Embed Size (px)
Citation preview

P r e s e n t e d b y :S u m e e t G h o d k e ( R e g . N o . - 1 2 2 0 9 0 0 0 5 )
G u i d e d b y - P r o f . B h a g w a t
M . T e c h ( M a c h i n e D e s i g n ) V e e r m a t a J i j a b a i T e c h n o l o g i c a l I n s t i t u t e , M a t u n g a , M u m b a i - 4 0 0 0 1 9 .
Page 1 of 42

Table of Contents1. Abstract............................................................................................................................................4
2. Introduction.....................................................................................................................................5
3. Reasons for reverse engineering.....................................................................................................8
4. Reverse engineering of mechanical devices....................................................................................9
5. COMPUTER-AIDED REVERSE ENGINEERING..................................................................................10
6. Legality...........................................................................................................................................11
7. Case Study: “DESIGN AND FABRICATION OF A PRESSURE TRANSDUCER FOR THE CONDITION MONITORING OF THE OIL LUBRICATION SYSTEM FOR GENERATOR SET”............................................12
A. INTRODUCTION: THE SYSTEM...................................................................................................................12B. STEPS OF PROJECT WORK.........................................................................................................................13C. BACKGROUND:..........................................................................................................................................14HOW OIL CONDITION MONITORING OCCURS?..............................................................................................................14D. MARKET SURVEY.......................................................................................................................................15E. MAJOR COMPONENTS OF THE SINGLE ACTING CYLINDER FOR TRANSDUCER........................................20F. CYLINDER..................................................................................................................................................21G. SPRING......................................................................................................................................................24H. PISTON......................................................................................................................................................26I. JOINT USED...............................................................................................................................................28J. ‘O’ RING.....................................................................................................................................................30K. PREDICTING SEAL FRICTION......................................................................................................................32L. MEASUREMENT OF LINEAR DISPLACEMENT............................................................................................35M. TESTING OF THE PRESSURE TRANSDUCER...........................................................................................36N. SWOT ANALYSIS........................................................................................................................................39
8. CONCLUSION..................................................................................................................................40
9. REFERENCES...................................................................................................................................40
Page 2 of 42

List of Figures
Figure 1: Computer-added reverse engineering framework....................................................................7Figure 2: The sequence of steps required for the reconstruction of a model from multiple overlapping scans.........................................................................................................................................................8Figure 3: Oil lubrication system..............................................................................................................13Figure 4: Pressure gauge mounting on gen-set......................................................................................14Figure 5: Assembly of RICO pressure transducer....................................................................................17Figure 6: Bourdon tube..........................................................................................................................18Figure 7: Schematic diaphragm pressure gauge.....................................................................................18Figure 8: Set of bellow pressure gauge...................................................................................................18Figure 9: Single acting cylinder...............................................................................................................19Figure 10: U-tube manometer................................................................................................................19Figure 11: ANSYS results for cylinder......................................................................................................24Figure 12: Cylinder.................................................................................................................................24Figure 13: Spring.....................................................................................................................................26Figure 14: Piston with two grooves........................................................................................................27Figure 15: Piston with one groove..........................................................................................................27Figure 16: Teflon piston head (Detachable)...........................................................................................27Figure 17: Threaded teflon piston head (detachable)............................................................................28Figure 18: Threaded joint used...............................................................................................................29Figure 19: ANSYS results for head hex....................................................................................................29Figure 20: ANSYS results for end hex......................................................................................................30Figure 21: Basic O-Ring...........................................................................................................................31Figure 22: Gland and O-Ring Seal...........................................................................................................31Figure 23: O-Ring under pressure...........................................................................................................31Figure 24: O-Ring Extruding....................................................................................................................31Figure 25: O-Ring Under Extrusion Failure.............................................................................................31Figure 26: O-Ring....................................................................................................................................32Figure 27:Friction due to O-ring compression........................................................................................34Figure 28: Friction due to fluid pressure.................................................................................................34Figure 29:Variation in Pressure Force (Fp), Friction Force (Fc) with Cylinder ID.....................................35Figure 30: Principal of linear potentiometer..........................................................................................36Figure 31: Principal of LVDT....................................................................................................................36Figure 32: Bonded resistance strain gauge.............................................................................................36Figure 33: Variable area capacitors........................................................................................................36Figure 34: Test rig suggested..................................................................................................................37Figure 35: Pressure Vs Displacement Graph for 8mm ID cylinder..........................................................38Figure 36: Pressure Vs Displacement Graph for 10mm ID cylinder........................................................39
Page 3 of 42

List of tables
Table 1: Design selection chart...............................................................................................................20Table 2: Cylinder Thickness for 8mm ID Cylinder...................................................................................22Table 3: Selected thickness for 8 mm ID cylinder...................................................................................23Table 4: Cylinder Thickness for 10mm ID Cylinder.................................................................................23Table 5: Selected thickness for 10 mm ID cylinder.................................................................................23Table 6: Stresses on cylinder by ANSYS..................................................................................................24Table 7: Spring manufactured................................................................................................................26Table 8: Stresses on head hex by ANSYS................................................................................................29Table 9: Stresses on end hex by ANSYS..................................................................................................30Table 10: Important parameters for friction determination...................................................................33Table 11: Determined values for friction determination........................................................................34Table 12: Values from graph..................................................................................................................34Table 13: Total available force for piston movement.............................................................................35
Page 4 of 42

1. AbstractReverse engineering is the process of discovering the technological principles of a device,
object, or system through analysis of its structure, function, and operation. It often involves
taking something (a mechanical device, electronic component, computer program, or
biological, chemical, or organic matter) apart and analyzing its workings in detail to be used in
maintenance, or to try to make a new device or program that does the same thing without using
or simply duplicating (without understanding) the original.
Reverse engineering has its origins in the analysis of hardware for commercial or military
advantage. The purpose is to deduce design decisions from end products with little or no
additional knowledge about the procedures involved in the original production. The same
techniques are subsequently being researched for application to legacy software systems, not
for industrial or defence ends, but rather to replace incorrect, incomplete, or otherwise
unavailable documentation.
Page 5 of 42

2. IntroductionEngineering is a growing field that continues to evolve to suit the rapid changes of the 21st
century. Engineering fields are constantly improving upon current designs and methods to
make life simple and easier. When referring to technology, simple and easy can be directly
related to fast and accurate. Simple meaning that, you do not use up valuable time in assembly
or doing a specific task. Easy meaning how many times you will have to do the process or task.
When we think of engineering we think of the general meaning of designing a product from a
blue print or plan. Engineering is described as “the application of scientific and mathematical
principles to practical ends such as the design, manufacture, and operation of efficient and
economical structures, machines, processes, and systems”. This type of engineering is more
commonly known as Forward Engineering. An emerging engineering concept is utilizing
forward engineering in a reverse way. This method is more commonly referred to as Reverse
Engineering.
“Reverse Engineering is the practice of studying a finished product, a physical device or a
software package, in order to learn something about how it works or how it was
manufactured.”
Reverse engineering is the opposite of forward engineering. It takes an existing product, and
creates a CAD model, for modification or reproduction to the design aspect of the product. It
can also be defined as the process or duplicating an existing component by capturing the
components physical dimensions. Reverse engineering is usually undertaken in order to
redesign the system for better maintainability or to produce a copy of a system without access
to the design from which it was originally produced.
There has been a mandatory need for 3D reconstruction of scenes and objects by the
manufacturing industry, medical industry, military branches and research facilities.
Manufacturing industry utilizes reverse engineering for its fast rapid prototyping abilities and
accuracy associated with the production of new parts. This fast prototyping is done through the
use of CAD model designs for inspection purposes. Military branches also utilize reverse
engineering to perform inspection task that are associated with safety.
The goal of reverse engineering an object is to successfully generate a 3D CAD model of an
object that can be used for future modelling of parts where there exists no CAD model.
To generate clean, smooth 3D models which requires a strong, robust image acquisition system
that can acquire data with a high level of accuracy in a sufficient time frame. Our system uses
range and intensity images of objects as input. The output is transformed data that is
represented as 3D reconstructions of geometric primitives.
Page 6 of 42

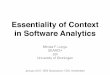
Figure 1: Computer-added reverse engineering framework
There are several building blocks or steps, which determine the process of building a complete
3D model from range and intensity data. These steps, listed in Figure 1 show the format of how
range image data is acquired, transformed and generated. This flowchart can be characterized
as a generic basic principle for reverse engineering. The steps shown often overlap during the
process of each stage.
There are many different approaches to acquiring 3D data of objects of various structural
shapes. All 3D-based machine vision systems ultimately acquire and operate on image data.
Acquisition can be based on collecting the Z-axis data using linear area, laser radar laser
scanning techniques, point detectors, or other approaches. These systems incorporate the
computer power to manage process and analyze the data acquired. In addition to these tasks,
make decisions relating the data to the application without operator intervention. This
characterizes what is meant by the term ‘‘3D-based machine vision”.
Although both systems primary focus is reconstruction of real world objects and scene, we will
investigate the limitation of both systems. Although the structured lighting system is not
designed for reverse engineering use, we will compare the modelling aspects of this system for
reverse engineering of automotive parts to the laser range system.
Page 7 of 42

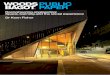
Figure 2: The sequence of steps required for the reconstruction of a model from multiple overlapping scans
Figure 2 is a more detailed description of Figure 1. The blue area best describes the data
capturing section, while the yellow and orange highlights the data pre and post-processing
steps and the final outcome is a 3D CAD model. In the data segmentation stage several steps
are taken to generate noise free, smooth models of the part. In data reduction, data such as the
noise, outlier or erroneous background information is eliminated. Outliers are false data points
that are captured during acquisition. Surface smoothing and multi-view registration are
included in data integration. Surface smoothing is an additional feature to eliminate noisy data
and make the surface of the object more uniform in texture. This can be performed both before
and/or after several views of the part are merged. After all the steps are complete a final 3D
CAD model is generated.
Page 8 of 42

3. Reasons for reverse engineering Interoperability.
Lost documentation: Reverse engineering often is done because the documentation of a
particular device has been lost (or was never written), and the person who built it is no
longer available.
Integrated circuits often seem to have been designed on obsolete, proprietary systems,
which means that the only way to incorporate the functionality into new technology is to
reverse-engineer the existing chip and then re-design it.
Product analysis. To examine how a product works, what components it consists of,
estimate costs, and identify potential patent infringement.
Digital update/correction. To update the digital version (e.g. CAD model) of an object to
match an "as-built" condition.
Security auditing.
Military or commercial espionage. Learning about an enemy's or competitor's latest
research by stealing or capturing a prototype and dismantling it.
Removal of copy protection, circumvention of access restrictions.
Creation of unlicensed/unapproved duplicates.
Academic/learning purposes.
Curiosity
Competitive technical intelligence (understand what your competitor is actually doing
versus what they say they are doing)
Learning: learn from others' mistakes. Do not make the same mistakes that others have
already made and subsequently corrected.
Page 9 of 42

4. Reverse engineering of mechanical devices
As computer-aided design (CAD) has become more popular, reverse engineering has become a
viable method to create a 3D virtual model of an existing physical part for use in 3D CAD,
CAM, CAE and other software. The reverse-engineering process involves measuring an object
Testing and then reconstructing it as a 3D model. The physical object can be measured using
3D scanning technologies like CMMs, laser scanners, structured light digitizers or computed
tomography. The measured data alone, usually represented as a point cloud, lacks topological
information and is therefore often processed and modelled into a more usable format such as a
triangular-faced mesh, a set of NURBS surfaces or a CAD model.
The point clouds produced by 3D scanners are usually not used directly since they are very
large unwieldy data sets, although for simple visualization and measurement in the architecture
and construction world, points may suffice. Most applications instead use polygonal 3D
models, NURBS surface models, or editable feature-based CAD models. The process of
converting a point cloud into a usable 3D model in any of the forms described above is called
“modelling”.
Page 10 of 42

5. COMPUTER-AIDED REVERSE ENGINEERING
Reverse Engineering originally emerged as the answer to provide spares for replacing broken
or worn out parts for which no technical data was available. This can be the case if the part was
originally imported (without drawings) or the drawings being misplaced or lost. Reengineering
or reverse engineering such parts can be a less expensive option compared to re-importing, not
only for immediate replacement, but also to create additional spares to maintain the product
over a longer period.
Reverse Engineering has been defined as a process for obtaining the technical data of a critical
spare component. Computer-aided reverse engineering relies on the use of computer-aided
tools for obtaining the part geometry, identifying its material, improving the design, tooling
fabrication, manufacturing planning and physical realization (Figure 1). A solid model of the
part is the backbone for computer-aided reverse engineering. The model data can be exported
from or imported into CAD/CAE/CAM systems using standard formats such as IGES, STL,
VDA and STEP.
The three most important sets of data in reverse engineering activities relate to the CAD model
generation, material identification and rapid manufacturing. These are described in the
following sections.
Page 11 of 42

6. LegalityUnited States
In the United States even if an artifact or process is protected by trade secrets, reverse-
engineering the artifact or process is often lawful as long as it is obtained legitimately. Patents,
on the other hand, need a public disclosure of an invention, and therefore, patented items do
not necessarily have to be reverse-engineered to be studied. (However, an item produced fewer
than one or more patents could also include other technology that is not patented and not
disclosed.) One common motivation of reverse engineering is to determine whether a
competitor's product contains patent infringements or copyright infringements.
The reverse engineering of software in the US is generally a breach of contract as most EULAs
specifically prohibit it, and courts have found such contractual prohibitions to override the
copyright law which expressly permits it; see Bowers v. Baystate Technologies.
European Union
Article 6 of the 1991 EU Computer Programs Directive allows reverse engineering for the
purposes of interoperability, but prohibits it for the purposes of creating a competing product,
and also prohibits the public release of information obtained through reverse engineering of
software.
In 2009, the EU Computer Program Directive was superseded and the directive now states:
The unauthorised reproduction, translation, adaptation or transformation of the form of the
code in which a copy of a computer program has been made available constitutes an
infringement of the exclusive rights of the author. Nevertheless, circumstances may exist when
such a reproduction of the code and translation of its form are indispensable to obtain the
necessary information to achieve the interoperability of an independently created program with
other programs. An objective of this exception is to make it possible to connect all components
of a computer system, including those of different manufacturers, so that they can work
together. Such an exception to the author's exclusive rights may not be used in a way which
prejudices the legitimate interests of the rightholder or which conflicts with a normal
exploitation of the program.
Page 12 of 42

7. Case Study: “DESIGN AND FABRICATION OF A PRESSURE TRANSDUCER FOR THE CONDITION MONITORING OF THE OIL LUBRICATION SYSTEM FOR GENERATOR SET”
A. INTRODUCTION: THE SYSTEM
In the system, the oil is forced under pressure through the oil line by a pump. In the oil line it
passes through the filter and then to the manifold. The manifold supplies the oil to the main
lubrication system and various components requiring oil. One oil line is passed to the pressure
gauge which measures the pressure in the oil line produced by the pump.
Figure 3: Oil lubrication system
Looking at the schematic, many factors come into play when setting oil pressure. Each of the
manifold outputs is designed for certain volume, and the individual calculated circuit
resistances come into play to determine overall resistance to oil flow. This is much like having
four or five hoses connected to one hose bib on the side of the house if one bursts, all will lose
pressure. If one is plugged up, the pressure increases for the rest. This system is much the
same. So if an output is clogged, like the governor line for instance, pressure will rise. If your
transmission has worn out main bearings allowing much of the oil to slide back into the
crankcase prematurely, pressure will be lower. The bottom line here is that any rather sudden
rise or fall in oil pressure should be taken as a signal that your engine’s oiling system needs
attention. This way pressure gauge plays an important role oil lubrication system.
Page 13 of 42

PRESSURE GAUGE MOUNTING ON GEN-SET
Figure 4: Pressure gauge mounting on gen-set
B. STEPS OF PROJECT WORK
Market survey
Analyzing available market products
Brain storming for all possible concepts of pressure transducers
Studying for best workable concept
Drawing the basic structure of the pressure transducer
Optimizing the design with dimensions, material, joining processes, surface finish, etc.
Manufacturing the prototype of the product
Testing the product and reviewing design
Working on the steps of aesthetics, durability, safety, recyclability, ease of use, etc.
Finalizing the design with optimum parameters
Page 14 of 42

C. BACKGROUND: How oil condition monitoring occurs?
An oil condition monitoring service gives you an ongoing program of sampling, analysis and
reporting. It provides the information you need to pinpoint and solve equipment problems as
well as implement a more effective maintenance system.
Lubricating oils contain all the requisite additives to protect the equipment from wear,
corrosion and excess friction. The additives in the oil are multi-functional, therefore, it is
important they do not deplete (and is one of the reasons oil types should not be mixed). This is
particularly important in long term usage.
a) On-line oil condition monitoring
Oil is forced under pressure through the oil line by a pump. Filtered oil is then forced through
oil lines to the manifold. The manifold supplies the oil to the main lubrication system and
various components requiring oil. One oil line from manifold is passed to the pressure gauge
which measures the pressure in the oil line produced by the pump. An oil pressure gauge gives
an excellent indication of the health of various systems in the engine. The key is to establish
baseline readings when the engine is healthy, and then be aware of any changes over the time.
b) Cause of low pressure: The contaminant in oil line and mostly in the filter block the flow of oil in the system
which tends to reduce the pressure at which the is to be supplied to the engine and other
parts.
Low oil level
Damaged oil pan or pick-up tube
Worn Oil Pump - This could be anything from a slight reduction all the way to
catastrophic failure (which is rare unless the pump has ingested bits of metal from some
other failure).
c) Cause of high pressure:
High oil pressure is not generally a concern, but if pressure suddenly increases, there may be a
problem with the pressure relief valve. Switching to higher viscosity oil will also show higher
readings.
Page 15 of 42

D. MARKET SURVEY
The project started with a search for all available and possible mechanisms for the particular
objective of condition monitoring of lubrication system ie. pressure gauge. Starting with
internet, we found many makers of such pressure transducers with different principles been
utilized some of which are also used for automobiles application.
a) COMPETITOR MANUFACTURER Pricol
RICO
Saudamini
VDO
b) RICO COMPONENT ANALYSIS
ADVANTAGES
Robust construction
Small in size
Ease of mounting
DRAWBACKS
Hystersis due to torsional spring
Not precisely and accurate
Assembly not easy to repair
Less life due to use of diaphragm
Page 16 of 42

Page 17 of 42
Figure 5: Assembly of RICO pressure transducer

c) DIFFERENT MECHANISMS FOR PRESSURE MEASUREMENTa) Bourdon tube:
Figure 6: Bourdon tube
b) Diaphragm :
The diaphragm pressure gauge uses the elastic deformation of a diaphragm instead of a liquid
level to measure the difference between an unknown pressure and a reference pressure.
Figure 7: Schematic diaphragm pressure gauge
c) The set of bellow:
Figure 8: Set of bellow pressure gauge
Page 18 of 42

Bellow type pressure gauges use a spring loaded elastic material bellow to measure the
pressure and the indication is with linkages.
d) Single acting cylinder:
Piston cylinder type is utilized in this kind of pressure gauge assembly, where on one side of
piston there is the application of pressure and on the other side a counter weight is applied
which also measures the deflection, hence giving pressure reading.
Figure 9: Single acting cylinder
e) Manometer:
Manometers are working on the principle of hydrostatic balancing. The force acting due to one
liquid column on the same level or reference balances the force acting due to another liquid
column.
Figure 10: U-tube manometer
Page 19 of 42

f) DESIGN SELECTION
Parameter
Bour
don
tube
Dia
phra
gm
Set o
f bel
low
Sing
le a
cting
cylin
der
Man
omet
er
Ease of manufacturing © © © © ©
Ease of assembly © © ©
Ease of calibration © © © © ©
Design strength © © ©
Output accuracy © ©
Product reliability © © © ©
Long product durability © ©
Low product cost © © ©
Table 1: Design selection chart
INFERENCE
Single acting cylinder assembly has the most no. of checks, which indicates that it has the most
no. of desired properties with this mechanism. For this particular application of condition
monitoring of lubrication system the output is required for the change in pressure not for
accurate readings, hence the single acting cylinder mechanism is best suited for the application
of pressure measurement.
Page 20 of 42

E. MAJOR COMPONENTS OF THE SINGLE ACTING CYLINDER FOR TRANSDUCER
1. Cylinder Design
2. Helical Compression Spring Design
3. Piston Design
4. Joint Used
5. ‘O’ Ring Selection
6. Protective Cover
7. Electronic System and Pointer Arrangement
These are the major components of the single acting cylinder assembly for the pressure
transducer. Designing for strength, manufacturing, assembly, aesthetics and environmental
impact completes the primary design of pressure transducer.
Page 21 of 42

F. CYLINDER
i. Different theories of failures used in the design of the cylinders subjected to internal
pressure are
1. Maximum principal stress theory (Lame’s theory)
2. Maximum principal strain theory
3. Maximum shear stress theory
4. Distortion energy theory
ii. Formulae Used:
A. Maximum principal strain theory (Clavarino’s theory)
t=[Di/2[√ σ+ p (1−2 v )σ−p (1+v )
−1] .]B. Maximum principal strain theory (Birnie’s theory)
t=[Di/2[√ σ+ p (1−v )σ−p (1+v )
−1] .]C. Maximum shear stress theory
t=[Di/2[√ ττ−p
−1] .]D. Distortion energy theory
t=[Di/2[√ σσ−√ 3 p
−1] .]iii. SET-1
1. Pressure=P = 5 bar = 0.5 N/mm2
2. Dia. Of Piston=Di= 8 mm
3. Factor of safety= 4
material syt per. stress (sper)
per. shear stress
(ss)
thickness by clavarino’s
theory
thickness by birnie’s theory
thickness by maximum
shear stress theory
thickness by distortion
energy theory
(MPa) (MPa) (MPa) (mm) (mm) (mm) (mm)Steel 480 120 60 0.014218550 0.016722480 0.016771562 0.014512351
Brass 200 50 25 0.034300754 0.040323599 0.040610178 0.035097611
Page 22 of 42
Table 2: Cylinder Thickness for 8mm ID Cylinder

The cylinder is provided with a threading at both ends hence forming a critical thickness at that
section.
Thread used: M12×1.25
The thickness allowance for the threads t=0.77mm
Total thickness required= t+safe value of thickness from chart
Material Total thickness required (mm) Approximated thickness (mm)
Steel 0.77+0.01677=0.78677 2
Brass 0.77+0.04061=0.81061 2
Table 3: Selected thickness for 8 mm ID cylinder
(with considering the manufacturing limitation the thickness is assumed as 2mm)
iv. SET-21. Pressure=P = 5 bar = 0.5 N/mm2
2. Dia. Of Piston=Di= 10 mm
3. Factor of safety= 4
material syt per. stress (sper)
per. shear stress
(ss)
thickness by clavarino’s
theory
thickness by birnie’s theory
thickness by maximum
shear stress theory
thickness by distortion
energy theory
(MPa) (MPa) (MPa) (mm) (mm) (mm) (mm)Steel 480 120 60 0.017773187 0.020903101 0.020964452 0.018140443
Brass 200 50 25 0.042875942 0.050404499 0.050762722 0.043872014
The cylinder is provided with a threading at both ends hence forming a critical thickness at that
section.
Thread used:
M14×1.5
The thickness allowance for the threads t=1.08mm
Total thickness required= t+safe value of
thickness from chart
Material Total thickness required (mm) Approximated thickness (mm)
Steel 1.08+0.02096=1.10096 2
Brass 1.08+0.05076=1.13076 2
Table 5: Selected thickness for 10 mm ID cylinder
Page 23 of 42
Table 4: Cylinder Thickness for 10mm ID Cylinder

v. INFERENCE
1. With the consideration of material availability, ease of manufacturing and the critical
thickness required for brass and M.S., they are selected for the prototype design purpose.
2. Not knowing the critical diameter for least friction between O-ring and cylinder the two
diameters 8mm and 10mm are selected for analysis.
a) ANSYS REPORT FOR CYLINDER
Figure 11: ANSYS results for cylinder
i. INFERENCE
TypeEquivalent (von-
Mises) StressMaximum
Principal StressMaximum Shear
StressTotal
Deformation
Minimum 1.1252e-003 MPa -1.1213 MPa 5.6626e-004 MPa 0. mm
Maximum
1.6202 MPa 0.28252 MPa 0.88713 MPa3.0369e-005
mm
Table 6: Stresses on cylinder by ANSYS
With reference to allowable stress on brass (50 MPa), the maximum stress developed in
cylinder (1.6202 MPa) from ANSYS, the cylinder is safe.
Page 24 of 42

Figure 12: Cylinder
G. SPRING
The design of a new spring involves the following considerations:
i. Space into which the spring must fit and operate.
ii. Values of working forces and deflections.
iii. Accuracy and reliability needed.
iv. Tolerances and permissible variations in specifications.
SPRING CHARACTRISTICS
End style- Square and ground end
Spring material- Unalloyed, oil hardened and tempered spring steel valve spring wire
(VW)
Expected deflection- 22.5mm for 7.5 bar pressure
FORMULAE AND DATA USED FOR DESIGN
1. Modulus of rigidity (G) = 83170 N/mm2
2. Spring Index (C) = Dd
3. Wahl’s Factor (Kw) = (4C−1)(4 C+1)
–0.615
C
4. Number of Turns (N) = Gd
8 C3 k
5. Total number of turns (N t ) = N + 2
6. Working Length (Lw ¿ = 8 FN D3
G d4
7. Solid Length (Ls ¿ = N t * d
8. Clearance Allowance (Lc) = 15% of working length
9. Total Length (Lf ¿=LW+LS+Li +Lc
Page 25 of 42

10. Pitch (Ps) = L f
N t−1
11. Shear Stress (ح) = 8 F C
π d2
Dimensions of the springs manufactured:
Parameter Spring 1 Spring 2
Mean spring diameter 5.8 mm 8 mm
Inner diameter 5 mm 7 mm
Outer diameter 6.6 mm 9 mm
Pitch 3 mm 4.5 mm
Total no. of turns 15 10
Wire diameter 0.8 mm 1 mm
Free length 42 mm 40.5 mm
Material Spring steel Spring steel
Type of end Square and ground end Square and ground end
Spring hand Right handed Right handed
Table 7: Spring manufactured
Figure 13: Spring
Page 26 of 42

H. PISTON
The function of piston is to take pressure of oil on one side and on the other side the spring
force. As the stresses acting on the piston are very small compared to the piston strength hence
the piston is not designed on strength basis.
DIFFERENT PISTON DESIGNS
a) PISTON WITH TWO GROOVES
Figure 14: Piston with two grooves
Characteristics
No leakage observed
Two O-rings helps in avoiding oscillation of piston
b) PISTON WITH ONE GROOVE
Figure 15: Piston with one groove
Characteristics
Leakage was observed after 3.2 bar pressure
c) TEFLON PISTON HEAD AND BRASS ROD (DETACHABLE)
Figure 16: Teflon piston head (Detachable)
Page 27 of 42

Characteristics
Leakage was observed after 1.2 bar pressure
Kinematic constraints are utilised for improving manufacturing
d) THREADED TEFLON PISTON HEAD AND BRASS ROD
Figure 17: Threaded teflon piston head (detachable)
Characteristics
Leakage was observed after 3.2 bar pressure
Threads reduce contact area, O-ring gives positive sealing
With lack of precise manufacturing process the piston was prone to leakage
INFERENCE
Piston with two grooves was the best design which avoided leakage. It also has simple
construction and does not need precise machining; hence piston with two groove design is
selected.
Page 28 of 42

I. JOINT USED
Currently the market trend is to make the product such that it won’t be possible to open the
assembly and repair or get the mechanism behind the joints. As the product is in the design
phase we assumed the threaded joints to be most appropriate for the primary design.
Figure 18: Threaded joint used
a) ANSYS REPORT FOR HEAD HEX
Figure 19: ANSYS results for head hex
i. INFERENCE
Type Equivalent (von- Maximum Maximum Shear Total
Page 29 of 42

Mises) Stress Principal Stress Stress Deformation
Minimum 6.5967e-007 MPa -1.2119 MPa 3.5209e-007 MPa 0. mm
Maximum 2.8344 MPa 4.7225 MPa 1.4901 MPa 4.9975e-005 mm
Table 8: Stresses on head hex by ANSYS
With reference to allowable stress on brass (50 MPa), the maximum stress developed in
cylinder (4.7225 MPa) from ANSYS, the cylinder is safe.
b) ANSYS REPORT FOR END HEX
Figure 20: ANSYS results for end hex
i. INFERENCE
TypeEquivalent (von-
Mises) Stress
Maximum
Principal Stress
Maximum Shear
Stress
Total
Deformation
Minimum 1.1977e-005 MPa -1.4534 MPa 6.8174e-006 MPa 0. mm
Page 30 of 42

Maximu
m2.345 MPa 1.8894 MPa 1.3525 MPa 4.727e-005 mm
Table 9: Stresses on end hex by ANSYS
With reference to allowable stress on brass (50 MPa), the maximum stress developed in
cylinder (2.345 MPa) from ANSYS, the cylinder is safe.
J. ‘O’ RING
a) INTRODUCTION
An O-ring seal is used to prevent the loss of a fluid or gas. The seal assembly consists of an
elastomer O-ring and a gland. An O-ring is a circular cross-section ring moulded from rubber.
Figure 21: Basic O-Ring
Figure 22: Gland and O-Ring Seal
VARIOUS STAGES O-RING UNDER APPLICATION OF MECHANICAL PRESSURE
STAGE I- PRESSURE APPLIED
Figure 23: O-Ring under pressure
STAGE II – PRESSURE LIMIT REACHED
Page 31 of 42

Figure 24: O-Ring Extruding
STAGE III – EXTRUSION FAILURE
Figure 25: O-Ring Under Extrusion Failure
i. COMMON MODES OF FAILURE
a) abrasion
b) compression set
c) chemical degradation
d) explosive decompression
e) extrusion
f) installation damage
g) outgassing / extraction
h) overcompression
i) plasma degradation
j) spiral failure
k) thermal degradation
ii. O-RING FAILURE ANALYSIS
From the end-user’s point of view, a seal can fail in three (3) general ways:
Leaking
Contamination
Change in Appearance
Contributing factors to seal failure in the sealing environment include:
Chemical— the type of chemical(s) in service
Page 32 of 42

Thermal— the operating ranges of the seal (also any thermal cycling)
Pressure/Vacuum— the range of pressures or vacuum levels in the process
Figure 26: O-Ring
K. PREDICTING SEAL FRICTION
Friction and Wear
O-rings load a sealing surface due to their own resilience compounded with any system
pressure. When the surface to be sealed moves relative to the O-ring, frictional forces are set
up, producing two effects: one leads to wear and the other reduces the useful load which a
cylinder can transmit.
In dynamic applications difference must be made between break-out and running friction.
Break-out friction must be overcome at the beginning of movement and also is known as start-
up friction. Once movement is established the frictional forces drop to a lower level and gliding
begins. This can be clearly seen in reciprocating cylinders.
Calculation Method from Literature
A commonly accepted method of predicting coulomb friction between a seal and a piston rod
includes the use of curves that isolate the friction due to seal squeeze and the friction due to
pressure. The friction value is given by the following sum:
F = FC + FH
Parameter Value DescriptionFc fc x Lf Total friction force due to seal squeeze
FH fh x Ar Total friction force due to pressure
fC Given in fig: Friction (lb per inch seal contact length)
Page 33 of 42

fh Given in fig: Friction (lb per sq. inch seal projected area)
Lf π x Piston OD Piston circumference
Ar π/4 x ((Gland ID)2-(Rod OD)2) Seal projected areaTable 10: Important parameters for friction determination
The friction per inch length (fc) of the seal due to seal squeeze is given in Figure 65 & Figure
66 gives the friction per square inch of the seal projected area (fh) due to cylinder pressure.
Graphs shown below are taken for required surface roughness (200µm).
Figure 27:Friction due to O-ring compression
Figure 28: Friction due to fluid pressure
Measured Parameters Calculated Parameters Chart ValuesParameters Value Parameters Value Parameters Value
Seal Thickness (in) 0.0709 Arq (in2) 0.0514fc(lb/in2) 0.184
Cylinder ID (in) 0.394 Seal Squeeze (%) 3Piston Rod ID (in) 0.256 Ar2 (in2) 0.0727
fh(lb/in2) 3.623Seal Shore A Hardness 70
Table 11: Determined values for friction determination
fc(N/mm2) fh(N/mm2) Ar1(mm2) Ar2(mm2)0.0323 0.025 33.161 46.935
Table 12: Values from graph
Page 34 of 42

0 1 2 3 4 5 6 7 8 9 100
0.5
1
1.5
2
2.5
3
3.5
4
Cylinder ID in mm
Pre
ssur
e F
orce
(Fp)
in N
& F
rictio
n F
orce
(Fc)
in N
Pressure Force (Fp), Friction Force (Fc) Vs Diameter
Pressure Force (Fp)Friction Force (Fc)
Figure 29:Variation in Pressure Force (Fp), Friction Force (Fc) with Cylinder ID
For Dp=8mm For Dp=10mm
Total Frictional Force (F1) 1.641 N Total Frictional Force (F2) 2.1884 N
Pressure Force (Fp1) 2.513 N Pressure Force (Fp2) 3.927 N
Avail. Force (Fp1 - F1) 0.872 N Avail. Force (Fp2 – F2) 1.7386 NTable 13: Total available force for piston movement
INFERENCE
From the above table we can see that to give the deflection at 0.5 bar pressure 10mm diameter cylinder has more force value as compared to 8mm cylinder, hence the 10mm cylinder is finalised.
Page 35 of 42

L. MEASUREMENT OF LINEAR DISPLACEMENT
a) LINEAR POTENTIOMETER
Figure 30: Principal of linear potentiometer
b) LINEAR VARIABLE DIFFERENTIAL TRANSFORMER (LVDT)
Figure 31: Principal of LVDT
c) BONDED RESISTANCE STRAIN GAUGE
Figure 32: Bonded resistance strain gauge
d) VARIABLE AREA CAPACITORS
Figure 33: Variable area capacitors
INFERENCE
From the different possible linear displacement measurement methods, the linear potentiometer is selected because of its ease of application.
Page 36 of 42

M. TESTING OF THE PRESSURE TRANSDUCER
a) PRESSURE TRANSDUCER TESTS:1. Calibration test
2. Over load test
3. Endurance Test of Fluctuating pr. Test
4. Flick test
b) TEST RIG:
Figure 34: Test rig suggested
The test rig consists of a rotary type piston cylinder type manual pump which is required for
applying continuous pressure on the pressure transducer. A fixture is for holding a pressure
gauge to get reading, holder for holding pressure transducer and a fixed scale to get the
deflection readings. It also has an exit valve to release the pressure and one opening for getting
pressurized oil from the pump. A sink basin is provided for storing the oil at the bottom.
c) ERRORS IN THE PRESSURE GAUGES Zero error
Span Error
Angularity error (non-linearity)
Hysteresis error
Backlash error
Page 37 of 42

d) OBSERVATION SET 1:
Specifications:
Cylinder: 8mm (ID), M.S.
Spring: Spring Steel (Dm=5.8mm, pitch=3mm, Nt=15, d=0.8mm, Free Length=42mm)
‘O’ Ring: 5*1.6, Silicon
Graph:
0 1 2 3 4 5 6-5
0
5
10
15
20
Pressure in Bar
Dis
plac
emen
t in
mm
Pressure Vs Displacement curve
UPPER LIMITLOWER LIMITIDEALLOADINGUNLOADING
Figure 35: Pressure Vs Displacement Graph for 8mm ID cylinder
e) OBSERVATION SET 2:
Specifications:
Cylinder: 10mm (ID), Brass
Spring: Spring Steel (Dm=8mm, pitch=4.5mm, Nt=10, d=1mm, Free Length=40.5mm)
‘O’ Ring: 6.5*1.8, Silicon
Page 38 of 42

Graph:
0 1 2 3 4 5 6-5
0
5
10
15
20
Pressure in Bar
Dis
plac
emen
t in
mm
Pressure Vs Displacement curve
UPPER LIMITLOWER LIMITIDEALLOADINGUNLOADING
Figure 36: Pressure Vs Displacement Graph for 10mm ID cylinder
f) INFERENCE From the plotted results we can observe that the cylinder with diameter 10 mm works
better in the initial region of the graph and give deflection at about 0.5 bar compared to the
one with diameter 8 mm which gives deflection at about 0.75 bar.
The main reason behind this difference is the fact that the acting force is directly
proportional to the square of the diameter and the frictional force is directly proportional to
the diameter.
Page 39 of 42

N. SWOT ANALYSIS
Page 40 of 42
STRENGTHS
Use of brass enhances the aesthetic appeal
Reliable testing methods adopted Due to elimination of diaphragm, life
of the product increases significantly
WEAKNESS
Advanced manufacturing processes are not used
Required accuracy (+/-5%) is not obtained
Vibration testing has not been carried out due to lack of the necessary testing apparatus
OPPORTUNITY
If manufacturing capabilities are improved , accuracy will improve significantly
Could be used for other low pressure range applications
If the same product is manufactured in plastics would prove to be economical
THREATS If the oil used is having SAE rating
greater than 30 then leakage failure is possible.

8. CONCLUSIONThere is an increasing interest in reverse engineering of parts whose drawings (geometric,
material and manufacturing details) are not available, especially those required one-off or in a
few numbers, such as for replacement of broken and worn-out parts. It is facilitated by the
availability of technologies such as non-contact scanning, rapid tool manufacturing (using
rapid prototyping and rapid tooling methods) and process parameter optimisation through
simulation. This investigation focussed on integrating these technologies, to achieve a dramatic
reduction in manufacturing time and associated costs for one-off products compared to
conventional routes. This has been demonstrated by design of pressure transducer assembly
belonging to gen-set, which had no drawings or any other data related to its manufacturing.
9. REFERENCES Ingle, Kathryn A., Reverse Engineering, McGraw-Hill, Inc., 1994, p.1-35.
Puntambenkar, N.; Jablokow, A. & Sommer, H., A unified review of 3D model generation
for reverse engineering. Computer Integrated Manufacturing Systems, 1994, 7, 259-268.
Nuclear Power Corporation of India Limited-Trainning Manual on Process Measuring
instruments- Course no. SA-C&I # 2.4
Material properties- The DuPont Oval Logo, DuPont., The miracles of science.
Diphragm design manual -Freudenberg and NOK Group
Parker O-Ring Handbook -ORD 5700
Principles of Pressure Measurement- Franklin L. Scamman, MD
CE319F - Elementary Mechanics of Fluids – Laboratory UT Austin
Macro sensors-Division of Howard A. Schaevitz Technologies, Inc. - Technical Bulletin
0103
Machine Design II- Prof. K.Gopinath & Prof. M.M.Mayuram
Machine Design- V. B. Bhandari
Page 41 of 42

Page 42 of 42