Embed Size (px)
Citation preview

Reversible stress changes at all stages of Volmer–Weber film growthC. Friesen, S. C. Seel, and C. V. Thompson
Citation: Journal of Applied Physics 95, 1011 (2004); doi: 10.1063/1.1637728 View online: http://dx.doi.org/10.1063/1.1637728 View Table of Contents: http://scitation.aip.org/content/aip/journal/jap/95/3?ver=pdfcov Published by the AIP Publishing Articles you may be interested in Fast and slow stress evolution mechanisms during interruptions of Volmer-Weber growth J. Appl. Phys. 115, 043521 (2014); 10.1063/1.4863600 In situ stress evolution of Co films sputtered onto oxidized Si (100) substrates J. Appl. Phys. 99, 033509 (2006); 10.1063/1.2168243 Intrinsic tensile stress and grain boundary formation during Volmer–Weber film growth Appl. Phys. Lett. 81, 1204 (2002); 10.1063/1.1494459 The dynamic competition between stress generation and relaxation mechanisms during coalescence ofVolmer–Weber thin films J. Appl. Phys. 89, 4886 (2001); 10.1063/1.1352563 Tensile stress evolution during deposition of Volmer–Weber thin films J. Appl. Phys. 88, 7079 (2000); 10.1063/1.1325379
[This article is copyrighted as indicated in the article. Reuse of AIP content is subject to the terms at: http://scitation.aip.org/termsconditions. Downloaded to ] IP:
68.41.168.191 On: Fri, 25 Apr 2014 06:50:14

Reversible stress changes at all stages of Volmer–Weber film growthC. Friesen, S. C. Seel,a) and C. V. Thompsonb)
Department of Materials Science and Engineering, M.I.T., Cambridge Massachusetts 02139
~Received 27 August 2003; accepted 7 November 2003!
Stresses caused by Volmer–Weber growth of polycrystalline Cu films have been measuredin situduring: Island nucleation and growth, island coalescence, and post-coalescence film thickening.Growth interruptions followed by resumption of growth resulted in the observation of reversiblestress changes in all regimes. Reversible stress changes in the pre-coalescence and post-coalescenceregimes are similar in that: The stress evolves in the tensile direction during growth interruptions,the initial rate of stress evolution is significantly faster when growth is resumed than when growthis first interrupted, and the magnitude of the reversible stress change increases with increasingpre-interruption deposition rate. It is argued that reversible stress changes are associated withchanges in adatom and other surface defect concentrations, corresponding with changes in thegrowth flux. It is shown that the change in stress-thickness product with changing film thickness~theinstantaneous stress! can be related to the adatom–surface interaction energy. High sensitivity stressmeasurements were made at a rate of 1000 measurements per second, and the instantaneous stressat the initiation of growth was measured at all stages of growth. The initial instantaneous stress andthe adatom–surface interaction energy increased in the pre-coalescence regime and reached a fixed,maximum value once coalescence had occurred. The measured interaction energy in thepost-coalescence regime is 0.6760.1 eV, which corresponds well with values calculated usingmolecular dynamics. ©2004 American Institute of Physics.@DOI: 10.1063/1.1637728#
INTRODUCTION
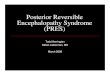
Large residual stresses, both compressive and tensile, de-velop during the deposition of thin films. An understandingof the relationships between stress evolution and the physicalprocesses of film formation has developed in recent years,but many unresolved questions are still in debate.1 Whilelattice mismatch is the dominant source of stress in epitaxialsystems, the majority of film-substrate combinations result inVolmer–Weber growth without lattice matching. In thisgrowth mode, isolated islands nucleate, grow to impinge-ment, and coalesce to form grain boundaries. Further coales-cence produces percolated island networks and channel fill-ing, eventually resulting in a continuous film. For films thatgrow by the Volmer–Weber mechanism at relatively highhomologous temperatures, the stresses evolve from initiallycompressive, then to tensile, and back to compressivestates.2,3 Figure 1 schematically illustrates stress evolutionduring film deposition, as a function of film thickness, andstress evolution during an interruption of growth, as a func-tion of time. The product of the film stress and the filmthickness is plotted in Fig. 1 because the ‘‘stress-thickness’’product is proportional to the experimentally measured quan-tity, typically the substrate curvature. During the pre-coalescence stage, isolated islands exert a force on the sub-strate consistent with a compressive stress~region A!. Itshould be noted that before reaching film continuity, the‘‘film thickness’’ is defined as the equivalent thickness of aflat continuous film having the same mass as the discontinu-
ous film. As deposition proceeds, a tensile stress develops asislands impinge and coalesce~region B!. Once the film iscontinuous, the stress decreases with further film thickeningand evolves into a net compressive state with a nearly con-stant slope; the magnitude of the slope is termed the ‘‘steady-state’’ stress~region C!. If growth is interrupted during thepost-coalescence stage, the stress in the film evolves towardsa tensile stress~region D!. This evolution in stress during agrowth interruption is reversible in that once growth is re-sumed, the stress returns to the pre-interrupt stress-thicknessmagnitude and rate of change~region E!.4–6
Development of a tensile stress during island coales-cence is widely accepted as being due to the process of grainboundary formation.7–10 Islands strain towards each other toform a single, relatively low-energy grain boundary whileeliminating the energies of two free surfaces, at the expenseof an associated strain energy. The magnitude of the tensilestress depends strongly on the island radius~i.e., the surface-to-volume ratio!, the relative magnitudes of the surface andgrain boundary energies, and the island-substrate contactangle.11,12
The origin of the compressive stress observed in the pre-coalescence and post-coalescence stages of growth is lesswell understood. Abermannet al. proposed that islandgrowth results in a Laplace pressure due to the effects ofsurface stress on islands that are well adhered to thesubstrate,13 and that the post-coalescence stress is the propa-gation of this capillarity-induced strain into the continuousfilm.14 Cammarata et al. quantitatively formalized theLaplace pressure model by suggesting that the lattice param-eter of an island is ‘‘locked-in’’ once traction is achieved atthe island–substrate interface.15
a!Present address: Sandia National Laboratories, Surface and Interface Sci-ences Division, Albuquerque, NM.
b!Electronic mail: [email protected]
JOURNAL OF APPLIED PHYSICS VOLUME 95, NUMBER 3 1 FEBRUARY 2004
10110021-8979/2004/95(3)/1011/10/$22.00 © 2004 American Institute of Physics
[This article is copyrighted as indicated in the article. Reuse of AIP content is subject to the terms at: http://scitation.aip.org/termsconditions. Downloaded to ] IP:
68.41.168.191 On: Fri, 25 Apr 2014 06:50:14

Spaepen illustrated a possible mechanism for the post-coalescence compressive stress due to extra-atom incorpora-tion at adjacent compressive ledges at the surface.16 In an-other model, Spaepen postulated that the reversible stressbehavior during growth interruptions results from the forma-tion of excess ledges during deposition that are eliminatedwhen growth is stopped.16 More recently, Chasonet al. pro-posed that the post-coalescence compressive stress and re-versible stress behavior are associated with the trapping ofatoms in nonequilibrium states in grain boundaries duringfilm growth.17
To investigate the origins of dynamic stress generationduring Volmer–Weber growth, we have performedin situstress measurements during evaporative deposition of Cu onamorphous substrates in an ultrahigh vacuum~UHV! envi-ronment. Specifically, we have focused on the evolution ofstress during interruptions in growth~and upon resumptionof deposition! during both the pre- and post-coalescence re-gimes. Using a new capacitance technique for monitoringsubstrate deflection, we are able to make highly sensitivestress measurements and monitor stress evolution at sam-pling rates of 1 kHz. The latter allows detailed investigationof stress evolution immediately after growth is initiated andimmediately after growth is interrupted.
In what follows, it is shown that a reversible stress evo-lution during growth interruptions occurs inall of the re-gimes of film formation, and that the magnitude of the re-versible stress change depends on the deposition rate.Furthermore, it is shown that when growth is resumed, thepartial derivative of the stress-thickness product with respectto thickness is of order 1–10 GPa. The magnitude of thereversible stress change increases as the pre-interruptiondeposition rate is increased in both the pre- and post-coalescence regimes, and in the post-coalescence regime thesteady-state stress decreases and the reversible stress in-creases with an increase in deposition rate, but are indepen-dent of film thickness. The observed reversible stress behav-ior is interpreted in terms of the dynamics of an evolvingadatom population in the early stages of growth and as
atomic-scale roughening occurs at longer times. A thermody-namic approach is used to extract the magnitude of the sur-face stress changes associated with the adatom–surface in-teraction from experiments, and a comparison withmolecular-dynamics calculations is made.
EXPERIMENTS
Experimental apparatus
All Cu films in this study were deposited on amorphoussubstrates using e-beam evaporation in a UHV environment.Deposition rates were controlled using a crystal quartz moni-tor. Film-stress-induced bending of cantilever substrates wasmonitoredin situ during film deposition and growth interrup-tions. Two different deposition systems were used: A Balzersvacuum system with a base pressure of 331029 Torr and aPerkin–Elmer vacuum system with a base pressure of 5310210Torr. Deposition is initiated by removing a shutterfrom the path between the source and the substrate, whichcan be done in less than 10 ms.
Three unique stress-monitoring devices were used tocollect data during deposition and growth interruptions. Thefirst device functions through measurement of the deflectionof a cantilever sample, using positional detection of a laserbeam reflected from the cantilever tip. The laser, cantilever,detector~a split diode!, and other required optical devices~lenses and mirrors! were built as a single, rigidly integratedassembly that was placed fully within the vacuum system, sothat only an electrical feedthrough was required forin vacuouse. As a fixed assembly, this system is significantly moreresistant to error associated with vibration than other laserdeflection detection systems. In the experiments describedbelow, 142 mm-thick borosilicate ‘‘glass’’ substrates werecleaned with trichloroethane followed by acetone, then byisopropyl alcohol, and finally rinsed with 18 MV deionizedwater. Prior to stress measurements, a 100 nm Cu film wasdeposited on the backside of each cantilever to improve thelaser reflectivity.
The second device is also a cantilever-curvature basedstress sensor and functions by measuring the changes in ca-pacitance between the cantilever substrate and a fixed sens-ing electrode. All components of the device, including thecapacitance sensor and cantilever clamp, were machined di-rectly into a single piece of glass-ceramic. The monolithicdesign removes placement error normally associated withother cantilever-curvature based stress measurements, and al-lows for the introduction of the device through a sampleload-lock in the UHV system. The borosilicate ‘‘glass’’ sub-strates were cleaned as previously described and one sidewas coated with a 100 nm-thick Cu film to act as a conductorfor the capacitance measurement. The substrate is mountedat a distance of 100mm from the detector, and the device,cabling, and circuitry were designed to yield an output signalthat is linear with the separation distance. The device isdriven with a 15 kHz sinusoidal potential and has a responsefrequency of 1 kHz, allowing for high rate data acquisition.
The third device also allows electricalin situ stress mea-surement and functions through measurements of the pi-ezoresistive response of resistors fabricated within the sur-
FIG. 1. Schematic representation of the evolution of the stress-thicknessproduct during evaporative growth of metallic Volmer–Weber films as afunction of time. The lettered regions of the plot correspond to: The growthat a constant deposition flux in the pre-coalescence regime~A!, in the coa-lescence regime~B!, and after the film is continuous~C!. D corresponds toa period of interrupted growth and E indicates the response when the growthprocess resumed.
1012 J. Appl. Phys., Vol. 95, No. 3, 1 February 2004 Friesen, Seel, and Thompson
[This article is copyrighted as indicated in the article. Reuse of AIP content is subject to the terms at: http://scitation.aip.org/termsconditions. Downloaded to ] IP:
68.41.168.191 On: Fri, 25 Apr 2014 06:50:14

face of 20mm thick single-crystal Si microcantilevers.18 Thecantilevers were fabricated from~110! Si wafers, for whichboron-implanted resistors oriented along^110& in-plane di-rections have a large piezoresistive response, and resistorsoriented along001& in-plane directions do not. Three^001&resistors and one110& resistor were connected in a Wheat-stone bridge structure, and the piezoresistance in the^110&resistor was used to characterize the biaxial stress in the sub-strate surface that results from film deposition. Incorporationof the^001& resistors allows for corrections due to changes inthe substrate temperature during deposition. Separate^001&resistors were also created to allow for temperature measure-ments during deposition.
The first and third of these three devices were exclu-sively used in the Balzers vacuum system, while the seconddevice was used exclusively in the Perkin–Elmer system. Inthe upper left hand corner of each figure, the device used willbe signified by ‘‘piezo,’’ ‘‘laser,’’ or ‘‘cap’’ for the piezore-sistive, laser, and capacitance devices, respectively.
The effect of temperature on the measured stress
Deposition of the Cu films involved electron beam heat-ing of a Cu source sixteen inches from the sample. Thesample was shielded from the thermionic emitter by a Cuguard that reduces the degree of radiative heating to thatemitted by the Cu source.
Radiative heating from the Cu source was characterizedin two ways. First, the substrate was exposed to the sameradiant conditions as during deposition, absent the depositionflux. This was accomplished by performing a deposition witha glass slide in the path of the evaporant flux. The stress-thickness associated with the thermal load could then bemeasured as a function of the effective thickness. Initially,the glass is transparent and all of the radiation passes throughthe slide. However, as the thickness of the film deposited onthe glass grows the degree of opacity increases, eventuallyallowing little radiation to pass through. Figure 2 shows anoverlay of the stress-thickness for a deposition and the stress-thickness associated with heating. The deposition was carriedout at 0.1 nm/s, so the heating-only data has been plotted so
that 10 nm equals 100 s. The initial change in stress thick-ness due only to heating~when the shutter is first opened!would be comparable~at this deposition rate! to an initialinstantaneous stress of 0.032 GPa, which is far below theinitial instantaneous stress observed when growth is initiated,either the first time~as illustrated in Fig. 2! or after a growthinterruption. Initially the change in stress-thickness associ-ated with heating increases approximately linear, but as thethickness approaches approximately 25 nm the curve levelsoff, presumably due to the increasing opacity of the glassslide.
As mentioned earlier, measurements of temperature werealso made using001& resistors in the piezoresistor device. Atemperature measurement made in this way is also shown inFig. 2, and corresponds to approximately20.075 N/m afterapproximately 2 nm of deposition. This compares well withthe other the measurement described above. These character-izations are important in establishing the small contributionof thermal effects to the stress-thickness measurements madeduring growth interruptions around these film thicknesses.The maximum component of the reversible stress that is dueto temperature is exactly the value of the thermally inducedstress. It is also significant that the rate of development ofheating-induced stress change at the onset of deposition isrelatively low, especially compared to the changes associatedwith the Cu deposition that are the focus of this paper.
Growth interruptions in the post-coalescence regime
Three different quantities relating to the stress state of afilm will be discussed. As mentioned earlier, the stress-thickness ~i.e., the product of the film stress and mass-equivalent thickness! is typically reported since it is propor-tional ~via substrate elastic properties and thickness! to thesubstrate curvature measured duringin situ stress monitor-ing. The ‘‘average film stress’’ is the stress-thickness dividedby the corresponding film thickness. Finally, the instanta-neous stress, given by the partial derivative of the stress-thickness with respect to thickness, is interpreted~in the ab-sence of significant stress-modifying mechanisms within thebulk of the film! as the stress associated with the addition ofan infinitesimal thickness of deposited material.
In addition to the film stress values defined above, sev-eral other terms used in this work are defined in Fig. 3. Thisfigure shows a schematic representation of the stress-thickness behavior prior to, during, and after a growth inter-ruption ~similar to regions D and E of Fig. 1!. sss
2 and sss1
are the steady-state instantaneous stresses observed prior to agrowth interrupt and long after resumption of growth, re-spectively. For the purposes of the following discussion, thesteady state is defined by a change in stress-thickness withtime of 0.001 N/m•s or less. As will be discussed later, inassociation with Fig. 8, a true steady state is rarely achieved.The growth interruption relaxation time,t rlx , characterizesthe time required after an interruption to approach a steady-state stress. The growth interrupt recovery time,t rec, char-acterizes the time required after growth is resumed to ap-proach a steady state, defined as 0.001 N/m•s-sss
1 ~convertedto units of time!. D(s2h) rlx is the change in stress-
FIG. 2. The typical stress-thickness evolution seen for evaporative growthof Cu at room temperature~Solid curve!. The stress changes associated withheating of a cantilever exposed to the heat of the e-beam source but not thedeposition flux~dashed!. The stress associated with heating measured usinga piezoresistive device~square!.
1013J. Appl. Phys., Vol. 95, No. 3, 1 February 2004 Friesen, Seel, and Thompson
[This article is copyrighted as indicated in the article. Reuse of AIP content is subject to the terms at: http://scitation.aip.org/termsconditions. Downloaded to ] IP:
68.41.168.191 On: Fri, 25 Apr 2014 06:50:14

thickness during the entire growth interruption, andD(s2h)rec is the magnitude of the recovered stress-thicknessafter sss
1 is reached. Finally, the initial instantaneous stress,just after the shutter is opened to resume growth is defined as(](s2h)/]h) init .
A typical stress-thickness curve observed as a functionof film thickness for Cu deposited at 0.1 nm/s at room tem-perature is shown in Fig. 4. The time-dependent stress-thickness behavior during the growth interrupt ath5135 nm is shown in the inset. During the initial pre-coalescence regime, in which the majority of the islands areisolated on the substrate surface, a maximum compressives2h of 0.8 N/m develops. The tensile regime resulting fromisland coalescence leads to a maximums2h of approxi-mately 2.3 N/m. Finally, in the post-coalescence regime, a
steady-state compressive stresssss2 of approximately 200
MPa develops. During the 15 minute growth interruption ath5135 nm, aD(s2h) rlx of 3.8 N/m was observed with at rlx of approximately 310 seconds. When growth was re-sumed, sss
1 rapidly approached the value ofsss2 with a
D(s2h)rec approximately equal toD(s2h) rlx . It was alsofound thatt rec was 20 seconds, which is significantly shorterthant rlx , demonstrating a kinetic asymmetry in the revers-ible stress-thickness evolution during growth interruptions.
In another experiment, stress evolution during threegrowth interruptions ath525, 55, and 85 nm was character-ized during deposition of a Cu film at 0.1 nm/s at roomtemperature. The time-dependent evolution during the inter-ruptions is plotted in terms of both stress-thickness and av-erage stress as a function of time in Fig. 5. The magnitude ofD(s2h) rlx is 2.5, 6.0, and 8.5 N/m for the interruptions ath525, 55, and 85 nm, respectively. However, as seen in Fig.5~b!, the magnitude of the average relaxed stressD(s2h) rlx /h ~approximately equal to 90610 MPa! does notdepend strongly on the film thickness at which growth wasinterrupted. Also,t rlx is 180, 670, and 1200 seconds for the25, 55, and 85 nm interruptions, respectively.
The effects of different pre-interruption deposition rateswere also studied during growth of continuous Cu films atroom temperature. Figure 6 shows the effects of interruptedgrowth after three different growth rates in the post-coalescence regime. The evolution of both the stress-thickness and average stress as a function of time during the
FIG. 3. A schematic diagram defining:sss2 the ‘‘steady-state’’ pre-interrupt
instantaneous stress,sss1 the steady state instantaneous stress during growth,
t rlx the growth interruption relaxation time,t rec the growth interruptionrecovery time,D(s2h) rlx the change in stress-thickness during the entiregrowth interruption,D(s2h)rec the magnitude of the recovered stress-thickness aftersss
1 is reached, and (](s2h)/]h) init the initial instantaneousstress when growth is resumed after a growth interruption.
FIG. 4. The typical stress-thickness evolution as a function of thickness forCu deposition on borosilicate glass. At 135 nm, the growth flux was inter-rupted and subsequently resumed, resulting in the observation of a reversiblestress change. The inset shows the stress-thickness evolution during theinterruption.
FIG. 5. ~a! Stress-thickness versus time during growth interruptions duringdeposition of a Cu film. The curves have been replotted with commonstress-thickness and time origins.~b! The same curves replotted as averagestress~i.e., stress-thickness divided by film thickness! versus time.
1014 J. Appl. Phys., Vol. 95, No. 3, 1 February 2004 Friesen, Seel, and Thompson
[This article is copyrighted as indicated in the article. Reuse of AIP content is subject to the terms at: http://scitation.aip.org/termsconditions. Downloaded to ] IP:
68.41.168.191 On: Fri, 25 Apr 2014 06:50:14

growth interruption are shown in Fig. 7. The values oft rlx
were 450, 800, and 1750 seconds for growth interruptions ath525, 55, and 85 nm, respectively. For the interruptions ath525 and 55 nm, the values oft rec were 9 and 300 seconds,respectively. This data, like the data shown in Fig. 4, displaysa significant kinetic asymmetry between the characteristicrelaxation and recovery times. Comparison with the data pre-sented in Fig. 5~b! demonstrates that the average relaxedstressD(s2h) rlx /h is not significantly affected by the filmthickness at which growth is interrupted@Fig. 5~b!# but issignificantly affected by the deposition rate prior to a growthinterruption@Fig. 7~b!#.
Note that for the experiments illustrated in Fig. 6, thedevelopment of a true steady-state stress-thickness evolutionin which the instantaneous stress is time-invariant, is notattained. To explore the effect of deposition rate on theap-proach to a steady state behavior, a separate set of experi-ments was carried out in which the deposition rate waschanged, without a growth interruption, after a 35 nm-thickcontinuous film had been deposited onto a SiN-coated,single-crystal Si cantilever. In one experiment, the initialdeposition rate was 0.1 nm/s and the deposition rate wasincreased to 0.2 nm/s@Fig. 8~a!#. In a second experiment, theinitial deposition rate was 0.2 nm/s and was lowered to 0.1nm/s @Fig. 8~b!#. In both cases there is a relatively rapidchange in the stress-thickness, corresponding to the rapid
FIG. 6. Stress-thickness versus film thickness before and after growth inter-ruptions during deposition of Cu at different deposition rates.
FIG. 7. Growth interruption data corresponding to Fig. 6:~a! Stress-thickness versus time during growth interruptions during deposition of Cufilms of different thicknesses. The deposition rate prior to each growth in-terruption was different. The curves have been replotted with commonstress-thickness and time origins.~b! The same curves replotted as averagestress~i.e., stress-thickness divided by film thickness! versus time.
FIG. 8. Plots of the stress-thickness for three experiments in which thedeposition rate was changed at a thickness of 35 nm.~a! 0.1 nm/s depositionfollowed by deposition at 0.2 nm/s, without an interruption.~b! 0.2 nm/sdeposition followed by deposition at 0.1 nm/s, without an interruption.~c!0.2 nm/s deposition followed by a deposition at 0.1 nm/s, with an interrup-tion. The continuation of the solid curve past 35 nm corresponds to thestress-thickness evolution during the interrupt, the ‘‘1’’ curve correspondsto the stress evolution once growth was resumed~the data has been shiftedto coincide with the pre-interrupt stress-thickness and thickness!, and the‘‘ d’’ curve corresponds to the interrupt curve added to the ‘‘1’’ curve.
1015J. Appl. Phys., Vol. 95, No. 3, 1 February 2004 Friesen, Seel, and Thompson
[This article is copyrighted as indicated in the article. Reuse of AIP content is subject to the terms at: http://scitation.aip.org/termsconditions. Downloaded to ] IP:
68.41.168.191 On: Fri, 25 Apr 2014 06:50:14

changes seen in the early stages of a growth interruption.Even after extensive growth following the rate change, a truesteady state is not achieved. In fact, at longer growth times,at both growth rates, the stress-thickness begins to evolve inthe tensile direction.19 However, the instantaneous stress ath5100 nm is higher for continued growth at 0.1 nm/s than at0.2 nm/s, as observed when a growth interrupt is included. Ina third experiment, growth was carried out at 0.2 nm/s toh535 nm, and interrupted for a time equivalent to the con-tinuation at 0.1 nm/s in Fig. 8~b! ~650 s!. Growth was thenresumed at 0.1 nm/s and continued to a thickness of 100 nm.The results of this experiment are shown in Fig. 8~c!. Thecurve illustrating results for the post-interruption growth hasbeen shifted to align with the stress-thickness and thicknessimmediately before the interruption. Also shown is the sumof the post-interrupt stress-thickness during continuedgrowth and the corresponding stress-thickness during the in-terrupt. This net curve@the dotted curve in Fig. 8~c!# closelyresembles the post-rate-change portion of the curve in Fig.8~b!, indicating that the time dependent stress-thicknesschanges observed during a growth interruption also contrib-ute to the behavior observed during a deposition rate changewithout a growth interruption.
Growth interruptions in the pre-coalescence regime
The sensitivity of ourin situ stress measurement devicesallows the study of stress evolution during pre-coalescencegrowth interruptions. We have previously demonstrated thatgrowth interruptions in this regime also lead to reversiblestress changes.20 To better understand the origin of the re-versible stress evolution during interrupted growth in boththe pre- and post-coalescence regimes we have carried outadditional experiments in the pre-coalescence regime. Figure9 shows the results from a continuous deposition withoutinterruptions and a deposition with two growth interruptions.The results from the continuous deposition show the typicalstress-thickness pre-coalescence behavior. The results for thedeposition with interruptions are initially identical to thosefor the continuous deposition, within experimental error, butonce the first interruption occurs the behaviors diverge. InFig. 9, the inclusion of growth interruptions delays the onsetof the initial tensile rise. This delayed tensile rise is likely
associated with island coarsening during the growth interrup-tions, since island coalescence, which results in tensile stressgeneration, would occur at a larger film thickness. The peaksin the tensile stresses for the two experiments shown are atapproximately the same thickness. However, for experimentswith significantly longer interruptions in the pre-coalescenceregime the tensile maximum has been observed to shift to alarger thickness.
Figure 10 shows the evolution of stress-thickness as afunction of time for the experiment with interruptions shownin Fig. 9. A large compressive stress develops during the firstfew seconds of growth, and relaxes by approximately a fac-tor of one-half during the 180 second growth interruption.When growth is resumed,D(s2h)rec increases in the com-pressive direction by approximately 0.5 N/m, and more than90% of this stress is relaxed during the second 180 secondgrowth interruption. The third growth phase was continuedthrough the coalescence and into the post-coalescence re-gime. As in the post-coalescence regime, a large componentof the stress reversibly changes during the growth interrup-tion. Also, as in the post-coalescence regime, there is a ki-netic asymmetry in the reversible processes. In this experi-ment, t rec was approximately 5 seconds andt rlx wasapproximately 12 seconds for both interruptions.
Figure 11 shows the stress-thickness as a function oftime for four growth interruptions in another experiment. Inthis experiment there were a total of six growth interruptions,and seven corresponding growth cycles. The numbers as-signed to these seven growth periods correspond to theirtemporal sequence. The deposition flux for each of thegrowth periods was 0.1 nm/s, except for period 5, which wascarried out at a flux of 0.02 nm/s. Deposition periods 1–5consisted of a sequence of 1 nm depositions followed byapproximately 30 s growth interruptions. In the sixth growthperiod, the deposition was continued through the maximumin compressive stress-thickness and into the island coales-cence regime in which the stress eventually becomes tensile.Notice that in the succeeding growth evolution, the stressevolved into a tensile state, even though the stress state priorto the interruption was still compressive. It should also benoted that the rate at which the stress-thickness approachesthe maximum in compressive stress increases with an in-creasing number of growth cycles. This is presumably re-lated to the substrate coverage at the end of each interrupt,
FIG. 9. Plot of stress-thickness versus thickness for continuous depositionof Cu at a constant flux~dashed line! and for another experiment for depo-sition at the same constant rate but with two growth interruptions~solidline!.
FIG. 10. Plot presenting the stress-thickness as a function of time for theexperiment shown as the solid curve in Fig. 9.
1016 J. Appl. Phys., Vol. 95, No. 3, 1 February 2004 Friesen, Seel, and Thompson
[This article is copyrighted as indicated in the article. Reuse of AIP content is subject to the terms at: http://scitation.aip.org/termsconditions. Downloaded to ] IP:
68.41.168.191 On: Fri, 25 Apr 2014 06:50:14

and the time required to reinitiate island coalescence in eachgrowth cycle.D(s2h) rlx for the first four cycles was ap-proximately the same within experimental error~;0.28N/m!. In the fifth growth cycle, in which deposition wascarried out at a lower rate,D(s2h) rlx was 0.19 N/m, and inthe sixth cycle, which was continued into the coalescenceregime before interruption, yielded aD(s2h) rlx of 0.35N/m.
Initial instantaneous stress
Determination of the instantaneous stress, (](s2h)/]h) init , immediately after exposure of the substrate tothe deposition flux was achieved through high acquisitionrate data collection~1 kHz!. Figure 12 shows stress-thicknessmeasurements vs time during deposition of Cu at 0.2 nm/safter a growth interruption ath560 nm. In what is to follow,the instantaneous stress was determined by averaging themeasured stress-thickness in the first 150 ms of deposition~equivalent to averaging 150 data points!. Determination of
the instantaneous stress over smaller times lead to randomvariations in the determined value while determinations overlonger times lead to consistently lower values for the instan-taneous stress. As shown in Fig. 12, during the first 150 msof deposition~;1/15 of a monolayer!, the stress-thicknessdecreases by about 0.3 N/m, yielding an instantaneous stressof approximately210.3 GPa. The maximum instantaneousstress is observed just after the shutter is opened and decaysto the long-term compressive stress,sss
1 , observed duringthe previous growth cycle.
Several experiments, similar to that illustrated in Fig. 12,but at different deposition rates and after interruptions at dif-ferent film thicknesses were carried out, and the measuredvalues for (](s2h)/]h) init are compiled in Fig. 13. In oneset of experiments, Cu was deposited at 0.1 nm/s and growthinterruptions lasted 60 seconds, while in another set thedeposition rate was 0.2 nm/s and the growth interruptionswere 100 seconds in duration. The magnitude of the instan-taneous stress increases with the nominal thickness forgrowth interruptions at film thicknesses below 5 nm, but isrelatively constant and equal to 961 GPa after interruptions
FIG. 11. Plots of stress-thickness versus time for a series of growth cyclesperformed in the pre-coalescence regime. The plots are for cycle numbers 1,2, 5, and 6, sequentially. The pre-interruption deposition rate is indicated.
FIG. 12. Representative stress-thickness plot during the earliest stages of agrowth cycle. The instantaneous stress was averaged over the first 150 ms ofthe growth.
FIG. 13. A compilation of initial instantaneous stress values measured overa range of thicknesses during deposition of two Cu films. The triangles andcrosses correspond to deposition at rates of 0.1 and 0.2 nm/s, respectively.Notice that the initial instantaneous stress becomes independent of thicknessat a film thickness of approximately 5 nm. The inset is a representativestress-thickness curve taken in the Perkin–Elmer vacuum system; noticethat the maximum in the tensile stress occurs at approximately 5 nm.
1017J. Appl. Phys., Vol. 95, No. 3, 1 February 2004 Friesen, Seel, and Thompson
[This article is copyrighted as indicated in the article. Reuse of AIP content is subject to the terms at: http://scitation.aip.org/termsconditions. Downloaded to ] IP:
68.41.168.191 On: Fri, 25 Apr 2014 06:50:14

at higher film thicknesses. In the inset of Fig. 13, the stress-thickness for a continuous growth of Cu deposited at 0.1nm/s is shown. The maximum tensile stress-thickness isreached at around 4.5 nm, which is similar to the thickness atwhich the instantaneous stress becomes independent ofthickness~;5 nm!. As noted earlier, the maximum tensilestress has been shown to occur at the thickness at which thefilm becomes fully continuous.3
DISCUSSION
The reversible stress behavior observed before, during,and after coalescence is very similar. In all cases there is areversible stress change in the tensile direction, regardless ofwhether the initial stress state is compressive or tensile. Also,in both the pre-coalescence and post-coalescence regimes,the magnitude of the reversible stress change increases withincreasing pre-interruption deposition rate. In addition, therate of stress change at the beginning of a growth interrup-tion is slower than the rate of stress change immediately afterthe resumption of growth.
It was observed that an increase~decrease! in depositionrate resulted in a decrease~increase! in the steady-statestress. This was true whether or not a growth interrupt sepa-rated the change in deposition rate. Also, it was observed thatthe sum of the stress-thickness evolution after an interruptionin growth ~without growth resumption! and the stress-thickness evolution after interrupted growth is resumed at adifferent rate, is similar to the stress-thickness evolution ob-served when the deposition rate is changed without a growthinterruption @Fig. 8~c!#. This result suggests that competingprocesses with opposite flux dependencies affect the steadystate stress and the residual stress. The excess adatoms andatomic scale roughening that leads to reversibly relaxedstress changes during growth interruptions are likely to leadto excess atom incorporation in the growing film, and there-fore, to a compressive stress whose magnitude increases withincreasing deposition flux. The competing mechanism wouldthen be one that causes a tensile stress, which might eventu-ally lead to the tensile stress observed at long growth times~in thick films!. An example of a mechanism that would leadto tensile stresses is the incorporation of excess vacancies.21
The excess vacancy concentration would also be expected tobe higher at higher deposition fluxes. The fact that the steadystate stress decreases with increasing flux~in the experimen-tal range investigated! suggests that the tensile mechanismhas a stronger flux dependence.
It was found that the stress change immediately aftergrowth was initiated~or immediately after the growth ratewas increased! was significant and compressive in all re-gimes. The rate of change of the stress-thickness~the instan-taneous stress! at the initiation of growth was lower in thepre-coalescence regime~of order 1 GPa!, and increasedmonotonically up to film continuity and remained constantthereafter~of order 10 GPa!.
The similar nature of the observed phenomenology ofreversibly relaxed stress changes in both the pre-coalescenceand post-coalescence regimes leads us to suggest that theorigin of the reversible stress change is similar throughout
Volmer–Weber film growth. This rules out a role for revers-ible trapping of excess atoms in grain boundaries, as hasbeen suggested to explain reversible stress changes in thepost-coalescence regime.17 Our earlier observations of highinstantaneous stresses at the onset of growth in the pre-coalescence regime led us to suggest that these changes areassociated with the effects of adatoms.20 It was argued thatadatoms, both on the substrate surface and on the film sur-face, lead to a compressive surface stress and that duringgrowth the concentration of adatoms exceeds the equilibriumadatom concentration.
In this view, at the onset of growth, the adatom concen-tration on the substrate surface rapidly increases and the rela-tively smooth~terraced! relaxed Cu surfaces also rapidly de-velop an increase in adatom population. These adatomscause a compressive surface stress. This would lead to thevery high initial instantaneous stresses observed in both thepre-coalescence and post-coalescence regimes. As growthproceeds at 300 K, as demonstrated by both RHEED andSPA-LEED experiments on homoepitaxial growth onCu~111!, the mode of growth evolves, after a few monolay-ers of deposition, to a kinetically rough 3D or ‘‘multilayer’’structure.22–24 In research on homoepitaxial growth of Cufilms, we have correlated reversible stress changes with re-versible surface roughening, as observed using RHEED.25
The implication of this growth mode is that adatom diffusionis relatively slow and a large Ehrlich–Schwoebel barrier@known to exist for~111! terraces for FCC metals# preventslayer-by-layer or step-flow growth. This can lead to morecomplex scenario in which other surface defects, such asextra ledges and vacancy clusters, affect the surface stress.The build-up of stress in this regime does not require diffu-sion, while the surface relaxation or annealing that occursduring a growth interruption does~surface structure relax-ation has also been shown to occur at 300 K in the Cusystem23!. This leads to a kinetic asymmetry, as was ob-served in both the pre- and post-coalescence regimes. Also,the excess adatom concentration should increase more rap-idly with increasing deposition rate, so that the reversiblestress change observed during an interruption of growthshould increase with increasing pre-interruption depositionrate, as also observed in both the pre-coalescence and post-coalescence regimes.
The stress evolution observed just after reinitiatinggrowth early in the pre-coalescence regime should be prima-rily related to adatom–substrate interactions, while in thepost-coalescence regime it should be related to adatom–filminteractions. As will be described below, the initial instanta-neous stress provides a measure of the adatom–substrate andadatom–film interactions, so that Fig. 13 is interpreted asindicating stronger Cu adatom interaction with a Cu filmthan with the borosilicate glass substrate. By analyzing theearliest stage of post-interruption growth, we focus on thestress affects of adatoms, in isolation from the effects ofother surface defects that develop at longer times.
1018 J. Appl. Phys., Vol. 95, No. 3, 1 February 2004 Friesen, Seel, and Thompson
[This article is copyrighted as indicated in the article. Reuse of AIP content is subject to the terms at: http://scitation.aip.org/termsconditions. Downloaded to ] IP:
68.41.168.191 On: Fri, 25 Apr 2014 06:50:14

The initial instantaneous stress and theadatom–substrate interaction force
Due to the low coordination of an atom adsorbed on asurface, the interaction of the adatom with the underlyingsurface atoms generates displacements that emanate from theadsorption site. The displacement field can be described asresulting from a force dipole acting normal to thesurface.26–28The displacement field for an adatom on an iso-tropic medium is given by26,29,30
u~r !512n2
pE
A
r 2, ~1!
whereE andn are the Young’s modulus and Poisson’s ratioof the substrate, respectively, and ‘‘A’’ characterizes the en-ergy associated with the adatom–substrate force dipole,whereA is SFir i 2ad , and Fi is the force acting on atomifrom the adatom at a distancer i 2ad , and the sum is takenover all atoms in and below the surface. For homo–adatomsthe interaction generally results in a radial outward displace-ment of surface adatoms. Therefore, the effect of a sub-monolayer, in a regime with minimal adatom–adatom inter-action, is a compressive stress in the surface. In an earliertreatment, this stress was analyzed using a mean-field modelto sum the effects of atoms.20 Here we develop a thermody-namic treatment that directly relatesA to the surface stressand the initial instantaneous stress.
The surface stress for an isotropic flat solid surface isgiven by f 5g1dg/de ~whereg is the surface energy andethe strain!. The effects of adatoms can be treated throughintroduction of a modified thermodynamic surface stress:
f * ~r,A,C!5g* ~r,C!1]g*
]e~r,A!, ~2!
where f * is now dependent on adatom density,r, the elasticcomponent of the adatom–surface interaction,A, and thechemical component of the interaction energy,C, associatedwith the modification of the surface energy due to chemicaldifferences between the adatom and underlying surface at-oms. The second term on the right hand side of Eq.~2! canbe written as
]g*
]e~r,A!5
]g
]e2rA, ~3!
whereg is the surface energy in the absence of adatoms, andrA isolates the contribution of adatoms to the elastic com-ponent of the surface strain energy. The first term in theright-hand side of Eq.~2! can be similarly rewritten as
g* ~r,C!5g1rC. ~4!
For homo–adatoms, the chemical component of the modifi-cation to the surface energy is negligibly small~of order 0.04eV/adatom, as estimated from bond order arguments!. There-fore, neglecting the second term in Eq.~4!, and recalling thatg and ]g/]e are independent ofr, differentiation of Eq.~2!gives
] f *
]r5
]g*
]r1
]2g*
]e]r>2A, ~5!
which leads directly to an expression relating instantaneousstress measurements to the elastic component of the adatom–surface interaction
] f
]r>
]~s•h!
]h
]h
]r5
]~s•h!
]hV52A, ~6!
whereV is the atomic volume.The assumption inherent in the application of Eq.~6! to
calculate ‘‘A’’ using values of the initial instantaneous stressis that initially all of the deposition flux generates adatomsand that the timescale is such that no adatoms become incor-porated as surface atoms. Using the data shown in Fig. 13 toextract the initial instantaneous stress, (](s2h)/]h!init, andapplying the atomic volume of Cu (11.81310230m3) it wasfound that the measured value of the Cu adatom interactionswith the borosilicate glass is about 0.1–0.25 eV, and thevalue for interaction with the highly~111!-textured Cu sur-face is approximately 0.67 eV, with a standard error of 0.024eV. The methods of calibration of both the stress monitoringdevice and thickness yield a maximum error in the averagevalue of approximately60.1 eV. The difference in interac-tion energy between the Cu–glass and Cu–Cu~111! systemsresults in the observed increase in (](s2h)/]h) init seen inFig. 13. As the thickness increases in the pre-coalescence andpercolation stages of growth, the fraction of the substratesurface covered by Cu islands increases, until the film be-comes continuous and the initial instantaneous stress subse-quently remains constant.
Using the definition of the force-dipole given in Eq.~1!,the value ofA can be calculated using molecular-dynamicssimulations. This has been done using an inter-atomic poten-tial developed using the embedded atom method~EAM! thatincludes interactions to fifth nearest neighbors.31 Calcula-tions were performed within the canonical ensemble and pe-riodic boundaries were enforced for a~111! Cu surface. Atthe beginning of the simulation, a single adatom was gener-ated at a bulk-defined lattice site. The simulation cell sizehad 3646 atoms~including the adatom! and the out of planedimension of the cell was 0.4 times the in-plane dimension,so that it was 12 atomic planes thick. The value of the forcedipole was calculated from the displacement field generatedby the presence of the adatom. The displacement field wascalculated using the displacement-adatom correlation func-tion defined as
^displacement~r !,$ l ,m,n%&
5K 1
h fold(i 51
Nf old
d~ uau2 l ,ubu2m,ucu2n!@r i~ t !2r i~0!#L ,
~7!
wherer i(t) is the distance of theith particle from the adatomat time t; a, b, andc are direction vectors pointing from theadatom to theith particle; l, m, and n are the low indexvectors; andh fold is the order of symmetry of the surface.
Once the displacement–adatom correlation function con-verged, the system was considered as being at equilibrium,and the time-averaged displacements were used to extract thevalue of the force-dipole with
1019J. Appl. Phys., Vol. 95, No. 3, 1 February 2004 Friesen, Seel, and Thompson
[This article is copyrighted as indicated in the article. Reuse of AIP content is subject to the terms at: http://scitation.aip.org/termsconditions. Downloaded to ] IP:
68.41.168.191 On: Fri, 25 Apr 2014 06:50:14

^displacement~r !,$ l ,m,n%&5 (i 52`
`aA
p~r 2Ri !2
, ~8!
whereRi is defined as the distance between adatoms~definedby the cell size, due to periodic boundary conditions! multi-plied by i. The sum is used to account for the superpositionof displacement fields from the images of the adatom re-peated in space.a has a value of (12n2)/E for fully isotro-pic media. The value of the force-dipole magnitude calcu-lated for the Cu–Cu~111! system isA50.572 eV. This valueis in good agreement with the value derived from experi-ments.
SUMMARY AND CONCLUSIONS
Reversible stress changes observed during interruptionsof Volmer–Weber growth of thin films are phenomenologi-cally similar in the pre-coalescence and post-coalescencegrowth regimes. The stress reversibly relaxes in the tensiledirection in both regimes, and the magnitude of the revers-ible stress change increases with increasing pre-interruptiondeposition rates in both regimes. Also, the initial rate ofstress change during a growth interruption is slower than theinitial rate stress change when growth is resumed. In fact, theinitial instantaneous stress, (](s2h)/]h) init , after growth isresumed is extremely high, corresponding to stresses of order1–10 GPa in both regimes.
It is suggested that the reversible stress changes ob-served in all stages of Volmer–Weber growth are associatedwith changes in the atomic scale defect concentrations on thesubstrate and film surfaces. At the earliest stages of growthinitiation, the dominant defects are isolated adatoms. At laterstages, film surfaces are likely to be atomically rough, withexcess adatoms, ledges and other defects. The excess adatomconcentration that develops quickly upon the initiation ofgrowth leads to a compressive surface stress. When growth isinterrupted, the defect population decays to the equilibriumvalue as excess adatoms diffuse to incorporation sites andother excess defects are eliminated. This results in a corre-sponding reduction in the defect-induced compressive sur-face stress. Once growth is resumed, the adatom populationquickly increases since no surface diffusion is required fordevelopment of an excess adatom population. It is arguedthat this phenomenon results in the observed kinetic asym-metry in the initial rates of stress changes during a growthinterruption and after growth resumption. It is also expectedthat the reversible stress change observed during a growthinterruption would increase with increasing pre-interruptiondeposition rate, because the excess adatom concentrationwould be higher at higher deposition rates. It has been ar-gued that the magnitude of the initial instantaneous stressassociated with growth resumption is related to the forcedipole that characterizes the adatom–substrate interaction,‘‘ A.’’ It was shown that the initial instantaneous stress in-creases in the early stages of Volmer–Weber growth, whenislands have not yet fully coalesced, and reaches a constant
value once a continuous film is formed. This is interpreted interms of a lower force dipole for Cu adatoms on the boro-silicate ‘‘glass’’ substrate surface~about 0.1–0.25 eV! and ahigher value for Cu adatoms on~111! textured surfaces~0.6760.1 eV!. The latter value is consistent with the values of9.572 eV calculated using molecular-dynamics simulations.
In conclusion, we feel that the experiments and calcula-tions reported in this paper strongly support the proposal thatnonequilibrium adatom populations significantly affect thesurface stress of a film during all stages of growth. It seemslikely that these nonequilibrium growth states also affect theresidual stresses observed after growth is completed. Also,through this work, it is demonstrated that high-sensitivitystress measurement with high temporal resolution provides apowerful tool for probing dynamic atomic processes duringfilm growth.
ACKNOWLEDGMENTS
This work was supported by the National Science Foun-dation through Contract Nos. DMR-9710139 and DMR-0302044. The authors would like to thank Frans Spaepen andJerry Floro for helpful discussions.
1J. A. Floro, E. Chason, R. C. Cammarata, and D. J. Srolovitz, MRS Bull.27, 19 ~2002!.
2R. Koch, J. Phys. Condens. Matter6, 9519~1994!.3J. A. Floro, S. J. Hearne, J. A. Hunter, P. Kotula, S. C. Seel, and C. V.Thompson, J. Appl. Phys.89, 4886~2001!.
4R. Abermann and R. Koch, Thin Solid Films129, 71 ~1985!.5A. Shull and F. Spaepen, J. Appl. Phys.80, 6243~1996!.6A. Shull, Ph.D. thesis, Harvard University, 1996.7R. W. Hoffman, Thin Solid Films34, 185 ~1976!.8W. D. Nix and B. M. Clemens, J. Mater. Res.14, 3467~1999!.9S. C. Seel, C. V. Thompson, S. J. Hearne, and J. A. Floro, J. Appl. Phys.88, 7079~2000!.
10L. B. Freund and E. Chason, J. Appl. Phys.89, 4866~2001!.11S. C. Seel and C. V. Thompson, J. Appl. Phys.93, 9038~2003!.12S. C. Seel, Ph.D. thesis, Massachusetts Institute of Technology, 2002.13R. Abermann, R. Kramer, and J. Ma¨ser, Thin Solid Films52, 215 ~1978!.14R. Abermann, R. Koch, and R. Kramer, Thin Solid Films58, 365 ~1979!.15R. C. Cammarata, T. M. Trimble, and D. J. Srolovitz, J. Mater. Res.15,
468 ~2000!.16F. Spaepen, Acta Mater.48, 31 ~2000!.17E. Chason, B. W. Sheldon, L. B. Freund, J. A. Floro, and S. J. Hearne,
Phys. Rev. Lett.88, 156103~2002!.18S. C. Seel and C. V. Thompson, JMEMS~submitted for publication!.19C. Friesen and C. V. Thompson, Unpublished Research.20C. Friesen and C. V. Thompson, Phys. Rev. Lett.89, 126103~2002!.21F. Spaepen, Private Communication.22M. Henzler, T. Schmidt, and E. Z. Luo, inStructure of Surfaces IV, edited
by Xide Xie, S. Y. Tong, and M. A. Hove~World Scientific, Singapore,1994!, p. 619.
23G. Meyer, J. Wollschlager, and M. Henzler, Surf. Sci.231, 64 ~1990!.24R. A. Lukaszew and R. Clarke, Appl. Surf. Sci.191, 118 ~2002!.25C. Friesen and C. V. Thompson, Unpublished Research.26L. D. Landau and E. M. Lifshitz,Theory of Elasticity, 2nd ed.~Pergamon
Press, Oxford, 1970!.27V. I. Marchenko and A. Y. Parshin, Sov. Phys. JETP52, 129 ~1981!.28L. E. Shilkrot and D. J. Srolovitz, Phys. Rev. B55, 4737~1997!.29A. I. Lure, Three-Dimensional Problems of the Theory of Elasticity, edited
by J. R. M. Radok~Interscience, New York, 1964!.30K. H. Lau and W. Kohn, Surf. Sci.65, 607 ~1977!.31F. Cleri and V. Rosato, Phys. Rev. B48, 23 ~1993!.
1020 J. Appl. Phys., Vol. 95, No. 3, 1 February 2004 Friesen, Seel, and Thompson
[This article is copyrighted as indicated in the article. Reuse of AIP content is subject to the terms at: http://scitation.aip.org/termsconditions. Downloaded to ] IP:
68.41.168.191 On: Fri, 25 Apr 2014 06:50:14