Embed Size (px)
Citation preview

Indian Journal of Fibre & Textile Research Vol. 22, December 1997, pp. 264-273
Responsive heat barrier fabrics
A R Horrocks, S C Anand, B K Kandola & D Sanderson
Faculty of Technology, Bolton Institute, Deane Road, Bolton BL3 5AB, U.K.
Recently a heat baryier composite fabric structure has been developed [UK Pat 2279084 B, 20 June 1995] which can withstand air exposure temperatures up to 1200°C. This novel assembly is a multilayer fabric which comprises a flexible nonwoven core of flame-retardant fibres throughout which an intumescent is dispersed. This paper reviews the various stages of development of this novel composite textile structure since 1992, where a number of flame-retardant celll!losic fibres have been combined with selected intumescents in suitable composite structures. High flame and heat resistance and very low heat release properties are features of these composite structures. It has been demonstrated that on heating such systems, both components char by chemically and physically compatible mechanisms, resulting in a chemical interaction to form a fibrous char-reinforced intumescent char or 'char-bonded' structure which is unusually resistant to oxidation.
Keywords : Composite fabrics, Flame-retardant fibres, Heat-barrier fabrics, Intumescents
1 IntroductioJl
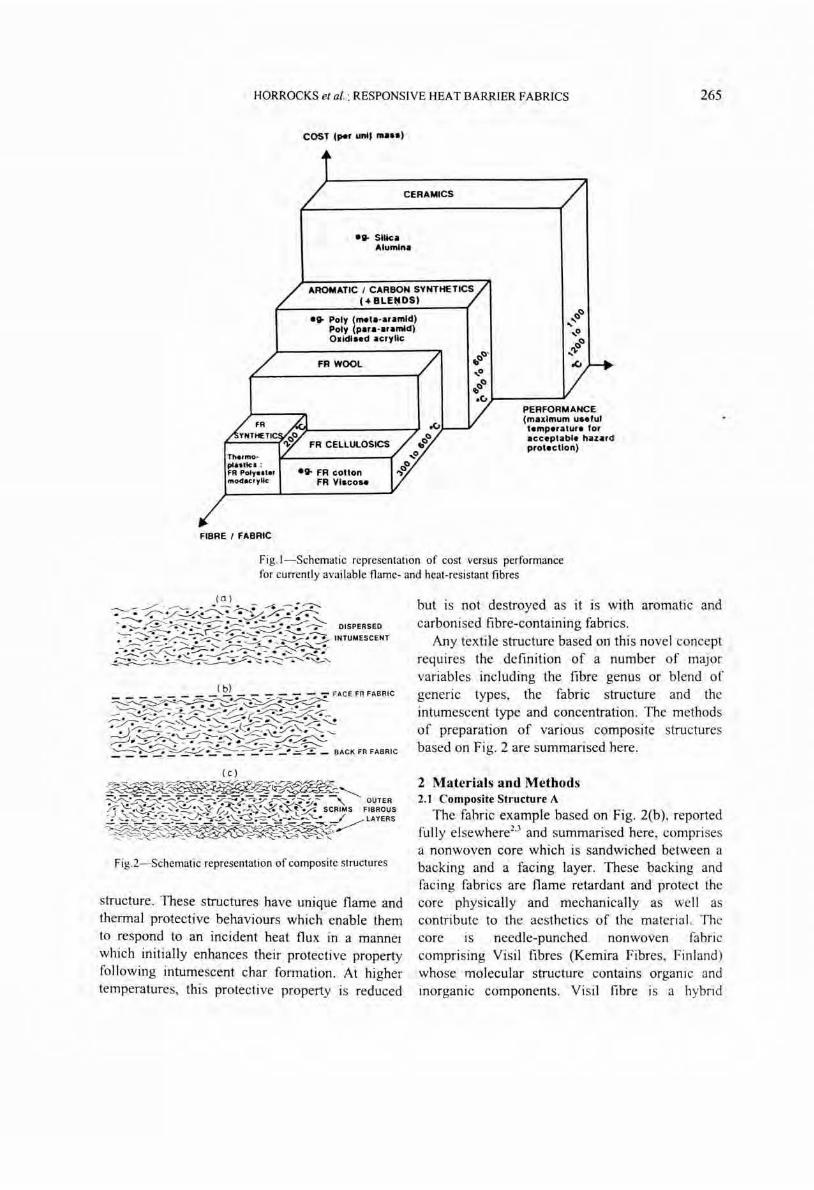
The currently available protective and barrier fabrics are textile products having different levels of performance. Fabrics based on organic structures, i.e. flame-retardant cotton and wool, polyaromatic structures like aramid and novoloid fibres, have 'desirable textile properties. When exposed to fire, they do not propagate fire but at temperatures above 2S0°C, they carbonize to give char. The char is very brittle and has tendency to oxidize slowly above 400-S00°C, hence no coherence is left. Of these fibres, even the most heat-resistant ones like aramids, survive only a few minutes when heated in air up to 900°C. Fabrics based on only inorganic fibres (silica or alumina) are very good protective fibres as barriers for fire and heat. Some can withstand temperatures up to 1100°C for considerable time, but they are very expensive and have higher densities and moduli. Thus, they are unsuitable for end-uses where lightness and flexibility are required, e.g. protective clothing, transport upholstery fabric, etc. Fig. 1 presents a schematic representation of the various fabric types in terms of fibre content, cost and performance. Hence, there is a need of a barrier fabric having textile characteristics at normal temperatures and which can offer
protection against flame and heat at temperatures up to 1200°C for short periods of time.
This paper reviews 1-4 the development of a novel genus of barrier fabric which comprises a flexible nonwoven core containing both organic and inorganic fibrous components throughout which an intumescent is dispersed. The core is constructed so that it permits flexibility at both low and high temperatures . Up to SOO°C, it accommodates expansive forces generated by the developing intumescent char component which enables it to increase in volume and thickness while fabric integrity and flexibility are maintained. As the temperature is ntised above SOO°C, the char (which comprises both fibre and intumescent components) slowly oxidises leaving the inorganic fibre components as a residue. After long periods of time or on increasing the temperature above lOOO°C, an inorganic skeleton of the original structure remains which still offers a degree of coherent thermal protection. Fig. 2(a) shows the structure of nonwoven core with an intumescent dispersed through it. Alternative more practical versions of this are shown in Figs 2(b) and 2(c) where these assemblies contain flameretardant, non-thermoplastic face and backing fabrics which add reinforcing elements to the
HORROCKS e/ at., : RESPONSIVE HEAT BARRIER FABRICS 265
COST (per unll , .... )
CERAMICS
eg. SlUe a Alumina
AROMATIC I CARBON SYNTHETICS (+ BLEl:tDS)
FIBRE I FABRIC
eg. Poly (meta-aramld) Poly (para-aramld) Oxidl.ed acrylic
FR WOOL
eg. FR collon FR VI.co ..
PERFORMANCE (maximum u.elul temperature lor acceptable hazard protection)
Fig.I - Schematic representation of cost versus performance for currently available flame- and heat-resistant fibres
Fig.2- Schematic representation of composite structures
structure. These structures have unique flame and thermal protective behaviours which enable them to respond to an incident heat flux in a mannel which initially enhances their protective property following intumescent char formation . At higher temperatures, this protective property is reduced
but is not destroyed as it is with aromatic and carboni sed fibre-containing fabrics.
Any textile structure based on this novel concept requires the definition of a number of major variables including the fibre genus or blend of generic types, the fabric structure and the intumescent type and concentration. The methods of preparation of various composite structures based on Fig. 2 are summarised here.
2 Materials and Methods 2.1 Composite Structure A
The fahric example based on Fig. 2(b), reported fu lly elsewhere2
.J and summarised here, comprises
a nonwoven core which is sandwiched between a backing and a facing layer. These backing and facing fabrics are flame retardant and protect the core physically and mechanically as well as contribute to the aesthetics of the material. The core IS needle-punched nonwoven fabri c comprising Visil fibres (Kemira Fibres, Finland) whose molecular structure contains organic and inorganic components . Visi l fibre is a hybrid
266 INDIAN J. FIBRE TEXT. RES., DECEMBER 1997
containing cellulose and silicic acid, which chars and forms silica at high temperatures. The components are as follows: 100% Visil type 33; viscose staple fibre 3.5 dtex 40 mm; 100% plain weave cotton facing and backing fabrics treated with phosphorus- and nitrogen - containing flame retardant (Pyrovatex CP, Ciba), area density 200 g m-2, ammOnium polyphosphate based intumescent powder (Amgard MPC 1000, Albright and Wilson Ltd), acrylic and styrene/acrylic copolymer as a water based dispersion (Revacryl 272, Harlow Chemical Company Ltd).
The composite material was produced on an Automatex laboratory nonwoven line. Two webs ofVisil were produced each having an area density of 100 g m-2. One web was then placed on a single layer of the flame-retardant cotton fabric . A powdered intumescent/resin mixture was sprinkled on to the web surface. The second web was laid on the intumescent coated lower web and needled to consolidate the assembly. A second flame retardant cotton fabric was laid upon the upper needled web and the whole assembly (fabric-webintumescent-web-fabric) was needled to bond the upper fabric and lower webs together and disperse the intumescent. The composite material was then heated to 120°C for 5 min to enable bonding of the intumescent/resin combinations to the fibres. Four fabrics I, II, III and IV containing 0, 30, 40 and 50% (w/w) intumescent respectively, applied in combination with 5% (w/w) resin with respect to the mass of the web (200 g m-2), were produced. Nominal area densities of the composites were 600,670, 690 and 710 g m-2 respectively.
2.2 Composite Structure B - The composite structure based on Fig. 2(c) was produced in a manner similar to that above except it was constructed from five layers:
200 g m-2 Visil web 120 g m-2 FR cotton woven fabric 200 g m-2 Visil web containing
the intumescent 120 gm-2 FR cotton woven fabric 200 gm-2 Visil web
Five samples were prepared containing nominal levels of 0, 100, 150, 200 and 250 g m-2 of intumescent to which a bonding resin was added at 10% (w/w) with respect to intumescent
concentration. These fabrics are numbered V, VI, VII, VIII and IX respectively. Each composite was produced in stages by needling together component fabrics until the whole was finally needled to consolidate the structure. With the FR cotton fabric scnms embedded within the composite not only would they aid containment of the intumescent but would act as a reinforcement and reduce the high degree of shrinkage reported previously2 for the sandwich structure and illustrated in Fig. 2( c).
2.3 Testing of Fabric Samples of Composite Structures A and B
Each fabric sample was subjected to the following test protocol:
Flame retardancy was tested in accordance with British standard BS 5438: 1989 Test 2A (face ignition) and Test 2B (bottom edge ignition).
Resistance to heat radiation was undertaken by exposing 76mm x 76 mm specimens of each fabric placed on a raised quartz stand for up to 10 min at selected temperatures in the range 500-1200°C in a furnace having a recorded temperature accuracy of ±5°C. The quartz stand ensured oxygen access to both side~ of the fabric during heating. Performance was measured in terms of thickness retention, weight loss and shrinkage in two major directions.
2.4 Composite Structure C Scanning electron microscopic results reported
earliers for chars of some of above samples indicated that on heating, intumescent systems interact with flame-retardant fibres and form a very stable 'char-bonded structure'. To explore this further~ . some tests were done on the mixture of two components of these composite structures (Visil fibre and intumescent) in raw form and also on following composite structures (without any FR woven cotton fabric scrim~t;
The composite structures with two different intumescent systems MPC 1000 (APP, melamine, pentaerythritol; 3:1:1 mass ratio) and MPC 2000 (melamine phosphate, dipentaerythritol) from Albright and Wilson Ltd, UK, were prepared. A 200 g m-2 nonwoven needle-punched web of Visit fibres was prepared and the intumescent system (50% intumescent with respect to Visil fibre

HORROCKS et at.: RESPONSIVE HEAT BARRIER FABRICS 267
weight) with Vinamul 3303 resin (Vinamul Ltd, UK) was applied by a brushing technique. The resin emulsion was 15% (w/w) solids level with respect to intumescent. After drying, a second 200 g m-2 Visil fibre web was attached to it and the whole assembly was then needle-punched leaving a coherent structure of about 500 g m-2 area density. Three fabric structures containing the following components were prepared:
Sample X: control fabric (contains no intumescent)
Sample XI : contains MPC 1000 Sample XII : contains MPC 2000
2.5 Testing for Evidence of Interaction of FR Fibre - Intumescent
2.5.1 Thermal Analysis
The intumescence or swelling of the sample was measured by a Stanton Redcroft TMA 691 thermal mechanical analyser which recorded linear expansion of heated samples contained in a small crucible and subjected in contact with a probe of 5 mm diameter (compared with crucible diameter 5.84 mm and depth of 2.5 mm) loaded to I g. Movement of the loaded probe in the vertical direction was recorded as a millivolt response at each recorded temperature. A heating rate of 10K min-I was used and samples were surrounded by static air.
A Stanton Redcroft TGA 760 instrument was used for thermogravimetric analyses under static air and flowing nitrogen (10 ml/min) conditions with a heating rate of 10 K min-I. About 5.0 mg of sample was used in each case.
2.5.2 Mass Loss Cone Calorimetry A mass loss calorimeter (Fire Testing
Technology Ltd, UK) was used at heat flux rates 25, 50 and 75 kW m-2 in an air atmosphere to expose 100 mm x 100 mm fabric samples. In each case, three layers of fabric were taken and two repeat specimens for each sample were examined.
2.5.3 Scanning Electron Microscopy Scanning electron microscopic observations
were made using an ISI-SX-25 instrument operated at 20 kV. Sa:nples were mounted on metal stubs with adhesive tape and were sputtered with gold to ensure adequate conductivity.
3 Results and Discussion
3.1 Composite Structure A-Thermal and Physical Characteristics
Each fabric, including that containing 0% intumescent, met the performance flammability indexes A and B in accordance with BS 6249 : Part 1 : 1982 when tested to BS 5438 : 1989 Test 2A (face ignition) an9 Test 2B (edge ignition) respectively.
The effects of 10 min radiant heat exposures are seen in Fig. 3(a-c) with regard to thickness, weight loss and shrinkage. Previous studies2
.3 showed that
after 2 min exposure, increasing temperature produces an increase in thickness which maximises in the range 800-900°C. Up to this maximum, the intumescent swells, adjacent fibres char and the composite thickness increases. Counter to this is the accompanying oxidatiofl of these chars which causes eventual reduction in composite thickness. Above 1000°C, the silica skeletons of the Visil
fibres remain, leaving a structure having a thickness close to that of the original composite. The slight differences in residual thickness of fabrics I, II, III and IV reflect the initial intumescent concentrations present and their proportionate respective swelling actions. After longer exposures of 10 min, initial intumescentdriven swelling has fully taken place at 500°C and char oxidation is already occurring. Fabrics thus achieve their silica residual forms at temperatures approaching 900°C.
Weight losses (Fig. 3b) at lower temperatures «500°C) are a consequence of dehydration of Visil fibres to both cellulosic char and silica and of intumescent to char. The increased presence of intumescent reduces mass loss at a given time and temperature below 900°C because the enhanced char and composite thickness reduce the rates of dehydration at lower temperatures and char oxidation at higher temperatures. Once full char oxidation has occurred above 900°C, the similar percentage weight losses reflect the resulting masses of residual silica fabric skeletons. Fabric shrinkage also accompanies char formation up to 500°C and this increases with concentration of intumescent. This is a consequence of intumescent-driven fabric swelling and at higher temperatures, once char oxidation is complete, the

268 INDIAN J. FIBRE TEXT. RES ., DECEMBER 1997
--! . tJ)" 14 0·.-___ -;;: tJ)
w 120 z ~ __ --~--~~ ~ u :r: ~ 80
40~_L __ L_-L __ L_~
80 (c)
O~-L __ L_~ __ ~~
500 700 900 TEMPERATURE,oC
Fig.3- Composite A: thickness, weight loss and shrinkage as a function of temperature after 10 min exposure [-e__ Sample I (0% intumescent); - A.- Sample II (30% intumescent); - 0 - Sample 1/1 (40% intumescent); and -~- sample IV (50% intumescent»)
Table I-Heat release measurements
Sample
I Woven fabric
(80% carbon, 20% aramid)
II (30% Intumescent)
III (40% Intumescent)
IV (50% Intumescent)
Peak H R R (kWm-2)
38.3
34.7
28 .2
20.3
Total H R R (kW m-2)
16.7
20.7
16.4
13 .8
silica residues of fabrics II, III and IV show greater shrinkages than the control fabric 1.
Heat measurements were carried out using the Ohio State University (O.S.u.) apparatus according to ASTM £906-1983. This is designed to measure both the maximum heat · release rates H R R during the initial 5 min and the total H R R integrated over the first 2 min of sample combustion following exposure to a radiation source of 35 kJm-2 in the presence of small igniting flame.
Heat release results are presented in Table 1 and included are results for a 280 g m··2 woven 80% carbonl20% aramid commercial barrier fabric. These show a superior performance to the latter which improves with increasing intumescent concentration in terms of reducing total and peak heat release rates. Current re:gulations required by major aircraft manufacturer, such as Boeing, demand that any material used ill" an aircraft interior must have a maximum H R R below 65
kW m-2• The results given in Table 1 demonstrate
that all the treated fabrics in this work meet this requirement and would be suitable for the proposed end-use assuming that other properties are acceptable.
3.2 Composite Structure B--Thermal and Physical Characteristics
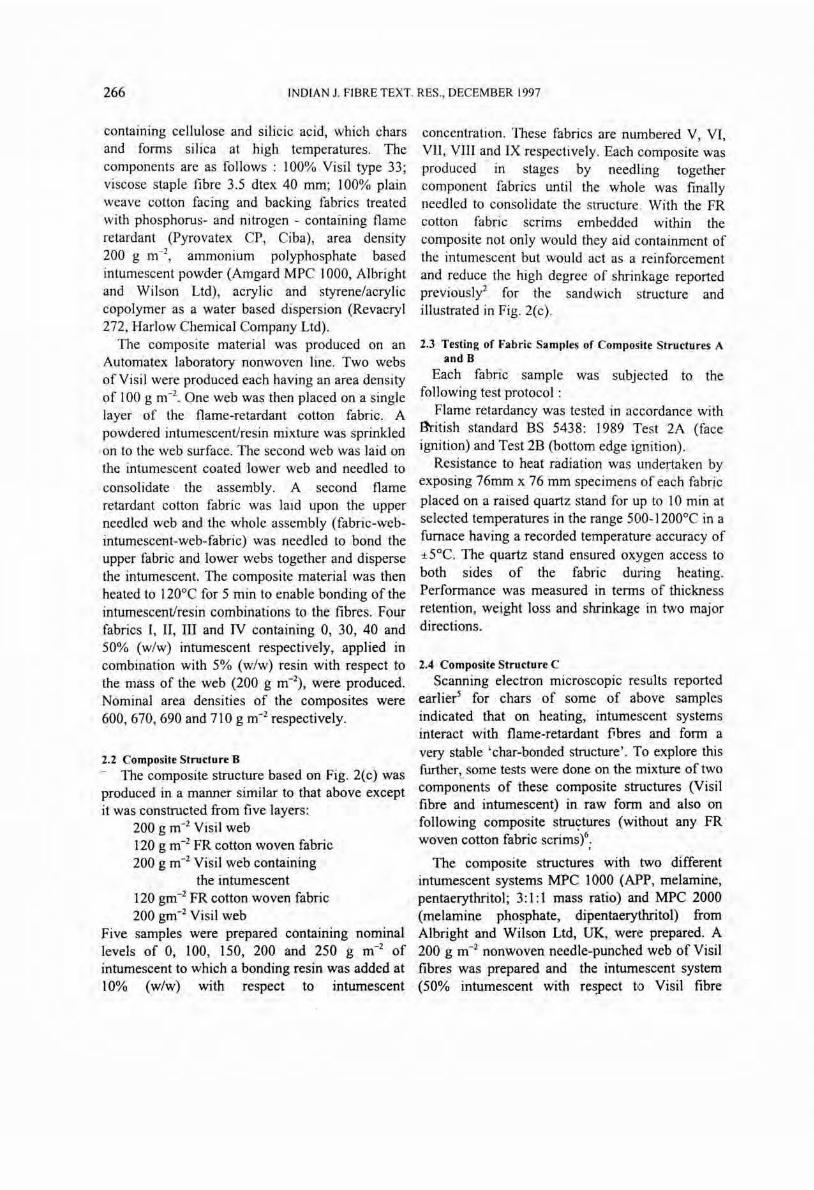
Fabrics V-VIII in general behaved in a mJinner similar to I-V above and as the intumescent concentration increased, so did their flame and heat resistance. Fig. 4 (a-c) shows the effect of increasing temperature up to 1200°C for 2 and 10 min exposures on thickness, weight loss and shrinkage for nominal intumescent levels of 0 and 200 g m-2
. The latter corresponds to 100% w/w with respect to the core layer but 33% with respect to the total nonwoven fibre component mass. Comparison of these results with respective Fig. 3(a-c) shows that for composite fabric B • the thickness hardly increa~es up to 500°C but
retains the initial vaiue up to 1200°C; • weight loss occurs less rapidly over the
temperature range 500-1000°C and stabilises after 5 and 10 min exposure above 1000°C; and
• the degree of shrinkage at a given temperature is much less than for composite fabric A
HORROCKS et at.: RESPONSIVE HEAT BARRIER FABRICS 269
140 (a)
;! 120 .. Vl ~100 z x u :r ~
6 OL-l'~--L---lL-....l--1
100 (b)
. ..... 80 III Vl a ...J
~ 60 ~
(e) 80
;! 60 " w ~ <{
~ 40 cr :r Vl
20
10~~--L~L-....l--....l 500 900 1100
TEMPERATURE';C
Fig.4-Composite B: thickness, weight loss and shrinkage as a function of temperature after 2 and 10 min exposure for 0 and 200 gm-2 intumescent levels [__e_ 2 min (200 g m-2
);
- .... - 10 min (200 g m-2); - 0 - 2 min (0 g m-2
); and -tJ.- 10 min (0 g m-2
) ]
samples (Figs 3c and 4c). Visual inspection of fabric B samples exposed
up to 1200°C shows that not all the carbonaceous char has oxidised. Furthermore, the exposed fabric after 10 min exposure is a far more coherent structure than fabric A samples after similar 1000°C exposures. This supenor structural retention is reflected in the lower weight losses and shrinkages compared to previous results2
•3
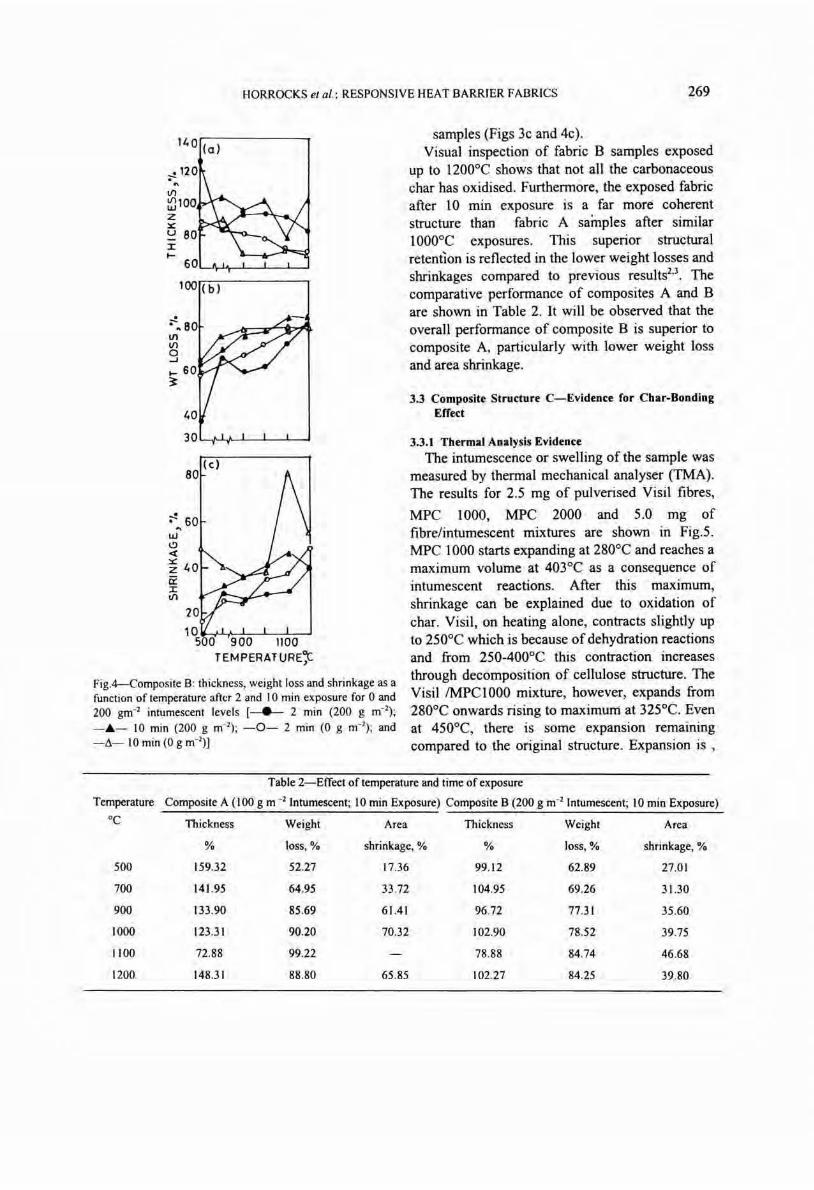
• The comparative performance of composites A and B are shown in Table 2. It will be observed that the overall performance of composite B is superior to composite A, particularly with lower weight loss and area shrinkage.
3.3 Composite Structure C-Evidence for Char-Bonding Effect
3.3.1 Thermal Analysis Evidence The intumescence or swelling of the sample was
measured by thermal mechanical analyser (TMA). The results for 2.5 mg of pulverised Visil fibres,
MPC 1000, MPC 2000 and 5.0 mg of fibrelintumescent mixtures are shown in Fig.5. MPC 1000 starts expanding at 280°C and reaches a maximum volume at 403°C as a consequence of intumescent reactions. After this maximum, shrinkage can be explained due to oxidation of char. Visil, on heating alone, contracts slightly up to 250°C which is because of dehydration reactions and from 250-400°C this contraction increases through decomposition of cellulose structure. The Visil IMPCIOOO mixture, however, expands from 280°C onwards rising to maximum at 325°C. Even at 450°C, there is some expansion remaining compared to the original structure. Expansion is ,
Table 2-Effect of temperature and time of exposure
Temperature Composite A (100 g m - 2 Intumescent; 10 min Exposure) Composite B (200 g m-2 Intumescent; 10 min Exposure)
°C Thickness Weight Area Thickness Weight Area
% loss, % shrinkage, % % loss, % shrinkage, %
500 159.32 52.27 17.36 99.12 62.89 27.01
700 141.95 64.95 33 .72 104.95 69.26 31 .30
900 133.90 85.69 61.41 96.72 77.31 35 .60
1000 123.31 90.20 70.32 102.90 78.52 39.75
1100 72.88 99.22 78.88 84.74 46 .68
1200 148.31 88.80 65.85 102.27 84.25 39.80
270 INDIAN J. FIBRE TEXT. RES., DECEMBER 1997
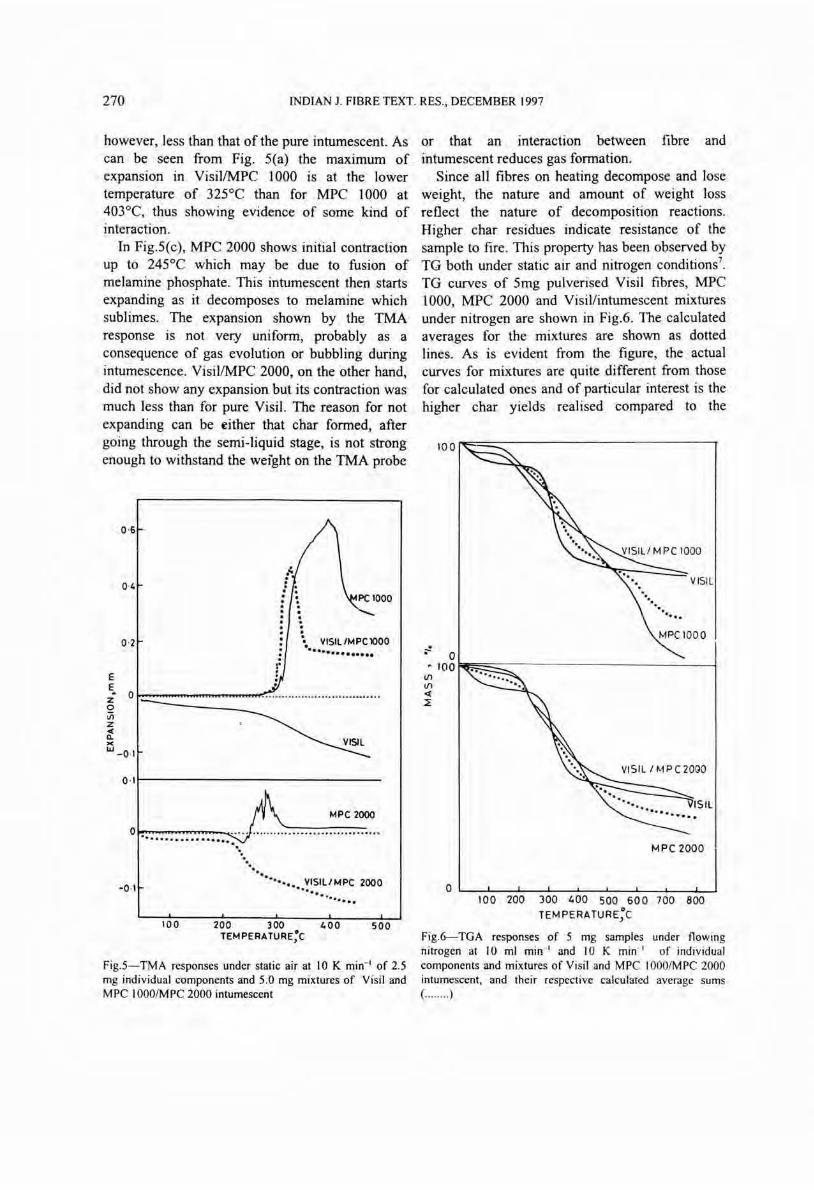
however, less than that of the pure intumescent. As can be seen from Fig. Sea) the maximum of expansion in VisilIMPC 1000 is at the lower temperature of 32S0C than for MPC 1000 at 403°C, thus showing evidence of some kind of interaction.
In Fig.S(c), MPC 2000 shows initial contraction up to 24S0C which may be due to fusion of melamine phosphate. This intumescent then starts expanding as it decomposes to melamine which sublimes. The expansion shown by the TMA response is not very uniform, probably as a consequence of gas evolution or bubbling during intumescence. VisilIMPC 2000, on the other hand, did not show any expansion but its contraction was much less than for pure Visil. The reason for not expanding can be either that char formed, after going through the semi-liquid stage, is not strong enough to withstand the weIght on the TMA probe
E E
0 ·6
0·1,
0·2 · · · · · · · r . .
· · · · · · · PC 1000
.. V1S1L IMPC 1000 ...............
z 0 1--~~~...,.,.,~~ ........ ~ . . :7: . .. . . ............ .••.. . •••••••• ••
o iii z « a. >< W_O·
'
0 ·11----------------
MPC 2000
Ol-r~ ............... ~_ -••.•.••.••••••••. e.
'. ••••••• V1Sll/ MPC 2000 -. -. ... ...... . -0 ·1
100 200 300 400 TEMPERATURE;C
500
Fig.5- TMA responses under static air at 10K min- I of 2.5 mg individual components and 5.0 mg mixtures of Visil and MPC 1000IMPC 2000 intumescent
or that an interaction between fibre and intumescent reduces gas formation.
Since all fibres on heating decompose and lose weight, the nature and amount of weight loss reflect the nature of decomposition reactions. Higher char residues indicate resistance of the sample to fire . This property has been observed by TG both under static air and nitrogen conditions7
•
TG curves of Smg pulverised Visil fibres, MPC 1000, MPC 2000 and Visillintumescent mixtures under nitrogen are shown in Fig.6. lbe calculated averages for the mixtures are shown as dotted lines. As is evident from the figure, the actual curves for mixtures are quite different from those for calculated ones and of particular interest is the higher char yields realised compared to the
100
;! 0 • IOO~~~~'--------------------~
III III <t ~
MPC 2000
o ~~ __ ~ __ ~ __ ~ __ ~ __ ~~~~~ 100 200 300 400 500 600 700 BOO
TEMPERATURE;C
Fig.6- TGA responses of 5 mg samples under flowing nitrogen at 10 ml min- I and 10 K min-I of individual components and mixtures of Visil and MPC 1000/MPC 2000 intumescent, and their respective calculated average sums ( . . .. .... )

HORROCKS et a/. : RESPONSIVE HEAT BARRIER FABRICS 271
expected values. The differences between actual and calculated char yields at different temperatures are plotted in Fig. 7. Furthermore, as reported earlier7 arid also shown in Table 3, the char yields at 700°C (calculated from TG curves) in air are only slightly less than that in nitrogen. This indicates that these chars are unusually stable to oxidation.
3.3.2 Mass Loss Cone Calorimetry Mass loss calorimetric results support the above
findings of 'enhanced char formation and resistance to oxidation' on more realistic textile fabric samples of composite structures C. Tests were done .cn 100 mm xlOO mm samples at 25 , 50 and 75 kWm-2 heat fluxes. Typical mass loss versus time curves for samples X-XII at 50 kWm-2
2S·r----------------------------------,
20
". IS • ~ ! 10
'ii ! 5 • ';;'
Visil'MPC 1000
~ o~~--~~------------------------~ v
-I ~0!-:0~2!-:SO:--:3±00:---c3~5-=-0 ~400:::----;'4':;-:50:-=50!-:0:--:S='=5:-::-0-6~0:;;-0----;;-!6S:-.0~700~7~50 Ttmp.ratur.,·C
Fig.7-Differences between actual and calculated residual char yields from TGA curves under flowing nitrogen of Visillintumescent mixtures
70
60 .. "50
Lo 30
20
10
0 0 100 200 sao 600 700
Fig.8-Mass loss calorimetric curves for composite C structures at heat flux of 50 kW m-2
are shown in Fig.8. Curves show that three regioris of mass loss exist, an initial volatilisation, char formation stage (both occurring during the first 4 min exposure period) and a char oxidative stage continuing over a much longer period.
Analysis of the first order oxidative stages for each composite sample at three different temperatures corresponding to the heat fluxes of 25, 50 and 75 kWm-2 yields Arrhenius - derived activation energies as shown in Table 4. Clearly, the sudden increase in the activation energy of the char formation stage (1-3.5 min) in the presence of intumescent is a · measure of the interaction between flame-retardant fibre and intumescent The slight increase in activation energy of the char oxidation stage which occurs after 3.5 min exposure in samples XI and XII is indicative of this increased resistance to oxidation.
3.3.3 Scanning Electron Microscopy Interactions between flame-retarded viscose and
intumescent have already been confirmed by SEM5
• Scanning electron micrographs of charred structures of samples XI and XII produced following 5 min exposure are shown in Fig.9.
Table 3- Char yields from TG curves in stati .: air and flowing nitrogen at 10 ml min-I
Sample Char yield at 700°C (%)
Air Nitrogen
MPC 1000 7.0 8.5
MPC 2000 5.0 26.9
Visil 30.0 41.5
VisilfMPC 1000 41.5 (18.5) 44.1 (25 .0)
VisillMPC 2000 37.5 (17.5) 43 .3 (34.2)
Values in parentheses are calculated average values.
Table 4-Activation energies (kJmol"' ) for oxidative decomposition stages of composite C structures
Sample
x ( Pure Visil)
XI (VisiIIMPC 1000)
XII (VisiI/MPC 2000)
0-1 min
33
24
85
1-3 .5 mm
18
50
69
3.5-10 min
84
87
99
272 INDIAN 1. FIBRE TEXT. RES. , DECEMBER 1997
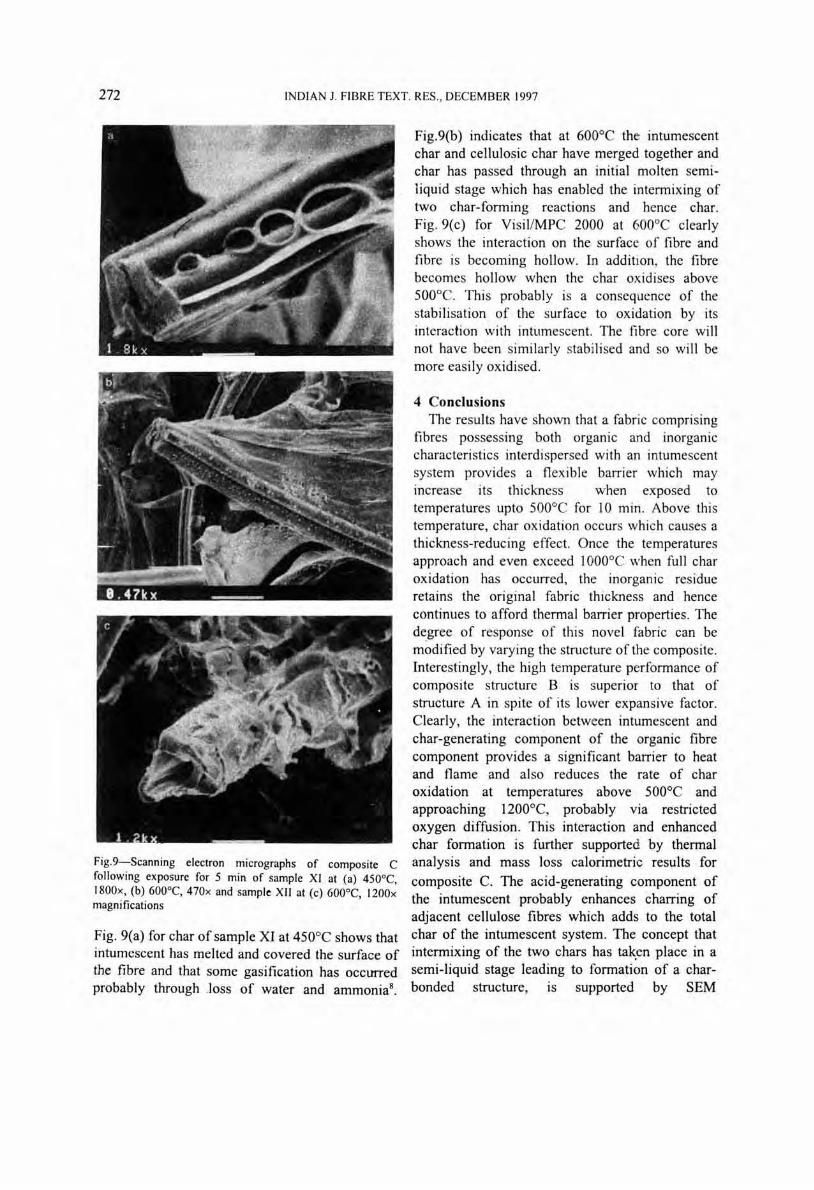
Fig.9-Scanning electron micrographs of composite C following exposure for 5 min of sample XI at (a) 450°C, 1800x, (b) 600°C, 470x and sample XII at (c) 600°C, 1200x magnifications
Fig. 9(a) for char of sample XI at 450°C shows that intumescent has melted and covered the surface of the fibre and that some gasification has occurred probably through .loss of water and ammonia8•
Fig.9(b) indicates that at 600°C the intumescent char and cellulosic char have merged together and char has passed through an initial molten semiliquid stage which has enabled the intermixing of two char-forming reactions and hence char. Fig.9(c) for VisillMPC 2000 at 600°C clearly shows the interaction on the surface of fibre and fibre is becoming hollow. In addition, the fibre becomes hollow when the char oxidises above 500°C. This probably is a consequence of the stabilisation of the surface to oxidation by its interaction with intumescent. The fibre core will not have been similarly stabilised and so will be more easily oxidised.
4 Conclusions The results have shown that a fabric comprising
fibres possessing both organic and inorganic characteristics interdispersed with an intumescent system provides a fl exible barrier which may increase its thickness when exposed to temperatures upto 500°C for 10 min. Above this temperature, char oxidation occurs which causes a thickness-reducing effect. Once the temperatures approach and even exceed IOOO°C when full char oxidation has occurred, the inorganic residue retains the original fabric thickness and hence continues to afford thermal barrier properties. The degree of response of this novel fabric can be modified by varying the structure of the composite. Interestingly, the high temperature performance of composite structure B is superior to that of structure A in spite of its lower expansive factor. Clearly, the interaction between intumescent and char-generating component of the organic fibre component provides a significant barrier to heat and flame and also reduces the rate of char oxidation at temperatures above 500°C and approaching 1200°C, probably via restricted oxygen diffusion. This interaction and enhanced char formation is further supported by thermal analysis and mass loss calorimetric results for composite C. The acid-generating component of the intumescent probably enhances charring of adjacent cellulose fibres which adds to the total char of the intumescent system. The concept that intermixing of the two chars has ta~en place in a semi-liquid stage leading to formation of a charbonded structure, IS supported by SEM

HORROCKS et al.: RESPONSIVE HEAT BARRIER FABRICS 273
micrographs. Furthermore, this char-bonded structure has been seen to be very resistant to oxidation. The expanded char will also entrap most of the volatiles and acts an insulator offering heatresistant properties.
Acknowledgement This work has been jointly funded by Bolton
Institute and British Technology Group Ltd, UK. One of the authors (BKK) wishes to acknowledge the financial support received from the Engineering and Physical Science Research Council during this work.
References I Horrocks A R, Anand S C & Hill B J, Fire and heat resistant
materials, UK Pat 2279084 B, 20 June 1995. 2 Horrocks A R, Anand S C & Sanderson D, Interjlam '93.
University of Oxford (lnterscience Communication Ltd. , UK), 1993,689-698.
3 Horrocks A R, Anand S C & Sanderson D. Textiles a Usage Techniques , II (1994) 56.
4 Kandola B K & Horrocks A' R, Proc, 17th Int COlIgr IFATCC, (1996) 265 .
5 Horrocks A R, Anand S C & Sanderson D, Polymer, 3 7( 15) (1996) 3197.
6 Horrocks A R & Kandola B K, in Recent advances in jlame retardancy of polymeric materials, Vol VI, edited by M Lewin, (Business Communication Company, Stamford, Conn), 1995.
7 Kandola B K & Horrocks A R, Polym Degra ~/abl, 54 (1996) 289.
8 Camino G & Costa L, Rev Inorg Chern, 8( 1/2) (1986) 69.