Embed Size (px)
Citation preview

Research Update Research Update
Dr Ben Whiteside, Dr Mike Martyn, Prof Phil Coates, Dr Ben Whiteside, Dr Mike Martyn, Prof Phil Coates,
IRC in Polymer Engineering, IRC in Polymer Engineering,
Dept. Mechanical & Medical Engineering, Dept. Mechanical & Medical Engineering,
University of Bradford, Bradford UKUniversity of Bradford, Bradford UK
Dr Ben Whiteside, Dr Mike Martyn, Prof Phil Coates, Dr Ben Whiteside, Dr Mike Martyn, Prof Phil Coates,
IRC in Polymer Engineering, IRC in Polymer Engineering,
Dept. Mechanical & Medical Engineering, Dept. Mechanical & Medical Engineering,
University of Bradford, Bradford UKUniversity of Bradford, Bradford UK
Ukmig meeting November 5th 2003Ukmig meeting November 5th 2003

ContentsContents
• Introduction• Equipment• Process Interrogation Investigation• Comments
• Introduction• Equipment• Process Interrogation Investigation• Comments

Battenfeld Microsystem 50Battenfeld Microsystem 50

Conventional vs. MicromouldingConventional vs. Micromoulding
Conventional
• Injection control switch-over to avoid pressure ‘spike’
• Feed system vol << part volume
• Heat to be removed from product using cooling system – cycle times ~tens of seconds
Conventional
• Injection control switch-over to avoid pressure ‘spike’
• Feed system vol << part volume
• Heat to be removed from product using cooling system – cycle times ~tens of seconds
Micromoulding
• High speed injection without switchover and corresponding pressure ‘spike’ – material compression
• Feed system volume > part volume
• Very rapid freezing of material allows very low cycle times BUT smaller processing window
Micromoulding
• High speed injection without switchover and corresponding pressure ‘spike’ – material compression
• Feed system volume > part volume
• Very rapid freezing of material allows very low cycle times BUT smaller processing window

Dynisco PCI 4011 Piezo load transducer
Dynisco PCI 4011 Piezo load transducer
Dynisco PCI 4006 piezo load transducer
Dynisco PCI 4006 piezo load transducer
The Data Acquisition SetupThe Data Acquisition Setup
Temposonics R series displacement transducer
Temposonics R series displacement transducer
J-type thermocouplesJ-type thermocouples

Process InterrogationProcess Interrogation
• What can we measure to give an accurate representation of process/product quality?
• What can we measure to give an accurate representation of process/product quality?

Process InterrogationProcess Interrogation
• How?• Process characteristic?
• Peak injection pressure?
• How?• Process characteristic?
• Peak injection pressure?
Nylon6 NC in stepped plaque mould
0
10
20
30
40
50
60
70
80
90
100
0.00 0.50 1.00 1.50 2.00
Time (s)
Inje
cti
on
/Ca
vit
y P
res
su
re (
Mp
a)/
D
isp
lac
em
en
t (m
m)
Injection Pressure
Cavity Pressure

Process InterrogationProcess Interrogation
• How?• Process characteristic?
• Peak cavity pressure?
• How?• Process characteristic?
• Peak cavity pressure?
Nylon6 NC in stepped plaque mould
0
10
20
30
40
50
60
70
80
90
100
0.00 0.50 1.00 1.50 2.00
Time (s)
Inje
cti
on
/Ca
vit
y P
res
su
re (
Mp
a)/
D
isp
lac
em
en
t (m
m)
Injection Pressure
Cavity Pressure

Process InterrogationProcess Interrogation• How?
• Process characteristic?• Pressure/time integral?
• How?• Process characteristic?
• Pressure/time integral?
Nylon6 NC in stepped plaque mould
0
10
20
30
40
50
60
70
80
90
100
0.00 0.50 1.00 1.50 2.00
Time (s)
Inje
cti
on
/Ca
vit
y P
res
su
re (
Mp
a)/
D
isp
lac
em
en
t (m
m)
Injection Pressure
Cavity Pressure

Process InterrogationProcess Interrogation• How?
• Process characteristic?• Pressure/time integral?
• How?• Process characteristic?
• Pressure/time integral?
Nylon6 NC in stepped plaque mould
0
10
20
30
40
50
60
70
80
90
100
0.00 0.50 1.00 1.50 2.00
Time (s)
Inje
cti
on
/Ca
vit
y P
res
su
re (
Mp
a)/
D
isp
lac
em
en
t (m
m)
Injection Pressure
Cavity Pressure

Typical Micromoulding Process DataTypical Micromoulding Process Data
0
20
40
60
80
100
120
140
160
0 20 40 60 80 100 120
Cycle No
Pre
ssu
re M
pa
Peak Injection Pressure
Peak Cavity Pressure
0
20
40
60
80
100
120
140
160
0 20 40 60 80 100 120
Cycle No
Pre
ssu
re M
pa
Peak Injection Pressure
Peak Cavity Pressure
Mean = 99.56S.D. = 6.88
Mean = 22.50S.D. = 3.55

ExperimentalExperimental
• Test response of process data to change in process conditions
• Use three different mould temperature settings during a production run
• Test response of process data to change in process conditions
• Use three different mould temperature settings during a production run

Experimental - step plaque mouldingExperimental - step plaque moulding
Material: HAPEX (40% sintered hydroxyapatite HDPE matrix)
Produced by IRC in Biomaterial Science
Queen Mary and Westfield College, London
Material: HAPEX (40% sintered hydroxyapatite HDPE matrix)
Produced by IRC in Biomaterial Science
Queen Mary and Westfield College, London

Process ConditionsProcess Conditions
Screw Speed 30rpm 30rpm 30rpm
Back Pressure 150Bar 150Bar 150Bar
Shot Size 220mm3 220mm3 220mm3
Injection Speed 500mm/s 500mm/s 500mm/s
Melt Temperature 200C 200C 200C
Mould Temperature 20C 50C 80C

Process DataProcess Data

Injection Pressure CurvesInjection Pressure Curves

Cavity Pressure CurvesCavity Pressure Curves

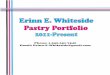
Product Mass – Hapex, step plaqueProduct Mass – Hapex, step plaque
0.12% variation0.12% variation

CommentsComments
• Methods of cavity pressure assessment• Direct measurement
• Transducer installed flush with cavity wall• Impractical in small cavities, frozen layer errors
• Indirect measurement• Piezo force tranducer mounted behind ejector pin• Errors due to friction, bending of pin, frozen layer
• Ultrasound?
• Methods of cavity pressure assessment• Direct measurement
• Transducer installed flush with cavity wall• Impractical in small cavities, frozen layer errors
• Indirect measurement• Piezo force tranducer mounted behind ejector pin• Errors due to friction, bending of pin, frozen layer
• Ultrasound?

Future WorkFuture Work
• Extended run of top-hat mouldings• Repeatability assessment• Mould temperature/morphology variations
• Ultrasound sensor studies• Feb 2004
• Extended run of top-hat mouldings• Repeatability assessment• Mould temperature/morphology variations
• Ultrasound sensor studies• Feb 2004