Embed Size (px)
Citation preview

RESIDUAL STRESS RELAXATION IN WELDED JOINTS UNDER
STATIC AND CYCLIC LOADING
M.Farajian-Sohi, Th Nitschke-Pagel, K Dilger
Institute of Joining and Welding, University of Braunschweig, Germany ABSTRACT Weld fatigue strength is currently the bottleneck in designing high performance and lightweight welded structures using advanced materials. Increased material utilization has necessitated increased consideration of the fatigue problem. In order to achieve a fatigue resistant welded structure, it is necessary to manage and control welding process related factors which reduce the fatigue strength and may lead to premature fatigue failures. Beside material properties, loading condition, environmental aspects, weld defects and weld geometry, it is well known that the influence of welding residual stresses should be taken in to consideration. The extent of the influence of the residual stresses on fatigue life is a matter of debate. Some researchers neglect the influence of the residual stresses in a case of a high quality weld and some respects the significance of the residual stresses on the fatigue strength. In this work welding residual stress behaviour in welded S355J2G3 steel specimens under static and cyclic loading were studied and the correlation between the relaxation and redistribution of the stress field and materials mechanical properties were studied. INTRODUCTION Residual stresses and fatigue analysis of welds The influence of residual stress on fatigue performance of welded structures is considered differently among the researchers. Some researchers neglect the influence of the residual stresses in the case of a high quality weld [1,2] and some respects the significance of the residual stresses on the fatigue strength [3] and assume residual stress values up to the yield strength of the material in the fatigue design codes and recommendations of welded structures. The uncertainty of residual stress effects on fatigue is based on the lack of knowledge in the behaviour of the residual stress field. Residual stresses are blamed to be the cause of failures whenever an acceptable explanation for the failure can not be given and sometimes neglected due to relaxation under repeated loading. So far little information is available on the redistribution of welding residual stress field under different types of loading e.g. thermal, static, and cyclic and impact and also on the influence of this redistribution on fatigue crack growth rate and propagation. In spite of the lack of knowledge in welding residual stress behaviour under loads, there is a tremendous amount of works done on the post weld improvement techniques based on inducing compressive residual stresses at the most common sites for service fatigue failures in welded structures to increase fatigue characteristics of weldments [4].This induction is performed either mechanically e.g. shot peening, hammer peening or by influencing the metallurgical microstructure during phase transformation in solidification of the weld pool by means of low temperature transformation (LTT) electrodes and introduction of compressive residual stresses to the weld toe[4,5,6].
585Copyright ©JCPDS-International Centre for Diffraction Data 2009 ISSN 1097-0002Advances in X-ray Analysis, Volume 52
This document was presented at the Denver X-ray Conference (DXC) on Applications of X-ray Analysis. Sponsored by the International Centre for Diffraction Data (ICDD). This document is provided by ICDD in cooperation with the authors and presenters of the DXC for the express purpose of educating the scientific community. All copyrights for the document are retained by ICDD. Usage is restricted for the purposes of education and scientific research. DXC Website – www.dxcicdd.com
ICDD Website - www.icdd.com
Advances in X-ray Analysis, Volume 52

BACKGROUND Residual stress relaxation in welds Residual stresses can be relaxed by supplying sufficiently high amounts of thermal and/or mechanical energy and thus movement of dislocations which transforms the residual elastic strains to microplastic strains [7]. This transformation can be done by a combination of dislocation slip, dislocation creep, grain boundary slip and diffusion creep [8]. As mentioned earlier despite considerable research, there remains the technical challenge of understanding and accurately quantifying residual stress relaxation and redistribution under cyclic mechanical and thermal load [9]. Cyclic residual stress relaxation has been observed many years ago by Mattson and coleman [10]. Some of the first works on prediction of residual stress based on mean stress relaxation were accomplished by Morrow and Sinclair [11] in axial fatigue tests. Jhansale and Topper [12] suggested a logarithm linear relationship between mean stress relaxation and axial strain-controlled cycles. The majority of the recent research works dealing with residual stress relaxation have focused on the shot peened samples. Many of these works according to [7] deal with the thermal relaxation of residual stresses [13-16] as well as quasistatic relaxation [17-20] and cyclic relaxation [21-25] at room temperature. Residual stress relaxation modelling has been investigated in some of these studies. In his work, Kodama [22] observed a considerable decrease in the compressive residual stresses induced by shot peening on annealed carbon steel under cyclic loading. He divided the relaxation during fatigue loading into two stages: the surface yielding in the first cycle and gradual changes in the following cycles. The experimental data support the linear logarithmic decrease relationship between residual stress and load cycles only after the first cycles. The stress ratio was not considered in this model. Holzapfel et al [7] studied the relaxation of residual stress in shot peened AISI 4140 steel under quasistatic and cyclic loading at high temperatures. So far the residual stress behaviour of welded joints and components under loads has attracted insufficient attention. In contrast to shot peening process where the residual stress field has a uniform distribution field, the welding induced residual stress field has non-uniform characteristics with maxima and minima. Secondly, the material experiences local metallurgical changes in the weld and its vicinity. These two factors make the investigation of the welding residual stress behaviour under loads complicated. EXPERIMENTAL WORK AND PROCEDURE For material characterisation the cyclic stress-strain response and degree of cyclic work hardening/softening under load should be evaluated. Based on that, static and cyclic mechanical properties of the based materials used in this study were assessed. The welded specimens were then produced using TIG welding. And the specimens were loaded under different static and cyclic loading conditions whilst the residual stress field status was evaluated by means of X-ray diffractometry. Base material characterisation The static and cyclic mechanical properties of S355J2G3 with the chemical composition given in table 1, were evaluated using tensile and single step test respectively. Fe Ni Cr Mn Al C Cu P Co Mo Si S V S355J2G3 97.88 0.158 0.047 1.33 0.038 0.18 0.224 0.011 0.018 0.017 0.08 0.01 0.008
Table 1. Chemical composition of S355J2G3
586Copyright ©JCPDS-International Centre for Diffraction Data 2009 ISSN 1097-0002Advances in X-ray Analysis, Volume 52
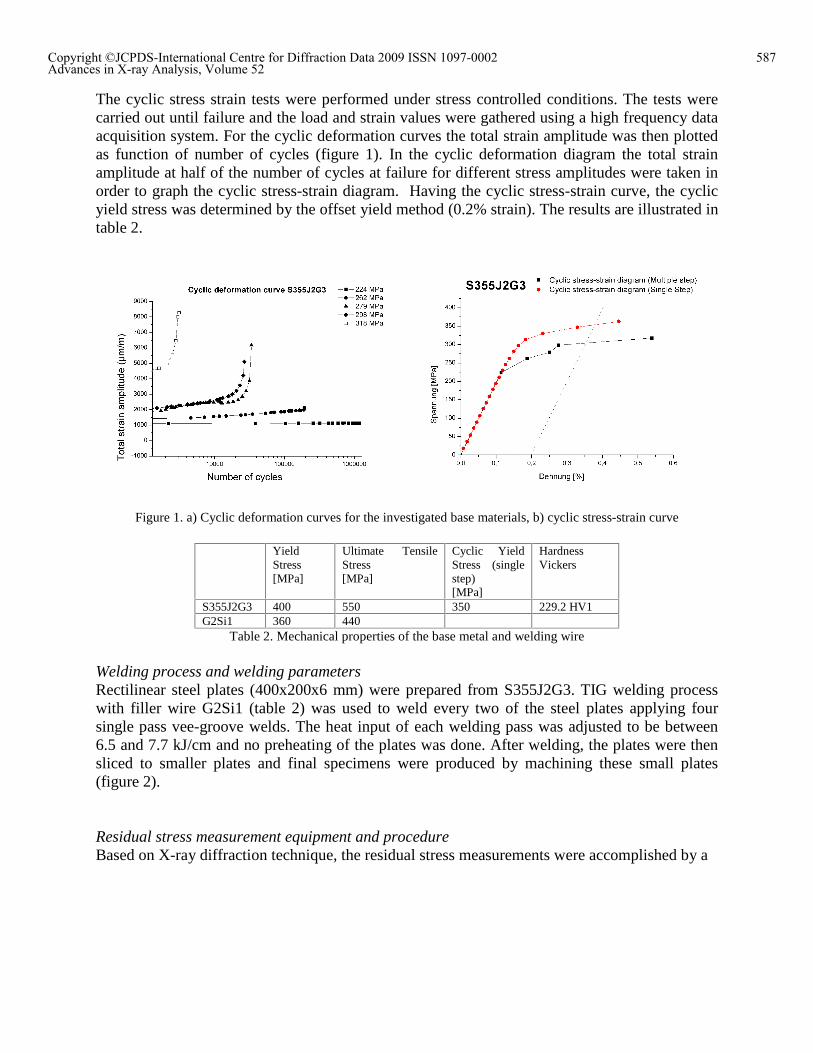
The cyclic stress strain tests were performed under stress controlled conditions. The tests were carried out until failure and the load and strain values were gathered using a high frequency data acquisition system. For the cyclic deformation curves the total strain amplitude was then plotted as function of number of cycles (figure 1). In the cyclic deformation diagram the total strain amplitude at half of the number of cycles at failure for different stress amplitudes were taken in order to graph the cyclic stress-strain diagram. Having the cyclic stress-strain curve, the cyclic yield stress was determined by the offset yield method (0.2% strain). The results are illustrated in table 2.
Figure 1. a) Cyclic deformation curves for the investigated base materials, b) cyclic stress-strain curve
Yield Stress [MPa]
Ultimate Tensile Stress [MPa]
Cyclic Yield Stress (single step) [MPa]
Hardness Vickers
S355J2G3 400 550 350 229.2 HV1 G2Si1 360 440
Table 2. Mechanical properties of the base metal and welding wire Welding process and welding parameters Rectilinear steel plates (400x200x6 mm) were prepared from S355J2G3. TIG welding process with filler wire G2Si1 (table 2) was used to weld every two of the steel plates applying four single pass vee-groove welds. The heat input of each welding pass was adjusted to be between 6.5 and 7.7 kJ/cm and no preheating of the plates was done. After welding, the plates were then sliced to smaller plates and final specimens were produced by machining these small plates (figure 2). Residual stress measurement equipment and procedure Based on X-ray diffraction technique, the residual stress measurements were accomplished by a
587Copyright ©JCPDS-International Centre for Diffraction Data 2009 ISSN 1097-0002Advances in X-ray Analysis, Volume 52
Figure 2. schematic representation of a)the welded specimens, b) weld cross section middle point free 8 axis defractometer. In this technique the residual stress can be measured in the surface layer in depth of 20 ì and by analysing the X-ray intensity peaks the degree of cold work and cyclic softening can be studied. By using Cr-K radiation the interference line from {211} ferrite lattice plane under seven angle (0°, 9, 18°, 27°, 33°, 39° and 45°) for 2 between 149 and 163 were registered by a position-sensitive detector. The diameter of the measurement points was 1 to 2 mm. The measurement points were chosen on a line perpendicular to the welding direction (Figure 3a). The residual stresses were then determined by means of sin2
method. Quasi-static and cylic loading of the specimens In order to study the influence of quasi-static tension and compression and also cyclic loading on the alteration of initial residual stresses a servo hydraulic testing machine (Walter & Baiag; 250 kN) was used. For quasi-static loading, the test was stopped after each tensile or compression loading step and the residual stresses were measured. The loading continued until the nominal stress in the specimen reached the ultimate tensile stress of the base material. In cyclic loading, the test was stopped after the first half cycle followed by measurement of the residual stress and afterwards the cyclic loading was stopped after 1, 10, 102, 103, 104 number of cycles and the X-ray measurement was performed. OBSERVATION AND RESULTS Initial Residual stress distribution after welding in S355J2G3 The fatigue crack initiation sites in welds are notches at weld toe and root even if higher tensile residual stresses can be found mostly in the weld seam centreline. However the residual stress distribution and relaxation in the weld, heat affected zone and the base material were investigated to understand the mechanisms leading to residual stress relaxation under quasi-static and cyclic loading. The representative distribution of the initial transverse residual stresses on the subsurface of the S355J2G3 steel specimens are illustrated in figure 3b. The full line curves present the average of the residual stress values of ten specimens measured along the measure line (figure 3a) in transverse directions. The dashed lines and the area in between, in each diagram show the scatter band of the measured residual stresses. The transverse residual stress distribution shows a maximum value of 185 MPa at the weld centreline. From this point in both directions until the weld seam boundary (weld toe) the curve oscillates around the value in the centreline and then drops down rapidly to a value of -100MPa into the compressive residual stress field in the heat affected zone.
(a) (b)
588Copyright ©JCPDS-International Centre for Diffraction Data 2009 ISSN 1097-0002Advances in X-ray Analysis, Volume 52
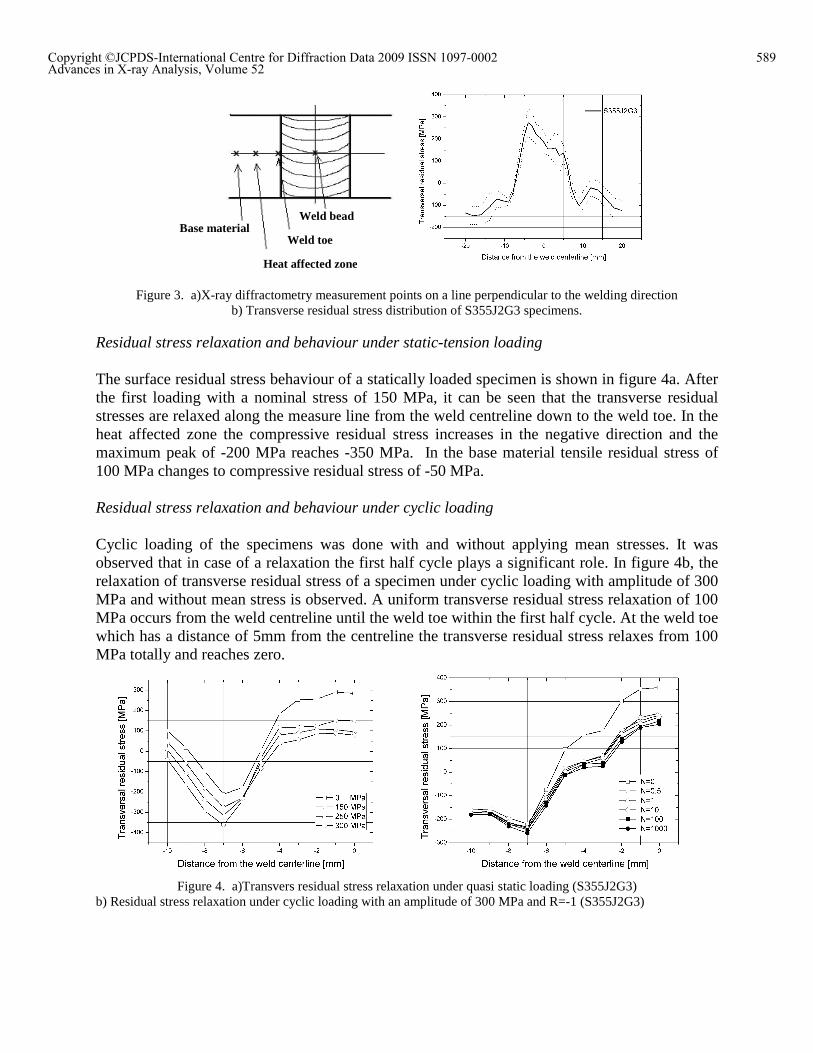
Figure 3. a)X-ray diffractometry measurement points on a line perpendicular to the welding direction b) Transverse residual stress distribution of S355J2G3 specimens.
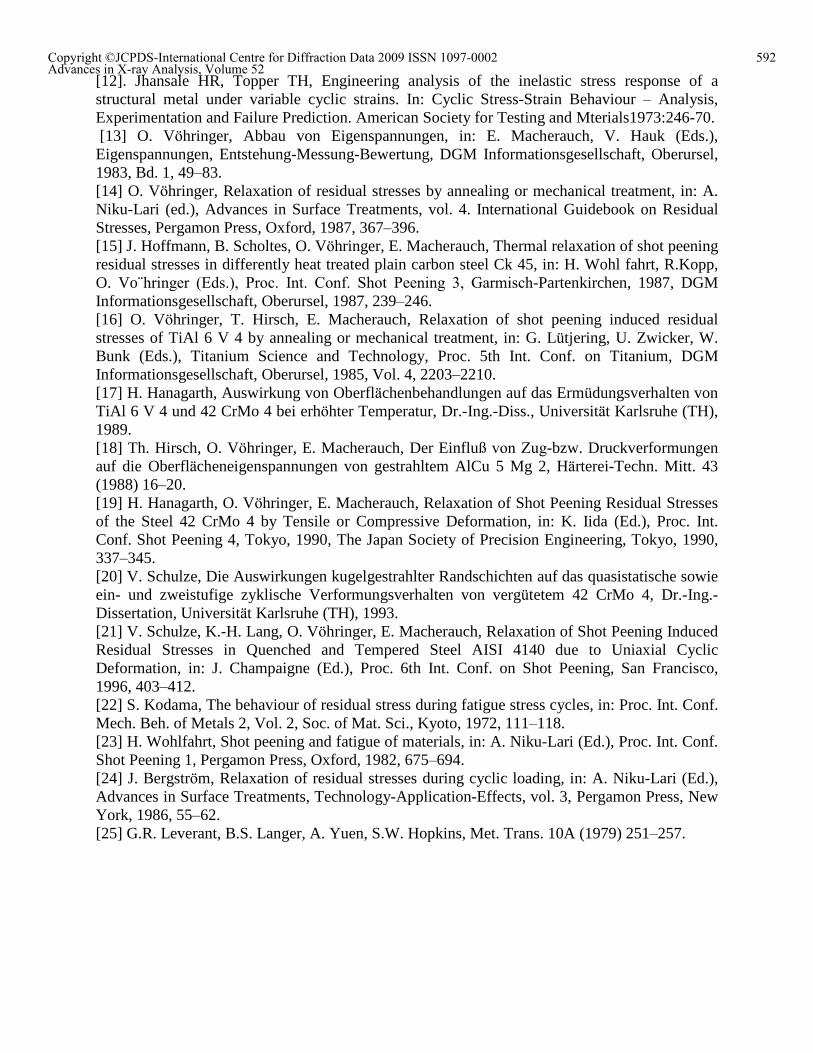
Residual stress relaxation and behaviour under static-tension loading The surface residual stress behaviour of a statically loaded specimen is shown in figure 4a. After the first loading with a nominal stress of 150 MPa, it can be seen that the transverse residual stresses are relaxed along the measure line from the weld centreline down to the weld toe. In the heat affected zone the compressive residual stress increases in the negative direction and the maximum peak of -200 MPa reaches -350 MPa. In the base material tensile residual stress of 100 MPa changes to compressive residual stress of -50 MPa.
Residual stress relaxation and behaviour under cyclic loading Cyclic loading of the specimens was done with and without applying mean stresses. It was observed that in case of a relaxation the first half cycle plays a significant role. In figure 4b, the relaxation of transverse residual stress of a specimen under cyclic loading with amplitude of 300 MPa and without mean stress is observed. A uniform transverse residual stress relaxation of 100 MPa occurs from the weld centreline until the weld toe within the first half cycle. At the weld toe which has a distance of 5mm from the centreline the transverse residual stress relaxes from 100 MPa totally and reaches zero.
Figure 4. a)Transvers residual stress relaxation under quasi static loading (S355J2G3)
b) Residual stress relaxation under cyclic loading with an amplitude of 300 MPa and R=-1 (S355J2G3)
Weld bead
Weld toe
Heat affected zone
Base material
589Copyright ©JCPDS-International Centre for Diffraction Data 2009 ISSN 1097-0002Advances in X-ray Analysis, Volume 52

From the weld toe to the base material the absolute value of compressive residual stress have a slight increase. By completing the first load cycle and the consequent loading the specimen until 1000 cycles, the transverse residual stress distribution has slight relaxation which is relatively lower in comparison with the relaxation in the first half cycle. DISCUSSION The residual stresses are subjected to the same laws of equilibrium as apply to ordinary stresses produced by external loads. The multiaxial state of the residual stress requires a multiaxial analysis of the residual stress relaxation. In this study the residual stress state is considered as plane stress and the biaxial residual stress relaxation under axial loading is investigated. The Von Mises failure criterion is used to determine the material limit after which the residual stress relaxes because of plasticization. For each measured point the Von Mises stress which is a function of transverse and longitudinal residual stresses and also load stress was calculated. In this calculation the stress concentration factor at the weld toe and the reduction of load stress at the weld beam centreline because of an increase in weld cross section are taken into consideration. The mechanisms of the residual stress relaxation of the residual stress at the weld centreline, weld toe and base material under cyclic loading until 104 cycles were graphed inside the Von Mises yield envelope after Bergström model [24]. Figure 5a and 5b show the graphs for two different loading conditions. The graph is divided into three zones; (I) inside the cyclic yield surface, (II) between the cyclic and monotonic yield surfaces, (III) outside the monotonic yield surface. During the first loading cycle, the von Mises stress exceeds the monotonic yield strength of the base material at the weld centreline and weld toe. That leads to residual stress relaxation at these two points. The amount of the relaxation at theses points are different which depends on the initial residual stress value and actual load stress. At the base material, no relaxation is observed, since the Von Mises stress does not exceed even the cyclic yield strength and stays within the (I) region. For the second loading cycle at the weld centreline and the weld toe the Von Mises stress exceeds the cyclic yield strength but not the monotonic yield strength. As it is seen in figure 5 the residual stress does not show any noticeable relaxation and the points representing residual stress status are concentrated at one area.
Figure 5. a) Residual stress relaxation under cyclic loading based on Von Mises yield criteria; a) Load amplitude 150 MPa , b) Load amplitude 200 MPa
590Copyright ©JCPDS-International Centre for Diffraction Data 2009 ISSN 1097-0002Advances in X-ray Analysis, Volume 52

CONCLUSION The residual stress relaxation occurred when the Von Mises stress exceeded the monotonic yield strength in both quasi-static and cyclic loading conditions. It was observed that in cyclic loading condition in spite of exceeding the cyclic yield strength, no significant residual stress relaxation was observed. It could be explained in this way that cyclic yield strength becomes decisive when the material shows work hardening or softening characteristic under cyclic loading and thus experiences a change in its mechanical properties. In the case for S355J2G3 no significant hardening and softening characteristics during hysteresis measurement were observed. So the monotonic yield strength is the material mechanical property which should be exceeded for relaxation of the residual stresses. After the relaxation in the first half cycle as long as the von Mises stress exceeds the monotonic yield strength the relaxation continues and when the von Mises stress is below the monotonic yield strength, the residual stresses stay stable and no relaxation occurs and that does not depend on the number of load cycles. For the analysis of the residual stress relaxation in the different welding zones, the mechanical properties of the base material was assumed as the mechanical properties of the weld material and heat affected zone. For a more accurate assessment of the residual stress relaxation the mechanical properties in the different zones of the weld i.e. weld metal, coarse grain and fine grain heat affected zone should be taken into consideration. REFERENCES [1]. Ross, M., Experiments for the determination of the influence of residual stresses on the fatigue strength of structures, Welding Research BWRA,4(5),83r-93r,Oct 1950 [2]. Hebrant, F.,Louis,H., Soete, W., and Winckier, A., The relaxation of residual welding stress by static and fatigue loading , Welding Reseach Abroad, pp. 58-63, Sep 1957 [3]. Dugdale, D.S., Effect of residual stress on fatigue strength, Welding Journal, 38 (1), Research supplement, 45s to 48, 1959 [4]. Maddox S. J. , Mantheghi S., Methods for fatigue life improvements of welded joints in medium and high strength steels, IIW-Doc,XIII-2006-04,August 2004 [4]. CHITOSHI. M, KENGO. A, YOSHITAKE.H,Fatigue strength improvement by additional welding with low temperature transformation welding material, Proceedings of JSCE (Japan Society of Civil Engineers), P 311-319, 2002 [5]. AKIHIKO.O, YOSHIO.M, NAOYUKI, S, Doubled Fatigue Strength of Box Welds by Low Transformation Temperature Welding Wire, Journal of constructional steel, P 173 - 180 , 1999 [6]. Shiga.C, Mraz.L, Bernasovsky.P, Hiraoka.K, Mikula.P, Vrana.M, Residual Stress Distribution of Steel Welded Joints with Weld Metal of Low Martensite Transformation Temperature, Journal of the International Institute of Welding, Volume 51, P 11-19, 2007 [7]. H.Holzapfel, V.Shulze, O.Vöhringer, E. Macherauch, Residual stress relaxation in an AISI
4140 steel due to quasistatic and cyclic loading at higher temperatures, Materials Science and Engineering A248, 9-18, 1998 [8]. Vöhringer O, Wohlfahrt H, Abbau von Eigenspanungen, HTM, Zeitschrift für
Wärmebehandlung und Werkstofftehnik, Carl Hanser Verlag, P144 -156, 1982 [9]. Zhuang. WZ, Halford. GR, Investigation of residual stress relaxation under cyclic load, International Journal of Fatigue 23, S31-S37, 2001 [10]. Mattson RL, Coleman WS Jr, Effect of shot peening variables and residual stresses on fatigue life of leaf spring specimens, Transactions, Society of Automotive Engineers 1954;62: 546-56 [11]. Morrow J, Sinclair GM, cycle-dependent stress relaxation. In: Symposium on basic mechanisms of fatigue, ASTM STP 237. American Society for Testing and Materials, 1958
591Copyright ©JCPDS-International Centre for Diffraction Data 2009 ISSN 1097-0002Advances in X-ray Analysis, Volume 52
[12]. Jhansale HR, Topper TH, Engineering analysis of the inelastic stress response of a structural metal under variable cyclic strains. In: Cyclic Stress-Strain Behaviour � Analysis, Experimentation and Failure Prediction. American Society for Testing and Mterials1973:246-70. [13] O. Vöhringer, Abbau von Eigenspannungen, in: E. Macherauch, V. Hauk (Eds.), Eigenspannungen, Entstehung-Messung-Bewertung, DGM Informationsgesellschaft, Oberursel, 1983, Bd. 1, 49�83. [14] O. Vöhringer, Relaxation of residual stresses by annealing or mechanical treatment, in: A. Niku-Lari (ed.), Advances in Surface Treatments, vol. 4. International Guidebook on Residual Stresses, Pergamon Press, Oxford, 1987, 367�396. [15] J. Hoffmann, B. Scholtes, O. Vöhringer, E. Macherauch, Thermal relaxation of shot peening residual stresses in differently heat treated plain carbon steel Ck 45, in: H. Wohl fahrt, R.Kopp, O. Vo¨hringer (Eds.), Proc. Int. Conf. Shot Peening 3, Garmisch-Partenkirchen, 1987, DGM Informationsgesellschaft, Oberursel, 1987, 239�246. [16] O. Vöhringer, T. Hirsch, E. Macherauch, Relaxation of shot peening induced residual stresses of TiAl 6 V 4 by annealing or mechanical treatment, in: G. Lütjering, U. Zwicker, W. Bunk (Eds.), Titanium Science and Technology, Proc. 5th Int. Conf. on Titanium, DGM Informationsgesellschaft, Oberursel, 1985, Vol. 4, 2203�2210. [17] H. Hanagarth, Auswirkung von Oberflächenbehandlungen auf das Ermüdungsverhalten von TiAl 6 V 4 und 42 CrMo 4 bei erhöhter Temperatur, Dr.-Ing.-Diss., Universität Karlsruhe (TH), 1989. [18] Th. Hirsch, O. Vöhringer, E. Macherauch, Der Einfluß von Zug-bzw. Druckverformungen auf die Oberflächeneigenspannungen von gestrahltem AlCu 5 Mg 2, Härterei-Techn. Mitt. 43 (1988) 16�20. [19] H. Hanagarth, O. Vöhringer, E. Macherauch, Relaxation of Shot Peening Residual Stresses of the Steel 42 CrMo 4 by Tensile or Compressive Deformation, in: K. Iida (Ed.), Proc. Int. Conf. Shot Peening 4, Tokyo, 1990, The Japan Society of Precision Engineering, Tokyo, 1990, 337�345. [20] V. Schulze, Die Auswirkungen kugelgestrahlter Randschichten auf das quasistatische sowie ein- und zweistufige zyklische Verformungsverhalten von vergütetem 42 CrMo 4, Dr.-Ing.-Dissertation, Universität Karlsruhe (TH), 1993. [21] V. Schulze, K.-H. Lang, O. Vöhringer, E. Macherauch, Relaxation of Shot Peening Induced Residual Stresses in Quenched and Tempered Steel AISI 4140 due to Uniaxial Cyclic Deformation, in: J. Champaigne (Ed.), Proc. 6th Int. Conf. on Shot Peening, San Francisco, 1996, 403�412. [22] S. Kodama, The behaviour of residual stress during fatigue stress cycles, in: Proc. Int. Conf. Mech. Beh. of Metals 2, Vol. 2, Soc. of Mat. Sci., Kyoto, 1972, 111�118. [23] H. Wohlfahrt, Shot peening and fatigue of materials, in: A. Niku-Lari (Ed.), Proc. Int. Conf. Shot Peening 1, Pergamon Press, Oxford, 1982, 675�694. [24] J. Bergström, Relaxation of residual stresses during cyclic loading, in: A. Niku-Lari (Ed.), Advances in Surface Treatments, Technology-Application-Effects, vol. 3, Pergamon Press, New York, 1986, 55�62. [25] G.R. Leverant, B.S. Langer, A. Yuen, S.W. Hopkins, Met. Trans. 10A (1979) 251�257.
592Copyright ©JCPDS-International Centre for Diffraction Data 2009 ISSN 1097-0002Advances in X-ray Analysis, Volume 52