 which typically contains 8-‐22 carbon atoms [8]. The reaction in Equation 1 is a simplification of a 64

Submitted to Fuel Processing Technology – February 2014
3
series of three reactions in which TAG sequentially reacts with methanol molecules to form a DiAcyl 65 Glyceride molecule (DAG) a MonoAcyl Glyceride (MAG) and finally glycerin with one FAME molecule 66 produced at each step. Industrial biodiesel processes predominantly use transesterification reactions 67 and base catalysts because this reaction requires low operating temperature and achieves high 68 conversions within a couple hours. A major drawback of the base-‐catalyzed transesterification 69 reactions is that the lipid feedstock must be high purity in TAG; if the FFA content exceeds 1% the 70 soaps that form from the reaction between the base catalyst and FFA hinder transesterification and 71 downstream purification [1, 9, 10]. The alternative acid-‐catalyzed reactions do not form soaps with 72 FFA, but acid-‐catalyzed transesterification reactions are much slower than base catalyzed 73 transesterification reactions [1, 11]. 74
For high-‐FFA lipids, acid-‐catalyzed esterification is effective for producing FAME from FFA: 75
R
O
O
CH3
+ CH3 OHR
OH
O
+ OH2Acid
(2)
Esterification of FFA by reaction (2) catalyzed with acids like sulfuric acid have been the subject of a 76 number of studies [9, 12-‐18]. Esterification reactions are reversible and are equilibrium-‐limited by 77 accumulation of the byproduct water. The presence of water generally limits the conversion to 78 FAME that can be achieved in an acid-‐catalyzed reactions, and its continuous removal has been 79 shown to dramatically increase yields [14]. The bubble column reactor described in this paper is 80 effective at continuously removing water from the system, which results in high yields of FAME when 81 using FFA feedstocks. 82
1.2 Biodiesel Process Feedstocks 83 The quality and price of potential lipid feedstocks are related to their FFA content. Edible 84 lipids have low FFA content and high prices. Inedible lipids tend to be high in FFA and have low 85 prices. The high-‐FFA lipids are mostly waste products and have limited commercial value, while low-‐86 FFA lipids tend to be viable food sources. For example, soybean oil currently sells for about $3.52 per 87 gallon, and yellow grease (filtered and dewatered waste cooking oil with FFA content < 15%) sells for 88 $2.19 [19]. Trap grease is a potential source of high-‐FFA lipids; wastewater utilities charge $0.06 or 89 more per gallon to dispose of trap grease [20]. Trap grease contains 2-‐10% lipids, and lipids 90 separated from trap grease can be over 95% FFA; more details about trap grease are provided in 91 Section 3.4 [2]. Producing biodiesel from high-‐FFA lipids entails low feedstock costs and is less prone 92 controversies associated with creating fuels from food-‐grade lipids [21, 22] . 93
1.3 Process Options for Esterification of high-‐FFA Lipids 94 There are several technologies available for converting high-‐FFA lipids to FAME; acid-‐95 catalyzed esterification is effective over a large range of FFA concentration and is often used for 96 pretreatment prior to base-‐catalyzed transesterification in a two-‐step process. A significant 97 disadvantage of acid catalysts is slower reactions. There are several ways to increase acid-‐catalyzed 98 esterification reaction rates including: increasing temperature, increasing catalyst concentration, and 99

Submitted to Fuel Processing Technology – February 2014
4
removing by-‐product water. For feedstocks containing 1-‐10% FFA, a two-‐step process (low 100 temperature acid-‐catalyzed esterification followed by base-‐catalyzed transesterification) is the most 101 common method. For feedstocks containing more than 50% FFA, multiple moderate-‐pressure 102 reactors with intermediate removal of water are used effectively [23]. Multiple, identical reactors 103 with intermediate water removal increases the reaction time and conversion, but it also increases 104 the capital and operating costs significantly. To achieve acceptable reaction rates, temperatures 105 above the boiling point of methanol are often used, which requires elevated pressure to maintain 106 methanol in the liquid phase; for example, Van Gerpen reports using 240°C and 90 bar [1] and Berry 107 and Ratigan report 115°C and 5.4 bar [23]. 108
However, Kocsisova (2005) showed that high conversion can be achieved with acid-‐catalyzed 109 reactions by bubbling methanol vapor through FFA at ambient pressure and elevated temperature 110 [13]. Bubbling methanol vapor through hot lipid provides several benefits: use of high temperatures 111 corresponds to faster reaction kinetics, simultaneous removal of water reduces equilibrium 112 limitations, and intensive agitation of the reaction mixture enhances mass transfer. Kocsisova (2005) 113 demonstrated that esterification in a bubble reactor at temperatures 50-‐60°C higher than the boiling 114 point is effective and requires lower amounts of methanol (methanol:FFA molar ratio of three to four 115 is sufficient) for high conversion. Kocsisova (2005) claims that feeding the methanol as a liquid into 116 the reactor and local excess of methanol near the feed were necessary for high conversion [13]. The 117 reactor described in this paper extends on the work of Kocsisova by using a column reactor 118 configuration and providing a more detailed study of how the rate of methanol fed to the reactor 119 affects reaction conversion. 120
2 Materials and Methods 121
2.1 Chemicals and materials 122 Oleic acid was used to model a FFA feedstock for the experiments in this paper unless 123 otherwise noted. Oleic acid at technical grade purity (>90%) as well as toluene and methanol with 124 purities above 99% were purchased from Sigma Aldrich and used without further purification. 125 Ethanol was anhydrous and denatured with 5% isopropyl alcohol and was also purchased from Sigma 126 Aldrich. Isopropyl alcohol was purchased from Azer Scientific and was 99.99% purity. Sulfuric acid at 127 93% weight (66° Baume) was purchased from Fischer Scientific. Para-‐toluenesulfonic acid (PTSA) was 128 purchased from Sigma-‐Aldrich and dissolved in methanol for use. Triglyceride samples were refined 129 soybean oil purchased from local supermarkets. Trap grease was donated by Russell Reid waste 130 management and more information about the experiments with trap grease is included in Section 131 3.4. 132
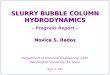
Figure 1 displays a schematic of the reactor system. The primary reaction chamber was a 133 jacketed glass column with several pumps used for alcohol feeds and recirculation. Throughout the 134 system, all parts wetted by the reactants and products were glass, stainless steel, or PTFE. The 135 reactor and the alcohol-‐vaporizer/lipid-‐reheater were heated by circulating hot silicone oil from a 136 heating bath. 137

Submitted to Fuel Processing Technology – February 2014
5
2.2 Analysis of Conversion by Titration and NMR 138 Conversion of fatty acid chains to FAME was quantified using two techniques (1) base 139 titration and (2) and Nuclear Magnetic Resonance (NMR). The titrant used was a 0.1 molar solution 140 of sodium hydroxide in methanol, and samples from the reactor were dissolved in a titration solution 141 containing equal parts toluene and isopropyl alcohol with trace phenolphthalein as an indicator; this 142 is a titration procedure similar to AOCS Cd 3d-‐63 and ASTM D-‐664 [24, 25]. The base titrant was 143 prepared from a standard base concentrate (Fixanal purchased from Sigma Aldrich), and tested 144 against an acid standard prior to experimentation. This titration determined the acid number of the 145 sample (mg KOH/g sample). For samples where the average molecular weight of the fatty acid is 146 known (for example, oleic acid) the mole fraction of FFA was readily determined. 147
For experiments with partial TAG feedstocks, titration cannot completely determine fatty-‐148 acid conversion to FAME. So proton NMR (H-‐NMR) spectroscopy was used to measure the FAME 149 content of samples over time. The machine used for analysis of FAME samples was Drexel 150 University’s 500MHz Inova Varian NMR. H-‐NMR peaks were assigned to their appropriate functional 151 groups as shown in the supplementary documentation. A combination of NMR and titration enables 152 determining the content of FFA, FAME, and acyl glyceride fatty acids. 153
2.3 Bubble Column Reactor Design 154 Although the bubble column reactor experiments were motivated by the work of Kocsisova 155 (2005), the reactor was redesigned several times before constructing the current bubble column 156 reactor design shown in Figure 1. The bubble column reactor was a jacketed glass column 18” tall 157 with a 1” internal diameter. Typically, the reactor operated at temperatures of about 120°C with 158 about 180 mL of feedstock lipids. The top of the reactor was open to the atmosphere, which allows 159 the alcohol and water vapor bubbling through the reactor to exit into a fume hood in which the 160 experiments were performed. The interior of the reactor had stainless steel tubing to transport 161 chemicals into and out of the reactor and stainless steel-‐cladded thermocouples to monitor the 162 reactor temperature. The column was topped with a glass funnel that prevented overflow of reactor 163 contents during bubbling. As shown in Figure 1, methanol entered the bottom of the reactor as a 164 vapor. Although the solubility of methanol in lipids is small, some methanol from the vapor bubbles 165 was believed to dissolve into the liquid lipids where it reacted with the FFA. Byproduct water formed 166 by the reaction evaporated and was removed by the bubbles. Some methanol reacted to form FAME 167 while some methanol remained unreacted and exited the reactor in the bubbles along with water 168 vapor. The reactor design shown here was much more reproducible and reliable than previous 169 designs (such as a round-‐bottomed flask) tested by the authors. 170
The reactor contents were circulated from the bottom of the reactor to the top of the 171 reactor through an external sampling loop. Before returning to the top of the reactor, the circulating 172 lipids passed through heat exchanger tubes immersed in hot silicone oil. This same heat exchanger 173 was also used to heat and vaporize the methanol feed, which was fed to the heat exchanger as a 174 liquid by syringe pumps and vaporized in separate tubes in the exchanger before reaching the 175 reactor. Two syringe pumps were used sequentially during reaction experiments; these pumps were 176

Submitted to Fuel Processing Technology – February 2014
6
configured in a way that allowed one syringe pump to be filled with alcohol while the other was 177 discharging alcohol into the reactor through the heat exchanger. Kocsisova (2005) explained that 178 methanol should be fed to the reactor as a liquid [13]; however, feeding liquid methanol to the 179 reactor caused a drop in reactor temperature due to the latent heat of vaporization of methanol. For 180 all of the experiments in this paper, methanol was fed to the reactor as a vapor, which led to more 181 stable reactor temperatures. 182
Liquid catalyst, typically sulfuric acid, was mixed with a small volume of alcohol to form a 183 catalyst solution. The quantity of catalyst added to the solution was 0.1% of the weight the lipid 184 feedstock unless otherwise specified. This solution was gradually added to the reactor at the top by 185 a peristaltic pump during the first five minutes of the reaction. 186
3 Results and Discussion 187 Several parametric studies were performed to test the bubble column reactor performance 188 for a variety of conditions. The typical experimental conditions for results in this paper were as 189 follows: a reactor temperature of 120°C, ambient pressure, lipid volume of 180 mL of pure oleic acid, 190 alcohol feed at 0.75 mL of liquid methanol per minute, and 0.1%(wt. catalyst/wt. lipids) of sulfuric 191 acid catalyst added during first five minutes of reaction. Deviations from these conditions are 192 indicated in the figure captions. Oleic acid was used as the FFA for these experiments as an 193 appropriate surrogate for naturally-‐occurring FFA. 194
Before conducting the following studies, a study of varying catalyst concentration was 195 conducted. Concentrations between 2.0% (w/w) and 0.01% (w/w) were evaluated. The authors 196 evaluated 0.1% (w/w) to be the lowest concentration within the kinetically-‐limited regime, and chose 197 this concentration of sulfuric acid for future experiments. More details of this study can be found in 198 the supplementary documentation. 199
3.1 Effect of Methanol Flow rate on Esterification of Oleic Acid 200 Methanol was continuously fed to the bubble column reactor by syringe pumps. The effect 201 of methanol feed rate to the reactor on conversion to FAME is shown in Figure 2. The syringe pumps 202 fed liquid methanol, which was vaporized before reaching the reactor; so methanol flow rates are 203 often displayed in liquid mL/min at which the syringe pumps operated, and alternative expressions 204 for feed rates are shown in Table 1. Figure 2(a) shows that as the reaction proceeded, the amount of 205 FFA in the reactor decreased rapidly at first and later asymptotically approached zero. The rate at 206 which FFA decreased, or the slope of the conversion profile, varied with the rate at which methanol 207 flowed into the reactor with higher initial slopes corresponding to higher methanol flow rates. At 208 liquid methanol flow rates higher than 1.16 mL/min (for 180 mL of FFA in reactor), conversion of 209 greater than 95% of FFA to FAME was achieved in less than 60 minutes. As the flow rate of methanol 210 decreased, so did the reaction rate, and at flow rates of less than 0.43 mL/min, 95% conversion of 211 FFA to FAME took more than 100 minutes. 212

Submitted to Fuel Processing Technology – February 2014
7
In Figure 2(a), the conversion profiles for the lowest flow rates are nearly linear because the 213 supply of methanol limited the reaction rate. In the low-‐flow reactions, the measured decrease in 214 concentration of FFA was close to the moles of methanol fed to the reactor divided by the volume of 215 lipids in the reactor; consequently, nearly all the methanol fed to the reactor reacted with FFA to 216 produce FAME. Because the cumulative amount of methanol fed to the reactor is linear with time, at 217 low flow rates the measured FFA content decreases nearly linearly with time due to a limited supply 218 of methanol. As the flow rate increased, the reaction rate increased until the reaction approached an 219 apparently kinetically-‐limited regime. Faster methanol flow rates created more vigorous bubbling, 220 which leads to a reduction in mass transfer resistance and contributed to faster reaction rates and 221 faster decrease in FFA content as shown in Figure 2. For methanol flow rates higher than 2.57 222 mL/min, the reaction rate was independent of the flow rate, which indicates that for these reaction 223 conditions, the reaction kinetics had a dominant effect on the conversion profile. 224
The curves in Figure 2(a) are labeled by the flow rates of liquid methanol used in the 225 experiment in mL/min; Table 1 contains alternative expressions of those flow rates that may be 226 useful for interpreting the results. The first column in Table 1 is the liquid methanol flow rates in 227 mL/min. The second column shows the flow rate of methanol in moles of methanol per minute. The 228 third column shows the molar flow rate of methanol that is scaled by the initial moles of oleic acid in 229 the reactor; this is a normalized flowrate expressed in units of min-‐1. This normalized flow rate is 230 useful in representing how much methanol is available to react with the Oleic acid in the reactor; the 231 normalized flow rate is also useful for scaling between reactors with different volumes of FFA. The 232 fourth column is the reciprocal of the third column and is the time required for the moles of 233 methanol fed to the reactor to be equal to the initial moles of oleic acid in the reactor. This is the 234 theoretical minimum time for complete conversion if all methanol entering the reactor reacted with 235 oleic acid to produce FAME. 236
At all rates, some methanol passed through the reactor without reacting with FFA to form 237 FAME. The ratio of the unreacted methanol to the initial amount of FFA in the reactor is the 238 “unreacted methanol ratio” and the unreacted methanol was vented to the fume hood, in which the 239 experiments were conducted. This unreacted methanol could be collected and recycled, which is 240 especially important for full-‐scale production processes. The amount of unreacted methanol was 241 calculated from the known methanol flow rate and the measured conversion of FFA to FAME: 242
𝑈𝑛𝑟𝑒𝑎𝑐𝑡𝑒𝑑 𝑀𝑒𝑡ℎ𝑎𝑛𝑜𝑙 𝑅𝑎𝑡𝑖𝑜 =𝑁!"#$ ∗ 𝑡 + 𝑁!!"(𝑡)
𝑁!!",!− 1
(4)
Where ṄMeOH is the molar flow rate of methanol; NFFA(t) is the moles of FFA in the reactor at time, t 243 measured by titration; and NFFA,0 is the initial number of moles of FFA. Figure 2(b) plots the data of 244 Figure 2(a) as unreacted methanol verses time with methanol flow rate indicated as time to 245 stoiciometric delivery of methanol (last column of Table 1). At low flow rates, the unreacted 246 methanol was close to zero, which means that most of the methanol fed to the reactor reacted with 247 FFA to produce FAME, i.e. the methanol used is close to the stoichiometric ratio of methanol to 248

Submitted to Fuel Processing Technology – February 2014
8
FAME. As the methanol flow rate increased, unreacted methanol increased, to over eight times the 249 stoichiometric ratio of methanol required. In all cases, the unreacted methanol was initially lower 250 and increases approximately linearly at long times. At long times, the reaction rate approached 251 zero, so nearly all of the methanol that entered the reactor passed through unreacted, leading to a 252 linear increase in unreacted methanol. The dashed curve of Figure 2(b) indicates the time at which 253 each experiment achieves 95% conversion of FFA to FAME; lower methanol flow rates correspond to 254 both lower fractions of unreacted methanol and longer time to reach 95% conversion. 255
Figure 2(a) shows that high flow rates lead to faster reaction rates, and Figure 2(b) shows 256 that high flow rates also lead to a high excess of methanol fed through the reactor. As flow rate 257 decreased, both of these quantities decrease. Consequently, there is an important trade-‐off in a 258 bubble column reactor: between short reaction time and high methanol excess. At high methanol 259 excess, the amount of methanol used and the cost of equipment required to collect, separate, and 260 recycle excess methanol increases. At low reaction rates, the rate of FAME production per unit 261 volume of reactor is small, so larger reactors are required. It is desirable to find a balance between 262 low methanol excess and fast reaction rate. Figure 2(c) plots an alternative representation of the 263 reaction conversion data as the time required to reach 95% conversion of FFA to FAME (t95) and the 264 fractional unreacted methanol at 95% conversion as functions of flow rate. At low flow rates, t95 265 increases hyperbolically as flow rate decreases. At high flow rates t95 asymptotically approaches a 266 constant value of about 40 minutes. So for a pure methanol feed at 120°C in this reactor 267 configuration, 40 minutes is the shortest time to reach 95% conversion of oleic acid to FAME. 268
The unreacted methanol ratio at 95% conversion is a function that is nearly linear with 269 respect to methanol flow rate. While an economic analysis has not yet been performed for the flow 270 rate of the bubble column reactor, the far-‐left and far-‐right regions are regions where the reactions 271 either have a low conversion rate, or high excess of methanol. The middle region of Error! Reference 272 source not found. 2(c) may be the region with the most desirable flow rates that balance the trade-‐273 off between faster reactions (smaller reactor at high flow rates) and lower unreacted methanol (less 274 excess methanol that has to be recovered and recycled). 275
3.2 Robustness for Varying Alcohol Feed Quality on Esterification of Oleic Acid 276 Figure 3 displays FFA conversion profiles for a series of reactions that were performed with 277 different alcohol feedstocks. Both ethanol (EtOH) and methanol (MeOH) were used as primary 278 alcohols. Each alcohol was also mixed with water in concentrations of 90:10 and 80:20 alcohol:water 279 by volume as a liquid. In typical lipid to Fatty Acid Alkyl Ester (FAAE) reactions, water hinders the 280 esterification reactions of FFA because it enhances the reverse reaction. However, in the bubble 281 column, rising methanol vapor bubbles strip water from the lipids and draw the water out of the 282 reactor. This allows high conversions to be obtained with alcohol feedstocks containing in excess of 283 10% water by volume. 284
The reaction profiles in Figure 3 show that reaction rates were lower in experiments with 285 water-‐diluted alcohols. The decrease in rate is likely because as alcohol feed rates were maintained 286

Submitted to Fuel Processing Technology – February 2014
9
at the same volumetric rate but lower purity, the molar feed rate of alcohol is reduced. For example, 287 Figure 3 shows that an increase from 0 to 10% water in the alcohol feed lengthens the time to 90% 288 conversion from 60 to 80 minutes for methanol and from 80 to 120 minutes for ethanol. Also, the 289 conversion profiles in Figure 3 show that all of the reactions with methanol proceed faster than 290 reactions with ethanol at the same volumetric water concentration. Surprisingly, the conversion 291 profile for pure ethanol feed was nearly the same as the conversion for methanol feed with 10% 292 water; likewise the profile for ethanol with 10% water overlaps the profile for methanol for 20% 293 water. So, under these conditions switching from methanol to ethanol had roughly the same effect 294 on conversion time as adding 10% water by volume to the methanol feed. 295
The experiments exploring different types of alcohol feedstock and alcohol moisture content 296 (displayed in Figure 3) demonstrated that the fastest esterification reactions used pure methanol as 297 the alcohol feedstock. However, the bubble column reactor is robust and achieved a high conversion 298 of FFA to FAAE for varying alcohol feeds and with lower quality alcohol feedstocks containing water. 299 If the reactor can utilize lower quality alcohol feedstocks, then the cost of raw materials for making 300 FAAE can be reduced. Additionally, the cost of recycling the alcohol/water exhaust exiting from the 301 reactor can be reduced because it is not necessary that the recycled alcohol be completely free of 302 water, possibly eliminating the need to break any alcohol/water azeotropes. In addition to being 303 robust for impure feeds, these studies show that larger alcohols can react with fats, greases, and oils 304 for FAAE production in the bubble column. Using ethanol as the alcohol feedstock could have several 305 advantages including being produced from renewable feedstocks and having lower toxicity than 306 methanol. 307
3.3 Esterification of Mixed FFA/TAG Feedstocks 308 A series of experiments were conducted to examine the performance of the bubble column 309 reactor for creating FAME using feedstocks containing a mixture of FFA and TAG. The FAME, FFA and 310 TAG content were analyzed using titration and NMR as described in section 2.2. Figure 4(a) plots 311 changes in acid number versus time for several experiments with different initial FFA content, which 312 follows the pattern of an exponential decay, similar to that of pure FFA experiments. The data 313 showed that after about 70 minutes more than 95% of the initial FFA is converted to FAME. Figure 314 4(b) shows the percent change of acid number normalized to the initial acid number of the reactions 315 in Figure 4(a). The curves in Figure 4(b) show that conversion profiles for esterification of FFA 316 collapse to a “master curve” when normalized to initial acid number. 317
Figure 4(c) shows the FAME content of the reactor during mixed feedstock reactions as 318 measured by NMR. The FAME content begins at zero and increases in all reactions until it reaches a 319 plateau value, which varies depending on initial FFA content. The FAME content for reactions with 320 high FFA contents plateaued above 90%, while reactions with equal parts FFA and TAG plateaued 321 near 60% FAME and reactions with an initial FFA concentration of 10% plateaued at only about 40% 322 FAME. Although the FFA content (acid number from Figure 4(a)) fell to zero, not all fatty acids were 323 converted to FAME. These results indicate that the transesterification reaction (Equation 1) is 324 incomplete, and some fatty acid chains in the reactor remain as acylglycerides: TAG, DAG, and MAG. 325

Submitted to Fuel Processing Technology – February 2014
10
This indicates that under the conditions of this reaction with an acid catalyst, the rate of 326 transesterification is significantly slower than esterification. Additional experiments which utilized an 327 alcohol feed diluted with up to 20% water (not shown here) produced FAME formation rates similar 328 to those seen in Figure 4(c). This indicates that hydrolysis of acylglycerides to FFA is also slow under 329 these experimental conditions. 330
The traditional route to produce FAME is a base-‐catalyzed transesterification, which is readily 331 accomplished with lipids low in FFA and can be carried out at temperatures below 40°C. If the FFA 332 content of lipids can be lowered to less than 1%, those lipids can be used in a transesterification 333 process [9]. For lipid feedstocks containing more than 1% FFA content, advanced reaction 334 technologies or 2-‐step methods can be utilized to convert FFA to FAME. Data from the study of 335 varying FFA and TAG contents of lipids (Figure 4) shows that the FFA content of any tested oil can be 336 reacted by esterification to FAME using the bubble column reactor of this paper. This acid catalyzed 337 bubble column reactor can then be used as the first step of a two-‐step reaction process such as one 338 proposed by Van Gerpen. This two-‐step technology can utilize any renewable lipid resource that 339 contains FFA and TAG in any ratio, and because the bubble column reactor does not require 340 temperatures or pressures as high as other esterification methods, it may prove to be a cost-‐effective 341 esterification step in a 2-‐step conversion to FAME. This robustness of the reactor with respect to 342 lipid feedstocks allows biodiesel manufacturers employing this technology to greatly diminish their 343 feedstock costs. Because feedstock costs are a dominant expense in producing biodiesel, it could 344 lower the price of biodiesel to a level that is more competitive with petroleum diesel. 345
3.4 Esterification of Trap Grease Lipids 346 Trap grease is a waste byproduct of the food service industry that contains water, lipids, 347 detergents, food particles and other waste. Trap grease is collected in grease interceptors, which are 348 storage tanks ranging from a few gallons to several thousand gallons. Grease interceptors remove 349 grease and sediments from kitchen effluent that could otherwise enter the sewage systems and 350 cause blockages. Grease interceptors are required by law to be emptied at specific intervals, usually 351 by commercial grease handlers, who are paid to pump and remove trap grease and then must pay to 352 process and dispose of the grease properly. If the lipids could be separated from trap grease and 353 converted to FAME, then the feedstock cost of the resulting biodiesel process can be a fraction of 354 that for refined soybean lipids and other conventional sources of TAG [2, 4]. 355
Trap grease samples (Figure 5(a)) from Russell Reid, a commercial waste management 356 company, were heated and gently stirred in the lab. The heating allowed the lipid, water, and 357 sediment layers to separate (Figure 5(b)) so that the lipid layer could be collected and filtered (Figure 358 5(c)). Once filtered, the trap grease lipids were used as a lipid feedstock in the bubble column 359 reactor and converted into FAME (Figure 5(d)) using sulfuric acid and occasionally para-‐360 toluenesulfonic acid (PTSA) as catalysts; the latter was used in the reactor in the same manner as the 361 sulfuric acid catalyst. The FAME produced had a visibly lower viscosity than the lipid layer of the trap 362 grease. Also, although the trap grease lipids solidified at room temperature; the crude FAME 363 produced from those lipids remained a liquid at temperatures below 10°C. 364

Submitted to Fuel Processing Technology – February 2014
11
Figure 5(e) displays the conversion versus time for FFA from trap grease with the oleic acid 365 conversion data shown for comparison. The reaction of trap grease lipids to FAME was roughly 50% 366 slower than pure oleic acid with approximately 95% conversion achieved in about 110 minutes. 367 Additionally, it was observed during experiments that the typical 0.1% (w/w) acid catalyst was not 368 sufficient for esterification of trap grease lipids; instead 1% (w/w) catalyst was used for the 369 experiments in Figure 5(e). The need for higher catalyst concentration could indicate that an 370 unknown contaminant in the trap grease is consuming the acid catalyst before a reaction proceeds. 371
4 Conclusions 372 A bubble column reactor that converts free fatty acids to fatty acid alkyl esters (for use as 373 biodiesel) was tested and developed. The bubble column reactor achieves conversion of over 95% of 374 free fatty acid to fatty acid methyl esters in less than two hours for a variety of reaction conditions. 375 For example, with a sulfuric acid catalyst concentration of 0.1 wt%, a reaction temperature of about 376 120°C and ambient pressure, a methanol to fatty acid molar ratio of less than 3:1, and bubbling 377 alcohol vapor through the reactor at a flow rate of 0.034 moles of alcohol per mole of FFA per 378 minute into liquid, the time to 95% conversion is about 70 minutes. At higher methanol feed 379 flowrates, the time to 95% conversion decreases to about 40 minutes but requires a methanol to 380 fatty acid molar ratio of five or higher. The reactor is effective with low-‐quality alcohol feedstocks 381 containing water and is robust for different types of alcohol feed. Because of these attributes, the 382 reactor is potentially useful for conversion of low-‐value alcohols and low-‐value lipids into biodiesel. 383 As a result of potentially lowering the feedstock costs, the cost of producing biodiesel from 384 renewable resources could be lowered substantially. 385
Acknowledgments 386 The authors would like to thank Brittany Preston for her work with NMR analysis, 387 Minhazuddin Mohammed for his research on biofuels and a model for the bubble column reactor, 388 Drexel University’s Chemistry Department for use of their 500 MHz NMR, Jacklyn Briguglio for her 389 work with filtering of trap grease, Megan Hums for consultation on process impacts, and Gary 390 Weiner Russell Reid for supplying trap grease samples. Work was funded by EPA P3 Design Award: 391 SU-‐83352401. 392
Supplemental Documentation 393 The supplemental documentation submitted with this paper includes NMR spectra used to 394 determine FAME content in mixed feedstock studies and conversion data documenting the effect of 395 catalyst concentration on conversion. 396
References 397 [1] J. Van Gerpen, Biodiesel processing and production, Fuel Processing Technology, 86 (2005) 1097-‐398 1107. 399 [2] K.S. Tyson, J. Bozell, R. Wallace, E. Petersen, L. Moens, Biomass Oil Analysis: Research Needs and 400 Recommendations, in, NREL, Golden Colorado, 2004. 401

Submitted to Fuel Processing Technology – February 2014
12
[3] A.A. Apostolakou, I.K. Kookos, C. Marazioti, K.C. Angelopoulos, Techno-‐economic analysis of a 402 biodiesel production process from vegetable oils, Fuel Processing Technology, 90 (2009) 1023-‐1031. 403 [4] M. Haas, Improving the Economics of Biodiesel Production Through the use of Low Value Lipids as 404 Feedstocks: Vegetable Oil Soapstock, Fuel Processing Technology, 86 (2005) 1087 -‐ 1096. 405 [5] J.M. Marchetti, V.U. Miguel, A.F. Errazu, Techno-‐economic study of different alternatives for 406 biodiesel production, Fuel Processing Technology, 89 (2008) 740-‐748. 407 [6] Y. Zhang, Biodiesel production from waste cooking oil: 1. Process design and technological 408 assessment, Bioresource Technology, 89 (2003) 1-‐16. 409 [7] Y. Zhang, M.A. Dubé, D.D. McLean, M. Kates, Biodiesel production from waste cooking oil: 2. 410 Economic assessment and sensitivity analysis, Bioresource Technology, 90 (2003) 229-‐240. 411 [8] D. Samios, F. Pedrotti, A. Nicolau, Q.B. Reiznautt, D.D. Martini, F.M. Dalcin, A Transesterification 412 Double Step Process — TDSP for biodiesel preparation from fatty acids triglycerides, Fuel Processing 413 Technology, 90 (2009) 599-‐605. 414 [9] S.V. Ghadge, H. Raheman, Biodiesel production from mahua (Madhuca indica) oil having high free 415 fatty acids, Biomass and Bioenergy, 28 (2005) 601-‐605. 416 [10] A.N.A. Aryee, F.R. van de Voort, B.K. Simpson, FTIR determination of free fatty acids in fish oils 417 intended for biodiesel production, Process Biochemistry, 44 (2009) 401-‐405. 418 [11] M.G. Varanda, G. Pinto, F. Martins, Life cycle analysis of biodiesel production, Fuel Processing 419 Technology, 92 (2011) 1087-‐1094. 420 [12] M. Berrios, J. Siles, M. Martin, A. Martin, A kinetic study of the esterification of free fatty acids 421 (FFA) in sunflower oil, Fuel, 86 (2007) 2383-‐2388. 422 [13] T. Kocsisova, J. Cvengro, J. Lutisan, High-‐temperature esterification of fatty acids with methanol 423 at ambient pressure, European Journal of Lipid Science and Technology, 107 (2005) 87-‐92. 424 [14] I.L. Lucena, R.M.A. Saboya, J.F.G. Oliveira, M.L. Rodrigues, A.E.B. Torres, C.L. Cavalcante, E.J.S. 425 Parente, G.F. Silva, F.A.N. Fernandes, Oleic acid esterification with ethanol under continuous water 426 removal conditions, Fuel, 90 (2011) 902-‐904. 427 [15] E. Santacesaria, R. Tesser, M. Di Serio, M. Guida, D. Gaetano, A. Garcia Agreda, F. Cammarato, 428 Comparison of Different Reactor Configurations for the Reduction of Free Acidity in Raw Materials 429 for Biodiesel Production, Industrial & Engineering Chemistry Research, 46 (2007) 8355-‐8362. 430 [16] F.A.P. Voll, C. da Silva, C.C.R.S. Rossi, R. Guirardello, F. de Castilhos, J.V. Oliveira, L. Cardozo-‐Filho, 431 Thermodynamic analysis of fatty acid esterification for fatty acid alkyl esters production, Biomass and 432 Bioenergy, 35 (2011) 781-‐788. 433 [17] Z.-‐M. Wang, J.-‐S. Lee, J.-‐Y. Park, C.-‐Z. Wu, Z.-‐H. Yuan, Optimization of Biodiesel Production from 434 Trap Grease via Acid Catalysis, Korean Journal of Chemical Engineering, 25 (2008) 670-‐674. 435 [18] B.D. Wahlen, B.M. Barney, L.C. Seefeldt, Synthesis of Biodiesel from Mixed Feedstocks and 436 Longer Chain Alcohols Using an Acid-‐Catalyzed Method, Energy & Fuels, 22 (2008) 4223-‐4228. 437 [19] USDA, National Weekly Ag Energy Round-‐Up, in: USDA Livestock, Poultry & Grain Market News, 438 United States Department of Agriculture, Des Moines, Iowa, 2014. 439 [20] DELCORA, Resolution NO. 2013-‐21, in: Hauled Waste Rates, Delaware County Regional Water 440 Control Authority, Chester, PA, 2013. 441 [21] M. Canakci, The potential of restaurant waste lipids as biodiesel feedstocks, Bioresource 442 Technology, 98 (2007) 183-‐190. 443 [22] K.S. Tyson, DOE analysis of fuels and coproducts from lipids, Fuel Processing Technology, 86 444 (2005) 1127-‐1136. 445 [23] W.W. Berry, B.J. Ratigan, Process of making alkyl esters of free fatty acids, in, Philadelphia Fry-‐o-‐446 Diesel Inc., US, 2010. 447

Submitted to Fuel Processing Technology – February 2014
13
[24] ASTM, Standard Test Method for Acid Number of Petroleum Products by Potentiometric 448 Titration, in, ASTM International, West Conshohocken, PA. 449 [25] AOCS, Acid Value, in: AOCS Methods for Biodiesel Feedstock Quality, American Oil Chemists 450 Society, Urbana, IL. 451
452
453
454
Figure 1: Schematic of reactor showing bubbling action of reactor and Water and Methanol transfer 455 between liquid and vapor phase. 456
457

Submitted to Fuel Processing Technology – February 2014
14
458
459
460 Figure 2: Effect of methanol flowrate on conversion of FFA to FAME in a bubble column reactor. (a) 461 conversion versus time, (b) Amount of methanol fed to the reactor that passes through the reactor 462 without reacting as a function of time with black dashed line indicating the time at which 95% 463 conversion to FAME is achieved, (c) effect of methanol flow rate on the time to reach 95% conversion 464 (blue triangles, left axis) and excess methanol at 95% conversion (red square, right axis). 465
0
20
40
60
80
100
0 20 40 60 80 100 120
FFA Co
nten
t (%)
Time (min)
3.5 mL/min 2.57 mL/min 1.75 mL/min 1.16 mL/min 0.75 mL/min 0.43 mL/min 0.20 mL/min
0 1 2 3 4 5 6 7 8
0 20 40 60 80 100 120
Unreacted
Metha
nol R
a>o
Time (minutes)
6.2 min
8.7 min
12.3 min
19.1 min
29.1 min
52.5 min
95% conversion
113.5 min
0
1
2
3
4
5
6
7
0
20
40
60
80
100
120
140
160
180
0 0.05 0.1 0.15 0.2
Unreacted
Metha
nol R
a>o
Time to 95%
con
version of FFA
(m
inutes)
Normalized MeOH Feed Rate (1/min)
Time to 95% conversion (lew axis)
Excess MeOH at 95% conversion (right axis)
(a)
(b)
(c)

Submitted to Fuel Processing Technology – February 2014
15
466
Figure 3: Measured FFA content during reactions in bubble column reactor during experiment 467 measuring the effect of varying alcohol quality at constant catalyst concentration and a constant 468 methanol flowrate of 0.75 mL/min. Methanol (MeOH) and Ethanol (EtOH) were used as the alcohols 469 with varying water content (on a volume basis). 470
471
472
0
10
20
30
40
50
60
70
80
90
100
0 20 40 60 80 100 120
FFA Co
nten
t (%)
Time (minutes)
Pure MeOH 90:10 MeOH:H2O 80:20 MeOH:H2O Pure EtOH 90:10 EtOH:H2O 80:20 EtOH:H2O

Submitted to Fuel Processing Technology – February 2014
16
Figure 4: Performance of bubble column reactor for lipids containing a mixture of FFA/TAG (%v/v) (a) 473 Change in acid number from titration versus time, (b) Percent of initial acid number versus time, (c) 474 FAME content from NMR versus time, and (d) acyl glyceride content versus time. 475
476
477
0
20
40
60
80
100
120
140
160
180
200
0 15 30 45 60 75 90
Acid Num
ber (mg KO
H/g sample)
Time (minutes)
100/0
90/10
50/50
10/90
0
10
20
30
40
50
60
70
80
90
100
0 15 30 45 60 75 90
FAME Co
nten
t (% of fax
y acid chains)
Time (minutes)
100/0 90/10 50/50 10/90
0
10
20
30
40
50
60
70
80
90
100
0 15 30 45 60 75 90
Acid Num
ber/Ini>al Acid Num
ber (%)
Time (minutes)
100/0
90/10
50/50
10/90
0
10
20
30
40
50
60
70
80
90
100
0 15 30 45 60 75 90
Acyl glycerid
e faNy acid Con
tent
(% Fax
y acid chains)
Time (minutes)
10:90
50:50
90:10
(a)
(b)
(c)
(d)

Submitted to Fuel Processing Technology – February 2014
17
478
479
Figure 5: Esterification of FFA from trap grease in a bubble column reactor. (a-‐d) Photos of various 480 stages of trap grease processing: (a) raw trap grease (b) layers after heating and settling trap grease 481 from top to bottom: lipid, floating solids, water, sediment (c) trap grease lipids (FOG) in solid state at 482 room temperature (d) crude trap grease FAME in liquid state at room temperature. (e) Changes in 483 acid number versus time of lipid layer of trap grease in bubble column reactor with oleic acid reaction 484 results for comparison. In these experiments the acid catalyst was p-‐toluenesulfonic acid (PTSA). 485
486
487
488
489
490
491
(a) (b) (c) (d)
0 20 40 60 80
100 120 140 160 180 200
0 20 40 60 80 100 120
Acid num
ber (mg KO
H/g oil)
Time (minutes)
Trap Grease 1% PTSA 0.75 mL/min Oleic acid 1% PTSA, 0.75 mL/min
(e)
(e)

Submitted to Fuel Processing Technology – February 2014
18
492
Table 1: Representations for alcohol flow rates for experiments shown in Figure 2. 493
Volumetric Flow rate of liquid MeOH (mL/min)
Molar flow rate of MeOH (mol/min)
MeOH flow normalized by FFA0 (1/min)
Time to stoichiometric delivery of MeOH (min)
3.5 0.0859 0.1617 6.2 2.57 0.0631 0.1146 8.7 1.75 0.0430 0.0816 12.3 1.16 0.0285 0.0523 19.1 0.75 0.0184 0.0343 29.1 0.43 0.0106 0.0190 52.5 0.2 0.0049 0.0088 113.5 494
495