Embed Size (px)
Citation preview

Research ArticleApplying a Hybrid MCDM Model for Six Sigma Project Selection
Fu-Kwun Wang1 Chen-Hsoung Hsu1 and Gwo-Hshiung Tzeng23
1 Department of Industrial Management National Taiwan University of Science and Technology Taipei Taiwan2Graduate Institute of Urban Planning College of Public Affairs National Taipei University New Taipei Taiwan3 Institute of Management of Technology National Chiao Tung University Hsinchu Taiwan
Correspondence should be addressed to Fu-KwunWang fukwunmailntustedutw
Received 27 September 2013 Revised 17 November 2013 Accepted 19 November 2013 Published 26 February 2014
Academic Editor Hao-Chun Lu
Copyright copy 2014 Fu-KwunWang et alThis is an open access article distributed under the Creative CommonsAttribution Licensewhich permits unrestricted use distribution and reproduction in any medium provided the original work is properly cited
Six Sigma is a project-driven methodology the projects that provide the maximum financial benefits and other impacts to theorganization must be prioritized Project selection (PS) is a type of multiple criteria decision making (MCDM) problem In thisstudy we present a hybrid MCDMmodel combining the decision-making trial and evaluation laboratory (DEMATEL) techniqueanalytic network process (ANP) and the VIKOR method to evaluate and improve Six Sigma projects for reducing performancegaps in each criterion and dimension We consider the film printing industry of Taiwan as an empirical case The results show thatour study not only can use the best project selection but can also be used to analyze the gaps between existing performance valuesand aspiration levels for improving the gaps in each dimension and criterion based on the influential network relation map
1 Introduction
Six Sigma is a business strategy that seeks to identify andeliminate the causes of errors or defects which are definedas any factors that could lead to customer dissatisfaction orfailures in business processes by focusing on outputs thatare critical to customers [1ndash3] Six Sigma has been widelyimplemented in the manufacturing sector to reduce productcosts improve quality shorten delivery times and increasecustomer satisfaction Moreover the Six Sigma movement isalso gaining acceptance in healthcare marketing engineer-ing and financial and legal service organizations in additionto achieving major benefits in the manufacturing sector [4]
Project selection (PS) plays a vital role in the effectiveintroduction and implementation of Six Sigma [5] Pande etal [6] suggested the followingmantra for PS meaningful andmanageable However this then raises the question of how tocreate a meaningful and manageable PS which will becomethe key issue facing the organization when conducting SixSigma projects This question is the essential reason for ourfocus on PS in Six Sigma Also PS is a type of multiple-criteria decision-making (MCDM) problem Banuelas et al[7] reported that several approaches including cost-benefitanalysis cause and effect matrices Pareto analysis priorityindices analytic hierarchy process (AHP) the theory of
constraints (TOC) and quality function deployment (QFD)have been applied to the selection of Six Sigma projectsby various organizations in the UK Other methods suchas the Balanced Scorecard method [8] data envelopmentanalysis (DEA) [9] a multiobjective model [10] a fuzzy-AHPwith goal programming approach [11] and a hierarchicalcriterion evaluation process based on national quality awardcriteria [12] were used to select Six Sigma projects RecentlyBuyukozkan and Ozturkcan [13] developed a novel approachbased on decision-making trial and evaluation laboratory(DEMATEL) technique and an analytic network process(ANP) to help logistics companies to identify and prioritizeSix Sigma projects Percin and Kahraman [14] integratedthree methods including a modified Delphi method an AHPand a fuzzy technique for the selection of Six Sigma projectsTkac and Lyocsa [15] proposed a new model based on a realoptions approach for evaluating Six Sigma projects whichinvolves the stochastic nature of project outcomes costsand uncertainty regarding payoffs and managerial optionsVinodh et al [16] and Boran et al [17] applied a fuzzy-ANPmethod for the selection of agile concept in a manufactur-ing company Padhy and Sahu [18] proposed a two-stagemethodology based on (i) real options analysis for evaluatingthe value of the project to improve the managerial flexibilityand (ii) a zero-one integer linear programming model for
Hindawi Publishing CorporationMathematical Problems in EngineeringVolume 2014 Article ID 730934 13 pageshttpdxdoiorg1011552014730934
2 Mathematical Problems in Engineering
selecting and scheduling an optimal project portfolio Saghaeiand Didehkhani [19] applied a fuzzy-weighted additive goalprogramming model for the evaluation and selection of SixSigma projects Unfortunately these researches only providethe prioritization of Six Sigma projects To evaluate thedifference among Six Sigma projects is an important task forquality improvement Thus a new approach for Six Sigmaproject selection is needed
We present a hybridMCDMmodel to assess performancenot only in ranking and selection but also in improvingand making Six Sigma project strategies for reducing gapsof each dimensioncriterion to be perfect and promote SixSigma projects for satisfying the user needs to be numberone These processes not only can help Six Sigma projectmanagers to understand usersrsquo wants and needs but alsocan assist them with how to improve Six Sigma projects toreduce performance gaps for achieving aspiration level (seethe appendix) of user satisfaction by building effective SixSigma project strategies An empirical study of film printingindustry of Taiwan as an empirical Six Sigma projects caseis illustrated to show the hybrid MCDM model for selectionand improvement
The remainder of this paper is organized as followsSection 2 presents the PS criteria in Six Sigma A hybridMCDMmodel is developed in Section 3 Section 4 highlightsthe managerial implications generated by the case analysisFinally we offer a conclusion
2 Research Problem
A project is defined as a unique set of coordinated activ-ities with defined starting and finishing points which isundertaken by an individual or an organization to meetspecific performance objectives within a defined scheduleand within defined cost and performance parameters [20]The objectives of a project must be clear succinct achievablerealistic and measurable with a high probability of success[6 21] Antony and Fergusson [21] described how the projectselection process may begin by creating a simple customerexpectations-process matrix that focuses on critical businessperformance characteristics including quality cost deliveryand responsiveness
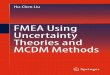
Projects must be aligned with a strategic business planand with organizational goals Kendrick and Saaty [8]illustrated a set of 17 project alternatives for a manufacturingcompany using AHP to determine the priorities of theseprojects Project alternatives can be suggested by a bottom-upprocess such as by Black or Green Belts which are familiarwith operational problems and flaws or by a top-downprocess when senior managers raise strategic issues [22]We modified the AHP developed by Kenderick and Saaty [8]to establish a framework for project selection that includesthe dimensions of feasibility impact on customers impacton finance impact on operations and impact on employeesand that aligns with the strategy of the company There arefour levels of hierarchy as well as different dimensions andcriteria (see Table 1 and Figure 1)
We considerCorporation J which has dedicated its effortssince 1993 to the development of soft packaging material
for electronics and food packaging in Taiwan Corpora-tion J is one of the largest soft packaging material (SPM)manufacturers in Taiwan The products of Corporation Jinclude polycello and aluminum in particular it produceseasy-peel top film and heat-sealable aluminum foil for foodpackaging and antistatic pouches for electronic componentspackaging The quality of its products is very important tothe food and electronics industries The SPM manufacturersin Taiwan are promoting Six Sigma activities at this timePS is the key management action required for the success ofSix Sigma There are eight alternative projects (see Table 2)that could be used to improve themanufacturing processes ofCorporation J We denote the above 6 dimensions 17 criteriaand 8 alternatives to form a hierarchy for PS in Six Sigma asshown in Figure 1 In order to avoid ldquoselect the best amonginferior projectsalternatives (ie pick the best apple amonga barrel of rotten apples)rdquo we compared the performance ofprojects and applied methods to improve the performance ofdimensions and criteria in reducing the gaps remaining toachieve the aspiration levels in this study
To assess the interinfluence of the PS criteria for theDEMATEL technique calculation we designed a question-naire to collect data from experts in the SPM industry andconsultants for Six Sigma These sixteen knowledge-basedexperts were the corporation general manager the plantassistant general manager the RampDmanager the purchasingmanager the vice plant manager and the section managers
3 A Hybrid MCDM Model
A hybrid MCDMmodel combines the DEMATEL technique[23] with the basic concept of ANP [24] to find the influentialweights of DANP and the ldquoVIseKriterijumska Optimizacija IKompromisno Resenjerdquo (VIKOR which translates as ldquoMulti-criteria Optimization and Compromise Solutionrdquo) method[25] for evaluating the gaps of performance in each criterionand dimension The DEMATEL technique was designedto determine the degrees of influential relationship matrixof the PS criteria and apply them to build supermatrix(including the unweighted and weighted supermatrices) inthe basic concept of ANP The ANP handles dependencewithin a dimension (inner dependence) and among differentdimensions (outer dependence) The ANP is a nonlinearstructure whereas the AHP is hierarchical and linear withgoals at the top and alternatives at lower levels [26] A hybridMCDMmodel combining DEMATEL with the basic conceptof ANP (referred to as DANP) has been widely applied invarious fields for finding influential weights such as inno-vation policy portfolios for Taiwanrsquos siliconsemiconductorintellectual property mall airline safety measurements e-learning evaluations and exploring stock selection [27ndash33] Using the VIKOR method to rank and improvethe prioritization of dimensionscriteria can be found in[34ndash38]
A hybrid MCDMmodel contains three main phases (seeFigure 2) (1) constructing the influential network relationmap (INRM) among the criteria by the DEMATEL tech-nique (2) calculating the influential weights of each criterion
Mathematical Problems in Engineering 3
Table 1 The influence dimensions and criteria of comprehensive PS in Six Sigma
Dimensions Influence criteria Statements
Strategy(1198631)
Meaningful to organization (1198621) The projects should contribute to process improvement within the
organization
Critical to quality (1198622) The selected projects should be critical for upgrading the quality of
the product
Variable is measurable (1198623) The response variables in the projects should be easily measurable for
implementation
Feasibility(1198632)
Technical feasibility (1198624) Any project in Six Sigma should be technically feasible for the
organization
Resources are available (1198625) The resources of the organization should be available to support the
projectTime schedule (119862
6) Project completion within four to six months should be feasible
Impact on customers(1198633)
Customer satisfaction (1198627) The projects for process improvement should be aimed at satisfying
customer needs
Customer complaints (1198628) The projects should reduce the complaints of the customers and
increase the reliability of the products
New business (1198629) The new project should not only consider present customers but also
provide benefits to new customers in the future
Impact on finance(1198634)
ROI (11986210)
Many projects in Six Sigma require the investment of equipment orhuman power to improve the process The return of investment (ROI)of the project must be considered
Cost reduction (11986211) The project for process improvement should upgrade the quality of
products and reduce the cost of manufacturing
Profit generation (11986212) The projects selected should increase the generation of profit for the
organization
Impact on operations(1198635)
Reduction in cycle time (11986213)
The projects for process improvement should not only improve thequality of products but also reduce the cycle time of relevantprocesses
Upgrade operationalperformance (119862
14)
The projects should increase the unit time production quantity andupgrade the equipmentrsquos utilization
Improved in compliance andcontrols (119862
15)
The compliance and controls in operational systems should beimproved by discussion and communication regarding projectselection
Impact on employees(1198636)
Retaining rate (11986216)
The retaining rate refers to the rate at which key employees were keptwithin the organization The project selection in Six Sigma shouldsupport employee retention for the company
Improved capability (11986217) Employees should be educated and trained to improve the capability
of manufacturing processes and the performance of the organization
by using the basic concept of ANP based on the total-influence matrix by the DEMATEL technique and (3) rank-ing and improving the prioritization of dimensionscriteriaor projects through the VIKOR method for reducing gapsin each criterion and dimension to achieve the aspirationlevels
31 Phase I The three steps of DEMATEL and INRM aresummarized as follows
Step 1 Calculate the direct-influence matrix A by scoresAn assessment of the relationship between each criterionof mutual influence is made according to the opinions ofknowledge-based experts in Six Sigma and maganers in theprinting firms of Taiwan in real situation using a scaleranging from 0 to 4 with scores represented by natural
language ldquoabsolutely no influence (0)rdquo ldquolow influence (1)rdquoldquomedium influence (2)rdquo ldquohigh influence (3)rdquo and ldquovery highinfluence (4)rdquo The knowledge-based experts are requiredto indicate the direct-influence by a pairwise comparisionand if they believe that criterion 119894 has an effectinfluence oncriterion 119895 they should indicate this by 119886
119894119895 Thus average
matrix A = [119886119894119895]119899times119899
of direct relationships can be obtainedas
A =
[[[[[[[[[
[
11988611sdot sdot sdot 1198861119895sdot sdot sdot 1198861119899
1198861198941sdot sdot sdot 119886119894119895sdot sdot sdot 119886119894119899
1198861198991sdot sdot sdot 119886119899119895sdot sdot sdot 119886119899119899
]]]]]]]]]
]
(1)
4 Mathematical Problems in Engineering
Table 2 The alternatives of PS in Six Sigma
Alternatives Purposes Statements of alternatives in Six Sigma
(1) Decision support (1198751) Easy implementation of Six Sigma The projects implemented always need support from top
management(2) Improve material andproducts inspection system(1198752)
Ensure the quality of materials andproducts
An inspection system for quality is the foundation of totalquality management and a key successful factor of Six Sigma
(3) Operational processimprovement (119875
3) Upgrade operational performance Operations management techniques for the manufacturing or
services provided by the company should be improved(4) Training and practice ofemployees (119875
4)
Promote improvement of employeesrsquoabilities
Training of employees includes projects operation andmanagement in Six Sigma
(5) Upgrade supply chainmanagement (SCM) (119875
5)
Shorten lead time and improve inventorycontrol
SCM includes material requirement planning logistics andinventory control
(6) Establish leanproduction system (119875
6) Waste reduction and variability reduction
Lean production supplies the customer with exactly what thecustomer wants when the customer wants it without wastethrough continuous improvement
(7) Promote qualityfunction deployment(QFD) (119875
7)
Satisfaction of the customer anddeployment of quality efforts
QFD refers to both (1) determining what will satisfy thecustomer and (2) translating those customer desires into thetarget design
(8) Invest in inspectionequipment and instruments(1198758)
Upgrade the correctness of inspectionresults for Six Sigmaimprovement
The key equipment and instruments for polyester film printingfor the packaging industry are gas chromatographs and colordifference inspectors
Overall performances of Six Sigma projects
Strategy D1 Feasibility D2Impact on
customers D3
Impact onfinance D4
Impact onoperations D5
Impact onemployees D1
Project (P1) Project (P2) Project (P3) Project (P4) Project (P5) Project (P6) Project (P7) Project (P8)
Mea
ning
ful t
o or
gani
zatio
n (C
1)
Crit
ical
to q
ualit
y (C
2)
Vari
able
is m
easu
reab
le (C
3)
Tech
nica
l fea
sibili
ty (C
4)
Reso
urce
s are
ava
ilabl
e (C
5)
Tim
e sc
hedu
les (C
6)
Cus
tom
er sa
tisfa
ctio
n (C
7)
Cus
tom
er c
ompl
aint
s (C8)
New
bus
ines
s (C
9)
ROI (C10)
Cos
t red
uctio
n (C
11)
Profi
t gen
erat
ion
(C12)
Redu
ctio
n in
cyc
le ti
me
(C13)
Upg
rade
ope
ratio
nal p
erfo
rman
ce(C
14)
Impr
oved
inco
mpl
ianc
ean
d co
ntro
ls (C
15)
Reta
inin
g ra
te (C
16)
Impr
oved
cap
abili
ty (C
17)
Figure 1 The network of project selection in Six Sigma
Step 2 Calculate the normalized direct-influence matrix XThe normalized direct-influence matrix X is derived by
X = 119911 times A (2)
where 119911 = min1198941198951max
119894sum119899
119895=1119886119894119895 1max
119895sum119899
119894=1119886119894119895 for all
119894 119895 = (1 2 119899) Its diagonal is zero and the maximum sumof rows or columns is one
Step 3 Derive the total-influence matrix T The continuousdecrease in the indirect effects of problems can be determinedusing the powers of X for example X2X3 Xℎ withlimℎrarr0
Xℎ = [0]119899times119899 where X = [119909
119894119895]119899times119899
0 le 119909119894119895lt 1
0 le sum119894119909119894119895le 1 0 le sum
119895119909119894119895le 1 and at least one
column or one row of summation but not every columnor row equals one then lim
ℓrarrinfinXℓ = [0]
119899times119899can be
Mathematical Problems in Engineering 5
Criteria questionnaire
Solve T and INRM
Brain storming and Experts opinion
DEMATEL
Solve the influential weights
of DANP
Solve projects rankingimprove and make
strategies
VIKOR based on INRM
Performance questionnaire
Tc
TD
W
DANP
limgrarrinfin (W120572
W120572
)g
998400
Figure 2 The process of a hybrid MCDMmodel combining DANP and VIKOR
guaranteed Thus the total-influence matrix T is derivedby
T = X + X2 + sdot sdot sdot + Xℎ = X(I minus X)minus1 (3)
where limℎrarr0
Xℎ = [0]119899times119899
and I denotes the identity matrixThe sum of the rows and the sum of the columns of T are
expressed separately as vector r and vector s That is we have
r = [119903119894]119899times1= [
[
119899
sum119895=1
119905119894119895]
]119899times1
s = [119904119895]119899times1= [
119899
sum119894=1
119905119894119895]
1015840
1times119899
(4)
where the superscript 1015840 denotes the transpose Also 119903119894shows
the sum of the direct and indirect effects of criteria 119894 on the
other criteria and 119904119895shows the sum of the direct and indirect
effects that criteria 119895 has received from the other criteriaFurthermore (119903
119894+ 119904119894) shows the degree that the criteria 119894
plays in the problem and the difference (119903119894minus119904119894) shows the net
effect that criteria 119894 contributes to the problem If (119903119894minus 119904119894) is
positive then criteria 119894 is affecting other criteria and if (119903119894minus119904119894)
is negative then criteria 119894 is being influenced by other criteriaThese results are used to generate the INRM The INRM canprovide ideas for improvement
32 Phase II The five steps of DANP influential weights aredescribed as follows
Step 1 Find the normalized matrix T120572119888by using dimen-
sions After normalizing the total-influence matrix T119888by
dimensions we can obtain a new normalized matrix T120572119888by
dimensions and is given by
T120572119888=
1198631
119863119895
119863119899
11988811sdot sdot sdot 11988811198981
1198881198951sdot sdot sdot 119888119895119898119895sdot sdot sdot 119888
1198991sdot sdot sdot 119888119899119898119899
1198631
11988811
11988812
11988811198981
119863119894
1198881198941
1198881198942
119888119894119898119894
119863119899
1198881198991
1198881198992
119888119899119898119899
[[[[[[[[[[[[[[[[[[[[[[[[[[[
[
T12057211119888
sdot sdot sdot T1205721119895119888
sdot sdot sdot T1205721119899119888
T1205721198941119888
sdot sdot sdot T120572119894119895119888
sdot sdot sdot T120572119894119899119888
T1205721198991119888
sdot sdot sdot T120572119899119895119888
sdot sdot sdot T120572119899119899119888
]]]]]]]]]]]]]]]]]]]]]]]]]]]
]
(5)
6 Mathematical Problems in Engineering
For instance the normalization T12057211119888
is shown as (5) and(6)
Consider the following
11988911
119888119894=
1198981
sum119895=1
11990511
119888119894119895 119894 = 1 2 119898
1 (6)
T12057211119888=
[[[[[[[[[[[[[[[[[
[
11990511
11988811
119889111198881
sdot sdot sdot119905111198881119895
119889111198881
sdot sdot sdot1199051111988811198981
119889111198881
119905111198881198941
11988911119888119894
sdot sdot sdot11990511119888119894119895
11988911119888119894
sdot sdot sdot119905111198881198941198981
11988911119888119894
1199051111988811989811
119889111198881198981
sdot sdot sdot119905111198881198981119895
119889111198881198981
sdot sdot sdot1199051111988811989811198981
119889111198881198981
]]]]]]]]]]]]]]]]]
]
=
[[[[[[[[[
[
11990512057211
11988811sdot sdot sdot 119905120572111198881119895
sdot sdot sdot 1199051205721111988811198981
119905120572111198881198941
sdot sdot sdot 11990512057211119888119894119895
sdot sdot sdot 119905120572111198881198941198981
1199051205721111988811989811sdot sdot sdot 119905120572111198881198981119895sdot sdot sdot 1199051205721111988811989811198981
]]]]]]]]]
]
(7)
Step 2 Find the unweighted supermatrix W Let the total-influencematrixmatch and be filled into the interdependencedimensions It is based on transposing the normalized influ-ence matrix T120572
119888by using dimensions that isW = (T120572
119888)1015840 and
is derived by
W = (T120572119888)1015840
=
1198631
119863119894
119863119899
11988811sdot sdot sdot 11988811198981
1198881198941sdot sdot sdot 119888119894119898119894
sdot sdot sdot 1198881198991 sdot sdot sdot 119888119899119898119899
1198631
11988811
11988812
11988811198981
119863119895
1198881198951
1198881198952
119888119895119898119894
119863119899
1198881198991
1198881198992
119888119899119898119899
[[[[[[[[[[[[[[[[[[[[[[[
[
W11 sdot sdot sdot W1198941 sdot sdot sdot W1198991
W1119895 sdot sdot sdot W119894119895 sdot sdot sdot W119899119895
W1119899 sdot sdot sdot W119894119899 sdot sdot sdot W119899119899
]]]]]]]]]]]]]]]]]]]]]]]
]
(8)
Step 3 Obtain the normalized supermatrix T120572119863by dimen-
sions Total-influencematrix T119863is obtained by
T119863=
[[[[[[[[[[[
[
11990511
119863sdot sdot sdot 1199051119895
119863sdot sdot sdot 1199051119899119863
1199051198941119863sdot sdot sdot 119905119894119895
119863sdot sdot sdot 119905119894119899119863
1199051198991119863sdot sdot sdot 119905119899119895
119863sdot sdot sdot 119905119899119899119863
]]]]]]]]]]]
]
(9)
Each column of total-influence matrix T119863
by dimensionscan be summed for normalization Then we normalize
the total-influence matrix T119863
and obtain a new normal-ized matrix T120572
119863 A new normalized matrix T120572
119863is derived
by
T120572119863=
[[[[[[[[[[[[[[[[[
[
11990511
119863
1198891
sdot sdot sdot1199051119895
119863
1198891
sdot sdot sdot1199051119899119863
1198891
1199051198941119863
119889119894
sdot sdot sdot119905119894119895
119863
119889119894
sdot sdot sdot119905119894119899119863
119889119894
1199051198991119863
119889119899
sdot sdot sdot119905119899119895
119863
119889119899
sdot sdot sdot119905119899119899119863
119889119899
]]]]]]]]]]]]]]]]]
]
Mathematical Problems in Engineering 7
=
[[[[[[[[
[
11990512057211
119863sdot sdot sdot 1199051205721119895
119863sdot sdot sdot 1199051205721119899119863
1199051205721198941
119863sdot sdot sdot 119905120572119894119895
119863sdot sdot sdot 119905120572119894119899119863
1199051205721198991119863
sdot sdot sdot 119905120572119899119895
119863sdot sdot sdot 119905120572119899119899119863
]]]]]]]]
]
(10)
where 119905120572119894119895119863= 119905119894119895
119863119889119894and 119889
119894= sum119899
119895=1119905119894119895
119863
Step 4 Calculate the weighted supermatrix The weightedsupermatrixW120572 is derived by
W120572 = T120572119863W
=
[[[[[[[[
[
11990512057211
119863timesW11 sdot sdot sdot 1199051205721198941
119863timesW1198941 sdot sdot sdot 1199051205721198991
119863timesW1198991
1199051205721119895
119863timesW1119895 sdot sdot sdot 119905120572119894119895
119863timesW119894119895 sdot sdot sdot 119905120572119899119895
119863timesW119899119895
1199051205721119899
119863timesW1119899 sdot sdot sdot 119905120572119894119899
119863timesW119894119899 sdot sdot sdot 119905120572119899119899
119863timesW119899119899
]]]]]]]]
]
(11)
Step 5 Limit the weighted supermatrix by raising it to a suf-ficiently large power 119896 until the supermatrix has convergedand become a long-term stable supermatrix to obtain theglobal vector weights called the DANP influential weightssuch that lim
119892rarrinfin(W120572)119892 where 119892 represents any number of
powers when 119892 rarr infin
33 Phase III Thedevelopment of the VIKORmethod beganwith the following form of 119871
119901metric
119871119901
119896=
119899
sum119895=1
[
[
119908119895(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816)
]
]
119901
1119901
(12)
where 119891119896119895is the performance score of the 119895th criterion on 119896th
alternative 119908119895is the influential weight of the 119895th criterion
from DANP and 119899 is the number of criteria and 1 le 119901 le infin[39] Two measures 119871119901=1
119896(as 119878119896for minimal average gap or
degree of regret) and 119871119901=infin119896
(as 119876119896for priority improvement)
are established as
119878119896= 119871119901=1
119896=
119899
sum119895=1
[
[
119908119895(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816)
]
]
119876119896= 119871119901=infin
119896= max119895
(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816)| 119895 = 1 2 119899
(13)
The compromise solution min119896119871119901
119896shows the synthesized
gap to beminimized which will be selected or improved suchthat its gap values in each criterion and dimension will beimproved for the closest to the aspiration level RegardingINRM the group utility is emphasized when 119901 is small (suchas 119901 = 1) in contrast if 119901 grows toward infinity the indi-vidual maximal gaps attain greater importance for priority
improvement in each dimension or criterion Consequentlymin119896119878119896stresses themaximumgrouputility howevermin
119896119876119896
focuses on selecting the minimal value from the maximumindividual gaps for priority improvement
The VIKOR method in this study has four steps
Step 1 Obtain an aspireddesired and tolerable level Wecalculated the best 119891lowast
119895values (the aspiration level) and the
worst 119891minus119895values (the tolerable level) of all criterion functions
119895 = 1 2 119899 In traditional approachwe suppose that the 119895thfunction denotes benefits 119891lowast
119895= max
119896119891119896119895and 119891minus
119895= min
119896119891119896119895
but in this research we use the performance scores from 1 to 9(very poorlarr1 2 8 9rarr the best) in questionnaires (seethe appendix) so the aspiration level can be set at 9 scoreand the worst value at 1 score Therefore in this researchwe set 119891lowast
119895= 9 as the aspiration level and 119891minus
119895= 1 as
the worst value which differs from traditional approachThis approach can avoid ldquochoose the best among inferiorchoicesoptionsalternatives (ie avoid pick the best appleamong a barrel of rotten apples)rdquo Furthermore an originalrating matrix can be converted into the following matrix
119903119896119895=(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816) (14)
Step 2 Calculate the mean of group utility and maximalregret The values can be computed by 119878
119896= sum119899
119895=1119908119895119903119896119895(the
synthesized gap for all of the criteria) and 119876119896= max
119895119903119896119895|
119895 = 1 2 119899 (the maximal gap in criterion 119896 for priorityimprovement) respectively
Step 3 Rank or improve the alternatives for a compromisesolutionWe order the alternatives from the calculated valueswhich are obtained as
119877119896=V (119878119896minus 119878lowast)
(119878minus minus 119878lowast)+(1 minus V) (119876
119896minus 119876lowast)
(119876minus minus 119876lowast) forall119896 = 1 2 119898
(15)
where 119878lowast = min119894119878119894or 119878lowast = 0 (when all of the criteria have
been achieved to the aspiration level) 119878minus = max119894119878119894or 119878minus = 1
(in the worst case) 119876lowast = min119894119876119894or can be set as 119876lowast = 0
119876minus = max119894119876119894or 119876minus = 1 and V is presented as the weight of
the strategy of themaximum group utility Conversely 1minusV isthe weight of individual regret When 119878lowast = 0 119878minus = 1119876lowast = 0and 119876minus = 1 we can rewrite (15) as
119877119896= V119878119896+ (1 minus V) 119876
119896 (16)
Step 4 Decreasing order of the values of 119878119896 119876119896 and 119877
119896
then we can use them for a compromise solution for allalternatives
4 Results and Discussions
The significant confidence of the 16 expertsrsquo group consensusin the questionnaires the mean of sample gap equals only1795 that is the significant confidence is obtained as
8 Mathematical Problems in Engineering
Table 3 The initial influence matrix A for criteria
Criteria 1198621
1198622
1198623
1198624
1198625
1198626
1198627
1198628
1198629
11986210
11986211
11986212
11986213
11986214
11986215
11986216
11986217
C1 000 338 300 313 331 306 319 313 294 300 306 306 300 325 256 263 288C2 325 000 300 319 313 313 356 344 256 281 269 300 269 306 256 250 281C3 281 306 000 288 281 281 281 256 238 269 269 275 294 300 231 213 219C4 288 325 319 000 300 306 306 288 275 331 288 325 313 331 244 219 269C5 300 306 294 319 000 313 288 275 244 306 313 313 300 313 238 269 256C6 263 288 300 300 288 000 306 275 206 269 294 288 300 306 231 250 250C7 338 338 300 319 306 306 000 338 281 294 263 306 238 281 269 294 263C8 331 356 294 313 288 288 344 000 250 263 244 269 238 250 275 281 263C9 319 256 269 319 313 256 319 256 000 313 263 313 238 263 269 244 269C10 294 306 319 325 338 281 325 294 300 000 300 325 319 331 256 269 294C11 300 300 306 319 313 306 319 313 281 300 000 331 275 319 275 256 281C12 313 325 294 344 338 313 300 300 313 325 344 000 306 325 281 306 281C13 300 275 313 331 313 331 294 281 263 281 325 319 000 294 275 244 294C14 313 331 300 325 325 331 325 300 263 294 294 313 331 000 269 294 306C15 269 288 250 275 269 263 288 281 250 256 250 256 275 281 000 300 275C16 250 275 250 238 244 213 281 281 225 263 269 263 269 288 300 000 281C17 288 306 263 306 288 269 313 294 294 288 288 306 331 350 288 269 000Note the mean of sample gap = (1119899(119899 minus 1))sum119899
119894=1sum119899
119895=1(|119886119901
119894119895minus 119886119901minus1
119894119895|119886119901
119894119895) times 100 = 1795 lt 5 where 119899 is the number of criteria and 119901 is the sample of 16
experts
Table 4 The total-influence matrix T119863and influence givenreceived for dimensions
T119863
1198631
1198632
1198633
1198634
1198635
1198636
119903119894
Dimensions 119903119894
119904119894
119903119894+ 119904119894
119903119894minus 119904119894
1198631
078 080 077 078 076 071 460 Strategy (1198631) 460 476 936 minus016
1198632
079 078 076 077 075 071 457 Feasibility (1198632) 457 480 936 minus023
1198633
079 079 075 077 075 071 455 Impact on customers (1198633) 455 461 916 minus005
1198634
084 085 081 080 080 075 485 Impact on finance (1198634) 485 465 949 020
1198635
080 081 077 078 074 072 462 Impact on operations (1198635) 462 454 916 009
1198636
077 077 074 075 074 067 443 Impact on employees (1198636) 443 428 871 016
119904119894
476 480 461 465 454 428
98205 which is greater than 95 (see note in Table 3)There are eight projects that were submitted by the SixSigma team of Corporation J Utilizing the aforementionedsix dimensions and 17 criteria we evaluated the performanceof each project based on the opinions of sixteen knowledge-based experts and the consultants in SPM manufacturingand the Six Sigma technique We evaluated performances ona scale of 1 to 9 with 1 indicating very poor performance(ie 119891minus
119895= 1 is called the worst value) and 9 indicating the
best performance (ie 119891lowast119895= 9 is called the aspiration level)
Then we used the average performance scores of each projectand applied the VIKOR method to obtain the performancesand the gaps to the aspiration levels of the alternativeprojects
Using (2) and (3) the normalized direct-influence matrixand the total-influence of T
119862and T
119863can be easily derived
The INRMwas constructed using the vectors r and s fromthetotal direct-influence matrix T
119863(see Table 4) The sum of
influences given and received on criteria is shown in Table 5In addition the INRMmaps are shown in Figure 3
In Figure 3 we found that six dimensions are influencedby each other such as strategy (119863
1) will be influenced by
impact on customers (1198633) impact on finance (119863
4) and
impact on operations (1198635) feasibility (119863
2) will be influenced
by strategy (1198631) impact on customers (119863
3) impact on
finance (1198634) and impact on employees (119863
6) These influen-
tial relationships will help the Six Sigma team to perform thedecision-making To increase the feasibility of projects thefirst step is to improve their impact on finance In particularthe Six Sigma team can first refer to119863
4in Figure 3 to improve
the contribution of ROI (11986210) for the project For the same
reason the projects need the support of the top managementof strategy (119863
1) but strategy (119863
1) depended on the impact
on finance (1198634) impact on customers (119863
3) and impact on
employees (1198636) In conclusion the managers of Six Sigma
can refer to the INRM to prioritize their improvements to thedimensions and criteria in PS
We used the DANP method to obtain the influentialweights and priorities of the dimensions and criteria inthe empirical case of Corporation J The performances andthe gaps to the aspiration levels of the alternative projectsare shown in Table 6 We found that the priority in globalweights of the first dimension is feasibility (119863
2) followed by
strategy (1198631) impact on finance (119863
4) impact on customers
Mathematical Problems in Engineering 9
00000200
minus0200
0400
0600
0800
1000
1200
23500 24000 24500 25000 25500 26000
D5
D1
D2
D4
D3
D6
ri + si
ri + si
ri + si
ri + si
ri + si
r iminuss i
r iminussi
r iminuss i
r iminuss i
r iminuss i
minus0800minus0600minus0400minus0200
00000200040006000800
24500 25000 25500 26000 26500 27000 27500
(C6)(C4)
(C5)
(C3) (C2)
(C1)
(C15)
(C13)
(C14)
(C11)
10)
(C12)
minus025minus020minus015minus010minus005
Retaining
Improved capability
rate (C16)
(C17)
(2385 minus007)
ri + si
ri + si
r iminuss i
r iminuss i
(25749 101)
Customer satisfaction
New business (C9)
(C7)(27306 minus06)
Customer complain (C8)(2608minus041)
(24691 06)
000005010015020025
860 870 880 890 900 910 920 930 940 950 960
Strategy (D1)(9401 minus0159)
Feasibility (D2)(9412 minus0223)
Impact on consumer (D3)
Impact on finance (D4)
Impact on process (D5)
Impact on employee (D6)
(9198 minus0050)
(8696 0144)(9538 0203)
(9504 0084)
Reduction in cycle time
Upgrade operation
performanceImproved
compliance and controls
000000500100015002000250030003500400
24000 24500 25000 25500 26000 26500 27000 27500 28000
(26339 037)
(27535 013)(24178 031) Technical
feasibility
Available resources
Time schedule
minus0800minus0700minus0600minus0500minus0400minus0300minus0200minus0100
000025600 25800 26000 26200 26400 26600 26800 27000 27200 27400
(27306 minus0589)
(26796 minus053)
(25746 minus072)
ROI (C
Cost reduction
Revenue generation
00000100020003000400050006000700
26400 26600 26800 27000 27200 27400 27600 27800
Meaningful to organization
Critical to quality
Measureable variable
minus1200minus1000minus0800minus0600minus0400minus0200
000002000400
25000 25500 26000 26500 27000 27500
(26464 0586)
(26835 0655)
(27640 0527)
(27156 0230)
(27246 minus0501)(2537 minus1043)
Figure 3 The influential network relation maps
Table 5 The sum of influences given and received on criteria
Criteria 119903119894
119904119894
119903119894+ 119904119894
119903119894minus 119904119894
Meaningful to organization (1198621) 1369 1346 2716 023
Critical to quality (1198622) 1337 1387 2725 minus050
Variable is measurable (1198623) 1216 1321 2537 minus104
Technical feasibility (1198624) 1336 1395 2731 minus059
Resources are available (1198625) 1313 1366 2680 minus053
Time schedule (1198626) 1251 1324 2575 minus073
Customer satisfaction (1198627) 1334 1397 2731 minus063
Customer complaints (1198628) 1284 1325 2608 minus041
New business (1198629) 1268 1201 2469 067
ROI (11986210) 1374 1309 2684 065
Cost reduction (11986211) 1353 1294 2646 059
Profit generation (11986212) 1408 1356 2764 053
Reduction in cycle time (11986213) 1336 1298 2634 037
Upgrade operational performance (11986214) 1383 1370 2753 013
Improved in compliance and controls (11986215) 1225 1193 2418 032
Retaining rate (11986216) 1189 1196 2385 minus007
Improved capability (11986217) 1338 1237 2575 101
(1198633) impact on operations (119863
5) and impact on employees
(1198636) in that order In addition we extended the priority
of the criteria in each dimension from the local weights inTable 6 For instance feasibility (119863
2) is the first priority in
dimensions of global weights when extended to the local
weight dimensions however we know that the technicalfeasibility (119862
4) will be the first priority of feasibility (119863
2) All
of these local and global weights will be helpful in selectingand improving the best alternatives inMCDMproblems withthe VIKOR method
10 Mathematical Problems in Engineering
Table6Th
eperform
ance
andgapof
desired
levelofallalternativep
rojects
Local
weight
Global
weight
Perfo
rmance
Gap
ofdesired
level
1198751
1198752
1198753
1198754
1198755
1198756
1198757
1198758
1198751
1198752
1198753
1198754
1198755
1198756
1198757
1198758
Strategy
(D1)
0172(2)
7031
654
9679
47192
646
2664
86437
6175
0219
(1)
0272
(2)
024
5(1)
020
1(6)
028
2(4)
026
1(4)
028
5(2)
0314
(3)
Meaning
fultoorganizatio
n(1198621)
0332(2)
0057
7875
5750
6875
7125
6563
6688
6250
5750
0125
0361
0236
0208
0271
0257
0306
0361
Criticaltoqu
ality
(1198622)
0342(1)
0059
7313
7313
6875
7500
6625
6750
6500
6813
0188
0188
0236
0167
0264
0250
0278
0243
Varia
bleism
easurable(1198623)
0325(3)
0056
5875
6563
6625
6938
6188
6500
6563
5938
0347
0271
0264
0229
0313
0278
0271
0340
Feasibility
(D2)
0173(1)
646
7638
2670
9695
9647
3670
4642
16212
028
1(3)
029
1(3)
0255
(2)
0227
(4)
028
1(2)
0255
(3)
028
7(3)
0310
(2)
Technicalfeasib
ility(1198624)
0341(1)
0059
6750
6938
6813
7125
6250
6500
6625
6375
0250
0229
0243
0208
0306
0278
0264
0292
Resourcesa
reavailable(1198625)
0334(2)
0058
6813
6125
6563
6750
6250
6625
6438
6313
0243
0319
0271
0250
0306
0264
0285
0299
Times
chedule(1198626)
0324(3)
0056
5813
6063
6750
7000
6938
7000
6188
5938
0354
0326
0250
0222
0229
0222
0313
0340
Impa
cton
custom
ers(D
3)0166(4)
627
1664
56312
670
1646
9628
5666
56616
030
3(4)
026
2(1)
029
9(4)
0255
(2)
028
1(3)
0302
(5)
0259
(1)
026
5(1)
Custo
mer
satisfaction(1198627)
0356(1)
0059
6563
7250
6688
7188
6813
6563
7000
6938
0271
0194
0257
0201
0243
0271
0222
0229
Custo
mer
complaints(1198628)
0337(2)
0056
6438
6875
6313
6938
6250
6250
6688
7063
0285
0236
0299
0229
0306
0306
0257
0215
New
busin
ess(1198629)
0306(3)
0051
5750
5688
5875
5875
6313
600
06250
5750
0361
0368
0347
0347
0299
0333
0306
0361
Impa
cton
finan
ce(D
4)0168(3)
656
26021
629
06377
660
56850
564
3579
4027
1(2)
0331
(4)
030
1(5)
029
1(1)
026
6(1)
0239
(2)
0373
(6)
0356
(5)
ROI(11986210)
0330(2)
0056
6500
6750
600
06188
6625
6313
5625
5938
0278
0250
0333
0313
0264
0299
0375
0340
Costreductio
n(11986211)
0326(3)
0055
6625
5438
6625
6375
6563
7500
5875
5563
0264
0396
0264
0292
0271
0167
0347
0382
Revenu
egeneration(11986212)
0342(1)
0058
6563
5875
6250
6563
6625
6750
5438
5875
0271
0347
0306
0271
0264
0250
0396
0347
Impa
cton
operations
(D5)
0164(5)
6150
588
5642
5690
16225
690
6606
76159
0317
(5)
034
6(5)
028
6(3)
0233
(3)
030
8(5)
0233
(1)
0325
(4)
0316
(4)
Redu
ctionin
cycle
time
(11986213)
0336(2)
0055
6125
5188
6438
6063
5688
6750
5563
6125
0319
0424
0285
0326
0368
0250
0382
0319
Upgrade
operational
perfo
rmance
(11986214)
0354(1)
0058
6250
6500
7000
7500
6875
7625
6875
6875
0306
0278
0222
0167
0236
0153
0236
0236
Improved
compliancea
ndcontrols(11986215)
0309(3)
0051
6063
5938
5750
7125
6063
6250
5688
5375
0326
0340
0361
0208
0326
0306
0368
0403
Impa
cton
employee
(D6)
0154(6)
600
4560
0556
87166
5375
6258
5762
560
30333
(6)
0378
(6)
038
1(6)
020
4(5)
040
3(6)
030
5(6)
0359
(5)
0377
(6)
Retainingrate(11986216)
0491(2)
0076
5750
5250
5250
6563
5375
5750
5063
5063
0361
0417
0417
0271
0403
0361
0438
0438
Improved
capability(11986217)
0508(1)
0079
6250
5938
5875
7750
5375
6750
6438
6125
0306
0340
0347
0139
0403
0250
0285
0319
Totalp
erform
ance
642
3(3)
6191
(6)
636
3(4)
688
0(1)
628
1(5)
6613
(2)
6173
(7)
609
9(8)
Totalgap
028
6(3)
0312
(6)
029
2(4)
0235
(1)
0302
(5)
026
5(2)
0314
(7)
0322
(8)
Notethen
umbersin
the(
)denotes
ther
anks
oflocalw
eightsin
dimensio
nsandcriteria
Mathematical Problems in Engineering 11
In analyzing the empirical case of an SPMmanufacturingcompany using a hybrid MCDM model we successfullyobtained the influential relationship matrix as well as themap of the PS dimensions and criteria in interdependentand feedback problems We also compared the perfor-mance of projects and obtained how to improve the per-formance of dimensions and criteria in reducing the gapsremaining to achieve the aspiration levels We conclude thefollowing(1) Based on the DANP method the global influential
weights and local influential weights of the dimensions andcriteria can be obtained and then by combining DANP withthe VIKOR method the average scores of the projects fromproject 119875
1to project 119875
8 in performance are 6423 6191
6363 6880 6281 6613 6173 and 6099 respectively (seeTable 6) We found that project 119875
4has the best performance
among the eight projects with a score of 688 which meansthat the training and practice of employees (119875
4) are the first
priority for the Six Sigma projects In accordance with thescores of the projects the subsequent priorities are the estab-lishment of a lean production system (119875
6) decision support
(1198751) operational process improvement (119875
3) the upgrading
of supply chain management (1198755) the improvement of the
materialproducts inspection system (1198753) the promotion of
quality function deployment (1198757) and the investment in
inspection equipmentinstruments (1198758)
(2) The traditional PS approach is to rank the projectalternatives and then only select the best of the project Ourproposed model can not only use the best project selectionbut can also analyzewhich gaps in the dimensions and criteriashould be the priorities for improvement From the perspec-tive of the VIKOR method project 119875
4is the first priority of
Six Sigma projects in this SPM case however the gap of 0292in this case should also be reduced to zero (the aspirationlevel no gap) questions regarding how to minimize this gapas much as possible We can propose several improvementstrategies and suggestions for the managers of Six Sigmato promote the projectrsquos performance based on the INRMFor example in Table 6 and Figure 3 the largest gap to theaspiration level in project 119875
4is 0291 (impact on finance119863
4)
next is 0255 (impact on customers 1198633) then 0233 (impact
on operations 1198635) 0227 (feasibility 119863
2) 0204 (impact on
employees 1198636) and 0201 (strategy 119863
1) This information
can assist managers in improving the project performanceof Six Sigma to reduce the gaps in question and achieve theaspiration level quickly and directly
5 Conclusion
PS is one of the most critical and challenging activitiesfaced by companiesand selecting the right project in SixSigma is a major factor in its early success and long-termacceptance within any organization Based on the definitionof a project the objectives must be clear succinct achievablerealistic and measurable with a high probability of successWe developed dimensions and criteria that align with thestrategy of a SPM manufacturing company to evaluate andselect Six Sigma projects
We present a hybrid MCDM model combining theinfluential weights of DANP with the VIKOR method for anempirical case in the SPM industry to integrate each criterionperformance into each dimension and overall performanceSo a DANP model can overcome the problems of interde-pendence and feedback among dimensions and criteria in thereal world Based on the global and local influential weights ofDANP and combined with VIKORrsquos calculation (see Table 6)mangers can make decisions which take into account theintegration of performances and the improvement of the gapsto the aspiration level of each dimension In this case studywe not only designated the prioritization of the projects inthe order of training and practice of employees (P4) rarrestablish lean production system (P6) rarr decision support(P1) rarr operational process improvement (P3) rarr upgradesupply chain management (P5) rarr improve material andproducts inspection system (P2) rarr promote quality func-tion deployment (P7) and invest in inspection equipment andinstrument (P8) but we also determined how to improve thegaps to achieve the aspiration level of performance in eachproject from low value to high value
To reduce the gaps and achieve the aspiration level (zerogaps) in the best or most suitable areas other methodssuch as the dominance-based rough set approach (DRSA)and PROMETHEE III should be addressed in the futurestudies In order to deal with uncertainty or fuzziness in thedecision making process a fuzzy-ANP can be considered inour proposed model
Appendix
Liou and Tzeng [40] found that the traditional MCDMignored some important new concepts and trends (someassumptions limitdefects) for solving actual problems inthe real world First the traditional model assumes thatthe criteria are independent and hierarchical in structurehowever criteria are often interdependent in real-worldproblems because ldquoStatistics and Economics are unrealisticin the real worldrdquo DEMATEL technique can be used tofind the influence matrix and build an INRM for solvingthis problem Second the relative good solution from theexisting alternatives is replaced by the aspiration levels NoteHerbert A Simon in his lecture given in Stockholm uponreceiving the Nobel Prize in Economics 1978 the Scottishword ldquosatisficingrdquo (=satisfying) has been revived to denoteproblem solving and decision making that sets an aspirationlevel searches until an alternative is found that is satisfactoryby the aspiration level criterion and selects that alternative[41] In this research if 119891lowast
119895is the aspiration level and 119891minus
119895
is the worst value we use the performance scores from0 to 10 (very dissatisfaction larr 0 1 2 9 10 rarr verysatisfaction) in questionnaires so the aspiration level canbe set at 10 score (ie 119891lowast
119895= 10) and the worst value at
zero score (ie 119891minus119895= 0) this approach can avoid ldquoChoose
the best among inferiorchoicesalternativesrdquo that is avoidldquoPick the best apple among a barrel of rotten applesrdquo Thirdthe trends have shifted from how to carry out the ldquorankingrdquoor ldquoselectionrdquo of the most preferable alternatives to how to
12 Mathematical Problems in Engineering
ldquoimproverdquo their performances based on INRM because ldquoweneed a systematic approach to problem-solving instead ofaddressing the systems of the problem we need to identifythe sources of the problem [42]rdquoThese ideas and concepts canoffer major contributions in this type of research problem
Conflict of Interests
The authors declare that they have no conflict of interests
Acknowledgments
The authors gratefully acknowledge assistant editor and tworeviewers of this paper who helped clarify and improve thispresentation
References
[1] J Antony and R Banuelas ldquoKey ingredients for the effectiveimplementation of six sigma programrdquo Measuring BusinessExcellence vol 6 no 4 pp 20ndash27 2002
[2] J Antony ldquoSome pros and cons of six sigma an academicperspectiverdquo The TQM Magazine vol 16 no 4 pp 303ndash3062004
[3] R D Snee ldquoSix sigma the evolution of 100 years of businessimprovement methodologyrdquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 1 pp 4ndash20 2004
[4] A Y T Szeto and A H C Tsang ldquoAntecedents to successfulimplementation of six sigmardquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 3 pp 307ndash322 2005
[5] Y H Kwak and F T Anbari ldquoBenefits obstacles and future ofsix sigma approachrdquo Technovation vol 26 no 5-6 pp 708ndash7152006
[6] P S Pande R P Neuman and R R Cavanagh The Six SigmaWay McGraw-Hill New York NY USA 2000
[7] R Banuelas C Tennant I Tuersley and S Tang ldquoSelection ofsix sigma projects in the UKrdquo The TQM Magazine vol 18 no5 pp 514ndash527 2006
[8] J D Kendrick and D Saaty ldquoUse analytic hierarchy process forproject selectionrdquo Six Sigma Forum Magazine vol 6 no 4 pp22ndash29 2007
[9] U D Kumar H Saranga J E Ramırez-Marquez and DNowicki ldquoSix sigma project selection using data envelopmentanalysisrdquoThe TQMMagazine vol 19 no 5 pp 419ndash441 2007
[10] G Hu L Wang S Fetch and B Bidanda ldquoA multi-objectivemodel for project portfolio selection to implement lean and sixsigma conceptsrdquo International Journal of Production Researchvol 46 no 23 pp 6611ndash6625 2008
[11] C Kahraman and G Buyukozkan ldquoA combined fuzzy AHPand fuzzy goal programming approach for effective six-sigmaproject selectionrdquo Journal of Multiple-Valued Logic and SoftComputing vol 14 no 6 pp 599ndash615 2008
[12] T Yang and C-H Hsieh ldquoSix-Sigma project selection usingnational quality award criteria and Delphi fuzzy multiple crite-ria decision-makingmethodrdquo Expert Systems with Applicationsvol 36 no 4 pp 7594ndash7603 2009
[13] G Buyukozkan and D Ozturkcan ldquoAn integrated analyticapproach for six sigma project selectionrdquo Expert Systems withApplications vol 37 no 8 pp 5835ndash5847 2010
[14] S Percin and C Kahraman ldquoAn integrated fuzzy multi-criteriadecision-making approach for six sigma project selectionrdquoInternational Journal of Computational Intelligence Systems vol3 no 5 pp 610ndash621 2010
[15] M Tkac and S Lyocsa ldquoOn the evaluation of six sigma projectsrdquoQuality and Reliability Engineering International vol 26 no 1pp 115ndash124 2010
[16] S Vinodh S G Gautham R Anesh Ramiya and DRajanayagam ldquoApplication of fuzzy analytic network processfor agile concept selection in a manufacturing organisationrdquoInternational Journal of Production Research vol 48 no 24 pp7243ndash7264 2010
[17] S Boran H R Yazgan and K Goztepe ldquoA fuzzy ANP-basedapproach for prioritising projects a six sigma case studyrdquoInternational Journal of Six Sigma and Competitive Advantagevol 6 no 3 pp 133ndash155 2011
[18] R K Padhy and S Sahu ldquoA real option based six sigma projectevaluation and selectionmodelrdquo International Journal of ProjectManagement vol 29 no 8 pp 1091ndash1102 2011
[19] A Saghaei and H Didehkhani ldquoDeveloping an integratedmodel for the evaluation and selection of six sigma projectsbased on ANFIS and fuzzy goal programmingrdquo Expert Systemswith Applications vol 38 no 1 pp 721ndash728 2011
[20] M Kumar J Antony and B R Cho ldquoProject selection andits impact on the successful deployment of six sigmardquo BusinessProcess Management Journal vol 15 no 5 pp 669ndash686 2009
[21] J Antony and C Fergusson ldquoSix sigma in the software industryresults from a pilot studyrdquoManagerial Auditing Journal vol 19no 8 pp 1025ndash1032 2004
[22] J Van den Heuvel R J M M Does A J J C Bogers andM Berg ldquoImplementing six sigma in the Netherlandsrdquo JointCommission Journal on Quality and Patient Safety vol 32 no7 pp 393ndash399 2006
[23] E Fontela and A Gabus ldquoThe DEMATEL observerdquo BattelleInstitute Geneva Switzerland 1976
[24] T L SaatyDecisionMaking with Dependence and FeedbackTheAnalytic Network Process RWS Pittsburgh Pa USA 1996
[25] S Opricovic and G-H Tzeng ldquoMulticriteria planning of post-earthquake sustainable reconstructionrdquo Computer-Aided Civiland Infrastructure Engineering vol 17 no 3 pp 211ndash220 2002
[26] T L Saaty ldquoRank from comparisons and from ratings inthe analytic hierarchynetwork processesrdquo European Journal ofOperational Research vol 168 no 2 pp 557ndash570 2006
[27] C-Y Huang J Z Shyu and G-H Tzeng ldquoReconfiguring theinnovation policy portfolios for Taiwanrsquos SIP mall industryrdquoTechnovation vol 27 no 12 pp 744ndash765 2007
[28] F Jin P Liu and X Zhang ldquoThe evaluation study of humanresources based on intuitionistic fuzzy set andTOPSISmethodrdquoJournal of Information and Computational Science vol 4 no 3pp 1023ndash1028 2007
[29] J J H Liou G-H Tzeng and H-C Chang ldquoAirline safetymeasurement using a hybrid modelrdquo Journal of Air TransportManagement vol 13 no 4 pp 243ndash249 2007
[30] G-H Tzeng C-H Chiang and C-W Li ldquoEvaluating inter-twined effects in e-learning programs a novel hybrid MCDMmodel based on factor analysis and DEMATELrdquo Expert Systemswith Applications vol 32 no 4 pp 1028ndash1044 2007
[31] J J H Liou L Yen and G-H Tzeng ldquoBuilding an effectivesafety management system for airlinesrdquo Journal of Air TransportManagement vol 14 no 1 pp 20ndash26 2008
Mathematical Problems in Engineering 13
[32] W-S Lee G-H Tzeng J-L Guan K-T Chien and J-MHuang ldquoCombined MCDM techniques for exploring stockselection based on Gordon modelrdquo Expert Systems with Appli-cations vol 36 no 3 part 2 pp 6421ndash6430 2009
[33] L Pei-de ldquoAnovelmethod for hybridmultiple attribute decisionmakingrdquo Knowledge-Based Systems vol 22 no 5 pp 388ndash3912009
[34] J J H Liou C-Y Tsai R-H Lin and G-H Tzeng ldquoA mod-ified VIKOR multiple-criteria decision method for improvingdomestic airlines service qualityrdquo Journal of Air TransportManagement vol 17 no 2 pp 57ndash61 2011
[35] P Liu and X Zhang ldquoResearch on the supplier selection of asupply chain based on entropyweight and improved ELECTRE-III methodrdquo International Journal of Production Research vol49 no 3 pp 637ndash646 2011
[36] C-H Hsu F-K Wang and G-H Tzeng ldquoThe best vendorselection for conducting the recycledmaterial based on a hybridMCDM model combining DANP with VIKORrdquo ResourcesConservation and Recycling vol 66 no 1 pp 95ndash111 2012
[37] C-H Liu G-H Tzeng and M-H Lee ldquoImproving tourismpolicy implementationmdashthe use of hybrid MCDM modelsrdquoTourism Management vol 33 no 2 pp 239ndash488 2012
[38] P Liu and X Wu ldquoA competency evaluation method ofhuman resources managers based on multi-granularity linguis-tic variables and VIKOR methodrdquo Technological and EconomicDevelopment of Economy vol 18 no 4 pp 696ndash710 2012
[39] S Opricovic and G-H Tzeng ldquoCompromise solution byMCDM methods a comparative analysis of VIKOR and TOP-SISrdquo European Journal of Operational Research vol 156 no 2pp 445ndash455 2004
[40] J H Liou and G H Tzeng ldquoComments on multiple cri-teria decision making (MCDM) methods in economics anoverviewrdquo Technological and Economic Development of Econ-omy vol 18 no 4 pp 672ndash695 2012
[41] H A Simon ldquoA behavioral model of rational choicerdquo TheQuarterly Journal of Economics vol 69 no 1 pp 99ndash118 1955
[42] J H Liou ldquoNew concepts and trends ofMCDMfor tomorrowmdashin honor of professor Gwo-Hshiung Tzeng on the occasion ofhis 70th birthdayrdquo Technological and Economic Development ofEconomy vol 19 no 2 pp 367ndash375 2013
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

2 Mathematical Problems in Engineering
selecting and scheduling an optimal project portfolio Saghaeiand Didehkhani [19] applied a fuzzy-weighted additive goalprogramming model for the evaluation and selection of SixSigma projects Unfortunately these researches only providethe prioritization of Six Sigma projects To evaluate thedifference among Six Sigma projects is an important task forquality improvement Thus a new approach for Six Sigmaproject selection is needed
We present a hybridMCDMmodel to assess performancenot only in ranking and selection but also in improvingand making Six Sigma project strategies for reducing gapsof each dimensioncriterion to be perfect and promote SixSigma projects for satisfying the user needs to be numberone These processes not only can help Six Sigma projectmanagers to understand usersrsquo wants and needs but alsocan assist them with how to improve Six Sigma projects toreduce performance gaps for achieving aspiration level (seethe appendix) of user satisfaction by building effective SixSigma project strategies An empirical study of film printingindustry of Taiwan as an empirical Six Sigma projects caseis illustrated to show the hybrid MCDM model for selectionand improvement
The remainder of this paper is organized as followsSection 2 presents the PS criteria in Six Sigma A hybridMCDMmodel is developed in Section 3 Section 4 highlightsthe managerial implications generated by the case analysisFinally we offer a conclusion
2 Research Problem
A project is defined as a unique set of coordinated activ-ities with defined starting and finishing points which isundertaken by an individual or an organization to meetspecific performance objectives within a defined scheduleand within defined cost and performance parameters [20]The objectives of a project must be clear succinct achievablerealistic and measurable with a high probability of success[6 21] Antony and Fergusson [21] described how the projectselection process may begin by creating a simple customerexpectations-process matrix that focuses on critical businessperformance characteristics including quality cost deliveryand responsiveness
Projects must be aligned with a strategic business planand with organizational goals Kendrick and Saaty [8]illustrated a set of 17 project alternatives for a manufacturingcompany using AHP to determine the priorities of theseprojects Project alternatives can be suggested by a bottom-upprocess such as by Black or Green Belts which are familiarwith operational problems and flaws or by a top-downprocess when senior managers raise strategic issues [22]We modified the AHP developed by Kenderick and Saaty [8]to establish a framework for project selection that includesthe dimensions of feasibility impact on customers impacton finance impact on operations and impact on employeesand that aligns with the strategy of the company There arefour levels of hierarchy as well as different dimensions andcriteria (see Table 1 and Figure 1)
We considerCorporation J which has dedicated its effortssince 1993 to the development of soft packaging material
for electronics and food packaging in Taiwan Corpora-tion J is one of the largest soft packaging material (SPM)manufacturers in Taiwan The products of Corporation Jinclude polycello and aluminum in particular it produceseasy-peel top film and heat-sealable aluminum foil for foodpackaging and antistatic pouches for electronic componentspackaging The quality of its products is very important tothe food and electronics industries The SPM manufacturersin Taiwan are promoting Six Sigma activities at this timePS is the key management action required for the success ofSix Sigma There are eight alternative projects (see Table 2)that could be used to improve themanufacturing processes ofCorporation J We denote the above 6 dimensions 17 criteriaand 8 alternatives to form a hierarchy for PS in Six Sigma asshown in Figure 1 In order to avoid ldquoselect the best amonginferior projectsalternatives (ie pick the best apple amonga barrel of rotten apples)rdquo we compared the performance ofprojects and applied methods to improve the performance ofdimensions and criteria in reducing the gaps remaining toachieve the aspiration levels in this study
To assess the interinfluence of the PS criteria for theDEMATEL technique calculation we designed a question-naire to collect data from experts in the SPM industry andconsultants for Six Sigma These sixteen knowledge-basedexperts were the corporation general manager the plantassistant general manager the RampDmanager the purchasingmanager the vice plant manager and the section managers
3 A Hybrid MCDM Model
A hybrid MCDMmodel combines the DEMATEL technique[23] with the basic concept of ANP [24] to find the influentialweights of DANP and the ldquoVIseKriterijumska Optimizacija IKompromisno Resenjerdquo (VIKOR which translates as ldquoMulti-criteria Optimization and Compromise Solutionrdquo) method[25] for evaluating the gaps of performance in each criterionand dimension The DEMATEL technique was designedto determine the degrees of influential relationship matrixof the PS criteria and apply them to build supermatrix(including the unweighted and weighted supermatrices) inthe basic concept of ANP The ANP handles dependencewithin a dimension (inner dependence) and among differentdimensions (outer dependence) The ANP is a nonlinearstructure whereas the AHP is hierarchical and linear withgoals at the top and alternatives at lower levels [26] A hybridMCDMmodel combining DEMATEL with the basic conceptof ANP (referred to as DANP) has been widely applied invarious fields for finding influential weights such as inno-vation policy portfolios for Taiwanrsquos siliconsemiconductorintellectual property mall airline safety measurements e-learning evaluations and exploring stock selection [27ndash33] Using the VIKOR method to rank and improvethe prioritization of dimensionscriteria can be found in[34ndash38]
A hybrid MCDMmodel contains three main phases (seeFigure 2) (1) constructing the influential network relationmap (INRM) among the criteria by the DEMATEL tech-nique (2) calculating the influential weights of each criterion
Mathematical Problems in Engineering 3
Table 1 The influence dimensions and criteria of comprehensive PS in Six Sigma
Dimensions Influence criteria Statements
Strategy(1198631)
Meaningful to organization (1198621) The projects should contribute to process improvement within the
organization
Critical to quality (1198622) The selected projects should be critical for upgrading the quality of
the product
Variable is measurable (1198623) The response variables in the projects should be easily measurable for
implementation
Feasibility(1198632)
Technical feasibility (1198624) Any project in Six Sigma should be technically feasible for the
organization
Resources are available (1198625) The resources of the organization should be available to support the
projectTime schedule (119862
6) Project completion within four to six months should be feasible
Impact on customers(1198633)
Customer satisfaction (1198627) The projects for process improvement should be aimed at satisfying
customer needs
Customer complaints (1198628) The projects should reduce the complaints of the customers and
increase the reliability of the products
New business (1198629) The new project should not only consider present customers but also
provide benefits to new customers in the future
Impact on finance(1198634)
ROI (11986210)
Many projects in Six Sigma require the investment of equipment orhuman power to improve the process The return of investment (ROI)of the project must be considered
Cost reduction (11986211) The project for process improvement should upgrade the quality of
products and reduce the cost of manufacturing
Profit generation (11986212) The projects selected should increase the generation of profit for the
organization
Impact on operations(1198635)
Reduction in cycle time (11986213)
The projects for process improvement should not only improve thequality of products but also reduce the cycle time of relevantprocesses
Upgrade operationalperformance (119862
14)
The projects should increase the unit time production quantity andupgrade the equipmentrsquos utilization
Improved in compliance andcontrols (119862
15)
The compliance and controls in operational systems should beimproved by discussion and communication regarding projectselection
Impact on employees(1198636)
Retaining rate (11986216)
The retaining rate refers to the rate at which key employees were keptwithin the organization The project selection in Six Sigma shouldsupport employee retention for the company
Improved capability (11986217) Employees should be educated and trained to improve the capability
of manufacturing processes and the performance of the organization
by using the basic concept of ANP based on the total-influence matrix by the DEMATEL technique and (3) rank-ing and improving the prioritization of dimensionscriteriaor projects through the VIKOR method for reducing gapsin each criterion and dimension to achieve the aspirationlevels
31 Phase I The three steps of DEMATEL and INRM aresummarized as follows
Step 1 Calculate the direct-influence matrix A by scoresAn assessment of the relationship between each criterionof mutual influence is made according to the opinions ofknowledge-based experts in Six Sigma and maganers in theprinting firms of Taiwan in real situation using a scaleranging from 0 to 4 with scores represented by natural
language ldquoabsolutely no influence (0)rdquo ldquolow influence (1)rdquoldquomedium influence (2)rdquo ldquohigh influence (3)rdquo and ldquovery highinfluence (4)rdquo The knowledge-based experts are requiredto indicate the direct-influence by a pairwise comparisionand if they believe that criterion 119894 has an effectinfluence oncriterion 119895 they should indicate this by 119886
119894119895 Thus average
matrix A = [119886119894119895]119899times119899
of direct relationships can be obtainedas
A =
[[[[[[[[[
[
11988611sdot sdot sdot 1198861119895sdot sdot sdot 1198861119899
1198861198941sdot sdot sdot 119886119894119895sdot sdot sdot 119886119894119899
1198861198991sdot sdot sdot 119886119899119895sdot sdot sdot 119886119899119899
]]]]]]]]]
]
(1)
4 Mathematical Problems in Engineering
Table 2 The alternatives of PS in Six Sigma
Alternatives Purposes Statements of alternatives in Six Sigma
(1) Decision support (1198751) Easy implementation of Six Sigma The projects implemented always need support from top
management(2) Improve material andproducts inspection system(1198752)
Ensure the quality of materials andproducts
An inspection system for quality is the foundation of totalquality management and a key successful factor of Six Sigma
(3) Operational processimprovement (119875
3) Upgrade operational performance Operations management techniques for the manufacturing or
services provided by the company should be improved(4) Training and practice ofemployees (119875
4)
Promote improvement of employeesrsquoabilities
Training of employees includes projects operation andmanagement in Six Sigma
(5) Upgrade supply chainmanagement (SCM) (119875
5)
Shorten lead time and improve inventorycontrol
SCM includes material requirement planning logistics andinventory control
(6) Establish leanproduction system (119875
6) Waste reduction and variability reduction
Lean production supplies the customer with exactly what thecustomer wants when the customer wants it without wastethrough continuous improvement
(7) Promote qualityfunction deployment(QFD) (119875
7)
Satisfaction of the customer anddeployment of quality efforts
QFD refers to both (1) determining what will satisfy thecustomer and (2) translating those customer desires into thetarget design
(8) Invest in inspectionequipment and instruments(1198758)
Upgrade the correctness of inspectionresults for Six Sigmaimprovement
The key equipment and instruments for polyester film printingfor the packaging industry are gas chromatographs and colordifference inspectors
Overall performances of Six Sigma projects
Strategy D1 Feasibility D2Impact on
customers D3
Impact onfinance D4
Impact onoperations D5
Impact onemployees D1
Project (P1) Project (P2) Project (P3) Project (P4) Project (P5) Project (P6) Project (P7) Project (P8)
Mea
ning
ful t
o or
gani
zatio
n (C
1)
Crit
ical
to q
ualit
y (C
2)
Vari
able
is m
easu
reab
le (C
3)
Tech
nica
l fea
sibili
ty (C
4)
Reso
urce
s are
ava
ilabl
e (C
5)
Tim
e sc
hedu
les (C
6)
Cus
tom
er sa
tisfa
ctio
n (C
7)
Cus
tom
er c
ompl
aint
s (C8)
New
bus
ines
s (C
9)
ROI (C10)
Cos
t red
uctio
n (C
11)
Profi
t gen
erat
ion
(C12)
Redu
ctio
n in
cyc
le ti
me
(C13)
Upg
rade
ope
ratio
nal p
erfo
rman
ce(C
14)
Impr
oved
inco
mpl
ianc
ean
d co
ntro
ls (C
15)
Reta
inin
g ra
te (C
16)
Impr
oved
cap
abili
ty (C
17)
Figure 1 The network of project selection in Six Sigma
Step 2 Calculate the normalized direct-influence matrix XThe normalized direct-influence matrix X is derived by
X = 119911 times A (2)
where 119911 = min1198941198951max
119894sum119899
119895=1119886119894119895 1max
119895sum119899
119894=1119886119894119895 for all
119894 119895 = (1 2 119899) Its diagonal is zero and the maximum sumof rows or columns is one
Step 3 Derive the total-influence matrix T The continuousdecrease in the indirect effects of problems can be determinedusing the powers of X for example X2X3 Xℎ withlimℎrarr0
Xℎ = [0]119899times119899 where X = [119909
119894119895]119899times119899
0 le 119909119894119895lt 1
0 le sum119894119909119894119895le 1 0 le sum
119895119909119894119895le 1 and at least one
column or one row of summation but not every columnor row equals one then lim
ℓrarrinfinXℓ = [0]
119899times119899can be
Mathematical Problems in Engineering 5
Criteria questionnaire
Solve T and INRM
Brain storming and Experts opinion
DEMATEL
Solve the influential weights
of DANP
Solve projects rankingimprove and make
strategies
VIKOR based on INRM
Performance questionnaire
Tc
TD
W
DANP
limgrarrinfin (W120572
W120572
)g
998400
Figure 2 The process of a hybrid MCDMmodel combining DANP and VIKOR
guaranteed Thus the total-influence matrix T is derivedby
T = X + X2 + sdot sdot sdot + Xℎ = X(I minus X)minus1 (3)
where limℎrarr0
Xℎ = [0]119899times119899
and I denotes the identity matrixThe sum of the rows and the sum of the columns of T are
expressed separately as vector r and vector s That is we have
r = [119903119894]119899times1= [
[
119899
sum119895=1
119905119894119895]
]119899times1
s = [119904119895]119899times1= [
119899
sum119894=1
119905119894119895]
1015840
1times119899
(4)
where the superscript 1015840 denotes the transpose Also 119903119894shows
the sum of the direct and indirect effects of criteria 119894 on the
other criteria and 119904119895shows the sum of the direct and indirect
effects that criteria 119895 has received from the other criteriaFurthermore (119903
119894+ 119904119894) shows the degree that the criteria 119894
plays in the problem and the difference (119903119894minus119904119894) shows the net
effect that criteria 119894 contributes to the problem If (119903119894minus 119904119894) is
positive then criteria 119894 is affecting other criteria and if (119903119894minus119904119894)
is negative then criteria 119894 is being influenced by other criteriaThese results are used to generate the INRM The INRM canprovide ideas for improvement
32 Phase II The five steps of DANP influential weights aredescribed as follows
Step 1 Find the normalized matrix T120572119888by using dimen-
sions After normalizing the total-influence matrix T119888by
dimensions we can obtain a new normalized matrix T120572119888by
dimensions and is given by
T120572119888=
1198631
119863119895
119863119899
11988811sdot sdot sdot 11988811198981
1198881198951sdot sdot sdot 119888119895119898119895sdot sdot sdot 119888
1198991sdot sdot sdot 119888119899119898119899
1198631
11988811
11988812
11988811198981
119863119894
1198881198941
1198881198942
119888119894119898119894
119863119899
1198881198991
1198881198992
119888119899119898119899
[[[[[[[[[[[[[[[[[[[[[[[[[[[
[
T12057211119888
sdot sdot sdot T1205721119895119888
sdot sdot sdot T1205721119899119888
T1205721198941119888
sdot sdot sdot T120572119894119895119888
sdot sdot sdot T120572119894119899119888
T1205721198991119888
sdot sdot sdot T120572119899119895119888
sdot sdot sdot T120572119899119899119888
]]]]]]]]]]]]]]]]]]]]]]]]]]]
]
(5)
6 Mathematical Problems in Engineering
For instance the normalization T12057211119888
is shown as (5) and(6)
Consider the following
11988911
119888119894=
1198981
sum119895=1
11990511
119888119894119895 119894 = 1 2 119898
1 (6)
T12057211119888=
[[[[[[[[[[[[[[[[[
[
11990511
11988811
119889111198881
sdot sdot sdot119905111198881119895
119889111198881
sdot sdot sdot1199051111988811198981
119889111198881
119905111198881198941
11988911119888119894
sdot sdot sdot11990511119888119894119895
11988911119888119894
sdot sdot sdot119905111198881198941198981
11988911119888119894
1199051111988811989811
119889111198881198981
sdot sdot sdot119905111198881198981119895
119889111198881198981
sdot sdot sdot1199051111988811989811198981
119889111198881198981
]]]]]]]]]]]]]]]]]
]
=
[[[[[[[[[
[
11990512057211
11988811sdot sdot sdot 119905120572111198881119895
sdot sdot sdot 1199051205721111988811198981
119905120572111198881198941
sdot sdot sdot 11990512057211119888119894119895
sdot sdot sdot 119905120572111198881198941198981
1199051205721111988811989811sdot sdot sdot 119905120572111198881198981119895sdot sdot sdot 1199051205721111988811989811198981
]]]]]]]]]
]
(7)
Step 2 Find the unweighted supermatrix W Let the total-influencematrixmatch and be filled into the interdependencedimensions It is based on transposing the normalized influ-ence matrix T120572
119888by using dimensions that isW = (T120572
119888)1015840 and
is derived by
W = (T120572119888)1015840
=
1198631
119863119894
119863119899
11988811sdot sdot sdot 11988811198981
1198881198941sdot sdot sdot 119888119894119898119894
sdot sdot sdot 1198881198991 sdot sdot sdot 119888119899119898119899
1198631
11988811
11988812
11988811198981
119863119895
1198881198951
1198881198952
119888119895119898119894
119863119899
1198881198991
1198881198992
119888119899119898119899
[[[[[[[[[[[[[[[[[[[[[[[
[
W11 sdot sdot sdot W1198941 sdot sdot sdot W1198991
W1119895 sdot sdot sdot W119894119895 sdot sdot sdot W119899119895
W1119899 sdot sdot sdot W119894119899 sdot sdot sdot W119899119899
]]]]]]]]]]]]]]]]]]]]]]]
]
(8)
Step 3 Obtain the normalized supermatrix T120572119863by dimen-
sions Total-influencematrix T119863is obtained by
T119863=
[[[[[[[[[[[
[
11990511
119863sdot sdot sdot 1199051119895
119863sdot sdot sdot 1199051119899119863
1199051198941119863sdot sdot sdot 119905119894119895
119863sdot sdot sdot 119905119894119899119863
1199051198991119863sdot sdot sdot 119905119899119895
119863sdot sdot sdot 119905119899119899119863
]]]]]]]]]]]
]
(9)
Each column of total-influence matrix T119863
by dimensionscan be summed for normalization Then we normalize
the total-influence matrix T119863
and obtain a new normal-ized matrix T120572
119863 A new normalized matrix T120572
119863is derived
by
T120572119863=
[[[[[[[[[[[[[[[[[
[
11990511
119863
1198891
sdot sdot sdot1199051119895
119863
1198891
sdot sdot sdot1199051119899119863
1198891
1199051198941119863
119889119894
sdot sdot sdot119905119894119895
119863
119889119894
sdot sdot sdot119905119894119899119863
119889119894
1199051198991119863
119889119899
sdot sdot sdot119905119899119895
119863
119889119899
sdot sdot sdot119905119899119899119863
119889119899
]]]]]]]]]]]]]]]]]
]
Mathematical Problems in Engineering 7
=
[[[[[[[[
[
11990512057211
119863sdot sdot sdot 1199051205721119895
119863sdot sdot sdot 1199051205721119899119863
1199051205721198941
119863sdot sdot sdot 119905120572119894119895
119863sdot sdot sdot 119905120572119894119899119863
1199051205721198991119863
sdot sdot sdot 119905120572119899119895
119863sdot sdot sdot 119905120572119899119899119863
]]]]]]]]
]
(10)
where 119905120572119894119895119863= 119905119894119895
119863119889119894and 119889
119894= sum119899
119895=1119905119894119895
119863
Step 4 Calculate the weighted supermatrix The weightedsupermatrixW120572 is derived by
W120572 = T120572119863W
=
[[[[[[[[
[
11990512057211
119863timesW11 sdot sdot sdot 1199051205721198941
119863timesW1198941 sdot sdot sdot 1199051205721198991
119863timesW1198991
1199051205721119895
119863timesW1119895 sdot sdot sdot 119905120572119894119895
119863timesW119894119895 sdot sdot sdot 119905120572119899119895
119863timesW119899119895
1199051205721119899
119863timesW1119899 sdot sdot sdot 119905120572119894119899
119863timesW119894119899 sdot sdot sdot 119905120572119899119899
119863timesW119899119899
]]]]]]]]
]
(11)
Step 5 Limit the weighted supermatrix by raising it to a suf-ficiently large power 119896 until the supermatrix has convergedand become a long-term stable supermatrix to obtain theglobal vector weights called the DANP influential weightssuch that lim
119892rarrinfin(W120572)119892 where 119892 represents any number of
powers when 119892 rarr infin
33 Phase III Thedevelopment of the VIKORmethod beganwith the following form of 119871
119901metric
119871119901
119896=
119899
sum119895=1
[
[
119908119895(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816)
]
]
119901
1119901
(12)
where 119891119896119895is the performance score of the 119895th criterion on 119896th
alternative 119908119895is the influential weight of the 119895th criterion
from DANP and 119899 is the number of criteria and 1 le 119901 le infin[39] Two measures 119871119901=1
119896(as 119878119896for minimal average gap or
degree of regret) and 119871119901=infin119896
(as 119876119896for priority improvement)
are established as
119878119896= 119871119901=1
119896=
119899
sum119895=1
[
[
119908119895(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816)
]
]
119876119896= 119871119901=infin
119896= max119895
(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816)| 119895 = 1 2 119899
(13)
The compromise solution min119896119871119901
119896shows the synthesized
gap to beminimized which will be selected or improved suchthat its gap values in each criterion and dimension will beimproved for the closest to the aspiration level RegardingINRM the group utility is emphasized when 119901 is small (suchas 119901 = 1) in contrast if 119901 grows toward infinity the indi-vidual maximal gaps attain greater importance for priority
improvement in each dimension or criterion Consequentlymin119896119878119896stresses themaximumgrouputility howevermin
119896119876119896
focuses on selecting the minimal value from the maximumindividual gaps for priority improvement
The VIKOR method in this study has four steps
Step 1 Obtain an aspireddesired and tolerable level Wecalculated the best 119891lowast
119895values (the aspiration level) and the
worst 119891minus119895values (the tolerable level) of all criterion functions
119895 = 1 2 119899 In traditional approachwe suppose that the 119895thfunction denotes benefits 119891lowast
119895= max
119896119891119896119895and 119891minus
119895= min
119896119891119896119895
but in this research we use the performance scores from 1 to 9(very poorlarr1 2 8 9rarr the best) in questionnaires (seethe appendix) so the aspiration level can be set at 9 scoreand the worst value at 1 score Therefore in this researchwe set 119891lowast
119895= 9 as the aspiration level and 119891minus
119895= 1 as
the worst value which differs from traditional approachThis approach can avoid ldquochoose the best among inferiorchoicesoptionsalternatives (ie avoid pick the best appleamong a barrel of rotten apples)rdquo Furthermore an originalrating matrix can be converted into the following matrix
119903119896119895=(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816) (14)
Step 2 Calculate the mean of group utility and maximalregret The values can be computed by 119878
119896= sum119899
119895=1119908119895119903119896119895(the
synthesized gap for all of the criteria) and 119876119896= max
119895119903119896119895|
119895 = 1 2 119899 (the maximal gap in criterion 119896 for priorityimprovement) respectively
Step 3 Rank or improve the alternatives for a compromisesolutionWe order the alternatives from the calculated valueswhich are obtained as
119877119896=V (119878119896minus 119878lowast)
(119878minus minus 119878lowast)+(1 minus V) (119876
119896minus 119876lowast)
(119876minus minus 119876lowast) forall119896 = 1 2 119898
(15)
where 119878lowast = min119894119878119894or 119878lowast = 0 (when all of the criteria have
been achieved to the aspiration level) 119878minus = max119894119878119894or 119878minus = 1
(in the worst case) 119876lowast = min119894119876119894or can be set as 119876lowast = 0
119876minus = max119894119876119894or 119876minus = 1 and V is presented as the weight of
the strategy of themaximum group utility Conversely 1minusV isthe weight of individual regret When 119878lowast = 0 119878minus = 1119876lowast = 0and 119876minus = 1 we can rewrite (15) as
119877119896= V119878119896+ (1 minus V) 119876
119896 (16)
Step 4 Decreasing order of the values of 119878119896 119876119896 and 119877
119896
then we can use them for a compromise solution for allalternatives
4 Results and Discussions
The significant confidence of the 16 expertsrsquo group consensusin the questionnaires the mean of sample gap equals only1795 that is the significant confidence is obtained as
8 Mathematical Problems in Engineering
Table 3 The initial influence matrix A for criteria
Criteria 1198621
1198622
1198623
1198624
1198625
1198626
1198627
1198628
1198629
11986210
11986211
11986212
11986213
11986214
11986215
11986216
11986217
C1 000 338 300 313 331 306 319 313 294 300 306 306 300 325 256 263 288C2 325 000 300 319 313 313 356 344 256 281 269 300 269 306 256 250 281C3 281 306 000 288 281 281 281 256 238 269 269 275 294 300 231 213 219C4 288 325 319 000 300 306 306 288 275 331 288 325 313 331 244 219 269C5 300 306 294 319 000 313 288 275 244 306 313 313 300 313 238 269 256C6 263 288 300 300 288 000 306 275 206 269 294 288 300 306 231 250 250C7 338 338 300 319 306 306 000 338 281 294 263 306 238 281 269 294 263C8 331 356 294 313 288 288 344 000 250 263 244 269 238 250 275 281 263C9 319 256 269 319 313 256 319 256 000 313 263 313 238 263 269 244 269C10 294 306 319 325 338 281 325 294 300 000 300 325 319 331 256 269 294C11 300 300 306 319 313 306 319 313 281 300 000 331 275 319 275 256 281C12 313 325 294 344 338 313 300 300 313 325 344 000 306 325 281 306 281C13 300 275 313 331 313 331 294 281 263 281 325 319 000 294 275 244 294C14 313 331 300 325 325 331 325 300 263 294 294 313 331 000 269 294 306C15 269 288 250 275 269 263 288 281 250 256 250 256 275 281 000 300 275C16 250 275 250 238 244 213 281 281 225 263 269 263 269 288 300 000 281C17 288 306 263 306 288 269 313 294 294 288 288 306 331 350 288 269 000Note the mean of sample gap = (1119899(119899 minus 1))sum119899
119894=1sum119899
119895=1(|119886119901
119894119895minus 119886119901minus1
119894119895|119886119901
119894119895) times 100 = 1795 lt 5 where 119899 is the number of criteria and 119901 is the sample of 16
experts
Table 4 The total-influence matrix T119863and influence givenreceived for dimensions
T119863
1198631
1198632
1198633
1198634
1198635
1198636
119903119894
Dimensions 119903119894
119904119894
119903119894+ 119904119894
119903119894minus 119904119894
1198631
078 080 077 078 076 071 460 Strategy (1198631) 460 476 936 minus016
1198632
079 078 076 077 075 071 457 Feasibility (1198632) 457 480 936 minus023
1198633
079 079 075 077 075 071 455 Impact on customers (1198633) 455 461 916 minus005
1198634
084 085 081 080 080 075 485 Impact on finance (1198634) 485 465 949 020
1198635
080 081 077 078 074 072 462 Impact on operations (1198635) 462 454 916 009
1198636
077 077 074 075 074 067 443 Impact on employees (1198636) 443 428 871 016
119904119894
476 480 461 465 454 428
98205 which is greater than 95 (see note in Table 3)There are eight projects that were submitted by the SixSigma team of Corporation J Utilizing the aforementionedsix dimensions and 17 criteria we evaluated the performanceof each project based on the opinions of sixteen knowledge-based experts and the consultants in SPM manufacturingand the Six Sigma technique We evaluated performances ona scale of 1 to 9 with 1 indicating very poor performance(ie 119891minus
119895= 1 is called the worst value) and 9 indicating the
best performance (ie 119891lowast119895= 9 is called the aspiration level)
Then we used the average performance scores of each projectand applied the VIKOR method to obtain the performancesand the gaps to the aspiration levels of the alternativeprojects
Using (2) and (3) the normalized direct-influence matrixand the total-influence of T
119862and T
119863can be easily derived
The INRMwas constructed using the vectors r and s fromthetotal direct-influence matrix T
119863(see Table 4) The sum of
influences given and received on criteria is shown in Table 5In addition the INRMmaps are shown in Figure 3
In Figure 3 we found that six dimensions are influencedby each other such as strategy (119863
1) will be influenced by
impact on customers (1198633) impact on finance (119863
4) and
impact on operations (1198635) feasibility (119863
2) will be influenced
by strategy (1198631) impact on customers (119863
3) impact on
finance (1198634) and impact on employees (119863
6) These influen-
tial relationships will help the Six Sigma team to perform thedecision-making To increase the feasibility of projects thefirst step is to improve their impact on finance In particularthe Six Sigma team can first refer to119863
4in Figure 3 to improve
the contribution of ROI (11986210) for the project For the same
reason the projects need the support of the top managementof strategy (119863
1) but strategy (119863
1) depended on the impact
on finance (1198634) impact on customers (119863
3) and impact on
employees (1198636) In conclusion the managers of Six Sigma
can refer to the INRM to prioritize their improvements to thedimensions and criteria in PS
We used the DANP method to obtain the influentialweights and priorities of the dimensions and criteria inthe empirical case of Corporation J The performances andthe gaps to the aspiration levels of the alternative projectsare shown in Table 6 We found that the priority in globalweights of the first dimension is feasibility (119863
2) followed by
strategy (1198631) impact on finance (119863
4) impact on customers
Mathematical Problems in Engineering 9
00000200
minus0200
0400
0600
0800
1000
1200
23500 24000 24500 25000 25500 26000
D5
D1
D2
D4
D3
D6
ri + si
ri + si
ri + si
ri + si
ri + si
r iminuss i
r iminussi
r iminuss i
r iminuss i
r iminuss i
minus0800minus0600minus0400minus0200
00000200040006000800
24500 25000 25500 26000 26500 27000 27500
(C6)(C4)
(C5)
(C3) (C2)
(C1)
(C15)
(C13)
(C14)
(C11)
10)
(C12)
minus025minus020minus015minus010minus005
Retaining
Improved capability
rate (C16)
(C17)
(2385 minus007)
ri + si
ri + si
r iminuss i
r iminuss i
(25749 101)
Customer satisfaction
New business (C9)
(C7)(27306 minus06)
Customer complain (C8)(2608minus041)
(24691 06)
000005010015020025
860 870 880 890 900 910 920 930 940 950 960
Strategy (D1)(9401 minus0159)
Feasibility (D2)(9412 minus0223)
Impact on consumer (D3)
Impact on finance (D4)
Impact on process (D5)
Impact on employee (D6)
(9198 minus0050)
(8696 0144)(9538 0203)
(9504 0084)
Reduction in cycle time
Upgrade operation
performanceImproved
compliance and controls
000000500100015002000250030003500400
24000 24500 25000 25500 26000 26500 27000 27500 28000
(26339 037)
(27535 013)(24178 031) Technical
feasibility
Available resources
Time schedule
minus0800minus0700minus0600minus0500minus0400minus0300minus0200minus0100
000025600 25800 26000 26200 26400 26600 26800 27000 27200 27400
(27306 minus0589)
(26796 minus053)
(25746 minus072)
ROI (C
Cost reduction
Revenue generation
00000100020003000400050006000700
26400 26600 26800 27000 27200 27400 27600 27800
Meaningful to organization
Critical to quality
Measureable variable
minus1200minus1000minus0800minus0600minus0400minus0200
000002000400
25000 25500 26000 26500 27000 27500
(26464 0586)
(26835 0655)
(27640 0527)
(27156 0230)
(27246 minus0501)(2537 minus1043)
Figure 3 The influential network relation maps
Table 5 The sum of influences given and received on criteria
Criteria 119903119894
119904119894
119903119894+ 119904119894
119903119894minus 119904119894
Meaningful to organization (1198621) 1369 1346 2716 023
Critical to quality (1198622) 1337 1387 2725 minus050
Variable is measurable (1198623) 1216 1321 2537 minus104
Technical feasibility (1198624) 1336 1395 2731 minus059
Resources are available (1198625) 1313 1366 2680 minus053
Time schedule (1198626) 1251 1324 2575 minus073
Customer satisfaction (1198627) 1334 1397 2731 minus063
Customer complaints (1198628) 1284 1325 2608 minus041
New business (1198629) 1268 1201 2469 067
ROI (11986210) 1374 1309 2684 065
Cost reduction (11986211) 1353 1294 2646 059
Profit generation (11986212) 1408 1356 2764 053
Reduction in cycle time (11986213) 1336 1298 2634 037
Upgrade operational performance (11986214) 1383 1370 2753 013
Improved in compliance and controls (11986215) 1225 1193 2418 032
Retaining rate (11986216) 1189 1196 2385 minus007
Improved capability (11986217) 1338 1237 2575 101
(1198633) impact on operations (119863
5) and impact on employees
(1198636) in that order In addition we extended the priority
of the criteria in each dimension from the local weights inTable 6 For instance feasibility (119863
2) is the first priority in
dimensions of global weights when extended to the local
weight dimensions however we know that the technicalfeasibility (119862
4) will be the first priority of feasibility (119863
2) All
of these local and global weights will be helpful in selectingand improving the best alternatives inMCDMproblems withthe VIKOR method
10 Mathematical Problems in Engineering
Table6Th
eperform
ance
andgapof
desired
levelofallalternativep
rojects
Local
weight
Global
weight
Perfo
rmance
Gap
ofdesired
level
1198751
1198752
1198753
1198754
1198755
1198756
1198757
1198758
1198751
1198752
1198753
1198754
1198755
1198756
1198757
1198758
Strategy
(D1)
0172(2)
7031
654
9679
47192
646
2664
86437
6175
0219
(1)
0272
(2)
024
5(1)
020
1(6)
028
2(4)
026
1(4)
028
5(2)
0314
(3)
Meaning
fultoorganizatio
n(1198621)
0332(2)
0057
7875
5750
6875
7125
6563
6688
6250
5750
0125
0361
0236
0208
0271
0257
0306
0361
Criticaltoqu
ality
(1198622)
0342(1)
0059
7313
7313
6875
7500
6625
6750
6500
6813
0188
0188
0236
0167
0264
0250
0278
0243
Varia
bleism
easurable(1198623)
0325(3)
0056
5875
6563
6625
6938
6188
6500
6563
5938
0347
0271
0264
0229
0313
0278
0271
0340
Feasibility
(D2)
0173(1)
646
7638
2670
9695
9647
3670
4642
16212
028
1(3)
029
1(3)
0255
(2)
0227
(4)
028
1(2)
0255
(3)
028
7(3)
0310
(2)
Technicalfeasib
ility(1198624)
0341(1)
0059
6750
6938
6813
7125
6250
6500
6625
6375
0250
0229
0243
0208
0306
0278
0264
0292
Resourcesa
reavailable(1198625)
0334(2)
0058
6813
6125
6563
6750
6250
6625
6438
6313
0243
0319
0271
0250
0306
0264
0285
0299
Times
chedule(1198626)
0324(3)
0056
5813
6063
6750
7000
6938
7000
6188
5938
0354
0326
0250
0222
0229
0222
0313
0340
Impa
cton
custom
ers(D
3)0166(4)
627
1664
56312
670
1646
9628
5666
56616
030
3(4)
026
2(1)
029
9(4)
0255
(2)
028
1(3)
0302
(5)
0259
(1)
026
5(1)
Custo
mer
satisfaction(1198627)
0356(1)
0059
6563
7250
6688
7188
6813
6563
7000
6938
0271
0194
0257
0201
0243
0271
0222
0229
Custo
mer
complaints(1198628)
0337(2)
0056
6438
6875
6313
6938
6250
6250
6688
7063
0285
0236
0299
0229
0306
0306
0257
0215
New
busin
ess(1198629)
0306(3)
0051
5750
5688
5875
5875
6313
600
06250
5750
0361
0368
0347
0347
0299
0333
0306
0361
Impa
cton
finan
ce(D
4)0168(3)
656
26021
629
06377
660
56850
564
3579
4027
1(2)
0331
(4)
030
1(5)
029
1(1)
026
6(1)
0239
(2)
0373
(6)
0356
(5)
ROI(11986210)
0330(2)
0056
6500
6750
600
06188
6625
6313
5625
5938
0278
0250
0333
0313
0264
0299
0375
0340
Costreductio
n(11986211)
0326(3)
0055
6625
5438
6625
6375
6563
7500
5875
5563
0264
0396
0264
0292
0271
0167
0347
0382
Revenu
egeneration(11986212)
0342(1)
0058
6563
5875
6250
6563
6625
6750
5438
5875
0271
0347
0306
0271
0264
0250
0396
0347
Impa
cton
operations
(D5)
0164(5)
6150
588
5642
5690
16225
690
6606
76159
0317
(5)
034
6(5)
028
6(3)
0233
(3)
030
8(5)
0233
(1)
0325
(4)
0316
(4)
Redu
ctionin
cycle
time
(11986213)
0336(2)
0055
6125
5188
6438
6063
5688
6750
5563
6125
0319
0424
0285
0326
0368
0250
0382
0319
Upgrade
operational
perfo
rmance
(11986214)
0354(1)
0058
6250
6500
7000
7500
6875
7625
6875
6875
0306
0278
0222
0167
0236
0153
0236
0236
Improved
compliancea
ndcontrols(11986215)
0309(3)
0051
6063
5938
5750
7125
6063
6250
5688
5375
0326
0340
0361
0208
0326
0306
0368
0403
Impa
cton
employee
(D6)
0154(6)
600
4560
0556
87166
5375
6258
5762
560
30333
(6)
0378
(6)
038
1(6)
020
4(5)
040
3(6)
030
5(6)
0359
(5)
0377
(6)
Retainingrate(11986216)
0491(2)
0076
5750
5250
5250
6563
5375
5750
5063
5063
0361
0417
0417
0271
0403
0361
0438
0438
Improved
capability(11986217)
0508(1)
0079
6250
5938
5875
7750
5375
6750
6438
6125
0306
0340
0347
0139
0403
0250
0285
0319
Totalp
erform
ance
642
3(3)
6191
(6)
636
3(4)
688
0(1)
628
1(5)
6613
(2)
6173
(7)
609
9(8)
Totalgap
028
6(3)
0312
(6)
029
2(4)
0235
(1)
0302
(5)
026
5(2)
0314
(7)
0322
(8)
Notethen
umbersin
the(
)denotes
ther
anks
oflocalw
eightsin
dimensio
nsandcriteria
Mathematical Problems in Engineering 11
In analyzing the empirical case of an SPMmanufacturingcompany using a hybrid MCDM model we successfullyobtained the influential relationship matrix as well as themap of the PS dimensions and criteria in interdependentand feedback problems We also compared the perfor-mance of projects and obtained how to improve the per-formance of dimensions and criteria in reducing the gapsremaining to achieve the aspiration levels We conclude thefollowing(1) Based on the DANP method the global influential
weights and local influential weights of the dimensions andcriteria can be obtained and then by combining DANP withthe VIKOR method the average scores of the projects fromproject 119875
1to project 119875
8 in performance are 6423 6191
6363 6880 6281 6613 6173 and 6099 respectively (seeTable 6) We found that project 119875
4has the best performance
among the eight projects with a score of 688 which meansthat the training and practice of employees (119875
4) are the first
priority for the Six Sigma projects In accordance with thescores of the projects the subsequent priorities are the estab-lishment of a lean production system (119875
6) decision support
(1198751) operational process improvement (119875
3) the upgrading
of supply chain management (1198755) the improvement of the
materialproducts inspection system (1198753) the promotion of
quality function deployment (1198757) and the investment in
inspection equipmentinstruments (1198758)
(2) The traditional PS approach is to rank the projectalternatives and then only select the best of the project Ourproposed model can not only use the best project selectionbut can also analyzewhich gaps in the dimensions and criteriashould be the priorities for improvement From the perspec-tive of the VIKOR method project 119875
4is the first priority of
Six Sigma projects in this SPM case however the gap of 0292in this case should also be reduced to zero (the aspirationlevel no gap) questions regarding how to minimize this gapas much as possible We can propose several improvementstrategies and suggestions for the managers of Six Sigmato promote the projectrsquos performance based on the INRMFor example in Table 6 and Figure 3 the largest gap to theaspiration level in project 119875
4is 0291 (impact on finance119863
4)
next is 0255 (impact on customers 1198633) then 0233 (impact
on operations 1198635) 0227 (feasibility 119863
2) 0204 (impact on
employees 1198636) and 0201 (strategy 119863
1) This information
can assist managers in improving the project performanceof Six Sigma to reduce the gaps in question and achieve theaspiration level quickly and directly
5 Conclusion
PS is one of the most critical and challenging activitiesfaced by companiesand selecting the right project in SixSigma is a major factor in its early success and long-termacceptance within any organization Based on the definitionof a project the objectives must be clear succinct achievablerealistic and measurable with a high probability of successWe developed dimensions and criteria that align with thestrategy of a SPM manufacturing company to evaluate andselect Six Sigma projects
We present a hybrid MCDM model combining theinfluential weights of DANP with the VIKOR method for anempirical case in the SPM industry to integrate each criterionperformance into each dimension and overall performanceSo a DANP model can overcome the problems of interde-pendence and feedback among dimensions and criteria in thereal world Based on the global and local influential weights ofDANP and combined with VIKORrsquos calculation (see Table 6)mangers can make decisions which take into account theintegration of performances and the improvement of the gapsto the aspiration level of each dimension In this case studywe not only designated the prioritization of the projects inthe order of training and practice of employees (P4) rarrestablish lean production system (P6) rarr decision support(P1) rarr operational process improvement (P3) rarr upgradesupply chain management (P5) rarr improve material andproducts inspection system (P2) rarr promote quality func-tion deployment (P7) and invest in inspection equipment andinstrument (P8) but we also determined how to improve thegaps to achieve the aspiration level of performance in eachproject from low value to high value
To reduce the gaps and achieve the aspiration level (zerogaps) in the best or most suitable areas other methodssuch as the dominance-based rough set approach (DRSA)and PROMETHEE III should be addressed in the futurestudies In order to deal with uncertainty or fuzziness in thedecision making process a fuzzy-ANP can be considered inour proposed model
Appendix
Liou and Tzeng [40] found that the traditional MCDMignored some important new concepts and trends (someassumptions limitdefects) for solving actual problems inthe real world First the traditional model assumes thatthe criteria are independent and hierarchical in structurehowever criteria are often interdependent in real-worldproblems because ldquoStatistics and Economics are unrealisticin the real worldrdquo DEMATEL technique can be used tofind the influence matrix and build an INRM for solvingthis problem Second the relative good solution from theexisting alternatives is replaced by the aspiration levels NoteHerbert A Simon in his lecture given in Stockholm uponreceiving the Nobel Prize in Economics 1978 the Scottishword ldquosatisficingrdquo (=satisfying) has been revived to denoteproblem solving and decision making that sets an aspirationlevel searches until an alternative is found that is satisfactoryby the aspiration level criterion and selects that alternative[41] In this research if 119891lowast
119895is the aspiration level and 119891minus
119895
is the worst value we use the performance scores from0 to 10 (very dissatisfaction larr 0 1 2 9 10 rarr verysatisfaction) in questionnaires so the aspiration level canbe set at 10 score (ie 119891lowast
119895= 10) and the worst value at
zero score (ie 119891minus119895= 0) this approach can avoid ldquoChoose
the best among inferiorchoicesalternativesrdquo that is avoidldquoPick the best apple among a barrel of rotten applesrdquo Thirdthe trends have shifted from how to carry out the ldquorankingrdquoor ldquoselectionrdquo of the most preferable alternatives to how to
12 Mathematical Problems in Engineering
ldquoimproverdquo their performances based on INRM because ldquoweneed a systematic approach to problem-solving instead ofaddressing the systems of the problem we need to identifythe sources of the problem [42]rdquoThese ideas and concepts canoffer major contributions in this type of research problem
Conflict of Interests
The authors declare that they have no conflict of interests
Acknowledgments
The authors gratefully acknowledge assistant editor and tworeviewers of this paper who helped clarify and improve thispresentation
References
[1] J Antony and R Banuelas ldquoKey ingredients for the effectiveimplementation of six sigma programrdquo Measuring BusinessExcellence vol 6 no 4 pp 20ndash27 2002
[2] J Antony ldquoSome pros and cons of six sigma an academicperspectiverdquo The TQM Magazine vol 16 no 4 pp 303ndash3062004
[3] R D Snee ldquoSix sigma the evolution of 100 years of businessimprovement methodologyrdquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 1 pp 4ndash20 2004
[4] A Y T Szeto and A H C Tsang ldquoAntecedents to successfulimplementation of six sigmardquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 3 pp 307ndash322 2005
[5] Y H Kwak and F T Anbari ldquoBenefits obstacles and future ofsix sigma approachrdquo Technovation vol 26 no 5-6 pp 708ndash7152006
[6] P S Pande R P Neuman and R R Cavanagh The Six SigmaWay McGraw-Hill New York NY USA 2000
[7] R Banuelas C Tennant I Tuersley and S Tang ldquoSelection ofsix sigma projects in the UKrdquo The TQM Magazine vol 18 no5 pp 514ndash527 2006
[8] J D Kendrick and D Saaty ldquoUse analytic hierarchy process forproject selectionrdquo Six Sigma Forum Magazine vol 6 no 4 pp22ndash29 2007
[9] U D Kumar H Saranga J E Ramırez-Marquez and DNowicki ldquoSix sigma project selection using data envelopmentanalysisrdquoThe TQMMagazine vol 19 no 5 pp 419ndash441 2007
[10] G Hu L Wang S Fetch and B Bidanda ldquoA multi-objectivemodel for project portfolio selection to implement lean and sixsigma conceptsrdquo International Journal of Production Researchvol 46 no 23 pp 6611ndash6625 2008
[11] C Kahraman and G Buyukozkan ldquoA combined fuzzy AHPand fuzzy goal programming approach for effective six-sigmaproject selectionrdquo Journal of Multiple-Valued Logic and SoftComputing vol 14 no 6 pp 599ndash615 2008
[12] T Yang and C-H Hsieh ldquoSix-Sigma project selection usingnational quality award criteria and Delphi fuzzy multiple crite-ria decision-makingmethodrdquo Expert Systems with Applicationsvol 36 no 4 pp 7594ndash7603 2009
[13] G Buyukozkan and D Ozturkcan ldquoAn integrated analyticapproach for six sigma project selectionrdquo Expert Systems withApplications vol 37 no 8 pp 5835ndash5847 2010
[14] S Percin and C Kahraman ldquoAn integrated fuzzy multi-criteriadecision-making approach for six sigma project selectionrdquoInternational Journal of Computational Intelligence Systems vol3 no 5 pp 610ndash621 2010
[15] M Tkac and S Lyocsa ldquoOn the evaluation of six sigma projectsrdquoQuality and Reliability Engineering International vol 26 no 1pp 115ndash124 2010
[16] S Vinodh S G Gautham R Anesh Ramiya and DRajanayagam ldquoApplication of fuzzy analytic network processfor agile concept selection in a manufacturing organisationrdquoInternational Journal of Production Research vol 48 no 24 pp7243ndash7264 2010
[17] S Boran H R Yazgan and K Goztepe ldquoA fuzzy ANP-basedapproach for prioritising projects a six sigma case studyrdquoInternational Journal of Six Sigma and Competitive Advantagevol 6 no 3 pp 133ndash155 2011
[18] R K Padhy and S Sahu ldquoA real option based six sigma projectevaluation and selectionmodelrdquo International Journal of ProjectManagement vol 29 no 8 pp 1091ndash1102 2011
[19] A Saghaei and H Didehkhani ldquoDeveloping an integratedmodel for the evaluation and selection of six sigma projectsbased on ANFIS and fuzzy goal programmingrdquo Expert Systemswith Applications vol 38 no 1 pp 721ndash728 2011
[20] M Kumar J Antony and B R Cho ldquoProject selection andits impact on the successful deployment of six sigmardquo BusinessProcess Management Journal vol 15 no 5 pp 669ndash686 2009
[21] J Antony and C Fergusson ldquoSix sigma in the software industryresults from a pilot studyrdquoManagerial Auditing Journal vol 19no 8 pp 1025ndash1032 2004
[22] J Van den Heuvel R J M M Does A J J C Bogers andM Berg ldquoImplementing six sigma in the Netherlandsrdquo JointCommission Journal on Quality and Patient Safety vol 32 no7 pp 393ndash399 2006
[23] E Fontela and A Gabus ldquoThe DEMATEL observerdquo BattelleInstitute Geneva Switzerland 1976
[24] T L SaatyDecisionMaking with Dependence and FeedbackTheAnalytic Network Process RWS Pittsburgh Pa USA 1996
[25] S Opricovic and G-H Tzeng ldquoMulticriteria planning of post-earthquake sustainable reconstructionrdquo Computer-Aided Civiland Infrastructure Engineering vol 17 no 3 pp 211ndash220 2002
[26] T L Saaty ldquoRank from comparisons and from ratings inthe analytic hierarchynetwork processesrdquo European Journal ofOperational Research vol 168 no 2 pp 557ndash570 2006
[27] C-Y Huang J Z Shyu and G-H Tzeng ldquoReconfiguring theinnovation policy portfolios for Taiwanrsquos SIP mall industryrdquoTechnovation vol 27 no 12 pp 744ndash765 2007
[28] F Jin P Liu and X Zhang ldquoThe evaluation study of humanresources based on intuitionistic fuzzy set andTOPSISmethodrdquoJournal of Information and Computational Science vol 4 no 3pp 1023ndash1028 2007
[29] J J H Liou G-H Tzeng and H-C Chang ldquoAirline safetymeasurement using a hybrid modelrdquo Journal of Air TransportManagement vol 13 no 4 pp 243ndash249 2007
[30] G-H Tzeng C-H Chiang and C-W Li ldquoEvaluating inter-twined effects in e-learning programs a novel hybrid MCDMmodel based on factor analysis and DEMATELrdquo Expert Systemswith Applications vol 32 no 4 pp 1028ndash1044 2007
[31] J J H Liou L Yen and G-H Tzeng ldquoBuilding an effectivesafety management system for airlinesrdquo Journal of Air TransportManagement vol 14 no 1 pp 20ndash26 2008
Mathematical Problems in Engineering 13
[32] W-S Lee G-H Tzeng J-L Guan K-T Chien and J-MHuang ldquoCombined MCDM techniques for exploring stockselection based on Gordon modelrdquo Expert Systems with Appli-cations vol 36 no 3 part 2 pp 6421ndash6430 2009
[33] L Pei-de ldquoAnovelmethod for hybridmultiple attribute decisionmakingrdquo Knowledge-Based Systems vol 22 no 5 pp 388ndash3912009
[34] J J H Liou C-Y Tsai R-H Lin and G-H Tzeng ldquoA mod-ified VIKOR multiple-criteria decision method for improvingdomestic airlines service qualityrdquo Journal of Air TransportManagement vol 17 no 2 pp 57ndash61 2011
[35] P Liu and X Zhang ldquoResearch on the supplier selection of asupply chain based on entropyweight and improved ELECTRE-III methodrdquo International Journal of Production Research vol49 no 3 pp 637ndash646 2011
[36] C-H Hsu F-K Wang and G-H Tzeng ldquoThe best vendorselection for conducting the recycledmaterial based on a hybridMCDM model combining DANP with VIKORrdquo ResourcesConservation and Recycling vol 66 no 1 pp 95ndash111 2012
[37] C-H Liu G-H Tzeng and M-H Lee ldquoImproving tourismpolicy implementationmdashthe use of hybrid MCDM modelsrdquoTourism Management vol 33 no 2 pp 239ndash488 2012
[38] P Liu and X Wu ldquoA competency evaluation method ofhuman resources managers based on multi-granularity linguis-tic variables and VIKOR methodrdquo Technological and EconomicDevelopment of Economy vol 18 no 4 pp 696ndash710 2012
[39] S Opricovic and G-H Tzeng ldquoCompromise solution byMCDM methods a comparative analysis of VIKOR and TOP-SISrdquo European Journal of Operational Research vol 156 no 2pp 445ndash455 2004
[40] J H Liou and G H Tzeng ldquoComments on multiple cri-teria decision making (MCDM) methods in economics anoverviewrdquo Technological and Economic Development of Econ-omy vol 18 no 4 pp 672ndash695 2012
[41] H A Simon ldquoA behavioral model of rational choicerdquo TheQuarterly Journal of Economics vol 69 no 1 pp 99ndash118 1955
[42] J H Liou ldquoNew concepts and trends ofMCDMfor tomorrowmdashin honor of professor Gwo-Hshiung Tzeng on the occasion ofhis 70th birthdayrdquo Technological and Economic Development ofEconomy vol 19 no 2 pp 367ndash375 2013
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 3
Table 1 The influence dimensions and criteria of comprehensive PS in Six Sigma
Dimensions Influence criteria Statements
Strategy(1198631)
Meaningful to organization (1198621) The projects should contribute to process improvement within the
organization
Critical to quality (1198622) The selected projects should be critical for upgrading the quality of
the product
Variable is measurable (1198623) The response variables in the projects should be easily measurable for
implementation
Feasibility(1198632)
Technical feasibility (1198624) Any project in Six Sigma should be technically feasible for the
organization
Resources are available (1198625) The resources of the organization should be available to support the
projectTime schedule (119862
6) Project completion within four to six months should be feasible
Impact on customers(1198633)
Customer satisfaction (1198627) The projects for process improvement should be aimed at satisfying
customer needs
Customer complaints (1198628) The projects should reduce the complaints of the customers and
increase the reliability of the products
New business (1198629) The new project should not only consider present customers but also
provide benefits to new customers in the future
Impact on finance(1198634)
ROI (11986210)
Many projects in Six Sigma require the investment of equipment orhuman power to improve the process The return of investment (ROI)of the project must be considered
Cost reduction (11986211) The project for process improvement should upgrade the quality of
products and reduce the cost of manufacturing
Profit generation (11986212) The projects selected should increase the generation of profit for the
organization
Impact on operations(1198635)
Reduction in cycle time (11986213)
The projects for process improvement should not only improve thequality of products but also reduce the cycle time of relevantprocesses
Upgrade operationalperformance (119862
14)
The projects should increase the unit time production quantity andupgrade the equipmentrsquos utilization
Improved in compliance andcontrols (119862
15)
The compliance and controls in operational systems should beimproved by discussion and communication regarding projectselection
Impact on employees(1198636)
Retaining rate (11986216)
The retaining rate refers to the rate at which key employees were keptwithin the organization The project selection in Six Sigma shouldsupport employee retention for the company
Improved capability (11986217) Employees should be educated and trained to improve the capability
of manufacturing processes and the performance of the organization
by using the basic concept of ANP based on the total-influence matrix by the DEMATEL technique and (3) rank-ing and improving the prioritization of dimensionscriteriaor projects through the VIKOR method for reducing gapsin each criterion and dimension to achieve the aspirationlevels
31 Phase I The three steps of DEMATEL and INRM aresummarized as follows
Step 1 Calculate the direct-influence matrix A by scoresAn assessment of the relationship between each criterionof mutual influence is made according to the opinions ofknowledge-based experts in Six Sigma and maganers in theprinting firms of Taiwan in real situation using a scaleranging from 0 to 4 with scores represented by natural
language ldquoabsolutely no influence (0)rdquo ldquolow influence (1)rdquoldquomedium influence (2)rdquo ldquohigh influence (3)rdquo and ldquovery highinfluence (4)rdquo The knowledge-based experts are requiredto indicate the direct-influence by a pairwise comparisionand if they believe that criterion 119894 has an effectinfluence oncriterion 119895 they should indicate this by 119886
119894119895 Thus average
matrix A = [119886119894119895]119899times119899
of direct relationships can be obtainedas
A =
[[[[[[[[[
[
11988611sdot sdot sdot 1198861119895sdot sdot sdot 1198861119899
1198861198941sdot sdot sdot 119886119894119895sdot sdot sdot 119886119894119899
1198861198991sdot sdot sdot 119886119899119895sdot sdot sdot 119886119899119899
]]]]]]]]]
]
(1)
4 Mathematical Problems in Engineering
Table 2 The alternatives of PS in Six Sigma
Alternatives Purposes Statements of alternatives in Six Sigma
(1) Decision support (1198751) Easy implementation of Six Sigma The projects implemented always need support from top
management(2) Improve material andproducts inspection system(1198752)
Ensure the quality of materials andproducts
An inspection system for quality is the foundation of totalquality management and a key successful factor of Six Sigma
(3) Operational processimprovement (119875
3) Upgrade operational performance Operations management techniques for the manufacturing or
services provided by the company should be improved(4) Training and practice ofemployees (119875
4)
Promote improvement of employeesrsquoabilities
Training of employees includes projects operation andmanagement in Six Sigma
(5) Upgrade supply chainmanagement (SCM) (119875
5)
Shorten lead time and improve inventorycontrol
SCM includes material requirement planning logistics andinventory control
(6) Establish leanproduction system (119875
6) Waste reduction and variability reduction
Lean production supplies the customer with exactly what thecustomer wants when the customer wants it without wastethrough continuous improvement
(7) Promote qualityfunction deployment(QFD) (119875
7)
Satisfaction of the customer anddeployment of quality efforts
QFD refers to both (1) determining what will satisfy thecustomer and (2) translating those customer desires into thetarget design
(8) Invest in inspectionequipment and instruments(1198758)
Upgrade the correctness of inspectionresults for Six Sigmaimprovement
The key equipment and instruments for polyester film printingfor the packaging industry are gas chromatographs and colordifference inspectors
Overall performances of Six Sigma projects
Strategy D1 Feasibility D2Impact on
customers D3
Impact onfinance D4
Impact onoperations D5
Impact onemployees D1
Project (P1) Project (P2) Project (P3) Project (P4) Project (P5) Project (P6) Project (P7) Project (P8)
Mea
ning
ful t
o or
gani
zatio
n (C
1)
Crit
ical
to q
ualit
y (C
2)
Vari
able
is m
easu
reab
le (C
3)
Tech
nica
l fea
sibili
ty (C
4)
Reso
urce
s are
ava
ilabl
e (C
5)
Tim
e sc
hedu
les (C
6)
Cus
tom
er sa
tisfa
ctio
n (C
7)
Cus
tom
er c
ompl
aint
s (C8)
New
bus
ines
s (C
9)
ROI (C10)
Cos
t red
uctio
n (C
11)
Profi
t gen
erat
ion
(C12)
Redu
ctio
n in
cyc
le ti
me
(C13)
Upg
rade
ope
ratio
nal p
erfo
rman
ce(C
14)
Impr
oved
inco
mpl
ianc
ean
d co
ntro
ls (C
15)
Reta
inin
g ra
te (C
16)
Impr
oved
cap
abili
ty (C
17)
Figure 1 The network of project selection in Six Sigma
Step 2 Calculate the normalized direct-influence matrix XThe normalized direct-influence matrix X is derived by
X = 119911 times A (2)
where 119911 = min1198941198951max
119894sum119899
119895=1119886119894119895 1max
119895sum119899
119894=1119886119894119895 for all
119894 119895 = (1 2 119899) Its diagonal is zero and the maximum sumof rows or columns is one
Step 3 Derive the total-influence matrix T The continuousdecrease in the indirect effects of problems can be determinedusing the powers of X for example X2X3 Xℎ withlimℎrarr0
Xℎ = [0]119899times119899 where X = [119909
119894119895]119899times119899
0 le 119909119894119895lt 1
0 le sum119894119909119894119895le 1 0 le sum
119895119909119894119895le 1 and at least one
column or one row of summation but not every columnor row equals one then lim
ℓrarrinfinXℓ = [0]
119899times119899can be
Mathematical Problems in Engineering 5
Criteria questionnaire
Solve T and INRM
Brain storming and Experts opinion
DEMATEL
Solve the influential weights
of DANP
Solve projects rankingimprove and make
strategies
VIKOR based on INRM
Performance questionnaire
Tc
TD
W
DANP
limgrarrinfin (W120572
W120572
)g
998400
Figure 2 The process of a hybrid MCDMmodel combining DANP and VIKOR
guaranteed Thus the total-influence matrix T is derivedby
T = X + X2 + sdot sdot sdot + Xℎ = X(I minus X)minus1 (3)
where limℎrarr0
Xℎ = [0]119899times119899
and I denotes the identity matrixThe sum of the rows and the sum of the columns of T are
expressed separately as vector r and vector s That is we have
r = [119903119894]119899times1= [
[
119899
sum119895=1
119905119894119895]
]119899times1
s = [119904119895]119899times1= [
119899
sum119894=1
119905119894119895]
1015840
1times119899
(4)
where the superscript 1015840 denotes the transpose Also 119903119894shows
the sum of the direct and indirect effects of criteria 119894 on the
other criteria and 119904119895shows the sum of the direct and indirect
effects that criteria 119895 has received from the other criteriaFurthermore (119903
119894+ 119904119894) shows the degree that the criteria 119894
plays in the problem and the difference (119903119894minus119904119894) shows the net
effect that criteria 119894 contributes to the problem If (119903119894minus 119904119894) is
positive then criteria 119894 is affecting other criteria and if (119903119894minus119904119894)
is negative then criteria 119894 is being influenced by other criteriaThese results are used to generate the INRM The INRM canprovide ideas for improvement
32 Phase II The five steps of DANP influential weights aredescribed as follows
Step 1 Find the normalized matrix T120572119888by using dimen-
sions After normalizing the total-influence matrix T119888by
dimensions we can obtain a new normalized matrix T120572119888by
dimensions and is given by
T120572119888=
1198631
119863119895
119863119899
11988811sdot sdot sdot 11988811198981
1198881198951sdot sdot sdot 119888119895119898119895sdot sdot sdot 119888
1198991sdot sdot sdot 119888119899119898119899
1198631
11988811
11988812
11988811198981
119863119894
1198881198941
1198881198942
119888119894119898119894
119863119899
1198881198991
1198881198992
119888119899119898119899
[[[[[[[[[[[[[[[[[[[[[[[[[[[
[
T12057211119888
sdot sdot sdot T1205721119895119888
sdot sdot sdot T1205721119899119888
T1205721198941119888
sdot sdot sdot T120572119894119895119888
sdot sdot sdot T120572119894119899119888
T1205721198991119888
sdot sdot sdot T120572119899119895119888
sdot sdot sdot T120572119899119899119888
]]]]]]]]]]]]]]]]]]]]]]]]]]]
]
(5)
6 Mathematical Problems in Engineering
For instance the normalization T12057211119888
is shown as (5) and(6)
Consider the following
11988911
119888119894=
1198981
sum119895=1
11990511
119888119894119895 119894 = 1 2 119898
1 (6)
T12057211119888=
[[[[[[[[[[[[[[[[[
[
11990511
11988811
119889111198881
sdot sdot sdot119905111198881119895
119889111198881
sdot sdot sdot1199051111988811198981
119889111198881
119905111198881198941
11988911119888119894
sdot sdot sdot11990511119888119894119895
11988911119888119894
sdot sdot sdot119905111198881198941198981
11988911119888119894
1199051111988811989811
119889111198881198981
sdot sdot sdot119905111198881198981119895
119889111198881198981
sdot sdot sdot1199051111988811989811198981
119889111198881198981
]]]]]]]]]]]]]]]]]
]
=
[[[[[[[[[
[
11990512057211
11988811sdot sdot sdot 119905120572111198881119895
sdot sdot sdot 1199051205721111988811198981
119905120572111198881198941
sdot sdot sdot 11990512057211119888119894119895
sdot sdot sdot 119905120572111198881198941198981
1199051205721111988811989811sdot sdot sdot 119905120572111198881198981119895sdot sdot sdot 1199051205721111988811989811198981
]]]]]]]]]
]
(7)
Step 2 Find the unweighted supermatrix W Let the total-influencematrixmatch and be filled into the interdependencedimensions It is based on transposing the normalized influ-ence matrix T120572
119888by using dimensions that isW = (T120572
119888)1015840 and
is derived by
W = (T120572119888)1015840
=
1198631
119863119894
119863119899
11988811sdot sdot sdot 11988811198981
1198881198941sdot sdot sdot 119888119894119898119894
sdot sdot sdot 1198881198991 sdot sdot sdot 119888119899119898119899
1198631
11988811
11988812
11988811198981
119863119895
1198881198951
1198881198952
119888119895119898119894
119863119899
1198881198991
1198881198992
119888119899119898119899
[[[[[[[[[[[[[[[[[[[[[[[
[
W11 sdot sdot sdot W1198941 sdot sdot sdot W1198991
W1119895 sdot sdot sdot W119894119895 sdot sdot sdot W119899119895
W1119899 sdot sdot sdot W119894119899 sdot sdot sdot W119899119899
]]]]]]]]]]]]]]]]]]]]]]]
]
(8)
Step 3 Obtain the normalized supermatrix T120572119863by dimen-
sions Total-influencematrix T119863is obtained by
T119863=
[[[[[[[[[[[
[
11990511
119863sdot sdot sdot 1199051119895
119863sdot sdot sdot 1199051119899119863
1199051198941119863sdot sdot sdot 119905119894119895
119863sdot sdot sdot 119905119894119899119863
1199051198991119863sdot sdot sdot 119905119899119895
119863sdot sdot sdot 119905119899119899119863
]]]]]]]]]]]
]
(9)
Each column of total-influence matrix T119863
by dimensionscan be summed for normalization Then we normalize
the total-influence matrix T119863
and obtain a new normal-ized matrix T120572
119863 A new normalized matrix T120572
119863is derived
by
T120572119863=
[[[[[[[[[[[[[[[[[
[
11990511
119863
1198891
sdot sdot sdot1199051119895
119863
1198891
sdot sdot sdot1199051119899119863
1198891
1199051198941119863
119889119894
sdot sdot sdot119905119894119895
119863
119889119894
sdot sdot sdot119905119894119899119863
119889119894
1199051198991119863
119889119899
sdot sdot sdot119905119899119895
119863
119889119899
sdot sdot sdot119905119899119899119863
119889119899
]]]]]]]]]]]]]]]]]
]
Mathematical Problems in Engineering 7
=
[[[[[[[[
[
11990512057211
119863sdot sdot sdot 1199051205721119895
119863sdot sdot sdot 1199051205721119899119863
1199051205721198941
119863sdot sdot sdot 119905120572119894119895
119863sdot sdot sdot 119905120572119894119899119863
1199051205721198991119863
sdot sdot sdot 119905120572119899119895
119863sdot sdot sdot 119905120572119899119899119863
]]]]]]]]
]
(10)
where 119905120572119894119895119863= 119905119894119895
119863119889119894and 119889
119894= sum119899
119895=1119905119894119895
119863
Step 4 Calculate the weighted supermatrix The weightedsupermatrixW120572 is derived by
W120572 = T120572119863W
=
[[[[[[[[
[
11990512057211
119863timesW11 sdot sdot sdot 1199051205721198941
119863timesW1198941 sdot sdot sdot 1199051205721198991
119863timesW1198991
1199051205721119895
119863timesW1119895 sdot sdot sdot 119905120572119894119895
119863timesW119894119895 sdot sdot sdot 119905120572119899119895
119863timesW119899119895
1199051205721119899
119863timesW1119899 sdot sdot sdot 119905120572119894119899
119863timesW119894119899 sdot sdot sdot 119905120572119899119899
119863timesW119899119899
]]]]]]]]
]
(11)
Step 5 Limit the weighted supermatrix by raising it to a suf-ficiently large power 119896 until the supermatrix has convergedand become a long-term stable supermatrix to obtain theglobal vector weights called the DANP influential weightssuch that lim
119892rarrinfin(W120572)119892 where 119892 represents any number of
powers when 119892 rarr infin
33 Phase III Thedevelopment of the VIKORmethod beganwith the following form of 119871
119901metric
119871119901
119896=
119899
sum119895=1
[
[
119908119895(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816)
]
]
119901
1119901
(12)
where 119891119896119895is the performance score of the 119895th criterion on 119896th
alternative 119908119895is the influential weight of the 119895th criterion
from DANP and 119899 is the number of criteria and 1 le 119901 le infin[39] Two measures 119871119901=1
119896(as 119878119896for minimal average gap or
degree of regret) and 119871119901=infin119896
(as 119876119896for priority improvement)
are established as
119878119896= 119871119901=1
119896=
119899
sum119895=1
[
[
119908119895(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816)
]
]
119876119896= 119871119901=infin
119896= max119895
(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816)| 119895 = 1 2 119899
(13)
The compromise solution min119896119871119901
119896shows the synthesized
gap to beminimized which will be selected or improved suchthat its gap values in each criterion and dimension will beimproved for the closest to the aspiration level RegardingINRM the group utility is emphasized when 119901 is small (suchas 119901 = 1) in contrast if 119901 grows toward infinity the indi-vidual maximal gaps attain greater importance for priority
improvement in each dimension or criterion Consequentlymin119896119878119896stresses themaximumgrouputility howevermin
119896119876119896
focuses on selecting the minimal value from the maximumindividual gaps for priority improvement
The VIKOR method in this study has four steps
Step 1 Obtain an aspireddesired and tolerable level Wecalculated the best 119891lowast
119895values (the aspiration level) and the
worst 119891minus119895values (the tolerable level) of all criterion functions
119895 = 1 2 119899 In traditional approachwe suppose that the 119895thfunction denotes benefits 119891lowast
119895= max
119896119891119896119895and 119891minus
119895= min
119896119891119896119895
but in this research we use the performance scores from 1 to 9(very poorlarr1 2 8 9rarr the best) in questionnaires (seethe appendix) so the aspiration level can be set at 9 scoreand the worst value at 1 score Therefore in this researchwe set 119891lowast
119895= 9 as the aspiration level and 119891minus
119895= 1 as
the worst value which differs from traditional approachThis approach can avoid ldquochoose the best among inferiorchoicesoptionsalternatives (ie avoid pick the best appleamong a barrel of rotten apples)rdquo Furthermore an originalrating matrix can be converted into the following matrix
119903119896119895=(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816) (14)
Step 2 Calculate the mean of group utility and maximalregret The values can be computed by 119878
119896= sum119899
119895=1119908119895119903119896119895(the
synthesized gap for all of the criteria) and 119876119896= max
119895119903119896119895|
119895 = 1 2 119899 (the maximal gap in criterion 119896 for priorityimprovement) respectively
Step 3 Rank or improve the alternatives for a compromisesolutionWe order the alternatives from the calculated valueswhich are obtained as
119877119896=V (119878119896minus 119878lowast)
(119878minus minus 119878lowast)+(1 minus V) (119876
119896minus 119876lowast)
(119876minus minus 119876lowast) forall119896 = 1 2 119898
(15)
where 119878lowast = min119894119878119894or 119878lowast = 0 (when all of the criteria have
been achieved to the aspiration level) 119878minus = max119894119878119894or 119878minus = 1
(in the worst case) 119876lowast = min119894119876119894or can be set as 119876lowast = 0
119876minus = max119894119876119894or 119876minus = 1 and V is presented as the weight of
the strategy of themaximum group utility Conversely 1minusV isthe weight of individual regret When 119878lowast = 0 119878minus = 1119876lowast = 0and 119876minus = 1 we can rewrite (15) as
119877119896= V119878119896+ (1 minus V) 119876
119896 (16)
Step 4 Decreasing order of the values of 119878119896 119876119896 and 119877
119896
then we can use them for a compromise solution for allalternatives
4 Results and Discussions
The significant confidence of the 16 expertsrsquo group consensusin the questionnaires the mean of sample gap equals only1795 that is the significant confidence is obtained as
8 Mathematical Problems in Engineering
Table 3 The initial influence matrix A for criteria
Criteria 1198621
1198622
1198623
1198624
1198625
1198626
1198627
1198628
1198629
11986210
11986211
11986212
11986213
11986214
11986215
11986216
11986217
C1 000 338 300 313 331 306 319 313 294 300 306 306 300 325 256 263 288C2 325 000 300 319 313 313 356 344 256 281 269 300 269 306 256 250 281C3 281 306 000 288 281 281 281 256 238 269 269 275 294 300 231 213 219C4 288 325 319 000 300 306 306 288 275 331 288 325 313 331 244 219 269C5 300 306 294 319 000 313 288 275 244 306 313 313 300 313 238 269 256C6 263 288 300 300 288 000 306 275 206 269 294 288 300 306 231 250 250C7 338 338 300 319 306 306 000 338 281 294 263 306 238 281 269 294 263C8 331 356 294 313 288 288 344 000 250 263 244 269 238 250 275 281 263C9 319 256 269 319 313 256 319 256 000 313 263 313 238 263 269 244 269C10 294 306 319 325 338 281 325 294 300 000 300 325 319 331 256 269 294C11 300 300 306 319 313 306 319 313 281 300 000 331 275 319 275 256 281C12 313 325 294 344 338 313 300 300 313 325 344 000 306 325 281 306 281C13 300 275 313 331 313 331 294 281 263 281 325 319 000 294 275 244 294C14 313 331 300 325 325 331 325 300 263 294 294 313 331 000 269 294 306C15 269 288 250 275 269 263 288 281 250 256 250 256 275 281 000 300 275C16 250 275 250 238 244 213 281 281 225 263 269 263 269 288 300 000 281C17 288 306 263 306 288 269 313 294 294 288 288 306 331 350 288 269 000Note the mean of sample gap = (1119899(119899 minus 1))sum119899
119894=1sum119899
119895=1(|119886119901
119894119895minus 119886119901minus1
119894119895|119886119901
119894119895) times 100 = 1795 lt 5 where 119899 is the number of criteria and 119901 is the sample of 16
experts
Table 4 The total-influence matrix T119863and influence givenreceived for dimensions
T119863
1198631
1198632
1198633
1198634
1198635
1198636
119903119894
Dimensions 119903119894
119904119894
119903119894+ 119904119894
119903119894minus 119904119894
1198631
078 080 077 078 076 071 460 Strategy (1198631) 460 476 936 minus016
1198632
079 078 076 077 075 071 457 Feasibility (1198632) 457 480 936 minus023
1198633
079 079 075 077 075 071 455 Impact on customers (1198633) 455 461 916 minus005
1198634
084 085 081 080 080 075 485 Impact on finance (1198634) 485 465 949 020
1198635
080 081 077 078 074 072 462 Impact on operations (1198635) 462 454 916 009
1198636
077 077 074 075 074 067 443 Impact on employees (1198636) 443 428 871 016
119904119894
476 480 461 465 454 428
98205 which is greater than 95 (see note in Table 3)There are eight projects that were submitted by the SixSigma team of Corporation J Utilizing the aforementionedsix dimensions and 17 criteria we evaluated the performanceof each project based on the opinions of sixteen knowledge-based experts and the consultants in SPM manufacturingand the Six Sigma technique We evaluated performances ona scale of 1 to 9 with 1 indicating very poor performance(ie 119891minus
119895= 1 is called the worst value) and 9 indicating the
best performance (ie 119891lowast119895= 9 is called the aspiration level)
Then we used the average performance scores of each projectand applied the VIKOR method to obtain the performancesand the gaps to the aspiration levels of the alternativeprojects
Using (2) and (3) the normalized direct-influence matrixand the total-influence of T
119862and T
119863can be easily derived
The INRMwas constructed using the vectors r and s fromthetotal direct-influence matrix T
119863(see Table 4) The sum of
influences given and received on criteria is shown in Table 5In addition the INRMmaps are shown in Figure 3
In Figure 3 we found that six dimensions are influencedby each other such as strategy (119863
1) will be influenced by
impact on customers (1198633) impact on finance (119863
4) and
impact on operations (1198635) feasibility (119863
2) will be influenced
by strategy (1198631) impact on customers (119863
3) impact on
finance (1198634) and impact on employees (119863
6) These influen-
tial relationships will help the Six Sigma team to perform thedecision-making To increase the feasibility of projects thefirst step is to improve their impact on finance In particularthe Six Sigma team can first refer to119863
4in Figure 3 to improve
the contribution of ROI (11986210) for the project For the same
reason the projects need the support of the top managementof strategy (119863
1) but strategy (119863
1) depended on the impact
on finance (1198634) impact on customers (119863
3) and impact on
employees (1198636) In conclusion the managers of Six Sigma
can refer to the INRM to prioritize their improvements to thedimensions and criteria in PS
We used the DANP method to obtain the influentialweights and priorities of the dimensions and criteria inthe empirical case of Corporation J The performances andthe gaps to the aspiration levels of the alternative projectsare shown in Table 6 We found that the priority in globalweights of the first dimension is feasibility (119863
2) followed by
strategy (1198631) impact on finance (119863
4) impact on customers
Mathematical Problems in Engineering 9
00000200
minus0200
0400
0600
0800
1000
1200
23500 24000 24500 25000 25500 26000
D5
D1
D2
D4
D3
D6
ri + si
ri + si
ri + si
ri + si
ri + si
r iminuss i
r iminussi
r iminuss i
r iminuss i
r iminuss i
minus0800minus0600minus0400minus0200
00000200040006000800
24500 25000 25500 26000 26500 27000 27500
(C6)(C4)
(C5)
(C3) (C2)
(C1)
(C15)
(C13)
(C14)
(C11)
10)
(C12)
minus025minus020minus015minus010minus005
Retaining
Improved capability
rate (C16)
(C17)
(2385 minus007)
ri + si
ri + si
r iminuss i
r iminuss i
(25749 101)
Customer satisfaction
New business (C9)
(C7)(27306 minus06)
Customer complain (C8)(2608minus041)
(24691 06)
000005010015020025
860 870 880 890 900 910 920 930 940 950 960
Strategy (D1)(9401 minus0159)
Feasibility (D2)(9412 minus0223)
Impact on consumer (D3)
Impact on finance (D4)
Impact on process (D5)
Impact on employee (D6)
(9198 minus0050)
(8696 0144)(9538 0203)
(9504 0084)
Reduction in cycle time
Upgrade operation
performanceImproved
compliance and controls
000000500100015002000250030003500400
24000 24500 25000 25500 26000 26500 27000 27500 28000
(26339 037)
(27535 013)(24178 031) Technical
feasibility
Available resources
Time schedule
minus0800minus0700minus0600minus0500minus0400minus0300minus0200minus0100
000025600 25800 26000 26200 26400 26600 26800 27000 27200 27400
(27306 minus0589)
(26796 minus053)
(25746 minus072)
ROI (C
Cost reduction
Revenue generation
00000100020003000400050006000700
26400 26600 26800 27000 27200 27400 27600 27800
Meaningful to organization
Critical to quality
Measureable variable
minus1200minus1000minus0800minus0600minus0400minus0200
000002000400
25000 25500 26000 26500 27000 27500
(26464 0586)
(26835 0655)
(27640 0527)
(27156 0230)
(27246 minus0501)(2537 minus1043)
Figure 3 The influential network relation maps
Table 5 The sum of influences given and received on criteria
Criteria 119903119894
119904119894
119903119894+ 119904119894
119903119894minus 119904119894
Meaningful to organization (1198621) 1369 1346 2716 023
Critical to quality (1198622) 1337 1387 2725 minus050
Variable is measurable (1198623) 1216 1321 2537 minus104
Technical feasibility (1198624) 1336 1395 2731 minus059
Resources are available (1198625) 1313 1366 2680 minus053
Time schedule (1198626) 1251 1324 2575 minus073
Customer satisfaction (1198627) 1334 1397 2731 minus063
Customer complaints (1198628) 1284 1325 2608 minus041
New business (1198629) 1268 1201 2469 067
ROI (11986210) 1374 1309 2684 065
Cost reduction (11986211) 1353 1294 2646 059
Profit generation (11986212) 1408 1356 2764 053
Reduction in cycle time (11986213) 1336 1298 2634 037
Upgrade operational performance (11986214) 1383 1370 2753 013
Improved in compliance and controls (11986215) 1225 1193 2418 032
Retaining rate (11986216) 1189 1196 2385 minus007
Improved capability (11986217) 1338 1237 2575 101
(1198633) impact on operations (119863
5) and impact on employees
(1198636) in that order In addition we extended the priority
of the criteria in each dimension from the local weights inTable 6 For instance feasibility (119863
2) is the first priority in
dimensions of global weights when extended to the local
weight dimensions however we know that the technicalfeasibility (119862
4) will be the first priority of feasibility (119863
2) All
of these local and global weights will be helpful in selectingand improving the best alternatives inMCDMproblems withthe VIKOR method
10 Mathematical Problems in Engineering
Table6Th
eperform
ance
andgapof
desired
levelofallalternativep
rojects
Local
weight
Global
weight
Perfo
rmance
Gap
ofdesired
level
1198751
1198752
1198753
1198754
1198755
1198756
1198757
1198758
1198751
1198752
1198753
1198754
1198755
1198756
1198757
1198758
Strategy
(D1)
0172(2)
7031
654
9679
47192
646
2664
86437
6175
0219
(1)
0272
(2)
024
5(1)
020
1(6)
028
2(4)
026
1(4)
028
5(2)
0314
(3)
Meaning
fultoorganizatio
n(1198621)
0332(2)
0057
7875
5750
6875
7125
6563
6688
6250
5750
0125
0361
0236
0208
0271
0257
0306
0361
Criticaltoqu
ality
(1198622)
0342(1)
0059
7313
7313
6875
7500
6625
6750
6500
6813
0188
0188
0236
0167
0264
0250
0278
0243
Varia
bleism
easurable(1198623)
0325(3)
0056
5875
6563
6625
6938
6188
6500
6563
5938
0347
0271
0264
0229
0313
0278
0271
0340
Feasibility
(D2)
0173(1)
646
7638
2670
9695
9647
3670
4642
16212
028
1(3)
029
1(3)
0255
(2)
0227
(4)
028
1(2)
0255
(3)
028
7(3)
0310
(2)
Technicalfeasib
ility(1198624)
0341(1)
0059
6750
6938
6813
7125
6250
6500
6625
6375
0250
0229
0243
0208
0306
0278
0264
0292
Resourcesa
reavailable(1198625)
0334(2)
0058
6813
6125
6563
6750
6250
6625
6438
6313
0243
0319
0271
0250
0306
0264
0285
0299
Times
chedule(1198626)
0324(3)
0056
5813
6063
6750
7000
6938
7000
6188
5938
0354
0326
0250
0222
0229
0222
0313
0340
Impa
cton
custom
ers(D
3)0166(4)
627
1664
56312
670
1646
9628
5666
56616
030
3(4)
026
2(1)
029
9(4)
0255
(2)
028
1(3)
0302
(5)
0259
(1)
026
5(1)
Custo
mer
satisfaction(1198627)
0356(1)
0059
6563
7250
6688
7188
6813
6563
7000
6938
0271
0194
0257
0201
0243
0271
0222
0229
Custo
mer
complaints(1198628)
0337(2)
0056
6438
6875
6313
6938
6250
6250
6688
7063
0285
0236
0299
0229
0306
0306
0257
0215
New
busin
ess(1198629)
0306(3)
0051
5750
5688
5875
5875
6313
600
06250
5750
0361
0368
0347
0347
0299
0333
0306
0361
Impa
cton
finan
ce(D
4)0168(3)
656
26021
629
06377
660
56850
564
3579
4027
1(2)
0331
(4)
030
1(5)
029
1(1)
026
6(1)
0239
(2)
0373
(6)
0356
(5)
ROI(11986210)
0330(2)
0056
6500
6750
600
06188
6625
6313
5625
5938
0278
0250
0333
0313
0264
0299
0375
0340
Costreductio
n(11986211)
0326(3)
0055
6625
5438
6625
6375
6563
7500
5875
5563
0264
0396
0264
0292
0271
0167
0347
0382
Revenu
egeneration(11986212)
0342(1)
0058
6563
5875
6250
6563
6625
6750
5438
5875
0271
0347
0306
0271
0264
0250
0396
0347
Impa
cton
operations
(D5)
0164(5)
6150
588
5642
5690
16225
690
6606
76159
0317
(5)
034
6(5)
028
6(3)
0233
(3)
030
8(5)
0233
(1)
0325
(4)
0316
(4)
Redu
ctionin
cycle
time
(11986213)
0336(2)
0055
6125
5188
6438
6063
5688
6750
5563
6125
0319
0424
0285
0326
0368
0250
0382
0319
Upgrade
operational
perfo
rmance
(11986214)
0354(1)
0058
6250
6500
7000
7500
6875
7625
6875
6875
0306
0278
0222
0167
0236
0153
0236
0236
Improved
compliancea
ndcontrols(11986215)
0309(3)
0051
6063
5938
5750
7125
6063
6250
5688
5375
0326
0340
0361
0208
0326
0306
0368
0403
Impa
cton
employee
(D6)
0154(6)
600
4560
0556
87166
5375
6258
5762
560
30333
(6)
0378
(6)
038
1(6)
020
4(5)
040
3(6)
030
5(6)
0359
(5)
0377
(6)
Retainingrate(11986216)
0491(2)
0076
5750
5250
5250
6563
5375
5750
5063
5063
0361
0417
0417
0271
0403
0361
0438
0438
Improved
capability(11986217)
0508(1)
0079
6250
5938
5875
7750
5375
6750
6438
6125
0306
0340
0347
0139
0403
0250
0285
0319
Totalp
erform
ance
642
3(3)
6191
(6)
636
3(4)
688
0(1)
628
1(5)
6613
(2)
6173
(7)
609
9(8)
Totalgap
028
6(3)
0312
(6)
029
2(4)
0235
(1)
0302
(5)
026
5(2)
0314
(7)
0322
(8)
Notethen
umbersin
the(
)denotes
ther
anks
oflocalw
eightsin
dimensio
nsandcriteria
Mathematical Problems in Engineering 11
In analyzing the empirical case of an SPMmanufacturingcompany using a hybrid MCDM model we successfullyobtained the influential relationship matrix as well as themap of the PS dimensions and criteria in interdependentand feedback problems We also compared the perfor-mance of projects and obtained how to improve the per-formance of dimensions and criteria in reducing the gapsremaining to achieve the aspiration levels We conclude thefollowing(1) Based on the DANP method the global influential
weights and local influential weights of the dimensions andcriteria can be obtained and then by combining DANP withthe VIKOR method the average scores of the projects fromproject 119875
1to project 119875
8 in performance are 6423 6191
6363 6880 6281 6613 6173 and 6099 respectively (seeTable 6) We found that project 119875
4has the best performance
among the eight projects with a score of 688 which meansthat the training and practice of employees (119875
4) are the first
priority for the Six Sigma projects In accordance with thescores of the projects the subsequent priorities are the estab-lishment of a lean production system (119875
6) decision support
(1198751) operational process improvement (119875
3) the upgrading
of supply chain management (1198755) the improvement of the
materialproducts inspection system (1198753) the promotion of
quality function deployment (1198757) and the investment in
inspection equipmentinstruments (1198758)
(2) The traditional PS approach is to rank the projectalternatives and then only select the best of the project Ourproposed model can not only use the best project selectionbut can also analyzewhich gaps in the dimensions and criteriashould be the priorities for improvement From the perspec-tive of the VIKOR method project 119875
4is the first priority of
Six Sigma projects in this SPM case however the gap of 0292in this case should also be reduced to zero (the aspirationlevel no gap) questions regarding how to minimize this gapas much as possible We can propose several improvementstrategies and suggestions for the managers of Six Sigmato promote the projectrsquos performance based on the INRMFor example in Table 6 and Figure 3 the largest gap to theaspiration level in project 119875
4is 0291 (impact on finance119863
4)
next is 0255 (impact on customers 1198633) then 0233 (impact
on operations 1198635) 0227 (feasibility 119863
2) 0204 (impact on
employees 1198636) and 0201 (strategy 119863
1) This information
can assist managers in improving the project performanceof Six Sigma to reduce the gaps in question and achieve theaspiration level quickly and directly
5 Conclusion
PS is one of the most critical and challenging activitiesfaced by companiesand selecting the right project in SixSigma is a major factor in its early success and long-termacceptance within any organization Based on the definitionof a project the objectives must be clear succinct achievablerealistic and measurable with a high probability of successWe developed dimensions and criteria that align with thestrategy of a SPM manufacturing company to evaluate andselect Six Sigma projects
We present a hybrid MCDM model combining theinfluential weights of DANP with the VIKOR method for anempirical case in the SPM industry to integrate each criterionperformance into each dimension and overall performanceSo a DANP model can overcome the problems of interde-pendence and feedback among dimensions and criteria in thereal world Based on the global and local influential weights ofDANP and combined with VIKORrsquos calculation (see Table 6)mangers can make decisions which take into account theintegration of performances and the improvement of the gapsto the aspiration level of each dimension In this case studywe not only designated the prioritization of the projects inthe order of training and practice of employees (P4) rarrestablish lean production system (P6) rarr decision support(P1) rarr operational process improvement (P3) rarr upgradesupply chain management (P5) rarr improve material andproducts inspection system (P2) rarr promote quality func-tion deployment (P7) and invest in inspection equipment andinstrument (P8) but we also determined how to improve thegaps to achieve the aspiration level of performance in eachproject from low value to high value
To reduce the gaps and achieve the aspiration level (zerogaps) in the best or most suitable areas other methodssuch as the dominance-based rough set approach (DRSA)and PROMETHEE III should be addressed in the futurestudies In order to deal with uncertainty or fuzziness in thedecision making process a fuzzy-ANP can be considered inour proposed model
Appendix
Liou and Tzeng [40] found that the traditional MCDMignored some important new concepts and trends (someassumptions limitdefects) for solving actual problems inthe real world First the traditional model assumes thatthe criteria are independent and hierarchical in structurehowever criteria are often interdependent in real-worldproblems because ldquoStatistics and Economics are unrealisticin the real worldrdquo DEMATEL technique can be used tofind the influence matrix and build an INRM for solvingthis problem Second the relative good solution from theexisting alternatives is replaced by the aspiration levels NoteHerbert A Simon in his lecture given in Stockholm uponreceiving the Nobel Prize in Economics 1978 the Scottishword ldquosatisficingrdquo (=satisfying) has been revived to denoteproblem solving and decision making that sets an aspirationlevel searches until an alternative is found that is satisfactoryby the aspiration level criterion and selects that alternative[41] In this research if 119891lowast
119895is the aspiration level and 119891minus
119895
is the worst value we use the performance scores from0 to 10 (very dissatisfaction larr 0 1 2 9 10 rarr verysatisfaction) in questionnaires so the aspiration level canbe set at 10 score (ie 119891lowast
119895= 10) and the worst value at
zero score (ie 119891minus119895= 0) this approach can avoid ldquoChoose
the best among inferiorchoicesalternativesrdquo that is avoidldquoPick the best apple among a barrel of rotten applesrdquo Thirdthe trends have shifted from how to carry out the ldquorankingrdquoor ldquoselectionrdquo of the most preferable alternatives to how to
12 Mathematical Problems in Engineering
ldquoimproverdquo their performances based on INRM because ldquoweneed a systematic approach to problem-solving instead ofaddressing the systems of the problem we need to identifythe sources of the problem [42]rdquoThese ideas and concepts canoffer major contributions in this type of research problem
Conflict of Interests
The authors declare that they have no conflict of interests
Acknowledgments
The authors gratefully acknowledge assistant editor and tworeviewers of this paper who helped clarify and improve thispresentation
References
[1] J Antony and R Banuelas ldquoKey ingredients for the effectiveimplementation of six sigma programrdquo Measuring BusinessExcellence vol 6 no 4 pp 20ndash27 2002
[2] J Antony ldquoSome pros and cons of six sigma an academicperspectiverdquo The TQM Magazine vol 16 no 4 pp 303ndash3062004
[3] R D Snee ldquoSix sigma the evolution of 100 years of businessimprovement methodologyrdquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 1 pp 4ndash20 2004
[4] A Y T Szeto and A H C Tsang ldquoAntecedents to successfulimplementation of six sigmardquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 3 pp 307ndash322 2005
[5] Y H Kwak and F T Anbari ldquoBenefits obstacles and future ofsix sigma approachrdquo Technovation vol 26 no 5-6 pp 708ndash7152006
[6] P S Pande R P Neuman and R R Cavanagh The Six SigmaWay McGraw-Hill New York NY USA 2000
[7] R Banuelas C Tennant I Tuersley and S Tang ldquoSelection ofsix sigma projects in the UKrdquo The TQM Magazine vol 18 no5 pp 514ndash527 2006
[8] J D Kendrick and D Saaty ldquoUse analytic hierarchy process forproject selectionrdquo Six Sigma Forum Magazine vol 6 no 4 pp22ndash29 2007
[9] U D Kumar H Saranga J E Ramırez-Marquez and DNowicki ldquoSix sigma project selection using data envelopmentanalysisrdquoThe TQMMagazine vol 19 no 5 pp 419ndash441 2007
[10] G Hu L Wang S Fetch and B Bidanda ldquoA multi-objectivemodel for project portfolio selection to implement lean and sixsigma conceptsrdquo International Journal of Production Researchvol 46 no 23 pp 6611ndash6625 2008
[11] C Kahraman and G Buyukozkan ldquoA combined fuzzy AHPand fuzzy goal programming approach for effective six-sigmaproject selectionrdquo Journal of Multiple-Valued Logic and SoftComputing vol 14 no 6 pp 599ndash615 2008
[12] T Yang and C-H Hsieh ldquoSix-Sigma project selection usingnational quality award criteria and Delphi fuzzy multiple crite-ria decision-makingmethodrdquo Expert Systems with Applicationsvol 36 no 4 pp 7594ndash7603 2009
[13] G Buyukozkan and D Ozturkcan ldquoAn integrated analyticapproach for six sigma project selectionrdquo Expert Systems withApplications vol 37 no 8 pp 5835ndash5847 2010
[14] S Percin and C Kahraman ldquoAn integrated fuzzy multi-criteriadecision-making approach for six sigma project selectionrdquoInternational Journal of Computational Intelligence Systems vol3 no 5 pp 610ndash621 2010
[15] M Tkac and S Lyocsa ldquoOn the evaluation of six sigma projectsrdquoQuality and Reliability Engineering International vol 26 no 1pp 115ndash124 2010
[16] S Vinodh S G Gautham R Anesh Ramiya and DRajanayagam ldquoApplication of fuzzy analytic network processfor agile concept selection in a manufacturing organisationrdquoInternational Journal of Production Research vol 48 no 24 pp7243ndash7264 2010
[17] S Boran H R Yazgan and K Goztepe ldquoA fuzzy ANP-basedapproach for prioritising projects a six sigma case studyrdquoInternational Journal of Six Sigma and Competitive Advantagevol 6 no 3 pp 133ndash155 2011
[18] R K Padhy and S Sahu ldquoA real option based six sigma projectevaluation and selectionmodelrdquo International Journal of ProjectManagement vol 29 no 8 pp 1091ndash1102 2011
[19] A Saghaei and H Didehkhani ldquoDeveloping an integratedmodel for the evaluation and selection of six sigma projectsbased on ANFIS and fuzzy goal programmingrdquo Expert Systemswith Applications vol 38 no 1 pp 721ndash728 2011
[20] M Kumar J Antony and B R Cho ldquoProject selection andits impact on the successful deployment of six sigmardquo BusinessProcess Management Journal vol 15 no 5 pp 669ndash686 2009
[21] J Antony and C Fergusson ldquoSix sigma in the software industryresults from a pilot studyrdquoManagerial Auditing Journal vol 19no 8 pp 1025ndash1032 2004
[22] J Van den Heuvel R J M M Does A J J C Bogers andM Berg ldquoImplementing six sigma in the Netherlandsrdquo JointCommission Journal on Quality and Patient Safety vol 32 no7 pp 393ndash399 2006
[23] E Fontela and A Gabus ldquoThe DEMATEL observerdquo BattelleInstitute Geneva Switzerland 1976
[24] T L SaatyDecisionMaking with Dependence and FeedbackTheAnalytic Network Process RWS Pittsburgh Pa USA 1996
[25] S Opricovic and G-H Tzeng ldquoMulticriteria planning of post-earthquake sustainable reconstructionrdquo Computer-Aided Civiland Infrastructure Engineering vol 17 no 3 pp 211ndash220 2002
[26] T L Saaty ldquoRank from comparisons and from ratings inthe analytic hierarchynetwork processesrdquo European Journal ofOperational Research vol 168 no 2 pp 557ndash570 2006
[27] C-Y Huang J Z Shyu and G-H Tzeng ldquoReconfiguring theinnovation policy portfolios for Taiwanrsquos SIP mall industryrdquoTechnovation vol 27 no 12 pp 744ndash765 2007
[28] F Jin P Liu and X Zhang ldquoThe evaluation study of humanresources based on intuitionistic fuzzy set andTOPSISmethodrdquoJournal of Information and Computational Science vol 4 no 3pp 1023ndash1028 2007
[29] J J H Liou G-H Tzeng and H-C Chang ldquoAirline safetymeasurement using a hybrid modelrdquo Journal of Air TransportManagement vol 13 no 4 pp 243ndash249 2007
[30] G-H Tzeng C-H Chiang and C-W Li ldquoEvaluating inter-twined effects in e-learning programs a novel hybrid MCDMmodel based on factor analysis and DEMATELrdquo Expert Systemswith Applications vol 32 no 4 pp 1028ndash1044 2007
[31] J J H Liou L Yen and G-H Tzeng ldquoBuilding an effectivesafety management system for airlinesrdquo Journal of Air TransportManagement vol 14 no 1 pp 20ndash26 2008
Mathematical Problems in Engineering 13
[32] W-S Lee G-H Tzeng J-L Guan K-T Chien and J-MHuang ldquoCombined MCDM techniques for exploring stockselection based on Gordon modelrdquo Expert Systems with Appli-cations vol 36 no 3 part 2 pp 6421ndash6430 2009
[33] L Pei-de ldquoAnovelmethod for hybridmultiple attribute decisionmakingrdquo Knowledge-Based Systems vol 22 no 5 pp 388ndash3912009
[34] J J H Liou C-Y Tsai R-H Lin and G-H Tzeng ldquoA mod-ified VIKOR multiple-criteria decision method for improvingdomestic airlines service qualityrdquo Journal of Air TransportManagement vol 17 no 2 pp 57ndash61 2011
[35] P Liu and X Zhang ldquoResearch on the supplier selection of asupply chain based on entropyweight and improved ELECTRE-III methodrdquo International Journal of Production Research vol49 no 3 pp 637ndash646 2011
[36] C-H Hsu F-K Wang and G-H Tzeng ldquoThe best vendorselection for conducting the recycledmaterial based on a hybridMCDM model combining DANP with VIKORrdquo ResourcesConservation and Recycling vol 66 no 1 pp 95ndash111 2012
[37] C-H Liu G-H Tzeng and M-H Lee ldquoImproving tourismpolicy implementationmdashthe use of hybrid MCDM modelsrdquoTourism Management vol 33 no 2 pp 239ndash488 2012
[38] P Liu and X Wu ldquoA competency evaluation method ofhuman resources managers based on multi-granularity linguis-tic variables and VIKOR methodrdquo Technological and EconomicDevelopment of Economy vol 18 no 4 pp 696ndash710 2012
[39] S Opricovic and G-H Tzeng ldquoCompromise solution byMCDM methods a comparative analysis of VIKOR and TOP-SISrdquo European Journal of Operational Research vol 156 no 2pp 445ndash455 2004
[40] J H Liou and G H Tzeng ldquoComments on multiple cri-teria decision making (MCDM) methods in economics anoverviewrdquo Technological and Economic Development of Econ-omy vol 18 no 4 pp 672ndash695 2012
[41] H A Simon ldquoA behavioral model of rational choicerdquo TheQuarterly Journal of Economics vol 69 no 1 pp 99ndash118 1955
[42] J H Liou ldquoNew concepts and trends ofMCDMfor tomorrowmdashin honor of professor Gwo-Hshiung Tzeng on the occasion ofhis 70th birthdayrdquo Technological and Economic Development ofEconomy vol 19 no 2 pp 367ndash375 2013
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

4 Mathematical Problems in Engineering
Table 2 The alternatives of PS in Six Sigma
Alternatives Purposes Statements of alternatives in Six Sigma
(1) Decision support (1198751) Easy implementation of Six Sigma The projects implemented always need support from top
management(2) Improve material andproducts inspection system(1198752)
Ensure the quality of materials andproducts
An inspection system for quality is the foundation of totalquality management and a key successful factor of Six Sigma
(3) Operational processimprovement (119875
3) Upgrade operational performance Operations management techniques for the manufacturing or
services provided by the company should be improved(4) Training and practice ofemployees (119875
4)
Promote improvement of employeesrsquoabilities
Training of employees includes projects operation andmanagement in Six Sigma
(5) Upgrade supply chainmanagement (SCM) (119875
5)
Shorten lead time and improve inventorycontrol
SCM includes material requirement planning logistics andinventory control
(6) Establish leanproduction system (119875
6) Waste reduction and variability reduction
Lean production supplies the customer with exactly what thecustomer wants when the customer wants it without wastethrough continuous improvement
(7) Promote qualityfunction deployment(QFD) (119875
7)
Satisfaction of the customer anddeployment of quality efforts
QFD refers to both (1) determining what will satisfy thecustomer and (2) translating those customer desires into thetarget design
(8) Invest in inspectionequipment and instruments(1198758)
Upgrade the correctness of inspectionresults for Six Sigmaimprovement
The key equipment and instruments for polyester film printingfor the packaging industry are gas chromatographs and colordifference inspectors
Overall performances of Six Sigma projects
Strategy D1 Feasibility D2Impact on
customers D3
Impact onfinance D4
Impact onoperations D5
Impact onemployees D1
Project (P1) Project (P2) Project (P3) Project (P4) Project (P5) Project (P6) Project (P7) Project (P8)
Mea
ning
ful t
o or
gani
zatio
n (C
1)
Crit
ical
to q
ualit
y (C
2)
Vari
able
is m
easu
reab
le (C
3)
Tech
nica
l fea
sibili
ty (C
4)
Reso
urce
s are
ava
ilabl
e (C
5)
Tim
e sc
hedu
les (C
6)
Cus
tom
er sa
tisfa
ctio
n (C
7)
Cus
tom
er c
ompl
aint
s (C8)
New
bus
ines
s (C
9)
ROI (C10)
Cos
t red
uctio
n (C
11)
Profi
t gen
erat
ion
(C12)
Redu
ctio
n in
cyc
le ti
me
(C13)
Upg
rade
ope
ratio
nal p
erfo
rman
ce(C
14)
Impr
oved
inco
mpl
ianc
ean
d co
ntro
ls (C
15)
Reta
inin
g ra
te (C
16)
Impr
oved
cap
abili
ty (C
17)
Figure 1 The network of project selection in Six Sigma
Step 2 Calculate the normalized direct-influence matrix XThe normalized direct-influence matrix X is derived by
X = 119911 times A (2)
where 119911 = min1198941198951max
119894sum119899
119895=1119886119894119895 1max
119895sum119899
119894=1119886119894119895 for all
119894 119895 = (1 2 119899) Its diagonal is zero and the maximum sumof rows or columns is one
Step 3 Derive the total-influence matrix T The continuousdecrease in the indirect effects of problems can be determinedusing the powers of X for example X2X3 Xℎ withlimℎrarr0
Xℎ = [0]119899times119899 where X = [119909
119894119895]119899times119899
0 le 119909119894119895lt 1
0 le sum119894119909119894119895le 1 0 le sum
119895119909119894119895le 1 and at least one
column or one row of summation but not every columnor row equals one then lim
ℓrarrinfinXℓ = [0]
119899times119899can be
Mathematical Problems in Engineering 5
Criteria questionnaire
Solve T and INRM
Brain storming and Experts opinion
DEMATEL
Solve the influential weights
of DANP
Solve projects rankingimprove and make
strategies
VIKOR based on INRM
Performance questionnaire
Tc
TD
W
DANP
limgrarrinfin (W120572
W120572
)g
998400
Figure 2 The process of a hybrid MCDMmodel combining DANP and VIKOR
guaranteed Thus the total-influence matrix T is derivedby
T = X + X2 + sdot sdot sdot + Xℎ = X(I minus X)minus1 (3)
where limℎrarr0
Xℎ = [0]119899times119899
and I denotes the identity matrixThe sum of the rows and the sum of the columns of T are
expressed separately as vector r and vector s That is we have
r = [119903119894]119899times1= [
[
119899
sum119895=1
119905119894119895]
]119899times1
s = [119904119895]119899times1= [
119899
sum119894=1
119905119894119895]
1015840
1times119899
(4)
where the superscript 1015840 denotes the transpose Also 119903119894shows
the sum of the direct and indirect effects of criteria 119894 on the
other criteria and 119904119895shows the sum of the direct and indirect
effects that criteria 119895 has received from the other criteriaFurthermore (119903
119894+ 119904119894) shows the degree that the criteria 119894
plays in the problem and the difference (119903119894minus119904119894) shows the net
effect that criteria 119894 contributes to the problem If (119903119894minus 119904119894) is
positive then criteria 119894 is affecting other criteria and if (119903119894minus119904119894)
is negative then criteria 119894 is being influenced by other criteriaThese results are used to generate the INRM The INRM canprovide ideas for improvement
32 Phase II The five steps of DANP influential weights aredescribed as follows
Step 1 Find the normalized matrix T120572119888by using dimen-
sions After normalizing the total-influence matrix T119888by
dimensions we can obtain a new normalized matrix T120572119888by
dimensions and is given by
T120572119888=
1198631
119863119895
119863119899
11988811sdot sdot sdot 11988811198981
1198881198951sdot sdot sdot 119888119895119898119895sdot sdot sdot 119888
1198991sdot sdot sdot 119888119899119898119899
1198631
11988811
11988812
11988811198981
119863119894
1198881198941
1198881198942
119888119894119898119894
119863119899
1198881198991
1198881198992
119888119899119898119899
[[[[[[[[[[[[[[[[[[[[[[[[[[[
[
T12057211119888
sdot sdot sdot T1205721119895119888
sdot sdot sdot T1205721119899119888
T1205721198941119888
sdot sdot sdot T120572119894119895119888
sdot sdot sdot T120572119894119899119888
T1205721198991119888
sdot sdot sdot T120572119899119895119888
sdot sdot sdot T120572119899119899119888
]]]]]]]]]]]]]]]]]]]]]]]]]]]
]
(5)
6 Mathematical Problems in Engineering
For instance the normalization T12057211119888
is shown as (5) and(6)
Consider the following
11988911
119888119894=
1198981
sum119895=1
11990511
119888119894119895 119894 = 1 2 119898
1 (6)
T12057211119888=
[[[[[[[[[[[[[[[[[
[
11990511
11988811
119889111198881
sdot sdot sdot119905111198881119895
119889111198881
sdot sdot sdot1199051111988811198981
119889111198881
119905111198881198941
11988911119888119894
sdot sdot sdot11990511119888119894119895
11988911119888119894
sdot sdot sdot119905111198881198941198981
11988911119888119894
1199051111988811989811
119889111198881198981
sdot sdot sdot119905111198881198981119895
119889111198881198981
sdot sdot sdot1199051111988811989811198981
119889111198881198981
]]]]]]]]]]]]]]]]]
]
=
[[[[[[[[[
[
11990512057211
11988811sdot sdot sdot 119905120572111198881119895
sdot sdot sdot 1199051205721111988811198981
119905120572111198881198941
sdot sdot sdot 11990512057211119888119894119895
sdot sdot sdot 119905120572111198881198941198981
1199051205721111988811989811sdot sdot sdot 119905120572111198881198981119895sdot sdot sdot 1199051205721111988811989811198981
]]]]]]]]]
]
(7)
Step 2 Find the unweighted supermatrix W Let the total-influencematrixmatch and be filled into the interdependencedimensions It is based on transposing the normalized influ-ence matrix T120572
119888by using dimensions that isW = (T120572
119888)1015840 and
is derived by
W = (T120572119888)1015840
=
1198631
119863119894
119863119899
11988811sdot sdot sdot 11988811198981
1198881198941sdot sdot sdot 119888119894119898119894
sdot sdot sdot 1198881198991 sdot sdot sdot 119888119899119898119899
1198631
11988811
11988812
11988811198981
119863119895
1198881198951
1198881198952
119888119895119898119894
119863119899
1198881198991
1198881198992
119888119899119898119899
[[[[[[[[[[[[[[[[[[[[[[[
[
W11 sdot sdot sdot W1198941 sdot sdot sdot W1198991
W1119895 sdot sdot sdot W119894119895 sdot sdot sdot W119899119895
W1119899 sdot sdot sdot W119894119899 sdot sdot sdot W119899119899
]]]]]]]]]]]]]]]]]]]]]]]
]
(8)
Step 3 Obtain the normalized supermatrix T120572119863by dimen-
sions Total-influencematrix T119863is obtained by
T119863=
[[[[[[[[[[[
[
11990511
119863sdot sdot sdot 1199051119895
119863sdot sdot sdot 1199051119899119863
1199051198941119863sdot sdot sdot 119905119894119895
119863sdot sdot sdot 119905119894119899119863
1199051198991119863sdot sdot sdot 119905119899119895
119863sdot sdot sdot 119905119899119899119863
]]]]]]]]]]]
]
(9)
Each column of total-influence matrix T119863
by dimensionscan be summed for normalization Then we normalize
the total-influence matrix T119863
and obtain a new normal-ized matrix T120572
119863 A new normalized matrix T120572
119863is derived
by
T120572119863=
[[[[[[[[[[[[[[[[[
[
11990511
119863
1198891
sdot sdot sdot1199051119895
119863
1198891
sdot sdot sdot1199051119899119863
1198891
1199051198941119863
119889119894
sdot sdot sdot119905119894119895
119863
119889119894
sdot sdot sdot119905119894119899119863
119889119894
1199051198991119863
119889119899
sdot sdot sdot119905119899119895
119863
119889119899
sdot sdot sdot119905119899119899119863
119889119899
]]]]]]]]]]]]]]]]]
]
Mathematical Problems in Engineering 7
=
[[[[[[[[
[
11990512057211
119863sdot sdot sdot 1199051205721119895
119863sdot sdot sdot 1199051205721119899119863
1199051205721198941
119863sdot sdot sdot 119905120572119894119895
119863sdot sdot sdot 119905120572119894119899119863
1199051205721198991119863
sdot sdot sdot 119905120572119899119895
119863sdot sdot sdot 119905120572119899119899119863
]]]]]]]]
]
(10)
where 119905120572119894119895119863= 119905119894119895
119863119889119894and 119889
119894= sum119899
119895=1119905119894119895
119863
Step 4 Calculate the weighted supermatrix The weightedsupermatrixW120572 is derived by
W120572 = T120572119863W
=
[[[[[[[[
[
11990512057211
119863timesW11 sdot sdot sdot 1199051205721198941
119863timesW1198941 sdot sdot sdot 1199051205721198991
119863timesW1198991
1199051205721119895
119863timesW1119895 sdot sdot sdot 119905120572119894119895
119863timesW119894119895 sdot sdot sdot 119905120572119899119895
119863timesW119899119895
1199051205721119899
119863timesW1119899 sdot sdot sdot 119905120572119894119899
119863timesW119894119899 sdot sdot sdot 119905120572119899119899
119863timesW119899119899
]]]]]]]]
]
(11)
Step 5 Limit the weighted supermatrix by raising it to a suf-ficiently large power 119896 until the supermatrix has convergedand become a long-term stable supermatrix to obtain theglobal vector weights called the DANP influential weightssuch that lim
119892rarrinfin(W120572)119892 where 119892 represents any number of
powers when 119892 rarr infin
33 Phase III Thedevelopment of the VIKORmethod beganwith the following form of 119871
119901metric
119871119901
119896=
119899
sum119895=1
[
[
119908119895(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816)
]
]
119901
1119901
(12)
where 119891119896119895is the performance score of the 119895th criterion on 119896th
alternative 119908119895is the influential weight of the 119895th criterion
from DANP and 119899 is the number of criteria and 1 le 119901 le infin[39] Two measures 119871119901=1
119896(as 119878119896for minimal average gap or
degree of regret) and 119871119901=infin119896
(as 119876119896for priority improvement)
are established as
119878119896= 119871119901=1
119896=
119899
sum119895=1
[
[
119908119895(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816)
]
]
119876119896= 119871119901=infin
119896= max119895
(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816)| 119895 = 1 2 119899
(13)
The compromise solution min119896119871119901
119896shows the synthesized
gap to beminimized which will be selected or improved suchthat its gap values in each criterion and dimension will beimproved for the closest to the aspiration level RegardingINRM the group utility is emphasized when 119901 is small (suchas 119901 = 1) in contrast if 119901 grows toward infinity the indi-vidual maximal gaps attain greater importance for priority
improvement in each dimension or criterion Consequentlymin119896119878119896stresses themaximumgrouputility howevermin
119896119876119896
focuses on selecting the minimal value from the maximumindividual gaps for priority improvement
The VIKOR method in this study has four steps
Step 1 Obtain an aspireddesired and tolerable level Wecalculated the best 119891lowast
119895values (the aspiration level) and the
worst 119891minus119895values (the tolerable level) of all criterion functions
119895 = 1 2 119899 In traditional approachwe suppose that the 119895thfunction denotes benefits 119891lowast
119895= max
119896119891119896119895and 119891minus
119895= min
119896119891119896119895
but in this research we use the performance scores from 1 to 9(very poorlarr1 2 8 9rarr the best) in questionnaires (seethe appendix) so the aspiration level can be set at 9 scoreand the worst value at 1 score Therefore in this researchwe set 119891lowast
119895= 9 as the aspiration level and 119891minus
119895= 1 as
the worst value which differs from traditional approachThis approach can avoid ldquochoose the best among inferiorchoicesoptionsalternatives (ie avoid pick the best appleamong a barrel of rotten apples)rdquo Furthermore an originalrating matrix can be converted into the following matrix
119903119896119895=(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816) (14)
Step 2 Calculate the mean of group utility and maximalregret The values can be computed by 119878
119896= sum119899
119895=1119908119895119903119896119895(the
synthesized gap for all of the criteria) and 119876119896= max
119895119903119896119895|
119895 = 1 2 119899 (the maximal gap in criterion 119896 for priorityimprovement) respectively
Step 3 Rank or improve the alternatives for a compromisesolutionWe order the alternatives from the calculated valueswhich are obtained as
119877119896=V (119878119896minus 119878lowast)
(119878minus minus 119878lowast)+(1 minus V) (119876
119896minus 119876lowast)
(119876minus minus 119876lowast) forall119896 = 1 2 119898
(15)
where 119878lowast = min119894119878119894or 119878lowast = 0 (when all of the criteria have
been achieved to the aspiration level) 119878minus = max119894119878119894or 119878minus = 1
(in the worst case) 119876lowast = min119894119876119894or can be set as 119876lowast = 0
119876minus = max119894119876119894or 119876minus = 1 and V is presented as the weight of
the strategy of themaximum group utility Conversely 1minusV isthe weight of individual regret When 119878lowast = 0 119878minus = 1119876lowast = 0and 119876minus = 1 we can rewrite (15) as
119877119896= V119878119896+ (1 minus V) 119876
119896 (16)
Step 4 Decreasing order of the values of 119878119896 119876119896 and 119877
119896
then we can use them for a compromise solution for allalternatives
4 Results and Discussions
The significant confidence of the 16 expertsrsquo group consensusin the questionnaires the mean of sample gap equals only1795 that is the significant confidence is obtained as
8 Mathematical Problems in Engineering
Table 3 The initial influence matrix A for criteria
Criteria 1198621
1198622
1198623
1198624
1198625
1198626
1198627
1198628
1198629
11986210
11986211
11986212
11986213
11986214
11986215
11986216
11986217
C1 000 338 300 313 331 306 319 313 294 300 306 306 300 325 256 263 288C2 325 000 300 319 313 313 356 344 256 281 269 300 269 306 256 250 281C3 281 306 000 288 281 281 281 256 238 269 269 275 294 300 231 213 219C4 288 325 319 000 300 306 306 288 275 331 288 325 313 331 244 219 269C5 300 306 294 319 000 313 288 275 244 306 313 313 300 313 238 269 256C6 263 288 300 300 288 000 306 275 206 269 294 288 300 306 231 250 250C7 338 338 300 319 306 306 000 338 281 294 263 306 238 281 269 294 263C8 331 356 294 313 288 288 344 000 250 263 244 269 238 250 275 281 263C9 319 256 269 319 313 256 319 256 000 313 263 313 238 263 269 244 269C10 294 306 319 325 338 281 325 294 300 000 300 325 319 331 256 269 294C11 300 300 306 319 313 306 319 313 281 300 000 331 275 319 275 256 281C12 313 325 294 344 338 313 300 300 313 325 344 000 306 325 281 306 281C13 300 275 313 331 313 331 294 281 263 281 325 319 000 294 275 244 294C14 313 331 300 325 325 331 325 300 263 294 294 313 331 000 269 294 306C15 269 288 250 275 269 263 288 281 250 256 250 256 275 281 000 300 275C16 250 275 250 238 244 213 281 281 225 263 269 263 269 288 300 000 281C17 288 306 263 306 288 269 313 294 294 288 288 306 331 350 288 269 000Note the mean of sample gap = (1119899(119899 minus 1))sum119899
119894=1sum119899
119895=1(|119886119901
119894119895minus 119886119901minus1
119894119895|119886119901
119894119895) times 100 = 1795 lt 5 where 119899 is the number of criteria and 119901 is the sample of 16
experts
Table 4 The total-influence matrix T119863and influence givenreceived for dimensions
T119863
1198631
1198632
1198633
1198634
1198635
1198636
119903119894
Dimensions 119903119894
119904119894
119903119894+ 119904119894
119903119894minus 119904119894
1198631
078 080 077 078 076 071 460 Strategy (1198631) 460 476 936 minus016
1198632
079 078 076 077 075 071 457 Feasibility (1198632) 457 480 936 minus023
1198633
079 079 075 077 075 071 455 Impact on customers (1198633) 455 461 916 minus005
1198634
084 085 081 080 080 075 485 Impact on finance (1198634) 485 465 949 020
1198635
080 081 077 078 074 072 462 Impact on operations (1198635) 462 454 916 009
1198636
077 077 074 075 074 067 443 Impact on employees (1198636) 443 428 871 016
119904119894
476 480 461 465 454 428
98205 which is greater than 95 (see note in Table 3)There are eight projects that were submitted by the SixSigma team of Corporation J Utilizing the aforementionedsix dimensions and 17 criteria we evaluated the performanceof each project based on the opinions of sixteen knowledge-based experts and the consultants in SPM manufacturingand the Six Sigma technique We evaluated performances ona scale of 1 to 9 with 1 indicating very poor performance(ie 119891minus
119895= 1 is called the worst value) and 9 indicating the
best performance (ie 119891lowast119895= 9 is called the aspiration level)
Then we used the average performance scores of each projectand applied the VIKOR method to obtain the performancesand the gaps to the aspiration levels of the alternativeprojects
Using (2) and (3) the normalized direct-influence matrixand the total-influence of T
119862and T
119863can be easily derived
The INRMwas constructed using the vectors r and s fromthetotal direct-influence matrix T
119863(see Table 4) The sum of
influences given and received on criteria is shown in Table 5In addition the INRMmaps are shown in Figure 3
In Figure 3 we found that six dimensions are influencedby each other such as strategy (119863
1) will be influenced by
impact on customers (1198633) impact on finance (119863
4) and
impact on operations (1198635) feasibility (119863
2) will be influenced
by strategy (1198631) impact on customers (119863
3) impact on
finance (1198634) and impact on employees (119863
6) These influen-
tial relationships will help the Six Sigma team to perform thedecision-making To increase the feasibility of projects thefirst step is to improve their impact on finance In particularthe Six Sigma team can first refer to119863
4in Figure 3 to improve
the contribution of ROI (11986210) for the project For the same
reason the projects need the support of the top managementof strategy (119863
1) but strategy (119863
1) depended on the impact
on finance (1198634) impact on customers (119863
3) and impact on
employees (1198636) In conclusion the managers of Six Sigma
can refer to the INRM to prioritize their improvements to thedimensions and criteria in PS
We used the DANP method to obtain the influentialweights and priorities of the dimensions and criteria inthe empirical case of Corporation J The performances andthe gaps to the aspiration levels of the alternative projectsare shown in Table 6 We found that the priority in globalweights of the first dimension is feasibility (119863
2) followed by
strategy (1198631) impact on finance (119863
4) impact on customers
Mathematical Problems in Engineering 9
00000200
minus0200
0400
0600
0800
1000
1200
23500 24000 24500 25000 25500 26000
D5
D1
D2
D4
D3
D6
ri + si
ri + si
ri + si
ri + si
ri + si
r iminuss i
r iminussi
r iminuss i
r iminuss i
r iminuss i
minus0800minus0600minus0400minus0200
00000200040006000800
24500 25000 25500 26000 26500 27000 27500
(C6)(C4)
(C5)
(C3) (C2)
(C1)
(C15)
(C13)
(C14)
(C11)
10)
(C12)
minus025minus020minus015minus010minus005
Retaining
Improved capability
rate (C16)
(C17)
(2385 minus007)
ri + si
ri + si
r iminuss i
r iminuss i
(25749 101)
Customer satisfaction
New business (C9)
(C7)(27306 minus06)
Customer complain (C8)(2608minus041)
(24691 06)
000005010015020025
860 870 880 890 900 910 920 930 940 950 960
Strategy (D1)(9401 minus0159)
Feasibility (D2)(9412 minus0223)
Impact on consumer (D3)
Impact on finance (D4)
Impact on process (D5)
Impact on employee (D6)
(9198 minus0050)
(8696 0144)(9538 0203)
(9504 0084)
Reduction in cycle time
Upgrade operation
performanceImproved
compliance and controls
000000500100015002000250030003500400
24000 24500 25000 25500 26000 26500 27000 27500 28000
(26339 037)
(27535 013)(24178 031) Technical
feasibility
Available resources
Time schedule
minus0800minus0700minus0600minus0500minus0400minus0300minus0200minus0100
000025600 25800 26000 26200 26400 26600 26800 27000 27200 27400
(27306 minus0589)
(26796 minus053)
(25746 minus072)
ROI (C
Cost reduction
Revenue generation
00000100020003000400050006000700
26400 26600 26800 27000 27200 27400 27600 27800
Meaningful to organization
Critical to quality
Measureable variable
minus1200minus1000minus0800minus0600minus0400minus0200
000002000400
25000 25500 26000 26500 27000 27500
(26464 0586)
(26835 0655)
(27640 0527)
(27156 0230)
(27246 minus0501)(2537 minus1043)
Figure 3 The influential network relation maps
Table 5 The sum of influences given and received on criteria
Criteria 119903119894
119904119894
119903119894+ 119904119894
119903119894minus 119904119894
Meaningful to organization (1198621) 1369 1346 2716 023
Critical to quality (1198622) 1337 1387 2725 minus050
Variable is measurable (1198623) 1216 1321 2537 minus104
Technical feasibility (1198624) 1336 1395 2731 minus059
Resources are available (1198625) 1313 1366 2680 minus053
Time schedule (1198626) 1251 1324 2575 minus073
Customer satisfaction (1198627) 1334 1397 2731 minus063
Customer complaints (1198628) 1284 1325 2608 minus041
New business (1198629) 1268 1201 2469 067
ROI (11986210) 1374 1309 2684 065
Cost reduction (11986211) 1353 1294 2646 059
Profit generation (11986212) 1408 1356 2764 053
Reduction in cycle time (11986213) 1336 1298 2634 037
Upgrade operational performance (11986214) 1383 1370 2753 013
Improved in compliance and controls (11986215) 1225 1193 2418 032
Retaining rate (11986216) 1189 1196 2385 minus007
Improved capability (11986217) 1338 1237 2575 101
(1198633) impact on operations (119863
5) and impact on employees
(1198636) in that order In addition we extended the priority
of the criteria in each dimension from the local weights inTable 6 For instance feasibility (119863
2) is the first priority in
dimensions of global weights when extended to the local
weight dimensions however we know that the technicalfeasibility (119862
4) will be the first priority of feasibility (119863
2) All
of these local and global weights will be helpful in selectingand improving the best alternatives inMCDMproblems withthe VIKOR method
10 Mathematical Problems in Engineering
Table6Th
eperform
ance
andgapof
desired
levelofallalternativep
rojects
Local
weight
Global
weight
Perfo
rmance
Gap
ofdesired
level
1198751
1198752
1198753
1198754
1198755
1198756
1198757
1198758
1198751
1198752
1198753
1198754
1198755
1198756
1198757
1198758
Strategy
(D1)
0172(2)
7031
654
9679
47192
646
2664
86437
6175
0219
(1)
0272
(2)
024
5(1)
020
1(6)
028
2(4)
026
1(4)
028
5(2)
0314
(3)
Meaning
fultoorganizatio
n(1198621)
0332(2)
0057
7875
5750
6875
7125
6563
6688
6250
5750
0125
0361
0236
0208
0271
0257
0306
0361
Criticaltoqu
ality
(1198622)
0342(1)
0059
7313
7313
6875
7500
6625
6750
6500
6813
0188
0188
0236
0167
0264
0250
0278
0243
Varia
bleism
easurable(1198623)
0325(3)
0056
5875
6563
6625
6938
6188
6500
6563
5938
0347
0271
0264
0229
0313
0278
0271
0340
Feasibility
(D2)
0173(1)
646
7638
2670
9695
9647
3670
4642
16212
028
1(3)
029
1(3)
0255
(2)
0227
(4)
028
1(2)
0255
(3)
028
7(3)
0310
(2)
Technicalfeasib
ility(1198624)
0341(1)
0059
6750
6938
6813
7125
6250
6500
6625
6375
0250
0229
0243
0208
0306
0278
0264
0292
Resourcesa
reavailable(1198625)
0334(2)
0058
6813
6125
6563
6750
6250
6625
6438
6313
0243
0319
0271
0250
0306
0264
0285
0299
Times
chedule(1198626)
0324(3)
0056
5813
6063
6750
7000
6938
7000
6188
5938
0354
0326
0250
0222
0229
0222
0313
0340
Impa
cton
custom
ers(D
3)0166(4)
627
1664
56312
670
1646
9628
5666
56616
030
3(4)
026
2(1)
029
9(4)
0255
(2)
028
1(3)
0302
(5)
0259
(1)
026
5(1)
Custo
mer
satisfaction(1198627)
0356(1)
0059
6563
7250
6688
7188
6813
6563
7000
6938
0271
0194
0257
0201
0243
0271
0222
0229
Custo
mer
complaints(1198628)
0337(2)
0056
6438
6875
6313
6938
6250
6250
6688
7063
0285
0236
0299
0229
0306
0306
0257
0215
New
busin
ess(1198629)
0306(3)
0051
5750
5688
5875
5875
6313
600
06250
5750
0361
0368
0347
0347
0299
0333
0306
0361
Impa
cton
finan
ce(D
4)0168(3)
656
26021
629
06377
660
56850
564
3579
4027
1(2)
0331
(4)
030
1(5)
029
1(1)
026
6(1)
0239
(2)
0373
(6)
0356
(5)
ROI(11986210)
0330(2)
0056
6500
6750
600
06188
6625
6313
5625
5938
0278
0250
0333
0313
0264
0299
0375
0340
Costreductio
n(11986211)
0326(3)
0055
6625
5438
6625
6375
6563
7500
5875
5563
0264
0396
0264
0292
0271
0167
0347
0382
Revenu
egeneration(11986212)
0342(1)
0058
6563
5875
6250
6563
6625
6750
5438
5875
0271
0347
0306
0271
0264
0250
0396
0347
Impa
cton
operations
(D5)
0164(5)
6150
588
5642
5690
16225
690
6606
76159
0317
(5)
034
6(5)
028
6(3)
0233
(3)
030
8(5)
0233
(1)
0325
(4)
0316
(4)
Redu
ctionin
cycle
time
(11986213)
0336(2)
0055
6125
5188
6438
6063
5688
6750
5563
6125
0319
0424
0285
0326
0368
0250
0382
0319
Upgrade
operational
perfo
rmance
(11986214)
0354(1)
0058
6250
6500
7000
7500
6875
7625
6875
6875
0306
0278
0222
0167
0236
0153
0236
0236
Improved
compliancea
ndcontrols(11986215)
0309(3)
0051
6063
5938
5750
7125
6063
6250
5688
5375
0326
0340
0361
0208
0326
0306
0368
0403
Impa
cton
employee
(D6)
0154(6)
600
4560
0556
87166
5375
6258
5762
560
30333
(6)
0378
(6)
038
1(6)
020
4(5)
040
3(6)
030
5(6)
0359
(5)
0377
(6)
Retainingrate(11986216)
0491(2)
0076
5750
5250
5250
6563
5375
5750
5063
5063
0361
0417
0417
0271
0403
0361
0438
0438
Improved
capability(11986217)
0508(1)
0079
6250
5938
5875
7750
5375
6750
6438
6125
0306
0340
0347
0139
0403
0250
0285
0319
Totalp
erform
ance
642
3(3)
6191
(6)
636
3(4)
688
0(1)
628
1(5)
6613
(2)
6173
(7)
609
9(8)
Totalgap
028
6(3)
0312
(6)
029
2(4)
0235
(1)
0302
(5)
026
5(2)
0314
(7)
0322
(8)
Notethen
umbersin
the(
)denotes
ther
anks
oflocalw
eightsin
dimensio
nsandcriteria
Mathematical Problems in Engineering 11
In analyzing the empirical case of an SPMmanufacturingcompany using a hybrid MCDM model we successfullyobtained the influential relationship matrix as well as themap of the PS dimensions and criteria in interdependentand feedback problems We also compared the perfor-mance of projects and obtained how to improve the per-formance of dimensions and criteria in reducing the gapsremaining to achieve the aspiration levels We conclude thefollowing(1) Based on the DANP method the global influential
weights and local influential weights of the dimensions andcriteria can be obtained and then by combining DANP withthe VIKOR method the average scores of the projects fromproject 119875
1to project 119875
8 in performance are 6423 6191
6363 6880 6281 6613 6173 and 6099 respectively (seeTable 6) We found that project 119875
4has the best performance
among the eight projects with a score of 688 which meansthat the training and practice of employees (119875
4) are the first
priority for the Six Sigma projects In accordance with thescores of the projects the subsequent priorities are the estab-lishment of a lean production system (119875
6) decision support
(1198751) operational process improvement (119875
3) the upgrading
of supply chain management (1198755) the improvement of the
materialproducts inspection system (1198753) the promotion of
quality function deployment (1198757) and the investment in
inspection equipmentinstruments (1198758)
(2) The traditional PS approach is to rank the projectalternatives and then only select the best of the project Ourproposed model can not only use the best project selectionbut can also analyzewhich gaps in the dimensions and criteriashould be the priorities for improvement From the perspec-tive of the VIKOR method project 119875
4is the first priority of
Six Sigma projects in this SPM case however the gap of 0292in this case should also be reduced to zero (the aspirationlevel no gap) questions regarding how to minimize this gapas much as possible We can propose several improvementstrategies and suggestions for the managers of Six Sigmato promote the projectrsquos performance based on the INRMFor example in Table 6 and Figure 3 the largest gap to theaspiration level in project 119875
4is 0291 (impact on finance119863
4)
next is 0255 (impact on customers 1198633) then 0233 (impact
on operations 1198635) 0227 (feasibility 119863
2) 0204 (impact on
employees 1198636) and 0201 (strategy 119863
1) This information
can assist managers in improving the project performanceof Six Sigma to reduce the gaps in question and achieve theaspiration level quickly and directly
5 Conclusion
PS is one of the most critical and challenging activitiesfaced by companiesand selecting the right project in SixSigma is a major factor in its early success and long-termacceptance within any organization Based on the definitionof a project the objectives must be clear succinct achievablerealistic and measurable with a high probability of successWe developed dimensions and criteria that align with thestrategy of a SPM manufacturing company to evaluate andselect Six Sigma projects
We present a hybrid MCDM model combining theinfluential weights of DANP with the VIKOR method for anempirical case in the SPM industry to integrate each criterionperformance into each dimension and overall performanceSo a DANP model can overcome the problems of interde-pendence and feedback among dimensions and criteria in thereal world Based on the global and local influential weights ofDANP and combined with VIKORrsquos calculation (see Table 6)mangers can make decisions which take into account theintegration of performances and the improvement of the gapsto the aspiration level of each dimension In this case studywe not only designated the prioritization of the projects inthe order of training and practice of employees (P4) rarrestablish lean production system (P6) rarr decision support(P1) rarr operational process improvement (P3) rarr upgradesupply chain management (P5) rarr improve material andproducts inspection system (P2) rarr promote quality func-tion deployment (P7) and invest in inspection equipment andinstrument (P8) but we also determined how to improve thegaps to achieve the aspiration level of performance in eachproject from low value to high value
To reduce the gaps and achieve the aspiration level (zerogaps) in the best or most suitable areas other methodssuch as the dominance-based rough set approach (DRSA)and PROMETHEE III should be addressed in the futurestudies In order to deal with uncertainty or fuzziness in thedecision making process a fuzzy-ANP can be considered inour proposed model
Appendix
Liou and Tzeng [40] found that the traditional MCDMignored some important new concepts and trends (someassumptions limitdefects) for solving actual problems inthe real world First the traditional model assumes thatthe criteria are independent and hierarchical in structurehowever criteria are often interdependent in real-worldproblems because ldquoStatistics and Economics are unrealisticin the real worldrdquo DEMATEL technique can be used tofind the influence matrix and build an INRM for solvingthis problem Second the relative good solution from theexisting alternatives is replaced by the aspiration levels NoteHerbert A Simon in his lecture given in Stockholm uponreceiving the Nobel Prize in Economics 1978 the Scottishword ldquosatisficingrdquo (=satisfying) has been revived to denoteproblem solving and decision making that sets an aspirationlevel searches until an alternative is found that is satisfactoryby the aspiration level criterion and selects that alternative[41] In this research if 119891lowast
119895is the aspiration level and 119891minus
119895
is the worst value we use the performance scores from0 to 10 (very dissatisfaction larr 0 1 2 9 10 rarr verysatisfaction) in questionnaires so the aspiration level canbe set at 10 score (ie 119891lowast
119895= 10) and the worst value at
zero score (ie 119891minus119895= 0) this approach can avoid ldquoChoose
the best among inferiorchoicesalternativesrdquo that is avoidldquoPick the best apple among a barrel of rotten applesrdquo Thirdthe trends have shifted from how to carry out the ldquorankingrdquoor ldquoselectionrdquo of the most preferable alternatives to how to
12 Mathematical Problems in Engineering
ldquoimproverdquo their performances based on INRM because ldquoweneed a systematic approach to problem-solving instead ofaddressing the systems of the problem we need to identifythe sources of the problem [42]rdquoThese ideas and concepts canoffer major contributions in this type of research problem
Conflict of Interests
The authors declare that they have no conflict of interests
Acknowledgments
The authors gratefully acknowledge assistant editor and tworeviewers of this paper who helped clarify and improve thispresentation
References
[1] J Antony and R Banuelas ldquoKey ingredients for the effectiveimplementation of six sigma programrdquo Measuring BusinessExcellence vol 6 no 4 pp 20ndash27 2002
[2] J Antony ldquoSome pros and cons of six sigma an academicperspectiverdquo The TQM Magazine vol 16 no 4 pp 303ndash3062004
[3] R D Snee ldquoSix sigma the evolution of 100 years of businessimprovement methodologyrdquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 1 pp 4ndash20 2004
[4] A Y T Szeto and A H C Tsang ldquoAntecedents to successfulimplementation of six sigmardquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 3 pp 307ndash322 2005
[5] Y H Kwak and F T Anbari ldquoBenefits obstacles and future ofsix sigma approachrdquo Technovation vol 26 no 5-6 pp 708ndash7152006
[6] P S Pande R P Neuman and R R Cavanagh The Six SigmaWay McGraw-Hill New York NY USA 2000
[7] R Banuelas C Tennant I Tuersley and S Tang ldquoSelection ofsix sigma projects in the UKrdquo The TQM Magazine vol 18 no5 pp 514ndash527 2006
[8] J D Kendrick and D Saaty ldquoUse analytic hierarchy process forproject selectionrdquo Six Sigma Forum Magazine vol 6 no 4 pp22ndash29 2007
[9] U D Kumar H Saranga J E Ramırez-Marquez and DNowicki ldquoSix sigma project selection using data envelopmentanalysisrdquoThe TQMMagazine vol 19 no 5 pp 419ndash441 2007
[10] G Hu L Wang S Fetch and B Bidanda ldquoA multi-objectivemodel for project portfolio selection to implement lean and sixsigma conceptsrdquo International Journal of Production Researchvol 46 no 23 pp 6611ndash6625 2008
[11] C Kahraman and G Buyukozkan ldquoA combined fuzzy AHPand fuzzy goal programming approach for effective six-sigmaproject selectionrdquo Journal of Multiple-Valued Logic and SoftComputing vol 14 no 6 pp 599ndash615 2008
[12] T Yang and C-H Hsieh ldquoSix-Sigma project selection usingnational quality award criteria and Delphi fuzzy multiple crite-ria decision-makingmethodrdquo Expert Systems with Applicationsvol 36 no 4 pp 7594ndash7603 2009
[13] G Buyukozkan and D Ozturkcan ldquoAn integrated analyticapproach for six sigma project selectionrdquo Expert Systems withApplications vol 37 no 8 pp 5835ndash5847 2010
[14] S Percin and C Kahraman ldquoAn integrated fuzzy multi-criteriadecision-making approach for six sigma project selectionrdquoInternational Journal of Computational Intelligence Systems vol3 no 5 pp 610ndash621 2010
[15] M Tkac and S Lyocsa ldquoOn the evaluation of six sigma projectsrdquoQuality and Reliability Engineering International vol 26 no 1pp 115ndash124 2010
[16] S Vinodh S G Gautham R Anesh Ramiya and DRajanayagam ldquoApplication of fuzzy analytic network processfor agile concept selection in a manufacturing organisationrdquoInternational Journal of Production Research vol 48 no 24 pp7243ndash7264 2010
[17] S Boran H R Yazgan and K Goztepe ldquoA fuzzy ANP-basedapproach for prioritising projects a six sigma case studyrdquoInternational Journal of Six Sigma and Competitive Advantagevol 6 no 3 pp 133ndash155 2011
[18] R K Padhy and S Sahu ldquoA real option based six sigma projectevaluation and selectionmodelrdquo International Journal of ProjectManagement vol 29 no 8 pp 1091ndash1102 2011
[19] A Saghaei and H Didehkhani ldquoDeveloping an integratedmodel for the evaluation and selection of six sigma projectsbased on ANFIS and fuzzy goal programmingrdquo Expert Systemswith Applications vol 38 no 1 pp 721ndash728 2011
[20] M Kumar J Antony and B R Cho ldquoProject selection andits impact on the successful deployment of six sigmardquo BusinessProcess Management Journal vol 15 no 5 pp 669ndash686 2009
[21] J Antony and C Fergusson ldquoSix sigma in the software industryresults from a pilot studyrdquoManagerial Auditing Journal vol 19no 8 pp 1025ndash1032 2004
[22] J Van den Heuvel R J M M Does A J J C Bogers andM Berg ldquoImplementing six sigma in the Netherlandsrdquo JointCommission Journal on Quality and Patient Safety vol 32 no7 pp 393ndash399 2006
[23] E Fontela and A Gabus ldquoThe DEMATEL observerdquo BattelleInstitute Geneva Switzerland 1976
[24] T L SaatyDecisionMaking with Dependence and FeedbackTheAnalytic Network Process RWS Pittsburgh Pa USA 1996
[25] S Opricovic and G-H Tzeng ldquoMulticriteria planning of post-earthquake sustainable reconstructionrdquo Computer-Aided Civiland Infrastructure Engineering vol 17 no 3 pp 211ndash220 2002
[26] T L Saaty ldquoRank from comparisons and from ratings inthe analytic hierarchynetwork processesrdquo European Journal ofOperational Research vol 168 no 2 pp 557ndash570 2006
[27] C-Y Huang J Z Shyu and G-H Tzeng ldquoReconfiguring theinnovation policy portfolios for Taiwanrsquos SIP mall industryrdquoTechnovation vol 27 no 12 pp 744ndash765 2007
[28] F Jin P Liu and X Zhang ldquoThe evaluation study of humanresources based on intuitionistic fuzzy set andTOPSISmethodrdquoJournal of Information and Computational Science vol 4 no 3pp 1023ndash1028 2007
[29] J J H Liou G-H Tzeng and H-C Chang ldquoAirline safetymeasurement using a hybrid modelrdquo Journal of Air TransportManagement vol 13 no 4 pp 243ndash249 2007
[30] G-H Tzeng C-H Chiang and C-W Li ldquoEvaluating inter-twined effects in e-learning programs a novel hybrid MCDMmodel based on factor analysis and DEMATELrdquo Expert Systemswith Applications vol 32 no 4 pp 1028ndash1044 2007
[31] J J H Liou L Yen and G-H Tzeng ldquoBuilding an effectivesafety management system for airlinesrdquo Journal of Air TransportManagement vol 14 no 1 pp 20ndash26 2008
Mathematical Problems in Engineering 13
[32] W-S Lee G-H Tzeng J-L Guan K-T Chien and J-MHuang ldquoCombined MCDM techniques for exploring stockselection based on Gordon modelrdquo Expert Systems with Appli-cations vol 36 no 3 part 2 pp 6421ndash6430 2009
[33] L Pei-de ldquoAnovelmethod for hybridmultiple attribute decisionmakingrdquo Knowledge-Based Systems vol 22 no 5 pp 388ndash3912009
[34] J J H Liou C-Y Tsai R-H Lin and G-H Tzeng ldquoA mod-ified VIKOR multiple-criteria decision method for improvingdomestic airlines service qualityrdquo Journal of Air TransportManagement vol 17 no 2 pp 57ndash61 2011
[35] P Liu and X Zhang ldquoResearch on the supplier selection of asupply chain based on entropyweight and improved ELECTRE-III methodrdquo International Journal of Production Research vol49 no 3 pp 637ndash646 2011
[36] C-H Hsu F-K Wang and G-H Tzeng ldquoThe best vendorselection for conducting the recycledmaterial based on a hybridMCDM model combining DANP with VIKORrdquo ResourcesConservation and Recycling vol 66 no 1 pp 95ndash111 2012
[37] C-H Liu G-H Tzeng and M-H Lee ldquoImproving tourismpolicy implementationmdashthe use of hybrid MCDM modelsrdquoTourism Management vol 33 no 2 pp 239ndash488 2012
[38] P Liu and X Wu ldquoA competency evaluation method ofhuman resources managers based on multi-granularity linguis-tic variables and VIKOR methodrdquo Technological and EconomicDevelopment of Economy vol 18 no 4 pp 696ndash710 2012
[39] S Opricovic and G-H Tzeng ldquoCompromise solution byMCDM methods a comparative analysis of VIKOR and TOP-SISrdquo European Journal of Operational Research vol 156 no 2pp 445ndash455 2004
[40] J H Liou and G H Tzeng ldquoComments on multiple cri-teria decision making (MCDM) methods in economics anoverviewrdquo Technological and Economic Development of Econ-omy vol 18 no 4 pp 672ndash695 2012
[41] H A Simon ldquoA behavioral model of rational choicerdquo TheQuarterly Journal of Economics vol 69 no 1 pp 99ndash118 1955
[42] J H Liou ldquoNew concepts and trends ofMCDMfor tomorrowmdashin honor of professor Gwo-Hshiung Tzeng on the occasion ofhis 70th birthdayrdquo Technological and Economic Development ofEconomy vol 19 no 2 pp 367ndash375 2013
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 5
Criteria questionnaire
Solve T and INRM
Brain storming and Experts opinion
DEMATEL
Solve the influential weights
of DANP
Solve projects rankingimprove and make
strategies
VIKOR based on INRM
Performance questionnaire
Tc
TD
W
DANP
limgrarrinfin (W120572
W120572
)g
998400
Figure 2 The process of a hybrid MCDMmodel combining DANP and VIKOR
guaranteed Thus the total-influence matrix T is derivedby
T = X + X2 + sdot sdot sdot + Xℎ = X(I minus X)minus1 (3)
where limℎrarr0
Xℎ = [0]119899times119899
and I denotes the identity matrixThe sum of the rows and the sum of the columns of T are
expressed separately as vector r and vector s That is we have
r = [119903119894]119899times1= [
[
119899
sum119895=1
119905119894119895]
]119899times1
s = [119904119895]119899times1= [
119899
sum119894=1
119905119894119895]
1015840
1times119899
(4)
where the superscript 1015840 denotes the transpose Also 119903119894shows
the sum of the direct and indirect effects of criteria 119894 on the
other criteria and 119904119895shows the sum of the direct and indirect
effects that criteria 119895 has received from the other criteriaFurthermore (119903
119894+ 119904119894) shows the degree that the criteria 119894
plays in the problem and the difference (119903119894minus119904119894) shows the net
effect that criteria 119894 contributes to the problem If (119903119894minus 119904119894) is
positive then criteria 119894 is affecting other criteria and if (119903119894minus119904119894)
is negative then criteria 119894 is being influenced by other criteriaThese results are used to generate the INRM The INRM canprovide ideas for improvement
32 Phase II The five steps of DANP influential weights aredescribed as follows
Step 1 Find the normalized matrix T120572119888by using dimen-
sions After normalizing the total-influence matrix T119888by
dimensions we can obtain a new normalized matrix T120572119888by
dimensions and is given by
T120572119888=
1198631
119863119895
119863119899
11988811sdot sdot sdot 11988811198981
1198881198951sdot sdot sdot 119888119895119898119895sdot sdot sdot 119888
1198991sdot sdot sdot 119888119899119898119899
1198631
11988811
11988812
11988811198981
119863119894
1198881198941
1198881198942
119888119894119898119894
119863119899
1198881198991
1198881198992
119888119899119898119899
[[[[[[[[[[[[[[[[[[[[[[[[[[[
[
T12057211119888
sdot sdot sdot T1205721119895119888
sdot sdot sdot T1205721119899119888
T1205721198941119888
sdot sdot sdot T120572119894119895119888
sdot sdot sdot T120572119894119899119888
T1205721198991119888
sdot sdot sdot T120572119899119895119888
sdot sdot sdot T120572119899119899119888
]]]]]]]]]]]]]]]]]]]]]]]]]]]
]
(5)
6 Mathematical Problems in Engineering
For instance the normalization T12057211119888
is shown as (5) and(6)
Consider the following
11988911
119888119894=
1198981
sum119895=1
11990511
119888119894119895 119894 = 1 2 119898
1 (6)
T12057211119888=
[[[[[[[[[[[[[[[[[
[
11990511
11988811
119889111198881
sdot sdot sdot119905111198881119895
119889111198881
sdot sdot sdot1199051111988811198981
119889111198881
119905111198881198941
11988911119888119894
sdot sdot sdot11990511119888119894119895
11988911119888119894
sdot sdot sdot119905111198881198941198981
11988911119888119894
1199051111988811989811
119889111198881198981
sdot sdot sdot119905111198881198981119895
119889111198881198981
sdot sdot sdot1199051111988811989811198981
119889111198881198981
]]]]]]]]]]]]]]]]]
]
=
[[[[[[[[[
[
11990512057211
11988811sdot sdot sdot 119905120572111198881119895
sdot sdot sdot 1199051205721111988811198981
119905120572111198881198941
sdot sdot sdot 11990512057211119888119894119895
sdot sdot sdot 119905120572111198881198941198981
1199051205721111988811989811sdot sdot sdot 119905120572111198881198981119895sdot sdot sdot 1199051205721111988811989811198981
]]]]]]]]]
]
(7)
Step 2 Find the unweighted supermatrix W Let the total-influencematrixmatch and be filled into the interdependencedimensions It is based on transposing the normalized influ-ence matrix T120572
119888by using dimensions that isW = (T120572
119888)1015840 and
is derived by
W = (T120572119888)1015840
=
1198631
119863119894
119863119899
11988811sdot sdot sdot 11988811198981
1198881198941sdot sdot sdot 119888119894119898119894
sdot sdot sdot 1198881198991 sdot sdot sdot 119888119899119898119899
1198631
11988811
11988812
11988811198981
119863119895
1198881198951
1198881198952
119888119895119898119894
119863119899
1198881198991
1198881198992
119888119899119898119899
[[[[[[[[[[[[[[[[[[[[[[[
[
W11 sdot sdot sdot W1198941 sdot sdot sdot W1198991
W1119895 sdot sdot sdot W119894119895 sdot sdot sdot W119899119895
W1119899 sdot sdot sdot W119894119899 sdot sdot sdot W119899119899
]]]]]]]]]]]]]]]]]]]]]]]
]
(8)
Step 3 Obtain the normalized supermatrix T120572119863by dimen-
sions Total-influencematrix T119863is obtained by
T119863=
[[[[[[[[[[[
[
11990511
119863sdot sdot sdot 1199051119895
119863sdot sdot sdot 1199051119899119863
1199051198941119863sdot sdot sdot 119905119894119895
119863sdot sdot sdot 119905119894119899119863
1199051198991119863sdot sdot sdot 119905119899119895
119863sdot sdot sdot 119905119899119899119863
]]]]]]]]]]]
]
(9)
Each column of total-influence matrix T119863
by dimensionscan be summed for normalization Then we normalize
the total-influence matrix T119863
and obtain a new normal-ized matrix T120572
119863 A new normalized matrix T120572
119863is derived
by
T120572119863=
[[[[[[[[[[[[[[[[[
[
11990511
119863
1198891
sdot sdot sdot1199051119895
119863
1198891
sdot sdot sdot1199051119899119863
1198891
1199051198941119863
119889119894
sdot sdot sdot119905119894119895
119863
119889119894
sdot sdot sdot119905119894119899119863
119889119894
1199051198991119863
119889119899
sdot sdot sdot119905119899119895
119863
119889119899
sdot sdot sdot119905119899119899119863
119889119899
]]]]]]]]]]]]]]]]]
]
Mathematical Problems in Engineering 7
=
[[[[[[[[
[
11990512057211
119863sdot sdot sdot 1199051205721119895
119863sdot sdot sdot 1199051205721119899119863
1199051205721198941
119863sdot sdot sdot 119905120572119894119895
119863sdot sdot sdot 119905120572119894119899119863
1199051205721198991119863
sdot sdot sdot 119905120572119899119895
119863sdot sdot sdot 119905120572119899119899119863
]]]]]]]]
]
(10)
where 119905120572119894119895119863= 119905119894119895
119863119889119894and 119889
119894= sum119899
119895=1119905119894119895
119863
Step 4 Calculate the weighted supermatrix The weightedsupermatrixW120572 is derived by
W120572 = T120572119863W
=
[[[[[[[[
[
11990512057211
119863timesW11 sdot sdot sdot 1199051205721198941
119863timesW1198941 sdot sdot sdot 1199051205721198991
119863timesW1198991
1199051205721119895
119863timesW1119895 sdot sdot sdot 119905120572119894119895
119863timesW119894119895 sdot sdot sdot 119905120572119899119895
119863timesW119899119895
1199051205721119899
119863timesW1119899 sdot sdot sdot 119905120572119894119899
119863timesW119894119899 sdot sdot sdot 119905120572119899119899
119863timesW119899119899
]]]]]]]]
]
(11)
Step 5 Limit the weighted supermatrix by raising it to a suf-ficiently large power 119896 until the supermatrix has convergedand become a long-term stable supermatrix to obtain theglobal vector weights called the DANP influential weightssuch that lim
119892rarrinfin(W120572)119892 where 119892 represents any number of
powers when 119892 rarr infin
33 Phase III Thedevelopment of the VIKORmethod beganwith the following form of 119871
119901metric
119871119901
119896=
119899
sum119895=1
[
[
119908119895(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816)
]
]
119901
1119901
(12)
where 119891119896119895is the performance score of the 119895th criterion on 119896th
alternative 119908119895is the influential weight of the 119895th criterion
from DANP and 119899 is the number of criteria and 1 le 119901 le infin[39] Two measures 119871119901=1
119896(as 119878119896for minimal average gap or
degree of regret) and 119871119901=infin119896
(as 119876119896for priority improvement)
are established as
119878119896= 119871119901=1
119896=
119899
sum119895=1
[
[
119908119895(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816)
]
]
119876119896= 119871119901=infin
119896= max119895
(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816)| 119895 = 1 2 119899
(13)
The compromise solution min119896119871119901
119896shows the synthesized
gap to beminimized which will be selected or improved suchthat its gap values in each criterion and dimension will beimproved for the closest to the aspiration level RegardingINRM the group utility is emphasized when 119901 is small (suchas 119901 = 1) in contrast if 119901 grows toward infinity the indi-vidual maximal gaps attain greater importance for priority
improvement in each dimension or criterion Consequentlymin119896119878119896stresses themaximumgrouputility howevermin
119896119876119896
focuses on selecting the minimal value from the maximumindividual gaps for priority improvement
The VIKOR method in this study has four steps
Step 1 Obtain an aspireddesired and tolerable level Wecalculated the best 119891lowast
119895values (the aspiration level) and the
worst 119891minus119895values (the tolerable level) of all criterion functions
119895 = 1 2 119899 In traditional approachwe suppose that the 119895thfunction denotes benefits 119891lowast
119895= max
119896119891119896119895and 119891minus
119895= min
119896119891119896119895
but in this research we use the performance scores from 1 to 9(very poorlarr1 2 8 9rarr the best) in questionnaires (seethe appendix) so the aspiration level can be set at 9 scoreand the worst value at 1 score Therefore in this researchwe set 119891lowast
119895= 9 as the aspiration level and 119891minus
119895= 1 as
the worst value which differs from traditional approachThis approach can avoid ldquochoose the best among inferiorchoicesoptionsalternatives (ie avoid pick the best appleamong a barrel of rotten apples)rdquo Furthermore an originalrating matrix can be converted into the following matrix
119903119896119895=(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816) (14)
Step 2 Calculate the mean of group utility and maximalregret The values can be computed by 119878
119896= sum119899
119895=1119908119895119903119896119895(the
synthesized gap for all of the criteria) and 119876119896= max
119895119903119896119895|
119895 = 1 2 119899 (the maximal gap in criterion 119896 for priorityimprovement) respectively
Step 3 Rank or improve the alternatives for a compromisesolutionWe order the alternatives from the calculated valueswhich are obtained as
119877119896=V (119878119896minus 119878lowast)
(119878minus minus 119878lowast)+(1 minus V) (119876
119896minus 119876lowast)
(119876minus minus 119876lowast) forall119896 = 1 2 119898
(15)
where 119878lowast = min119894119878119894or 119878lowast = 0 (when all of the criteria have
been achieved to the aspiration level) 119878minus = max119894119878119894or 119878minus = 1
(in the worst case) 119876lowast = min119894119876119894or can be set as 119876lowast = 0
119876minus = max119894119876119894or 119876minus = 1 and V is presented as the weight of
the strategy of themaximum group utility Conversely 1minusV isthe weight of individual regret When 119878lowast = 0 119878minus = 1119876lowast = 0and 119876minus = 1 we can rewrite (15) as
119877119896= V119878119896+ (1 minus V) 119876
119896 (16)
Step 4 Decreasing order of the values of 119878119896 119876119896 and 119877
119896
then we can use them for a compromise solution for allalternatives
4 Results and Discussions
The significant confidence of the 16 expertsrsquo group consensusin the questionnaires the mean of sample gap equals only1795 that is the significant confidence is obtained as
8 Mathematical Problems in Engineering
Table 3 The initial influence matrix A for criteria
Criteria 1198621
1198622
1198623
1198624
1198625
1198626
1198627
1198628
1198629
11986210
11986211
11986212
11986213
11986214
11986215
11986216
11986217
C1 000 338 300 313 331 306 319 313 294 300 306 306 300 325 256 263 288C2 325 000 300 319 313 313 356 344 256 281 269 300 269 306 256 250 281C3 281 306 000 288 281 281 281 256 238 269 269 275 294 300 231 213 219C4 288 325 319 000 300 306 306 288 275 331 288 325 313 331 244 219 269C5 300 306 294 319 000 313 288 275 244 306 313 313 300 313 238 269 256C6 263 288 300 300 288 000 306 275 206 269 294 288 300 306 231 250 250C7 338 338 300 319 306 306 000 338 281 294 263 306 238 281 269 294 263C8 331 356 294 313 288 288 344 000 250 263 244 269 238 250 275 281 263C9 319 256 269 319 313 256 319 256 000 313 263 313 238 263 269 244 269C10 294 306 319 325 338 281 325 294 300 000 300 325 319 331 256 269 294C11 300 300 306 319 313 306 319 313 281 300 000 331 275 319 275 256 281C12 313 325 294 344 338 313 300 300 313 325 344 000 306 325 281 306 281C13 300 275 313 331 313 331 294 281 263 281 325 319 000 294 275 244 294C14 313 331 300 325 325 331 325 300 263 294 294 313 331 000 269 294 306C15 269 288 250 275 269 263 288 281 250 256 250 256 275 281 000 300 275C16 250 275 250 238 244 213 281 281 225 263 269 263 269 288 300 000 281C17 288 306 263 306 288 269 313 294 294 288 288 306 331 350 288 269 000Note the mean of sample gap = (1119899(119899 minus 1))sum119899
119894=1sum119899
119895=1(|119886119901
119894119895minus 119886119901minus1
119894119895|119886119901
119894119895) times 100 = 1795 lt 5 where 119899 is the number of criteria and 119901 is the sample of 16
experts
Table 4 The total-influence matrix T119863and influence givenreceived for dimensions
T119863
1198631
1198632
1198633
1198634
1198635
1198636
119903119894
Dimensions 119903119894
119904119894
119903119894+ 119904119894
119903119894minus 119904119894
1198631
078 080 077 078 076 071 460 Strategy (1198631) 460 476 936 minus016
1198632
079 078 076 077 075 071 457 Feasibility (1198632) 457 480 936 minus023
1198633
079 079 075 077 075 071 455 Impact on customers (1198633) 455 461 916 minus005
1198634
084 085 081 080 080 075 485 Impact on finance (1198634) 485 465 949 020
1198635
080 081 077 078 074 072 462 Impact on operations (1198635) 462 454 916 009
1198636
077 077 074 075 074 067 443 Impact on employees (1198636) 443 428 871 016
119904119894
476 480 461 465 454 428
98205 which is greater than 95 (see note in Table 3)There are eight projects that were submitted by the SixSigma team of Corporation J Utilizing the aforementionedsix dimensions and 17 criteria we evaluated the performanceof each project based on the opinions of sixteen knowledge-based experts and the consultants in SPM manufacturingand the Six Sigma technique We evaluated performances ona scale of 1 to 9 with 1 indicating very poor performance(ie 119891minus
119895= 1 is called the worst value) and 9 indicating the
best performance (ie 119891lowast119895= 9 is called the aspiration level)
Then we used the average performance scores of each projectand applied the VIKOR method to obtain the performancesand the gaps to the aspiration levels of the alternativeprojects
Using (2) and (3) the normalized direct-influence matrixand the total-influence of T
119862and T
119863can be easily derived
The INRMwas constructed using the vectors r and s fromthetotal direct-influence matrix T
119863(see Table 4) The sum of
influences given and received on criteria is shown in Table 5In addition the INRMmaps are shown in Figure 3
In Figure 3 we found that six dimensions are influencedby each other such as strategy (119863
1) will be influenced by
impact on customers (1198633) impact on finance (119863
4) and
impact on operations (1198635) feasibility (119863
2) will be influenced
by strategy (1198631) impact on customers (119863
3) impact on
finance (1198634) and impact on employees (119863
6) These influen-
tial relationships will help the Six Sigma team to perform thedecision-making To increase the feasibility of projects thefirst step is to improve their impact on finance In particularthe Six Sigma team can first refer to119863
4in Figure 3 to improve
the contribution of ROI (11986210) for the project For the same
reason the projects need the support of the top managementof strategy (119863
1) but strategy (119863
1) depended on the impact
on finance (1198634) impact on customers (119863
3) and impact on
employees (1198636) In conclusion the managers of Six Sigma
can refer to the INRM to prioritize their improvements to thedimensions and criteria in PS
We used the DANP method to obtain the influentialweights and priorities of the dimensions and criteria inthe empirical case of Corporation J The performances andthe gaps to the aspiration levels of the alternative projectsare shown in Table 6 We found that the priority in globalweights of the first dimension is feasibility (119863
2) followed by
strategy (1198631) impact on finance (119863
4) impact on customers
Mathematical Problems in Engineering 9
00000200
minus0200
0400
0600
0800
1000
1200
23500 24000 24500 25000 25500 26000
D5
D1
D2
D4
D3
D6
ri + si
ri + si
ri + si
ri + si
ri + si
r iminuss i
r iminussi
r iminuss i
r iminuss i
r iminuss i
minus0800minus0600minus0400minus0200
00000200040006000800
24500 25000 25500 26000 26500 27000 27500
(C6)(C4)
(C5)
(C3) (C2)
(C1)
(C15)
(C13)
(C14)
(C11)
10)
(C12)
minus025minus020minus015minus010minus005
Retaining
Improved capability
rate (C16)
(C17)
(2385 minus007)
ri + si
ri + si
r iminuss i
r iminuss i
(25749 101)
Customer satisfaction
New business (C9)
(C7)(27306 minus06)
Customer complain (C8)(2608minus041)
(24691 06)
000005010015020025
860 870 880 890 900 910 920 930 940 950 960
Strategy (D1)(9401 minus0159)
Feasibility (D2)(9412 minus0223)
Impact on consumer (D3)
Impact on finance (D4)
Impact on process (D5)
Impact on employee (D6)
(9198 minus0050)
(8696 0144)(9538 0203)
(9504 0084)
Reduction in cycle time
Upgrade operation
performanceImproved
compliance and controls
000000500100015002000250030003500400
24000 24500 25000 25500 26000 26500 27000 27500 28000
(26339 037)
(27535 013)(24178 031) Technical
feasibility
Available resources
Time schedule
minus0800minus0700minus0600minus0500minus0400minus0300minus0200minus0100
000025600 25800 26000 26200 26400 26600 26800 27000 27200 27400
(27306 minus0589)
(26796 minus053)
(25746 minus072)
ROI (C
Cost reduction
Revenue generation
00000100020003000400050006000700
26400 26600 26800 27000 27200 27400 27600 27800
Meaningful to organization
Critical to quality
Measureable variable
minus1200minus1000minus0800minus0600minus0400minus0200
000002000400
25000 25500 26000 26500 27000 27500
(26464 0586)
(26835 0655)
(27640 0527)
(27156 0230)
(27246 minus0501)(2537 minus1043)
Figure 3 The influential network relation maps
Table 5 The sum of influences given and received on criteria
Criteria 119903119894
119904119894
119903119894+ 119904119894
119903119894minus 119904119894
Meaningful to organization (1198621) 1369 1346 2716 023
Critical to quality (1198622) 1337 1387 2725 minus050
Variable is measurable (1198623) 1216 1321 2537 minus104
Technical feasibility (1198624) 1336 1395 2731 minus059
Resources are available (1198625) 1313 1366 2680 minus053
Time schedule (1198626) 1251 1324 2575 minus073
Customer satisfaction (1198627) 1334 1397 2731 minus063
Customer complaints (1198628) 1284 1325 2608 minus041
New business (1198629) 1268 1201 2469 067
ROI (11986210) 1374 1309 2684 065
Cost reduction (11986211) 1353 1294 2646 059
Profit generation (11986212) 1408 1356 2764 053
Reduction in cycle time (11986213) 1336 1298 2634 037
Upgrade operational performance (11986214) 1383 1370 2753 013
Improved in compliance and controls (11986215) 1225 1193 2418 032
Retaining rate (11986216) 1189 1196 2385 minus007
Improved capability (11986217) 1338 1237 2575 101
(1198633) impact on operations (119863
5) and impact on employees
(1198636) in that order In addition we extended the priority
of the criteria in each dimension from the local weights inTable 6 For instance feasibility (119863
2) is the first priority in
dimensions of global weights when extended to the local
weight dimensions however we know that the technicalfeasibility (119862
4) will be the first priority of feasibility (119863
2) All
of these local and global weights will be helpful in selectingand improving the best alternatives inMCDMproblems withthe VIKOR method
10 Mathematical Problems in Engineering
Table6Th
eperform
ance
andgapof
desired
levelofallalternativep
rojects
Local
weight
Global
weight
Perfo
rmance
Gap
ofdesired
level
1198751
1198752
1198753
1198754
1198755
1198756
1198757
1198758
1198751
1198752
1198753
1198754
1198755
1198756
1198757
1198758
Strategy
(D1)
0172(2)
7031
654
9679
47192
646
2664
86437
6175
0219
(1)
0272
(2)
024
5(1)
020
1(6)
028
2(4)
026
1(4)
028
5(2)
0314
(3)
Meaning
fultoorganizatio
n(1198621)
0332(2)
0057
7875
5750
6875
7125
6563
6688
6250
5750
0125
0361
0236
0208
0271
0257
0306
0361
Criticaltoqu
ality
(1198622)
0342(1)
0059
7313
7313
6875
7500
6625
6750
6500
6813
0188
0188
0236
0167
0264
0250
0278
0243
Varia
bleism
easurable(1198623)
0325(3)
0056
5875
6563
6625
6938
6188
6500
6563
5938
0347
0271
0264
0229
0313
0278
0271
0340
Feasibility
(D2)
0173(1)
646
7638
2670
9695
9647
3670
4642
16212
028
1(3)
029
1(3)
0255
(2)
0227
(4)
028
1(2)
0255
(3)
028
7(3)
0310
(2)
Technicalfeasib
ility(1198624)
0341(1)
0059
6750
6938
6813
7125
6250
6500
6625
6375
0250
0229
0243
0208
0306
0278
0264
0292
Resourcesa
reavailable(1198625)
0334(2)
0058
6813
6125
6563
6750
6250
6625
6438
6313
0243
0319
0271
0250
0306
0264
0285
0299
Times
chedule(1198626)
0324(3)
0056
5813
6063
6750
7000
6938
7000
6188
5938
0354
0326
0250
0222
0229
0222
0313
0340
Impa
cton
custom
ers(D
3)0166(4)
627
1664
56312
670
1646
9628
5666
56616
030
3(4)
026
2(1)
029
9(4)
0255
(2)
028
1(3)
0302
(5)
0259
(1)
026
5(1)
Custo
mer
satisfaction(1198627)
0356(1)
0059
6563
7250
6688
7188
6813
6563
7000
6938
0271
0194
0257
0201
0243
0271
0222
0229
Custo
mer
complaints(1198628)
0337(2)
0056
6438
6875
6313
6938
6250
6250
6688
7063
0285
0236
0299
0229
0306
0306
0257
0215
New
busin
ess(1198629)
0306(3)
0051
5750
5688
5875
5875
6313
600
06250
5750
0361
0368
0347
0347
0299
0333
0306
0361
Impa
cton
finan
ce(D
4)0168(3)
656
26021
629
06377
660
56850
564
3579
4027
1(2)
0331
(4)
030
1(5)
029
1(1)
026
6(1)
0239
(2)
0373
(6)
0356
(5)
ROI(11986210)
0330(2)
0056
6500
6750
600
06188
6625
6313
5625
5938
0278
0250
0333
0313
0264
0299
0375
0340
Costreductio
n(11986211)
0326(3)
0055
6625
5438
6625
6375
6563
7500
5875
5563
0264
0396
0264
0292
0271
0167
0347
0382
Revenu
egeneration(11986212)
0342(1)
0058
6563
5875
6250
6563
6625
6750
5438
5875
0271
0347
0306
0271
0264
0250
0396
0347
Impa
cton
operations
(D5)
0164(5)
6150
588
5642
5690
16225
690
6606
76159
0317
(5)
034
6(5)
028
6(3)
0233
(3)
030
8(5)
0233
(1)
0325
(4)
0316
(4)
Redu
ctionin
cycle
time
(11986213)
0336(2)
0055
6125
5188
6438
6063
5688
6750
5563
6125
0319
0424
0285
0326
0368
0250
0382
0319
Upgrade
operational
perfo
rmance
(11986214)
0354(1)
0058
6250
6500
7000
7500
6875
7625
6875
6875
0306
0278
0222
0167
0236
0153
0236
0236
Improved
compliancea
ndcontrols(11986215)
0309(3)
0051
6063
5938
5750
7125
6063
6250
5688
5375
0326
0340
0361
0208
0326
0306
0368
0403
Impa
cton
employee
(D6)
0154(6)
600
4560
0556
87166
5375
6258
5762
560
30333
(6)
0378
(6)
038
1(6)
020
4(5)
040
3(6)
030
5(6)
0359
(5)
0377
(6)
Retainingrate(11986216)
0491(2)
0076
5750
5250
5250
6563
5375
5750
5063
5063
0361
0417
0417
0271
0403
0361
0438
0438
Improved
capability(11986217)
0508(1)
0079
6250
5938
5875
7750
5375
6750
6438
6125
0306
0340
0347
0139
0403
0250
0285
0319
Totalp
erform
ance
642
3(3)
6191
(6)
636
3(4)
688
0(1)
628
1(5)
6613
(2)
6173
(7)
609
9(8)
Totalgap
028
6(3)
0312
(6)
029
2(4)
0235
(1)
0302
(5)
026
5(2)
0314
(7)
0322
(8)
Notethen
umbersin
the(
)denotes
ther
anks
oflocalw
eightsin
dimensio
nsandcriteria
Mathematical Problems in Engineering 11
In analyzing the empirical case of an SPMmanufacturingcompany using a hybrid MCDM model we successfullyobtained the influential relationship matrix as well as themap of the PS dimensions and criteria in interdependentand feedback problems We also compared the perfor-mance of projects and obtained how to improve the per-formance of dimensions and criteria in reducing the gapsremaining to achieve the aspiration levels We conclude thefollowing(1) Based on the DANP method the global influential
weights and local influential weights of the dimensions andcriteria can be obtained and then by combining DANP withthe VIKOR method the average scores of the projects fromproject 119875
1to project 119875
8 in performance are 6423 6191
6363 6880 6281 6613 6173 and 6099 respectively (seeTable 6) We found that project 119875
4has the best performance
among the eight projects with a score of 688 which meansthat the training and practice of employees (119875
4) are the first
priority for the Six Sigma projects In accordance with thescores of the projects the subsequent priorities are the estab-lishment of a lean production system (119875
6) decision support
(1198751) operational process improvement (119875
3) the upgrading
of supply chain management (1198755) the improvement of the
materialproducts inspection system (1198753) the promotion of
quality function deployment (1198757) and the investment in
inspection equipmentinstruments (1198758)
(2) The traditional PS approach is to rank the projectalternatives and then only select the best of the project Ourproposed model can not only use the best project selectionbut can also analyzewhich gaps in the dimensions and criteriashould be the priorities for improvement From the perspec-tive of the VIKOR method project 119875
4is the first priority of
Six Sigma projects in this SPM case however the gap of 0292in this case should also be reduced to zero (the aspirationlevel no gap) questions regarding how to minimize this gapas much as possible We can propose several improvementstrategies and suggestions for the managers of Six Sigmato promote the projectrsquos performance based on the INRMFor example in Table 6 and Figure 3 the largest gap to theaspiration level in project 119875
4is 0291 (impact on finance119863
4)
next is 0255 (impact on customers 1198633) then 0233 (impact
on operations 1198635) 0227 (feasibility 119863
2) 0204 (impact on
employees 1198636) and 0201 (strategy 119863
1) This information
can assist managers in improving the project performanceof Six Sigma to reduce the gaps in question and achieve theaspiration level quickly and directly
5 Conclusion
PS is one of the most critical and challenging activitiesfaced by companiesand selecting the right project in SixSigma is a major factor in its early success and long-termacceptance within any organization Based on the definitionof a project the objectives must be clear succinct achievablerealistic and measurable with a high probability of successWe developed dimensions and criteria that align with thestrategy of a SPM manufacturing company to evaluate andselect Six Sigma projects
We present a hybrid MCDM model combining theinfluential weights of DANP with the VIKOR method for anempirical case in the SPM industry to integrate each criterionperformance into each dimension and overall performanceSo a DANP model can overcome the problems of interde-pendence and feedback among dimensions and criteria in thereal world Based on the global and local influential weights ofDANP and combined with VIKORrsquos calculation (see Table 6)mangers can make decisions which take into account theintegration of performances and the improvement of the gapsto the aspiration level of each dimension In this case studywe not only designated the prioritization of the projects inthe order of training and practice of employees (P4) rarrestablish lean production system (P6) rarr decision support(P1) rarr operational process improvement (P3) rarr upgradesupply chain management (P5) rarr improve material andproducts inspection system (P2) rarr promote quality func-tion deployment (P7) and invest in inspection equipment andinstrument (P8) but we also determined how to improve thegaps to achieve the aspiration level of performance in eachproject from low value to high value
To reduce the gaps and achieve the aspiration level (zerogaps) in the best or most suitable areas other methodssuch as the dominance-based rough set approach (DRSA)and PROMETHEE III should be addressed in the futurestudies In order to deal with uncertainty or fuzziness in thedecision making process a fuzzy-ANP can be considered inour proposed model
Appendix
Liou and Tzeng [40] found that the traditional MCDMignored some important new concepts and trends (someassumptions limitdefects) for solving actual problems inthe real world First the traditional model assumes thatthe criteria are independent and hierarchical in structurehowever criteria are often interdependent in real-worldproblems because ldquoStatistics and Economics are unrealisticin the real worldrdquo DEMATEL technique can be used tofind the influence matrix and build an INRM for solvingthis problem Second the relative good solution from theexisting alternatives is replaced by the aspiration levels NoteHerbert A Simon in his lecture given in Stockholm uponreceiving the Nobel Prize in Economics 1978 the Scottishword ldquosatisficingrdquo (=satisfying) has been revived to denoteproblem solving and decision making that sets an aspirationlevel searches until an alternative is found that is satisfactoryby the aspiration level criterion and selects that alternative[41] In this research if 119891lowast
119895is the aspiration level and 119891minus
119895
is the worst value we use the performance scores from0 to 10 (very dissatisfaction larr 0 1 2 9 10 rarr verysatisfaction) in questionnaires so the aspiration level canbe set at 10 score (ie 119891lowast
119895= 10) and the worst value at
zero score (ie 119891minus119895= 0) this approach can avoid ldquoChoose
the best among inferiorchoicesalternativesrdquo that is avoidldquoPick the best apple among a barrel of rotten applesrdquo Thirdthe trends have shifted from how to carry out the ldquorankingrdquoor ldquoselectionrdquo of the most preferable alternatives to how to
12 Mathematical Problems in Engineering
ldquoimproverdquo their performances based on INRM because ldquoweneed a systematic approach to problem-solving instead ofaddressing the systems of the problem we need to identifythe sources of the problem [42]rdquoThese ideas and concepts canoffer major contributions in this type of research problem
Conflict of Interests
The authors declare that they have no conflict of interests
Acknowledgments
The authors gratefully acknowledge assistant editor and tworeviewers of this paper who helped clarify and improve thispresentation
References
[1] J Antony and R Banuelas ldquoKey ingredients for the effectiveimplementation of six sigma programrdquo Measuring BusinessExcellence vol 6 no 4 pp 20ndash27 2002
[2] J Antony ldquoSome pros and cons of six sigma an academicperspectiverdquo The TQM Magazine vol 16 no 4 pp 303ndash3062004
[3] R D Snee ldquoSix sigma the evolution of 100 years of businessimprovement methodologyrdquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 1 pp 4ndash20 2004
[4] A Y T Szeto and A H C Tsang ldquoAntecedents to successfulimplementation of six sigmardquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 3 pp 307ndash322 2005
[5] Y H Kwak and F T Anbari ldquoBenefits obstacles and future ofsix sigma approachrdquo Technovation vol 26 no 5-6 pp 708ndash7152006
[6] P S Pande R P Neuman and R R Cavanagh The Six SigmaWay McGraw-Hill New York NY USA 2000
[7] R Banuelas C Tennant I Tuersley and S Tang ldquoSelection ofsix sigma projects in the UKrdquo The TQM Magazine vol 18 no5 pp 514ndash527 2006
[8] J D Kendrick and D Saaty ldquoUse analytic hierarchy process forproject selectionrdquo Six Sigma Forum Magazine vol 6 no 4 pp22ndash29 2007
[9] U D Kumar H Saranga J E Ramırez-Marquez and DNowicki ldquoSix sigma project selection using data envelopmentanalysisrdquoThe TQMMagazine vol 19 no 5 pp 419ndash441 2007
[10] G Hu L Wang S Fetch and B Bidanda ldquoA multi-objectivemodel for project portfolio selection to implement lean and sixsigma conceptsrdquo International Journal of Production Researchvol 46 no 23 pp 6611ndash6625 2008
[11] C Kahraman and G Buyukozkan ldquoA combined fuzzy AHPand fuzzy goal programming approach for effective six-sigmaproject selectionrdquo Journal of Multiple-Valued Logic and SoftComputing vol 14 no 6 pp 599ndash615 2008
[12] T Yang and C-H Hsieh ldquoSix-Sigma project selection usingnational quality award criteria and Delphi fuzzy multiple crite-ria decision-makingmethodrdquo Expert Systems with Applicationsvol 36 no 4 pp 7594ndash7603 2009
[13] G Buyukozkan and D Ozturkcan ldquoAn integrated analyticapproach for six sigma project selectionrdquo Expert Systems withApplications vol 37 no 8 pp 5835ndash5847 2010
[14] S Percin and C Kahraman ldquoAn integrated fuzzy multi-criteriadecision-making approach for six sigma project selectionrdquoInternational Journal of Computational Intelligence Systems vol3 no 5 pp 610ndash621 2010
[15] M Tkac and S Lyocsa ldquoOn the evaluation of six sigma projectsrdquoQuality and Reliability Engineering International vol 26 no 1pp 115ndash124 2010
[16] S Vinodh S G Gautham R Anesh Ramiya and DRajanayagam ldquoApplication of fuzzy analytic network processfor agile concept selection in a manufacturing organisationrdquoInternational Journal of Production Research vol 48 no 24 pp7243ndash7264 2010
[17] S Boran H R Yazgan and K Goztepe ldquoA fuzzy ANP-basedapproach for prioritising projects a six sigma case studyrdquoInternational Journal of Six Sigma and Competitive Advantagevol 6 no 3 pp 133ndash155 2011
[18] R K Padhy and S Sahu ldquoA real option based six sigma projectevaluation and selectionmodelrdquo International Journal of ProjectManagement vol 29 no 8 pp 1091ndash1102 2011
[19] A Saghaei and H Didehkhani ldquoDeveloping an integratedmodel for the evaluation and selection of six sigma projectsbased on ANFIS and fuzzy goal programmingrdquo Expert Systemswith Applications vol 38 no 1 pp 721ndash728 2011
[20] M Kumar J Antony and B R Cho ldquoProject selection andits impact on the successful deployment of six sigmardquo BusinessProcess Management Journal vol 15 no 5 pp 669ndash686 2009
[21] J Antony and C Fergusson ldquoSix sigma in the software industryresults from a pilot studyrdquoManagerial Auditing Journal vol 19no 8 pp 1025ndash1032 2004
[22] J Van den Heuvel R J M M Does A J J C Bogers andM Berg ldquoImplementing six sigma in the Netherlandsrdquo JointCommission Journal on Quality and Patient Safety vol 32 no7 pp 393ndash399 2006
[23] E Fontela and A Gabus ldquoThe DEMATEL observerdquo BattelleInstitute Geneva Switzerland 1976
[24] T L SaatyDecisionMaking with Dependence and FeedbackTheAnalytic Network Process RWS Pittsburgh Pa USA 1996
[25] S Opricovic and G-H Tzeng ldquoMulticriteria planning of post-earthquake sustainable reconstructionrdquo Computer-Aided Civiland Infrastructure Engineering vol 17 no 3 pp 211ndash220 2002
[26] T L Saaty ldquoRank from comparisons and from ratings inthe analytic hierarchynetwork processesrdquo European Journal ofOperational Research vol 168 no 2 pp 557ndash570 2006
[27] C-Y Huang J Z Shyu and G-H Tzeng ldquoReconfiguring theinnovation policy portfolios for Taiwanrsquos SIP mall industryrdquoTechnovation vol 27 no 12 pp 744ndash765 2007
[28] F Jin P Liu and X Zhang ldquoThe evaluation study of humanresources based on intuitionistic fuzzy set andTOPSISmethodrdquoJournal of Information and Computational Science vol 4 no 3pp 1023ndash1028 2007
[29] J J H Liou G-H Tzeng and H-C Chang ldquoAirline safetymeasurement using a hybrid modelrdquo Journal of Air TransportManagement vol 13 no 4 pp 243ndash249 2007
[30] G-H Tzeng C-H Chiang and C-W Li ldquoEvaluating inter-twined effects in e-learning programs a novel hybrid MCDMmodel based on factor analysis and DEMATELrdquo Expert Systemswith Applications vol 32 no 4 pp 1028ndash1044 2007
[31] J J H Liou L Yen and G-H Tzeng ldquoBuilding an effectivesafety management system for airlinesrdquo Journal of Air TransportManagement vol 14 no 1 pp 20ndash26 2008
Mathematical Problems in Engineering 13
[32] W-S Lee G-H Tzeng J-L Guan K-T Chien and J-MHuang ldquoCombined MCDM techniques for exploring stockselection based on Gordon modelrdquo Expert Systems with Appli-cations vol 36 no 3 part 2 pp 6421ndash6430 2009
[33] L Pei-de ldquoAnovelmethod for hybridmultiple attribute decisionmakingrdquo Knowledge-Based Systems vol 22 no 5 pp 388ndash3912009
[34] J J H Liou C-Y Tsai R-H Lin and G-H Tzeng ldquoA mod-ified VIKOR multiple-criteria decision method for improvingdomestic airlines service qualityrdquo Journal of Air TransportManagement vol 17 no 2 pp 57ndash61 2011
[35] P Liu and X Zhang ldquoResearch on the supplier selection of asupply chain based on entropyweight and improved ELECTRE-III methodrdquo International Journal of Production Research vol49 no 3 pp 637ndash646 2011
[36] C-H Hsu F-K Wang and G-H Tzeng ldquoThe best vendorselection for conducting the recycledmaterial based on a hybridMCDM model combining DANP with VIKORrdquo ResourcesConservation and Recycling vol 66 no 1 pp 95ndash111 2012
[37] C-H Liu G-H Tzeng and M-H Lee ldquoImproving tourismpolicy implementationmdashthe use of hybrid MCDM modelsrdquoTourism Management vol 33 no 2 pp 239ndash488 2012
[38] P Liu and X Wu ldquoA competency evaluation method ofhuman resources managers based on multi-granularity linguis-tic variables and VIKOR methodrdquo Technological and EconomicDevelopment of Economy vol 18 no 4 pp 696ndash710 2012
[39] S Opricovic and G-H Tzeng ldquoCompromise solution byMCDM methods a comparative analysis of VIKOR and TOP-SISrdquo European Journal of Operational Research vol 156 no 2pp 445ndash455 2004
[40] J H Liou and G H Tzeng ldquoComments on multiple cri-teria decision making (MCDM) methods in economics anoverviewrdquo Technological and Economic Development of Econ-omy vol 18 no 4 pp 672ndash695 2012
[41] H A Simon ldquoA behavioral model of rational choicerdquo TheQuarterly Journal of Economics vol 69 no 1 pp 99ndash118 1955
[42] J H Liou ldquoNew concepts and trends ofMCDMfor tomorrowmdashin honor of professor Gwo-Hshiung Tzeng on the occasion ofhis 70th birthdayrdquo Technological and Economic Development ofEconomy vol 19 no 2 pp 367ndash375 2013
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

6 Mathematical Problems in Engineering
For instance the normalization T12057211119888
is shown as (5) and(6)
Consider the following
11988911
119888119894=
1198981
sum119895=1
11990511
119888119894119895 119894 = 1 2 119898
1 (6)
T12057211119888=
[[[[[[[[[[[[[[[[[
[
11990511
11988811
119889111198881
sdot sdot sdot119905111198881119895
119889111198881
sdot sdot sdot1199051111988811198981
119889111198881
119905111198881198941
11988911119888119894
sdot sdot sdot11990511119888119894119895
11988911119888119894
sdot sdot sdot119905111198881198941198981
11988911119888119894
1199051111988811989811
119889111198881198981
sdot sdot sdot119905111198881198981119895
119889111198881198981
sdot sdot sdot1199051111988811989811198981
119889111198881198981
]]]]]]]]]]]]]]]]]
]
=
[[[[[[[[[
[
11990512057211
11988811sdot sdot sdot 119905120572111198881119895
sdot sdot sdot 1199051205721111988811198981
119905120572111198881198941
sdot sdot sdot 11990512057211119888119894119895
sdot sdot sdot 119905120572111198881198941198981
1199051205721111988811989811sdot sdot sdot 119905120572111198881198981119895sdot sdot sdot 1199051205721111988811989811198981
]]]]]]]]]
]
(7)
Step 2 Find the unweighted supermatrix W Let the total-influencematrixmatch and be filled into the interdependencedimensions It is based on transposing the normalized influ-ence matrix T120572
119888by using dimensions that isW = (T120572
119888)1015840 and
is derived by
W = (T120572119888)1015840
=
1198631
119863119894
119863119899
11988811sdot sdot sdot 11988811198981
1198881198941sdot sdot sdot 119888119894119898119894
sdot sdot sdot 1198881198991 sdot sdot sdot 119888119899119898119899
1198631
11988811
11988812
11988811198981
119863119895
1198881198951
1198881198952
119888119895119898119894
119863119899
1198881198991
1198881198992
119888119899119898119899
[[[[[[[[[[[[[[[[[[[[[[[
[
W11 sdot sdot sdot W1198941 sdot sdot sdot W1198991
W1119895 sdot sdot sdot W119894119895 sdot sdot sdot W119899119895
W1119899 sdot sdot sdot W119894119899 sdot sdot sdot W119899119899
]]]]]]]]]]]]]]]]]]]]]]]
]
(8)
Step 3 Obtain the normalized supermatrix T120572119863by dimen-
sions Total-influencematrix T119863is obtained by
T119863=
[[[[[[[[[[[
[
11990511
119863sdot sdot sdot 1199051119895
119863sdot sdot sdot 1199051119899119863
1199051198941119863sdot sdot sdot 119905119894119895
119863sdot sdot sdot 119905119894119899119863
1199051198991119863sdot sdot sdot 119905119899119895
119863sdot sdot sdot 119905119899119899119863
]]]]]]]]]]]
]
(9)
Each column of total-influence matrix T119863
by dimensionscan be summed for normalization Then we normalize
the total-influence matrix T119863
and obtain a new normal-ized matrix T120572
119863 A new normalized matrix T120572
119863is derived
by
T120572119863=
[[[[[[[[[[[[[[[[[
[
11990511
119863
1198891
sdot sdot sdot1199051119895
119863
1198891
sdot sdot sdot1199051119899119863
1198891
1199051198941119863
119889119894
sdot sdot sdot119905119894119895
119863
119889119894
sdot sdot sdot119905119894119899119863
119889119894
1199051198991119863
119889119899
sdot sdot sdot119905119899119895
119863
119889119899
sdot sdot sdot119905119899119899119863
119889119899
]]]]]]]]]]]]]]]]]
]
Mathematical Problems in Engineering 7
=
[[[[[[[[
[
11990512057211
119863sdot sdot sdot 1199051205721119895
119863sdot sdot sdot 1199051205721119899119863
1199051205721198941
119863sdot sdot sdot 119905120572119894119895
119863sdot sdot sdot 119905120572119894119899119863
1199051205721198991119863
sdot sdot sdot 119905120572119899119895
119863sdot sdot sdot 119905120572119899119899119863
]]]]]]]]
]
(10)
where 119905120572119894119895119863= 119905119894119895
119863119889119894and 119889
119894= sum119899
119895=1119905119894119895
119863
Step 4 Calculate the weighted supermatrix The weightedsupermatrixW120572 is derived by
W120572 = T120572119863W
=
[[[[[[[[
[
11990512057211
119863timesW11 sdot sdot sdot 1199051205721198941
119863timesW1198941 sdot sdot sdot 1199051205721198991
119863timesW1198991
1199051205721119895
119863timesW1119895 sdot sdot sdot 119905120572119894119895
119863timesW119894119895 sdot sdot sdot 119905120572119899119895
119863timesW119899119895
1199051205721119899
119863timesW1119899 sdot sdot sdot 119905120572119894119899
119863timesW119894119899 sdot sdot sdot 119905120572119899119899
119863timesW119899119899
]]]]]]]]
]
(11)
Step 5 Limit the weighted supermatrix by raising it to a suf-ficiently large power 119896 until the supermatrix has convergedand become a long-term stable supermatrix to obtain theglobal vector weights called the DANP influential weightssuch that lim
119892rarrinfin(W120572)119892 where 119892 represents any number of
powers when 119892 rarr infin
33 Phase III Thedevelopment of the VIKORmethod beganwith the following form of 119871
119901metric
119871119901
119896=
119899
sum119895=1
[
[
119908119895(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816)
]
]
119901
1119901
(12)
where 119891119896119895is the performance score of the 119895th criterion on 119896th
alternative 119908119895is the influential weight of the 119895th criterion
from DANP and 119899 is the number of criteria and 1 le 119901 le infin[39] Two measures 119871119901=1
119896(as 119878119896for minimal average gap or
degree of regret) and 119871119901=infin119896
(as 119876119896for priority improvement)
are established as
119878119896= 119871119901=1
119896=
119899
sum119895=1
[
[
119908119895(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816)
]
]
119876119896= 119871119901=infin
119896= max119895
(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816)| 119895 = 1 2 119899
(13)
The compromise solution min119896119871119901
119896shows the synthesized
gap to beminimized which will be selected or improved suchthat its gap values in each criterion and dimension will beimproved for the closest to the aspiration level RegardingINRM the group utility is emphasized when 119901 is small (suchas 119901 = 1) in contrast if 119901 grows toward infinity the indi-vidual maximal gaps attain greater importance for priority
improvement in each dimension or criterion Consequentlymin119896119878119896stresses themaximumgrouputility howevermin
119896119876119896
focuses on selecting the minimal value from the maximumindividual gaps for priority improvement
The VIKOR method in this study has four steps
Step 1 Obtain an aspireddesired and tolerable level Wecalculated the best 119891lowast
119895values (the aspiration level) and the
worst 119891minus119895values (the tolerable level) of all criterion functions
119895 = 1 2 119899 In traditional approachwe suppose that the 119895thfunction denotes benefits 119891lowast
119895= max
119896119891119896119895and 119891minus
119895= min
119896119891119896119895
but in this research we use the performance scores from 1 to 9(very poorlarr1 2 8 9rarr the best) in questionnaires (seethe appendix) so the aspiration level can be set at 9 scoreand the worst value at 1 score Therefore in this researchwe set 119891lowast
119895= 9 as the aspiration level and 119891minus
119895= 1 as
the worst value which differs from traditional approachThis approach can avoid ldquochoose the best among inferiorchoicesoptionsalternatives (ie avoid pick the best appleamong a barrel of rotten apples)rdquo Furthermore an originalrating matrix can be converted into the following matrix
119903119896119895=(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816) (14)
Step 2 Calculate the mean of group utility and maximalregret The values can be computed by 119878
119896= sum119899
119895=1119908119895119903119896119895(the
synthesized gap for all of the criteria) and 119876119896= max
119895119903119896119895|
119895 = 1 2 119899 (the maximal gap in criterion 119896 for priorityimprovement) respectively
Step 3 Rank or improve the alternatives for a compromisesolutionWe order the alternatives from the calculated valueswhich are obtained as
119877119896=V (119878119896minus 119878lowast)
(119878minus minus 119878lowast)+(1 minus V) (119876
119896minus 119876lowast)
(119876minus minus 119876lowast) forall119896 = 1 2 119898
(15)
where 119878lowast = min119894119878119894or 119878lowast = 0 (when all of the criteria have
been achieved to the aspiration level) 119878minus = max119894119878119894or 119878minus = 1
(in the worst case) 119876lowast = min119894119876119894or can be set as 119876lowast = 0
119876minus = max119894119876119894or 119876minus = 1 and V is presented as the weight of
the strategy of themaximum group utility Conversely 1minusV isthe weight of individual regret When 119878lowast = 0 119878minus = 1119876lowast = 0and 119876minus = 1 we can rewrite (15) as
119877119896= V119878119896+ (1 minus V) 119876
119896 (16)
Step 4 Decreasing order of the values of 119878119896 119876119896 and 119877
119896
then we can use them for a compromise solution for allalternatives
4 Results and Discussions
The significant confidence of the 16 expertsrsquo group consensusin the questionnaires the mean of sample gap equals only1795 that is the significant confidence is obtained as
8 Mathematical Problems in Engineering
Table 3 The initial influence matrix A for criteria
Criteria 1198621
1198622
1198623
1198624
1198625
1198626
1198627
1198628
1198629
11986210
11986211
11986212
11986213
11986214
11986215
11986216
11986217
C1 000 338 300 313 331 306 319 313 294 300 306 306 300 325 256 263 288C2 325 000 300 319 313 313 356 344 256 281 269 300 269 306 256 250 281C3 281 306 000 288 281 281 281 256 238 269 269 275 294 300 231 213 219C4 288 325 319 000 300 306 306 288 275 331 288 325 313 331 244 219 269C5 300 306 294 319 000 313 288 275 244 306 313 313 300 313 238 269 256C6 263 288 300 300 288 000 306 275 206 269 294 288 300 306 231 250 250C7 338 338 300 319 306 306 000 338 281 294 263 306 238 281 269 294 263C8 331 356 294 313 288 288 344 000 250 263 244 269 238 250 275 281 263C9 319 256 269 319 313 256 319 256 000 313 263 313 238 263 269 244 269C10 294 306 319 325 338 281 325 294 300 000 300 325 319 331 256 269 294C11 300 300 306 319 313 306 319 313 281 300 000 331 275 319 275 256 281C12 313 325 294 344 338 313 300 300 313 325 344 000 306 325 281 306 281C13 300 275 313 331 313 331 294 281 263 281 325 319 000 294 275 244 294C14 313 331 300 325 325 331 325 300 263 294 294 313 331 000 269 294 306C15 269 288 250 275 269 263 288 281 250 256 250 256 275 281 000 300 275C16 250 275 250 238 244 213 281 281 225 263 269 263 269 288 300 000 281C17 288 306 263 306 288 269 313 294 294 288 288 306 331 350 288 269 000Note the mean of sample gap = (1119899(119899 minus 1))sum119899
119894=1sum119899
119895=1(|119886119901
119894119895minus 119886119901minus1
119894119895|119886119901
119894119895) times 100 = 1795 lt 5 where 119899 is the number of criteria and 119901 is the sample of 16
experts
Table 4 The total-influence matrix T119863and influence givenreceived for dimensions
T119863
1198631
1198632
1198633
1198634
1198635
1198636
119903119894
Dimensions 119903119894
119904119894
119903119894+ 119904119894
119903119894minus 119904119894
1198631
078 080 077 078 076 071 460 Strategy (1198631) 460 476 936 minus016
1198632
079 078 076 077 075 071 457 Feasibility (1198632) 457 480 936 minus023
1198633
079 079 075 077 075 071 455 Impact on customers (1198633) 455 461 916 minus005
1198634
084 085 081 080 080 075 485 Impact on finance (1198634) 485 465 949 020
1198635
080 081 077 078 074 072 462 Impact on operations (1198635) 462 454 916 009
1198636
077 077 074 075 074 067 443 Impact on employees (1198636) 443 428 871 016
119904119894
476 480 461 465 454 428
98205 which is greater than 95 (see note in Table 3)There are eight projects that were submitted by the SixSigma team of Corporation J Utilizing the aforementionedsix dimensions and 17 criteria we evaluated the performanceof each project based on the opinions of sixteen knowledge-based experts and the consultants in SPM manufacturingand the Six Sigma technique We evaluated performances ona scale of 1 to 9 with 1 indicating very poor performance(ie 119891minus
119895= 1 is called the worst value) and 9 indicating the
best performance (ie 119891lowast119895= 9 is called the aspiration level)
Then we used the average performance scores of each projectand applied the VIKOR method to obtain the performancesand the gaps to the aspiration levels of the alternativeprojects
Using (2) and (3) the normalized direct-influence matrixand the total-influence of T
119862and T
119863can be easily derived
The INRMwas constructed using the vectors r and s fromthetotal direct-influence matrix T
119863(see Table 4) The sum of
influences given and received on criteria is shown in Table 5In addition the INRMmaps are shown in Figure 3
In Figure 3 we found that six dimensions are influencedby each other such as strategy (119863
1) will be influenced by
impact on customers (1198633) impact on finance (119863
4) and
impact on operations (1198635) feasibility (119863
2) will be influenced
by strategy (1198631) impact on customers (119863
3) impact on
finance (1198634) and impact on employees (119863
6) These influen-
tial relationships will help the Six Sigma team to perform thedecision-making To increase the feasibility of projects thefirst step is to improve their impact on finance In particularthe Six Sigma team can first refer to119863
4in Figure 3 to improve
the contribution of ROI (11986210) for the project For the same
reason the projects need the support of the top managementof strategy (119863
1) but strategy (119863
1) depended on the impact
on finance (1198634) impact on customers (119863
3) and impact on
employees (1198636) In conclusion the managers of Six Sigma
can refer to the INRM to prioritize their improvements to thedimensions and criteria in PS
We used the DANP method to obtain the influentialweights and priorities of the dimensions and criteria inthe empirical case of Corporation J The performances andthe gaps to the aspiration levels of the alternative projectsare shown in Table 6 We found that the priority in globalweights of the first dimension is feasibility (119863
2) followed by
strategy (1198631) impact on finance (119863
4) impact on customers
Mathematical Problems in Engineering 9
00000200
minus0200
0400
0600
0800
1000
1200
23500 24000 24500 25000 25500 26000
D5
D1
D2
D4
D3
D6
ri + si
ri + si
ri + si
ri + si
ri + si
r iminuss i
r iminussi
r iminuss i
r iminuss i
r iminuss i
minus0800minus0600minus0400minus0200
00000200040006000800
24500 25000 25500 26000 26500 27000 27500
(C6)(C4)
(C5)
(C3) (C2)
(C1)
(C15)
(C13)
(C14)
(C11)
10)
(C12)
minus025minus020minus015minus010minus005
Retaining
Improved capability
rate (C16)
(C17)
(2385 minus007)
ri + si
ri + si
r iminuss i
r iminuss i
(25749 101)
Customer satisfaction
New business (C9)
(C7)(27306 minus06)
Customer complain (C8)(2608minus041)
(24691 06)
000005010015020025
860 870 880 890 900 910 920 930 940 950 960
Strategy (D1)(9401 minus0159)
Feasibility (D2)(9412 minus0223)
Impact on consumer (D3)
Impact on finance (D4)
Impact on process (D5)
Impact on employee (D6)
(9198 minus0050)
(8696 0144)(9538 0203)
(9504 0084)
Reduction in cycle time
Upgrade operation
performanceImproved
compliance and controls
000000500100015002000250030003500400
24000 24500 25000 25500 26000 26500 27000 27500 28000
(26339 037)
(27535 013)(24178 031) Technical
feasibility
Available resources
Time schedule
minus0800minus0700minus0600minus0500minus0400minus0300minus0200minus0100
000025600 25800 26000 26200 26400 26600 26800 27000 27200 27400
(27306 minus0589)
(26796 minus053)
(25746 minus072)
ROI (C
Cost reduction
Revenue generation
00000100020003000400050006000700
26400 26600 26800 27000 27200 27400 27600 27800
Meaningful to organization
Critical to quality
Measureable variable
minus1200minus1000minus0800minus0600minus0400minus0200
000002000400
25000 25500 26000 26500 27000 27500
(26464 0586)
(26835 0655)
(27640 0527)
(27156 0230)
(27246 minus0501)(2537 minus1043)
Figure 3 The influential network relation maps
Table 5 The sum of influences given and received on criteria
Criteria 119903119894
119904119894
119903119894+ 119904119894
119903119894minus 119904119894
Meaningful to organization (1198621) 1369 1346 2716 023
Critical to quality (1198622) 1337 1387 2725 minus050
Variable is measurable (1198623) 1216 1321 2537 minus104
Technical feasibility (1198624) 1336 1395 2731 minus059
Resources are available (1198625) 1313 1366 2680 minus053
Time schedule (1198626) 1251 1324 2575 minus073
Customer satisfaction (1198627) 1334 1397 2731 minus063
Customer complaints (1198628) 1284 1325 2608 minus041
New business (1198629) 1268 1201 2469 067
ROI (11986210) 1374 1309 2684 065
Cost reduction (11986211) 1353 1294 2646 059
Profit generation (11986212) 1408 1356 2764 053
Reduction in cycle time (11986213) 1336 1298 2634 037
Upgrade operational performance (11986214) 1383 1370 2753 013
Improved in compliance and controls (11986215) 1225 1193 2418 032
Retaining rate (11986216) 1189 1196 2385 minus007
Improved capability (11986217) 1338 1237 2575 101
(1198633) impact on operations (119863
5) and impact on employees
(1198636) in that order In addition we extended the priority
of the criteria in each dimension from the local weights inTable 6 For instance feasibility (119863
2) is the first priority in
dimensions of global weights when extended to the local
weight dimensions however we know that the technicalfeasibility (119862
4) will be the first priority of feasibility (119863
2) All
of these local and global weights will be helpful in selectingand improving the best alternatives inMCDMproblems withthe VIKOR method
10 Mathematical Problems in Engineering
Table6Th
eperform
ance
andgapof
desired
levelofallalternativep
rojects
Local
weight
Global
weight
Perfo
rmance
Gap
ofdesired
level
1198751
1198752
1198753
1198754
1198755
1198756
1198757
1198758
1198751
1198752
1198753
1198754
1198755
1198756
1198757
1198758
Strategy
(D1)
0172(2)
7031
654
9679
47192
646
2664
86437
6175
0219
(1)
0272
(2)
024
5(1)
020
1(6)
028
2(4)
026
1(4)
028
5(2)
0314
(3)
Meaning
fultoorganizatio
n(1198621)
0332(2)
0057
7875
5750
6875
7125
6563
6688
6250
5750
0125
0361
0236
0208
0271
0257
0306
0361
Criticaltoqu
ality
(1198622)
0342(1)
0059
7313
7313
6875
7500
6625
6750
6500
6813
0188
0188
0236
0167
0264
0250
0278
0243
Varia
bleism
easurable(1198623)
0325(3)
0056
5875
6563
6625
6938
6188
6500
6563
5938
0347
0271
0264
0229
0313
0278
0271
0340
Feasibility
(D2)
0173(1)
646
7638
2670
9695
9647
3670
4642
16212
028
1(3)
029
1(3)
0255
(2)
0227
(4)
028
1(2)
0255
(3)
028
7(3)
0310
(2)
Technicalfeasib
ility(1198624)
0341(1)
0059
6750
6938
6813
7125
6250
6500
6625
6375
0250
0229
0243
0208
0306
0278
0264
0292
Resourcesa
reavailable(1198625)
0334(2)
0058
6813
6125
6563
6750
6250
6625
6438
6313
0243
0319
0271
0250
0306
0264
0285
0299
Times
chedule(1198626)
0324(3)
0056
5813
6063
6750
7000
6938
7000
6188
5938
0354
0326
0250
0222
0229
0222
0313
0340
Impa
cton
custom
ers(D
3)0166(4)
627
1664
56312
670
1646
9628
5666
56616
030
3(4)
026
2(1)
029
9(4)
0255
(2)
028
1(3)
0302
(5)
0259
(1)
026
5(1)
Custo
mer
satisfaction(1198627)
0356(1)
0059
6563
7250
6688
7188
6813
6563
7000
6938
0271
0194
0257
0201
0243
0271
0222
0229
Custo
mer
complaints(1198628)
0337(2)
0056
6438
6875
6313
6938
6250
6250
6688
7063
0285
0236
0299
0229
0306
0306
0257
0215
New
busin
ess(1198629)
0306(3)
0051
5750
5688
5875
5875
6313
600
06250
5750
0361
0368
0347
0347
0299
0333
0306
0361
Impa
cton
finan
ce(D
4)0168(3)
656
26021
629
06377
660
56850
564
3579
4027
1(2)
0331
(4)
030
1(5)
029
1(1)
026
6(1)
0239
(2)
0373
(6)
0356
(5)
ROI(11986210)
0330(2)
0056
6500
6750
600
06188
6625
6313
5625
5938
0278
0250
0333
0313
0264
0299
0375
0340
Costreductio
n(11986211)
0326(3)
0055
6625
5438
6625
6375
6563
7500
5875
5563
0264
0396
0264
0292
0271
0167
0347
0382
Revenu
egeneration(11986212)
0342(1)
0058
6563
5875
6250
6563
6625
6750
5438
5875
0271
0347
0306
0271
0264
0250
0396
0347
Impa
cton
operations
(D5)
0164(5)
6150
588
5642
5690
16225
690
6606
76159
0317
(5)
034
6(5)
028
6(3)
0233
(3)
030
8(5)
0233
(1)
0325
(4)
0316
(4)
Redu
ctionin
cycle
time
(11986213)
0336(2)
0055
6125
5188
6438
6063
5688
6750
5563
6125
0319
0424
0285
0326
0368
0250
0382
0319
Upgrade
operational
perfo
rmance
(11986214)
0354(1)
0058
6250
6500
7000
7500
6875
7625
6875
6875
0306
0278
0222
0167
0236
0153
0236
0236
Improved
compliancea
ndcontrols(11986215)
0309(3)
0051
6063
5938
5750
7125
6063
6250
5688
5375
0326
0340
0361
0208
0326
0306
0368
0403
Impa
cton
employee
(D6)
0154(6)
600
4560
0556
87166
5375
6258
5762
560
30333
(6)
0378
(6)
038
1(6)
020
4(5)
040
3(6)
030
5(6)
0359
(5)
0377
(6)
Retainingrate(11986216)
0491(2)
0076
5750
5250
5250
6563
5375
5750
5063
5063
0361
0417
0417
0271
0403
0361
0438
0438
Improved
capability(11986217)
0508(1)
0079
6250
5938
5875
7750
5375
6750
6438
6125
0306
0340
0347
0139
0403
0250
0285
0319
Totalp
erform
ance
642
3(3)
6191
(6)
636
3(4)
688
0(1)
628
1(5)
6613
(2)
6173
(7)
609
9(8)
Totalgap
028
6(3)
0312
(6)
029
2(4)
0235
(1)
0302
(5)
026
5(2)
0314
(7)
0322
(8)
Notethen
umbersin
the(
)denotes
ther
anks
oflocalw
eightsin
dimensio
nsandcriteria
Mathematical Problems in Engineering 11
In analyzing the empirical case of an SPMmanufacturingcompany using a hybrid MCDM model we successfullyobtained the influential relationship matrix as well as themap of the PS dimensions and criteria in interdependentand feedback problems We also compared the perfor-mance of projects and obtained how to improve the per-formance of dimensions and criteria in reducing the gapsremaining to achieve the aspiration levels We conclude thefollowing(1) Based on the DANP method the global influential
weights and local influential weights of the dimensions andcriteria can be obtained and then by combining DANP withthe VIKOR method the average scores of the projects fromproject 119875
1to project 119875
8 in performance are 6423 6191
6363 6880 6281 6613 6173 and 6099 respectively (seeTable 6) We found that project 119875
4has the best performance
among the eight projects with a score of 688 which meansthat the training and practice of employees (119875
4) are the first
priority for the Six Sigma projects In accordance with thescores of the projects the subsequent priorities are the estab-lishment of a lean production system (119875
6) decision support
(1198751) operational process improvement (119875
3) the upgrading
of supply chain management (1198755) the improvement of the
materialproducts inspection system (1198753) the promotion of
quality function deployment (1198757) and the investment in
inspection equipmentinstruments (1198758)
(2) The traditional PS approach is to rank the projectalternatives and then only select the best of the project Ourproposed model can not only use the best project selectionbut can also analyzewhich gaps in the dimensions and criteriashould be the priorities for improvement From the perspec-tive of the VIKOR method project 119875
4is the first priority of
Six Sigma projects in this SPM case however the gap of 0292in this case should also be reduced to zero (the aspirationlevel no gap) questions regarding how to minimize this gapas much as possible We can propose several improvementstrategies and suggestions for the managers of Six Sigmato promote the projectrsquos performance based on the INRMFor example in Table 6 and Figure 3 the largest gap to theaspiration level in project 119875
4is 0291 (impact on finance119863
4)
next is 0255 (impact on customers 1198633) then 0233 (impact
on operations 1198635) 0227 (feasibility 119863
2) 0204 (impact on
employees 1198636) and 0201 (strategy 119863
1) This information
can assist managers in improving the project performanceof Six Sigma to reduce the gaps in question and achieve theaspiration level quickly and directly
5 Conclusion
PS is one of the most critical and challenging activitiesfaced by companiesand selecting the right project in SixSigma is a major factor in its early success and long-termacceptance within any organization Based on the definitionof a project the objectives must be clear succinct achievablerealistic and measurable with a high probability of successWe developed dimensions and criteria that align with thestrategy of a SPM manufacturing company to evaluate andselect Six Sigma projects
We present a hybrid MCDM model combining theinfluential weights of DANP with the VIKOR method for anempirical case in the SPM industry to integrate each criterionperformance into each dimension and overall performanceSo a DANP model can overcome the problems of interde-pendence and feedback among dimensions and criteria in thereal world Based on the global and local influential weights ofDANP and combined with VIKORrsquos calculation (see Table 6)mangers can make decisions which take into account theintegration of performances and the improvement of the gapsto the aspiration level of each dimension In this case studywe not only designated the prioritization of the projects inthe order of training and practice of employees (P4) rarrestablish lean production system (P6) rarr decision support(P1) rarr operational process improvement (P3) rarr upgradesupply chain management (P5) rarr improve material andproducts inspection system (P2) rarr promote quality func-tion deployment (P7) and invest in inspection equipment andinstrument (P8) but we also determined how to improve thegaps to achieve the aspiration level of performance in eachproject from low value to high value
To reduce the gaps and achieve the aspiration level (zerogaps) in the best or most suitable areas other methodssuch as the dominance-based rough set approach (DRSA)and PROMETHEE III should be addressed in the futurestudies In order to deal with uncertainty or fuzziness in thedecision making process a fuzzy-ANP can be considered inour proposed model
Appendix
Liou and Tzeng [40] found that the traditional MCDMignored some important new concepts and trends (someassumptions limitdefects) for solving actual problems inthe real world First the traditional model assumes thatthe criteria are independent and hierarchical in structurehowever criteria are often interdependent in real-worldproblems because ldquoStatistics and Economics are unrealisticin the real worldrdquo DEMATEL technique can be used tofind the influence matrix and build an INRM for solvingthis problem Second the relative good solution from theexisting alternatives is replaced by the aspiration levels NoteHerbert A Simon in his lecture given in Stockholm uponreceiving the Nobel Prize in Economics 1978 the Scottishword ldquosatisficingrdquo (=satisfying) has been revived to denoteproblem solving and decision making that sets an aspirationlevel searches until an alternative is found that is satisfactoryby the aspiration level criterion and selects that alternative[41] In this research if 119891lowast
119895is the aspiration level and 119891minus
119895
is the worst value we use the performance scores from0 to 10 (very dissatisfaction larr 0 1 2 9 10 rarr verysatisfaction) in questionnaires so the aspiration level canbe set at 10 score (ie 119891lowast
119895= 10) and the worst value at
zero score (ie 119891minus119895= 0) this approach can avoid ldquoChoose
the best among inferiorchoicesalternativesrdquo that is avoidldquoPick the best apple among a barrel of rotten applesrdquo Thirdthe trends have shifted from how to carry out the ldquorankingrdquoor ldquoselectionrdquo of the most preferable alternatives to how to
12 Mathematical Problems in Engineering
ldquoimproverdquo their performances based on INRM because ldquoweneed a systematic approach to problem-solving instead ofaddressing the systems of the problem we need to identifythe sources of the problem [42]rdquoThese ideas and concepts canoffer major contributions in this type of research problem
Conflict of Interests
The authors declare that they have no conflict of interests
Acknowledgments
The authors gratefully acknowledge assistant editor and tworeviewers of this paper who helped clarify and improve thispresentation
References
[1] J Antony and R Banuelas ldquoKey ingredients for the effectiveimplementation of six sigma programrdquo Measuring BusinessExcellence vol 6 no 4 pp 20ndash27 2002
[2] J Antony ldquoSome pros and cons of six sigma an academicperspectiverdquo The TQM Magazine vol 16 no 4 pp 303ndash3062004
[3] R D Snee ldquoSix sigma the evolution of 100 years of businessimprovement methodologyrdquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 1 pp 4ndash20 2004
[4] A Y T Szeto and A H C Tsang ldquoAntecedents to successfulimplementation of six sigmardquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 3 pp 307ndash322 2005
[5] Y H Kwak and F T Anbari ldquoBenefits obstacles and future ofsix sigma approachrdquo Technovation vol 26 no 5-6 pp 708ndash7152006
[6] P S Pande R P Neuman and R R Cavanagh The Six SigmaWay McGraw-Hill New York NY USA 2000
[7] R Banuelas C Tennant I Tuersley and S Tang ldquoSelection ofsix sigma projects in the UKrdquo The TQM Magazine vol 18 no5 pp 514ndash527 2006
[8] J D Kendrick and D Saaty ldquoUse analytic hierarchy process forproject selectionrdquo Six Sigma Forum Magazine vol 6 no 4 pp22ndash29 2007
[9] U D Kumar H Saranga J E Ramırez-Marquez and DNowicki ldquoSix sigma project selection using data envelopmentanalysisrdquoThe TQMMagazine vol 19 no 5 pp 419ndash441 2007
[10] G Hu L Wang S Fetch and B Bidanda ldquoA multi-objectivemodel for project portfolio selection to implement lean and sixsigma conceptsrdquo International Journal of Production Researchvol 46 no 23 pp 6611ndash6625 2008
[11] C Kahraman and G Buyukozkan ldquoA combined fuzzy AHPand fuzzy goal programming approach for effective six-sigmaproject selectionrdquo Journal of Multiple-Valued Logic and SoftComputing vol 14 no 6 pp 599ndash615 2008
[12] T Yang and C-H Hsieh ldquoSix-Sigma project selection usingnational quality award criteria and Delphi fuzzy multiple crite-ria decision-makingmethodrdquo Expert Systems with Applicationsvol 36 no 4 pp 7594ndash7603 2009
[13] G Buyukozkan and D Ozturkcan ldquoAn integrated analyticapproach for six sigma project selectionrdquo Expert Systems withApplications vol 37 no 8 pp 5835ndash5847 2010
[14] S Percin and C Kahraman ldquoAn integrated fuzzy multi-criteriadecision-making approach for six sigma project selectionrdquoInternational Journal of Computational Intelligence Systems vol3 no 5 pp 610ndash621 2010
[15] M Tkac and S Lyocsa ldquoOn the evaluation of six sigma projectsrdquoQuality and Reliability Engineering International vol 26 no 1pp 115ndash124 2010
[16] S Vinodh S G Gautham R Anesh Ramiya and DRajanayagam ldquoApplication of fuzzy analytic network processfor agile concept selection in a manufacturing organisationrdquoInternational Journal of Production Research vol 48 no 24 pp7243ndash7264 2010
[17] S Boran H R Yazgan and K Goztepe ldquoA fuzzy ANP-basedapproach for prioritising projects a six sigma case studyrdquoInternational Journal of Six Sigma and Competitive Advantagevol 6 no 3 pp 133ndash155 2011
[18] R K Padhy and S Sahu ldquoA real option based six sigma projectevaluation and selectionmodelrdquo International Journal of ProjectManagement vol 29 no 8 pp 1091ndash1102 2011
[19] A Saghaei and H Didehkhani ldquoDeveloping an integratedmodel for the evaluation and selection of six sigma projectsbased on ANFIS and fuzzy goal programmingrdquo Expert Systemswith Applications vol 38 no 1 pp 721ndash728 2011
[20] M Kumar J Antony and B R Cho ldquoProject selection andits impact on the successful deployment of six sigmardquo BusinessProcess Management Journal vol 15 no 5 pp 669ndash686 2009
[21] J Antony and C Fergusson ldquoSix sigma in the software industryresults from a pilot studyrdquoManagerial Auditing Journal vol 19no 8 pp 1025ndash1032 2004
[22] J Van den Heuvel R J M M Does A J J C Bogers andM Berg ldquoImplementing six sigma in the Netherlandsrdquo JointCommission Journal on Quality and Patient Safety vol 32 no7 pp 393ndash399 2006
[23] E Fontela and A Gabus ldquoThe DEMATEL observerdquo BattelleInstitute Geneva Switzerland 1976
[24] T L SaatyDecisionMaking with Dependence and FeedbackTheAnalytic Network Process RWS Pittsburgh Pa USA 1996
[25] S Opricovic and G-H Tzeng ldquoMulticriteria planning of post-earthquake sustainable reconstructionrdquo Computer-Aided Civiland Infrastructure Engineering vol 17 no 3 pp 211ndash220 2002
[26] T L Saaty ldquoRank from comparisons and from ratings inthe analytic hierarchynetwork processesrdquo European Journal ofOperational Research vol 168 no 2 pp 557ndash570 2006
[27] C-Y Huang J Z Shyu and G-H Tzeng ldquoReconfiguring theinnovation policy portfolios for Taiwanrsquos SIP mall industryrdquoTechnovation vol 27 no 12 pp 744ndash765 2007
[28] F Jin P Liu and X Zhang ldquoThe evaluation study of humanresources based on intuitionistic fuzzy set andTOPSISmethodrdquoJournal of Information and Computational Science vol 4 no 3pp 1023ndash1028 2007
[29] J J H Liou G-H Tzeng and H-C Chang ldquoAirline safetymeasurement using a hybrid modelrdquo Journal of Air TransportManagement vol 13 no 4 pp 243ndash249 2007
[30] G-H Tzeng C-H Chiang and C-W Li ldquoEvaluating inter-twined effects in e-learning programs a novel hybrid MCDMmodel based on factor analysis and DEMATELrdquo Expert Systemswith Applications vol 32 no 4 pp 1028ndash1044 2007
[31] J J H Liou L Yen and G-H Tzeng ldquoBuilding an effectivesafety management system for airlinesrdquo Journal of Air TransportManagement vol 14 no 1 pp 20ndash26 2008
Mathematical Problems in Engineering 13
[32] W-S Lee G-H Tzeng J-L Guan K-T Chien and J-MHuang ldquoCombined MCDM techniques for exploring stockselection based on Gordon modelrdquo Expert Systems with Appli-cations vol 36 no 3 part 2 pp 6421ndash6430 2009
[33] L Pei-de ldquoAnovelmethod for hybridmultiple attribute decisionmakingrdquo Knowledge-Based Systems vol 22 no 5 pp 388ndash3912009
[34] J J H Liou C-Y Tsai R-H Lin and G-H Tzeng ldquoA mod-ified VIKOR multiple-criteria decision method for improvingdomestic airlines service qualityrdquo Journal of Air TransportManagement vol 17 no 2 pp 57ndash61 2011
[35] P Liu and X Zhang ldquoResearch on the supplier selection of asupply chain based on entropyweight and improved ELECTRE-III methodrdquo International Journal of Production Research vol49 no 3 pp 637ndash646 2011
[36] C-H Hsu F-K Wang and G-H Tzeng ldquoThe best vendorselection for conducting the recycledmaterial based on a hybridMCDM model combining DANP with VIKORrdquo ResourcesConservation and Recycling vol 66 no 1 pp 95ndash111 2012
[37] C-H Liu G-H Tzeng and M-H Lee ldquoImproving tourismpolicy implementationmdashthe use of hybrid MCDM modelsrdquoTourism Management vol 33 no 2 pp 239ndash488 2012
[38] P Liu and X Wu ldquoA competency evaluation method ofhuman resources managers based on multi-granularity linguis-tic variables and VIKOR methodrdquo Technological and EconomicDevelopment of Economy vol 18 no 4 pp 696ndash710 2012
[39] S Opricovic and G-H Tzeng ldquoCompromise solution byMCDM methods a comparative analysis of VIKOR and TOP-SISrdquo European Journal of Operational Research vol 156 no 2pp 445ndash455 2004
[40] J H Liou and G H Tzeng ldquoComments on multiple cri-teria decision making (MCDM) methods in economics anoverviewrdquo Technological and Economic Development of Econ-omy vol 18 no 4 pp 672ndash695 2012
[41] H A Simon ldquoA behavioral model of rational choicerdquo TheQuarterly Journal of Economics vol 69 no 1 pp 99ndash118 1955
[42] J H Liou ldquoNew concepts and trends ofMCDMfor tomorrowmdashin honor of professor Gwo-Hshiung Tzeng on the occasion ofhis 70th birthdayrdquo Technological and Economic Development ofEconomy vol 19 no 2 pp 367ndash375 2013
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 7
=
[[[[[[[[
[
11990512057211
119863sdot sdot sdot 1199051205721119895
119863sdot sdot sdot 1199051205721119899119863
1199051205721198941
119863sdot sdot sdot 119905120572119894119895
119863sdot sdot sdot 119905120572119894119899119863
1199051205721198991119863
sdot sdot sdot 119905120572119899119895
119863sdot sdot sdot 119905120572119899119899119863
]]]]]]]]
]
(10)
where 119905120572119894119895119863= 119905119894119895
119863119889119894and 119889
119894= sum119899
119895=1119905119894119895
119863
Step 4 Calculate the weighted supermatrix The weightedsupermatrixW120572 is derived by
W120572 = T120572119863W
=
[[[[[[[[
[
11990512057211
119863timesW11 sdot sdot sdot 1199051205721198941
119863timesW1198941 sdot sdot sdot 1199051205721198991
119863timesW1198991
1199051205721119895
119863timesW1119895 sdot sdot sdot 119905120572119894119895
119863timesW119894119895 sdot sdot sdot 119905120572119899119895
119863timesW119899119895
1199051205721119899
119863timesW1119899 sdot sdot sdot 119905120572119894119899
119863timesW119894119899 sdot sdot sdot 119905120572119899119899
119863timesW119899119899
]]]]]]]]
]
(11)
Step 5 Limit the weighted supermatrix by raising it to a suf-ficiently large power 119896 until the supermatrix has convergedand become a long-term stable supermatrix to obtain theglobal vector weights called the DANP influential weightssuch that lim
119892rarrinfin(W120572)119892 where 119892 represents any number of
powers when 119892 rarr infin
33 Phase III Thedevelopment of the VIKORmethod beganwith the following form of 119871
119901metric
119871119901
119896=
119899
sum119895=1
[
[
119908119895(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816)
]
]
119901
1119901
(12)
where 119891119896119895is the performance score of the 119895th criterion on 119896th
alternative 119908119895is the influential weight of the 119895th criterion
from DANP and 119899 is the number of criteria and 1 le 119901 le infin[39] Two measures 119871119901=1
119896(as 119878119896for minimal average gap or
degree of regret) and 119871119901=infin119896
(as 119876119896for priority improvement)
are established as
119878119896= 119871119901=1
119896=
119899
sum119895=1
[
[
119908119895(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816)
]
]
119876119896= 119871119901=infin
119896= max119895
(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816)| 119895 = 1 2 119899
(13)
The compromise solution min119896119871119901
119896shows the synthesized
gap to beminimized which will be selected or improved suchthat its gap values in each criterion and dimension will beimproved for the closest to the aspiration level RegardingINRM the group utility is emphasized when 119901 is small (suchas 119901 = 1) in contrast if 119901 grows toward infinity the indi-vidual maximal gaps attain greater importance for priority
improvement in each dimension or criterion Consequentlymin119896119878119896stresses themaximumgrouputility howevermin
119896119876119896
focuses on selecting the minimal value from the maximumindividual gaps for priority improvement
The VIKOR method in this study has four steps
Step 1 Obtain an aspireddesired and tolerable level Wecalculated the best 119891lowast
119895values (the aspiration level) and the
worst 119891minus119895values (the tolerable level) of all criterion functions
119895 = 1 2 119899 In traditional approachwe suppose that the 119895thfunction denotes benefits 119891lowast
119895= max
119896119891119896119895and 119891minus
119895= min
119896119891119896119895
but in this research we use the performance scores from 1 to 9(very poorlarr1 2 8 9rarr the best) in questionnaires (seethe appendix) so the aspiration level can be set at 9 scoreand the worst value at 1 score Therefore in this researchwe set 119891lowast
119895= 9 as the aspiration level and 119891minus
119895= 1 as
the worst value which differs from traditional approachThis approach can avoid ldquochoose the best among inferiorchoicesoptionsalternatives (ie avoid pick the best appleamong a barrel of rotten apples)rdquo Furthermore an originalrating matrix can be converted into the following matrix
119903119896119895=(10038161003816100381610038161003816119891lowast119895minus 119891119896119895
10038161003816100381610038161003816)
(10038161003816100381610038161003816119891lowast119895minus 119891minus119895
10038161003816100381610038161003816) (14)
Step 2 Calculate the mean of group utility and maximalregret The values can be computed by 119878
119896= sum119899
119895=1119908119895119903119896119895(the
synthesized gap for all of the criteria) and 119876119896= max
119895119903119896119895|
119895 = 1 2 119899 (the maximal gap in criterion 119896 for priorityimprovement) respectively
Step 3 Rank or improve the alternatives for a compromisesolutionWe order the alternatives from the calculated valueswhich are obtained as
119877119896=V (119878119896minus 119878lowast)
(119878minus minus 119878lowast)+(1 minus V) (119876
119896minus 119876lowast)
(119876minus minus 119876lowast) forall119896 = 1 2 119898
(15)
where 119878lowast = min119894119878119894or 119878lowast = 0 (when all of the criteria have
been achieved to the aspiration level) 119878minus = max119894119878119894or 119878minus = 1
(in the worst case) 119876lowast = min119894119876119894or can be set as 119876lowast = 0
119876minus = max119894119876119894or 119876minus = 1 and V is presented as the weight of
the strategy of themaximum group utility Conversely 1minusV isthe weight of individual regret When 119878lowast = 0 119878minus = 1119876lowast = 0and 119876minus = 1 we can rewrite (15) as
119877119896= V119878119896+ (1 minus V) 119876
119896 (16)
Step 4 Decreasing order of the values of 119878119896 119876119896 and 119877
119896
then we can use them for a compromise solution for allalternatives
4 Results and Discussions
The significant confidence of the 16 expertsrsquo group consensusin the questionnaires the mean of sample gap equals only1795 that is the significant confidence is obtained as
8 Mathematical Problems in Engineering
Table 3 The initial influence matrix A for criteria
Criteria 1198621
1198622
1198623
1198624
1198625
1198626
1198627
1198628
1198629
11986210
11986211
11986212
11986213
11986214
11986215
11986216
11986217
C1 000 338 300 313 331 306 319 313 294 300 306 306 300 325 256 263 288C2 325 000 300 319 313 313 356 344 256 281 269 300 269 306 256 250 281C3 281 306 000 288 281 281 281 256 238 269 269 275 294 300 231 213 219C4 288 325 319 000 300 306 306 288 275 331 288 325 313 331 244 219 269C5 300 306 294 319 000 313 288 275 244 306 313 313 300 313 238 269 256C6 263 288 300 300 288 000 306 275 206 269 294 288 300 306 231 250 250C7 338 338 300 319 306 306 000 338 281 294 263 306 238 281 269 294 263C8 331 356 294 313 288 288 344 000 250 263 244 269 238 250 275 281 263C9 319 256 269 319 313 256 319 256 000 313 263 313 238 263 269 244 269C10 294 306 319 325 338 281 325 294 300 000 300 325 319 331 256 269 294C11 300 300 306 319 313 306 319 313 281 300 000 331 275 319 275 256 281C12 313 325 294 344 338 313 300 300 313 325 344 000 306 325 281 306 281C13 300 275 313 331 313 331 294 281 263 281 325 319 000 294 275 244 294C14 313 331 300 325 325 331 325 300 263 294 294 313 331 000 269 294 306C15 269 288 250 275 269 263 288 281 250 256 250 256 275 281 000 300 275C16 250 275 250 238 244 213 281 281 225 263 269 263 269 288 300 000 281C17 288 306 263 306 288 269 313 294 294 288 288 306 331 350 288 269 000Note the mean of sample gap = (1119899(119899 minus 1))sum119899
119894=1sum119899
119895=1(|119886119901
119894119895minus 119886119901minus1
119894119895|119886119901
119894119895) times 100 = 1795 lt 5 where 119899 is the number of criteria and 119901 is the sample of 16
experts
Table 4 The total-influence matrix T119863and influence givenreceived for dimensions
T119863
1198631
1198632
1198633
1198634
1198635
1198636
119903119894
Dimensions 119903119894
119904119894
119903119894+ 119904119894
119903119894minus 119904119894
1198631
078 080 077 078 076 071 460 Strategy (1198631) 460 476 936 minus016
1198632
079 078 076 077 075 071 457 Feasibility (1198632) 457 480 936 minus023
1198633
079 079 075 077 075 071 455 Impact on customers (1198633) 455 461 916 minus005
1198634
084 085 081 080 080 075 485 Impact on finance (1198634) 485 465 949 020
1198635
080 081 077 078 074 072 462 Impact on operations (1198635) 462 454 916 009
1198636
077 077 074 075 074 067 443 Impact on employees (1198636) 443 428 871 016
119904119894
476 480 461 465 454 428
98205 which is greater than 95 (see note in Table 3)There are eight projects that were submitted by the SixSigma team of Corporation J Utilizing the aforementionedsix dimensions and 17 criteria we evaluated the performanceof each project based on the opinions of sixteen knowledge-based experts and the consultants in SPM manufacturingand the Six Sigma technique We evaluated performances ona scale of 1 to 9 with 1 indicating very poor performance(ie 119891minus
119895= 1 is called the worst value) and 9 indicating the
best performance (ie 119891lowast119895= 9 is called the aspiration level)
Then we used the average performance scores of each projectand applied the VIKOR method to obtain the performancesand the gaps to the aspiration levels of the alternativeprojects
Using (2) and (3) the normalized direct-influence matrixand the total-influence of T
119862and T
119863can be easily derived
The INRMwas constructed using the vectors r and s fromthetotal direct-influence matrix T
119863(see Table 4) The sum of
influences given and received on criteria is shown in Table 5In addition the INRMmaps are shown in Figure 3
In Figure 3 we found that six dimensions are influencedby each other such as strategy (119863
1) will be influenced by
impact on customers (1198633) impact on finance (119863
4) and
impact on operations (1198635) feasibility (119863
2) will be influenced
by strategy (1198631) impact on customers (119863
3) impact on
finance (1198634) and impact on employees (119863
6) These influen-
tial relationships will help the Six Sigma team to perform thedecision-making To increase the feasibility of projects thefirst step is to improve their impact on finance In particularthe Six Sigma team can first refer to119863
4in Figure 3 to improve
the contribution of ROI (11986210) for the project For the same
reason the projects need the support of the top managementof strategy (119863
1) but strategy (119863
1) depended on the impact
on finance (1198634) impact on customers (119863
3) and impact on
employees (1198636) In conclusion the managers of Six Sigma
can refer to the INRM to prioritize their improvements to thedimensions and criteria in PS
We used the DANP method to obtain the influentialweights and priorities of the dimensions and criteria inthe empirical case of Corporation J The performances andthe gaps to the aspiration levels of the alternative projectsare shown in Table 6 We found that the priority in globalweights of the first dimension is feasibility (119863
2) followed by
strategy (1198631) impact on finance (119863
4) impact on customers
Mathematical Problems in Engineering 9
00000200
minus0200
0400
0600
0800
1000
1200
23500 24000 24500 25000 25500 26000
D5
D1
D2
D4
D3
D6
ri + si
ri + si
ri + si
ri + si
ri + si
r iminuss i
r iminussi
r iminuss i
r iminuss i
r iminuss i
minus0800minus0600minus0400minus0200
00000200040006000800
24500 25000 25500 26000 26500 27000 27500
(C6)(C4)
(C5)
(C3) (C2)
(C1)
(C15)
(C13)
(C14)
(C11)
10)
(C12)
minus025minus020minus015minus010minus005
Retaining
Improved capability
rate (C16)
(C17)
(2385 minus007)
ri + si
ri + si
r iminuss i
r iminuss i
(25749 101)
Customer satisfaction
New business (C9)
(C7)(27306 minus06)
Customer complain (C8)(2608minus041)
(24691 06)
000005010015020025
860 870 880 890 900 910 920 930 940 950 960
Strategy (D1)(9401 minus0159)
Feasibility (D2)(9412 minus0223)
Impact on consumer (D3)
Impact on finance (D4)
Impact on process (D5)
Impact on employee (D6)
(9198 minus0050)
(8696 0144)(9538 0203)
(9504 0084)
Reduction in cycle time
Upgrade operation
performanceImproved
compliance and controls
000000500100015002000250030003500400
24000 24500 25000 25500 26000 26500 27000 27500 28000
(26339 037)
(27535 013)(24178 031) Technical
feasibility
Available resources
Time schedule
minus0800minus0700minus0600minus0500minus0400minus0300minus0200minus0100
000025600 25800 26000 26200 26400 26600 26800 27000 27200 27400
(27306 minus0589)
(26796 minus053)
(25746 minus072)
ROI (C
Cost reduction
Revenue generation
00000100020003000400050006000700
26400 26600 26800 27000 27200 27400 27600 27800
Meaningful to organization
Critical to quality
Measureable variable
minus1200minus1000minus0800minus0600minus0400minus0200
000002000400
25000 25500 26000 26500 27000 27500
(26464 0586)
(26835 0655)
(27640 0527)
(27156 0230)
(27246 minus0501)(2537 minus1043)
Figure 3 The influential network relation maps
Table 5 The sum of influences given and received on criteria
Criteria 119903119894
119904119894
119903119894+ 119904119894
119903119894minus 119904119894
Meaningful to organization (1198621) 1369 1346 2716 023
Critical to quality (1198622) 1337 1387 2725 minus050
Variable is measurable (1198623) 1216 1321 2537 minus104
Technical feasibility (1198624) 1336 1395 2731 minus059
Resources are available (1198625) 1313 1366 2680 minus053
Time schedule (1198626) 1251 1324 2575 minus073
Customer satisfaction (1198627) 1334 1397 2731 minus063
Customer complaints (1198628) 1284 1325 2608 minus041
New business (1198629) 1268 1201 2469 067
ROI (11986210) 1374 1309 2684 065
Cost reduction (11986211) 1353 1294 2646 059
Profit generation (11986212) 1408 1356 2764 053
Reduction in cycle time (11986213) 1336 1298 2634 037
Upgrade operational performance (11986214) 1383 1370 2753 013
Improved in compliance and controls (11986215) 1225 1193 2418 032
Retaining rate (11986216) 1189 1196 2385 minus007
Improved capability (11986217) 1338 1237 2575 101
(1198633) impact on operations (119863
5) and impact on employees
(1198636) in that order In addition we extended the priority
of the criteria in each dimension from the local weights inTable 6 For instance feasibility (119863
2) is the first priority in
dimensions of global weights when extended to the local
weight dimensions however we know that the technicalfeasibility (119862
4) will be the first priority of feasibility (119863
2) All
of these local and global weights will be helpful in selectingand improving the best alternatives inMCDMproblems withthe VIKOR method
10 Mathematical Problems in Engineering
Table6Th
eperform
ance
andgapof
desired
levelofallalternativep
rojects
Local
weight
Global
weight
Perfo
rmance
Gap
ofdesired
level
1198751
1198752
1198753
1198754
1198755
1198756
1198757
1198758
1198751
1198752
1198753
1198754
1198755
1198756
1198757
1198758
Strategy
(D1)
0172(2)
7031
654
9679
47192
646
2664
86437
6175
0219
(1)
0272
(2)
024
5(1)
020
1(6)
028
2(4)
026
1(4)
028
5(2)
0314
(3)
Meaning
fultoorganizatio
n(1198621)
0332(2)
0057
7875
5750
6875
7125
6563
6688
6250
5750
0125
0361
0236
0208
0271
0257
0306
0361
Criticaltoqu
ality
(1198622)
0342(1)
0059
7313
7313
6875
7500
6625
6750
6500
6813
0188
0188
0236
0167
0264
0250
0278
0243
Varia
bleism
easurable(1198623)
0325(3)
0056
5875
6563
6625
6938
6188
6500
6563
5938
0347
0271
0264
0229
0313
0278
0271
0340
Feasibility
(D2)
0173(1)
646
7638
2670
9695
9647
3670
4642
16212
028
1(3)
029
1(3)
0255
(2)
0227
(4)
028
1(2)
0255
(3)
028
7(3)
0310
(2)
Technicalfeasib
ility(1198624)
0341(1)
0059
6750
6938
6813
7125
6250
6500
6625
6375
0250
0229
0243
0208
0306
0278
0264
0292
Resourcesa
reavailable(1198625)
0334(2)
0058
6813
6125
6563
6750
6250
6625
6438
6313
0243
0319
0271
0250
0306
0264
0285
0299
Times
chedule(1198626)
0324(3)
0056
5813
6063
6750
7000
6938
7000
6188
5938
0354
0326
0250
0222
0229
0222
0313
0340
Impa
cton
custom
ers(D
3)0166(4)
627
1664
56312
670
1646
9628
5666
56616
030
3(4)
026
2(1)
029
9(4)
0255
(2)
028
1(3)
0302
(5)
0259
(1)
026
5(1)
Custo
mer
satisfaction(1198627)
0356(1)
0059
6563
7250
6688
7188
6813
6563
7000
6938
0271
0194
0257
0201
0243
0271
0222
0229
Custo
mer
complaints(1198628)
0337(2)
0056
6438
6875
6313
6938
6250
6250
6688
7063
0285
0236
0299
0229
0306
0306
0257
0215
New
busin
ess(1198629)
0306(3)
0051
5750
5688
5875
5875
6313
600
06250
5750
0361
0368
0347
0347
0299
0333
0306
0361
Impa
cton
finan
ce(D
4)0168(3)
656
26021
629
06377
660
56850
564
3579
4027
1(2)
0331
(4)
030
1(5)
029
1(1)
026
6(1)
0239
(2)
0373
(6)
0356
(5)
ROI(11986210)
0330(2)
0056
6500
6750
600
06188
6625
6313
5625
5938
0278
0250
0333
0313
0264
0299
0375
0340
Costreductio
n(11986211)
0326(3)
0055
6625
5438
6625
6375
6563
7500
5875
5563
0264
0396
0264
0292
0271
0167
0347
0382
Revenu
egeneration(11986212)
0342(1)
0058
6563
5875
6250
6563
6625
6750
5438
5875
0271
0347
0306
0271
0264
0250
0396
0347
Impa
cton
operations
(D5)
0164(5)
6150
588
5642
5690
16225
690
6606
76159
0317
(5)
034
6(5)
028
6(3)
0233
(3)
030
8(5)
0233
(1)
0325
(4)
0316
(4)
Redu
ctionin
cycle
time
(11986213)
0336(2)
0055
6125
5188
6438
6063
5688
6750
5563
6125
0319
0424
0285
0326
0368
0250
0382
0319
Upgrade
operational
perfo
rmance
(11986214)
0354(1)
0058
6250
6500
7000
7500
6875
7625
6875
6875
0306
0278
0222
0167
0236
0153
0236
0236
Improved
compliancea
ndcontrols(11986215)
0309(3)
0051
6063
5938
5750
7125
6063
6250
5688
5375
0326
0340
0361
0208
0326
0306
0368
0403
Impa
cton
employee
(D6)
0154(6)
600
4560
0556
87166
5375
6258
5762
560
30333
(6)
0378
(6)
038
1(6)
020
4(5)
040
3(6)
030
5(6)
0359
(5)
0377
(6)
Retainingrate(11986216)
0491(2)
0076
5750
5250
5250
6563
5375
5750
5063
5063
0361
0417
0417
0271
0403
0361
0438
0438
Improved
capability(11986217)
0508(1)
0079
6250
5938
5875
7750
5375
6750
6438
6125
0306
0340
0347
0139
0403
0250
0285
0319
Totalp
erform
ance
642
3(3)
6191
(6)
636
3(4)
688
0(1)
628
1(5)
6613
(2)
6173
(7)
609
9(8)
Totalgap
028
6(3)
0312
(6)
029
2(4)
0235
(1)
0302
(5)
026
5(2)
0314
(7)
0322
(8)
Notethen
umbersin
the(
)denotes
ther
anks
oflocalw
eightsin
dimensio
nsandcriteria
Mathematical Problems in Engineering 11
In analyzing the empirical case of an SPMmanufacturingcompany using a hybrid MCDM model we successfullyobtained the influential relationship matrix as well as themap of the PS dimensions and criteria in interdependentand feedback problems We also compared the perfor-mance of projects and obtained how to improve the per-formance of dimensions and criteria in reducing the gapsremaining to achieve the aspiration levels We conclude thefollowing(1) Based on the DANP method the global influential
weights and local influential weights of the dimensions andcriteria can be obtained and then by combining DANP withthe VIKOR method the average scores of the projects fromproject 119875
1to project 119875
8 in performance are 6423 6191
6363 6880 6281 6613 6173 and 6099 respectively (seeTable 6) We found that project 119875
4has the best performance
among the eight projects with a score of 688 which meansthat the training and practice of employees (119875
4) are the first
priority for the Six Sigma projects In accordance with thescores of the projects the subsequent priorities are the estab-lishment of a lean production system (119875
6) decision support
(1198751) operational process improvement (119875
3) the upgrading
of supply chain management (1198755) the improvement of the
materialproducts inspection system (1198753) the promotion of
quality function deployment (1198757) and the investment in
inspection equipmentinstruments (1198758)
(2) The traditional PS approach is to rank the projectalternatives and then only select the best of the project Ourproposed model can not only use the best project selectionbut can also analyzewhich gaps in the dimensions and criteriashould be the priorities for improvement From the perspec-tive of the VIKOR method project 119875
4is the first priority of
Six Sigma projects in this SPM case however the gap of 0292in this case should also be reduced to zero (the aspirationlevel no gap) questions regarding how to minimize this gapas much as possible We can propose several improvementstrategies and suggestions for the managers of Six Sigmato promote the projectrsquos performance based on the INRMFor example in Table 6 and Figure 3 the largest gap to theaspiration level in project 119875
4is 0291 (impact on finance119863
4)
next is 0255 (impact on customers 1198633) then 0233 (impact
on operations 1198635) 0227 (feasibility 119863
2) 0204 (impact on
employees 1198636) and 0201 (strategy 119863
1) This information
can assist managers in improving the project performanceof Six Sigma to reduce the gaps in question and achieve theaspiration level quickly and directly
5 Conclusion
PS is one of the most critical and challenging activitiesfaced by companiesand selecting the right project in SixSigma is a major factor in its early success and long-termacceptance within any organization Based on the definitionof a project the objectives must be clear succinct achievablerealistic and measurable with a high probability of successWe developed dimensions and criteria that align with thestrategy of a SPM manufacturing company to evaluate andselect Six Sigma projects
We present a hybrid MCDM model combining theinfluential weights of DANP with the VIKOR method for anempirical case in the SPM industry to integrate each criterionperformance into each dimension and overall performanceSo a DANP model can overcome the problems of interde-pendence and feedback among dimensions and criteria in thereal world Based on the global and local influential weights ofDANP and combined with VIKORrsquos calculation (see Table 6)mangers can make decisions which take into account theintegration of performances and the improvement of the gapsto the aspiration level of each dimension In this case studywe not only designated the prioritization of the projects inthe order of training and practice of employees (P4) rarrestablish lean production system (P6) rarr decision support(P1) rarr operational process improvement (P3) rarr upgradesupply chain management (P5) rarr improve material andproducts inspection system (P2) rarr promote quality func-tion deployment (P7) and invest in inspection equipment andinstrument (P8) but we also determined how to improve thegaps to achieve the aspiration level of performance in eachproject from low value to high value
To reduce the gaps and achieve the aspiration level (zerogaps) in the best or most suitable areas other methodssuch as the dominance-based rough set approach (DRSA)and PROMETHEE III should be addressed in the futurestudies In order to deal with uncertainty or fuzziness in thedecision making process a fuzzy-ANP can be considered inour proposed model
Appendix
Liou and Tzeng [40] found that the traditional MCDMignored some important new concepts and trends (someassumptions limitdefects) for solving actual problems inthe real world First the traditional model assumes thatthe criteria are independent and hierarchical in structurehowever criteria are often interdependent in real-worldproblems because ldquoStatistics and Economics are unrealisticin the real worldrdquo DEMATEL technique can be used tofind the influence matrix and build an INRM for solvingthis problem Second the relative good solution from theexisting alternatives is replaced by the aspiration levels NoteHerbert A Simon in his lecture given in Stockholm uponreceiving the Nobel Prize in Economics 1978 the Scottishword ldquosatisficingrdquo (=satisfying) has been revived to denoteproblem solving and decision making that sets an aspirationlevel searches until an alternative is found that is satisfactoryby the aspiration level criterion and selects that alternative[41] In this research if 119891lowast
119895is the aspiration level and 119891minus
119895
is the worst value we use the performance scores from0 to 10 (very dissatisfaction larr 0 1 2 9 10 rarr verysatisfaction) in questionnaires so the aspiration level canbe set at 10 score (ie 119891lowast
119895= 10) and the worst value at
zero score (ie 119891minus119895= 0) this approach can avoid ldquoChoose
the best among inferiorchoicesalternativesrdquo that is avoidldquoPick the best apple among a barrel of rotten applesrdquo Thirdthe trends have shifted from how to carry out the ldquorankingrdquoor ldquoselectionrdquo of the most preferable alternatives to how to
12 Mathematical Problems in Engineering
ldquoimproverdquo their performances based on INRM because ldquoweneed a systematic approach to problem-solving instead ofaddressing the systems of the problem we need to identifythe sources of the problem [42]rdquoThese ideas and concepts canoffer major contributions in this type of research problem
Conflict of Interests
The authors declare that they have no conflict of interests
Acknowledgments
The authors gratefully acknowledge assistant editor and tworeviewers of this paper who helped clarify and improve thispresentation
References
[1] J Antony and R Banuelas ldquoKey ingredients for the effectiveimplementation of six sigma programrdquo Measuring BusinessExcellence vol 6 no 4 pp 20ndash27 2002
[2] J Antony ldquoSome pros and cons of six sigma an academicperspectiverdquo The TQM Magazine vol 16 no 4 pp 303ndash3062004
[3] R D Snee ldquoSix sigma the evolution of 100 years of businessimprovement methodologyrdquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 1 pp 4ndash20 2004
[4] A Y T Szeto and A H C Tsang ldquoAntecedents to successfulimplementation of six sigmardquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 3 pp 307ndash322 2005
[5] Y H Kwak and F T Anbari ldquoBenefits obstacles and future ofsix sigma approachrdquo Technovation vol 26 no 5-6 pp 708ndash7152006
[6] P S Pande R P Neuman and R R Cavanagh The Six SigmaWay McGraw-Hill New York NY USA 2000
[7] R Banuelas C Tennant I Tuersley and S Tang ldquoSelection ofsix sigma projects in the UKrdquo The TQM Magazine vol 18 no5 pp 514ndash527 2006
[8] J D Kendrick and D Saaty ldquoUse analytic hierarchy process forproject selectionrdquo Six Sigma Forum Magazine vol 6 no 4 pp22ndash29 2007
[9] U D Kumar H Saranga J E Ramırez-Marquez and DNowicki ldquoSix sigma project selection using data envelopmentanalysisrdquoThe TQMMagazine vol 19 no 5 pp 419ndash441 2007
[10] G Hu L Wang S Fetch and B Bidanda ldquoA multi-objectivemodel for project portfolio selection to implement lean and sixsigma conceptsrdquo International Journal of Production Researchvol 46 no 23 pp 6611ndash6625 2008
[11] C Kahraman and G Buyukozkan ldquoA combined fuzzy AHPand fuzzy goal programming approach for effective six-sigmaproject selectionrdquo Journal of Multiple-Valued Logic and SoftComputing vol 14 no 6 pp 599ndash615 2008
[12] T Yang and C-H Hsieh ldquoSix-Sigma project selection usingnational quality award criteria and Delphi fuzzy multiple crite-ria decision-makingmethodrdquo Expert Systems with Applicationsvol 36 no 4 pp 7594ndash7603 2009
[13] G Buyukozkan and D Ozturkcan ldquoAn integrated analyticapproach for six sigma project selectionrdquo Expert Systems withApplications vol 37 no 8 pp 5835ndash5847 2010
[14] S Percin and C Kahraman ldquoAn integrated fuzzy multi-criteriadecision-making approach for six sigma project selectionrdquoInternational Journal of Computational Intelligence Systems vol3 no 5 pp 610ndash621 2010
[15] M Tkac and S Lyocsa ldquoOn the evaluation of six sigma projectsrdquoQuality and Reliability Engineering International vol 26 no 1pp 115ndash124 2010
[16] S Vinodh S G Gautham R Anesh Ramiya and DRajanayagam ldquoApplication of fuzzy analytic network processfor agile concept selection in a manufacturing organisationrdquoInternational Journal of Production Research vol 48 no 24 pp7243ndash7264 2010
[17] S Boran H R Yazgan and K Goztepe ldquoA fuzzy ANP-basedapproach for prioritising projects a six sigma case studyrdquoInternational Journal of Six Sigma and Competitive Advantagevol 6 no 3 pp 133ndash155 2011
[18] R K Padhy and S Sahu ldquoA real option based six sigma projectevaluation and selectionmodelrdquo International Journal of ProjectManagement vol 29 no 8 pp 1091ndash1102 2011
[19] A Saghaei and H Didehkhani ldquoDeveloping an integratedmodel for the evaluation and selection of six sigma projectsbased on ANFIS and fuzzy goal programmingrdquo Expert Systemswith Applications vol 38 no 1 pp 721ndash728 2011
[20] M Kumar J Antony and B R Cho ldquoProject selection andits impact on the successful deployment of six sigmardquo BusinessProcess Management Journal vol 15 no 5 pp 669ndash686 2009
[21] J Antony and C Fergusson ldquoSix sigma in the software industryresults from a pilot studyrdquoManagerial Auditing Journal vol 19no 8 pp 1025ndash1032 2004
[22] J Van den Heuvel R J M M Does A J J C Bogers andM Berg ldquoImplementing six sigma in the Netherlandsrdquo JointCommission Journal on Quality and Patient Safety vol 32 no7 pp 393ndash399 2006
[23] E Fontela and A Gabus ldquoThe DEMATEL observerdquo BattelleInstitute Geneva Switzerland 1976
[24] T L SaatyDecisionMaking with Dependence and FeedbackTheAnalytic Network Process RWS Pittsburgh Pa USA 1996
[25] S Opricovic and G-H Tzeng ldquoMulticriteria planning of post-earthquake sustainable reconstructionrdquo Computer-Aided Civiland Infrastructure Engineering vol 17 no 3 pp 211ndash220 2002
[26] T L Saaty ldquoRank from comparisons and from ratings inthe analytic hierarchynetwork processesrdquo European Journal ofOperational Research vol 168 no 2 pp 557ndash570 2006
[27] C-Y Huang J Z Shyu and G-H Tzeng ldquoReconfiguring theinnovation policy portfolios for Taiwanrsquos SIP mall industryrdquoTechnovation vol 27 no 12 pp 744ndash765 2007
[28] F Jin P Liu and X Zhang ldquoThe evaluation study of humanresources based on intuitionistic fuzzy set andTOPSISmethodrdquoJournal of Information and Computational Science vol 4 no 3pp 1023ndash1028 2007
[29] J J H Liou G-H Tzeng and H-C Chang ldquoAirline safetymeasurement using a hybrid modelrdquo Journal of Air TransportManagement vol 13 no 4 pp 243ndash249 2007
[30] G-H Tzeng C-H Chiang and C-W Li ldquoEvaluating inter-twined effects in e-learning programs a novel hybrid MCDMmodel based on factor analysis and DEMATELrdquo Expert Systemswith Applications vol 32 no 4 pp 1028ndash1044 2007
[31] J J H Liou L Yen and G-H Tzeng ldquoBuilding an effectivesafety management system for airlinesrdquo Journal of Air TransportManagement vol 14 no 1 pp 20ndash26 2008
Mathematical Problems in Engineering 13
[32] W-S Lee G-H Tzeng J-L Guan K-T Chien and J-MHuang ldquoCombined MCDM techniques for exploring stockselection based on Gordon modelrdquo Expert Systems with Appli-cations vol 36 no 3 part 2 pp 6421ndash6430 2009
[33] L Pei-de ldquoAnovelmethod for hybridmultiple attribute decisionmakingrdquo Knowledge-Based Systems vol 22 no 5 pp 388ndash3912009
[34] J J H Liou C-Y Tsai R-H Lin and G-H Tzeng ldquoA mod-ified VIKOR multiple-criteria decision method for improvingdomestic airlines service qualityrdquo Journal of Air TransportManagement vol 17 no 2 pp 57ndash61 2011
[35] P Liu and X Zhang ldquoResearch on the supplier selection of asupply chain based on entropyweight and improved ELECTRE-III methodrdquo International Journal of Production Research vol49 no 3 pp 637ndash646 2011
[36] C-H Hsu F-K Wang and G-H Tzeng ldquoThe best vendorselection for conducting the recycledmaterial based on a hybridMCDM model combining DANP with VIKORrdquo ResourcesConservation and Recycling vol 66 no 1 pp 95ndash111 2012
[37] C-H Liu G-H Tzeng and M-H Lee ldquoImproving tourismpolicy implementationmdashthe use of hybrid MCDM modelsrdquoTourism Management vol 33 no 2 pp 239ndash488 2012
[38] P Liu and X Wu ldquoA competency evaluation method ofhuman resources managers based on multi-granularity linguis-tic variables and VIKOR methodrdquo Technological and EconomicDevelopment of Economy vol 18 no 4 pp 696ndash710 2012
[39] S Opricovic and G-H Tzeng ldquoCompromise solution byMCDM methods a comparative analysis of VIKOR and TOP-SISrdquo European Journal of Operational Research vol 156 no 2pp 445ndash455 2004
[40] J H Liou and G H Tzeng ldquoComments on multiple cri-teria decision making (MCDM) methods in economics anoverviewrdquo Technological and Economic Development of Econ-omy vol 18 no 4 pp 672ndash695 2012
[41] H A Simon ldquoA behavioral model of rational choicerdquo TheQuarterly Journal of Economics vol 69 no 1 pp 99ndash118 1955
[42] J H Liou ldquoNew concepts and trends ofMCDMfor tomorrowmdashin honor of professor Gwo-Hshiung Tzeng on the occasion ofhis 70th birthdayrdquo Technological and Economic Development ofEconomy vol 19 no 2 pp 367ndash375 2013
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

8 Mathematical Problems in Engineering
Table 3 The initial influence matrix A for criteria
Criteria 1198621
1198622
1198623
1198624
1198625
1198626
1198627
1198628
1198629
11986210
11986211
11986212
11986213
11986214
11986215
11986216
11986217
C1 000 338 300 313 331 306 319 313 294 300 306 306 300 325 256 263 288C2 325 000 300 319 313 313 356 344 256 281 269 300 269 306 256 250 281C3 281 306 000 288 281 281 281 256 238 269 269 275 294 300 231 213 219C4 288 325 319 000 300 306 306 288 275 331 288 325 313 331 244 219 269C5 300 306 294 319 000 313 288 275 244 306 313 313 300 313 238 269 256C6 263 288 300 300 288 000 306 275 206 269 294 288 300 306 231 250 250C7 338 338 300 319 306 306 000 338 281 294 263 306 238 281 269 294 263C8 331 356 294 313 288 288 344 000 250 263 244 269 238 250 275 281 263C9 319 256 269 319 313 256 319 256 000 313 263 313 238 263 269 244 269C10 294 306 319 325 338 281 325 294 300 000 300 325 319 331 256 269 294C11 300 300 306 319 313 306 319 313 281 300 000 331 275 319 275 256 281C12 313 325 294 344 338 313 300 300 313 325 344 000 306 325 281 306 281C13 300 275 313 331 313 331 294 281 263 281 325 319 000 294 275 244 294C14 313 331 300 325 325 331 325 300 263 294 294 313 331 000 269 294 306C15 269 288 250 275 269 263 288 281 250 256 250 256 275 281 000 300 275C16 250 275 250 238 244 213 281 281 225 263 269 263 269 288 300 000 281C17 288 306 263 306 288 269 313 294 294 288 288 306 331 350 288 269 000Note the mean of sample gap = (1119899(119899 minus 1))sum119899
119894=1sum119899
119895=1(|119886119901
119894119895minus 119886119901minus1
119894119895|119886119901
119894119895) times 100 = 1795 lt 5 where 119899 is the number of criteria and 119901 is the sample of 16
experts
Table 4 The total-influence matrix T119863and influence givenreceived for dimensions
T119863
1198631
1198632
1198633
1198634
1198635
1198636
119903119894
Dimensions 119903119894
119904119894
119903119894+ 119904119894
119903119894minus 119904119894
1198631
078 080 077 078 076 071 460 Strategy (1198631) 460 476 936 minus016
1198632
079 078 076 077 075 071 457 Feasibility (1198632) 457 480 936 minus023
1198633
079 079 075 077 075 071 455 Impact on customers (1198633) 455 461 916 minus005
1198634
084 085 081 080 080 075 485 Impact on finance (1198634) 485 465 949 020
1198635
080 081 077 078 074 072 462 Impact on operations (1198635) 462 454 916 009
1198636
077 077 074 075 074 067 443 Impact on employees (1198636) 443 428 871 016
119904119894
476 480 461 465 454 428
98205 which is greater than 95 (see note in Table 3)There are eight projects that were submitted by the SixSigma team of Corporation J Utilizing the aforementionedsix dimensions and 17 criteria we evaluated the performanceof each project based on the opinions of sixteen knowledge-based experts and the consultants in SPM manufacturingand the Six Sigma technique We evaluated performances ona scale of 1 to 9 with 1 indicating very poor performance(ie 119891minus
119895= 1 is called the worst value) and 9 indicating the
best performance (ie 119891lowast119895= 9 is called the aspiration level)
Then we used the average performance scores of each projectand applied the VIKOR method to obtain the performancesand the gaps to the aspiration levels of the alternativeprojects
Using (2) and (3) the normalized direct-influence matrixand the total-influence of T
119862and T
119863can be easily derived
The INRMwas constructed using the vectors r and s fromthetotal direct-influence matrix T
119863(see Table 4) The sum of
influences given and received on criteria is shown in Table 5In addition the INRMmaps are shown in Figure 3
In Figure 3 we found that six dimensions are influencedby each other such as strategy (119863
1) will be influenced by
impact on customers (1198633) impact on finance (119863
4) and
impact on operations (1198635) feasibility (119863
2) will be influenced
by strategy (1198631) impact on customers (119863
3) impact on
finance (1198634) and impact on employees (119863
6) These influen-
tial relationships will help the Six Sigma team to perform thedecision-making To increase the feasibility of projects thefirst step is to improve their impact on finance In particularthe Six Sigma team can first refer to119863
4in Figure 3 to improve
the contribution of ROI (11986210) for the project For the same
reason the projects need the support of the top managementof strategy (119863
1) but strategy (119863
1) depended on the impact
on finance (1198634) impact on customers (119863
3) and impact on
employees (1198636) In conclusion the managers of Six Sigma
can refer to the INRM to prioritize their improvements to thedimensions and criteria in PS
We used the DANP method to obtain the influentialweights and priorities of the dimensions and criteria inthe empirical case of Corporation J The performances andthe gaps to the aspiration levels of the alternative projectsare shown in Table 6 We found that the priority in globalweights of the first dimension is feasibility (119863
2) followed by
strategy (1198631) impact on finance (119863
4) impact on customers
Mathematical Problems in Engineering 9
00000200
minus0200
0400
0600
0800
1000
1200
23500 24000 24500 25000 25500 26000
D5
D1
D2
D4
D3
D6
ri + si
ri + si
ri + si
ri + si
ri + si
r iminuss i
r iminussi
r iminuss i
r iminuss i
r iminuss i
minus0800minus0600minus0400minus0200
00000200040006000800
24500 25000 25500 26000 26500 27000 27500
(C6)(C4)
(C5)
(C3) (C2)
(C1)
(C15)
(C13)
(C14)
(C11)
10)
(C12)
minus025minus020minus015minus010minus005
Retaining
Improved capability
rate (C16)
(C17)
(2385 minus007)
ri + si
ri + si
r iminuss i
r iminuss i
(25749 101)
Customer satisfaction
New business (C9)
(C7)(27306 minus06)
Customer complain (C8)(2608minus041)
(24691 06)
000005010015020025
860 870 880 890 900 910 920 930 940 950 960
Strategy (D1)(9401 minus0159)
Feasibility (D2)(9412 minus0223)
Impact on consumer (D3)
Impact on finance (D4)
Impact on process (D5)
Impact on employee (D6)
(9198 minus0050)
(8696 0144)(9538 0203)
(9504 0084)
Reduction in cycle time
Upgrade operation
performanceImproved
compliance and controls
000000500100015002000250030003500400
24000 24500 25000 25500 26000 26500 27000 27500 28000
(26339 037)
(27535 013)(24178 031) Technical
feasibility
Available resources
Time schedule
minus0800minus0700minus0600minus0500minus0400minus0300minus0200minus0100
000025600 25800 26000 26200 26400 26600 26800 27000 27200 27400
(27306 minus0589)
(26796 minus053)
(25746 minus072)
ROI (C
Cost reduction
Revenue generation
00000100020003000400050006000700
26400 26600 26800 27000 27200 27400 27600 27800
Meaningful to organization
Critical to quality
Measureable variable
minus1200minus1000minus0800minus0600minus0400minus0200
000002000400
25000 25500 26000 26500 27000 27500
(26464 0586)
(26835 0655)
(27640 0527)
(27156 0230)
(27246 minus0501)(2537 minus1043)
Figure 3 The influential network relation maps
Table 5 The sum of influences given and received on criteria
Criteria 119903119894
119904119894
119903119894+ 119904119894
119903119894minus 119904119894
Meaningful to organization (1198621) 1369 1346 2716 023
Critical to quality (1198622) 1337 1387 2725 minus050
Variable is measurable (1198623) 1216 1321 2537 minus104
Technical feasibility (1198624) 1336 1395 2731 minus059
Resources are available (1198625) 1313 1366 2680 minus053
Time schedule (1198626) 1251 1324 2575 minus073
Customer satisfaction (1198627) 1334 1397 2731 minus063
Customer complaints (1198628) 1284 1325 2608 minus041
New business (1198629) 1268 1201 2469 067
ROI (11986210) 1374 1309 2684 065
Cost reduction (11986211) 1353 1294 2646 059
Profit generation (11986212) 1408 1356 2764 053
Reduction in cycle time (11986213) 1336 1298 2634 037
Upgrade operational performance (11986214) 1383 1370 2753 013
Improved in compliance and controls (11986215) 1225 1193 2418 032
Retaining rate (11986216) 1189 1196 2385 minus007
Improved capability (11986217) 1338 1237 2575 101
(1198633) impact on operations (119863
5) and impact on employees
(1198636) in that order In addition we extended the priority
of the criteria in each dimension from the local weights inTable 6 For instance feasibility (119863
2) is the first priority in
dimensions of global weights when extended to the local
weight dimensions however we know that the technicalfeasibility (119862
4) will be the first priority of feasibility (119863
2) All
of these local and global weights will be helpful in selectingand improving the best alternatives inMCDMproblems withthe VIKOR method
10 Mathematical Problems in Engineering
Table6Th
eperform
ance
andgapof
desired
levelofallalternativep
rojects
Local
weight
Global
weight
Perfo
rmance
Gap
ofdesired
level
1198751
1198752
1198753
1198754
1198755
1198756
1198757
1198758
1198751
1198752
1198753
1198754
1198755
1198756
1198757
1198758
Strategy
(D1)
0172(2)
7031
654
9679
47192
646
2664
86437
6175
0219
(1)
0272
(2)
024
5(1)
020
1(6)
028
2(4)
026
1(4)
028
5(2)
0314
(3)
Meaning
fultoorganizatio
n(1198621)
0332(2)
0057
7875
5750
6875
7125
6563
6688
6250
5750
0125
0361
0236
0208
0271
0257
0306
0361
Criticaltoqu
ality
(1198622)
0342(1)
0059
7313
7313
6875
7500
6625
6750
6500
6813
0188
0188
0236
0167
0264
0250
0278
0243
Varia
bleism
easurable(1198623)
0325(3)
0056
5875
6563
6625
6938
6188
6500
6563
5938
0347
0271
0264
0229
0313
0278
0271
0340
Feasibility
(D2)
0173(1)
646
7638
2670
9695
9647
3670
4642
16212
028
1(3)
029
1(3)
0255
(2)
0227
(4)
028
1(2)
0255
(3)
028
7(3)
0310
(2)
Technicalfeasib
ility(1198624)
0341(1)
0059
6750
6938
6813
7125
6250
6500
6625
6375
0250
0229
0243
0208
0306
0278
0264
0292
Resourcesa
reavailable(1198625)
0334(2)
0058
6813
6125
6563
6750
6250
6625
6438
6313
0243
0319
0271
0250
0306
0264
0285
0299
Times
chedule(1198626)
0324(3)
0056
5813
6063
6750
7000
6938
7000
6188
5938
0354
0326
0250
0222
0229
0222
0313
0340
Impa
cton
custom
ers(D
3)0166(4)
627
1664
56312
670
1646
9628
5666
56616
030
3(4)
026
2(1)
029
9(4)
0255
(2)
028
1(3)
0302
(5)
0259
(1)
026
5(1)
Custo
mer
satisfaction(1198627)
0356(1)
0059
6563
7250
6688
7188
6813
6563
7000
6938
0271
0194
0257
0201
0243
0271
0222
0229
Custo
mer
complaints(1198628)
0337(2)
0056
6438
6875
6313
6938
6250
6250
6688
7063
0285
0236
0299
0229
0306
0306
0257
0215
New
busin
ess(1198629)
0306(3)
0051
5750
5688
5875
5875
6313
600
06250
5750
0361
0368
0347
0347
0299
0333
0306
0361
Impa
cton
finan
ce(D
4)0168(3)
656
26021
629
06377
660
56850
564
3579
4027
1(2)
0331
(4)
030
1(5)
029
1(1)
026
6(1)
0239
(2)
0373
(6)
0356
(5)
ROI(11986210)
0330(2)
0056
6500
6750
600
06188
6625
6313
5625
5938
0278
0250
0333
0313
0264
0299
0375
0340
Costreductio
n(11986211)
0326(3)
0055
6625
5438
6625
6375
6563
7500
5875
5563
0264
0396
0264
0292
0271
0167
0347
0382
Revenu
egeneration(11986212)
0342(1)
0058
6563
5875
6250
6563
6625
6750
5438
5875
0271
0347
0306
0271
0264
0250
0396
0347
Impa
cton
operations
(D5)
0164(5)
6150
588
5642
5690
16225
690
6606
76159
0317
(5)
034
6(5)
028
6(3)
0233
(3)
030
8(5)
0233
(1)
0325
(4)
0316
(4)
Redu
ctionin
cycle
time
(11986213)
0336(2)
0055
6125
5188
6438
6063
5688
6750
5563
6125
0319
0424
0285
0326
0368
0250
0382
0319
Upgrade
operational
perfo
rmance
(11986214)
0354(1)
0058
6250
6500
7000
7500
6875
7625
6875
6875
0306
0278
0222
0167
0236
0153
0236
0236
Improved
compliancea
ndcontrols(11986215)
0309(3)
0051
6063
5938
5750
7125
6063
6250
5688
5375
0326
0340
0361
0208
0326
0306
0368
0403
Impa
cton
employee
(D6)
0154(6)
600
4560
0556
87166
5375
6258
5762
560
30333
(6)
0378
(6)
038
1(6)
020
4(5)
040
3(6)
030
5(6)
0359
(5)
0377
(6)
Retainingrate(11986216)
0491(2)
0076
5750
5250
5250
6563
5375
5750
5063
5063
0361
0417
0417
0271
0403
0361
0438
0438
Improved
capability(11986217)
0508(1)
0079
6250
5938
5875
7750
5375
6750
6438
6125
0306
0340
0347
0139
0403
0250
0285
0319
Totalp
erform
ance
642
3(3)
6191
(6)
636
3(4)
688
0(1)
628
1(5)
6613
(2)
6173
(7)
609
9(8)
Totalgap
028
6(3)
0312
(6)
029
2(4)
0235
(1)
0302
(5)
026
5(2)
0314
(7)
0322
(8)
Notethen
umbersin
the(
)denotes
ther
anks
oflocalw
eightsin
dimensio
nsandcriteria
Mathematical Problems in Engineering 11
In analyzing the empirical case of an SPMmanufacturingcompany using a hybrid MCDM model we successfullyobtained the influential relationship matrix as well as themap of the PS dimensions and criteria in interdependentand feedback problems We also compared the perfor-mance of projects and obtained how to improve the per-formance of dimensions and criteria in reducing the gapsremaining to achieve the aspiration levels We conclude thefollowing(1) Based on the DANP method the global influential
weights and local influential weights of the dimensions andcriteria can be obtained and then by combining DANP withthe VIKOR method the average scores of the projects fromproject 119875
1to project 119875
8 in performance are 6423 6191
6363 6880 6281 6613 6173 and 6099 respectively (seeTable 6) We found that project 119875
4has the best performance
among the eight projects with a score of 688 which meansthat the training and practice of employees (119875
4) are the first
priority for the Six Sigma projects In accordance with thescores of the projects the subsequent priorities are the estab-lishment of a lean production system (119875
6) decision support
(1198751) operational process improvement (119875
3) the upgrading
of supply chain management (1198755) the improvement of the
materialproducts inspection system (1198753) the promotion of
quality function deployment (1198757) and the investment in
inspection equipmentinstruments (1198758)
(2) The traditional PS approach is to rank the projectalternatives and then only select the best of the project Ourproposed model can not only use the best project selectionbut can also analyzewhich gaps in the dimensions and criteriashould be the priorities for improvement From the perspec-tive of the VIKOR method project 119875
4is the first priority of
Six Sigma projects in this SPM case however the gap of 0292in this case should also be reduced to zero (the aspirationlevel no gap) questions regarding how to minimize this gapas much as possible We can propose several improvementstrategies and suggestions for the managers of Six Sigmato promote the projectrsquos performance based on the INRMFor example in Table 6 and Figure 3 the largest gap to theaspiration level in project 119875
4is 0291 (impact on finance119863
4)
next is 0255 (impact on customers 1198633) then 0233 (impact
on operations 1198635) 0227 (feasibility 119863
2) 0204 (impact on
employees 1198636) and 0201 (strategy 119863
1) This information
can assist managers in improving the project performanceof Six Sigma to reduce the gaps in question and achieve theaspiration level quickly and directly
5 Conclusion
PS is one of the most critical and challenging activitiesfaced by companiesand selecting the right project in SixSigma is a major factor in its early success and long-termacceptance within any organization Based on the definitionof a project the objectives must be clear succinct achievablerealistic and measurable with a high probability of successWe developed dimensions and criteria that align with thestrategy of a SPM manufacturing company to evaluate andselect Six Sigma projects
We present a hybrid MCDM model combining theinfluential weights of DANP with the VIKOR method for anempirical case in the SPM industry to integrate each criterionperformance into each dimension and overall performanceSo a DANP model can overcome the problems of interde-pendence and feedback among dimensions and criteria in thereal world Based on the global and local influential weights ofDANP and combined with VIKORrsquos calculation (see Table 6)mangers can make decisions which take into account theintegration of performances and the improvement of the gapsto the aspiration level of each dimension In this case studywe not only designated the prioritization of the projects inthe order of training and practice of employees (P4) rarrestablish lean production system (P6) rarr decision support(P1) rarr operational process improvement (P3) rarr upgradesupply chain management (P5) rarr improve material andproducts inspection system (P2) rarr promote quality func-tion deployment (P7) and invest in inspection equipment andinstrument (P8) but we also determined how to improve thegaps to achieve the aspiration level of performance in eachproject from low value to high value
To reduce the gaps and achieve the aspiration level (zerogaps) in the best or most suitable areas other methodssuch as the dominance-based rough set approach (DRSA)and PROMETHEE III should be addressed in the futurestudies In order to deal with uncertainty or fuzziness in thedecision making process a fuzzy-ANP can be considered inour proposed model
Appendix
Liou and Tzeng [40] found that the traditional MCDMignored some important new concepts and trends (someassumptions limitdefects) for solving actual problems inthe real world First the traditional model assumes thatthe criteria are independent and hierarchical in structurehowever criteria are often interdependent in real-worldproblems because ldquoStatistics and Economics are unrealisticin the real worldrdquo DEMATEL technique can be used tofind the influence matrix and build an INRM for solvingthis problem Second the relative good solution from theexisting alternatives is replaced by the aspiration levels NoteHerbert A Simon in his lecture given in Stockholm uponreceiving the Nobel Prize in Economics 1978 the Scottishword ldquosatisficingrdquo (=satisfying) has been revived to denoteproblem solving and decision making that sets an aspirationlevel searches until an alternative is found that is satisfactoryby the aspiration level criterion and selects that alternative[41] In this research if 119891lowast
119895is the aspiration level and 119891minus
119895
is the worst value we use the performance scores from0 to 10 (very dissatisfaction larr 0 1 2 9 10 rarr verysatisfaction) in questionnaires so the aspiration level canbe set at 10 score (ie 119891lowast
119895= 10) and the worst value at
zero score (ie 119891minus119895= 0) this approach can avoid ldquoChoose
the best among inferiorchoicesalternativesrdquo that is avoidldquoPick the best apple among a barrel of rotten applesrdquo Thirdthe trends have shifted from how to carry out the ldquorankingrdquoor ldquoselectionrdquo of the most preferable alternatives to how to
12 Mathematical Problems in Engineering
ldquoimproverdquo their performances based on INRM because ldquoweneed a systematic approach to problem-solving instead ofaddressing the systems of the problem we need to identifythe sources of the problem [42]rdquoThese ideas and concepts canoffer major contributions in this type of research problem
Conflict of Interests
The authors declare that they have no conflict of interests
Acknowledgments
The authors gratefully acknowledge assistant editor and tworeviewers of this paper who helped clarify and improve thispresentation
References
[1] J Antony and R Banuelas ldquoKey ingredients for the effectiveimplementation of six sigma programrdquo Measuring BusinessExcellence vol 6 no 4 pp 20ndash27 2002
[2] J Antony ldquoSome pros and cons of six sigma an academicperspectiverdquo The TQM Magazine vol 16 no 4 pp 303ndash3062004
[3] R D Snee ldquoSix sigma the evolution of 100 years of businessimprovement methodologyrdquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 1 pp 4ndash20 2004
[4] A Y T Szeto and A H C Tsang ldquoAntecedents to successfulimplementation of six sigmardquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 3 pp 307ndash322 2005
[5] Y H Kwak and F T Anbari ldquoBenefits obstacles and future ofsix sigma approachrdquo Technovation vol 26 no 5-6 pp 708ndash7152006
[6] P S Pande R P Neuman and R R Cavanagh The Six SigmaWay McGraw-Hill New York NY USA 2000
[7] R Banuelas C Tennant I Tuersley and S Tang ldquoSelection ofsix sigma projects in the UKrdquo The TQM Magazine vol 18 no5 pp 514ndash527 2006
[8] J D Kendrick and D Saaty ldquoUse analytic hierarchy process forproject selectionrdquo Six Sigma Forum Magazine vol 6 no 4 pp22ndash29 2007
[9] U D Kumar H Saranga J E Ramırez-Marquez and DNowicki ldquoSix sigma project selection using data envelopmentanalysisrdquoThe TQMMagazine vol 19 no 5 pp 419ndash441 2007
[10] G Hu L Wang S Fetch and B Bidanda ldquoA multi-objectivemodel for project portfolio selection to implement lean and sixsigma conceptsrdquo International Journal of Production Researchvol 46 no 23 pp 6611ndash6625 2008
[11] C Kahraman and G Buyukozkan ldquoA combined fuzzy AHPand fuzzy goal programming approach for effective six-sigmaproject selectionrdquo Journal of Multiple-Valued Logic and SoftComputing vol 14 no 6 pp 599ndash615 2008
[12] T Yang and C-H Hsieh ldquoSix-Sigma project selection usingnational quality award criteria and Delphi fuzzy multiple crite-ria decision-makingmethodrdquo Expert Systems with Applicationsvol 36 no 4 pp 7594ndash7603 2009
[13] G Buyukozkan and D Ozturkcan ldquoAn integrated analyticapproach for six sigma project selectionrdquo Expert Systems withApplications vol 37 no 8 pp 5835ndash5847 2010
[14] S Percin and C Kahraman ldquoAn integrated fuzzy multi-criteriadecision-making approach for six sigma project selectionrdquoInternational Journal of Computational Intelligence Systems vol3 no 5 pp 610ndash621 2010
[15] M Tkac and S Lyocsa ldquoOn the evaluation of six sigma projectsrdquoQuality and Reliability Engineering International vol 26 no 1pp 115ndash124 2010
[16] S Vinodh S G Gautham R Anesh Ramiya and DRajanayagam ldquoApplication of fuzzy analytic network processfor agile concept selection in a manufacturing organisationrdquoInternational Journal of Production Research vol 48 no 24 pp7243ndash7264 2010
[17] S Boran H R Yazgan and K Goztepe ldquoA fuzzy ANP-basedapproach for prioritising projects a six sigma case studyrdquoInternational Journal of Six Sigma and Competitive Advantagevol 6 no 3 pp 133ndash155 2011
[18] R K Padhy and S Sahu ldquoA real option based six sigma projectevaluation and selectionmodelrdquo International Journal of ProjectManagement vol 29 no 8 pp 1091ndash1102 2011
[19] A Saghaei and H Didehkhani ldquoDeveloping an integratedmodel for the evaluation and selection of six sigma projectsbased on ANFIS and fuzzy goal programmingrdquo Expert Systemswith Applications vol 38 no 1 pp 721ndash728 2011
[20] M Kumar J Antony and B R Cho ldquoProject selection andits impact on the successful deployment of six sigmardquo BusinessProcess Management Journal vol 15 no 5 pp 669ndash686 2009
[21] J Antony and C Fergusson ldquoSix sigma in the software industryresults from a pilot studyrdquoManagerial Auditing Journal vol 19no 8 pp 1025ndash1032 2004
[22] J Van den Heuvel R J M M Does A J J C Bogers andM Berg ldquoImplementing six sigma in the Netherlandsrdquo JointCommission Journal on Quality and Patient Safety vol 32 no7 pp 393ndash399 2006
[23] E Fontela and A Gabus ldquoThe DEMATEL observerdquo BattelleInstitute Geneva Switzerland 1976
[24] T L SaatyDecisionMaking with Dependence and FeedbackTheAnalytic Network Process RWS Pittsburgh Pa USA 1996
[25] S Opricovic and G-H Tzeng ldquoMulticriteria planning of post-earthquake sustainable reconstructionrdquo Computer-Aided Civiland Infrastructure Engineering vol 17 no 3 pp 211ndash220 2002
[26] T L Saaty ldquoRank from comparisons and from ratings inthe analytic hierarchynetwork processesrdquo European Journal ofOperational Research vol 168 no 2 pp 557ndash570 2006
[27] C-Y Huang J Z Shyu and G-H Tzeng ldquoReconfiguring theinnovation policy portfolios for Taiwanrsquos SIP mall industryrdquoTechnovation vol 27 no 12 pp 744ndash765 2007
[28] F Jin P Liu and X Zhang ldquoThe evaluation study of humanresources based on intuitionistic fuzzy set andTOPSISmethodrdquoJournal of Information and Computational Science vol 4 no 3pp 1023ndash1028 2007
[29] J J H Liou G-H Tzeng and H-C Chang ldquoAirline safetymeasurement using a hybrid modelrdquo Journal of Air TransportManagement vol 13 no 4 pp 243ndash249 2007
[30] G-H Tzeng C-H Chiang and C-W Li ldquoEvaluating inter-twined effects in e-learning programs a novel hybrid MCDMmodel based on factor analysis and DEMATELrdquo Expert Systemswith Applications vol 32 no 4 pp 1028ndash1044 2007
[31] J J H Liou L Yen and G-H Tzeng ldquoBuilding an effectivesafety management system for airlinesrdquo Journal of Air TransportManagement vol 14 no 1 pp 20ndash26 2008
Mathematical Problems in Engineering 13
[32] W-S Lee G-H Tzeng J-L Guan K-T Chien and J-MHuang ldquoCombined MCDM techniques for exploring stockselection based on Gordon modelrdquo Expert Systems with Appli-cations vol 36 no 3 part 2 pp 6421ndash6430 2009
[33] L Pei-de ldquoAnovelmethod for hybridmultiple attribute decisionmakingrdquo Knowledge-Based Systems vol 22 no 5 pp 388ndash3912009
[34] J J H Liou C-Y Tsai R-H Lin and G-H Tzeng ldquoA mod-ified VIKOR multiple-criteria decision method for improvingdomestic airlines service qualityrdquo Journal of Air TransportManagement vol 17 no 2 pp 57ndash61 2011
[35] P Liu and X Zhang ldquoResearch on the supplier selection of asupply chain based on entropyweight and improved ELECTRE-III methodrdquo International Journal of Production Research vol49 no 3 pp 637ndash646 2011
[36] C-H Hsu F-K Wang and G-H Tzeng ldquoThe best vendorselection for conducting the recycledmaterial based on a hybridMCDM model combining DANP with VIKORrdquo ResourcesConservation and Recycling vol 66 no 1 pp 95ndash111 2012
[37] C-H Liu G-H Tzeng and M-H Lee ldquoImproving tourismpolicy implementationmdashthe use of hybrid MCDM modelsrdquoTourism Management vol 33 no 2 pp 239ndash488 2012
[38] P Liu and X Wu ldquoA competency evaluation method ofhuman resources managers based on multi-granularity linguis-tic variables and VIKOR methodrdquo Technological and EconomicDevelopment of Economy vol 18 no 4 pp 696ndash710 2012
[39] S Opricovic and G-H Tzeng ldquoCompromise solution byMCDM methods a comparative analysis of VIKOR and TOP-SISrdquo European Journal of Operational Research vol 156 no 2pp 445ndash455 2004
[40] J H Liou and G H Tzeng ldquoComments on multiple cri-teria decision making (MCDM) methods in economics anoverviewrdquo Technological and Economic Development of Econ-omy vol 18 no 4 pp 672ndash695 2012
[41] H A Simon ldquoA behavioral model of rational choicerdquo TheQuarterly Journal of Economics vol 69 no 1 pp 99ndash118 1955
[42] J H Liou ldquoNew concepts and trends ofMCDMfor tomorrowmdashin honor of professor Gwo-Hshiung Tzeng on the occasion ofhis 70th birthdayrdquo Technological and Economic Development ofEconomy vol 19 no 2 pp 367ndash375 2013
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 9
00000200
minus0200
0400
0600
0800
1000
1200
23500 24000 24500 25000 25500 26000
D5
D1
D2
D4
D3
D6
ri + si
ri + si
ri + si
ri + si
ri + si
r iminuss i
r iminussi
r iminuss i
r iminuss i
r iminuss i
minus0800minus0600minus0400minus0200
00000200040006000800
24500 25000 25500 26000 26500 27000 27500
(C6)(C4)
(C5)
(C3) (C2)
(C1)
(C15)
(C13)
(C14)
(C11)
10)
(C12)
minus025minus020minus015minus010minus005
Retaining
Improved capability
rate (C16)
(C17)
(2385 minus007)
ri + si
ri + si
r iminuss i
r iminuss i
(25749 101)
Customer satisfaction
New business (C9)
(C7)(27306 minus06)
Customer complain (C8)(2608minus041)
(24691 06)
000005010015020025
860 870 880 890 900 910 920 930 940 950 960
Strategy (D1)(9401 minus0159)
Feasibility (D2)(9412 minus0223)
Impact on consumer (D3)
Impact on finance (D4)
Impact on process (D5)
Impact on employee (D6)
(9198 minus0050)
(8696 0144)(9538 0203)
(9504 0084)
Reduction in cycle time
Upgrade operation
performanceImproved
compliance and controls
000000500100015002000250030003500400
24000 24500 25000 25500 26000 26500 27000 27500 28000
(26339 037)
(27535 013)(24178 031) Technical
feasibility
Available resources
Time schedule
minus0800minus0700minus0600minus0500minus0400minus0300minus0200minus0100
000025600 25800 26000 26200 26400 26600 26800 27000 27200 27400
(27306 minus0589)
(26796 minus053)
(25746 minus072)
ROI (C
Cost reduction
Revenue generation
00000100020003000400050006000700
26400 26600 26800 27000 27200 27400 27600 27800
Meaningful to organization
Critical to quality
Measureable variable
minus1200minus1000minus0800minus0600minus0400minus0200
000002000400
25000 25500 26000 26500 27000 27500
(26464 0586)
(26835 0655)
(27640 0527)
(27156 0230)
(27246 minus0501)(2537 minus1043)
Figure 3 The influential network relation maps
Table 5 The sum of influences given and received on criteria
Criteria 119903119894
119904119894
119903119894+ 119904119894
119903119894minus 119904119894
Meaningful to organization (1198621) 1369 1346 2716 023
Critical to quality (1198622) 1337 1387 2725 minus050
Variable is measurable (1198623) 1216 1321 2537 minus104
Technical feasibility (1198624) 1336 1395 2731 minus059
Resources are available (1198625) 1313 1366 2680 minus053
Time schedule (1198626) 1251 1324 2575 minus073
Customer satisfaction (1198627) 1334 1397 2731 minus063
Customer complaints (1198628) 1284 1325 2608 minus041
New business (1198629) 1268 1201 2469 067
ROI (11986210) 1374 1309 2684 065
Cost reduction (11986211) 1353 1294 2646 059
Profit generation (11986212) 1408 1356 2764 053
Reduction in cycle time (11986213) 1336 1298 2634 037
Upgrade operational performance (11986214) 1383 1370 2753 013
Improved in compliance and controls (11986215) 1225 1193 2418 032
Retaining rate (11986216) 1189 1196 2385 minus007
Improved capability (11986217) 1338 1237 2575 101
(1198633) impact on operations (119863
5) and impact on employees
(1198636) in that order In addition we extended the priority
of the criteria in each dimension from the local weights inTable 6 For instance feasibility (119863
2) is the first priority in
dimensions of global weights when extended to the local
weight dimensions however we know that the technicalfeasibility (119862
4) will be the first priority of feasibility (119863
2) All
of these local and global weights will be helpful in selectingand improving the best alternatives inMCDMproblems withthe VIKOR method
10 Mathematical Problems in Engineering
Table6Th
eperform
ance
andgapof
desired
levelofallalternativep
rojects
Local
weight
Global
weight
Perfo
rmance
Gap
ofdesired
level
1198751
1198752
1198753
1198754
1198755
1198756
1198757
1198758
1198751
1198752
1198753
1198754
1198755
1198756
1198757
1198758
Strategy
(D1)
0172(2)
7031
654
9679
47192
646
2664
86437
6175
0219
(1)
0272
(2)
024
5(1)
020
1(6)
028
2(4)
026
1(4)
028
5(2)
0314
(3)
Meaning
fultoorganizatio
n(1198621)
0332(2)
0057
7875
5750
6875
7125
6563
6688
6250
5750
0125
0361
0236
0208
0271
0257
0306
0361
Criticaltoqu
ality
(1198622)
0342(1)
0059
7313
7313
6875
7500
6625
6750
6500
6813
0188
0188
0236
0167
0264
0250
0278
0243
Varia
bleism
easurable(1198623)
0325(3)
0056
5875
6563
6625
6938
6188
6500
6563
5938
0347
0271
0264
0229
0313
0278
0271
0340
Feasibility
(D2)
0173(1)
646
7638
2670
9695
9647
3670
4642
16212
028
1(3)
029
1(3)
0255
(2)
0227
(4)
028
1(2)
0255
(3)
028
7(3)
0310
(2)
Technicalfeasib
ility(1198624)
0341(1)
0059
6750
6938
6813
7125
6250
6500
6625
6375
0250
0229
0243
0208
0306
0278
0264
0292
Resourcesa
reavailable(1198625)
0334(2)
0058
6813
6125
6563
6750
6250
6625
6438
6313
0243
0319
0271
0250
0306
0264
0285
0299
Times
chedule(1198626)
0324(3)
0056
5813
6063
6750
7000
6938
7000
6188
5938
0354
0326
0250
0222
0229
0222
0313
0340
Impa
cton
custom
ers(D
3)0166(4)
627
1664
56312
670
1646
9628
5666
56616
030
3(4)
026
2(1)
029
9(4)
0255
(2)
028
1(3)
0302
(5)
0259
(1)
026
5(1)
Custo
mer
satisfaction(1198627)
0356(1)
0059
6563
7250
6688
7188
6813
6563
7000
6938
0271
0194
0257
0201
0243
0271
0222
0229
Custo
mer
complaints(1198628)
0337(2)
0056
6438
6875
6313
6938
6250
6250
6688
7063
0285
0236
0299
0229
0306
0306
0257
0215
New
busin
ess(1198629)
0306(3)
0051
5750
5688
5875
5875
6313
600
06250
5750
0361
0368
0347
0347
0299
0333
0306
0361
Impa
cton
finan
ce(D
4)0168(3)
656
26021
629
06377
660
56850
564
3579
4027
1(2)
0331
(4)
030
1(5)
029
1(1)
026
6(1)
0239
(2)
0373
(6)
0356
(5)
ROI(11986210)
0330(2)
0056
6500
6750
600
06188
6625
6313
5625
5938
0278
0250
0333
0313
0264
0299
0375
0340
Costreductio
n(11986211)
0326(3)
0055
6625
5438
6625
6375
6563
7500
5875
5563
0264
0396
0264
0292
0271
0167
0347
0382
Revenu
egeneration(11986212)
0342(1)
0058
6563
5875
6250
6563
6625
6750
5438
5875
0271
0347
0306
0271
0264
0250
0396
0347
Impa
cton
operations
(D5)
0164(5)
6150
588
5642
5690
16225
690
6606
76159
0317
(5)
034
6(5)
028
6(3)
0233
(3)
030
8(5)
0233
(1)
0325
(4)
0316
(4)
Redu
ctionin
cycle
time
(11986213)
0336(2)
0055
6125
5188
6438
6063
5688
6750
5563
6125
0319
0424
0285
0326
0368
0250
0382
0319
Upgrade
operational
perfo
rmance
(11986214)
0354(1)
0058
6250
6500
7000
7500
6875
7625
6875
6875
0306
0278
0222
0167
0236
0153
0236
0236
Improved
compliancea
ndcontrols(11986215)
0309(3)
0051
6063
5938
5750
7125
6063
6250
5688
5375
0326
0340
0361
0208
0326
0306
0368
0403
Impa
cton
employee
(D6)
0154(6)
600
4560
0556
87166
5375
6258
5762
560
30333
(6)
0378
(6)
038
1(6)
020
4(5)
040
3(6)
030
5(6)
0359
(5)
0377
(6)
Retainingrate(11986216)
0491(2)
0076
5750
5250
5250
6563
5375
5750
5063
5063
0361
0417
0417
0271
0403
0361
0438
0438
Improved
capability(11986217)
0508(1)
0079
6250
5938
5875
7750
5375
6750
6438
6125
0306
0340
0347
0139
0403
0250
0285
0319
Totalp
erform
ance
642
3(3)
6191
(6)
636
3(4)
688
0(1)
628
1(5)
6613
(2)
6173
(7)
609
9(8)
Totalgap
028
6(3)
0312
(6)
029
2(4)
0235
(1)
0302
(5)
026
5(2)
0314
(7)
0322
(8)
Notethen
umbersin
the(
)denotes
ther
anks
oflocalw
eightsin
dimensio
nsandcriteria
Mathematical Problems in Engineering 11
In analyzing the empirical case of an SPMmanufacturingcompany using a hybrid MCDM model we successfullyobtained the influential relationship matrix as well as themap of the PS dimensions and criteria in interdependentand feedback problems We also compared the perfor-mance of projects and obtained how to improve the per-formance of dimensions and criteria in reducing the gapsremaining to achieve the aspiration levels We conclude thefollowing(1) Based on the DANP method the global influential
weights and local influential weights of the dimensions andcriteria can be obtained and then by combining DANP withthe VIKOR method the average scores of the projects fromproject 119875
1to project 119875
8 in performance are 6423 6191
6363 6880 6281 6613 6173 and 6099 respectively (seeTable 6) We found that project 119875
4has the best performance
among the eight projects with a score of 688 which meansthat the training and practice of employees (119875
4) are the first
priority for the Six Sigma projects In accordance with thescores of the projects the subsequent priorities are the estab-lishment of a lean production system (119875
6) decision support
(1198751) operational process improvement (119875
3) the upgrading
of supply chain management (1198755) the improvement of the
materialproducts inspection system (1198753) the promotion of
quality function deployment (1198757) and the investment in
inspection equipmentinstruments (1198758)
(2) The traditional PS approach is to rank the projectalternatives and then only select the best of the project Ourproposed model can not only use the best project selectionbut can also analyzewhich gaps in the dimensions and criteriashould be the priorities for improvement From the perspec-tive of the VIKOR method project 119875
4is the first priority of
Six Sigma projects in this SPM case however the gap of 0292in this case should also be reduced to zero (the aspirationlevel no gap) questions regarding how to minimize this gapas much as possible We can propose several improvementstrategies and suggestions for the managers of Six Sigmato promote the projectrsquos performance based on the INRMFor example in Table 6 and Figure 3 the largest gap to theaspiration level in project 119875
4is 0291 (impact on finance119863
4)
next is 0255 (impact on customers 1198633) then 0233 (impact
on operations 1198635) 0227 (feasibility 119863
2) 0204 (impact on
employees 1198636) and 0201 (strategy 119863
1) This information
can assist managers in improving the project performanceof Six Sigma to reduce the gaps in question and achieve theaspiration level quickly and directly
5 Conclusion
PS is one of the most critical and challenging activitiesfaced by companiesand selecting the right project in SixSigma is a major factor in its early success and long-termacceptance within any organization Based on the definitionof a project the objectives must be clear succinct achievablerealistic and measurable with a high probability of successWe developed dimensions and criteria that align with thestrategy of a SPM manufacturing company to evaluate andselect Six Sigma projects
We present a hybrid MCDM model combining theinfluential weights of DANP with the VIKOR method for anempirical case in the SPM industry to integrate each criterionperformance into each dimension and overall performanceSo a DANP model can overcome the problems of interde-pendence and feedback among dimensions and criteria in thereal world Based on the global and local influential weights ofDANP and combined with VIKORrsquos calculation (see Table 6)mangers can make decisions which take into account theintegration of performances and the improvement of the gapsto the aspiration level of each dimension In this case studywe not only designated the prioritization of the projects inthe order of training and practice of employees (P4) rarrestablish lean production system (P6) rarr decision support(P1) rarr operational process improvement (P3) rarr upgradesupply chain management (P5) rarr improve material andproducts inspection system (P2) rarr promote quality func-tion deployment (P7) and invest in inspection equipment andinstrument (P8) but we also determined how to improve thegaps to achieve the aspiration level of performance in eachproject from low value to high value
To reduce the gaps and achieve the aspiration level (zerogaps) in the best or most suitable areas other methodssuch as the dominance-based rough set approach (DRSA)and PROMETHEE III should be addressed in the futurestudies In order to deal with uncertainty or fuzziness in thedecision making process a fuzzy-ANP can be considered inour proposed model
Appendix
Liou and Tzeng [40] found that the traditional MCDMignored some important new concepts and trends (someassumptions limitdefects) for solving actual problems inthe real world First the traditional model assumes thatthe criteria are independent and hierarchical in structurehowever criteria are often interdependent in real-worldproblems because ldquoStatistics and Economics are unrealisticin the real worldrdquo DEMATEL technique can be used tofind the influence matrix and build an INRM for solvingthis problem Second the relative good solution from theexisting alternatives is replaced by the aspiration levels NoteHerbert A Simon in his lecture given in Stockholm uponreceiving the Nobel Prize in Economics 1978 the Scottishword ldquosatisficingrdquo (=satisfying) has been revived to denoteproblem solving and decision making that sets an aspirationlevel searches until an alternative is found that is satisfactoryby the aspiration level criterion and selects that alternative[41] In this research if 119891lowast
119895is the aspiration level and 119891minus
119895
is the worst value we use the performance scores from0 to 10 (very dissatisfaction larr 0 1 2 9 10 rarr verysatisfaction) in questionnaires so the aspiration level canbe set at 10 score (ie 119891lowast
119895= 10) and the worst value at
zero score (ie 119891minus119895= 0) this approach can avoid ldquoChoose
the best among inferiorchoicesalternativesrdquo that is avoidldquoPick the best apple among a barrel of rotten applesrdquo Thirdthe trends have shifted from how to carry out the ldquorankingrdquoor ldquoselectionrdquo of the most preferable alternatives to how to
12 Mathematical Problems in Engineering
ldquoimproverdquo their performances based on INRM because ldquoweneed a systematic approach to problem-solving instead ofaddressing the systems of the problem we need to identifythe sources of the problem [42]rdquoThese ideas and concepts canoffer major contributions in this type of research problem
Conflict of Interests
The authors declare that they have no conflict of interests
Acknowledgments
The authors gratefully acknowledge assistant editor and tworeviewers of this paper who helped clarify and improve thispresentation
References
[1] J Antony and R Banuelas ldquoKey ingredients for the effectiveimplementation of six sigma programrdquo Measuring BusinessExcellence vol 6 no 4 pp 20ndash27 2002
[2] J Antony ldquoSome pros and cons of six sigma an academicperspectiverdquo The TQM Magazine vol 16 no 4 pp 303ndash3062004
[3] R D Snee ldquoSix sigma the evolution of 100 years of businessimprovement methodologyrdquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 1 pp 4ndash20 2004
[4] A Y T Szeto and A H C Tsang ldquoAntecedents to successfulimplementation of six sigmardquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 3 pp 307ndash322 2005
[5] Y H Kwak and F T Anbari ldquoBenefits obstacles and future ofsix sigma approachrdquo Technovation vol 26 no 5-6 pp 708ndash7152006
[6] P S Pande R P Neuman and R R Cavanagh The Six SigmaWay McGraw-Hill New York NY USA 2000
[7] R Banuelas C Tennant I Tuersley and S Tang ldquoSelection ofsix sigma projects in the UKrdquo The TQM Magazine vol 18 no5 pp 514ndash527 2006
[8] J D Kendrick and D Saaty ldquoUse analytic hierarchy process forproject selectionrdquo Six Sigma Forum Magazine vol 6 no 4 pp22ndash29 2007
[9] U D Kumar H Saranga J E Ramırez-Marquez and DNowicki ldquoSix sigma project selection using data envelopmentanalysisrdquoThe TQMMagazine vol 19 no 5 pp 419ndash441 2007
[10] G Hu L Wang S Fetch and B Bidanda ldquoA multi-objectivemodel for project portfolio selection to implement lean and sixsigma conceptsrdquo International Journal of Production Researchvol 46 no 23 pp 6611ndash6625 2008
[11] C Kahraman and G Buyukozkan ldquoA combined fuzzy AHPand fuzzy goal programming approach for effective six-sigmaproject selectionrdquo Journal of Multiple-Valued Logic and SoftComputing vol 14 no 6 pp 599ndash615 2008
[12] T Yang and C-H Hsieh ldquoSix-Sigma project selection usingnational quality award criteria and Delphi fuzzy multiple crite-ria decision-makingmethodrdquo Expert Systems with Applicationsvol 36 no 4 pp 7594ndash7603 2009
[13] G Buyukozkan and D Ozturkcan ldquoAn integrated analyticapproach for six sigma project selectionrdquo Expert Systems withApplications vol 37 no 8 pp 5835ndash5847 2010
[14] S Percin and C Kahraman ldquoAn integrated fuzzy multi-criteriadecision-making approach for six sigma project selectionrdquoInternational Journal of Computational Intelligence Systems vol3 no 5 pp 610ndash621 2010
[15] M Tkac and S Lyocsa ldquoOn the evaluation of six sigma projectsrdquoQuality and Reliability Engineering International vol 26 no 1pp 115ndash124 2010
[16] S Vinodh S G Gautham R Anesh Ramiya and DRajanayagam ldquoApplication of fuzzy analytic network processfor agile concept selection in a manufacturing organisationrdquoInternational Journal of Production Research vol 48 no 24 pp7243ndash7264 2010
[17] S Boran H R Yazgan and K Goztepe ldquoA fuzzy ANP-basedapproach for prioritising projects a six sigma case studyrdquoInternational Journal of Six Sigma and Competitive Advantagevol 6 no 3 pp 133ndash155 2011
[18] R K Padhy and S Sahu ldquoA real option based six sigma projectevaluation and selectionmodelrdquo International Journal of ProjectManagement vol 29 no 8 pp 1091ndash1102 2011
[19] A Saghaei and H Didehkhani ldquoDeveloping an integratedmodel for the evaluation and selection of six sigma projectsbased on ANFIS and fuzzy goal programmingrdquo Expert Systemswith Applications vol 38 no 1 pp 721ndash728 2011
[20] M Kumar J Antony and B R Cho ldquoProject selection andits impact on the successful deployment of six sigmardquo BusinessProcess Management Journal vol 15 no 5 pp 669ndash686 2009
[21] J Antony and C Fergusson ldquoSix sigma in the software industryresults from a pilot studyrdquoManagerial Auditing Journal vol 19no 8 pp 1025ndash1032 2004
[22] J Van den Heuvel R J M M Does A J J C Bogers andM Berg ldquoImplementing six sigma in the Netherlandsrdquo JointCommission Journal on Quality and Patient Safety vol 32 no7 pp 393ndash399 2006
[23] E Fontela and A Gabus ldquoThe DEMATEL observerdquo BattelleInstitute Geneva Switzerland 1976
[24] T L SaatyDecisionMaking with Dependence and FeedbackTheAnalytic Network Process RWS Pittsburgh Pa USA 1996
[25] S Opricovic and G-H Tzeng ldquoMulticriteria planning of post-earthquake sustainable reconstructionrdquo Computer-Aided Civiland Infrastructure Engineering vol 17 no 3 pp 211ndash220 2002
[26] T L Saaty ldquoRank from comparisons and from ratings inthe analytic hierarchynetwork processesrdquo European Journal ofOperational Research vol 168 no 2 pp 557ndash570 2006
[27] C-Y Huang J Z Shyu and G-H Tzeng ldquoReconfiguring theinnovation policy portfolios for Taiwanrsquos SIP mall industryrdquoTechnovation vol 27 no 12 pp 744ndash765 2007
[28] F Jin P Liu and X Zhang ldquoThe evaluation study of humanresources based on intuitionistic fuzzy set andTOPSISmethodrdquoJournal of Information and Computational Science vol 4 no 3pp 1023ndash1028 2007
[29] J J H Liou G-H Tzeng and H-C Chang ldquoAirline safetymeasurement using a hybrid modelrdquo Journal of Air TransportManagement vol 13 no 4 pp 243ndash249 2007
[30] G-H Tzeng C-H Chiang and C-W Li ldquoEvaluating inter-twined effects in e-learning programs a novel hybrid MCDMmodel based on factor analysis and DEMATELrdquo Expert Systemswith Applications vol 32 no 4 pp 1028ndash1044 2007
[31] J J H Liou L Yen and G-H Tzeng ldquoBuilding an effectivesafety management system for airlinesrdquo Journal of Air TransportManagement vol 14 no 1 pp 20ndash26 2008
Mathematical Problems in Engineering 13
[32] W-S Lee G-H Tzeng J-L Guan K-T Chien and J-MHuang ldquoCombined MCDM techniques for exploring stockselection based on Gordon modelrdquo Expert Systems with Appli-cations vol 36 no 3 part 2 pp 6421ndash6430 2009
[33] L Pei-de ldquoAnovelmethod for hybridmultiple attribute decisionmakingrdquo Knowledge-Based Systems vol 22 no 5 pp 388ndash3912009
[34] J J H Liou C-Y Tsai R-H Lin and G-H Tzeng ldquoA mod-ified VIKOR multiple-criteria decision method for improvingdomestic airlines service qualityrdquo Journal of Air TransportManagement vol 17 no 2 pp 57ndash61 2011
[35] P Liu and X Zhang ldquoResearch on the supplier selection of asupply chain based on entropyweight and improved ELECTRE-III methodrdquo International Journal of Production Research vol49 no 3 pp 637ndash646 2011
[36] C-H Hsu F-K Wang and G-H Tzeng ldquoThe best vendorselection for conducting the recycledmaterial based on a hybridMCDM model combining DANP with VIKORrdquo ResourcesConservation and Recycling vol 66 no 1 pp 95ndash111 2012
[37] C-H Liu G-H Tzeng and M-H Lee ldquoImproving tourismpolicy implementationmdashthe use of hybrid MCDM modelsrdquoTourism Management vol 33 no 2 pp 239ndash488 2012
[38] P Liu and X Wu ldquoA competency evaluation method ofhuman resources managers based on multi-granularity linguis-tic variables and VIKOR methodrdquo Technological and EconomicDevelopment of Economy vol 18 no 4 pp 696ndash710 2012
[39] S Opricovic and G-H Tzeng ldquoCompromise solution byMCDM methods a comparative analysis of VIKOR and TOP-SISrdquo European Journal of Operational Research vol 156 no 2pp 445ndash455 2004
[40] J H Liou and G H Tzeng ldquoComments on multiple cri-teria decision making (MCDM) methods in economics anoverviewrdquo Technological and Economic Development of Econ-omy vol 18 no 4 pp 672ndash695 2012
[41] H A Simon ldquoA behavioral model of rational choicerdquo TheQuarterly Journal of Economics vol 69 no 1 pp 99ndash118 1955
[42] J H Liou ldquoNew concepts and trends ofMCDMfor tomorrowmdashin honor of professor Gwo-Hshiung Tzeng on the occasion ofhis 70th birthdayrdquo Technological and Economic Development ofEconomy vol 19 no 2 pp 367ndash375 2013
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

10 Mathematical Problems in Engineering
Table6Th
eperform
ance
andgapof
desired
levelofallalternativep
rojects
Local
weight
Global
weight
Perfo
rmance
Gap
ofdesired
level
1198751
1198752
1198753
1198754
1198755
1198756
1198757
1198758
1198751
1198752
1198753
1198754
1198755
1198756
1198757
1198758
Strategy
(D1)
0172(2)
7031
654
9679
47192
646
2664
86437
6175
0219
(1)
0272
(2)
024
5(1)
020
1(6)
028
2(4)
026
1(4)
028
5(2)
0314
(3)
Meaning
fultoorganizatio
n(1198621)
0332(2)
0057
7875
5750
6875
7125
6563
6688
6250
5750
0125
0361
0236
0208
0271
0257
0306
0361
Criticaltoqu
ality
(1198622)
0342(1)
0059
7313
7313
6875
7500
6625
6750
6500
6813
0188
0188
0236
0167
0264
0250
0278
0243
Varia
bleism
easurable(1198623)
0325(3)
0056
5875
6563
6625
6938
6188
6500
6563
5938
0347
0271
0264
0229
0313
0278
0271
0340
Feasibility
(D2)
0173(1)
646
7638
2670
9695
9647
3670
4642
16212
028
1(3)
029
1(3)
0255
(2)
0227
(4)
028
1(2)
0255
(3)
028
7(3)
0310
(2)
Technicalfeasib
ility(1198624)
0341(1)
0059
6750
6938
6813
7125
6250
6500
6625
6375
0250
0229
0243
0208
0306
0278
0264
0292
Resourcesa
reavailable(1198625)
0334(2)
0058
6813
6125
6563
6750
6250
6625
6438
6313
0243
0319
0271
0250
0306
0264
0285
0299
Times
chedule(1198626)
0324(3)
0056
5813
6063
6750
7000
6938
7000
6188
5938
0354
0326
0250
0222
0229
0222
0313
0340
Impa
cton
custom
ers(D
3)0166(4)
627
1664
56312
670
1646
9628
5666
56616
030
3(4)
026
2(1)
029
9(4)
0255
(2)
028
1(3)
0302
(5)
0259
(1)
026
5(1)
Custo
mer
satisfaction(1198627)
0356(1)
0059
6563
7250
6688
7188
6813
6563
7000
6938
0271
0194
0257
0201
0243
0271
0222
0229
Custo
mer
complaints(1198628)
0337(2)
0056
6438
6875
6313
6938
6250
6250
6688
7063
0285
0236
0299
0229
0306
0306
0257
0215
New
busin
ess(1198629)
0306(3)
0051
5750
5688
5875
5875
6313
600
06250
5750
0361
0368
0347
0347
0299
0333
0306
0361
Impa
cton
finan
ce(D
4)0168(3)
656
26021
629
06377
660
56850
564
3579
4027
1(2)
0331
(4)
030
1(5)
029
1(1)
026
6(1)
0239
(2)
0373
(6)
0356
(5)
ROI(11986210)
0330(2)
0056
6500
6750
600
06188
6625
6313
5625
5938
0278
0250
0333
0313
0264
0299
0375
0340
Costreductio
n(11986211)
0326(3)
0055
6625
5438
6625
6375
6563
7500
5875
5563
0264
0396
0264
0292
0271
0167
0347
0382
Revenu
egeneration(11986212)
0342(1)
0058
6563
5875
6250
6563
6625
6750
5438
5875
0271
0347
0306
0271
0264
0250
0396
0347
Impa
cton
operations
(D5)
0164(5)
6150
588
5642
5690
16225
690
6606
76159
0317
(5)
034
6(5)
028
6(3)
0233
(3)
030
8(5)
0233
(1)
0325
(4)
0316
(4)
Redu
ctionin
cycle
time
(11986213)
0336(2)
0055
6125
5188
6438
6063
5688
6750
5563
6125
0319
0424
0285
0326
0368
0250
0382
0319
Upgrade
operational
perfo
rmance
(11986214)
0354(1)
0058
6250
6500
7000
7500
6875
7625
6875
6875
0306
0278
0222
0167
0236
0153
0236
0236
Improved
compliancea
ndcontrols(11986215)
0309(3)
0051
6063
5938
5750
7125
6063
6250
5688
5375
0326
0340
0361
0208
0326
0306
0368
0403
Impa
cton
employee
(D6)
0154(6)
600
4560
0556
87166
5375
6258
5762
560
30333
(6)
0378
(6)
038
1(6)
020
4(5)
040
3(6)
030
5(6)
0359
(5)
0377
(6)
Retainingrate(11986216)
0491(2)
0076
5750
5250
5250
6563
5375
5750
5063
5063
0361
0417
0417
0271
0403
0361
0438
0438
Improved
capability(11986217)
0508(1)
0079
6250
5938
5875
7750
5375
6750
6438
6125
0306
0340
0347
0139
0403
0250
0285
0319
Totalp
erform
ance
642
3(3)
6191
(6)
636
3(4)
688
0(1)
628
1(5)
6613
(2)
6173
(7)
609
9(8)
Totalgap
028
6(3)
0312
(6)
029
2(4)
0235
(1)
0302
(5)
026
5(2)
0314
(7)
0322
(8)
Notethen
umbersin
the(
)denotes
ther
anks
oflocalw
eightsin
dimensio
nsandcriteria
Mathematical Problems in Engineering 11
In analyzing the empirical case of an SPMmanufacturingcompany using a hybrid MCDM model we successfullyobtained the influential relationship matrix as well as themap of the PS dimensions and criteria in interdependentand feedback problems We also compared the perfor-mance of projects and obtained how to improve the per-formance of dimensions and criteria in reducing the gapsremaining to achieve the aspiration levels We conclude thefollowing(1) Based on the DANP method the global influential
weights and local influential weights of the dimensions andcriteria can be obtained and then by combining DANP withthe VIKOR method the average scores of the projects fromproject 119875
1to project 119875
8 in performance are 6423 6191
6363 6880 6281 6613 6173 and 6099 respectively (seeTable 6) We found that project 119875
4has the best performance
among the eight projects with a score of 688 which meansthat the training and practice of employees (119875
4) are the first
priority for the Six Sigma projects In accordance with thescores of the projects the subsequent priorities are the estab-lishment of a lean production system (119875
6) decision support
(1198751) operational process improvement (119875
3) the upgrading
of supply chain management (1198755) the improvement of the
materialproducts inspection system (1198753) the promotion of
quality function deployment (1198757) and the investment in
inspection equipmentinstruments (1198758)
(2) The traditional PS approach is to rank the projectalternatives and then only select the best of the project Ourproposed model can not only use the best project selectionbut can also analyzewhich gaps in the dimensions and criteriashould be the priorities for improvement From the perspec-tive of the VIKOR method project 119875
4is the first priority of
Six Sigma projects in this SPM case however the gap of 0292in this case should also be reduced to zero (the aspirationlevel no gap) questions regarding how to minimize this gapas much as possible We can propose several improvementstrategies and suggestions for the managers of Six Sigmato promote the projectrsquos performance based on the INRMFor example in Table 6 and Figure 3 the largest gap to theaspiration level in project 119875
4is 0291 (impact on finance119863
4)
next is 0255 (impact on customers 1198633) then 0233 (impact
on operations 1198635) 0227 (feasibility 119863
2) 0204 (impact on
employees 1198636) and 0201 (strategy 119863
1) This information
can assist managers in improving the project performanceof Six Sigma to reduce the gaps in question and achieve theaspiration level quickly and directly
5 Conclusion
PS is one of the most critical and challenging activitiesfaced by companiesand selecting the right project in SixSigma is a major factor in its early success and long-termacceptance within any organization Based on the definitionof a project the objectives must be clear succinct achievablerealistic and measurable with a high probability of successWe developed dimensions and criteria that align with thestrategy of a SPM manufacturing company to evaluate andselect Six Sigma projects
We present a hybrid MCDM model combining theinfluential weights of DANP with the VIKOR method for anempirical case in the SPM industry to integrate each criterionperformance into each dimension and overall performanceSo a DANP model can overcome the problems of interde-pendence and feedback among dimensions and criteria in thereal world Based on the global and local influential weights ofDANP and combined with VIKORrsquos calculation (see Table 6)mangers can make decisions which take into account theintegration of performances and the improvement of the gapsto the aspiration level of each dimension In this case studywe not only designated the prioritization of the projects inthe order of training and practice of employees (P4) rarrestablish lean production system (P6) rarr decision support(P1) rarr operational process improvement (P3) rarr upgradesupply chain management (P5) rarr improve material andproducts inspection system (P2) rarr promote quality func-tion deployment (P7) and invest in inspection equipment andinstrument (P8) but we also determined how to improve thegaps to achieve the aspiration level of performance in eachproject from low value to high value
To reduce the gaps and achieve the aspiration level (zerogaps) in the best or most suitable areas other methodssuch as the dominance-based rough set approach (DRSA)and PROMETHEE III should be addressed in the futurestudies In order to deal with uncertainty or fuzziness in thedecision making process a fuzzy-ANP can be considered inour proposed model
Appendix
Liou and Tzeng [40] found that the traditional MCDMignored some important new concepts and trends (someassumptions limitdefects) for solving actual problems inthe real world First the traditional model assumes thatthe criteria are independent and hierarchical in structurehowever criteria are often interdependent in real-worldproblems because ldquoStatistics and Economics are unrealisticin the real worldrdquo DEMATEL technique can be used tofind the influence matrix and build an INRM for solvingthis problem Second the relative good solution from theexisting alternatives is replaced by the aspiration levels NoteHerbert A Simon in his lecture given in Stockholm uponreceiving the Nobel Prize in Economics 1978 the Scottishword ldquosatisficingrdquo (=satisfying) has been revived to denoteproblem solving and decision making that sets an aspirationlevel searches until an alternative is found that is satisfactoryby the aspiration level criterion and selects that alternative[41] In this research if 119891lowast
119895is the aspiration level and 119891minus
119895
is the worst value we use the performance scores from0 to 10 (very dissatisfaction larr 0 1 2 9 10 rarr verysatisfaction) in questionnaires so the aspiration level canbe set at 10 score (ie 119891lowast
119895= 10) and the worst value at
zero score (ie 119891minus119895= 0) this approach can avoid ldquoChoose
the best among inferiorchoicesalternativesrdquo that is avoidldquoPick the best apple among a barrel of rotten applesrdquo Thirdthe trends have shifted from how to carry out the ldquorankingrdquoor ldquoselectionrdquo of the most preferable alternatives to how to
12 Mathematical Problems in Engineering
ldquoimproverdquo their performances based on INRM because ldquoweneed a systematic approach to problem-solving instead ofaddressing the systems of the problem we need to identifythe sources of the problem [42]rdquoThese ideas and concepts canoffer major contributions in this type of research problem
Conflict of Interests
The authors declare that they have no conflict of interests
Acknowledgments
The authors gratefully acknowledge assistant editor and tworeviewers of this paper who helped clarify and improve thispresentation
References
[1] J Antony and R Banuelas ldquoKey ingredients for the effectiveimplementation of six sigma programrdquo Measuring BusinessExcellence vol 6 no 4 pp 20ndash27 2002
[2] J Antony ldquoSome pros and cons of six sigma an academicperspectiverdquo The TQM Magazine vol 16 no 4 pp 303ndash3062004
[3] R D Snee ldquoSix sigma the evolution of 100 years of businessimprovement methodologyrdquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 1 pp 4ndash20 2004
[4] A Y T Szeto and A H C Tsang ldquoAntecedents to successfulimplementation of six sigmardquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 3 pp 307ndash322 2005
[5] Y H Kwak and F T Anbari ldquoBenefits obstacles and future ofsix sigma approachrdquo Technovation vol 26 no 5-6 pp 708ndash7152006
[6] P S Pande R P Neuman and R R Cavanagh The Six SigmaWay McGraw-Hill New York NY USA 2000
[7] R Banuelas C Tennant I Tuersley and S Tang ldquoSelection ofsix sigma projects in the UKrdquo The TQM Magazine vol 18 no5 pp 514ndash527 2006
[8] J D Kendrick and D Saaty ldquoUse analytic hierarchy process forproject selectionrdquo Six Sigma Forum Magazine vol 6 no 4 pp22ndash29 2007
[9] U D Kumar H Saranga J E Ramırez-Marquez and DNowicki ldquoSix sigma project selection using data envelopmentanalysisrdquoThe TQMMagazine vol 19 no 5 pp 419ndash441 2007
[10] G Hu L Wang S Fetch and B Bidanda ldquoA multi-objectivemodel for project portfolio selection to implement lean and sixsigma conceptsrdquo International Journal of Production Researchvol 46 no 23 pp 6611ndash6625 2008
[11] C Kahraman and G Buyukozkan ldquoA combined fuzzy AHPand fuzzy goal programming approach for effective six-sigmaproject selectionrdquo Journal of Multiple-Valued Logic and SoftComputing vol 14 no 6 pp 599ndash615 2008
[12] T Yang and C-H Hsieh ldquoSix-Sigma project selection usingnational quality award criteria and Delphi fuzzy multiple crite-ria decision-makingmethodrdquo Expert Systems with Applicationsvol 36 no 4 pp 7594ndash7603 2009
[13] G Buyukozkan and D Ozturkcan ldquoAn integrated analyticapproach for six sigma project selectionrdquo Expert Systems withApplications vol 37 no 8 pp 5835ndash5847 2010
[14] S Percin and C Kahraman ldquoAn integrated fuzzy multi-criteriadecision-making approach for six sigma project selectionrdquoInternational Journal of Computational Intelligence Systems vol3 no 5 pp 610ndash621 2010
[15] M Tkac and S Lyocsa ldquoOn the evaluation of six sigma projectsrdquoQuality and Reliability Engineering International vol 26 no 1pp 115ndash124 2010
[16] S Vinodh S G Gautham R Anesh Ramiya and DRajanayagam ldquoApplication of fuzzy analytic network processfor agile concept selection in a manufacturing organisationrdquoInternational Journal of Production Research vol 48 no 24 pp7243ndash7264 2010
[17] S Boran H R Yazgan and K Goztepe ldquoA fuzzy ANP-basedapproach for prioritising projects a six sigma case studyrdquoInternational Journal of Six Sigma and Competitive Advantagevol 6 no 3 pp 133ndash155 2011
[18] R K Padhy and S Sahu ldquoA real option based six sigma projectevaluation and selectionmodelrdquo International Journal of ProjectManagement vol 29 no 8 pp 1091ndash1102 2011
[19] A Saghaei and H Didehkhani ldquoDeveloping an integratedmodel for the evaluation and selection of six sigma projectsbased on ANFIS and fuzzy goal programmingrdquo Expert Systemswith Applications vol 38 no 1 pp 721ndash728 2011
[20] M Kumar J Antony and B R Cho ldquoProject selection andits impact on the successful deployment of six sigmardquo BusinessProcess Management Journal vol 15 no 5 pp 669ndash686 2009
[21] J Antony and C Fergusson ldquoSix sigma in the software industryresults from a pilot studyrdquoManagerial Auditing Journal vol 19no 8 pp 1025ndash1032 2004
[22] J Van den Heuvel R J M M Does A J J C Bogers andM Berg ldquoImplementing six sigma in the Netherlandsrdquo JointCommission Journal on Quality and Patient Safety vol 32 no7 pp 393ndash399 2006
[23] E Fontela and A Gabus ldquoThe DEMATEL observerdquo BattelleInstitute Geneva Switzerland 1976
[24] T L SaatyDecisionMaking with Dependence and FeedbackTheAnalytic Network Process RWS Pittsburgh Pa USA 1996
[25] S Opricovic and G-H Tzeng ldquoMulticriteria planning of post-earthquake sustainable reconstructionrdquo Computer-Aided Civiland Infrastructure Engineering vol 17 no 3 pp 211ndash220 2002
[26] T L Saaty ldquoRank from comparisons and from ratings inthe analytic hierarchynetwork processesrdquo European Journal ofOperational Research vol 168 no 2 pp 557ndash570 2006
[27] C-Y Huang J Z Shyu and G-H Tzeng ldquoReconfiguring theinnovation policy portfolios for Taiwanrsquos SIP mall industryrdquoTechnovation vol 27 no 12 pp 744ndash765 2007
[28] F Jin P Liu and X Zhang ldquoThe evaluation study of humanresources based on intuitionistic fuzzy set andTOPSISmethodrdquoJournal of Information and Computational Science vol 4 no 3pp 1023ndash1028 2007
[29] J J H Liou G-H Tzeng and H-C Chang ldquoAirline safetymeasurement using a hybrid modelrdquo Journal of Air TransportManagement vol 13 no 4 pp 243ndash249 2007
[30] G-H Tzeng C-H Chiang and C-W Li ldquoEvaluating inter-twined effects in e-learning programs a novel hybrid MCDMmodel based on factor analysis and DEMATELrdquo Expert Systemswith Applications vol 32 no 4 pp 1028ndash1044 2007
[31] J J H Liou L Yen and G-H Tzeng ldquoBuilding an effectivesafety management system for airlinesrdquo Journal of Air TransportManagement vol 14 no 1 pp 20ndash26 2008
Mathematical Problems in Engineering 13
[32] W-S Lee G-H Tzeng J-L Guan K-T Chien and J-MHuang ldquoCombined MCDM techniques for exploring stockselection based on Gordon modelrdquo Expert Systems with Appli-cations vol 36 no 3 part 2 pp 6421ndash6430 2009
[33] L Pei-de ldquoAnovelmethod for hybridmultiple attribute decisionmakingrdquo Knowledge-Based Systems vol 22 no 5 pp 388ndash3912009
[34] J J H Liou C-Y Tsai R-H Lin and G-H Tzeng ldquoA mod-ified VIKOR multiple-criteria decision method for improvingdomestic airlines service qualityrdquo Journal of Air TransportManagement vol 17 no 2 pp 57ndash61 2011
[35] P Liu and X Zhang ldquoResearch on the supplier selection of asupply chain based on entropyweight and improved ELECTRE-III methodrdquo International Journal of Production Research vol49 no 3 pp 637ndash646 2011
[36] C-H Hsu F-K Wang and G-H Tzeng ldquoThe best vendorselection for conducting the recycledmaterial based on a hybridMCDM model combining DANP with VIKORrdquo ResourcesConservation and Recycling vol 66 no 1 pp 95ndash111 2012
[37] C-H Liu G-H Tzeng and M-H Lee ldquoImproving tourismpolicy implementationmdashthe use of hybrid MCDM modelsrdquoTourism Management vol 33 no 2 pp 239ndash488 2012
[38] P Liu and X Wu ldquoA competency evaluation method ofhuman resources managers based on multi-granularity linguis-tic variables and VIKOR methodrdquo Technological and EconomicDevelopment of Economy vol 18 no 4 pp 696ndash710 2012
[39] S Opricovic and G-H Tzeng ldquoCompromise solution byMCDM methods a comparative analysis of VIKOR and TOP-SISrdquo European Journal of Operational Research vol 156 no 2pp 445ndash455 2004
[40] J H Liou and G H Tzeng ldquoComments on multiple cri-teria decision making (MCDM) methods in economics anoverviewrdquo Technological and Economic Development of Econ-omy vol 18 no 4 pp 672ndash695 2012
[41] H A Simon ldquoA behavioral model of rational choicerdquo TheQuarterly Journal of Economics vol 69 no 1 pp 99ndash118 1955
[42] J H Liou ldquoNew concepts and trends ofMCDMfor tomorrowmdashin honor of professor Gwo-Hshiung Tzeng on the occasion ofhis 70th birthdayrdquo Technological and Economic Development ofEconomy vol 19 no 2 pp 367ndash375 2013
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 11
In analyzing the empirical case of an SPMmanufacturingcompany using a hybrid MCDM model we successfullyobtained the influential relationship matrix as well as themap of the PS dimensions and criteria in interdependentand feedback problems We also compared the perfor-mance of projects and obtained how to improve the per-formance of dimensions and criteria in reducing the gapsremaining to achieve the aspiration levels We conclude thefollowing(1) Based on the DANP method the global influential
weights and local influential weights of the dimensions andcriteria can be obtained and then by combining DANP withthe VIKOR method the average scores of the projects fromproject 119875
1to project 119875
8 in performance are 6423 6191
6363 6880 6281 6613 6173 and 6099 respectively (seeTable 6) We found that project 119875
4has the best performance
among the eight projects with a score of 688 which meansthat the training and practice of employees (119875
4) are the first
priority for the Six Sigma projects In accordance with thescores of the projects the subsequent priorities are the estab-lishment of a lean production system (119875
6) decision support
(1198751) operational process improvement (119875
3) the upgrading
of supply chain management (1198755) the improvement of the
materialproducts inspection system (1198753) the promotion of
quality function deployment (1198757) and the investment in
inspection equipmentinstruments (1198758)
(2) The traditional PS approach is to rank the projectalternatives and then only select the best of the project Ourproposed model can not only use the best project selectionbut can also analyzewhich gaps in the dimensions and criteriashould be the priorities for improvement From the perspec-tive of the VIKOR method project 119875
4is the first priority of
Six Sigma projects in this SPM case however the gap of 0292in this case should also be reduced to zero (the aspirationlevel no gap) questions regarding how to minimize this gapas much as possible We can propose several improvementstrategies and suggestions for the managers of Six Sigmato promote the projectrsquos performance based on the INRMFor example in Table 6 and Figure 3 the largest gap to theaspiration level in project 119875
4is 0291 (impact on finance119863
4)
next is 0255 (impact on customers 1198633) then 0233 (impact
on operations 1198635) 0227 (feasibility 119863
2) 0204 (impact on
employees 1198636) and 0201 (strategy 119863
1) This information
can assist managers in improving the project performanceof Six Sigma to reduce the gaps in question and achieve theaspiration level quickly and directly
5 Conclusion
PS is one of the most critical and challenging activitiesfaced by companiesand selecting the right project in SixSigma is a major factor in its early success and long-termacceptance within any organization Based on the definitionof a project the objectives must be clear succinct achievablerealistic and measurable with a high probability of successWe developed dimensions and criteria that align with thestrategy of a SPM manufacturing company to evaluate andselect Six Sigma projects
We present a hybrid MCDM model combining theinfluential weights of DANP with the VIKOR method for anempirical case in the SPM industry to integrate each criterionperformance into each dimension and overall performanceSo a DANP model can overcome the problems of interde-pendence and feedback among dimensions and criteria in thereal world Based on the global and local influential weights ofDANP and combined with VIKORrsquos calculation (see Table 6)mangers can make decisions which take into account theintegration of performances and the improvement of the gapsto the aspiration level of each dimension In this case studywe not only designated the prioritization of the projects inthe order of training and practice of employees (P4) rarrestablish lean production system (P6) rarr decision support(P1) rarr operational process improvement (P3) rarr upgradesupply chain management (P5) rarr improve material andproducts inspection system (P2) rarr promote quality func-tion deployment (P7) and invest in inspection equipment andinstrument (P8) but we also determined how to improve thegaps to achieve the aspiration level of performance in eachproject from low value to high value
To reduce the gaps and achieve the aspiration level (zerogaps) in the best or most suitable areas other methodssuch as the dominance-based rough set approach (DRSA)and PROMETHEE III should be addressed in the futurestudies In order to deal with uncertainty or fuzziness in thedecision making process a fuzzy-ANP can be considered inour proposed model
Appendix
Liou and Tzeng [40] found that the traditional MCDMignored some important new concepts and trends (someassumptions limitdefects) for solving actual problems inthe real world First the traditional model assumes thatthe criteria are independent and hierarchical in structurehowever criteria are often interdependent in real-worldproblems because ldquoStatistics and Economics are unrealisticin the real worldrdquo DEMATEL technique can be used tofind the influence matrix and build an INRM for solvingthis problem Second the relative good solution from theexisting alternatives is replaced by the aspiration levels NoteHerbert A Simon in his lecture given in Stockholm uponreceiving the Nobel Prize in Economics 1978 the Scottishword ldquosatisficingrdquo (=satisfying) has been revived to denoteproblem solving and decision making that sets an aspirationlevel searches until an alternative is found that is satisfactoryby the aspiration level criterion and selects that alternative[41] In this research if 119891lowast
119895is the aspiration level and 119891minus
119895
is the worst value we use the performance scores from0 to 10 (very dissatisfaction larr 0 1 2 9 10 rarr verysatisfaction) in questionnaires so the aspiration level canbe set at 10 score (ie 119891lowast
119895= 10) and the worst value at
zero score (ie 119891minus119895= 0) this approach can avoid ldquoChoose
the best among inferiorchoicesalternativesrdquo that is avoidldquoPick the best apple among a barrel of rotten applesrdquo Thirdthe trends have shifted from how to carry out the ldquorankingrdquoor ldquoselectionrdquo of the most preferable alternatives to how to
12 Mathematical Problems in Engineering
ldquoimproverdquo their performances based on INRM because ldquoweneed a systematic approach to problem-solving instead ofaddressing the systems of the problem we need to identifythe sources of the problem [42]rdquoThese ideas and concepts canoffer major contributions in this type of research problem
Conflict of Interests
The authors declare that they have no conflict of interests
Acknowledgments
The authors gratefully acknowledge assistant editor and tworeviewers of this paper who helped clarify and improve thispresentation
References
[1] J Antony and R Banuelas ldquoKey ingredients for the effectiveimplementation of six sigma programrdquo Measuring BusinessExcellence vol 6 no 4 pp 20ndash27 2002
[2] J Antony ldquoSome pros and cons of six sigma an academicperspectiverdquo The TQM Magazine vol 16 no 4 pp 303ndash3062004
[3] R D Snee ldquoSix sigma the evolution of 100 years of businessimprovement methodologyrdquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 1 pp 4ndash20 2004
[4] A Y T Szeto and A H C Tsang ldquoAntecedents to successfulimplementation of six sigmardquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 3 pp 307ndash322 2005
[5] Y H Kwak and F T Anbari ldquoBenefits obstacles and future ofsix sigma approachrdquo Technovation vol 26 no 5-6 pp 708ndash7152006
[6] P S Pande R P Neuman and R R Cavanagh The Six SigmaWay McGraw-Hill New York NY USA 2000
[7] R Banuelas C Tennant I Tuersley and S Tang ldquoSelection ofsix sigma projects in the UKrdquo The TQM Magazine vol 18 no5 pp 514ndash527 2006
[8] J D Kendrick and D Saaty ldquoUse analytic hierarchy process forproject selectionrdquo Six Sigma Forum Magazine vol 6 no 4 pp22ndash29 2007
[9] U D Kumar H Saranga J E Ramırez-Marquez and DNowicki ldquoSix sigma project selection using data envelopmentanalysisrdquoThe TQMMagazine vol 19 no 5 pp 419ndash441 2007
[10] G Hu L Wang S Fetch and B Bidanda ldquoA multi-objectivemodel for project portfolio selection to implement lean and sixsigma conceptsrdquo International Journal of Production Researchvol 46 no 23 pp 6611ndash6625 2008
[11] C Kahraman and G Buyukozkan ldquoA combined fuzzy AHPand fuzzy goal programming approach for effective six-sigmaproject selectionrdquo Journal of Multiple-Valued Logic and SoftComputing vol 14 no 6 pp 599ndash615 2008
[12] T Yang and C-H Hsieh ldquoSix-Sigma project selection usingnational quality award criteria and Delphi fuzzy multiple crite-ria decision-makingmethodrdquo Expert Systems with Applicationsvol 36 no 4 pp 7594ndash7603 2009
[13] G Buyukozkan and D Ozturkcan ldquoAn integrated analyticapproach for six sigma project selectionrdquo Expert Systems withApplications vol 37 no 8 pp 5835ndash5847 2010
[14] S Percin and C Kahraman ldquoAn integrated fuzzy multi-criteriadecision-making approach for six sigma project selectionrdquoInternational Journal of Computational Intelligence Systems vol3 no 5 pp 610ndash621 2010
[15] M Tkac and S Lyocsa ldquoOn the evaluation of six sigma projectsrdquoQuality and Reliability Engineering International vol 26 no 1pp 115ndash124 2010
[16] S Vinodh S G Gautham R Anesh Ramiya and DRajanayagam ldquoApplication of fuzzy analytic network processfor agile concept selection in a manufacturing organisationrdquoInternational Journal of Production Research vol 48 no 24 pp7243ndash7264 2010
[17] S Boran H R Yazgan and K Goztepe ldquoA fuzzy ANP-basedapproach for prioritising projects a six sigma case studyrdquoInternational Journal of Six Sigma and Competitive Advantagevol 6 no 3 pp 133ndash155 2011
[18] R K Padhy and S Sahu ldquoA real option based six sigma projectevaluation and selectionmodelrdquo International Journal of ProjectManagement vol 29 no 8 pp 1091ndash1102 2011
[19] A Saghaei and H Didehkhani ldquoDeveloping an integratedmodel for the evaluation and selection of six sigma projectsbased on ANFIS and fuzzy goal programmingrdquo Expert Systemswith Applications vol 38 no 1 pp 721ndash728 2011
[20] M Kumar J Antony and B R Cho ldquoProject selection andits impact on the successful deployment of six sigmardquo BusinessProcess Management Journal vol 15 no 5 pp 669ndash686 2009
[21] J Antony and C Fergusson ldquoSix sigma in the software industryresults from a pilot studyrdquoManagerial Auditing Journal vol 19no 8 pp 1025ndash1032 2004
[22] J Van den Heuvel R J M M Does A J J C Bogers andM Berg ldquoImplementing six sigma in the Netherlandsrdquo JointCommission Journal on Quality and Patient Safety vol 32 no7 pp 393ndash399 2006
[23] E Fontela and A Gabus ldquoThe DEMATEL observerdquo BattelleInstitute Geneva Switzerland 1976
[24] T L SaatyDecisionMaking with Dependence and FeedbackTheAnalytic Network Process RWS Pittsburgh Pa USA 1996
[25] S Opricovic and G-H Tzeng ldquoMulticriteria planning of post-earthquake sustainable reconstructionrdquo Computer-Aided Civiland Infrastructure Engineering vol 17 no 3 pp 211ndash220 2002
[26] T L Saaty ldquoRank from comparisons and from ratings inthe analytic hierarchynetwork processesrdquo European Journal ofOperational Research vol 168 no 2 pp 557ndash570 2006
[27] C-Y Huang J Z Shyu and G-H Tzeng ldquoReconfiguring theinnovation policy portfolios for Taiwanrsquos SIP mall industryrdquoTechnovation vol 27 no 12 pp 744ndash765 2007
[28] F Jin P Liu and X Zhang ldquoThe evaluation study of humanresources based on intuitionistic fuzzy set andTOPSISmethodrdquoJournal of Information and Computational Science vol 4 no 3pp 1023ndash1028 2007
[29] J J H Liou G-H Tzeng and H-C Chang ldquoAirline safetymeasurement using a hybrid modelrdquo Journal of Air TransportManagement vol 13 no 4 pp 243ndash249 2007
[30] G-H Tzeng C-H Chiang and C-W Li ldquoEvaluating inter-twined effects in e-learning programs a novel hybrid MCDMmodel based on factor analysis and DEMATELrdquo Expert Systemswith Applications vol 32 no 4 pp 1028ndash1044 2007
[31] J J H Liou L Yen and G-H Tzeng ldquoBuilding an effectivesafety management system for airlinesrdquo Journal of Air TransportManagement vol 14 no 1 pp 20ndash26 2008
Mathematical Problems in Engineering 13
[32] W-S Lee G-H Tzeng J-L Guan K-T Chien and J-MHuang ldquoCombined MCDM techniques for exploring stockselection based on Gordon modelrdquo Expert Systems with Appli-cations vol 36 no 3 part 2 pp 6421ndash6430 2009
[33] L Pei-de ldquoAnovelmethod for hybridmultiple attribute decisionmakingrdquo Knowledge-Based Systems vol 22 no 5 pp 388ndash3912009
[34] J J H Liou C-Y Tsai R-H Lin and G-H Tzeng ldquoA mod-ified VIKOR multiple-criteria decision method for improvingdomestic airlines service qualityrdquo Journal of Air TransportManagement vol 17 no 2 pp 57ndash61 2011
[35] P Liu and X Zhang ldquoResearch on the supplier selection of asupply chain based on entropyweight and improved ELECTRE-III methodrdquo International Journal of Production Research vol49 no 3 pp 637ndash646 2011
[36] C-H Hsu F-K Wang and G-H Tzeng ldquoThe best vendorselection for conducting the recycledmaterial based on a hybridMCDM model combining DANP with VIKORrdquo ResourcesConservation and Recycling vol 66 no 1 pp 95ndash111 2012
[37] C-H Liu G-H Tzeng and M-H Lee ldquoImproving tourismpolicy implementationmdashthe use of hybrid MCDM modelsrdquoTourism Management vol 33 no 2 pp 239ndash488 2012
[38] P Liu and X Wu ldquoA competency evaluation method ofhuman resources managers based on multi-granularity linguis-tic variables and VIKOR methodrdquo Technological and EconomicDevelopment of Economy vol 18 no 4 pp 696ndash710 2012
[39] S Opricovic and G-H Tzeng ldquoCompromise solution byMCDM methods a comparative analysis of VIKOR and TOP-SISrdquo European Journal of Operational Research vol 156 no 2pp 445ndash455 2004
[40] J H Liou and G H Tzeng ldquoComments on multiple cri-teria decision making (MCDM) methods in economics anoverviewrdquo Technological and Economic Development of Econ-omy vol 18 no 4 pp 672ndash695 2012
[41] H A Simon ldquoA behavioral model of rational choicerdquo TheQuarterly Journal of Economics vol 69 no 1 pp 99ndash118 1955
[42] J H Liou ldquoNew concepts and trends ofMCDMfor tomorrowmdashin honor of professor Gwo-Hshiung Tzeng on the occasion ofhis 70th birthdayrdquo Technological and Economic Development ofEconomy vol 19 no 2 pp 367ndash375 2013
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

12 Mathematical Problems in Engineering
ldquoimproverdquo their performances based on INRM because ldquoweneed a systematic approach to problem-solving instead ofaddressing the systems of the problem we need to identifythe sources of the problem [42]rdquoThese ideas and concepts canoffer major contributions in this type of research problem
Conflict of Interests
The authors declare that they have no conflict of interests
Acknowledgments
The authors gratefully acknowledge assistant editor and tworeviewers of this paper who helped clarify and improve thispresentation
References
[1] J Antony and R Banuelas ldquoKey ingredients for the effectiveimplementation of six sigma programrdquo Measuring BusinessExcellence vol 6 no 4 pp 20ndash27 2002
[2] J Antony ldquoSome pros and cons of six sigma an academicperspectiverdquo The TQM Magazine vol 16 no 4 pp 303ndash3062004
[3] R D Snee ldquoSix sigma the evolution of 100 years of businessimprovement methodologyrdquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 1 pp 4ndash20 2004
[4] A Y T Szeto and A H C Tsang ldquoAntecedents to successfulimplementation of six sigmardquo International Journal of Six Sigmaand Competitive Advantage vol 1 no 3 pp 307ndash322 2005
[5] Y H Kwak and F T Anbari ldquoBenefits obstacles and future ofsix sigma approachrdquo Technovation vol 26 no 5-6 pp 708ndash7152006
[6] P S Pande R P Neuman and R R Cavanagh The Six SigmaWay McGraw-Hill New York NY USA 2000
[7] R Banuelas C Tennant I Tuersley and S Tang ldquoSelection ofsix sigma projects in the UKrdquo The TQM Magazine vol 18 no5 pp 514ndash527 2006
[8] J D Kendrick and D Saaty ldquoUse analytic hierarchy process forproject selectionrdquo Six Sigma Forum Magazine vol 6 no 4 pp22ndash29 2007
[9] U D Kumar H Saranga J E Ramırez-Marquez and DNowicki ldquoSix sigma project selection using data envelopmentanalysisrdquoThe TQMMagazine vol 19 no 5 pp 419ndash441 2007
[10] G Hu L Wang S Fetch and B Bidanda ldquoA multi-objectivemodel for project portfolio selection to implement lean and sixsigma conceptsrdquo International Journal of Production Researchvol 46 no 23 pp 6611ndash6625 2008
[11] C Kahraman and G Buyukozkan ldquoA combined fuzzy AHPand fuzzy goal programming approach for effective six-sigmaproject selectionrdquo Journal of Multiple-Valued Logic and SoftComputing vol 14 no 6 pp 599ndash615 2008
[12] T Yang and C-H Hsieh ldquoSix-Sigma project selection usingnational quality award criteria and Delphi fuzzy multiple crite-ria decision-makingmethodrdquo Expert Systems with Applicationsvol 36 no 4 pp 7594ndash7603 2009
[13] G Buyukozkan and D Ozturkcan ldquoAn integrated analyticapproach for six sigma project selectionrdquo Expert Systems withApplications vol 37 no 8 pp 5835ndash5847 2010
[14] S Percin and C Kahraman ldquoAn integrated fuzzy multi-criteriadecision-making approach for six sigma project selectionrdquoInternational Journal of Computational Intelligence Systems vol3 no 5 pp 610ndash621 2010
[15] M Tkac and S Lyocsa ldquoOn the evaluation of six sigma projectsrdquoQuality and Reliability Engineering International vol 26 no 1pp 115ndash124 2010
[16] S Vinodh S G Gautham R Anesh Ramiya and DRajanayagam ldquoApplication of fuzzy analytic network processfor agile concept selection in a manufacturing organisationrdquoInternational Journal of Production Research vol 48 no 24 pp7243ndash7264 2010
[17] S Boran H R Yazgan and K Goztepe ldquoA fuzzy ANP-basedapproach for prioritising projects a six sigma case studyrdquoInternational Journal of Six Sigma and Competitive Advantagevol 6 no 3 pp 133ndash155 2011
[18] R K Padhy and S Sahu ldquoA real option based six sigma projectevaluation and selectionmodelrdquo International Journal of ProjectManagement vol 29 no 8 pp 1091ndash1102 2011
[19] A Saghaei and H Didehkhani ldquoDeveloping an integratedmodel for the evaluation and selection of six sigma projectsbased on ANFIS and fuzzy goal programmingrdquo Expert Systemswith Applications vol 38 no 1 pp 721ndash728 2011
[20] M Kumar J Antony and B R Cho ldquoProject selection andits impact on the successful deployment of six sigmardquo BusinessProcess Management Journal vol 15 no 5 pp 669ndash686 2009
[21] J Antony and C Fergusson ldquoSix sigma in the software industryresults from a pilot studyrdquoManagerial Auditing Journal vol 19no 8 pp 1025ndash1032 2004
[22] J Van den Heuvel R J M M Does A J J C Bogers andM Berg ldquoImplementing six sigma in the Netherlandsrdquo JointCommission Journal on Quality and Patient Safety vol 32 no7 pp 393ndash399 2006
[23] E Fontela and A Gabus ldquoThe DEMATEL observerdquo BattelleInstitute Geneva Switzerland 1976
[24] T L SaatyDecisionMaking with Dependence and FeedbackTheAnalytic Network Process RWS Pittsburgh Pa USA 1996
[25] S Opricovic and G-H Tzeng ldquoMulticriteria planning of post-earthquake sustainable reconstructionrdquo Computer-Aided Civiland Infrastructure Engineering vol 17 no 3 pp 211ndash220 2002
[26] T L Saaty ldquoRank from comparisons and from ratings inthe analytic hierarchynetwork processesrdquo European Journal ofOperational Research vol 168 no 2 pp 557ndash570 2006
[27] C-Y Huang J Z Shyu and G-H Tzeng ldquoReconfiguring theinnovation policy portfolios for Taiwanrsquos SIP mall industryrdquoTechnovation vol 27 no 12 pp 744ndash765 2007
[28] F Jin P Liu and X Zhang ldquoThe evaluation study of humanresources based on intuitionistic fuzzy set andTOPSISmethodrdquoJournal of Information and Computational Science vol 4 no 3pp 1023ndash1028 2007
[29] J J H Liou G-H Tzeng and H-C Chang ldquoAirline safetymeasurement using a hybrid modelrdquo Journal of Air TransportManagement vol 13 no 4 pp 243ndash249 2007
[30] G-H Tzeng C-H Chiang and C-W Li ldquoEvaluating inter-twined effects in e-learning programs a novel hybrid MCDMmodel based on factor analysis and DEMATELrdquo Expert Systemswith Applications vol 32 no 4 pp 1028ndash1044 2007
[31] J J H Liou L Yen and G-H Tzeng ldquoBuilding an effectivesafety management system for airlinesrdquo Journal of Air TransportManagement vol 14 no 1 pp 20ndash26 2008
Mathematical Problems in Engineering 13
[32] W-S Lee G-H Tzeng J-L Guan K-T Chien and J-MHuang ldquoCombined MCDM techniques for exploring stockselection based on Gordon modelrdquo Expert Systems with Appli-cations vol 36 no 3 part 2 pp 6421ndash6430 2009
[33] L Pei-de ldquoAnovelmethod for hybridmultiple attribute decisionmakingrdquo Knowledge-Based Systems vol 22 no 5 pp 388ndash3912009
[34] J J H Liou C-Y Tsai R-H Lin and G-H Tzeng ldquoA mod-ified VIKOR multiple-criteria decision method for improvingdomestic airlines service qualityrdquo Journal of Air TransportManagement vol 17 no 2 pp 57ndash61 2011
[35] P Liu and X Zhang ldquoResearch on the supplier selection of asupply chain based on entropyweight and improved ELECTRE-III methodrdquo International Journal of Production Research vol49 no 3 pp 637ndash646 2011
[36] C-H Hsu F-K Wang and G-H Tzeng ldquoThe best vendorselection for conducting the recycledmaterial based on a hybridMCDM model combining DANP with VIKORrdquo ResourcesConservation and Recycling vol 66 no 1 pp 95ndash111 2012
[37] C-H Liu G-H Tzeng and M-H Lee ldquoImproving tourismpolicy implementationmdashthe use of hybrid MCDM modelsrdquoTourism Management vol 33 no 2 pp 239ndash488 2012
[38] P Liu and X Wu ldquoA competency evaluation method ofhuman resources managers based on multi-granularity linguis-tic variables and VIKOR methodrdquo Technological and EconomicDevelopment of Economy vol 18 no 4 pp 696ndash710 2012
[39] S Opricovic and G-H Tzeng ldquoCompromise solution byMCDM methods a comparative analysis of VIKOR and TOP-SISrdquo European Journal of Operational Research vol 156 no 2pp 445ndash455 2004
[40] J H Liou and G H Tzeng ldquoComments on multiple cri-teria decision making (MCDM) methods in economics anoverviewrdquo Technological and Economic Development of Econ-omy vol 18 no 4 pp 672ndash695 2012
[41] H A Simon ldquoA behavioral model of rational choicerdquo TheQuarterly Journal of Economics vol 69 no 1 pp 99ndash118 1955
[42] J H Liou ldquoNew concepts and trends ofMCDMfor tomorrowmdashin honor of professor Gwo-Hshiung Tzeng on the occasion ofhis 70th birthdayrdquo Technological and Economic Development ofEconomy vol 19 no 2 pp 367ndash375 2013
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 13
[32] W-S Lee G-H Tzeng J-L Guan K-T Chien and J-MHuang ldquoCombined MCDM techniques for exploring stockselection based on Gordon modelrdquo Expert Systems with Appli-cations vol 36 no 3 part 2 pp 6421ndash6430 2009
[33] L Pei-de ldquoAnovelmethod for hybridmultiple attribute decisionmakingrdquo Knowledge-Based Systems vol 22 no 5 pp 388ndash3912009
[34] J J H Liou C-Y Tsai R-H Lin and G-H Tzeng ldquoA mod-ified VIKOR multiple-criteria decision method for improvingdomestic airlines service qualityrdquo Journal of Air TransportManagement vol 17 no 2 pp 57ndash61 2011
[35] P Liu and X Zhang ldquoResearch on the supplier selection of asupply chain based on entropyweight and improved ELECTRE-III methodrdquo International Journal of Production Research vol49 no 3 pp 637ndash646 2011
[36] C-H Hsu F-K Wang and G-H Tzeng ldquoThe best vendorselection for conducting the recycledmaterial based on a hybridMCDM model combining DANP with VIKORrdquo ResourcesConservation and Recycling vol 66 no 1 pp 95ndash111 2012
[37] C-H Liu G-H Tzeng and M-H Lee ldquoImproving tourismpolicy implementationmdashthe use of hybrid MCDM modelsrdquoTourism Management vol 33 no 2 pp 239ndash488 2012
[38] P Liu and X Wu ldquoA competency evaluation method ofhuman resources managers based on multi-granularity linguis-tic variables and VIKOR methodrdquo Technological and EconomicDevelopment of Economy vol 18 no 4 pp 696ndash710 2012
[39] S Opricovic and G-H Tzeng ldquoCompromise solution byMCDM methods a comparative analysis of VIKOR and TOP-SISrdquo European Journal of Operational Research vol 156 no 2pp 445ndash455 2004
[40] J H Liou and G H Tzeng ldquoComments on multiple cri-teria decision making (MCDM) methods in economics anoverviewrdquo Technological and Economic Development of Econ-omy vol 18 no 4 pp 672ndash695 2012
[41] H A Simon ldquoA behavioral model of rational choicerdquo TheQuarterly Journal of Economics vol 69 no 1 pp 99ndash118 1955
[42] J H Liou ldquoNew concepts and trends ofMCDMfor tomorrowmdashin honor of professor Gwo-Hshiung Tzeng on the occasion ofhis 70th birthdayrdquo Technological and Economic Development ofEconomy vol 19 no 2 pp 367ndash375 2013
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of